Back
[00:05:19] <zeeshan> i didnt find a manual
[00:05:20] <zeeshan> but i did find this
[00:05:21] <zeeshan> lol
[00:05:26] <zeeshan> http://www.lathes.co.uk/mikronmillers/img34.jpg
[00:05:31] <zeeshan> http://www.lathes.co.uk/mikronmillers/img36.jpg
[00:05:57] <XXCoder1> fncy
[00:06:00] <XXCoder1> fancy
[00:09:09] <PetefromTn_> https://www.youtube.com/watch?v=rnYLY9hn9lA pretty cool idea
[00:11:58] <zeeshan> http://img.photobucket.com/albums/v381/MartinPeitz/DeckelFP3NC2057.jpg
[00:12:00] <zeeshan> intersting
[00:12:05] <zeeshan> this machine doesnt have the witch hat
[00:12:06] <zeeshan> :D
[00:12:24] <zeeshan> are the belleville washers supposed to be inside that black assembly?
[00:12:57] <zeeshan> PetefromTn_: how dare you post a mach 3 video!
[00:12:58] <zeeshan> :P
[00:13:37] <zeeshan> that is a smart design
[00:16:33] <PetefromTn_> yeah sorry heh
[00:16:43] <PetefromTn_> but I just liked the tool turret design
[00:28:12] <zeeshan> http://www.resale.de/images/12090035_f_DSC06728.jpg
[00:28:17] <zeeshan> finally found a pic of the cnc
[00:28:18] <zeeshan> w/ the tools.
[00:28:24] <zeeshan> i have the correct retention knob
[00:30:42] <PetefromTn_> whats strange is they apparently make a bunch of different flavors of that same basic machine larger and smaller with different options but that one is hard to find any information on... perhaps if you were in eu you might have better luck
[00:30:56] <zeeshan> i really think its a translation issue
[00:31:05] <zeeshan> i couldnt find anything aboutr the servos either
[00:31:11] <zeeshan> when i searched some german keywords
[00:31:14] <zeeshan> i found it after a couple hours
[00:31:30] <PetefromTn_> my lathe is similar
[00:31:35] <PetefromTn_> it is made in Canada
[00:31:57] <PetefromTn_> and the electronics were a combination of anilam and HHroberts/Standard Moderns own flavor
[00:32:20] <PetefromTn_> at least parker servomotor has information on the motors
[00:32:43] <PetefromTn_> but they basically told me they would not even be able to make another spindle motor for it even if I could afford it anymore
[00:32:43] <zeeshan> did you contact standard modern?
[00:32:46] <zeeshan> or they dont exist anymore
[00:32:55] <PetefromTn_> yeah they exist and they tried to help
[00:33:05] <PetefromTn_> but they only had basic information
[00:33:42] <PetefromTn_> the good news is I had planned to basically replace everything anyways
[00:33:47] <PetefromTn_> so it is not a big deal
[00:34:04] <PetefromTn_> but if I had wanted to keep the original parts if they were still there it might have been a bitch
[00:34:15] <PetefromTn_> I still do not know what the hell kind of toolpost it had on it
[00:34:32] <PetefromTn_> its a really big block base with an air line going into it
[00:36:21] <PetefromTn_> it has a really large stud that is like permanently in the block that kinda looks like the big bolt that goes down thru one of the aloris style quick change tool posts
[00:36:33] <PetefromTn_> but it seems way too big for that.
[00:36:34] <zeeshan> you dont wanna reuse the servos?
[00:36:40] <PetefromTn_> no
[00:36:44] <zeeshan> why
[00:36:47] <PetefromTn_> I am selling the X one
[00:37:06] <PetefromTn_> because they are apparenlty resolver based and I don't want to try to mess with that
[00:37:17] <zeeshan> pcw has a card for that
[00:37:17] <zeeshan> :P
[00:37:28] <PetefromTn_> I am going to get new servos and drives that match and come with cabling and whatnot all matched together
[00:38:27] <PetefromTn_> I honestly believe that it saved me a TON of trouble on the Cincinatti and everything is brand new so no worries about it. plus it is cheaper to replace if it should eventually fail.
[00:38:40] <zeeshan> thats true
[00:38:47] <zeeshan> i went with amc drives for that reason
[00:38:51] <zeeshan> will work w/ any type of servo
[00:39:00] <PetefromTn_> thats good
[00:39:00] <zeeshan> too bad my Z one isn't as powerful
[00:39:03] <zeeshan> as i thought it would be
[00:39:03] <zeeshan> :(
[00:39:28] <zeeshan> man im so bummed out
[00:39:29] <zeeshan> lol
[00:39:33] <zeeshan> i really wanted to make some chips today
[00:40:13] <PetefromTn_> I know how you feel
[00:40:28] <PetefromTn_> I don't even have a lathe here anymore to use and it is killing me
[00:40:29] <zeeshan> well look on the bright side
[00:40:36] <zeeshan> at least i didnt go mil lsomething
[00:40:36] <PetefromTn_> I cannot wait to get this thing working
[00:40:44] <zeeshan> and have a tool holder blow up in my face
[00:40:48] <zeeshan> which took out my spindle with it
[00:40:49] <zeeshan> haha
[00:40:59] <zeeshan> how long do you think your retrofit will take
[00:41:07] <PetefromTn_> exactly that would suck bad
[00:41:15] <PetefromTn_> Oh I dunno man
[00:41:24] <PetefromTn_> once I get all the parts here maybe a month or two
[00:41:32] <PetefromTn_> depending on how busy I am with other work
[00:43:25] <zeeshan> shit takes a while man :P
[00:43:41] <zeeshan> enough retrofits for me
[00:43:51] <zeeshan> (after one lol)
[00:44:04] <PetefromTn_> it sure does
[00:44:17] <PetefromTn_> I am hoping the lathe will go quicker because it is simpler
[00:44:18] <zeeshan> i think since i have a somewhat working controller
[00:44:22] <PetefromTn_> and easier to get to the parts
[00:44:24] <zeeshan> i could do more machines easier
[00:45:01] <zeeshan> i remember you saying
[00:45:03] <zeeshan> that you need ball screws
[00:45:16] <PetefromTn_> just the Z
[00:45:17] <zeeshan> does that mean you also need the ball nuts?
[00:45:20] <zeeshan> ah
[00:45:28] <PetefromTn_> already bought the angular contacts
[00:45:28] <zeeshan> youre so lucky!
[00:45:30] <zeeshan> X is done!!
[00:45:31] <zeeshan> :D
[00:45:50] <zeeshan> i would love to see how they did it
[00:45:53] <PetefromTn_> and I need to get a little sketch drawn up for the Z so I can get it ordered with machined ends
[00:46:07] <PetefromTn_> what do you mean
[00:48:06] <zeeshan> how they managed
[00:48:30] <zeeshan> to put the ball nut within the cross slide
[00:48:36] <PetefromTn_> you understand this machine was born a CNC lathe right..
[00:48:41] <zeeshan> yea
[00:48:45] <zeeshan> thats why i wanna know how they did it
[00:48:57] <zeeshan> your lathe is very similar
[00:49:02] <zeeshan> to a manual standard modern lathe
[00:49:42] <PetefromTn_> well the screw is under the cross slide slab and goes out the back side of the machine. The motor is facing the rear of the machine underneath the cross slide casting
[00:50:25] <PetefromTn_> it is actually quite similar to the 12x36 I had in the basic setup just much larger and heavier
[00:50:29] <zeeshan> http://www.machineco.com/Lathe_14inX40in_Standard_Modern.jpg
[00:50:36] <zeeshan> this it?
[00:51:36] <zeeshan> http://www.moderntool.com/products/images/5892/C0636A.jpg/
[00:51:39] <zeeshan> looks very similar to that
[00:51:43] <zeeshan> the manual wversion
[00:51:55] <PetefromTn_> http://www.hhrobertsmachinery.com/used-cnc-lathes/Used_Standard_Modern_cnc_lathe.jpg
[00:52:33] <PetefromTn_> that is pretty much what the machine looks like or will look like I am missing some of the rear sheet metal tho
[00:53:08] <toastydeath> most more recent lathes have the sheet metal
[00:55:23] <PetefromTn_> https://www.youtube.com/watch?v=1d_kDV2oGKg this is the next size up machine to mine but it is the same sheetmetal etc..
[00:55:48] <PetefromTn_> mine came with the fullish enclosure but the backsplash piece is missing when I got it.
[00:56:01] <zeeshan> how much did you pay for this!
[00:56:07] <zeeshan> i like it
[00:56:17] <PetefromTn_> not much heh
[00:57:31] <PetefromTn_> yeah I really like it too... kind of an overgrown 12x36 but with built in chip and coolant troughs and bigger motors etc.
[00:58:13] <PetefromTn_> LOL I'm wrong
[00:58:40] <PetefromTn_> actually that video I just posted is the EXACT same machine I have 14x40CNC HH roberts/Standard MOdern
[01:03:19] <PetefromTn_> I can't wait to see mine running like that.
[01:04:15] <PetefromTn_> I think once I get it working and get the collet closer setup in there it will be a good all around CNC lathe that can be run like the manual lathe I had as well as some decent production work once I get a tool turret mounted and working down the road
[01:17:19] <bobo_> the amount of Time you two guy's have taken to convert those mills is less than a medium size Co. would have pissed away just to buy one.
[01:19:41] <zeeshan> bobo_:
[01:19:43] <zeeshan> HUSH!
[01:19:43] <zeeshan> :D
[01:20:04] <zeeshan> https://www.flickr.com/photos/128539016@N05/16367629596/
[01:20:06] <zeeshan> witch hat off
[01:20:10] <zeeshan> i dont see no belleville washers!
[01:20:34] <PetefromTn_> https://www.youtube.com/watch?v=uMiNn4ph9Js in most respects my machine will be sorta like this HAAS Tl1 I think
[01:20:41] <zeeshan> i wonder if this OTT
[01:20:44] <zeeshan> in the part number of the cylinder
[01:20:47] <zeeshan> means OTT GROOVE!! :DD
[01:22:31] <bobo_> could be ott hyd company
[01:23:34] <zeeshan> http://www.ame.com/products/ott-spindle-interface/ott-jakob-power-drawbars/
[01:24:03] <zeeshan> yep
[01:24:04] <zeeshan> thats it
[01:24:25] <bobo_> is the hat made from a almost foam like plastic ?
[01:25:03] <zeeshan> no
[01:25:14] <zeeshan> die cast aluminum it looks like
[01:25:21] <bobo_> fragile foam lik
[01:26:15] <bobo_> die cast is better than Maho fragile foam
[01:27:26] <zeeshan> i really dont see how this thing comes apart
[01:27:40] <zeeshan> it almost seems like ill need to remove the fingers first
[01:27:45] <zeeshan> and remove the whole drawbar
[01:27:58] <bobo_> yes
[01:28:05] <zeeshan> just to inspect?
[01:28:10] <zeeshan> theres gotta be a better way :(
[01:28:33] <bobo_> plasma cutter
[01:29:27] <bobo_> the big hammer for adjusting bobo
[01:29:54] <zeeshan> http://www.ott-jakob.de/images/katalog_spannzangen_e.pdf
[01:30:00] <zeeshan> has info on drawbar
[01:30:09] <zeeshan> lol
[01:30:24] <Jymmm> zeeshan: pivs?
[01:30:29] <Jymmm> pics
[01:30:29] <zeeshan> pivs?
[01:30:32] <zeeshan> of what
[01:30:43] <Jymmm> whatever you are having issues with
[01:30:49] <zeeshan> https://www.flickr.com/photos/128539016@N05/16367629596/
[01:30:50] <zeeshan> this
[01:30:54] <zeeshan> i want to inspect spring pack
[01:32:24] <Jymmm> I see flats
[01:33:18] <zeeshan> okay
[01:33:20] <zeeshan> i found some specs
[01:33:24] <zeeshan> 3372 lb!!
[01:33:27] <zeeshan> is the drawbar force.
[01:34:12] <zeeshan> you know one thing i did not try is
[01:34:25] <Jymmm> power switch?
[01:34:25] <zeeshan> check whether there was fluid pressure
[01:34:31] <zeeshan> holding the damn drawbar OPEN
[01:34:33] <zeeshan> !!!
[01:37:59] <PetefromTn_> https://www.youtube.com/watch?v=2o08V-7iKJc neato
[01:43:48] <bobo_> zeeshan that Ptt PDF -----page #19 ----looks like need to remove stuff from both ends of spindle
[01:44:06] <bobo_> Ptt=Ott
[01:44:21] <zeeshan> pete
[01:44:23] <zeeshan> i dig that turret!
[01:45:02] <PetefromTn_> yeah that er20 collet setup is kinda cool huh
[01:45:08] <zeeshan> yea!
[01:45:13] <zeeshan> bobo_: thats hsk
[01:46:29] <zeeshan> DIN 69871 / 69872 // ISO 7388 / 1 / 2 type A 95.100.120.3.2 DIN 2080 OTT-Rille ANSI B 5.50 � 1978 // ISO 7388 / 1 / 2 type B MAS 403-1982 BT/PT 30� / 45�
[01:46:30] <zeeshan> hmm
[01:46:34] <zeeshan> they list ALL these tool standards
[01:46:39] <zeeshan> will work!
[01:46:42] <zeeshan> interesting!
[01:46:46] <bobo_> hsk bought ott -----but anyway page 19
[01:49:17] <bobo_> and if hsk/ott fingers are being used , the appear to be of a "L" shape finger
[01:51:53] <bobo_> also means ,if hsk/ott , then replacement fingers may be available
[01:55:55] <zeeshan> i was doing the measurement wrong.
[01:56:04] <zeeshan> it shoulda been measured in the unclamped position.
[01:58:13] <bobo_> zeeshan I think you need hyd pressure to remove the fingers adj nut/screw
[01:58:56] <bobo_> but not the witch hat
[01:59:16] <zeeshan> yea
[01:59:20] <zeeshan> dude i think i know whats wrong
[01:59:22] <zeeshan> im estimating here
[01:59:38] <zeeshan> the stroke is 5.5 mm = .2165 "
[01:59:46] <zeeshan> i measured at clamped position 3.799
[01:59:56] <zeeshan> that works out to 3.582"
[02:00:04] <zeeshan> the spec is 3.610 +/- .010
[02:00:30] <zeeshan> something is up :)
[02:02:05] <bobo_> missprint ? +_ .020
[02:02:29] <zeeshan> no
[02:02:49] <zeeshan> each thou makes a big diff
[02:02:51] <zeeshan> in the clamping load
[02:03:05] <zeeshan> im just trying to work out in my head , since i am lower
[02:03:17] <zeeshan> what would be the effects :P
[02:03:49] <zeeshan> shrug im too tired to think :)
[02:03:50] <zeeshan> gnite!
[02:04:03] <archivist> near enough
[02:12:23] <bobo_> archivist: any thoughts on how zeeshan could get a manual-parts list for his Mikron WF21c ?
[02:13:21] <archivist> either from mikron or someone who has the manual
[02:14:03] <archivist> exceedingly few technical docs collections around and some like to screw you
[02:15:31] <archivist> there have been almost no laws to force technical docs to be saved or sent to archives/libraries
[02:16:43] <bobo_> what are your thoughts on the French cloud web site of machinery manuals ?
[02:17:08] <archivist> I dont know of it, where what?
[02:17:39] <archivist> I know the american site
[02:18:35] <bobo_> I don't have the web address now. but will get it
[02:19:10] <archivist> like this over priced
http://www.umanuals.com/barber-colman-type-d-gear-hobber-parts-manual.html
[02:19:31] <bobo_> no free site
[02:19:35] <archivist> I know the costs, as I slowly go bust!
[02:20:13] <archivist> bobo_, I dont charge, I like donations though
[02:20:19] <bobo_> french site is ,or was, free
[02:20:46] <archivist> there is a serious cost to running the service though
[02:22:17] <Deejay> moin
[02:22:54] <archivist> bobo_, this guy sells photo copies
http://lathes.co.uk/
[02:23:58] <archivist> he is about 20 miles from me
[02:24:15] <bobo_> if you or the french site or I were on the same side of the pond ---I would be sending a yearly donation for both
[02:25:03] <bobo_> tell Tony I thank him for his work
[02:25:52] <archivist> not seen him for a while (about 6 years, ignored my last email too)
[02:27:17] <archivist> he used to drop into the clockworks attempting to buy anything we weren't using
[02:28:32] <bobo_> good old machines are becoming fewer and fewer
[02:29:44] <archivist> heh just got an email from france for some semiconductor application notes
[02:29:55] <archivist> what a coincidence
[02:30:16] <bobo_> and so are people who know what the old machines are or are for
[02:31:01] <archivist> old books are useful there too, the adverts show some machines
[02:31:21] <archivist> or they use a particular make for the examples
[02:32:26] <bobo_> give me a minute ,be back
[02:38:33] <bobo_> archivist: usinages.com is the web site I found the referance to cloud baised site of mach. manuals
[02:48:08] <bobo_> zeeshan : www.usinages.com/mikron How is your French this morning ?
[02:49:17] <archivist> ew they use google for the site search
[02:51:18] <archivist> the site search brings up 300 references but nothing sensible for mikron wf21c
[02:58:00] <bobo_> saw something about a WF31D , but the site is French Lang
[03:02:24] <Jymmm> http://www.ebay.de/itm/Mikron-WF-31D-Operators-Manual-WF-31-D-WF31D-mechanical-part-/360428678760
[03:02:26] <archivist> somewhat restricting
[03:02:38] <archivist> wrong model
[03:02:50] <Jymmm> ah
[03:03:19] <Jymmm> no clue, I'm jut here for the kool-aid
[03:26:14] <bobo_> Jymmm think zeeshan saw the E-bay listing for a Wf-31-d manual ,his is Wf21c. I think they would be some what close ,baised on various web photos .
[03:44:53] <bobo_> I am off to sleep----this irc is great-----it's the people here I am refering too.--gn8
[05:47:40] <jack16> what's safe working temp for chinese steppers?
[05:49:11] <archivist_herron> enough to make you wince
[05:49:55] <archivist_herron> bolt to frame so it becomes a heatsink
[05:50:35] <jack16> at 1.6 amps it's 62C. At rated 3amps I think it will be at 100
[05:51:01] <archivist_herron> is it bolted to something
[05:51:14] <jack16> no, on the table
[05:52:04] <archivist_herron> but is the table wood,steel or aluminium
[05:52:29] <jack16> actually it's paperback book
[05:53:03] <archivist_herron> an insulator
[05:53:03] <jack16> so 1 side is effectively insulated
[05:59:03] <archivist_herron> http://www.parkermotion.com/dmxreadyv2/faqsmanager/faqsmanager.asp?question=965
[06:17:13] <jack16> hm, my cheapo stepper drivers had thermal paste applied between chip and heatsink
[06:19:22] <jack16> so not all chinese drivers are equal
[06:23:56] <jack16> For 15$ per driver shipped I'm impressed
[06:24:43] <archivist_herron> the uncooled die very quickly
[06:25:57] <TekniQue> the latest stepper driver I bougth even had a fan on it, thermally activated
[06:31:57] <malcom2073> jack16: I got some of the $15 chinese steppers, they're amazingly not that bad
[06:32:03] <malcom2073> That being said, stick a fan on it :P
[06:32:14] <malcom2073> The 4 amp ones?
[06:33:54] <jack16> 5amp (rated), TX 6600 based. But I think chip manufacturer's rating is 4.5 amp for this chip
[06:35:19] <jack16> It seems this board has bug as described at cnczone, but it seems like easy fix
[06:37:16] <malcom2073> yeah, what bug? link?
[06:47:42] <jack16> http://www.cnczone.com/forums/stepper-motors-drives/186930-tb6600-drive-ebay.html
[06:48:32] <jack16> there are multiple issues, main is wrong components in torque reduction curcuit
[06:49:03] <jack16> mine have approx 1/2 current vs set value
[06:49:43] <TekniQue> the 7.2 amp step driver I bought with the fan cooling had discrete mosfets
[06:49:49] <TekniQue> not an integrated power circuit
[06:50:41] <TekniQue> this unit
http://www.ebay.co.uk/itm/Cnc-Stepper-Motor-Driver-Controller-2-6-7-2A-Ac18-80V-Dc24-110V-For-Mill-Machine-/361177760990?pt=UK_BOI_Industrial_Automation_Control_ET&hash=item5417df44de
[06:53:42] <jack16> 80v sounds good
[06:54:39] <TekniQue> 110V
[07:01:18] <jack16> niiice
[07:03:14] <jack16> TekniQue, what motors do you use with this driver?
[07:05:29] <TekniQue> I have one motor, unsure what it's called, it's 3 inches in diameter and 4 inches long
[07:05:49] <TekniQue> it's in a chinese bottle labeller
[07:05:56] <TekniQue> existing driver was overheating and skipping steps
[07:06:32] <TekniQue> the bottles go on a conveyer into the machine and this motor feeds the labels off a big roll
[07:06:51] <TekniQue> controlled by a Mitsubishi MELSEC PLC
[07:35:11] <MrSunshine> hmm only options for warped plywood in cnc is vacuum or screw it down everywhere ?
[07:35:13] <MrSunshine> :/
[07:39:05] <archivist> or follow the warped shape
[07:39:24] <MrSunshine> kinda hard =)
[07:39:36] <MrSunshine> i hate plywood
[07:39:38] <MrSunshine> its never straight
[07:39:50] <archivist> there is a probing thing someone did
[07:40:10] <archivist> was for pcb work
[07:40:36] <TekniQue> and height control seems ubiquituous in plasma cutters
[07:40:53] <TekniQue> to follow metal plates that aren't perfectly straight
[07:42:19] <MrSunshine> well in plasma you just sense the arc voltage to follow at height .. kinda hard to do that on wood :P
[07:42:50] <archivist> you probe the plane and add the error from that
[07:43:17] <archivist> should be on the wiki or in the docs somewhere
[07:45:19] <_methods> you can use a follower cone too
[07:46:05] <_methods> https://www.omax.com/pdfs/Omax-CSTF1014Lt.pdf
[07:47:34] <_methods> http://www.e-ci.com/storage/pdfs/preinstallation-pdfs/lasers/cl940/tactile%20foot.pdf
[07:47:41] <_methods> cincinnati version
[07:51:02] <TekniQue> I love the water jet machines
[07:51:13] <TekniQue> there are several of these Omax machines around here
[07:51:19] <TekniQue> I use them a lot
[07:52:11] <_methods> i was just throwin that out there
[07:52:31] <_methods> i've used a pcb mill that had an air actuated foot that set the cutting depth similarly
[07:52:48] <TekniQue> in fact I'm having a drive plate cut from an aluminium plate this week
[07:54:06] <archivist> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?PCB_Milling_And_Drilling_With_Cheap_And_Simple_Height-Probing
[08:01:09] <_methods> i might have to try that one day
[08:01:12] <_methods> the height probe thing
[08:01:27] <_methods> i just leveled my bed...........
[08:02:02] <archivist> run the probing to see how well you did
[08:02:16] <_methods> i have a dial indicator for that lol
[08:03:11] <_methods> i still just want to try out that height probe for the lulz
[08:03:44] <archivist> I want electronic feed back from the dti
[08:04:44] <_methods> have you ever used that height probing script?
[08:04:53] <archivist> no
[08:05:17] <archivist> but do have a dti with a serial port
[08:06:44] <_methods> look at this nightmare quote
[08:06:46] <_methods> http://imgur.com/TLjs7GT
[08:06:52] <_methods> qty 1550
[08:06:56] <_methods> with follow order of 2000
[08:07:25] <_methods> 20ga steel
[08:08:04] <archivist> strip feed
[08:08:58] <archivist> costly for proper tooling, could be cheaper to etch
[08:10:26] <archivist> one has to giggle at the width dimension
[08:11:33] <archivist> and that so looks like something that is over scale off a shaver
[08:14:40] <TekniQue> _methods: would be nice to have a custom punch for it
[08:15:36] <archivist> cleaning the bur up not so easy if punched
[08:16:00] <TekniQue> well, he didn't say what the application was
[08:16:47] <_methods> yeah one hit punch
[08:16:57] <_methods> i have no idea what the application is lol
[08:17:01] <_methods> all i got was that
[08:17:19] <_methods> we'll just throw it on the laser
[08:17:31] <_methods> but that's a punch job if i've ever seen one
[08:18:15] <archivist> rather thin for laser
[08:18:32] <_methods> it's not too bad
[08:18:46] <_methods> 20ga is not something we get a lot of but every once in awhile
[08:19:19] <archivist> it is the thin bit between holes I am referring to
[08:19:24] <_methods> oh yeah
[08:19:37] <_methods> i think it may curl up pretty bad we'll have to hop around the part
[08:19:47] <archivist> and dimension to 2 tenths
[08:19:50] <_methods> and cut with nitrogen instead of o2
[08:20:57] <_methods> i wish i had one of those chinese fiber lasers at my house
[08:21:11] <_methods> that would be a great job for me to run while i drink beers all night
[08:22:21] <archivist> find out what spec the holes need a photoetch could be cheaper
[08:23:04] <_methods> with the guys that sent that i'm guessing they tol isn't tight
[08:23:13] <_methods> s/they/the
[08:24:37] <archivist> I know one person who puts +- 0 , what he really means is just do your best!
[08:25:40] <_methods> yeah
[08:25:46] <_methods> that's how these guys are
[08:25:57] <_methods> if they really need a tolerance they'll explicitly call it out
[08:37:03] <Rab> _methods, maybe you can try an overlay or sandwich if curling is a problem.
[08:37:37] <_methods> it may not even be an issue for all i know they could be rolling the finished product
[08:37:56] <_methods> they roll alot of stuff
[08:38:06] <_methods> so it could end up being some sort of basket or whatever
[08:38:21] <_methods> they didn't give me any flatness requirement
[08:38:27] <_methods> just that dxf lol
[08:41:18] <_methods> does anyone in here have one of those chinese yag lasers?
[08:41:54] <_methods> they're only like $40,000 and cut up to 6mm steel i think
[08:44:16] <_methods> http://www.aliexpress.com/item/High-quality-cnc-metal-sheet-YAG-cutting-machine-1325-YAG-laser-cutter-metal-laser-cutting-machine/32257785898.html
[08:45:44] <TekniQue> cheap
[08:46:44] <_methods> yeah for a laser
[08:46:57] <_methods> i think they claim to be able to cut 8mm
[08:47:15] <_methods> but i've never heard of anyone getting one to cut anything thicker than 6mm
[08:48:25] <_methods> still 80% of the sheet metal work i see is in the 1.5-6mm range
[08:49:11] <_methods> that and a manual brake and you got a shop
[08:49:33] <TekniQue> manual brake?
[08:49:58] <_methods> yeah old pan barke
[08:50:00] <_methods> brake
[08:50:15] <_methods> you can get one of those dirt cheap
[08:50:29] <TekniQue> ah
[08:50:41] <TekniQue> never heard that term before
[08:50:53] <_methods> http://img.diytrade.com/cdimg/926526/11977995/0/1267267757/BOX_AND_PAN_BRAKE.jpg
[08:51:19] <_methods> that can get you doing simple bends quick
[08:51:24] <archivist> I want a baby sized one
[08:51:27] <TekniQue> yup
[08:51:27] <_methods> until you can make enough to get a cnc brake
[08:51:37] <TekniQue> I've used them
[08:51:51] <TekniQue> they're called bending machines in my local language
[08:51:55] <_methods> ahh
[08:52:16] <_methods> well bending machines covers a lot of machines lol
[08:52:28] <TekniQue> yes
[08:52:31] <archivist> I dont know how/why the term brake is used
[08:54:42] <_methods> i don't know either
[09:24:01] <_methods> hmm i can't find the etymology of press brake at all
[09:24:05] <_methods> it must be lost in time
[09:30:59] <Jymmm> I need to thermoform some acrylic rod. Temp need to be within 163F-165F including and residual heat such as on the form/mold/etc....
[09:31:56] <Jymmm> I was thinking hot air, but not sure what heat source (hot air gun?) would be best for this narrow window.
[09:34:44] <TekniQue> surely a soldering hot air station would do the job
[09:34:52] <TekniQue> they are thermally controlled
[09:35:05] <Jymmm> 163F ?
[09:35:18] <TekniQue> not sure if they go that low tbh
[09:35:27] <TekniQue> scale probably starts at 300F
[09:35:38] <TekniQue> idk
[09:35:58] <Jymmm> Yeah, and probably not the 2 degree precision either
[09:37:05] <Jymmm> OH, silica sand?
[09:37:39] <Jymmm> Like what optomitrist use to adjust plastic glass frames?
[09:38:17] <Jymmm> The bed of sand could maintain/pre-heat a consistant temp
[09:39:21] <Jymmm> I wonder what those are called
[09:54:30] <TekniQue> Jymmm: what's normally used for such precise heating of things is an agitated water bath
[09:55:50] <_methods> induction heater
[10:00:20] <archivist> time for heat to reach core should not be ignored
[10:01:35] <_methods> you should be able to control an induction heated barrel very precisely then just play with the amount of time it's left in the barrel to get full thru heating
[10:01:55] <_methods> i would think but i've never tried it before with plastic
[10:03:49] <archivist> I did some hot air bending of plastic, I just waited till it softened, no measuring involved
[10:26:56] <zeeshan> archivist: you know whats cool
[10:27:13] <zeeshan> in metal forming dept there is a guy working on his masters for burr prevention
[10:27:18] <zeeshan> on a magnesium alloy
[10:27:46] <zeeshan> i think by using a variable stamping force
[10:27:53] <zeeshan> and/or strain rate
[10:27:55] <zeeshan> you can stop the burr
[10:28:08] <archivist> heh I wonder if that will be a phail
[10:28:16] <zeeshan> nah hes already presented
[10:28:18] <zeeshan> and shown it works
[10:28:32] <zeeshan> also there is a neat way to get rid of burrs in general
[10:28:41] <zeeshan> (automotive does this)
[10:28:51] <zeeshan> just learned about it a couple days ago
[10:29:00] <zeeshan> they put all the parts in a blast chamber
[10:29:02] <archivist> is there is a reverse attempt first
[10:29:11] <zeeshan> will it with gas and do a controlled explosion
[10:29:14] <zeeshan> it burns off all the bars
[10:29:15] <zeeshan> *burrs
[10:29:20] <zeeshan> due to surface area - volume ratio
[10:29:37] <archivist> some to a chemical dissolve of it
[10:29:42] <zeeshan> archivist: i honestly briefly remember it
[10:29:46] <zeeshan> but i remember seeing a load diagram
[10:29:57] <zeeshan> and it wasn't just like |--------|
[10:30:15] <zeeshan> ... /------/\/\/\____|
[10:30:15] <zeeshan> lol
[10:30:19] <zeeshan> if you know what i mean.
[10:30:30] <archivist> pull in first
[10:30:41] <zeeshan> yea followed by a decreased load
[10:30:43] <zeeshan> and then BAM
[10:31:05] <zeeshan> i liked the fact that he studied the edges
[10:31:10] <zeeshan> under a microscope
[10:31:26] <zeeshan> so you could really see how certain parameters effected edge quality
[10:31:27] <archivist> I have some press work texts here with odd techniques
[10:32:16] <archivist> including the scientific american when the deep drawn coke can was developed
[10:32:27] <norias> hmm
[10:32:33] <norias> i've made parts for those dies
[10:32:58] <zeeshan> for coke cans?
[10:33:38] <zeeshan> U.S.A. Patent 4811582, �Strain Rate Control of Superplastic Forming�, assignee Aluminum Company of America (Pittsburgh, PA) - invention made during my work with Alcoa/Audi team developing t he first aluminum intensive vehicle (AIV) known as A8 produced by the German car maker Audi.
[10:33:42] <zeeshan> thats one of the profs
[10:33:43] <zeeshan> lol
[10:33:50] <zeeshan> hes made a shit load of money apparently from it
[10:34:07] <zeeshan> its good to see forming still has life!
[10:34:38] <archivist> look at the ford cnc former on youtube too
[10:36:17] <zeeshan> canot find
[10:37:43] <archivist> https://www.youtube.com/watch?v=Wl5_wUVxRvw
[10:38:19] <_methods> https://www.youtube.com/watch?v=mREmQ4gx9r4&x-yt-ts=1422503916&x-yt-cl=85027636
[10:41:12] <_methods> hyrdro forming
[10:41:41] <_methods> that's cool
[10:41:48] <_methods> better than hydro
[10:42:09] <archivist> hydro is used for plumbing T junction forming
[10:44:15] <CaptHindsight> blast forming
[10:45:59] <_methods> i did that to a tank one time
[10:46:24] <CaptHindsight> F3T (Ford Freeform Fabrication Technology) not too self promoting
[10:47:47] <CaptHindsight> haven't seen a video of it yet used with thermoplastic sheet
[10:49:51] <CaptHindsight> https://www.youtube.com/watch?v=OGNrvmaxe8c Explosive hydroforming using oxygen and acetylene DIY
[10:52:32] <CaptHindsight> I rarely come across anyone working on rapid processes for forming, 3d printing. molding etc etc
[10:54:32] <CaptHindsight> http://3dprintingindustry.com/2015/01/26/invent-fused-layer-manfacturing-3d-print-whole-layers/ where are all the reprap know-it-alls now?
[11:00:27] <malcom2073> Any of them who are any good look at that and say "DLP printing... it's been around for a while onw"
[11:00:28] <malcom2073> heh
[11:02:21] <CaptHindsight> unless for some reason the application really requires a thermoplastic
[11:04:24] <FinboySlick> CaptHindsight: Got a couple minutes for me?
[11:04:39] <FinboySlick> I need some of your asian expertise.
[11:04:47] <CaptHindsight> cooking?
[11:04:53] <FinboySlick> Almost.
[11:05:41] <CaptHindsight> whats up?
[11:15:55] <PetefromTn_> good morning linuxCNC
[11:17:26] <archivist> erm...the sun is going down!
[11:17:39] <PetefromTn_> I think I just may have sold a run of 50 thin aluminum plate parts. I made a prototype of it a little bit ago and now the customer wants some machined.
[11:17:50] <PetefromTn_> seriously? where on earth are you LOL
[11:17:55] <archivist> UK
[11:18:10] <PetefromTn_> should be like mid day there no?
[11:18:12] <archivist> where the Meridian is
[11:18:28] <archivist> 16:58 PM
[11:18:57] <PetefromTn_> I am needing to get setup with a vacuum fixture to make these the way I want to so I can just whip them out quickly..
[11:19:19] <PetefromTn_> trying to decide what kind of pump and where locally I might be able to buy some vacuum thin hose and fittings etc.
[11:19:37] <PetefromTn_> I have some push loc fittings I plan to use that are rated for vacuum
[11:19:47] <PetefromTn_> gotta find a reasonably priced pump etc.
[11:20:15] <PetefromTn_> there is one on the local craigslist for a good price but who knows what is has been thru
[11:21:30] <PetefromTn_> my compressor is more than large and fast enough to use a venturi but I am not sure I want to listen to it running the whole time.
[11:22:46] <Connor> How big of a surface area is the part ?
[11:23:01] <Connor> and, are you going to do multiple parts on one fixture ?
[11:23:09] <PetefromTn_> yes and yes
[11:23:20] <PetefromTn_> the part is actually perfect for a vacuum hold down setup
[11:23:35] <PetefromTn_> it has a lot of flat surface area and the only thru holes are on the perimeter
[11:23:36] <CaptHindsight> move the compressor or build a baffle around it
[11:23:47] <PetefromTn_> LOL thats not a bad idea
[11:23:58] <PetefromTn_> but honestly doesn't the venturi make a lot of noise too?
[11:24:03] <Connor> Yes.
[11:24:11] <PetefromTn_> do you have one?
[11:24:33] <Connor> No. But, I've seen and heard them in use.
[11:24:53] <PetefromTn_> yeah we used one in the shop in knoxville for woodoworking
[11:25:00] <PetefromTn_> that one was not terrible actually.
[11:25:40] <PetefromTn_> it would be nice to have a decent two stage electric model I think
[11:25:48] <PetefromTn_> but even those are not exactly quiet
[11:25:59] <CaptHindsight> mine is loud
[11:26:23] <PetefromTn_> what kind do you have?
[11:26:25] <Connor> Harborfreigh has Facuum Pump's
[11:26:58] <PetefromTn_> yeah
[11:27:01] <PetefromTn_> I have seen them
[11:27:06] <PetefromTn_> anyone have one?
[11:29:16] <CaptHindsight> http://www.aircompressorsdirect.com/BelAire-318VN-Air-Compressor/p4841.html
[11:31:29] <CaptHindsight> it's not big enough when using a sander or grinder for long periods, it keeps up but runs near constantly
[11:32:36] <PetefromTn_> https://www.youtube.com/watch?v=FZYnK2LT4p0
[11:32:49] <PetefromTn_> ok so you use a venturi model then captain?
[11:34:37] <CaptHindsight> for vacuum I run separate pumps
[11:35:50] <CaptHindsight> if i ran a venturi off the compressor it would probably run continuously
[11:36:21] <PetefromTn_> probably
[11:37:15] <CaptHindsight> how many cfm do you think you need for vacuum?
[11:37:34] <PetefromTn_> meh I doubt it is really critical
[11:37:49] <PetefromTn_> as long as it pulls a good seal and hold the part never tried to figure it out really
[11:38:46] <malcom2073> vacume hold-down scares me. guy at my last job had a part come loose
[11:39:31] <PetefromTn_> shops do it every single day man just gott know the limitations
[11:39:59] <zeeshan> i have one
[11:40:01] <zeeshan> from hf
[11:40:12] <zeeshan> i use it for evacuating air conditioning for cars
[11:40:14] <PetefromTn_> any good?
[11:40:18] <zeeshan> does the job! :P
[11:40:22] <PetefromTn_> nice
[11:40:22] <zeeshan> pulls a strong vacuum
[11:40:38] <PetefromTn_> maybe I just need to go grab one of those
[11:41:05] <zeeshan> perfect vacuum is like 29.921
[11:41:08] <zeeshan> this hits 29
[11:41:42] <Connor> http://www.harborfreight.com/air-vacuum-pump-with-r134a-and-r12-connectors-96677.html
[11:41:51] <CaptHindsight> you're supposed to brag in microns :)
[11:42:05] <zeeshan> guys check this out
[11:42:31] <zeeshan> so my machine is supposedly meant for a iso40 din2080 taper w/ ott groove
[11:42:47] <zeeshan> according to dimensions i see
[11:42:55] <zeeshan> the distance from the start of the taper to the end of the pull stud
[11:42:57] <CaptHindsight> http://www.engineeringtoolbox.com/vacuum-converter-d_460.html
[11:42:58] <zeeshan> 93.40 mm
[11:42:59] <PetefromTn_> yeah I saw that HF venturi vacuum pump
[11:43:05] <zeeshan> i am measuring 95.4 mm ...?
[11:43:58] <zeeshan> .078 " off :P
[11:44:01] <zeeshan> something is majorly up!
[11:44:19] <PetefromTn_> well it looks like you are probably not gonna get much more suck down than that 29 especially from an HF pump LOL...
[11:45:56] <PetefromTn_> really looking forward to screwing around with the vacuum clamping there are a lot of neat things I can do with it. I would love to build a nice vacuum pallet fixture
[11:49:07] <CaptHindsight> http://www.ebay.com/itm/Suburban-Tool-VC612S2-Vacuum-TABLE-Chucks-Sine-Plate-Compatibili-/191486995899 something like this or custom for each part?
[11:49:25] <Rab> zeeshan,
https://www.youtube.com/watch?v=qyTpxAW7sbQ
[11:49:44] <zeeshan> nice :D
[11:50:44] <PetefromTn_> wow what is that rab?
[11:51:10] <archivist> horizontal pendulum
[11:51:16] <PetefromTn_> https://www.youtube.com/watch?v=LQD2oxtw5jk
[11:52:07] <PetefromTn_> that system is KICK ASS but it is also very expensive
[11:52:12] <Rab> PetefromTn_, kind of a long story...some linear motion assemblies I got from semiconductor factory e-waste.
[11:52:16] <PetefromTn_> I don't see why I could not machine something similar
[11:53:12] <CaptHindsight> http://www.ebay.com/itm/Vacuum-table-VT1212SMART-CNC-Engraving-Chuck-Milling-Vacuum-Clamps-or-Pods/281486241403 $95
[11:53:28] <CaptHindsight> yeah, not much to it
[11:54:02] <PetefromTn_> that thing is like $2k for some reason... might be more I can't remember
[11:54:28] <CaptHindsight> how big is it?
[11:54:43] <PetefromTn_> its pretty big actually
[11:54:45] <CaptHindsight> small ones are < $100
http://www.ebay.com/itm/Vacuum-table-VT2012-CNC-Clamps-Engraving-or-Milling/281552058255
[11:54:51] <PetefromTn_> looks like maybe 15x15 or so?
[11:55:11] <Rab> That Vacmagic thing takes compressed air, I guess it's using an internal vacuum venturi.
[11:55:19] <PetefromTn_> yeah it does
[11:55:26] <CaptHindsight> we had some 4' x 10' for flatbed printers
[11:55:27] <PetefromTn_> and it is rather quiet considering it does
[11:55:58] <PetefromTn_> http://www.ebay.com/itm/Vacuum-table-VT4040GAL-CNC-CHUCK-Engraving-or-Milling/281468426451?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D20131003132420%26meid%3Dc7c9099c3e5645ce8c81c79bfa56fbe1%26pid%3D100005%26rk%3D4%26rkt%3D6%26sd%3D281552058255&rt=nc
[11:57:10] <PetefromTn_> I suppose it would not hurt to grab that HF venturi model since it is so cheap and just try it. if it really sucks and is loud as hell just take it back and get the pump LOL
[11:57:38] <PetefromTn_> the nice thing about the venturi is that there is nothing to go wrong with it and I already have a good compressor...
[11:57:39] <CaptHindsight> I have one in a box somewhere
[11:57:57] <PetefromTn_> LOL is it that bad?
[11:58:37] <CaptHindsight> for running a small nozzle / dispense valve or similar it's ok
[11:59:34] <PetefromTn_> I was thinking a small fixture maybe say ten by ten inches holding down some 3/16 aluminum plate to cut thru and engrave on top
[12:00:01] <PetefromTn_> I have some half inch 6061 plate to make the fixture from here I was going to use
[12:00:02] <CaptHindsight> but any compressor or vacuum pump that you are going to use for >1 hour a day I'd relocate or build a baffle
[12:00:56] <PetefromTn_> these parts are like maybe a ten minute run each or so.. I cannot remember but they are not too long
[12:01:20] <PetefromTn_> so if I make a dual part fixture it will be running for at most 20 minutes under vacuum.
[12:02:35] <PetefromTn_> https://www.youtube.com/watch?v=xr3lfAvQuJs
[12:08:32] <PetefromTn_> gonna go meet my wife for some lunch...BBL
[13:16:49] <zeeshan> sigh
[13:17:52] <PetefromTn_> WOW damn that was some delicious sushi!!!
[13:18:13] <Tom_itx> no sushi is that damn good!
[13:18:29] <PetefromTn_> I am afraid I will be going broke eathing there all the time but wow is it yummy
[13:18:29] <Deejay> delicious fish
[13:19:33] <Rab> PetefromTn_, any ideas on a source for the perforated rubber for those vacuum fixtures?
[13:20:03] <Tom_itx> neoprene tubing
[13:21:39] <Tom_itx> the tubing gives a little bit to let it suck down tight on the fixture
[13:22:05] <Rab> hmm
[13:22:19] <PetefromTn_> Rab sorry man I would love to know where they get that stuff but I am sure it is some proprietary thing I cannot imagine them being too terribly expensive since they are disposable
[13:22:31] <Tom_itx> automotive vaccuum tubing
[13:22:40] <PetefromTn_> WOOHOO my new CNC lathe's spindle motor just arrived!!
[13:22:48] <PetefromTn_> looks great
[13:22:49] <Rab> Seems like there is a style of vacuum chuck on eBay that just has a bunch of holes drilled in it, uses a perforated rubber sheet as backing material.
[13:22:52] <PetefromTn_> heavy SOB
[13:23:24] <Tom_itx> i wish my junk would get here
[13:23:31] <Rab> E.g.:
http://item.ebay.com/281486241403
[13:23:32] <PetefromTn_> I am going to get a deposit for the parts I need to make supposedly tomorrow morning and I will be heading to Harbor freight to pick up some kinda vacuum setup
[13:24:21] <PetefromTn_> I plan to make a dedicated fixture for these parts so I will be just cutting the shape and the vacuum pockets in the half inch plate
[13:24:58] <PetefromTn_> I will be holding it on top of the kurt vise so the hose fittings will be okay underneath the plate in their appropriate positions.
[13:25:20] <Tom_itx> hint: put a little screen in the vaccuum hose to keep shavings out of the vaccuum pump
[13:25:21] <Rab> Seems like the tubing-style vacuum chuck might deform thin sheet materials, since they're supported first at the edges.
[13:26:12] <Tom_itx> that's a product of fixture design
[13:27:09] <PetefromTn_> you are talking about the tubing that goes into the machined slots right?
[13:27:18] <Tom_itx> yes
[13:27:32] <CaptHindsight> just had an interesting conversation with a company charged with reshoring manufacturing in the US
[13:27:37] <PetefromTn_> OK I have seen people use backer rod and even the stuff you put screens into tracks with..
[13:27:56] <CaptHindsight> Warren Buffett thinks it's time
[13:27:57] <Tom_itx> i was gonna mention that too but wasn't sure what it was called
[13:28:01] <Tom_itx> it has ribs though and may leak
[13:28:06] <Tom_itx> some of it does anyway
[13:28:09] <PetefromTn_> true
[13:28:19] <Tom_itx> you can get the tubing style too
[13:28:54] <PetefromTn_> tomorrow if I do get the deposit will be getting setup for vacuum holding day LOL
[13:28:54] <Tom_itx> go to your local bong shop and get some fine screen to plug in the vaccuum inlet
[13:29:08] <Jymmm> Tom_itx++
[13:29:09] <PetefromTn_> no idea where that might be LOL
[13:29:18] * Tom_itx hi fives Jymmm
[13:29:23] <Jymmm> PetefromTn_: Just smeel for it =)
[13:29:27] <Jymmm> smell
[13:29:31] <CaptHindsight> keep the contamination out of the pumps
[13:29:37] <Tom_itx> your local hardware store should have it too
[13:29:59] <CaptHindsight> Jymmm: what did you decide on to bend your acrylic rods?
[13:30:01] <Jymmm> But not as much of a selection as a head shop will =)
[13:30:15] <Tom_itx> or for that matter use a cut piece of 3M pad
[13:30:34] <Jymmm> CaptHindsight: Not sure, might try the sand, but water sounds interesting too
[13:30:39] <Tom_itx> just make sure it can't get sucked into the pump
[13:30:59] <Jymmm> CaptHindsight: I need to find some waterproof thermal gloves.
[13:31:06] <CaptHindsight> Jymmm: are the rods short enough to use a water bath?
[13:31:35] <Jymmm> CaptHindsight: I can make a vat long enough, not sure on the heating element/pump
[13:31:50] <CaptHindsight> Jymmm: immersion circulators
[13:31:59] <Jymmm> 5gal bucket and aquarium pump I'd suspect
[13:32:04] <CaptHindsight> how much water? what volume?
[13:32:26] <Jymmm> CaptHindsight: Enough to submerge; 4" depth?
[13:32:48] <Jymmm> the rods are 6ft long
[13:32:53] <CaptHindsight> yeah, for ghetto low budget, a water heater element and aquarium pump
[13:33:39] <CaptHindsight> I build custom immersion circulators for lab applications all the time
[13:33:49] <Jymmm> I just have to get the flow right to maintian a consistant heat
[13:34:06] <Jymmm> Not 165 on one end, and 145 on the other
[13:34:59] <CaptHindsight> are you planning to drop the rods in, wait for them to reach temp and then bend?
[13:35:23] <PetefromTn_> honestly the sucking debris into the pump issue is something to consider
[13:35:42] <PetefromTn_> using the venturi style would make this a non issue at least from a damage standpoint
[13:35:47] <Jymmm> I thought about having a pre-heat trought, then a "bend" heat one.
[13:35:51] <CaptHindsight> I'm designing one now that works sort of like a dishwasher
[13:36:21] <CaptHindsight> holds 1K parts and cycles them through different temps for set amounts of time
[13:36:43] <Jymmm> no clue on the ventri thing,
[13:37:07] <Jymmm> Yeah, lots of temp sensor elements to consider
[13:37:29] <Jymmm> I might need to make a base of sand to maintian the temp
[13:37:54] <CaptHindsight> in the lab we have requirements like 98C for 5 minutes then 45C for 20 and then 80C for 30 etc
[13:38:21] <Jymmm> Sounds like enviromental testing
[13:38:52] <CaptHindsight> this is for processing chemicals
[13:39:04] <Jymmm> Except what I used to do was -120F to 180F live operational testing
[13:41:03] <Jymmm> One time one of the LN2 automatate valves on the chambe got stuck open. I didn't know at the time, but wen to open the chamer, which has a double safety release, so hit the first lever which opened in an inch and flood the entire lab and down the hallway with an inch of LN2. It was fun =)
[13:41:50] <Jymmm> The 5000gal tank was just filled that morning too =)
[13:43:50] <marmite> i just bougt a
http://www.ebay.com/itm/171653359607?_trksid=p2059210.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT but i dont have a vacuum pump for it. but i know nothing about vacuum, what kind of pump and how strong shoould it be
[13:44:48] <PetefromTn_> nice
[13:46:34] <FinboySlick> http://www.fabiatech.com/en/product-c.php?id=301 Would something like that just plug into a PCI mesa card using a dumb PCI bridge? Would make for quite a compact system.
[13:50:00] <toast-work> marmite: a basic hvac-style vacuum pump will work
[13:50:45] <roycroft> a lot of those vacuum tables only need a shop vac
[13:50:49] <CaptHindsight> FinboySlick: look for a 2 slot PCI backplane
[13:50:59] <roycroft> and if you have a shop vac already, i would try that before buying something else
[13:51:03] <marmite> yeah shop vac makes to mutch noise :D
[13:51:12] <toast-work> shop vac works, but is much riskier
[13:51:18] <roycroft> it would at least give you a sense of how much vacuum is needed
[13:51:21] <toast-work> the vacuum isn't particularly strong and they tend to blow out
[13:51:26] <marmite> yeah i rather spend money on a pump
[13:51:51] <roycroft> i'm suggesting using it for initial testing
[13:52:00] <marmite> cheapest one i find in my country cost around 100 usd
[13:52:02] <marmite> :/
[13:52:02] <roycroft> not as a permanent solution
[13:52:16] <toast-work> marmite: that's pretty much what they cost, yes
[13:53:12] <marmite> ah
[13:53:44] <toast-work> also remember to give that style pump a minute or so to build vacuum and keep a gauge on the line
[13:54:13] <roycroft> i made a little venturi vacuum pump for laminating veneer
[13:54:24] <CaptHindsight> FinboySlick:
http://www.ebay.com/itm/Compaq-323090-001-2-Slot-PCI-Backplane-Board-NEW-/200407348165 or similar
[13:54:25] <roycroft> i use a small air tank as an auxiliary vacuum chamber
[13:54:27] <roycroft> it works really well
[13:54:36] <deanputney> Hi! I have a question about running LinuxCNC in a Docker container. Mostly, is that possible/practical?
[13:54:45] <marmite> roycroft: oh
[13:54:56] <roycroft> i'm sure it would work fine for a cnc table
[13:55:04] <roycroft> assuming you already have an air compressor that may be an option
[13:55:32] <marmite> oh yes i have a compressor
[13:55:50] <roycroft> i built mine years ago, and i don't remember the source
[13:55:54] <roycroft> it was a woodworking supplier
[13:56:03] <roycroft> but the venturi vacuum pumps are readily available
[13:56:55] <marmite> http://www.ebay.com/itm/Air-Operated-Venturi-Type-A-C-Vacuum-Pump-R134a-R12-Evacuate-Repair-Recharge-HD-/131209489357?hash=item1e8cb1ebcd&item=131209489357&pt=Motors_Automotive_Tools&vxp=mtr
[13:56:59] <marmite> oh
[13:57:43] <roycroft> yeah, something like that is what i'm thinking of
[13:58:11] <roycroft> for me the key was to connect it to the air cylinder to avoid cycling the compressor a lot
[13:59:00] <marmite> http://www.ebay.com/itm/Convum-Venturi-Vacuum-generator-Japan-legris-push-to-connect-fittings-/161560416466?pt=LH_DefaultDomain_0&hash=item259dc050d2 ohh
[14:06:19] <marmite> oh of course they dont ship to sweden
[14:14:56] <FinboySlick> deanputney: I don't think the realtime aspects are going to work on Docker. You may get linuxcnc running in some sort of 'dummy' mode but it wouldn't be able to reliably control hardware.
[14:16:13] <deanputney> FinboySlick: So it would make more sense to run it in a VM then
[14:16:14] <toast-work> air compressors are also vacuum pumps
[14:16:35] <toast-work> you don't have to use a venturi pump, you just hook the vacuum line up to the intake on the pump
[14:17:11] <deanputney> FinboySlick: We're sort of trying to run it asynchronously. We want to save the pulses and play them back later on the machine, if that makes sense.
[14:17:19] <FinboySlick> deanputney: It wouldn't make much more sense but it would be a bit more likely to run since you have control over the kernel.
[14:17:44] <CaptHindsight> the main concern seems to be not destroying the vacuum source with contamination from the milling byproducts
[14:19:56] <deanputney> FinboySlick: I think I want to intercept what the program is outputting, so I can send it elsewhere and play back the cut. That shouldn't matter if it's in a VM then
[14:20:37] <FinboySlick> deanputney: Hmmm... Interesting. Depending on where you get the pulses from, it might make sense if you manage to extract timing information with them. The problem with a virtualized solution is that it'll screw up the actual output timing. If you can figure out how to get the timing that linuxcnc *wants* rather than the one it actually outputs, you may be on to something.
[14:21:33] <CaptHindsight> http://www.ebay.com/itm/Vacuum-Filter-4-In-FNPT-5-Micron-520-CFM-/390937068938 $942
[14:21:37] <deanputney> FinboySlick: I'm just starting to dig into this– how does it output now? Is it strictly a series of timed pulses?
[14:22:31] <FinboySlick> deanputney: I don't know for sure. A linuxcnc dev would likely be more useful than I on that front.
[14:22:46] <CaptHindsight> http://www.ebay.com/itm/Vacuum-Filter-5-Micron/390936988050 $144 not much too them
[14:22:49] <deanputney> FinboySlick: What about a VM would screw up that timing, do you think?
[14:24:29] <CaptHindsight> deanputney: you want to record the steps and save the timing as well and then play it back later into what?
[14:24:46] <deanputney> FinboySlick: into a machine
[14:25:39] <FinboySlick> deanputney: Deterministic realtime (and forgive my gross oversimplification here) works on the principle that it knows how the cpu spends doing each step of your program. With virtualization, the cpu is running the host OS which is doing its own thing at the same time, you never know if it was busy taking care of something else and your timing is off.
[14:25:45] <CaptHindsight> deanputney: into a stepper driver? As Step pulses?
[14:26:22] <zeeshan> im giving on this mikron MACHINE!!
[14:26:44] <deanputney> hmmm, interesting
[14:26:48] <CaptHindsight> zeeshan: don't make me up there
[14:26:49] <FinboySlick> zeeshan: Please ship it to me, I'll give it a go ;)
[14:26:54] <zeeshan> lol
[14:26:54] <deanputney> FinboySlick: It's probably into a stepper driver, yeah
[14:27:17] <CaptHindsight> zeeshan: whats up with it now?
[14:27:47] <CaptHindsight> spindle issues?
[14:27:54] <FinboySlick> deanputney: Let's oversimplify... Imagine that you're just trying to drive one axis of your machine at a set speed of 40 pulses per second.
[14:28:05] <deanputney> FinboySlick: Sure.
[14:28:54] <zeeshan> yea seems like wrong tool holder
[14:28:56] <FinboySlick> deanputney: So, every 1/40 second, your CPU has to toggle one bit.
[14:28:59] <zeeshan> its a bit annoying
[14:29:04] <zeeshan> mari tool doesnt have a drawing for their own pull stud
[14:29:06] <zeeshan> i emailed him
[14:29:33] <zeeshan> made in usa!
[14:29:34] <CaptHindsight> zeeshan: do you have any that fit?
[14:29:37] <zeeshan> no
[14:29:43] <zeeshan> theyre so close to fitting
[14:29:50] <zeeshan> its likely the correct pull stud
[14:29:54] <zeeshan> er
[14:29:56] <zeeshan> wrong pull stud
[14:30:22] <CaptHindsight> I wish my problems were that easy
[14:30:34] <FinboySlick> deanputney: Now imagine that while your CPU is running the code that toggles that bit, it gets an interrupt from the Host OS because the host OS is trying to flush its TCP table (or whatever else). Your code stops mid-execution and you're now several cycle lates before the bit gets toggled.
[14:33:05] <FinboySlick> deanputney: If you just record the output of that pin, you are very very likely to record something other than a bit toggling every 1/40 seconds.
[14:35:15] <deanputney> FinboySlick: I think the idea is to intercept the data before it hits the parallel port output
[14:35:40] <FinboySlick> deanputney: The idea would be to intercept the data before there's any sort of timing involved.
[14:35:44] <deanputney> FinboySlick: so there must be some step before it writes out where it knows what it's planning to write, and we should be able to preserve that
[14:35:51] <deanputney> FinboySlick: Right. That'd be ideal.
[14:35:51] <CaptHindsight> deanputney: why would you want to record this if you van just reliably generate the same steps every time with linuxcnc?
[14:35:59] <CaptHindsight> van/can
[14:36:24] <FinboySlick> deanputney: There's another factor you might be missing here.
[14:37:03] <deanputney> CaptHindsight: The idea is to run linuxcnc on a server, basically
[14:37:06] <FinboySlick> deanputney: You can't record anything that requires feedback.
[14:37:35] <FinboySlick> deanputney: As a simple example, rigid tapping.
[14:37:42] <deanputney> FinboySlick: Right. That makes sense.
[14:38:08] <CaptHindsight> deanputney: Linuxcnc can run on a server. What makes your server different than a desktop PC?
[14:38:09] <deanputney> FinboySlick: I think that's OK for the purposes here, though.
[14:38:58] <PetefromTn_> I have a little one of those simple pressure/vacuum tanks here I wonder if I should try to use it to help with initial suck down on the parts using whatever vacuum I choose..
[14:39:04] <deanputney> CaptHindsight: We want the motion planning to happen asynchronously from the machine movement
[14:39:06] <FinboySlick> deanputney: you're faced with the same problem on the playback side.
[14:39:28] <FinboySlick> deanputney: How do you know your playback computer won't be interrupted by a fan control interrupt or what not?
[14:39:48] <CaptHindsight> deanputney: how much of it and how much time before?
[14:40:10] <deanputney> FinboySlick: I think that's less of a concern. If it's interrupted it should probably reconnect with the CNC server and regenerate the motion
[14:40:23] <deanputney> FinboySlick: It would handle that interrupt separately
[14:40:50] <CaptHindsight> deanputney: what are you actually trying to do? Whats the bigger picture?
[14:42:03] <zeeshan> http://i.imgur.com/AlIOqNo.png
[14:42:07] <zeeshan> man
[14:42:21] <zeeshan> my tool holder is off by 2mm
[14:42:27] <zeeshan> but the retention knob dimensions are correct.
[14:43:12] <zeeshan> my holder's drawing isnt completely accurate
[14:43:12] <zeeshan> :P
[14:43:30] <zeeshan> i guess i need to draw a cat40 holder
[14:43:37] <zeeshan> and try to find a drawing for this pull stud.
[14:43:59] <deanputney> CaptHindsight: The bigger picture is somewhat beyond what I'm trying to accomplish here.
[14:45:05] <deanputney> CaptHindsight: I mostly just want to get this software running on a server at the moment.
[14:45:45] <deanputney> CaptHindsight: and I'm trying to decide what the best way to do that is. It sounds like a VM might work for my purposes, but a Docker container won't, or would at least be much more problematic.
[14:46:10] <CaptHindsight> deanputney: I have mainboards that can fit into a laptop, desktop or server enclosure. What makes your PC a server?
[14:46:19] <_methods> http://www.radioshack.com/d-link-dp-301p-express-ethernetwork-print-server/55044039.html?utm_source=GooglePLA&utm_medium=pla&utm_term=55044039&cid=iP:PLA:RSO:Google&gclid=CKjD7dSEusMCFexT7AodViAAxw&gclsrc=ds#.VMqXSy59CNo
[14:46:23] <_methods> oops
[14:46:31] <_methods> http://www.radioshack.com/d-link-dp-301p-express-ethernetwork-print-server/55044039.html
[14:46:43] <CaptHindsight> it's difficult to communicate when we are still trying to define terms
[14:47:22] <deanputney> CaptHindsight: In terms of the hardware I want to run linuxcnc on? I'd like to run it on EC2
[14:47:31] <deanputney> CaptHindsight: Boot it up on an EC2 instance, basically
[14:48:00] <CaptHindsight> http://docs.aws.amazon.com/AWSEC2/latest/UserGuide/concepts.html this EC2?
[14:48:13] <_methods> the one and only
[14:48:14] <deanputney> CaptHindsight: That's the one, yeah
[14:48:19] <_methods> to the cloud
[14:48:26] <_methods> cloud linuxcnc
[14:48:33] <CaptHindsight> heh, Linuxcnc doesn't work that way
[14:48:47] <deanputney> CaptHindsight: I know ;)
[14:48:52] <deanputney> CaptHindsight: "not yet"
[14:49:23] <CaptHindsight> well it won't be Linuxcnc, or maybe just the user interface
[14:49:53] <_methods> http://25.media.tumblr.com/tumblr_maxacnSG1o1rhqz3ho1_500.jpg
[14:50:24] <CaptHindsight> there is one project that uses lots of emc1 and has a custom pic controller to run the LPT
[14:50:50] <deanputney> Maybe there's something out there that would be more practical for this purpose?
[14:51:03] <deanputney> something that takes in gcode and spits out motion planning
[14:51:07] <deanputney> and could run remotely
[14:51:42] <CaptHindsight> deanputney: what do you want to control with it? How many motors, axis and do you require synchronized motion between the axis?
[14:51:59] <CaptHindsight> or axises :)
[14:53:21] <_methods> axisis
[14:53:24] <_methods> hehe
[14:53:31] <_methods> axisis's
[14:53:35] <deanputney> Good question. Hang on a second.
[14:53:40] <CaptHindsight> axi
[14:53:47] <_methods> axes
[14:54:19] <CaptHindsight> there you go gettin all grammatically correct again
[14:54:51] <_methods> hahah
[14:54:53] <_methods> sorry
[15:05:44] <CaptHindsight> http://www.ecklersoft.com/ USB version of Linuxcnc
[15:06:26] <CaptHindsight> he puts a PIC on usb and retimes Step pulses
[15:08:36] <CaptHindsight> deanputney: how will you handle e-stop when the network goes down?
[15:08:52] <deanputney> Probably on the machine itself
[15:09:34] <CaptHindsight> so the machine will have to tell the cloud where it stopped
[15:09:37] <deanputney> We're sort of regrouping on this. Not sure where we're going to wind up at the moment
[15:09:40] <deanputney> Right, it will
[15:11:04] <CaptHindsight> can't the cloud just be the user interface server and run the motion control on the machine?
[15:11:33] <deanputney> No
[15:11:52] <cradek> I don't even
[15:11:58] <CaptHindsight> doesn't the machine have to have it's own PC to connect to the Cloud?
[15:12:11] <deanputney> We're going to mull on this a bit more and see what we can come up with
[15:12:16] <PCW> yeah run all of linuxcnc on each machine, much simpler
[15:12:20] <deanputney> Thanks for your help!
[15:14:18] <CaptHindsight> deanputney: if you tell us what the overall goal of this is, we most likely give you a good answer
[15:14:38] <PetefromTn_> cannot imagine why anyone would want their machine to run on the cloud...
[15:15:04] <_methods> lots of people run lights out
[15:15:04] <CaptHindsight> IoT? (Internet of Things)
[15:15:19] <PetefromTn_> so?
[15:15:27] <PCW> miasma based CNC
[15:15:49] <toast-work> CNC machine tools have been "cloud" enabled since the late 80s, it's called DNC
[15:15:55] <_methods> indeed
[15:16:00] <CaptHindsight> I can imagine a discussion of how to control a filament fetish farm from the Cloud
[15:16:04] <PetefromTn_> if you just wanted to monitor your machine running while you are gone there are plenty of ways to do that
[15:16:39] <_methods> filament fetish farm
[15:16:43] <_methods> that just made my day
[15:16:45] <CaptHindsight> paid subscriptions to control your machine
[15:17:09] <PetefromTn_> LOL NO THANK YOU...
[15:17:12] * furrywolf tries to figure out what a filament fetish farm is
[15:17:53] <deanputney> It's got great alliteration
[15:18:00] <furrywolf> yes, that it does.
[15:18:11] <CaptHindsight> FFF free form fabrication printer
[15:18:14] <CaptHindsight> FDM
[15:18:27] <deanputney> furrywolf's filament fetish farm
[15:18:37] <CaptHindsight> 4F
[15:19:52] <furrywolf> alitteration always adds advanced aesthetic ambiance.
[15:23:32] <toast-work> so i don't know why you'd want cloud control
[15:23:43] <toast-work> but network/serial control is common
[15:24:07] <_methods> i dont' think he knew either
[15:25:14] <_methods> wow someone made a video game where you assemble ikea furniture.....
[15:25:29] <CaptHindsight> link please!
[15:25:39] <_methods> http://thestorkburntdown.itch.io/home-improv
[15:26:18] <furrywolf> does it have random missing and extra fasteners, stripped holes, etc?
[15:26:24] <_methods> i'm sure
[15:26:28] <CaptHindsight> haha
[15:26:35] <_methods> apparently you have to assemble without instructions
[15:29:02] <CaptHindsight> it wouldn't take much to turn Linuxcnc into a video game
[15:29:55] <_methods> wow the fcc actually upped broadband
[15:30:14] <furrywolf> assembling absent academic advisement always arouses adventuresome accidents...
[15:30:45] <CaptHindsight> use the sim, but just introduce extras like tools breaking and the customer calling to get more parts after you order materials etc etc
[15:31:34] <FinboySlick> Might be a good idea. I think you can hire a Korean pro-gamer for less than yearly MasterCAM subscriptions.
[15:32:10] <CaptHindsight> My Little Home CNC "ages 4 and up"
[15:32:39] <FinboySlick> Speaking of pro-gaming... How's memleaks?
[15:33:10] <CaptHindsight> fine, he updated RTAI to 3.16 or something newer
[15:33:33] <FinboySlick> Very nice.
[15:33:51] <CaptHindsight> we been passing this flu/pestilence back and forth the past 2 months, my turn again this week
[15:33:53] <FinboySlick> Is it performing better overall?
[15:34:04] <furrywolf> x axis encoder fails, and servo runs away - replace workpiece, endmill, and re-square vise. customer changes requirements mid-job - scrap all finished parts. power failure - scrap current part. tap breaks in workpiece, lose 3 hours. etc?
[15:34:45] <roycroft> welcome to reality
[15:35:08] <CaptHindsight> FinboySlick: pretty much works without issues without having to even set isolcpus= or anything else now
[15:35:14] <furrywolf> yeah, I'm not sure I'd find this game incredibly enjoyable. :P
[15:36:36] <CaptHindsight> "ballscrew stripped due to poor supplier selection", "wait 2 weeks for shipment from China"
[15:36:56] <_methods> you can have your wife yell at you while you play for added realism
[15:36:59] <FinboySlick> I'm pretty interested. Did he push his patches/recipe somewhere?
[15:37:39] <CaptHindsight> https://github.com/NTULINUX/RTAI
[15:39:25] <CaptHindsight> works with Linuxcnc, night not with other applications
[15:39:47] <CaptHindsight> he stripped out a bunch of cruft that Linuxcnc doesn't use
[15:40:06] <CaptHindsight> but some obscure project might still use
[15:42:12] <CaptHindsight> FinboySlick: been gathering everyones wish lists to launch
http://openlunchbox.com/
[15:46:46] <FinboySlick> That's pretty neat. I wonder if by T60 type keyboard he means using an actual T60 keyboard. That way, you can source all the other languages/layouts supported by thinkpads.
[15:47:06] <CaptHindsight> yes, the actual t60 keyboards
[15:47:47] <CaptHindsight> http://openlunchbox.com/smf/index.php?topic=4.0 they still make them
[15:48:25] <CaptHindsight> http://forum.thinkpads.com/viewtopic.php?t=44310
[15:49:32] <FinboySlick> I'd probably want one when it comes out.
[15:51:00] <_methods> isn't someone else making a diy laptop too?
[15:51:10] <_methods> opensource
[15:51:30] <CaptHindsight> _methods: it's an arm laptop that is more of a box that flips open
[15:51:35] <_methods> ahhh
[15:51:39] <CaptHindsight> Novena
[15:51:40] <_methods> https://www.crowdsupply.com/kosagi/novena-open-laptop
[15:51:42] <_methods> that thing
[15:51:58] <_methods> with a gas shock on it lol
[15:52:19] <CaptHindsight> yeah, we are just going the whole way to make it all modular and in multiple sizes
[15:52:33] <CaptHindsight> all standardized so you can mix and match parts
[15:53:10] <FinboySlick> I think the air spring iis a bit of a waste of space/weight.
[15:53:17] <CaptHindsight> _methods: for some reason he decided to make a tool to injection mold those cases
[15:53:20] <FinboySlick> Looks cool but not practical at all.
[15:53:49] <_methods> laptops are so cheap i just don't get it
[15:53:51] <CaptHindsight> we just can't sell complete units until the patents run out
[15:54:36] <_methods> those gas springs are kinda expensive too
[15:54:48] <_methods> can't imagine that helped the costs any
[15:55:29] <CaptHindsight> Laptop Ships January 2015 $2,195 for that version
[15:56:22] <LeelooMinai> I got my spindle with bracket today, but bracket does not have any mounting holes - any idea how those are usually attached to z-axis?
[15:56:24] <CaptHindsight> https://www.crowdsupply.com/img/b4cb/novena-954-edit_jpg_project-body.jpg $5K for this nice wooden version
[15:56:53] <CaptHindsight> LeelooMinai: have a pic of your bracket?
[15:57:28] <LeelooMinai> It's similar to this one, but a bit smaller (60-somethin mm). Cast aluminum it seems:
http://i.ebayimg.com/00/s/ODAwWDgwMA==/z/QUEAAOSwQItT0P6p/$_57.JPG
[15:58:05] <CaptHindsight> drill holes in the flanges
[15:58:59] <LeelooMinai> Ok, so the holes are not there because the placement may be different for different machines, or there are some systems of mounting this without holes?
[15:59:31] <CaptHindsight> if your Z has enough area you could have clamps or slots hold it
[16:00:07] <CaptHindsight> http://www.automationtechnologiesinc.com/wp-content/uploads/2011/11/KL-3040A.jpg but this is the usual
[16:00:42] <LeelooMinai> Not sure what's going on there - difficult to see
[16:02:28] <LeelooMinai> My z-axis bed is quite larger than this bracket - I guess I could think about some clamping system - not sure if it will give me anything.
[16:02:29] <CaptHindsight> http://imagebin.ca/v/1pr9xEvYLiXG
[16:03:01] <CaptHindsight> also you might want to try an image zoom plugin
[16:04:00] <LeelooMinai> Here's a pic of my z-axis bed:
https://www.flickr.com/photos/100017731@N03/15650776467/
[16:04:04] <CaptHindsight> http://www.ebay.com/itm/like/331057238891?lpid=82&chn=ps
[16:04:37] <LeelooMinai> Right, this seems to be different system though.
[16:05:38] <CaptHindsight> http://i.ebayimg.com/00/s/MTA2NlgxNjAw/z/JZgAAOSwq7JT6dr8/$_57.JPG this would have been better
[16:05:57] <CaptHindsight> they took all the meat away from your clamp
[16:05:58] <LeelooMinai> I guess clamping could give me some adjustements in positioning with respect to just holes.
[16:06:59] <LeelooMinai> Those seem to be machined. I think I red somewhere that cast-aluminum ones may be a bit better (not exactly sure why.(
[16:07:43] <CaptHindsight> were they selling the cast versions? :)
[16:09:02] <LeelooMinai> Maybe:) Not sure now... Oh well, I don't think there's anything wrong with it - just have to figure out how to mount it in my case.
[16:10:37] <CaptHindsight> looks fine
[16:10:49] <CaptHindsight> I'd probably make a clamp
[16:11:52] <LeelooMinai> A clamp would look like what exactly? Aluminum bar with holes?
[16:13:25] <Bushman> i thought i'd share with you guys. new motor for my very old lathe (with borrowed 3phase inverter):
[16:13:28] <Bushman> https://www.youtube.com/watch?v=1DLpO5CAHD4
[16:13:31] <CaptHindsight> with holes and mill one edge slightly less deep than the thickness of the flange
[16:14:05] <LeelooMinai> Right, that's what I though, though milling may be a problem:)
[16:14:25] <LeelooMinai> I guess I could make it from two pieces maybe.
[16:16:25] <CaptHindsight> http://www.use-enco.com/ProductImages/7308391-23.jpg or use these until you have it in place to mills some clamps
[16:16:34] <CaptHindsight> mills/mill
[16:17:04] <LeelooMinai> Those are step blocks, right?
[16:17:16] <CaptHindsight> steps clamps
[16:17:23] <LeelooMinai> I think I will get those in the clamp set I will order.
[16:17:26] <CaptHindsight> cheap on ebay
[16:17:42] <CaptHindsight> yes, they usually come with a few
[16:17:51] <deanputney> quick question: Is it OK to install the Debian Lenny version on later versions of Debian?
[16:18:01] <deanputney> Is that forward compatible?
[16:18:32] <furrywolf> I'm thinking of making some wheel spacers... doing one side is easy, but how do I get the back side centered to the front side perfectly? touching off all sides of the center hole seems like it'd work, but might not be precise enough...
[16:19:52] <furrywolf> I'll need to drill holes for lugs, etc, which I can only do on my mill...
[16:21:36] <furrywolf> hrmm, they make fancy dial indicators I can stick in the spindle and measure the runout of the inside of a hole, don't they?
[16:23:44] <Deejay> gn8
[16:24:32] <furrywolf> my truck needs fatter tires, but they already rub the springs slightly at full lock... time for spacers. :)
[16:26:56] <CaptHindsight> furrywolf: you'll be with a few thou just touching off
[16:27:14] <CaptHindsight> thats good enough for wheel spaces the tires flex more than that
[16:27:43] <CaptHindsight> and it will still keep balance if you keep it symmetrical
[16:28:34] <furrywolf> a few thous seems pretty painfull with a 100lb tire spinning at freeway speeds...
[16:31:34] <CaptHindsight> can't you drill all the holes from one side?
[16:32:15] <CaptHindsight> you have the center hole for the hub, holes for the studs on the axle and then holes for the new studs
[16:32:17] <furrywolf> I need to machine an step on each side for the hub-centering
[16:32:56] <furrywolf> and I don't have a lathe nearly large enough to stick it in a 4-jaw chuck and tweak until running true. :)
[16:33:59] <CaptHindsight> http://c1552172.r72.cf0.rackcdn.com/386160_x800.jpg are you making this?
[16:34:38] <furrywolf> no
[16:35:13] <furrywolf> http://www.spidertrax.com/core/media/media.nl?id=2475&c=407909&h=a76ac7fc29596ef0c98c that kind
[16:35:56] <furrywolf> except in a non-standard large 6-lug pattern only used on this vehicle and nothing else, so no one sells one. :P
[16:36:41] <furrywolf> note the raised hub area in the middle, and (not visible) a matching indent on the backside, that need to be concentric.
[16:39:39] <furrywolf> I figure a 2" spacer will let me replace my current x11 tires with x15 tires with the same minimal rubbing... and a massive improvement in not sinking in the sand.
[16:40:33] <furrywolf> hrmm, found a forum posting where a shop says they'll make them for $250/pair...
[16:57:27] <furrywolf> I don't know if I can beat that price just for the aluminum and studs!
[16:57:51] <CaptHindsight> and already anodized or powder coated
[16:58:27] <CaptHindsight> pair or set of 4?
[16:59:46] <furrywolf> pair
[17:03:53] <furrywolf> meh, I can't afford the new tires anyway... was just inspired by someone I know doing the same on his bronco.
[17:08:06] <furrywolf> he got hummer beadlock wheels to put on his 1-ton ford axles, but the offset is way off, needing a thick spacer...
[17:10:36] <furrywolf> I'm happy with my original kill-you-if-you-don't-seat-the-lock-ring factory rims... heh
[17:37:05] <tjtr33> any ideas how to demagnetize a 52" inconel ring? ( its hairy right now, no big walker chucks nearby either )
[17:38:02] <tjtr33> hairy as in metal particle bearded
[17:38:38] <Jymmmm> smack it really really hard on the ground.
[17:39:13] <tjtr33> hmm a bit expensive and big to whack ( i actually told them that joke already )
[17:39:48] <Jymmmm> I'm not joking, and I mean to throw it on the ground in an accelerated manner.
[17:40:17] <tjtr33> Jymmmm, thx but its an aerospace part , a turbine ring
[17:40:53] <Jymmm> wrap it in bubble wrap first? ~shrug~
[17:41:11] <tjtr33> anyone built a demag? i'mm thinking an old crt demag ring might eventually work
[17:41:44] <Jymmm> what size in the ring?
[17:41:51] <Jymmm> is*
[17:41:53] <tjtr33> 52" od
[17:42:03] <Jymmm> lol
[17:42:18] <tjtr33> YOU pick it up and throw it on the floor :)
[17:42:23] <Jymmm> I've never seen a degauser that large
[17:42:42] <Jymmm> I will, let me on the forklift
[17:42:51] <Jymmm> tilt forward, PLOP!
[17:42:51] <tjtr33> a plate demag could be slid over the surface
[17:43:35] <tjtr33> hokay thx
[17:48:21] <furrywolf> ... dropping it is not a useful suggestion.
[17:48:45] <PCW> probably not great for a turbine part
[17:49:22] <PCW> but a turntable and a big solenoid or C core might do
[18:16:19] <PetefromTn_> https://www.youtube.com/watch?v=OzoefjTkiCk HOLY SMOKES!!
[18:24:43] <furrywolf> http://upload.wikimedia.org/wikipedia/commons/thumb/0/04/Hull_blasting_with_DOCKMASTER.jpg/220px-Hull_blasting_with_DOCKMASTER.jpg if you're going to make the world's most phallic bow, at least don't paint it light pink...
[19:02:02] * zeeshan feels bad
[19:02:07] <zeeshan> i just revived a thread from 2007
[19:02:07] <zeeshan> lol
[19:28:42] * furrywolf gets out the dunce hat
[19:28:52] <zeeshan> ?!
[19:29:13] <furrywolf> for you, for thread necromancy.
[19:45:00] <Tom_itx> zeeshan did you get your collet situation worked out?
[19:45:12] <zeeshan> nope
[19:45:14] <zeeshan> im sad about it
[19:45:14] <zeeshan> :(
[19:49:33] <zeeshan> http://i.imgur.com/vhL9KE8.png
[19:49:36] <zeeshan> i reallyt dont see the problem
[19:51:26] <PetefromTn_> what IS the problem?
[19:51:34] <zeeshan> it doesnt seat right
[19:51:43] <zeeshan> ive already checked my adjustment
[19:51:47] <zeeshan> i talked to ott jakobs
[19:51:50] <zeeshan> they gave me a spec.
[19:51:52] <zeeshan> its within spec
[19:51:56] <zeeshan> so something else is faked
[19:52:20] <zeeshan> the machine is supposed to originally use a din2080 tool holder
[19:52:30] <zeeshan> you can see that the pull studs are the same.
[19:52:53] <zeeshan> and in all 3 tool holders
[19:52:55] <PetefromTn_> well not really according to that picture
[19:52:58] <zeeshan> the taper begins at the exact same point
[19:53:13] <PetefromTn_> does it?
[19:53:18] <zeeshan> yea it does
[19:53:19] <Tom_itx> how does it fit the taper with no pullstud installed?
[19:53:19] <PetefromTn_> did you make that picture
[19:53:29] <zeeshan> PetefromTn_: yea i drew it from standard drawings
[19:53:32] <zeeshan> compeltely unbiased
[19:53:39] <zeeshan> http://i.imgur.com/PAMhKL0.gif
[19:53:44] <zeeshan> thats the drawing i used for din2080
[19:54:24] <PetefromTn_> the part under the main clamping groove to the top of the taper distance looks different
[19:55:01] <Tom_itx> the taper is shorter on the stock one
[19:55:19] <zeeshan> tom it shouldnt matter
[19:55:22] <zeeshan> because they start at the same point
[19:55:24] <Tom_itx> but the relief should make up the difference there
[19:55:38] <zeeshan> the bottom line is where the taper is supposed to start
[19:55:44] <Tom_itx> pick a point on the taper and measure the diameter
[19:55:48] <zeeshan> okay
[19:55:49] <zeeshan> good idea
[19:56:01] <Tom_itx> make sure it's accurate
[19:56:29] <PetefromTn_> well I just got finished doing some preliminary measurements on the new 7.5HP spindle motor I received today
[19:56:44] <Tom_itx> measure the base diameter too
[19:56:53] <Tom_itx> (the large taper end)
[19:58:17] <PetefromTn_> its kind of interesting the original motor had the square profile servomotor shape and the round boss was really large but the mounting holes were outboard of the circle
[19:58:19] <zeeshan> http://i.imgur.com/O7mRWAC.png
[19:58:25] <zeeshan> base diameter is the same of 44.45 mm
[19:59:02] <Tom_itx> check the tool not the drawing
[19:59:10] <Tom_itx> the tool is what's giving you grief
[19:59:10] <zeeshan> i only have one tool
[19:59:14] <zeeshan> how am i supposed to measure the tool
[19:59:17] <zeeshan> i cant cut it
[19:59:18] <zeeshan> :P
[19:59:26] <zeeshan> ill measure the base dia
[19:59:33] <Tom_itx> that's a start
[19:59:39] <PetefromTn_> the new motor has a smaller face circle and the mounting holes are outboard of it but both are inside of the original motors mount circle
[20:00:07] <PetefromTn_> so the good news is that means I can simply make ANOTHER mounting plate
[20:00:16] <PetefromTn_> that is smaller and fits over the original plate
[20:00:47] <Tom_itx> i should add more albums to my playlist
[20:00:50] <PetefromTn_> and I can just machine it to accept the new motors round boss and a hole thru for the shaft as well as four holes to bolt the new motor to it
[20:01:12] <Tom_itx> but not u2
[20:01:15] <PetefromTn_> then I can machine four more holes to the outer edge to bolt it to the existing motor plate
[20:01:17] <Tom_itx> :)
[20:01:30] <PetefromTn_> there's no accounting for taste man...
[20:01:36] <Tom_itx> heh
[20:02:19] <zeeshan> im using a caliper but it should be close
[20:02:24] <zeeshan> i meassre 44.50 mm base
[20:02:29] <zeeshan> pretty close to the 44.45 :P
[20:02:43] <zeeshan> interesting thing though.
[20:02:53] <Tom_itx> what about the small end
[20:03:05] <zeeshan> i didnt check that
[20:03:11] <zeeshan> interesting thing is the overall length
[20:03:11] <zeeshan> seems off.
[20:03:22] <Tom_itx> you will find it
[20:03:27] <Tom_itx> you can't see it but it's there
[20:04:11] <zeeshan> okay
[20:04:14] <zeeshan> something is DEFINTELY up
[20:04:37] <Tom_itx> you could take an impression of it in plaster and check half
[20:04:43] <zeeshan> dude
[20:04:48] <zeeshan> i just measured from where the taper stars
[20:04:50] <zeeshan> *starts
[20:04:55] <zeeshan> overall height of tool
[20:04:59] <zeeshan> im getting like 95.4 mm.
[20:05:06] <Tom_itx> longer ehh?
[20:05:07] <zeeshan> this tool holder is longer ?
[20:05:13] <zeeshan> i know its not the pull stud
[20:05:17] <zeeshan> cause its supposed to be 25 mm long
[20:05:21] <Tom_itx> how do you know?
[20:05:23] <Tom_itx> prove it
[20:05:29] <zeeshan> i measured it
[20:05:38] <Tom_itx> prove it all then you will find the error
[20:07:04] <Tom_itx> hint: you could drill a hole 1.305" in some scrap and fit it over the end to see where it falls
[20:07:12] <zeeshan> dude
[20:07:14] <Tom_itx> dykem the holder
[20:07:19] <zeeshan> this tool holder is longer for sure!
[20:07:26] <PetefromTn_> who's a dude..
[20:07:30] <zeeshan> cat40 is supposed to be 68.25
[20:07:30] <Tom_itx> well now you're getting somewhere
[20:07:34] <Tom_itx> instead of guessing
[20:07:44] <zeeshan> this is like at least 69.8~
[20:07:50] <Tom_itx> zeeshan, do the ring test
[20:07:59] <Tom_itx> then you can cut the holder off to that point
[20:08:02] <PetefromTn_> where did you get that holder?
[20:08:05] <Tom_itx> the base diameter is right
[20:08:13] <Tom_itx> you want the top diameter to be right
[20:08:23] <Tom_itx> unless the taper angle is different too
[20:08:42] <Tom_itx> if it is and the top diameter is right the length will also be right
[20:09:39] <zeeshan> PetefromTn_: accusize
[20:09:45] <Tom_itx> that dimension isn't given but can be calculated from your drawing
[20:10:18] <Tom_itx> 8.2 to the top of the pull stud from the start of the base taper
[20:10:37] <PetefromTn_> https://www.facebook.com/photo.php?fbid=10205921119731683&set=gm.810026285734176&type=1&theater
[20:10:38] <zeeshan> Tom_itx: i can put the holder without the pull stud
[20:10:39] <Tom_itx> less 2.8 to the top of the tool
[20:10:44] <zeeshan> on a flat table
[20:10:47] <zeeshan> and just use a height gage?
[20:10:49] <zeeshan> gauge
[20:10:59] <zeeshan> and measure to the start of the taper
[20:11:02] <zeeshan> its got a groove there
[20:11:10] <Tom_itx> 5.4 taper length
[20:11:16] <Tom_itx> now go measure it
[20:11:27] <Tom_itx> use a height gage and dykem
[20:12:36] <Tom_itx> no, the 8.2 is wrong...
[20:12:48] <Tom_itx> that's to the start of the upper ring on the pullstud
[20:13:12] <Tom_itx> 5 deg angle then the rest of the pullstud
[20:13:32] <PetefromTn_> I think the pullstud is a good bit different and it the problem
[20:13:39] <PetefromTn_> is
[20:14:01] <Tom_itx> simple measurements will show the error
[20:14:49] <Tom_itx> flag A is the test i first suggested
[20:15:02] <Tom_itx> midpoint diameter or such
[20:15:38] <Tom_itx> the flag isn't described on that page
[20:16:50] <Tom_itx> taper is 8 deg 17 min 50 sec if you have a way to measure that
[20:21:47] <zeeshan> false alarm
[20:21:51] <zeeshan> measured it on the height gauge
[20:21:56] <zeeshan> getting 93.4 mm total length
[20:21:59] <zeeshan> so the tool holder is ok
[20:22:40] * zeeshan is retiring for the night
[20:22:49] <zeeshan> too much f'in around
[20:23:03] <zeeshan> pull stud is the exact same pete
[20:23:08] <zeeshan> look at the din2080 drawing
[20:23:10] <zeeshan> i measure 11.4
[20:23:12] <zeeshan> 7mm groove
[20:23:17] <zeeshan> 25mm total length
[20:23:59] <zeeshan> who knows it might be broken spring packs.
[20:24:29] <Tom_itx> how does it fit with no pullstud?
[20:24:53] <zeeshan> pretty good :)
[20:25:25] <zeeshan> tom did you see the video of me abusing it
[20:25:27] <Tom_itx> and the holder measures the right length and end diameters?
[20:25:27] <zeeshan> by prying?
[20:25:31] <Tom_itx> no
[20:25:39] <Tom_itx> i don't need to really
[20:25:46] <zeeshan> https://www.youtube.com/watch?v=u93js50-J_0
[20:25:56] <zeeshan> i dont think it should be that easy for me to pry on it
[20:27:03] <zeeshan> this is when i wish i had a powercheck II!!!
[20:28:22] <Tom_L> why do you think you have a problem?
[20:28:42] <zeeshan> what ididnt show in that video
[20:28:54] <zeeshan> is that i can spin the tool holder with like 10-15ft-lb of torque
[20:28:55] <Tom_L> does the taper fit snug without prying?
[20:28:57] <zeeshan> and also you can see:
[20:29:11] <zeeshan> https://www.flickr.com/photos/128539016@N05/16204246740/
[20:29:14] <zeeshan> thats the contact pattern
[20:29:21] <zeeshan> its not making full contact
[20:30:11] <Tom_L> i'm gonna stop clicking on flickr now. their fucking ads are beyond annoying
[20:30:17] <zeeshan> lol
[20:30:26] <Tom_L> imagebin
[20:31:04] <zeeshan> http://c4.staticflickr.com/8/7385/16204246740_d322013f58.jpg
[20:32:07] <Tom_L> and you think pulling harder will get you 90% contact?
[20:32:39] <zeeshan> maybe!
[20:32:53] <Tom_L> what are the specs for the pull tension?
[20:33:00] <zeeshan> 3500 lb - 4500lb
[20:33:02] <zeeshan> thats what makes me worry.
[20:33:09] <zeeshan> the fact that i could pry relatively easily
[20:33:11] <zeeshan> and make it move.
[20:33:13] <Tom_L> and what force were you prying with?
[20:33:20] <zeeshan> like 40lb
[20:33:24] <zeeshan> if you consider the fulcrum point
[20:33:32] <zeeshan> and about 6" prybar distance
[20:33:46] <zeeshan> its about 640lb of force.
[20:34:01] <Tom_L> so you need to look further up the chain then
[20:34:12] <zeeshan> yea it looks like i need to disassemble this.
[20:34:18] <Tom_L> if the collet measures ok and you're convinced the pullstud is right
[20:34:20] <zeeshan> ott jakob said they'll send me a manual by tomorrow
[20:34:44] <Tom_L> is it hydraulic or what?
[20:34:47] <zeeshan> yes
[20:34:54] <Tom_L> crank up the pressure
[20:35:04] <zeeshan> well its hydraulic to release
[20:35:08] <zeeshan> belleville washers keep it locked
[20:36:15] <Tom_L> well, you look like a weenie pulling on that so there MUST be something wrong :)
[20:36:24] <zeeshan> hahaha
[20:36:43] <zeeshan> shit
[20:36:47] <zeeshan> the force is in newtons.
[20:36:54] <zeeshan> nm i already converted it.
[20:37:00] <zeeshan> 15000N / 4.48
[20:37:09] <zeeshan> 3348 lb
[20:38:06] <Tom_L> so bolt something to your table with a strain gage attached to it and pull 3347 lbs and see if it moves
[20:38:26] <zeeshan> what do i look like
[20:38:31] <Tom_L> hell i'd be happy with 3346
[20:38:31] <zeeshan> mr scrapyard who has parts everywhere?!?! :D
[20:38:37] <PetefromTn_> HEHE
[20:39:03] <Tom_L> borrow one from the mythbuster telephone book test
[20:39:28] <zeeshan> have you noticed in the startup of mythbusters
[20:39:32] <zeeshan> there is an aloris tool post? :D
[20:39:41] <Tom_L> no
[20:39:54] <zeeshan> when the lathe comes up for like 2 s
[20:39:56] <zeeshan> you'll see it! :D
[20:40:10] <zeeshan> season 16
[20:40:42] <Tom_L> measure the top of the taper like i suggested
[20:40:47] <zeeshan> i did
[20:40:51] <zeeshan> well not w/ the rings
[20:40:53] <zeeshan> just with a mic
[20:41:00] <Tom_L> did you use a 'hole gage' ?
[20:41:04] <zeeshan> as best as i could and get it repeating
[20:41:08] <Tom_L> and dykem it
[20:41:32] <Tom_L> make a hole the proper diameter and slip it over the end perp to the tool
[20:41:55] <zeeshan> easier just to sell the machine
[20:41:56] <zeeshan> :{
[20:42:08] <Tom_L> that's not that hard to do
[20:42:44] <zeeshan> i wish i had a millwright friend
[20:42:49] <zeeshan> they'd know how to fix
[20:43:03] <zeeshan> theyre like the mechanics of the machine world!
[20:43:14] <zeeshan> "tell me the symptoms"!
[20:43:59] <Tom_L> you'll likely need to fix the top end of this contraption
[20:44:40] <zeeshan> http://c1.staticflickr.com/9/8678/16367629596_9e0d6efbdd_h.jpg
[20:44:46] <zeeshan> i think to remove this
[20:44:50] <zeeshan> i need to remove the spring fingers first
[20:44:56] <Tom_L> there's no chips in the collet taper that got smashed in there is there?
[20:45:00] <zeeshan> and this thing should slide out
[20:45:08] <zeeshan> Tom_L: nahh its pretty clean
[20:45:39] <zeeshan> i still think 3300 lb of force
[20:45:40] <zeeshan> is a crap load
[20:45:46] <zeeshan> i should not be able to move it like that
[20:46:01] <Tom_L> what's the lock ring on the splined shaft for?
[20:46:12] <zeeshan> thats a good question
[20:46:18] <zeeshan> i think its for when you use the quill
[20:46:25] <zeeshan> it bottoms out on that collar
[20:46:25] <Tom_L> is that an adjustment for tension?
[20:46:31] <zeeshan> yes
[20:46:35] <Tom_L> or length
[20:46:42] <zeeshan> the measurement should be 3.610+/-.010 from the spindle face
[20:46:47] <zeeshan> to the adjustment washer
[20:46:55] <zeeshan> its measuring 3.629
[20:47:12] <zeeshan> which should mean more drawbar force -- i think.
[20:48:15] <Tom_L> ask Mr happyface what's wrong
[20:48:26] <zeeshan> hes sideways
[20:48:28] <zeeshan> taunting me!
[20:50:55] <PetefromTn_> well I think I have a CAD drawing ready to machine a steel mounting plate for the new Lathe motor here...
[20:51:10] <zeeshan> nice :D
[20:51:53] <zeeshan> Tom_L:
http://c2.staticflickr.com/6/5612/14996196844_34a7da5cf1_h.jpg
[20:51:57] <zeeshan> i think i should try adjusting it
[20:52:02] <PetefromTn_> trying to decide if I should slot the new plate a bit so I have even more adjustment for belt tension
[20:52:15] <zeeshan> it doesnt have a tensioner?
[20:52:17] <zeeshan> from before
[20:52:33] <PetefromTn_> the original plate is slotted
[20:52:37] <zeeshan> ah
[20:52:52] <PetefromTn_> I am going to make an adapter plate to bolt to the motor that will bolt to this plate
[20:53:10] <PetefromTn_> simple as dirt but it will work
[20:55:40] <Tom_L> z, what's the slot for?
[20:55:50] <Tom_L> is that an adjustment?
[20:56:13] <zeeshan> you use a special tool
[20:56:23] <zeeshan> basically hold the flats, and loosen the socket head cap screw
[20:56:31] <zeeshan> then you spin the washer to adjust like you're sayin
[20:56:43] <Tom_L> so what you waitin for?
[20:56:56] <zeeshan> well the fact that i can pry on it
[20:57:05] <zeeshan> should mean that the belleville washers are owned?
[20:57:13] <Tom_L> possibly
[20:57:31] <zeeshan> like if a belleville washer collapses
[20:57:39] <zeeshan> that means its no longer providing force
[20:57:40] <Tom_L> can you get em?
[20:57:42] <zeeshan> yea
[20:57:47] <zeeshan> these guy make a kit
[20:58:05] <Tom_L> so pull it of and clean it good
[20:58:11] <zeeshan> im a bit afraid
[20:58:13] <zeeshan> since i havent worked o nthis
[20:58:15] <Tom_L> of what?
[20:58:21] <zeeshan> i know w/ car springs, they can hurt you pretty good
[20:58:22] <Tom_L> parts is parts
[20:58:24] <zeeshan> same w/ garage door springs
[20:58:31] <zeeshan> thats why i want the manual to disassemble this
[20:58:38] <Tom_L> just treat it like a loaded gun
[20:58:44] <zeeshan> i know that if i completely loosen the adjustment screw
[20:58:48] <renesis> garage door punched me in the face gave me stitches
[20:58:54] <Tom_L> heh
[20:58:55] <zeeshan> i should be able to pull the entire cylinder assembly
[20:58:58] <PetefromTn_> most drawbars have keepers that hold the pack together outside of the drawbar
[20:58:58] <zeeshan> from the top of the head
[20:59:00] <Tom_L> i bet you don't do that again
[20:59:06] <renesis> currently getting collections notices about the hospital bill
[20:59:15] <zeeshan> PetefromTn_: i think its in the cylinder assembly
[20:59:34] <PetefromTn_> is it pneumo or hydro
[20:59:37] <zeeshan> hyd
[20:59:41] <PetefromTn_> shit
[21:00:30] <PetefromTn_> the good news is that while the bellevilles are very strong they only have a very short throw distance really...
[21:00:45] <zeeshan> haha yea i guess thats good!
[21:00:47] <zeeshan> unlike a car spring
[21:01:06] <PetefromTn_> car coil springs can really hurt you if you are stupid
[21:01:14] <Tom_L> i like to never got my front springs back in once
[21:01:14] <zeeshan> yea
[21:01:22] <zeeshan> i use a compressor tool
[21:01:25] <zeeshan> double it up :D
[21:01:28] <Tom_L> the puller wouldn't fit
[21:01:31] <zeeshan> ive had one fly on me before
[21:01:35] <Tom_L> so i made something
[21:03:50] <Tom_L> well, i'd be happy to have either of you two's problems instead of my crappy little sherline
[21:04:16] <zeeshan> hush!
[21:04:19] <zeeshan> sherline ftw
[21:04:33] <Tom_L> it's doing what i need
[21:04:50] <Tom_L> learning linuxcnc and tuning different things on it
[21:05:14] <Tom_L> i even cut some metal on it once in a while
[21:05:32] <zeeshan> what doy ouuse the sherline for mostly?
[21:06:19] <Tom_L> i've done aluminum on it and plastics
[21:06:25] <Tom_L> little brass
[21:06:37] <Tom_L> right now it's not moving
[21:06:50] <Tom_L> the control is sitting in here waiting for more junk
[21:08:10] <Tom_L> then i need to test the index pulse on the spindle encoder
[21:08:11] <renesis> zeeshan: oh so now micromills are cool?
[21:08:16] <Tom_L> maybe get tapping working
[21:08:43] <zeeshan> cool
[21:08:48] <renesis> oh cool your sherline spindle has feedback?
[21:08:51] <zeeshan> renesis: in a fighting mood tongiht?
[21:09:07] <Tom_L> renesis, it will
[21:09:15] <renesis> zee, seriously just stfu
[21:09:36] <zeeshan> i take that as a yes
[21:09:42] <Tom_L> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/spindle_enc2.jpg
[21:10:28] <renesis> how do they speed control stock?
[21:10:49] <renesis> they have a bigass knob, no? the taig just has a step pulley
[21:10:58] <Tom_L> a pot on it
[21:11:07] <Tom_L> but that's getting bypassed with a dac
[21:11:08] <renesis> goes back to the controller?
[21:11:18] <renesis> or its a giant fuckin rheostat?
[21:11:25] <Tom_L> no it's a pot
[21:11:43] <renesis> yeah but stock how does it control the thing, it has an actual driver?
[21:12:43] <renesis> http://www.resinaddict.com/blog/wp-content/uploads/2012/02/Speed-controller-3.jpg
[21:12:47] <renesis> heh, documentation
[21:13:25] <renesis> bigass SCR
[21:14:00] <renesis> wait, through 82k?
[21:18:30] <renesis> cant find any other schematics, looks like a DC motor with an SCR rectifier/dimmer
[21:20:39] <Tom_L> http://www.soigeneris.com/Document/Gecko/Using_the%20Gecko_G540_VFD_Output.pdf
[21:21:03] <Tom_L> gives you the necessary connections
[21:21:07] <PetefromTn_> https://www.youtube.com/watch?v=JhYGre1xSPY I did not know les had done a lathe COOL!
[21:22:18] <PetefromTn_> thats the guy that created Sheetcam if I am not mistakem
[21:22:21] <PetefromTn_> mistaken
[21:24:54] <Tom_L> http://www.wallacecompany.com/machine_shop/kbic/
[21:25:13] <Tom_L> friggin adware...
[21:29:54] <furrywolf> what the hell is with websites lately putting floating (position: static) bars across the top of pages for navigation? why the hell would any webdesigner, other than massive doses of psychoactive substances, think I want to waste screen space with a static navigation bar? scrolling back to the top or down to the bottom (where you often end up anyway) to navigate is easy.
[21:30:46] <furrywolf> s/static/fixed
[21:33:01] <furrywolf> it's ugly, it wastes screen space, and it breaks scrolling, with the browser scrolling down a full screen-size page, despite part of it being unusable, so you miss a block of text every time you scroll.
[21:35:35] <XXCoder1> fads
[21:35:43] <XXCoder1> other fad I hate is white virus
[21:35:43] <furrywolf> I need to write a firefox extension to automatically kill any position: fixed css....
[21:35:50] <furrywolf> white virus?
[21:35:52] <XXCoder1> it turns everything white or off white
[21:35:59] <XXCoder1> for example very light gray text on white
[21:36:05] <furrywolf> haven't seen that.
[21:36:21] <XXCoder1> it seem to be starting to reverse but yeah
[21:36:29] <XXCoder1> such a bad design, that
[21:37:26] <furrywolf> is scrolling in pages now rare? because fixed elements BREAKS PAGE SCROLLING, yet webmasters don't seem to care...
[21:37:39] <XXCoder1> nah still everywhere
[21:38:53] <furrywolf> I mean scrolling one page at a time, not scrolling the page at all...
[21:39:06] <furrywolf> i.e. pgdn, or the space bar in any functional browser.
[21:39:10] <XXCoder1> oh
[21:39:17] <furrywolf> or clicking the non-button parts of scroll bars
[21:39:26] <XXCoder1> yeah
[21:39:36] <XXCoder1> I usuall just use mouse wheel
[21:40:04] <renesis> when i dont have mouser wheel i feel like the whole internet is broken
[21:40:23] <XXCoder1> funny how wheel have taken over
[21:40:29] <furrywolf> I usually scroll down in pages with space. heh.
[21:40:39] <furrywolf> which is broken by idiotic screen-wasting web design.
[21:43:45] <XXCoder1> fun
[21:44:40] <furrywolf> speaking of mice, I wish they still made laptops with trackballs. I much prefer them to touchpads.
[21:44:58] <XXCoder1> been a while, that
[21:45:07] <Tom_itx> get a surface
[21:45:11] <XXCoder1> I remember eraser type one. that isnt too bad
[21:45:20] <furrywolf> I still have my ancient p1-mmx toughbook with a trackball...
[21:45:28] <furrywolf> clitmice aren't bad, but I like trackballs better.
[21:50:31] * furrywolf hasn't seen a clitmouse in a while... they seem to be out of style too.
[21:51:12] <XXCoder1> http://www.funnyjunk.com/funny_pictures/1312805/Happy/
[21:55:39] <furrywolf> I used a laptop the other day that had a clickpad... it's up there with the worst ideas of all time. when you click, the pointer moves!
[21:56:02] <XXCoder1> jeez
[21:56:37] <furrywolf> rather than having separate buttons, you push down on the entire pad to click. this both takes excessive effort, and moves the pointer in the process.
[21:57:01] <XXCoder1> no wonder I never seen it
[21:57:08] <XXCoder1> guess it failed hard
[21:57:17] <furrywolf> sadly, it's rather popular right now.
[21:57:58] <furrywolf> http://blog.laptopmag.com/crappy-clickpads-could-kill-the-ultrabook looks like other people like it just as much as I did.
[21:59:40] <XXCoder1> apparently
[22:16:15] <furrywolf> http://www.ebay.com/itm/freeshipping-TWO-2-2pcs-Emergency-Stop-Switch-Push-Button-Mushroom-NEW-KA-/261623325153 those sure are cheap...
[22:22:05] <unfy> furry: bought some
[22:22:20] <norias> hi
[22:22:25] <unfy> o/
[22:23:27] <norias> how are you?
[22:23:38] <unfy> here.
[22:24:10] <unfy> furr: clickpad -- i know it was driving my boss bonkers - but he's EXTREMELY heavy fisted/fingered when it comes to computers
[22:24:45] <PetefromTn_> anyone know of any good videos showing the linuxCNC lathe interface features and whatnot/
[22:25:06] <Tom_itx> pete, look over jt's pages
[22:25:38] <PetefromTn_> I was hoping for a nice well done video showing the interface etc. I have never actually seen it LOL
[22:26:37] <furrywolf> unfy: bought some... switches?
[22:28:02] <PetefromTn_> LOL I just bought a pair too...
[22:28:18] <PetefromTn_> Hell I need one for the lathe anyways.
[22:28:43] <norias> huh
[22:28:54] <unfy> furry: yeah
[22:28:54] <norias> i can't seem to find any real pricing on linear encoders
[22:29:14] <norias> am i perhaps using the wrong word?
[22:29:29] <unfy> pete: if they suck, then... zomg out $4... otherwise... meh. handy stuff.
[22:29:56] <PetefromTn_> https://www.youtube.com/watch?v=_THbTBY5BBM This is the only youtube video of linuxCNC lathe I can find and I think it has some custom interface that guy made in it.
[22:30:22] <furrywolf> I saw a few videos of linuxcnc doing single-point threading...
[22:30:24] <PetefromTn_> unfy yeah honestly I had some just like that on my RF45 and they worked fine...I am sure they will be adequate for what I need.
[22:31:01] <PetefromTn_> There are TONS of videos of the machines running etc I was looking for one that shows the interface on the screen and what does what and how.
[22:31:41] <PetefromTn_> Been watching the Tormach lathe stuff and knowing it is linuxCNC I am wondering how the stock linuxCNC lathe works. Sure would be nice to be able to get our hands on that Tormach Lathe interface for linuxCNC
[22:32:37] <norias> eh
[22:32:37] <cradek> there's not much special about the interface when you run a lathe. most show diameter and radius instead of just X. to do stuff you use gcode.
[22:32:49] <norias> not a fan of tormach interfaces
[22:33:02] <PetefromTn_> have you seen their lathe interface?
[22:33:11] <norias> i've seen their mill interface
[22:33:17] <norias> and i was kind of let down
[22:33:38] <renesis> dont they run standard software?
[22:33:41] <PetefromTn_> their new linuxCNC based lathe interface looks really well done
[22:33:44] <renesis> its not mach?
[22:33:48] <PetefromTn_> no it is not
[22:33:59] <norias> i thought it was mach3
[22:34:02] <renesis> they have a linuxcnc controller?
[22:34:16] <renesis> i remember thinking from screens it was mach3
[22:34:19] <PetefromTn_> YES I repeat the new interface is linuxCNC based
[22:34:20] <cradek> yeah, they needed the lathe to actually work
[22:34:20] <norias> i think mach is built on emc
[22:34:35] <norias> i could be nuts, though
[22:35:29] <PetefromTn_> wish I understood russian because that guys video is kinda cool.
[22:36:06] <PetefromTn_> cradek I was hoping to see some of that NGCGUI or whatever it is called conversational stuff
[22:38:19] <renesis> do you mean conversation input for a built in CAM tool?
[22:38:32] <renesis> because i dont think thats what you mean, but if thats what you mean, that would be cool
[22:38:35] <cradek> oh right, I forgot about that
[22:38:40] <Tom_itx> http://gnipsel.com/shop/hardinge/hardinge.xhtml
[22:38:41] <Tom_itx> PetefromTn_
[22:38:50] <PetefromTn_> that is what NGCGUI is basicallly as I understand it
[22:39:15] <renesis> well what do you mean by conversational?
[22:40:13] <PetefromTn_> I mean the NGCGUI conversational setup allows programming of most parts at the machine from what JT says...
[22:40:32] <renesis> like, i can type: make a pocket 2 inches deep, with 0.2" radius at each corner, using a 3/8" endmill going 50mm/sec, with the lower left pocket corner at X0 two inches above Y origin
[22:40:37] <renesis> and itll do it?
[22:40:59] <renesis> or its like, a question based wizard
[22:41:13] <furrywolf> from what I can find, ibm power cords are the cheapest source of #18 shielded wire. it's cheaper to buy a complete power cord and lop the plugs off than to simply buy 18/3 shielded wire...
[22:41:30] <PetefromTn_> https://www.youtube.com/watch?v=pyiasbfpWHo
[22:41:42] <renesis> furrywolf: theyre shielded?
[22:42:04] <PetefromTn_> that video shows how the interface works on the linuxCNC based slant bed lathe.
[22:42:24] <furrywolf> renesis: good pc power cords are, yes.
[22:43:08] <furrywolf> http://www.ebay.com/itm/Computer-Power-Cord-100-SHIELDED-8-FT-NEMA5-15P-to-C13-RIGHT-ANGLE-18-AWG-/231226448330 example. (not the cheapest, but has a photo showing the shield)
[22:43:10] <renesis> wtf is good? a pc cord is an IEC cable, which is a commodity item, which ive never seen a shield on
[22:43:22] <renesis> and ive prob cut into 100 of them
[22:43:27] <PetefromTn_> is NGCGUI something JT created or did he just take it and run with it..
[22:43:46] <Tom_itx> it's an interface you can use with linuxcnc
[22:43:47] <renesis> furrywolf: neat
[22:44:10] <furrywolf> my experience cutting them is about one in five is shielded...
[22:44:11] <PetefromTn_> yeah I understand that. Any videos on using it anywhere?
[22:44:20] <renesis> it looks like an extra tab in axisgui
[22:44:29] <furrywolf> if it feels like a piece of shit cable, it's not going to be shielded. if it's nice thick rubbery wire, it might be.
[22:45:27] <renesis> what side is the shield attached to?
[22:45:32] <Tom_itx> PetefromTn_`,
http://linuxcnc.org/docs/html/gui/ngcgui.html
[22:46:09] <Tom_itx> they appear as extra tabs
[22:46:17] <Tom_itx> like your dro etc
[22:46:50] <furrywolf> never checked.
[22:46:51] <PetefromTn_> Oh just found some vids on youtube for ngxgui apparently it is for mill stuff too..I thought it was just a lathe thing.
[22:47:07] <Tom_itx> it's for anything you make it
[22:47:41] <Tom_itx> JT-Shop's working on some new lathe stuff right now
[22:48:00] <Tom_itx> you'll have to ask him about it though
[22:48:00] <PetefromTn_> jeez man why are they all freakin' russian or some other language...
[22:48:38] <PetefromTn_> if you can't tell I am really excited about the new CNC lathe and want to learn as much as I can about linuxCNC lathe and NGCGUI
[22:48:54] <Tom_itx> read the docs on it
[22:49:02] <Tom_itx> it shows how to install the routines
[22:49:35] <Tom_itx> and you probably already have some basic ones downloaded and don't even know it
[22:50:07] <PetefromTn_> surely
[22:50:19] <Tom_itx> i added some for the mill
[22:50:33] <Tom_itx> i think most of them were there already i just hooked into em
[22:50:39] <PetefromTn_> man I love linuxCNC.... cannot wait to see this lathe making chips..
[22:52:51] <PetefromTn_> I must say that the Tormach lathe interface is pretty slick... would be sweet to have something similar
[22:53:10] <Tom_itx> http://linuxcnc.org/docs/html/gui/ngcgui.html#_embedding_ngcgui
[22:55:30] <furrywolf> what's the easiest way to check for the fault output from my stepper drivers? it's active low, pulled to an internal 12v supply with a 470 ohm resistor. diode-oring them sounds easy, but without access to that 12v supply, might be problematical...
[22:55:46] <PetefromTn_> is it possible to run simulations from a working linuxCNC machine?
[22:56:22] <Tom_itx> load a sim config and you can
[22:56:30] <Tom_itx> i have lathe sim on mine
[22:56:47] <PetefromTn_> so you don't actually enable any of the machines axes etc..
[22:56:50] <Tom_itx> nope
[22:56:57] <PetefromTn_> just screw around with linuxCNC in simulation
[22:56:59] <PetefromTn_> nice
[22:57:11] <XXCoder1> just turn off power?
[22:57:16] <XXCoder1> to motors that is
[22:57:18] <furrywolf> manual doesn't even tell me if that internal supply is regulated, isolated, etc... presumably it's a loosely regulated supply with a common ground with the power input.
[22:57:32] <furrywolf> and not isolated and running off the step/dir opto supply.
[22:59:05] <PetefromTn_> is your NGCGUI stuff embedded or in pyvcp tabs?
[23:03:01] <furrywolf> grrrr, stupid fucking internet connection.
[23:03:58] <XXCoder1> fun
[23:04:42] <furrywolf> I guess I'll regulate my own 12v supply, diode-or the fault outputs, and run an opto between them... and hope their internal supply is indeed regulated.
[23:04:53] <Tom_itx> tabs
[23:04:57] <XXCoder1> is there a way to test?
[23:05:09] <furrywolf> deriving a 12v supply from 54+v will be fun.
[23:05:46] * furrywolf looks for a high-voltage 3-terminal reg
[23:20:06] <furrywolf> bbl, wolfy bedtime
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
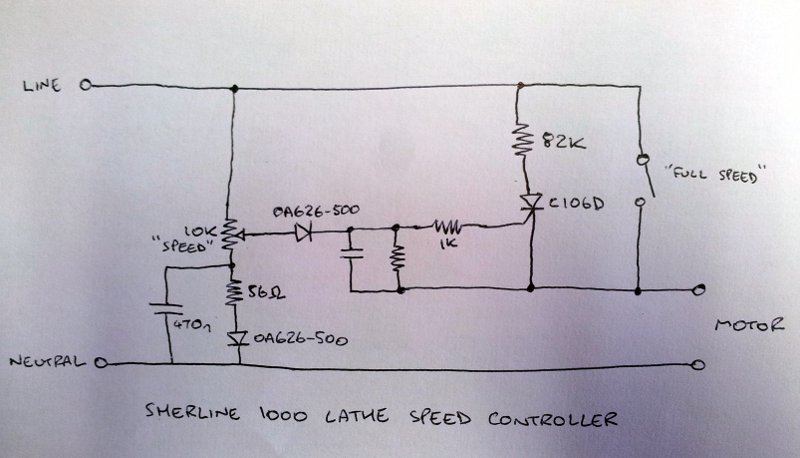{kind=link}