Back
[02:36:02] <Deejay> moin
[09:16:48] <JT-Shop> could a gladevcp button open a file like the file open does in axis?
[09:19:05] <cradek> not really
[09:19:33] <cradek> halui doesn't have the ability to open a file, and if it did, it wouldn't appear in the other guis automatically
[09:19:34] <JT-Shop> I'd have to use the python interface to do that?
[09:19:37] <cradek> what are you trying to do?
[09:20:06] <JT-Shop> open a G code generator fill in the blanks and then on exit send the G code to Axis
[09:20:32] <JT-Shop> I've done it several times with my G code generators but I'm looking for a button to open the generator up
[09:20:34] <cradek> hm, we had some examples that did that
[09:20:54] <archivist> add to the menubar
[09:21:32] <JT-Shop> add to menubar using .axisrc?
[09:21:45] <cradek> PROGRAM_EXTENSION = .py Python Script
[09:21:48] <cradek> py = python
[09:21:58] <cradek> it was this scheme (python as an input filter for .py files)
[09:22:07] <cradek> then see e.g. nc_files/holecircle.py
[09:22:08] <JT-Shop> yes, that is what I use
[09:22:13] <JT-Shop> ok
[09:22:23] <cradek> it pops up a gui and then eventually generates gcode
[10:26:51] <PetefromTn_> hello linuxCNC
[11:26:20] <gonzo_nb> nogs
[11:26:36] <gonzo_nb> bombe was boring. they need to be killed
[11:27:15] <gonzo_nb> pft, wrong window.....
[11:27:53] <archivist> we were wondering
[11:29:13] <gonzo_nb> bombe was refering to the crypto cracking machines at bletchley park
[11:30:15] <archivist> been there
[11:30:26] <gonzo_nb> great pieces of engineering, which apparently were considered looked boring by some film producers
[11:31:05] <gonzo_nb> the producers therefore have lost all rights to oxygen
[11:31:36] <gonzo_nb> did you see the collosus rebuild?
[11:32:05] <archivist> last time I was down was the first VCFuk
[11:33:05] <archivist> http://www.collection.archivist.info/archive/DJCPD/PD/2010/2010_06_19_Bletchley_Park_VCFUK/IMG_0724.JPG
[11:33:27] <archivist> so that would be a yes
[11:34:09] <gonzo_nb> hehe, I havr dozens of pics of it
[11:34:30] <gonzo_nb> what supprised me, that it runs every day as an exhibit
[11:35:39] <archivist> larger objects can be better kept running than as stuffed and mounted
[11:37:31] <gonzo_nb> they said they will run it that way till they are forced to make it a static display
[11:38:28] <gonzo_nb> I even took pics of the punch tapes, so I could transcribe the data later and see what the coded text was
[11:39:49] <archivist> just ask them for a copy tape, it wouldnt surprise me if the Elliott could print one out
[11:40:05] <gonzo_nb> that is probably a measure of sadness!
[11:40:31] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=bletchley
[11:41:03] <gonzo_nb> they were giving out strips of punch tape to the kids with a little look up guide to read it. When they explained what it was, My daughter just r
[11:41:32] <gonzo_nb> rolled her eyes and explained we have a teletype in the living room
[11:42:04] <archivist> last image, I got caught by a journalist and they used that on the BBC web site
[11:42:23] <gonzo_nb> one of the other lads with me just started reading the tape by sight
[11:44:04] <gonzo_nb> that is quite a beard!
[11:44:59] <malcom2073> Heh, that is pretty much spot on how I would imagine someone with the handle "archivist" to look like.
[11:45:15] <gonzo_nb> definitly a machinests look
[11:47:05] <archivist> was funny having to steal the image off
http://www.bbc.co.uk/search?q=vintage+computer+festival+bletchley&sa_f=search-serp
[12:47:24] <pjm> gonzo_nb:
http://pjm.uhf-satcom.com/typex.jpg yesterdays type-X cipher machine
[12:53:04] <JT-Shop> it's such a nice day I'm going to ride in the woods for a while
[12:53:26] <norias> new hardware for my first linuxcnc came today
[12:53:31] <norias> exciting!
[12:53:58] <PetefromTn_> congrats...
[12:54:08] <PetefromTn_> and JT enjoy your woods ride LOL
[12:56:44] <norias> so far i've just got the computer part
[12:56:46] <icecube45> Hello! Does anyone here have linuxcnc running with a delta printer?
[12:56:53] <norias> and i'm waiting on the mesa cards
[12:57:00] <norias> (and downloading linuxcnc)
[12:57:39] <PetefromTn_> mesa cards is a good choice I have two sets just started working on the second retrofit now...
[12:59:11] <dr0w> icecube45: that kind of seems like using a crescent wrench to drive framing nails
[12:59:20] <icecube45> dr0w, I know :(
[12:59:34] <norias> hm
[12:59:46] <icecube45> dr0w, I'd be using something else.. but I obtained a delta with a bebopr++ control board (for free, so can't refuse)
[12:59:56] <icecube45> dr0w, and bebopr++ only seems to support linuxcnc
[12:59:58] <norias> why would linuxcnc for a delta be so bad?
[13:01:19] <dr0w> not bad, just maybe not linear
[13:01:22] <Rab> icecube45,
http://blog.machinekit.io/2013/07/linear-delta-kinematics.html
[13:01:42] <icecube45> haha! thanks Rab!
[13:01:53] <icecube45> I'll need to modify it, as my printer isnt a typical delta (gus simpson)
[13:17:07] <_methods> so with the mesa cards can i use the existing servo amps and stuff on a machine?
[13:17:32] <norias> that's what i've been told
[13:17:38] <norias> (and will be doing this week)
[13:20:21] <_methods> our plasma electronics are starting to get kinda sketchy and i'd love to have real ATHC on it
[13:20:52] <norias> what's an athc?
[13:21:01] <_methods> torch height control
[13:21:21] <_methods> PCW: can i use this existing with one of your boards?
[13:21:34] <_methods> http://imgur.com/0XMn13P,iMjrPJu,OvcC95c,3Mt9ldY,0xDz9Ft,BYZXStM
[13:22:37] <pcw_home> probably, looks like a standard analog servo drive.
[13:22:55] <_methods> i think its' yaskawa but i couldn't find anything
[13:22:59] <_methods> no model numbers
[13:24:02] <_methods> i'm just doing the initial research but it makes us plenty nervous i'd like to make it more reliable
[13:24:06] <pcw_home> Hmm reading the labels maybe no
[13:24:12] <pcw_home> not
[13:24:18] <_methods> komatsu just wants to sell us a new plasma
[13:24:25] <_methods> they don't want to support it anymore
[13:24:46] <MrSunshine> linuxcnc always reads the full file when loading a file right ?
[13:26:47] <pcw_home> the bottom connector sort of looks like a analog drive ( COMMAND+ andCOMMAND- )
[13:27:09] <_methods> kk
[13:27:59] <_methods> what information would i need to get off of all this stuff to make a better assessment?
[13:28:03] <pcw_home> so where does the top connector go, motor or controller?
[13:28:20] <_methods> i'd have to chase it out
[13:28:26] <_methods> the RST one?
[13:28:51] <pcw_home> No thats the motor windings
[13:29:30] <pcw_home> I meant the next to the top (with the sin/cos/ref)
[13:29:31] <_methods> the one with TS GND on the top?
[13:29:37] <_methods> yeah i'll have to go look
[13:29:41] <pcw_home> yes
[13:29:42] <_methods> i think that goes to the pci card
[13:29:48] <_methods> in teh computer controlling it
[13:30:22] <_methods> i just grabbed a couple quick pics to see what you thought about it
[13:30:30] <_methods> if it was even possible i'll get better pics
[13:30:48] <pcw_home> A part number would help a lot
[13:31:08] <_methods> sure i'll get all that
[13:32:04] <_methods> seems like everyone in here replaces all that stuff i just wasn't sure how feasible using existing is
[13:43:07] <_methods> pcw_home: its a mts automation pack
[13:43:18] <_methods> 3 ac-07-s amps
[13:43:56] <_methods> and 1 cp-03-15s-s
[13:47:46] <pcw_home> Ha! standard analog drives
[13:47:54] <_methods> that's a good thing then
[13:48:08] <pcw_home> Parker has the manuals
[13:48:12] <_methods> yeah
[13:48:21] <PetefromTn_> jeez man parker has it's fingers in everything LOL
[13:48:22] <_methods> i'm trying to find the right manual there though
[13:48:25] <_methods> yep
[13:49:02] <pcw_home> the second connector goes to the motor (it has a resolver)
[13:49:36] <pcw_home> the (DB9?) encoder connector is emulated encoder out from the drive
[13:53:51] <pcw_home> http://www.parkermotion.com/dmxreadyv2/faqsmanager/faqsmanager.asp?question=223
[13:53:52] <pcw_home> bbl
[13:53:58] <_methods> thx pcw_home
[13:54:25] <_methods> yeah that's where i was
[13:54:41] <_methods> trying to find the manual for the cp-03-15s-s
[13:56:37] <_methods> guess that's just the power distribution portion
[14:00:35] <Jymmm> Loetmichel: What do you think?
http://www.fasttech.com/products/3031/10004998/1390605-evod-6-in-1-rechargeable-1300mah-electronic
[14:00:43] <_methods> wow would be nice to get to retrofit a linuxcnc machine at work
[14:01:37] <Jymmm> _methods: Yeah, TurboCNC Rulez!!! YAY MS-DOS
[14:01:46] <_methods> hehe
[14:02:32] <Jymmm> Technically, it is faster.
[14:02:38] <_methods> it's turbo
[14:02:54] <Jymmm> No, it really is faster than LCNC
[14:03:20] <_methods> wtf is turbocnc i thought you were just jokin
[14:03:41] <Jymmm> http://www.dakeng.com/turbo.html
[14:03:52] <PetefromTn_> my friend Art uses turboCNC and I have been trying to convert him but he likes it and has been using it for a long time now hehe
[14:04:18] <PetefromTn_> it is a pretty basic system tho apparently
[14:04:41] <PetefromTn_> does not support a lot of things LinuxCNC does like Constant surface speed etc..
[14:04:44] <cradek> back in the early days I recall several people switching from turbocnc to linuxcnc because they wanted to cut helixes (like mill threads)
[14:04:48] <Jymmm> Yep, ascii art based.
[14:05:06] <_methods> lol the parallel port explained
[14:05:06] <cradek> why switch before you need to
[14:05:22] <_methods> Setting up Windows 9x to boot directly into MS-DOS
[14:05:58] <Jymmm> Works great on a 286 laptop too =)
[14:07:03] <Jymmm> I wonder if those BBB and the like could run it?
[14:07:20] <Jymmm> dedicated machine operation?
[14:07:31] <PetefromTn_> I can't remember if it supports cutter compensation or not... there were some things we have discussed that it does not do
[14:07:32] <_methods> msdos on bbb
[14:07:57] <Rab> Guessing not, it's a different architecture. You'd have to run a DOS emulator compiled for ARM, I think.
[14:07:58] <Jymmm> _methods: nfc, just wndering
[14:08:07] <Jymmm> Rab: ah
[14:08:22] <Rab> It might be a great fit for a native x86 platform like the Intel Edison!
[14:08:24] <Jymmm> It is what it is =)
[14:08:48] <_methods> turbocnc.............
[14:08:49] <PetefromTn_> why do you say that it is faster? What about it is faster?
[14:08:51] <Rab> And, of course, you need to have i/o comprehensible as a parport under DOS.
[14:08:52] <_methods> i know what you are now
[14:09:10] <_methods> TurboCNC can be run from a floppy disk
[14:09:23] <_methods> you win turbocnc
[14:09:30] <Jymmm> PetefromTn_: step/dir 120 vs 80 as example
[14:09:35] <Rab> They give you the source code if you register it, so you could maybe patch for 2015-era embedded hardware i/o.
[14:09:59] <PetefromTn_> hm
[14:10:10] <Jymmm> Rab: If you know Pascal. It's been a LONG time since I touched pascal
[14:10:35] <PetefromTn_> all I know is that art loves it because it is not written in C programming language he HATES C..
[14:10:48] <Jymmm> hahaha
[14:11:17] <LeelooMinai> Your friend has appropriate first name it seems
[14:11:50] <Jymmm> _methods: Yeah, it's small =)
[14:12:05] <PetefromTn_> I am sure there is a joke in there somewhere but since I know jack about programming unfortunately it went right over my head
[14:12:20] <Jymmm> _methods: and no memory managers need to be loaded, all built in.
[14:13:56] <Jymmm> I wonder if you could PXE boot DOS? lol
[14:14:17] <_methods> why not lol
[14:14:20] <cradek> I used to boot dos using boot roms on ethernet cards (they used to have a socket)
[14:14:27] <cradek> I'm sure you can do it with pxe nowadays
[14:14:36] <_methods> freedos
[14:14:40] <Jymmm> cradek: OH GAWD... I remember those! lol
[14:15:02] <Jymmm> cradek: I might still have one around here somewhere ut no chip
[14:15:07] <cradek> my mill was run by a diskless dos machine for a while, actually
[14:17:33] <Jymmm> Cool, someone used it to make a animatronics
http://www.dakeng.com/gallery.html bottom of page
[14:17:50] <Jymmm> What a slick idea.
[14:19:14] <_methods> wow you can make that creepy doll with turbocnc
[14:19:20] <_methods> and run it on a floppy
[14:19:22] <_methods> sign me up
[14:19:48] <_methods> they should do a kickstarter
[14:20:05] <MrHindsight> I want one made of meat
[14:20:08] <_methods> change their name to kittencnc
[14:20:20] <_methods> explodingkittenCNC
[14:20:48] <_methods> hmmmm maybe i should make a cnc called teh explodingkittenCNC
[14:21:35] <norias> making bootable usb now
[14:21:38] <norias> :)
[14:23:29] <Rab> Guessing your BIOS needs to support the USB device as a fake floppy.
[14:23:58] <PetefromTn_> damn those fork braces are pretty slick looking...
[14:24:30] <Rab> The ideal boot process would set up a ram drive, and copy everything into it. Then TurboCNC could run EVEN FASTER.
[14:38:43] <Loetmichel> *HRMPF* there did the PC go... not even BSOD, just deadlock... had to reset. And on restart you could hear the HDD spin up, *CLICK* spindown. spin up, *CLICK* spindown. spin up, *CLICK* spindown. until i hitted it. now it works :)
[14:40:18] <jdh> WD stiction
[14:41:02] <_methods> hehe
[14:42:49] <norias> hmm
[14:42:57] <norias> can't convince this thing to boot from usb
[14:46:28] <cradek> norias: I have had good luck on two machines with
http://www.plop.at/en/bootmanager/download.html
[14:47:28] <Loetmichel> jdh: i think its one of the ~10 molex-power-y-adapters in line with the disks supply. not the disk itself
[14:47:55] <PetefromTn_> actually turned out to be a nice day here today despite being kinda chilly...
[14:49:55] <jdh> I biked 30 miles at 28f ladt night. pretty chilly
[14:50:24] <PetefromTn_> on what kind of bike?
[14:50:45] <_methods> hopefully a heated one
[14:50:58] <jdh> Lynskey Sportive
[14:53:13] <CaptHindsight> is Jepler off for the year after all the time he put in the last year or two?
[15:40:56] <norias> hmm
[15:42:20] <FinboySlick> norias: Do you get to the kernel?
[15:42:37] <FinboySlick> If you jam after the kernel, you can simply add a root_delay=
[15:42:55] <FinboySlick> Typically USB isn't ready by the time the kernel wants to mount /
[15:43:21] <norias> not even close
[15:43:31] <norias> so, i went and formatted the USB
[15:43:41] <norias> and i'm putting an ISO on with a different software
[15:43:54] <norias> using the one from pendrivelinux
[15:44:35] <norias> close to giving it another go
[15:46:00] <norias> there we go
[15:46:05] <norias> booting into debian
[15:50:14] <_methods> unetbootin
[15:50:34] <_methods> i've always had good luck with usb drives i make with that
[15:51:19] <FinboySlick> The gentoo minimal install CD along with RIPLinux all work quite well if you just dd the iso onto the usb stick.
[15:53:30] <cradek> the debian iso is also written to usb with dd or equivalent
[15:56:30] <Deejay> gn8
[16:04:00] <norias> debian installer seems really stuck on using a CD
[16:05:31] <zeeshan> CaptHindsight: thank you!
[16:05:44] <zeeshan> that is a lot of photopolymer you sent :)
[16:06:29] <adb> norias, useing english language ?
https://bugs.debian.org/cgi-bin/bugreport.cgi?bug=767968
[16:08:02] <CaptHindsight> zeeshan: no problem
[16:08:41] <CaptHindsight> 100grams
[16:09:09] <CaptHindsight> I was half asleep and marked it 100mg
[16:09:14] <zeeshan> hahahaha
[16:09:26] <zeeshan> CaptHindsight: is there instructions in there for use
[16:09:28] <zeeshan> i saw a msds
[16:09:36] <zeeshan> i briefly saw the package
[16:09:38] <zeeshan> had to leave
[16:10:07] <zeeshan> just need to know how much ambient light exposure is ok
[16:10:09] <CaptHindsight> I'll be back later but don't open it or use it in anything other than a dim room
[16:10:12] <zeeshan> like i hope i dont have spin coat this in the dark
[16:10:27] <zeeshan> okay
[16:10:40] <CaptHindsight> dim, for a few minutes is ok
[16:10:45] <CaptHindsight> not for 8 hours
[16:11:17] <CaptHindsight> it cures from UV up to ~500nm Blue/green
[16:11:34] <CaptHindsight> be back later
[16:11:38] <zeeshan> ok well talk later
[16:11:41] <zeeshan> we'll
[16:11:57] <CaptHindsight> it also turns from the orange to white after curing
[16:13:44] <zeeshan> thats sweet
[16:13:47] <zeeshan> so ill know if its cured
[16:14:04] <zeeshan> youre the best!
[16:18:14] <norias> hmm
[16:18:28] <norias> hate to be that guy
[16:18:42] <norias> but i can't seem to get the ubuntu installer to be ok with not having a cd drive
[16:18:45] <norias> any ideas?
[16:20:10] <adb> virtualbox ?
[16:20:25] <norias> ?
[16:21:18] <adb> install ubuntu in virtualbox
[16:21:55] <adb> google it ...
[16:22:05] <cradek> are you using the linuxcnc debian hybrid iso?
[16:22:06] <norias> a vm?
[16:22:10] <norias> i am
[16:22:13] <cradek> it absolutely does not need a cd
[16:22:20] <norias> right on
[16:22:21] <cradek> it installs from usb
[16:22:47] <Tom_itx> zeeshan, the UV paint i got is in a blackened glass jar
[16:22:57] <Tom_itx> in a dark room when stored
[16:23:19] <zeeshan> do photo development labs
[16:23:25] <zeeshan> have spin coaters as standard equipment?
[16:23:30] * zeeshan has never used one
[16:23:31] <zeeshan> or seen one
[16:23:41] <Tom_itx> not a 'dark room' as such... just a dark room :)
[16:24:04] <zeeshan> i have it stored in a cabinet right now
[16:24:08] <zeeshan> that has no windfows :P
[16:27:23] <norias> its the whole "Detect and Mount a CD-ROM" step thats throwng everything for a loop
[16:41:15] <norias> hmm
[16:41:22] <norias> this used to be 1000x easier
[16:49:03] <PCW> I just made a usb stick image and it boot on most things
[16:49:05] <PCW> what CPU do you have?
[16:52:58] <zeeshan> PCW: have you used the 1900 mobo?
[16:53:10] <zeeshan> j1900
[16:53:36] <norias> eh
[16:53:39] <norias> worked this time
[16:53:42] <zeeshan> i have a silly Q for you guys
[16:53:53] <zeeshan> why does mari tool say to not use loctite
[16:53:54] <norias> i'm using q1900 asrock
[16:53:57] <zeeshan> or if using it, use it sparingly?
[16:54:05] <zeeshan> norias: is it quick?
[16:54:11] <zeeshan> im looking to replace my athlon xp 3200 cpu
[16:54:14] <zeeshan> w/ that celeron cpu
[16:54:19] <norias> seems pretty quick
[16:54:28] <zeeshan> my thing lags
[16:54:31] <zeeshan> when opening firefox.
[16:54:33] <zeeshan> its retarded!
[16:54:49] <zeeshan> like to get an idea, when you click firefox open
[16:54:52] <zeeshan> how long does it take?
[16:56:41] <zeeshan> This is to ensure lock tight is located towards the strongest area of the tool holder and will not be able to bulge tool holder taper if it should happen to expand. Use sparingly.
[16:56:45] <zeeshan> damn hydraulics!
[16:57:20] <norias> partitioning now
[16:57:31] <norias> problem seemed to be cause by my method of creating the bootable USB
[17:29:26] <norias> debian install process
[17:29:30] <norias> has definitely declined
[17:29:55] <norias> used to be waaay easier
[17:31:12] <jack16> I think it's pretty easy.
[17:31:34] <jack16> Mint install is more streamlined, yes.
[17:33:58] <cradek> you use dd to make the usb
[17:34:06] <cradek> if you'd say more about what is going wrong, maybe someone would have some advice
[17:34:48] <cradek> there are only about 4 questions it asks - I do not see how it can be much easier
[17:35:09] <cradek> if it can't find a hard disk to install to, you should check your bios settings
[17:37:32] <zeeshan-mill> is a cat40
[17:37:37] <zeeshan-mill> supposed to slip without the dog keys in?
[17:37:39] <andypugh> I had to use an actual DVD with my Lathe PC
[17:38:15] <andypugh> zeeshan: I don’t think it is intended as a driving taper
[17:38:24] <zeeshan-mill> yea
[17:38:28] <zeeshan-mill> its not like mt or r8
[17:38:30] <andypugh> Though there are keyless variants for super-high speed
[17:38:45] <zeeshan-mill> im just trying this tool holder for the first time
[17:38:48] <zeeshan-mill> had to pull the keys out
[17:38:52] <zeeshan-mill> cause theyre not spaced right
[17:39:06] <zeeshan-mill> theyre 1.861 apart current
[17:39:10] <zeeshan-mill> er 1.841
[17:39:16] <zeeshan-mill> but cat is 1.860
[17:39:19] <zeeshan-mill> trying to reshift them
[17:39:25] <andypugh> It’s not the asymmetric version is it?
[17:39:29] <cradek> on cat the keys are different - are they in the wrong sides?
[17:40:01] <andypugh> SK40 has two different-depth slots and a notch.
[17:40:11] <zeeshan-mill> |___|<----------1.841----------->|___|
[17:40:13] <zeeshan-mill> side view
[17:40:17] <zeeshan-mill> these are symmetric
[17:40:50] <andypugh> My mill was built as 30-INT then became BT30 when I added a stud-puller then became SK30 when I got 25 SK30 holders cheaply :-)
[17:40:58] <cradek> are you sure it's cat? in cat I'm pretty sure one is closer to the taper than the other
[17:41:01] <zeeshan-mill> no its not cat
[17:41:06] <zeeshan-mill> its iso40 din2080
[17:41:09] <zeeshan-mill> im using cat holders
[17:41:12] <zeeshan-mill> with a conversion knob
[17:41:16] <cradek> oh!
[17:41:24] <zeeshan-mill> youre right about cat40 spindle
[17:42:09] <malcom2073> That's what I want to do to my ISO-30, add a studd puller instead of the impact on it right now
[17:44:08] <zeeshan-mill> fak youre right cradek
[17:44:16] <zeeshan-mill> the actual cat40 tool holder is not symmetric
[17:44:16] <zeeshan-mill> lol
[17:44:35] <andypugh> malcom2073:
http://www.cnczone.com/forums/vertical-mill-lathe-project-log/109301-cnc-post805228.html#post805228
[17:44:44] <zeeshan-mill> .342 slot one side
[17:45:01] <zeeshan-mill> .241 the other side
[17:45:02] <zeeshan-mill> 100 thou smaller
[17:46:03] <malcom2073> andypugh: nice
[17:46:09] <Bushman> https://imgur.com/gallery/OkcJWk9
[17:46:10] <anonimasu> zeeshan-mill: I have the holder pic for you
[17:46:12] <anonimasu> err stuf
[17:46:16] <anonimasu> stud
[17:46:24] <andypugh> The video link is messed up, here is the working link:
https://www.youtube.com/watch?v=pxrzJ_KfcQ0
[17:47:51] <zeeshan-mill> are the keys supposed to be clearance fit
[17:47:54] <zeeshan-mill> on the tool holder
[17:48:04] <andypugh> I think so, yes.
[17:48:26] <zeeshan-mill> theres like 20 thou gap
[17:48:29] <zeeshan-mill> between the dog teeth
[17:48:32] <zeeshan-mill> and holder slot
[17:48:57] <malcom2073> andypugh: Very nice, that's exactly what I want to do :)
[17:49:38] <andypugh> I got lucky that the drawbar hole was quite large.
[17:50:02] <malcom2073> andypugh: Mine looks like it's got plenty of room, looking up the spindle, but I won't be able to tell until I take the impact setup off and look at it
[17:50:48] <malcom2073> Well, not a *lot*,
http://mikesshop.net/mill/image013.jpg
[17:52:09] <andypugh> Looks plausible.
[17:52:19] <zeeshan> i would really appreciate help!! :D
[17:52:39] <zeeshan> https://www.flickr.com/photos/128539016@N05/16203896138/
[17:52:42] <andypugh> 20 thou gap sounds relatively small.
[17:52:53] <zeeshan> is this normal?!
[17:53:11] <zeeshan> https://www.flickr.com/photos/128539016@N05/16365544916/in/photostream/
[17:53:13] <zeeshan> on the other side
[17:53:18] <zeeshan> i cant get the key on cause its too long
[17:53:25] <andypugh> I think that they normally look wrong, yes :-)
[17:53:25] <zeeshan> towards the axis of the spindle
[17:53:33] <zeeshan> well
[17:53:39] <zeeshan> that gap is what worries me :P
[17:53:43] <zeeshan> i thought it was supposed to sit flush
[17:53:50] <zeeshan> but i guess that doesnt logically make sense cause then it wouldnt be seated on the taper
[17:54:25] <andypugh> There is a taper that seats on face and taper, but BT / CAT etc don’t.
[17:54:40] <zeeshan> okay good
[17:54:42] <zeeshan> so my choices are
[17:54:45] <zeeshan> either modify the tool holder
[17:54:52] <zeeshan> mill 20 thou of it
[17:54:55] <zeeshan> or mill the key..
[17:54:58] <andypugh> Just shorten the key.
[17:54:58] <zeeshan> key seems easier!
[17:55:08] <andypugh> (I faced mine off on the lathe)
[17:55:14] <zeeshan> yea thats what i mgonna do
[17:55:18] <zeeshan> but damn it i gotta put the 4 jaw on!!!
[17:56:01] <zeeshan> i was thinking of putting it inthe 4 jaw and dialing the side that im about to face with an indicator to be flat
[17:56:03] <zeeshan> and then just face it
[17:56:06] <zeeshan> concentricity doesnt really matter
[17:56:33] * zeeshan is just going to mill with 2 key
[17:56:34] <zeeshan> *1 key
[17:57:11] <andypugh> I like the 4-jaw because there is no need to indicate, thinks aways get held square.
[17:57:37] <zeeshan> you might have a nice 4 jaw!
[17:57:46] <zeeshan> i think mine has slightly tapered jaws
[17:58:03] <zeeshan> so it has a tendency to move the axis of the part slightly to angle to the spindle axis
[17:58:40] <zeeshan> anonimasu: just got your pics
[17:58:46] <zeeshan> your pull stud is completely different! :P
[17:59:13] <cradek> that picture looks fine
[17:59:13] <zeeshan> do you mind if i post these on my flickr?
[17:59:19] <zeeshan> so bobo can see also when he comes on
[17:59:19] <cradek> the flange shouldn't touch the spindle
[17:59:29] <zeeshan> cradek okay perfect
[17:59:30] <cradek> the key should be narrower than the slot - it just keeps it all from spinning
[17:59:31] <zeeshan> is the key height okay?
[17:59:32] <anonimasu> no problem
[18:00:01] <cradek> I think it usually doesn't even use the keys if your tapers are in good shape
[18:00:02] <anonimasu> I were going to take a panorama of the shop but I'll do it when I climb the maho someday :p
[18:00:15] <zeeshan> cradek: i can spin the taper by hand
[18:00:23] <zeeshan> i blued the tool holder
[18:00:24] <anonimasu> I can assure you they use bith
[18:00:25] <anonimasu> both
[18:00:26] <zeeshan> and i can see its making contact
[18:00:29] <zeeshan> on the taper
[18:00:32] <zeeshan> fairly evenly
[18:00:34] <cradek> with the drawbar engaged??
[18:00:37] <zeeshan> yea
[18:00:41] <cradek> that ain't right
[18:00:45] <anonimasu> that's wrong
[18:00:54] <zeeshan> hm :(
[18:00:54] <anonimasu> both the taper, but the pins are driving too.
[18:01:03] <cradek> blue it up and find out what's not working right
[18:01:12] <zeeshan> but i can see lines
[18:01:15] <zeeshan> on the taper
[18:01:18] <zeeshan> lemme do it again and take a pic
[18:01:20] <cradek> ?
[18:01:28] <anonimasu> mhm, I think you need to adjust the pullstud
[18:03:51] <zeeshan-mill> ha
[18:03:53] <zeeshan-mill> i think your right
[18:04:00] <zeeshan-mill> i just noticed the top of the pull stud
[18:04:08] <zeeshan-mill> i can see its hitting something
[18:04:25] <anonimasu> if the maho spindle is the same I have measurements
[18:04:37] <zeeshan-mill> you have a diff pull stud
[18:05:31] <zeeshan-mill> it takes about 10 - 15 lbf of force
[18:05:35] <zeeshan-mill> to rotate thing thing
[18:05:41] <zeeshan-mill> rotate the tool holder
[18:06:04] <zeeshan-mill> 1.5 dist so 15ft-lb
[18:07:30] <anonimasu> it should be totally impossible to move
[18:08:58] <andypugh> The pull-stud is probably bottoming out in the holder.
[18:09:04] <zeeshan-mill> yes
[18:09:16] <andypugh> (sorry, I was thinking drawbar)
[18:09:58] <andypugh> If it _is_ a pull-stud, is it the right one? Correct angle, for example?
[18:10:14] <zeeshan-mill> it has t obe the right one
[18:10:21] <zeeshan-mill> its the only one with .996 diameter
[18:10:22] <zeeshan-mill> :(
[18:10:38] <zeeshan-mill> i can see that the stud is bottoming out
[18:10:58] <zeeshan-mill> im just doign the blueing test , will post some pics
[18:11:05] <_methods> can you remove the tool now?
[18:11:22] <zeeshan-mill> ye3w
[18:11:24] <_methods> or is it stuck in ther
[18:11:24] <zeeshan-mill> yes
[18:11:27] <_methods> ok good
[18:11:56] <_methods> how did you determine this .996 diameter?
[18:11:58] <andypugh> Is the stud all the way into the holder?
[18:12:04] <zeeshan-mill> yes
[18:12:09] <zeeshan-mill> torqued to 60ft-lb
[18:12:25] <zeeshan-mill> https://www.flickr.com/photos/128539016@N05/14996196844/
[18:12:35] <andypugh> That isn’t necessarily the same as being all the way in.
[18:12:37] <zeeshan-mill> you can see that there is a schs
[18:12:38] <zeeshan-mill> to adjust something
[18:12:51] <zeeshan-mill> well i dont see a gap between the pull stud
[18:12:53] <zeeshan-mill> and the tool holder
[18:13:03] <anonimasu> they need to be just right
[18:13:15] <andypugh> Do other tools pull up tight
[18:13:17] <andypugh> ?
[18:14:06] <zeeshan-mill> ill try another sec
[18:15:05] <_methods> you have a pic of the pullstud in the toolholder
[18:15:37] <_methods> and take a pic of the toolholder in the spindle with drawbar engaged with a closeup on the gauge line of the spindle
[18:15:58] <andypugh> I can’t think how to compare stud-length without making a jig to measure with
[18:15:59] <_methods> so we can see gap between toolholder and spindle
[18:16:18] <PetefromTn_> he already posted a pic like that
[18:16:31] <_methods> oh sorry i just hopped in
[18:16:43] <andypugh> But my thoughts would be turning to mdifying the holder or the pull stud to get the knob closer to the taper.
[18:17:21] <_methods> https://www.flickr.com/photos/128539016@N05/14996196644/in/photostream/
[18:17:32] <_methods> is that the gap between spindle nose and toolholder?
[18:17:58] <_methods> i hope not lol
[18:18:07] <PetefromTn_> no
[18:18:35] <andypugh> This one
https://www.flickr.com/photos/128539016@N05/16203896138/
[18:18:40] <PetefromTn_> https://www.flickr.com/photos/128539016@N05/16203896138/
[18:19:23] <_methods> yeah that looks pretty excessive
[18:19:46] <_methods> clear at the bottom of the dogs
[18:20:01] <andypugh> It sounds to be touching. I don’t know how far the taper pulls up between touching and tight.
[18:22:01] <andypugh> Things to try: 1) Put a stud from a good holder into the naughty holder, see if things are better. Perhaps it’s a longer stud?
[18:22:57] <andypugh> 2) See if the new holder is longer from flange to stud-seating face (not definitive, there may be different gaps between the taper gauge line and the flange)
[18:23:18] <PetefromTn_> he needs to push a holder in there without a pullstud and see how far it goes up and take a photo for comparison
[18:23:46] <zeeshan> pete
[18:23:48] <zeeshan> okay good idea
[18:23:51] <zeeshan> heres some pics.
[18:23:55] <zeeshan> https://www.flickr.com/photos/128539016@N05/16204246740/
[18:24:01] <zeeshan> its not making contact properly i guess
[18:24:03] <zeeshan> you can see the lines.
[18:24:10] <zeeshan> in the bluing where it has made contact
[18:24:18] <zeeshan> https://www.flickr.com/photos/128539016@N05/16205468239/in/photostream/
[18:24:21] <andypugh> PetefromTn_: I thought about that, but removing the pullstud… No, wait, I didn’t think of that. I thought of removing the drawbar (big job) not the pullstud (trivial job). Doh!
[18:24:25] <zeeshan> thats the stud to holder.
[18:24:38] <zeeshan> lemme take pic of just holder by itself
[18:27:00] <anonimasu> you can screw the pullstud out i think
[18:27:02] <anonimasu> with a special tool
[18:30:08] <andypugh> HSK has both face and taper contact, partly through using a thin-walled taper.
http://www.hskworld.com/articles/hsk_secrets/hsk_secrets.htm
[18:31:09] <andypugh> The Tormach TTS achieves the same thing in a different, and cheaper way. But that basiclly relies on frction and (apparently) tends to loose the axial clamp. It is still fairly clever though.
[18:32:02] <zeeshan-mill> 2+14+16+18+20+22+25, +3
[18:33:47] <zeeshan> https://www.flickr.com/photos/128539016@N05/16391706115/
[18:33:50] <zeeshan> without a pull stud
[18:34:11] <zeeshan> i measured the difference with feeler gauges, and there is a 3 thou diff between the two.
[18:34:20] <zeeshan> w/ the pull stud in the tool holder
[18:34:23] <furrywolf> apparantly I need to learn german. yay.
[18:34:29] <zeeshan> the tool sticks out 3 thou more .
[18:34:37] <zeeshan> so clearly something is up!
[18:34:38] <andypugh> That’s not going to matter
[18:34:55] <zeeshan> why andypugh
[18:34:59] <andypugh> Now compare flange to pul-stud distance
[18:35:05] <furrywolf> someone I know bought a unimog... and everything is in german. all the labels on all the switches that don't work (which is all of them except the headlights) are german, as is the manual to fix them...
[18:35:29] <zeeshan> andypugh: no way to measure that at home
[18:35:29] <zeeshan> lol
[18:35:34] <zeeshan> precisely that is.
[18:35:45] <andypugh> Well, OK, 3 thou might matter for clamping, but you would expect more than 3 thou of residual travel in the drawbar.
[18:35:46] <zeeshan> actually nm
[18:36:02] <zeeshan> i can measure with a height gauge on a granite plate
[18:36:13] <furrywolf> I assume having a fourth locked position between 1-2 and 3-6 on the tranny is normal? it feels like it's designed that way, just a bit odd.
[18:36:40] <_methods> so you have toolholders that work correctly?
[18:36:44] <zeeshan> no
[18:36:48] <zeeshan> i dont
[18:36:51] <_methods> ahhhhhh
[18:37:05] <zeeshan> this is the first time a tool holder has been insdie this machine over 5 years
[18:37:10] <zeeshan> :D
[18:37:16] <PetefromTn_> so you measured the toolholder without the pullstud and with the pullstud and without the pullstud it goes in deeper?
[18:37:16] <_methods> so the dist it's out is the same no matter if you have pullstud in or out
[18:37:31] <zeeshan> PetefromTn_: yes without pull stud
[18:37:33] <zeeshan> it goes in 3 thou deeper
[18:37:35] <zeeshan> 3-4 thou
[18:37:46] <PetefromTn_> then something is obviously wrong
[18:37:47] <zeeshan> im using stacked up feeler gauges so there is slight error in measurement
[18:37:48] <_methods> yeah
[18:37:53] <_methods> your holder is wrong
[18:37:55] <PetefromTn_> it should draw up more
[18:38:16] <zeeshan> methods i think you missed this part
[18:38:17] <PetefromTn_> probably the pullstud is wrong or there is something wrong with the drawbar
[18:38:18] <zeeshan> i posted this:
[18:38:31] <zeeshan> https://www.flickr.com/photos/128539016@N05/14996196844/
[18:38:33] <zeeshan> there is an adjustment
[18:38:42] <andypugh> Ah, sorry, I thought the 3 thou was the difference in clearance between a good tool and a bad tool. Are you saying you have no good tools?
[18:38:52] <zeeshan> andypugh: no
[18:39:00] <_methods> you have the wrong taper
[18:39:06] <PetefromTn_> he just got tools and studs
[18:39:10] <zeeshan> #40 is all the same methods
[18:39:21] <PetefromTn_> and is not sure the studs are the right ones for the machine
[18:39:23] <zeeshan> im not trying to argue here
[18:39:28] <zeeshan> but the only pull stud
[18:39:32] <zeeshan> that has a diameter close to what i need
[18:39:33] <zeeshan> is .996
[18:39:37] <PetefromTn_> 40 taper is 40 taper
[18:39:39] <_methods> pullstud is not your problem
[18:39:41] <zeeshan> all the others are .75" in diameter
[18:39:48] <_methods> you have the wrong toolholder
[18:39:49] <zeeshan> so it'd fall right out
[18:39:57] <zeeshan> _methods this is a conversion pull stud
[18:40:05] <_methods> the pullstud is not your problem
[18:40:06] <zeeshan> that is supposed to allow you to run cat40 tools
[18:40:59] <PetefromTn_> have you checked the bellvilles stack on the drawbar for any cracked bellevilles? what kind of adjustment is there?
[18:41:12] <zeeshan> pete apparently you can turn that alley key
[18:41:16] <zeeshan> to adjust the height
[18:41:22] <zeeshan> of where the pull stud bottoms out
[18:41:31] <zeeshan> socket head cap screw i mean
[18:41:42] <PetefromTn_> I would adjust until it seems like the tool is properly seating
[18:41:46] <zeeshan> You'll need a depth mike and a special tool to adjust the tool gripper fingers (search this forum for a couple of solutions for that - it basically involves a long-reach hex wrench inside a giant straight-blade screwdriver).
[18:41:50] <PetefromTn_> then put a long bar in a holder
[18:41:50] <andypugh> It is worth trying to figure out what iw wrong where. But pragmatcally you are ging to end up skimming a bit off of the tooholders or pull-studs to get the knob nearer the gauge line.
[18:42:08] <zeeshan> skimming the pull studs would be the easiest
[18:42:15] <PetefromTn_> and grab it and try to wiggle the tool when it is locked in...
[18:42:35] <zeeshan> PetefromTn_: i dont get you
[18:42:39] <zeeshan> wahtcha mean
[18:44:10] <PetefromTn_> I mean that you need to adust it until the tool seats fully and your un-knob equipped tool inserted goes in less deep than a complete tool with pullstud and then once you think you have it right put a long bar of thick steel in the holder and try to rip the toolholder out of the machine to ensure it has fully seated and will not come out before you try to do any cutting tests.
[18:44:22] <anonimasu> zeeshan: I can take a pic of the tool also.
[18:44:24] <andypugh> I think he is suggesting a more pleasant alternative to what I do when my spindle gets hot and the tool sticks, which is put a crowbar in the gap between the flange and the spindle and pull the holder down against the bellevilles.
[18:44:26] <anonimasu> it's not so special
[18:44:27] <anonimasu> :)
[18:45:39] <zeeshan> PetefromTn_: okay like hold a bar in the er collet
[18:45:45] <zeeshan> trying to basically simulate cutting force
[18:45:50] <zeeshan> so it doesnt blow up in my face :)
[18:46:02] <PetefromTn_> yeah but after you have it as good setup in there as you can and think it is right..
[18:46:11] <zeeshan> see this is a bit risky adjusting this
[18:46:13] <zeeshan> cause if i go overkill
[18:46:19] <zeeshan> instead of 3-4 thou
[18:46:21] <zeeshan> i go 6 though
[18:46:23] <zeeshan> this shit will get jammed in there
[18:46:26] <zeeshan> and impossible to remove
[18:46:31] <zeeshan> thou
[18:46:36] <andypugh> I don’t think it will
[18:46:39] <PetefromTn_> the danger here is that if the pullstud is not fully seated it can FEEL like it is holding but may just be barely holding..
[18:46:49] <zeeshan> well wouldnt it be obviously?
[18:46:51] <zeeshan> obvious?
[18:46:53] <zeeshan> cause i have the keys out
[18:46:58] <zeeshan> so i should not be able to spin it
[18:47:00] <andypugh> There should actually be quite a lot of “spare” pull in the drawbar.
[18:47:01] <zeeshan> like these guys were saying
[18:47:15] <zeeshan> ah andypugh.
[18:47:26] <anonimasu> it shouldnt stick in the taper anyway
[18:47:30] <anonimasu> that's a different problem
[18:48:05] <PetefromTn_> make sure also that the single drive dog you have is not contacting the holder on the inside that can tweak the holder sideways in the taper...
[18:48:17] <zeeshan> pete iremoved em both
[18:48:18] <zeeshan> for this test
[18:48:19] <andypugh> If the drawbar is practically fully-retracted when the taper touches, is there any tension left in the belleville stack?
[18:48:28] <PetefromTn_> for instance my Cincinatti the holder only goes in one way even tho it appears that it can go in either way
[18:48:36] <zeeshan> andypugh: i dont have access to the belleville stack :(
[18:49:02] <anonimasu> if you adjust it too much it will drop the tool
[18:49:24] <andypugh> I wasn’t suggesting checking, I was merely pondering the situation.
[18:49:26] <zeeshan> PetefromTn_: id be backing off the adjustment
[18:49:27] <PetefromTn_> if you put mine in the wrong way it will tweak it sideways and apparenlty it will wedge itself in the spindle and it is a real bitch to get it out...
[18:49:33] <zeeshan> so the top of the pull stud doesnt bottom out
[18:49:53] <_methods> PetefromTn_: yes it does suck
[18:50:07] <_methods> pain in the ass gettin stuck tools out like that
[18:50:18] <PetefromTn_> luckily a friend told me about this and I am very careful to make sure I put tools in the right way.
[18:50:27] <andypugh> PetefromTn_: Why not shorten the dogs so that can’t happen?
[18:50:31] <zeeshan> https://www.flickr.com/photos/128539016@N05/16023467657/
[18:50:34] <zeeshan> only can find this damn pic.
[18:50:36] <_methods> yeah i depress the drawbar release then i put it in and spin both ways
[18:50:41] <_methods> then release
[18:50:42] <PetefromTn_> its not about how short they are..
[18:50:45] <zeeshan> you can see the witch's hat
[18:50:54] <_methods> it will go in further when its in the right orientation
[18:50:59] <zeeshan> PetefromTn_: i am planning to put the keys in
[18:51:01] <PetefromTn_> one dog is closer to the centerline than the other one
[18:51:06] <zeeshan> only after the tool is seated correctly
[18:51:15] <PetefromTn_> good idea
[18:51:23] <zeeshan> it wouldnt even go on right now
[18:51:27] <zeeshan> cause the distance is wrong :P
[18:51:35] <PetefromTn_> I have actually considered modifying my spindle dogs and toolchanger pawls so it does not matter...
[18:51:36] <zeeshan> damn non symmetric cat40
[18:51:52] <andypugh> PetefromTn_: Yes, so you _could_ shorten one dog (radially) so that the tools fit either way.
[18:52:02] <zeeshan> tell me what to do guys!!!
[18:52:03] <zeeshan> adjust
[18:52:08] <zeeshan> or cut the retention knob !!
[18:52:08] <zeeshan> :P
[18:52:26] <andypugh> if all the knobs are the same, then probablu adjust.
[18:52:30] <PetefromTn_> I would adjust it carefully maybe a quarter turn and record which way and how far so you can put it back
[18:52:41] <zeeshan> well i have a long depth mic
[18:52:44] <zeeshan> i can measure current position
[18:52:49] <zeeshan> and adjust it so i move it 5 thou
[18:53:01] <zeeshan> (differnce is 3-4 thou)
[18:53:12] <PetefromTn_> did the new pullstud conversion come with any instructions?
[18:53:12] <zeeshan> man
[18:53:14] <zeeshan> now that i think about it
[18:53:20] <zeeshan> shouldnt there _always be bloddy clearance
[18:53:31] <zeeshan> @ the top of the pull stud
[18:53:35] <zeeshan> PetefromTn_: no
[18:53:38] <zeeshan> http://www.maritool.com/Retention-Knobs-CAT40-Pull-Studs/c67_68/p1621/Pull-Stud-Hex-Head-4E-0110-%28-Deckel-,-Maho-%29/product_info.html
[18:53:43] <zeeshan> its hard as hell
[18:53:46] <zeeshan> so might be a pain to machine.
[18:54:02] <PetefromTn_> you would need to grind them if you did.
[18:54:11] <PetefromTn_> pullstuds are hard as shit...
[18:54:12] <zeeshan> i have cvd inserts
[18:54:17] <zeeshan> that might be able to touch it
[18:54:26] <zeeshan> but i much rather adjust
[18:54:31] <zeeshan> then f around wit hthis
[18:54:47] <zeeshan> im really glad you guys caught the fact it wasn't seated right
[18:54:50] <zeeshan> i was gonna try to mill something lol
[18:54:50] <andypugh> I would expect the drawbar to have 2mm “spare” travel at least. But then I know nothing about them.
[18:55:40] <PetefromTn_> that pullstud is so different from typical if it is even close to going in and locking down it is hard to believe it is not the right size... you probably just need to adjust. Are you sure that hex key hole in the stud is not larger than the screw up inside the spindle?
[18:55:52] <zeeshan> PetefromTn_: exactly man!
[18:55:57] <zeeshan> scientific deduction
[18:55:58] <zeeshan> hahaha
[18:56:08] <zeeshan> with the gripper closed
[18:56:13] <zeeshan> its like .850-.8"
[18:56:22] <zeeshan> if you look at all the cat40 or bt40 pull studs on mari's website
[18:56:24] <zeeshan> theyre all smaller
[18:56:31] <zeeshan> so they'd all just fall out
[18:56:54] <PetefromTn_> mine don't look ANYTHING like that nor do the HAAS ones I am used to.. it would certainly fall out if that is what the original stud looks like
[18:57:19] <anonimasu> the hex hole is a lockscrew for the whole puller
[18:57:27] <anonimasu> then there are - - slots around it for adjusting
[18:57:28] <zeeshan> http://www.maritool.com/images/RK71123.jpg
[18:58:02] <_methods> i thought you were trying to put a NMTB 40 in there lol
[18:58:18] <_methods> so that is just a regular cat40 tool holder?
[18:58:20] <PetefromTn_> I am kinda surprised that your machine does not have a label showing what kind of pullstud it uses
[18:58:32] <PetefromTn_> mine does
[18:58:44] <CaptHindsight> zeeshan: try spreading a small thin drop on some paper and cover it with clear film to see how it cures
[18:59:05] <andypugh> zeeshan:
http://www.ebay.de/itm/SK-40-Spannaufnahme-mit-Fraser-Deckel-FP-2-3-4-CNC-Frasmaschine/261746544706
[18:59:17] <PetefromTn_> methods apparently his machine uses an iso40 taper and he wants to use cat40 holders so he is using a conversion pullstud
[18:59:39] <zeeshan> andypugh: those are the correct tool holders
[18:59:51] <andypugh> And cheaper than your pullstuds…
[19:00:12] <zeeshan> andypugh: the main reason i didnt buy sk40 tools was
[19:00:15] <zeeshan> most of my tooling is inches.
[19:00:18] <zeeshan> like shell mills etc
[19:00:24] <zeeshan> end mills, indexable end mills
[19:00:31] <_methods> yeah that pullstud with the bluing made it look like a nmtb tool holder
[19:01:06] <PetefromTn_> yeah it does look like an NTMB40 holder with threaded drawbar huh...
[19:01:26] <andypugh> Just wrap a bit of duct-tape round all the tapers :-)
[19:01:31] <zeeshan> CaptHindsight: yessir
[19:01:38] <zeeshan> excellent idea
[19:01:39] <zeeshan> haha
[19:03:37] <andypugh> Working out what is wrong might be difficult. It would be worth having just one actual official Deckel / Maho tool and pull stud to see whether the drawbar works with that
[19:03:50] <PetefromTn_> agreed
[19:03:55] <zeeshan> hm
[19:06:03] <zeeshan> im searching here for 30 mins
[19:06:17] <zeeshan> "Bill That screw is for adjusting the drawbar finger engagement--do a search here on the forum for posts from AlfaGTA and DeckelDoctor--there is a photo essay with the specs. "
[19:06:24] <Tom_itx> i had a chart somewhere that showed all the holder dimensions
[19:06:26] <zeeshan> was it so hard for this genious to link.
[19:07:07] <andypugh> gauge-line to pull-stud-face is 65.4mm on BT40, 68.25mm on CAT40 and 68.4mm on ISO 7388-1 apparently.
[19:07:21] <andypugh> http://www.tools-n-gizmos.com/specs/Tapers.html
[19:08:13] <andypugh> It might be that the CAT hoders are 3mm too long.
[19:08:27] <zeeshan> yea there is definitely a difference between tool hegihts
[19:08:33] <zeeshan> but thats the purpose of this retention knob
[19:08:34] <Tom_itx> are the taper diameters the same?
[19:08:35] <andypugh> That will make a difference
[19:08:35] <zeeshan> it compensates
[19:08:40] <zeeshan> for that diff
[19:08:45] <andypugh> Ah, OK.
[19:08:50] <zeeshan> people have been using this studs forever
[19:09:08] <zeeshan> i remember reading an article on prac machinist that talked about this
[19:09:14] <zeeshan> that "Check your adjustment!!!"
[19:09:22] <zeeshan> cause the tool's not gonna fly out
[19:09:29] <zeeshan> cause its held in suffciently
[19:09:36] <zeeshan> and you wont even notice its slipping, cause of the dog teeth
[19:09:47] <zeeshan> but eventually there is a chance it flies out under a heavy cut
[19:09:57] <zeeshan> as things wear down
[19:10:05] <Tom_itx> try it with a 5" shell mill and see what it does
[19:10:10] <zeeshan> :-)
[19:14:23] <andypugh> I think the real danger is that you bell-mouth your spindle with tool fretting and then are properly messed up.
[19:15:06] <andypugh> Sleep time
[19:16:27] <furrywolf> this vehicle is going to be a project... first thing is probably going to be figuring out the lack of accessory electricals. headlights and ignition work, nothing else does. no wipers, no heat, no turn signals,...
[19:19:51] <jdh> http://charleston.craigslist.org/tls/4862818355.html
[19:20:00] <zeeshan> The setup height of the gripper base disc should be : 91.8 mm to the face of the spindle when the tool gripper is "open" or reliesed.
[19:20:02] <zeeshan> hm
[19:20:30] <furrywolf> meh. craigslist everywhere else always has better deals than here.
[19:20:46] <jdh> someone is in charleston
[19:20:48] <_methods> damn that's right by me
[19:20:50] <_methods> yeah thanks
[19:20:52] <jdh> you
[19:20:58] <furrywolf> http://humboldt.craigslist.org/tls/4864467195.html the only lathe on craigslist here
[19:21:16] <PetefromTn_> thats a smokin deal if there is nothing wrong with the machine.
[19:22:12] <_methods> damn way better than my little atlas
[19:24:28] <_methods> i wouldn't feel guilty about converting that either
[19:24:42] <PetefromTn_> I ALMOST did mine...
[19:25:13] <_methods> must ignore
[19:25:21] <PetefromTn_> heh
[19:25:25] <_methods> too many other projects i have to finish lol
[19:25:31] <PetefromTn_> offer him $400.00 man..
[19:25:40] <_methods> don't tempt me damnit
[19:26:02] <PetefromTn_> if it was closer I would be going to look at it. I could use another manual lathe
[19:26:43] <_methods> i just don't have the room or i would
[19:27:01] <PetefromTn_> http://greenville.craigslist.org/tls/4865115098.html
[19:27:23] <_methods> nice little turret
[19:27:32] <furrywolf> grrrrr. what the fuck is wrong with people on craigslist? someone has been listing some solar parts I could use. I've emailed them three times, pointing out I live nearby and have cash. no haggling or anything else that might make someone not want to respond. no answer at all. they just renewed their posting AGAIN.
[19:28:00] <jdh> I've had CL responses get spam filtered
[19:29:26] <furrywolf> sounds like your spam filter is highly broken.
[19:30:13] <furrywolf> unless the replies were of the form of "DEAR CRAIGSLIST USER, I WOULD LIKE TO PROPOSE TO OFFER YOU ONE HUNDRED TWENTY THREE MILLION US DOLLARS..."
[19:35:41] <zeeshan-mill> 3.799
[19:37:50] <Mr_Sheesh> Some CL posters are maybe there to collect email addresses for spmming, I think
[19:38:25] <PetefromTn_> or to take your money when you go meet them and kill you and sink your vehicle in a lake...
[19:38:28] <furrywolf> this one seems legitimate... used solar parts with a location about five minutes from here...
[19:40:09] * furrywolf doesn't think that happens very often, somehow
[19:41:27] <zeeshan> lol
[19:41:29] <zeeshan> i dont know wtf is going on
[19:41:30] <LeelooMinai> Maxiumum once per person:)
[19:41:41] <zeeshan> i measured 3.799, double checked my depth gauge too with gauge blocks
[19:41:55] <zeeshan> these guys are saying it should b e 3.610
[19:42:01] <zeeshan> but thats for another type of machine i guess.
[19:42:09] <zeeshan> cause if it was off by .200 , i'd REALLY know it
[19:42:09] <zeeshan> lol
[19:45:08] <zeeshan> im gonna buy sk40 tool holders
[19:45:13] <zeeshan> and try them, i think that was a good suggestion!
[19:45:16] <furrywolf> bbl, work
[19:46:00] <PetefromTn_> yeah I would do that.. just to be sure and safe. a toolholder is relatively cheap a new spindle or drawbar pawls is expensive
[19:46:07] <zeeshan> yea PetefromTn_
[19:46:17] <zeeshan> and what it will also allow me to do is
[19:46:21] <zeeshan> if it works well w/ the sk40
[19:46:27] <zeeshan> it means i need to modify my pull studs
[19:46:36] <zeeshan> and itll give me an idea of by how much
[19:46:50] <PetefromTn_> sure
[19:47:12] <_methods> did you call or email mikron?
[19:47:15] <zeeshan> yea
[19:47:18] <zeeshan> they dont give a crap
[19:47:31] <_methods> they wouldn't tell you what tool holder and pull stud?
[19:47:36] <zeeshan> nope
[19:47:38] <zeeshan> wont even respond
[19:47:39] <_methods> wow
[19:47:50] <zeeshan> _methods it has to be this pull stud
[19:47:52] <zeeshan> ! :D
[19:48:07] <zeeshan> all the sources ive seen where theyre selling tools
[19:48:14] <zeeshan> they all advertise "iso40 din2080"
[19:48:23] <zeeshan> din2080 has to use an ott-groove style pull stud
[19:48:31] <zeeshan> its the only style that is avaiable with a diameter close to 1"
[19:54:43] <bobo_> zeeahan:----wonder if Loetmichel could get a response from Mikron ?
[19:55:01] <zeeshan> maybe! :)
[19:55:07] <zeeshan> i should see if he can call fo rme
[19:55:29] <zeeshan> PetefromTn_: im gonna shank on the tool holder
[19:55:34] <zeeshan> and see if it comes out :)
[19:57:26] <PetefromTn_> huh?
[19:57:34] <zeeshan> *yank
[19:57:42] <zeeshan> if it doesnt come out
[19:57:46] <zeeshan> at least its gripped correctly
[19:57:47] <PetefromTn_> oh like I said with the leverage bar
[19:57:53] <zeeshan> yes
[19:58:05] <PetefromTn_> yeah I would recommend it before you try any cutting
[19:58:05] <zeeshan> pry bar that thing
[19:58:08] <zeeshan> with 2 copper shims
[19:58:14] <zeeshan> so i dont own the tool or the spindle face
[19:58:21] <PetefromTn_> no
[19:58:34] <PetefromTn_> don't wedge anything between the tool and the spindle face
[19:58:37] <zeeshan> aw
[19:58:40] <zeeshan> but its the easiest!
[19:58:42] <PetefromTn_> you risk damaging stuff
[19:58:53] <bobo_> I still question the top shape of the pull stud---straight top side like a rod or ---shaped like a ball
[19:58:58] <PetefromTn_> I am talking about a round say 1" bar in a holder.
[19:59:11] <zeeshan> my biggest collet is 3/4"
[19:59:12] <zeeshan> :(
[19:59:23] <PetefromTn_> dog it down tight and then put the holder in the spindle and yank on the bar sticking out of the collet...
[19:59:23] <zeeshan> itll be hard to pull down on a solid piece
[19:59:31] <zeeshan> but ill try that
[20:02:19] <PetefromTn_> shit weld a little Tee bar on it..
[20:04:15] <delinquentme> hey all I have a solidworks file which I want gcode for ... there are SLEWS of ways to do this ... but I just want it to work. How do, with the fewest programs installed and fastest conversion?
[20:04:54] <PetefromTn_> heh...thats quite a loaded question man.
[20:05:44] <PetefromTn_> if you want help you are going to need to be a lot more specific I think.
[20:05:58] <delinquentme> is it really that complex?
[20:07:40] <_methods> hehe
[20:08:09] <_methods> just use hsmworks in solidwors
[20:08:17] <_methods> s/solidwors/solidworks
[20:08:46] <_methods> or hsm express
[20:19:07] <zeeshan-mill> man
[20:19:11] <zeeshan-mill> WTF
[20:22:26] <zeeshan-mill> pete
[20:22:30] <zeeshan-mill> when i yank on it
[20:22:38] <zeeshan-mill> i can i see it move
[20:22:42] <zeeshan-mill> but it doesnt come out
[20:22:44] <PetefromTn_> HAHAHAHA
[20:22:48] <_methods> heheh
[20:23:00] <PetefromTn_> when I yank on it I can see it move too man thats normal hehehehe
[20:23:02] <_methods> you shouldn't be able to pull it downward at all
[20:23:03] <zeeshan-mill> LOL
[20:23:21] <zeeshan-mill> ROFL i just read what i wrote
[20:23:37] <zeeshan-mill> methods is is with a lot of leverage
[20:23:39] * Tom_itx just wonders
[20:23:49] <zeeshan-mill> like if i grab the nut on the er chuck
[20:23:51] <zeeshan-mill> and pull down
[20:23:54] <zeeshan-mill> i cant move it at all
[20:23:57] <PetefromTn_> what moves man does it rock side to side?
[20:24:07] <zeeshan-mill> no
[20:24:09] <zeeshan-mill> not side to side
[20:24:14] <zeeshan-mill> it moves straight down
[20:24:18] <zeeshan-mill> i did what you told me not to
[20:24:26] <zeeshan-mill> i put a prybar between the two surfaces
[20:24:30] <zeeshan-mill> with copper in between
[20:24:35] <zeeshan-mill> its the only way i can get it to move
[20:24:44] <zeeshan-mill> i dont have enough strength to pull it with a rod.
[20:25:34] <zeeshan-mill> whats weird is
[20:25:38] <zeeshan-mill> i cant rotate the tool anymore
[20:25:48] <zeeshan-mill> its locked in there good now
[20:27:09] <PetefromTn_> I dunno what your drawbar force is but if it is in there right you should not be able to move it at all. I would definitely wait for the right type holder to get there and check it compared to your setup now before I messed with cutting anything but that is up to you.
[20:27:33] <zeeshan-mill> the thing is i dont know what the right holderis
[20:27:36] <zeeshan-mill> some say sk40 din2080
[20:27:40] <zeeshan-mill> some say iso40 din2080
[20:27:44] <zeeshan-mill> some say din69871
[20:27:46] <zeeshan-mill> its retarded
[20:27:55] <PetefromTn_> doesn't it say it somewhere on the machine or in the paperwork?
[20:27:58] <zeeshan-mill> no
[20:28:04] <zeeshan-mill> i have no manuals, i looked and looked
[20:28:09] <zeeshan-mill> i even tried contacting sellers of the machines
[20:28:12] <zeeshan-mill> theyre clueless
[20:28:13] <PetefromTn_> can you call the previous owner and ask them
[20:28:18] <zeeshan-mill> i did
[20:28:23] <zeeshan-mill> he doesnt know either lol
[20:28:25] <zeeshan-mill> i asked him for a tool
[20:28:28] <zeeshan-mill> hes like he has none
[20:28:28] <Tom_itx> _methods, have you used HSMWorks?
[20:28:30] <_methods> wow mystery machine lol
[20:28:36] <_methods> no i have never used it
[20:28:41] <_methods> i use mastercam or gibbscam
[20:28:45] <PetefromTn_> I am sure there is someone who could tell you based on the serial number
[20:28:54] <_methods> i've used solidcam too or something like that
[20:29:01] <_methods> i didn't like that one that much
[20:29:26] <PetefromTn_> is there anything stamped into the spindle face?
[20:29:39] <_methods> i need to try hsmworks out though
[20:29:46] <_methods> would be nice to do it all in solidworks
[20:31:19] <zeeshan-mill> 4.85
[20:31:22] <zeeshan-mill> thats it lol
[20:31:28] <zeeshan-mill> and 18.29
[20:32:00] <PetefromTn_> hm
[20:32:21] <PetefromTn_> wonder if that is toolholder length with pullstud and max tool weight or something
[20:32:43] <_methods> well i'd try hitting a local tool rep
[20:33:36] <_methods> i'd go to a local machine shop and ask them who the most knowledgeable tool rep is
[20:33:43] <_methods> hit several up
[20:33:54] <_methods> in no time flat you'll know who to talk to
[20:34:15] <_methods> or your local sandvik rep
[20:34:19] <bobo_> petefromTn -does / did your mill use spindle gage line toref tool length ? prob before conv-linux
[20:34:27] <_methods> he'll know the best tool guy in the area
[20:34:52] <zeeshan-mill> man this is definitely the right pull stud
[20:34:59] <zeeshan-mill> i measured the distance from the grip to the flat face
[20:35:03] <zeeshan-mill> and its pretty damn close.
[20:36:51] <zeeshan-mill> im thinking of trying this
[20:36:59] <zeeshan-mill> take a tool holder, loosely mount the pull stud
[20:37:11] <zeeshan-mill> lock it in the tool holder
[20:37:18] <zeeshan-mill> unscrew the tool holder from the stud
[20:37:20] <zeeshan-mill> and see wtf is up
[20:38:46] <bobo_> just thread a rod for pull stud
[20:39:05] <zeeshan-mill> ok there is a pull stud in there
[20:39:11] <zeeshan-mill> i can move it up.
[20:41:05] <bobo_> diff between "L" shape vers "C" pulling fingers ?
[20:42:10] <zeeshan-mill> whatcha mean
[20:43:45] <bobo_> L shape C shape not closeing on stud because of in a tube
[20:44:34] <bobo_> stud shape = ball or straight side
[20:48:05] <bobo_> you may have small up down if not pulling against bottom of spindle face
[20:52:43] <zeeshan-mill> ah
[20:53:42] <bobo_> fingers are forced together on to pull stud top by being retracted in to upper tube via belveal? washers .
[20:54:38] <zeeshan-mill> uploading vids
[20:58:45] <renesis> youre ircing from your controller?
[20:58:59] <renesis> your cnc gonna get rooted
[21:00:42] <LeelooMinai> And someone will upload g-code that will make a robot that will loot your house and run away.
[21:01:44] <renesis> well, theyll prob just use up youre cycles running a botnet node
[21:01:57] <renesis> but thats not good yo
[21:17:13] <zeeshan-mill> i am so sure its adjustment
[21:17:22] <zeeshan-mill> i added 6 thou worth of ships at the end of the pull stud
[21:17:30] <zeeshan-mill> and it got worse :D
[21:17:43] <furrywolf> you're poorly adjusted?
[21:17:58] <zeeshan-mill> ;p
[21:18:01] <PetefromTn_> bobo honestly I touch off tools to the tool tip so not really sure.. perhaps if it had an auto tool setter it might have been different
[21:18:47] <furrywolf> I want an auto tool setter for my new machine... probably do something stupidly trivial like just mount a microswitch facing upwards.
[21:19:17] <furrywolf> mostly so I can change from a roughing to a detail tool without touching off
[21:22:08] <zeeshan> https://www.youtube.com/watch?v=u93js50-J_0
[21:22:14] <zeeshan> i apologize if i swore in this videos
[21:22:40] <zeeshan> *these
[21:23:01] <zeeshan> https://www.youtube.com/watch?v=Ml1PMQTIiLQ
[21:23:01] <furrywolf> what the fuck you apologizing for? :P
[21:24:03] * furrywolf thinks that, other than leeloo, everyone here is old enough to see bad words
[21:24:21] <LeelooMinai> zeeshan: Seems like you may have sume runoff with this setup:)
[21:24:30] <LeelooMinai> some*
[21:24:35] <zeeshan> wut
[21:24:51] <zeeshan> LeelooMinai: i am dissapointed in you
[21:24:57] <zeeshan> you're on irc when you should be working on your machine!
[21:25:06] <PetefromTn_> looks like the pullstud is secured at least in there.
[21:25:12] <zeeshan> PetefromTn_: is that normal man
[21:25:16] <zeeshan> when i yank on it by hand i cant move it
[21:25:17] <PetefromTn_> what?
[21:25:18] <zeeshan> but when i pry
[21:25:20] <zeeshan> it moves
[21:25:33] <PetefromTn_> dunno never pried on my toolholder against the spindle face before
[21:25:36] <zeeshan> haha
[21:25:39] <LeelooMinai> Right, well, I need to wait for money to move on
[21:25:44] <zeeshan> do you like my foil technique
[21:25:58] <PetefromTn_> you're one crazy dude
[21:26:12] <zeeshan> this is the problem man
[21:26:19] <zeeshan> working on cars, then working on cnc machines
[21:26:20] <zeeshan> not a good idea!
[21:27:22] <PetefromTn_> it seems like when you DID pry on it you were pulling against the bellevilles and the cutter holder was in position at least it LOOKS in position like mine does when it is loaded.
[21:27:54] <PetefromTn_> when you insert the tool and release the drawbar tension do you feel it pull the holder up and lock down in position?'
[21:28:14] <zeeshan> yes
[21:28:23] <zeeshan> im gonna make a video of it
[21:28:36] <zeeshan> because i have never paid attention to this stuff
[21:28:39] <zeeshan> for a very long ass time
[21:28:55] <zeeshan> you use your machine all the time, you can tell :)
[21:29:52] <PetefromTn_> I dunno man you run cat40 machines at school right I would think you would be able to tell as well as anyone if it is seated correctly...
[21:30:47] <PetefromTn_> http://tricities.craigslist.org/tls/4855239657.html this looks interesting...
[21:31:22] <Connor> PetefromTn_: Look at the third picture....
[21:31:41] <PetefromTn_> yeah
[21:31:55] <LeelooMinai> It's a wooden lathe:)
[21:32:02] <PetefromTn_> yeah I know
[21:32:21] <PetefromTn_> was thinking for the price the parts would be worth just buying it to take it all apart LOL
[21:32:40] <furrywolf> purchasing a non-garbage camera would pay for itself on the first thing he posts on craigslist.
[21:32:58] <LeelooMinai> Maybe the red is to hide it's from wood...
[21:34:06] <PetefromTn_> looks like it has linear guideways and ballscrews/steppers/ controller, etc. etc. It may be a piece of shit but if it works at all it might be worth $200.00 or so
[21:36:12] <furrywolf> gah! evil and scary! on the truck I'm working on, the battery master switch disconnects the GROUND. it's a 24v system with 12v loads tapped off the first battery. If you turn off the battery master switch while any of the 24v loads are on, ground will float up to 24v, and the 12v system will instead be a -12v system.
[21:37:32] <zeeshan> PetefromTn_:
[21:37:36] <zeeshan> its not automatic tool change
[21:37:39] <zeeshan> its all drawbar based
[21:37:46] <zeeshan> and in that you just yank that shit down! :P
[21:38:03] <zeeshan> and ive never had the keys out before
[21:38:18] <PetefromTn_> heh
[21:38:28] <zeeshan> the only place i used cat40 was at work
[21:38:37] <zeeshan> like 5 years ago
[21:38:43] <zeeshan> in that it was ATC
[21:38:47] <zeeshan> so never got a hand feel for it
[21:39:25] <PetefromTn_> you never loaded tools or changed cutters?
[21:40:01] <zeeshan> manually -- only w/ drawbar
[21:40:03] <zeeshan> not power drawbar
[21:40:31] <PetefromTn_> ok
[21:41:02] <zeeshan> when i look at this
[21:41:03] <zeeshan> vid
[21:41:06] <PetefromTn_> really bites ass you can't determine what the right holder is
[21:41:17] <zeeshan> it looks exactly how it looked like when the atc loaded up the tool
[21:41:20] <zeeshan> it clicks up
[21:41:35] <zeeshan> https://www.youtube.com/watch?v=6YalZU0TUpE
[21:41:38] <zeeshan> sorry its a bit blurry
[21:41:46] <zeeshan> i had the phone between my chin and cchest
[21:41:47] <zeeshan> haha
[21:42:13] <PetefromTn_> LOL I have done that before
[21:42:39] <PetefromTn_> honestly man it looks right to me...but I don't like how you were able to pry it down were you cranking on it a lot or was it easy..
[21:42:52] <zeeshan> about 40 lb of force
[21:43:02] <zeeshan> but with a 14" prybar
[21:43:12] <zeeshan> PetefromTn_: when i pried
[21:43:18] <zeeshan> it felt springy
[21:43:26] <zeeshan> so i really think i was stretching the spring washers
[21:43:36] <zeeshan> like asap my force amount decreased
[21:43:37] <PetefromTn_> yeah you were pulling down the bellevilles
[21:43:38] <zeeshan> it sprung back
[21:44:38] <PetefromTn_> so now once it is in there and locked down it does not have any side to side play and it feels like it is fully seated you are saying.. you might have it good then. It certainly looks right in that video you just posted.
[21:45:22] <zeeshan> yes no side to side play
[21:45:32] <zeeshan> but i can still spin it by hand
[21:45:34] <zeeshan> which doesnt feel right
[21:45:36] <PetefromTn_> if you feel confident that it is locked down and will not pull out maybe make some real light side cuts on a piece of aluminum or something to test how it sounds if you do not intend to buy the correct tool to test with or cannot determine what the correct tool is to biu one
[21:45:40] <zeeshan> and the blueing shows its not seated
[21:45:56] <zeeshan> honestly i'd love to buy the real one
[21:45:56] <PetefromTn_> Oh shit so you can actually turn it?
[21:46:06] <zeeshan> but i dont have the money to buy 5 diff kinds
[21:46:08] <zeeshan> that are potentials
[21:46:29] <PetefromTn_> if it was seated you sure as hell could not turn it...
[21:46:33] <zeeshan> yea if i give it like 15 ft-lb of torque
[21:46:35] <zeeshan> i can spin it
[21:46:53] <PetefromTn_> be careful you can score your spindle bore that way
[21:47:03] <PetefromTn_> gall it
[21:47:17] <zeeshan> eek
[21:47:21] <zeeshan> okay ill stop spinning it :P
[21:47:56] <PetefromTn_> yeah if the tool is seated I seriously doubt you could turn the spindle by hand even without the drive dogs engaged..
[21:48:10] <zeeshan> yea its a taper
[21:48:12] <zeeshan> it should lock!
[21:48:22] <PetefromTn_> definitelu
[21:48:25] <PetefromTn_> y
[21:49:22] <PetefromTn_> my pal art and I have been brainstorming on a way to make a pneumatic tubular drawbar style 5c collet closer for the CNC lathe
[21:49:45] <zeeshan> at least you'll know what tool holder to run in it!!! :P
[21:49:52] <PetefromTn_> hehe
[21:50:04] <PetefromTn_> got several ideas about how to do it
[21:50:22] <PetefromTn_> really want to be able to set collet pressure with a pneumatic regulator for consistency
[21:53:25] <bobo_> pete someone just posted a pneumatic draw bar (mill) ,but not much diifference-----
[21:53:55] <zeeshan> https://www.flickr.com/photos/128539016@N05/16392738625/
[21:54:10] <zeeshan> i think i understand what you were saying bobo.
[21:54:15] <zeeshan> the hooks come up
[21:54:21] <zeeshan> and push it against the adjustment washer
[21:54:24] <PetefromTn_> its funny you mention that honestly the lathe drawbar operation is quite similar to how a lot of benchtop CNC mills drawbars work
[21:54:28] <bobo_> yes
[21:54:30] <zeeshan> when you release, the push against the other notch
[21:54:33] <zeeshan> to release the tool
[21:54:59] <zeeshan> so if i add a washer.
[21:55:11] <zeeshan> between the adjustment washer and top of pull stud
[21:55:18] <zeeshan> shouldnt it clamp more? :P
[21:55:19] <zeeshan> er.
[21:55:30] <zeeshan> no, it should be less distance
[21:55:42] <zeeshan> wait this doesnt make sense anymore to me :(
[21:55:44] * zeeshan is thinking out loud
[21:55:57] <PetefromTn_> have you tried to adjust the clamp setup while recording the original position?
[21:56:39] <zeeshan> no
[21:56:42] <zeeshan> it needs a special tool
[21:57:00] <zeeshan> basically a hollow pipe with two notches at the end
[21:57:10] <zeeshan> and you stick a 4mm allen key through the center
[21:57:44] <zeeshan> i know this much that i tried to even add 6 thou of shim between the top of the retention knob and the adjustment screw to simulate a longer length
[21:57:48] <zeeshan> and it made things worse
[22:00:26] <bobo_> would make me feel safer if the belleville washers were checked -----cracked --etc
[22:00:38] <zeeshan> where the hell are these thigs
[22:02:58] <bobo_> you know ---under the witch hat ---hyd stuff . not a quick thing to do------also need the tool
[22:03:21] <zeeshan> i dont see it through the inspection slot :P
[22:05:11] <zeeshan> bobo_: that witch hat is not easy to remove easier
[22:05:17] <zeeshan> easier = either
[22:05:22] <zeeshan> cause the hydraulic line is there
[22:05:58] <bobo_> you are correct
[22:06:17] <zeeshan> it really sucks that i have no manual :(
[22:07:22] <bobo_> be glad I am not your neighbooooooor
[22:07:25] <zeeshan> haha
[22:07:38] <zeeshan> im thinking also to definitely check the belleville washers
[22:07:47] <zeeshan> cause it makes no sense that i could move the tool holder like that
[22:07:50] <zeeshan> with just a prybar
[22:09:26] <PetefromTn_> I dunno I seem to recall reading that the cat40 belleville pressure is usually around 8-900 lbs
[22:09:26] <bobo_> if you are going in their --consider hyd stuff too -"O" rings -etc
[22:10:02] <PetefromTn_> but I could be mistaken
[22:12:32] <zeeshan> PetefromTn_: but 14" prybar, 40lb force, 0.75 from fulcrum point
[22:12:36] <zeeshan> works out to 746lb
[22:12:48] <zeeshan> which is close to the number you're telling me
[22:13:35] <zeeshan> The pull force of a FP3NC draw bar is Minimum 3,485lbs (15Knm) to a maximum 4,270 LBS (19Knm). Ideal is 3,820LBS (17Knm)
[22:13:44] <PetefromTn_> http://www.practicalmachinist.com/vb/cnc-machining/drawbar-force-what-minimum-what-signs-problem-198497/
[22:14:10] <zeeshan> okay yea
[22:14:11] <zeeshan> something is up
[22:14:11] <zeeshan> lol
[22:14:28] <bobo_> what about the horizantle spindle ------does it give same results on tool holder?
[22:14:40] <zeeshan> bobo_: i aint takin the head off!
[22:14:54] <zeeshan> hehe
[22:15:00] <bobo_> O Wah
[22:16:31] <zeeshan> my math could be off too :P
[22:22:05] <bobo_> zeeshan got the lub line fiixed ? wondering where you sourced the fittings
[22:35:03] <PetefromTn_> https://www.youtube.com/watch?v=46uRMpwj3d4 interesting
[22:37:38] <XXCoder1> still planning to amke your own?
[22:38:05] <PetefromTn_> me?
[22:40:10] <XXCoder1> yeah
[22:40:13] <XXCoder1> collets?
[22:40:45] <PetefromTn_> I have collets and they are too cheap to try to make yourself
[22:40:54] <XXCoder1> oh
[22:41:02] <XXCoder1> isnt oit hundred bucks or more each?
[22:41:16] <PetefromTn_> are you talking about the collet closer I want to build
[22:41:24] <XXCoder1> closer?
[22:42:19] <PetefromTn_> http://www.royalprod.com/product.cfm?catID=3&id=20 this is what I want but I don't want to pay 2-3k for it..
[22:42:48] <XXCoder1> it holds on collets?
[22:43:30] <PetefromTn_> https://www.youtube.com/watch?v=KPbOEetDHdM this video shows a pneumatic collet drawbar in operation on a CNC converted manual 12x36 lathe
[22:44:51] <toastydeath> i love power drawbars on lathes SO much
[22:44:52] <toastydeath> so much
[22:46:11] <PetefromTn_> you can see and hear it operate at about 7:15 in that video
[22:46:20] <PetefromTn_> yeah they are sweet toasty
[22:46:21] <XXCoder1> well ill see it in least lol
[22:46:38] <PetefromTn_> I intend to have one on my CNC lathe once it is completed
[22:46:49] <toastydeath> the only thing sweeter is a swiss headstock
[22:47:02] <PetefromTn_> honestly that lathe is kinda what I want for the whole machine really only better and larger and faster
[22:50:38] <XXCoder1> cool
[22:50:45] <XXCoder1> what I want is nice and BIG cnc router
[22:50:57] <XXCoder1> but I dont even have small one I planned bahh
[22:57:18] <PetefromTn_> https://www.youtube.com/watch?v=viHqnC9pUpE I am not above fabbing up something like this using an off the shelf manual collet closer too
[22:57:27] <malcom2073> XXCoder1: I'm desiging a 4x10 router :-D
[22:57:35] <XXCoder1> nice
[22:57:44] <XXCoder1> I alqwaya wanted full 4x8 sheet cutter
[22:57:59] <malcom2073> Me too, soo many potential projects that can open up
[22:57:59] <XXCoder1> one Im well techinically making is 1'x1'x3" lol
[23:03:39] <XXCoder1> Im having hard time movating myself to start
[23:17:36] <zeeshan> fak power drawbars
[23:17:37] <zeeshan> :!(
[23:18:04] <Jymmm> XXCoder1: try a bottle of tequlila
[23:18:23] <XXCoder1> as soon as I stop refusing to drink achcol.
[23:18:23] <PetefromTn_> what happened now?
[23:18:33] <zeeshan> PetefromTn_: nothing
[23:18:49] <zeeshan> i think springs washers are broken
[23:18:59] <zeeshan> theres no way i should be able to move the tool out like that
[23:19:11] <zeeshan> im no where near 4000lb
[23:19:12] <XXCoder1> PetefromTn_: exactly what hapopened, nothing. he threw out broken power drawbars ;)
[23:19:16] <PetefromTn_> well that sucks but it is a relatively inexpensive fix if you can get to them
[23:19:23] <zeeshan> PetefromTn_: thats the prob man
[23:19:27] <zeeshan> i dont have a bloody manual
[23:19:46] <zeeshan> i dont know specs like washer to spindle face distance
[23:19:57] <zeeshan> and i like to follow the steps of disassembly
[23:20:05] <zeeshan> rather than trying to use caution and not have stuff explode in my face
[23:21:07] <PetefromTn_> I hear ya man
[23:21:15] <zeeshan> so bummed out :/
[23:21:31] <XXCoder1> has no model #?
[23:21:36] <zeeshan> XXCoder1: i know model
[23:21:40] <zeeshan> just no manuakls
[23:21:46] <PetefromTn_> thats kinda how I feel about this spindle orient right now. Don't understand it and kind of afraid to screw it up.
[23:21:47] <XXCoder1> oh sucks
[23:22:03] <zeeshan> hehe
[23:22:47] <zeeshan> note to all! dont buy a machine without a manual! :P
[23:23:13] <PetefromTn_> there's gotta be a manual online for it somewhere
[23:23:27] <zeeshan> i emailed a machinery seller who was selling a whole machine
[23:23:34] <zeeshan> and i asked them if i could buy the manual for 200
[23:23:37] <zeeshan> no reply :P
[23:23:42] <zeeshan> this was a couple months ago
[23:23:44] <zeeshan> when i first got the machine
[23:23:57] <PetefromTn_> what model machine is it again
[23:24:05] <zeeshan> mikron wf21c
[23:25:11] <Jymmm> ZeeTron 2000
[23:27:04] <zeeshan> i think i need one of our german friends here
[23:27:08] <zeeshan> to try to search using german terms
[23:27:12] <zeeshan> might be why its not showing up
[23:28:12] <zeeshan> http://www.ebay.de/itm/Maschinenhandbuch-Betriebsanleitung-fur-CNC-Frasmaschine-Mikron-WF-71-D-/151565657333?pt=Industriemaschinen&hash=item234a0464f5
[23:28:13] <zeeshan> so close!
[23:31:03] <XXCoder1> is it close enough?
[23:31:06] <XXCoder1> same features etc?
[23:32:09] <zeeshan> FOUND IT
[23:32:10] <zeeshan> http://www.ebay.de/itm/Mikron-WF-31D-Operators-Manual-WF-31-D-WF31D-mechanical-part-/360428678760?pt=Industriemaschinen&hash=item53eb392e68
[23:32:18] <zeeshan> its D
[23:32:21] <zeeshan> very close to C.
[23:32:24] <zeeshan> i think D had a full enclosure
[23:34:19] <XXCoder1> well might be useful enough
[23:34:25] <XXCoder1> maybe do research on differences
[23:34:31] <XXCoder1> see if feature you need to fix is same
[23:34:43] <PetefromTn_> I thought you said it was a 21c..
[23:35:39] <zeeshan> fak
[23:35:40] <zeeshan> it is 21
[23:35:42] <zeeshan> i didnt catch that
[23:37:50] <zeeshan> https://www.youtube.com/watch?v=QiS9TeFG350
[23:37:53] <zeeshan> looks exactly like my machine
[23:39:55] <PetefromTn_> https://www.youtube.com/watch?v=Bwdq4hIwNBw ??
[23:40:39] <zeeshan> ,looks different
[23:40:42] <XXCoder1> dont look same?
[23:44:17] <PetefromTn_> ya know what you might be able to do..
[23:44:30] <PetefromTn_> check online forums for people who have the same machine
[23:44:35] <PetefromTn_> and then try to contact them
[23:44:43] <PetefromTn_> see if they have a manual
[23:44:45] <zeeshan> i tried hahaha
[23:44:47] <XXCoder1> yeah maybe one could scan wm doe you
[23:44:49] <zeeshan> on practical machinist
[23:44:52] <XXCoder1> *em for
[23:44:57] <PetefromTn_> and ask them if they would not mind copying it for your
[23:47:27] <PetefromTn_> jeez man that really is an oddball scarce machine online it seems hard to find anything on it.
[23:47:41] <XXCoder1> pete yeah rare stuff is annoying
[23:47:48] <XXCoder1> my ford contour is rare of rare type
[23:47:57] <XXCoder1> its v6 when 96% is v4
[23:48:19] <XXCoder1> and its automatic v6 when virtually ALL v6 is manual
[23:48:39] <XXCoder1> what it means is when I try to find info its usually hard lol
{kind=link}
{kind=link}
{kind=link}
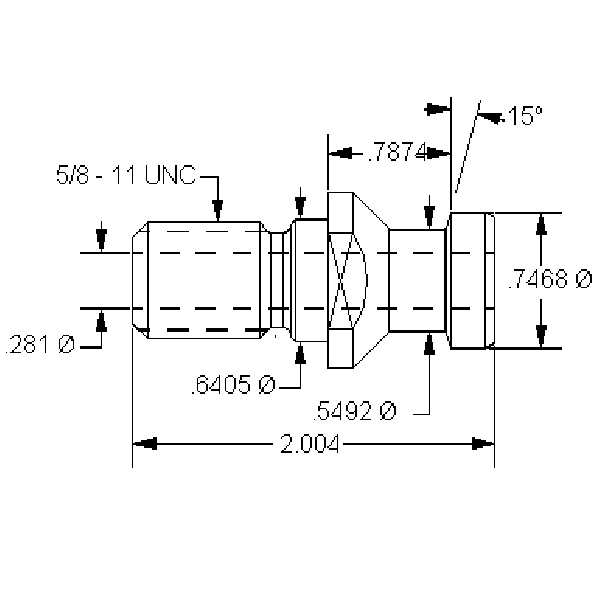{kind=link}