Back
[00:31:17] <Computer_Barf> Has anyone here ever milled stone? Some things like jasper look interesting
[00:31:55] <cradek> I've cut soapstone to make molds for pewter pours, but I doubt that counts, it's very soft
[00:40:44] <XXCoder1> interesting project
http://www.essentialscrap.com/eink/
[01:53:39] <archivist> zeeshan|2, you can fold that yourself
[01:59:22] <Computer_Barf> cradek: I think my biggest problem with soapstone is that its so soft that I can imagine damaging it in use
[02:00:35] <Computer_Barf> I think it would be really cool to find some decently attractive, medium to dark grey stone that I could mill small objects from. It would be awsome if I could find and source something in Colorado
[02:12:07] <SpeedEvil> https://en.wikipedia.org/wiki/Granite,_Colorado
[02:13:24] <SpeedEvil> The upper Arkansas River valley, including the area around Granite, is hemmed in between high, sheer rock outcroppings of buff/pink-colored Precambrian granite.
[02:15:05] <SpeedEvil> http://www.superpages.com/yellowpages/C-Quarries/S-CO/
[02:15:11] <SpeedEvil> doesn't seem like a shortage
[02:30:28] <Deejay> moin
[04:44:03] <Brunetty> Hi. is possible install 2.6 from network?
[04:44:49] <Brunetty> Or only via DVD and or USB
[04:45:15] <archivist> do you have 2.5/whatever installed, then upgrade
[04:45:32] <Brunetty> It is a clear PCMCIA
[04:46:05] <archivist> PCMCIA is an interface standard, not really relevant
[04:46:21] <archivist> is this a laptop
[04:47:37] <Brunetty> I is a think motheboard
[04:50:45] <Brunetty> can't access to the hardware, only via network cable.
[04:51:55] <archivist> I think you are not telling us something important
[04:52:43] <Brunetty> You ned important thinks?
[04:54:30] <Brunetty> Searching solutions
[04:54:53] <archivist> people upgrading normally have access to whatever is in the machine
[04:58:17] <Brunetty> This is a closed boxcontrol.
[05:02:27] <archivist> what no screwdriver
[05:04:52] <Brunetty> I can install Debian via network
[05:05:25] <Brunetty> But this is a Hibrid?
[05:05:57] <Brunetty> shit! i have industrial machinery
[05:06:31] <archivist> nothing wrong with industrial
[05:06:57] <archivist> just they dont make things easy to change
[05:25:18] <Bushman> Brunetty: is there USB?
[05:25:49] <Bushman> there should be USB even on industrial machine
[05:27:00] <Brunetty> yes but is in the middle off hardware, difficult to access and upgrade.
[05:27:14] <archivist> USB is terrible for realtime too
[05:27:17] <Bushman> what machine is this?
[05:27:23] <Bushman> name? model?
[05:27:35] <Brunetty> The cuestion is
[05:27:47] <Brunetty> Is possible install 2.6 from network?
[05:28:07] <Brunetty> I have 2.6 here in my network
[05:28:07] <Bushman> short answer: no.
[05:28:23] <archivist> you need some OS to load something over the network....
[05:28:23] <Bushman> long answer: yes but you have to do it in complex stages
[05:29:00] <Bushman> Brunetty: what machine is this?
[05:29:14] <Bushman> name and model please
[05:30:46] <Bushman> Brunetty: well?
[05:30:58] <Brunetty> Complex stages is referer to download the netboot from debian and next install from this?
[05:31:08] <Bushman> Brunetty: yes.
[05:31:27] <Bushman> why can't just tell us what the machine name and model is?
[05:31:37] <Bushman> *why can't you
[05:32:39] <Bushman> i'd really like to help you but if you can't provide me with basic information i really can't
[05:32:48] <Brunetty> jeje
[05:33:08] <Brunetty> Im testing
[05:33:17] <Brunetty> If work i can pass info
[05:33:41] <Bushman> then it's going to be to late.
[05:34:38] <Bushman> also don't ask me to help you with netboot or rest of the install process done in stages... i never done it this way.
[05:35:24] <Brunetty> I done with some debian machines, but this have a different configuration.
[05:37:23] <Brunetty> ok. go test and lost daytime
[06:10:31] <Bushman> dear god. please make it that Brunetty's machine has a service USB port available under small panel on the side of his machine that would let him install LinuxCNC Ubuntu distribution but he won't notice it untill 4 days of struggle with netboot installs, recompiling RTAI kernels and broken dependencies while installing axis manually because he didn't want to tell us the name of his machine. thanks in adv
[06:10:37] <Bushman> ance, AMEN!
[06:13:56] <archivist> or undo the box
[06:15:00] <archivist> the pre conceived idea, I am doing it this way type of questioner, are hard to help
[06:16:05] <Bushman> yea
[06:16:51] <Bushman> i'm a hard person to help but i quite often realise that if i won't provide those more specific details of my situation people won't be willing to help me anymore
[06:17:14] <Bushman> so i often have to admit i've f***ed up XD
[06:18:15] <Bushman> on somewhat related note, i've realised yesterday evening that my lead nut clamp design has a major flaw
[06:18:50] <Bushman> which i'm going to attempt to fix today...
[06:19:30] <Bushman> ... posibly by redoing the whole thing with another idea which might be more or less better or as bad as the current one lol
[06:19:47] <Bushman> https://grabcad.com/library/clamp-for-nut-for-trapezoidal-lead-screw-1
[06:20:52] <Bushman> i've sliced the nut in to in hope to twist one half of it to counter it against the other one... but i've forgot that only one of them is actually fixed to the clamp with this small bolt on the side
[06:21:18] <Bushman> i need to rething this design
[06:21:33] <Bushman> *rethink
[06:22:42] <Bushman> or maybe not... i'm not sure anymore what's gonna happen
[06:23:07] <Bushman> archivist: you familar with mechanical engineering?
[06:23:28] <Bushman> cause i have to admit i'm a compleet noob :P
[06:24:12] <archivist> erm....a bit, I have a "few" books, made many things, fixed lots
[06:24:40] <Bushman> can you look at this thing?
[06:24:45] <Bushman> https://grabcad.com/library/clamp-for-nut-for-trapezoidal-lead-screw-1
[06:24:48] <archivist> old enough to have experience ,of cockups :)
[06:24:52] <Bushman> does it make sense?
[06:25:33] <archivist> mostly but, adjustment
[06:26:47] <Bushman> please elaborate?
[06:27:23] <archivist> I was just ruminating on the tapered spindle bearing method and how that could be applied to the screw problem
[06:28:02] <archivist> have you seen taper lock pulleys?
[06:28:36] <Bushman> i'm not sure what those are or wheret i've seen them
[06:30:19] <Bushman> *whether
[06:30:21] <archivist> http://www.fptgroup.com/fenner.asp?title=Taper-Lock-Bushes&pageid=2668
[06:30:37] <archivist> thread the inner
[06:30:51] <archivist> adjust till no play
[06:31:14] <archivist> will always be concentric to the shaft
[06:32:48] <Bushman> i'm still trying to understand what's hepening there
[06:32:53] <Bushman> *happening
[06:33:01] <Bushman> ugh! i can't even english today
[06:33:38] <archivist> I can tyop anytime
[06:33:43] <Bushman> so basically it's a tapered cylinder
[06:34:02] <Bushman> and when i pull it in with bolts it clamps shut on the shaft
[06:34:31] <Bushman> and you were thinking about using this method for lead screw nuts
[06:34:36] <archivist> yup
[06:34:41] <Bushman> cool ;
[06:34:43] <Bushman> ;]
[06:35:02] <Bushman> is the general idea patented?
[06:35:54] <archivist> dont think so, been around for rather a long time, is/was also used to adjust spindle bearing clearance
[06:36:15] <Bushman> hmm...
[06:36:40] <Bushman> that should be fairly easy to model... not so easy to machine for me as i don't have lathe
[06:37:03] <archivist> my hobbing machine has the bush threaded to pull/push it in and tighten
[06:37:24] <Bushman> define bush
[06:37:51] <archivist> the wear part made of a bronze/brass
[06:38:08] <Bushman> oh, like a friction bearing
[06:38:14] <archivist> yes
[06:38:20] <Bushman> ok
[06:40:02] <archivist> this page has one
http://www.lathes.co.uk/southbend9-inch/page7.html
[06:41:53] <Bushman> yea, the all greasy one :P
[06:43:00] <archivist> so you get the nut locked into the holder and adjustable
[06:43:16] <Bushman> i'm modeling it right now :P
[06:51:25] <archivist> another version using screws
http://www.lathes.co.uk/drummondparts/
[06:52:19] <archivist> I had to make that type to repair one
[06:54:01] <Bushman> lovely
[06:55:19] <Bushman> i should move my ass and try to fix my lathe :P
[06:55:45] <archivist> is it fixed yet?
[06:55:57] <Bushman> nope
[06:55:59] <Bushman> :P
[06:56:14] <archivist> a lathe or three are essential
[07:00:53] <Bushman> the first thing i'm going to turn on my lathe when it's gonna be somewhat operationall is going to be more pulleys lol
[07:01:39] <Bushman> long time ago i made a mistake of buying some old, completely ruined lathe...
[07:02:45] <Bushman> the chuck was not ment for this lathe but the guy selling it to me told me it was from this one and i didn't check.
[07:02:57] <Bushman> i was young and foolish :P
[07:03:04] <archivist> starting with an older one is not so bad, you may learn more about light machining
[07:04:16] <archivist> my first was a zyto
http://www.lathes.co.uk/zyto/
[07:10:06] <Bushman> i already know something about light machining
[07:10:13] <Bushman> i'm not an expert tho
[07:10:26] <Bushman> i was working as a CNC operator for some time
[07:10:39] <Bushman> tho the lathe was older than coal
[07:11:05] <Bushman> the "computer" was from 1973
[07:11:26] <Bushman> programmed with knobs and switches
[07:11:34] <archivist> a rattly old lathe has to be used gently or it chatters
[07:11:41] <Bushman> but the g code was pretty much the same
[07:12:34] <Bushman> since i don't have access to other lathes to bootstrap me i'm doing all the stuff the ghetto way
[07:12:41] <Bushman> wanna see the beast?
[07:12:43] <Bushman> XD
[07:13:04] <archivist> yes
[07:13:53] <Bushman> this is how i got it:
[07:13:56] <Bushman> http://bushman.pl/photos/misc/lathe/IMG_0103.JPG
[07:14:02] <Bushman> http://bushman.pl/photos/misc/lathe/IMG_0104.JPG
[07:14:09] <Bushman> http://bushman.pl/photos/misc/lathe/IMG_0105.JPG
[07:14:40] <Bushman> this is my ghetto bootstraping:
[07:14:43] <Bushman> http://bushman.pl/photos/misc/lathe/lathe_chuck_temporary_mount.jpg
[07:14:53] <Bushman> http://bushman.pl/photos/misc/lathe/scavenged_pulley_and_clamp_next_to_shaft.jpg
[07:15:19] <Bushman> junkyards are cool ;]
[07:17:15] <archivist> heh turn that back plate round
[07:17:17] <Bushman> had some carbide tool plates laying around and one day got bored and felt like hand-craft artist and hacked a tool holder...
[07:17:27] <Bushman> ...all by hand tools LOL
[07:17:29] <Bushman> http://bushman.pl/photos/misc/lathe/tool_04_assembled.jpg
[07:17:55] <Bushman> http://bushman.pl/photos/misc/lathe/tool_02_parts.jpg
[07:18:07] <archivist> I have a screw cutting insert holder I hand made
[07:18:18] <Bushman> ;]
[07:18:37] <Bushman> the back plate is made of some weird stuff
[07:18:48] <Bushman> the materiall is soft and hard in layers
[07:19:02] <Bushman> really weird to be turned on broken lathe
[07:19:14] <Bushman> also i don't have any speed controll
[07:19:26] <Bushman> i need more pulleys or better motor with inverter
[07:19:54] <archivist> you just need the opposing v pulley to the original
[07:20:41] <Bushman> the original pulley is in fact not originall at all XD
[07:20:53] <archivist> but it is a V and flat bed, so if not worn will be reasonable machine
[07:21:33] <Bushman> also it requires a long belt that goes under the table
[07:21:58] <Bushman> umm... gtg! friend has some motor that could posibly work for my lathe... brb
[08:27:09] <jthornton> I've got the 2.6 debian live cd loaded on the cave computer... a little gun oil on the shaft of the video card fan so lets see if LinuxCNC will run
[08:28:13] <_methods> hahah gun oil on the pc fan, is that tip in the linuxcnc integrators manual
[08:29:12] <archivist> I use clock oil
[08:31:06] <_methods> i'm making a wifi thermometer for my grill and i got some of those fancy new 31855 thermocouple boards
[08:31:10] <_methods> went to wire it up
[08:32:49] <_methods> damn dropbox thunar plugin actin up
[08:33:09] <Bushman> re
[08:33:50] <jthornton> nope, locked up the computer when the sim config started to run... time to try the last motherboard I have
[08:34:02] <Bushman> turns out the motor was less suitable than what i already have
[08:34:26] <_methods> https://www.dropbox.com/s/pnxoxroos4ii98e/2015-01-25%2009.09.45.jpg?dl=0
[08:36:18] <_methods> http://imgur.com/aDl88qQ,wfDmswr,nIJMWTJ
[08:36:21] <Bushman> _methods: i have no idea what that is but it's so small and cute i already like it ;]
[08:36:27] <_methods> imgur link for the security conscious
[08:36:54] <_methods> it's a max31855 breakout board
[08:36:57] <_methods> for thermocouples
[08:37:05] <_methods> k type
[08:37:06] <Bushman> cool ;]
[08:37:15] <_methods> but they soldered the header on backwards
[08:37:16] <_methods> lol
[08:37:16] <Bushman> or should i say hot! :D
[08:37:30] <_methods> the 2 pin header for the thermocouple lol
[08:37:42] <Bushman> LOL
[08:37:48] <Bushman> i didn't notice
[08:37:54] <Bushman> now i see it...
[08:38:06] <_methods> i didn't either till i went to plug in the thermocouple
[08:38:08] <Bushman> you had one job. ONE JOB!!!
[08:38:10] <Bushman> :D
[08:48:09] <jthornton> bbl I hope
[09:58:20] <PetefromTn_> Good Morning LinuxCNC!
[09:58:42] <archivist> it is afternoon coffee time!
[09:59:26] <PetefromTn_> naah it's not really ;)
[09:59:34] <PetefromTn_> you just think it is...
[10:00:04] <archivist> I know it is the dateline is not that far from me :)
[10:00:16] <_methods> heheh
[10:00:23] <_methods> that is the correct response lol
[10:00:32] <PetefromTn_> IRRELEVANT IRRELEVANT!!
[10:00:50] <archivist> been to Greenwich and stood on it
[10:01:06] <PetefromTn_> Don't try to confuse the situation with facts I know what I know....:D
[10:02:08] <archivist> if you do visit the museum there, you will get bored with "yet another perfect model of a ship"
[10:02:41] <archivist> and a few excellent clocks
[10:04:52] <jthornton> Ok, I finally found a motherboard that works on wheezy and LinuxCNC doesn't crash the computer!
[10:12:43] <jack16> Hello. I'm experiencing kernel crash after trying insmod rtai_hal.ko IsolCpusMask=2
[10:12:59] <jack16> here is crash message
https://www.dropbox.com/s/4i1ch4g9t848lwf/IMG_20150125_065503.jpg?dl=0
[10:14:53] <jack16> I'm using linuxcnc 2.6.5 can anyone reproduce?
[10:15:54] <jack16> I'm on dual core processor.
[10:16:33] <archivist> copy the text to a pastebin, an image is not that useful
[10:16:43] <archivist> all of it
[10:18:03] <jack16> As it's kernel crash message, I will need to type it all. Will it help?
[10:19:06] <Bushman> well... i just finished some minor improvement on my Y axis...
[10:19:28] <Bushman> i went down to my basement where my ghetto lathe is living...
[10:19:57] <Bushman> i gave her a hug, whispered some sexy stuff to her and turned her on
[10:20:18] <Tom_itx> jthornton, why not run 2.6 on lucid if wheezy doesn't like you?
[10:20:19] <Bushman> then i proceeded to turn a nut
[10:20:48] <Bushman> i've made a cone on one of the M8 nuts and installed it on the end of the lead screw
[10:21:05] <Bushman> reduced wobbling from 0.03 down to 0.01
[10:21:31] <Bushman> need to make another one for the other end and see what happens
[10:22:35] <jthornton> Tom_itx, I want a later version of
[10:22:37] <jthornton> Geany\
[10:23:25] <jthornton> I'm running wheezy now! and LinuxCNC works so I can get back to programming G code generators... after my nap
[10:28:02] <Tom_itx> nap! at 10AM?
[10:29:30] <jthornton> it's 10:10!
[10:29:43] <Tom_itx> ahh ok :)
[10:30:37] <Tom_itx> i just upgraded mine from 2.5 the other day
[10:30:51] <Tom_itx> may load 2.7 once the control is up again
[10:32:04] <pcw_home> jack16: isnt IsolCpusMask=2 invalid with a 2 core machine?
[10:33:49] <JT-Shop> and it's raining so perfect napping weather
[10:35:22] <jack16> It's mask as I understand. Bit 2 set = second core. Same result with =1 BTW. With =0 (default) obviously wotks
[10:36:24] <jack16> Just reproduced with liveusb image. Works every time.
[10:37:00] <pcw_home> its a mask so only 0 or 1 are legal on a 2 core machine
[10:39:14] <pcw_home> Oh i am thinking about isolcpus which is a list of CPU numbers
[10:39:29] <jack16> pcw_home, I believe you are wrong. Perhaps you confusing with IsolCpus kernel parameter which indeed takes list of cores, starting with 0
[10:40:31] <pcw_home> Maybe better to use isolcpus (seems like isolCPUSmask doesnt work with RTAI)
[10:41:39] <jack16> It's rtai parameter, so it should work, but does not
[10:42:08] <jack16> rtai documentation mentions it for core isolation
[10:42:32] <pcw_home> I beleive thats been broken for a while
[10:43:18] <jack16> with IsolCpus only no Linux stuff is running on second core, but rtai uses both cores
[10:44:34] <pcw_home> if you read the RTAI logs there has been troubel with isolCPUS for a while, whether its fixed or no I dont know
[10:45:47] <pcw_home> do you have a latency issue?
[10:46:08] <jack16> perhaps I should bug rtai people about it. Or have a look at it myself. How can I tell rtai version I'm running
[10:47:29] <jack16> Actually my latencies are pretty good. 2500ns on moderate load, 7500ns under heavy load for 24h. But we always want more 8)
[10:48:52] <pcw_home> well actully those numbers are fairly meaningless, if you want an idea of real I/O latencies, plot some of the linuxcnc function times
[10:49:41] <jack16> it's results of latency-test with default params
[10:50:40] <pcw_home> those are just dispatch latencies (not actually trying to run a serous amout of code) plot the function and you will see what I mean
[10:51:34] <jack16> how can I do that?
[10:51:46] <pcw_home> halscope
[10:52:51] <jack16> I'm interested in software step generation and as I understand fast thread is pretty light (no fpu too)
[10:54:47] <pcw_home> yes that helps, just saying the the latency numbers mean less than you might think
[10:56:13] <jack16> well, I have a scope, might try to measure jitter for real. Ultimate test is of course repeatability with drivers&steppers
[10:56:34] <pcw_home> the servo thread latency numbers on a D525 may be 12 usec or so but the read and write threads have >60 usec of latency
[10:58:53] <jack16> BTW was surprised nmi watchdog was on by default. Added alot of latency. nmi_watchdog=0 fixed this
[11:00:30] <jack16> I think it should be default for next releases
[11:03:48] <jack16> So, how can I tell rtai version I'm using? Or download exact rtai source used in linuxcnc?
[11:05:57] <pcw_home> Not sure, dont run RTAI anymore, its not in the kernel log?
[11:07:05] <jack16> I think not (by default). Will check.
[11:07:29] <jack16> Is there better alternative to rtai for linuxcnc?
[11:08:24] <pcw_home> funny that nmi_watchdog should do anything, its only supposed to interrupt if there have been no other interrupts for 5 econds
[11:09:40] <jack16> well, I had isolcpus=1 and no regular irqs were served by second core
[11:10:46] <jack16> maybe related? but in /proc/interrupts I've seen nmi interrupts on both cores
[11:14:43] <jack16> but I think it works other way: nmi are generated periodically an nmi handler checks if there were local timer interrupt (not any interrupt) in 5 seconds. If not, there are lockup condition
[11:16:45] <pcw_home> Maybe, but before you get too exited about getting the last few usec of latency recovered, try plotting say the stepgen make steps time
[11:18:10] <PetefromTn_> NMI?
[11:18:18] <Tom_L> non maskable interrupt
[11:18:34] <PetefromTn_> ah
[11:19:36] <jack16> I'm new to halscope (or linuxcnc in general). How can I measure latency with it? Is there any tutorial?
[11:21:33] <jack16> stepgen is hal component that generates steps, right?
[11:21:57] <Tom_L> http://linuxcnc.org/docs/html/hal/tutorial.html
[11:22:09] <Tom_L> http://linuxcnc.org/docs/html/hal/tutorial.html#_halscope_a_id_sec_tutorial_halscope_a
[11:22:29] * Tom_L thinks PetefromTn_ should read that too
[11:27:39] <Tom_L> jack16, that or pwmgen
[11:29:06] <jack16> Ok, I'v seen this. Should I eyeball jitter in halscope? Is there no overhead associated with halscope?
[11:30:46] <pcw_home> not much (but its interesting to watch the jitter when you move the mouse)
[11:33:36] <jack16> Am I right that halscope runs at real-time task itself and just captures values of outputs it's instructed to?
[11:33:47] <jack16> at=as
[11:35:02] <pcw_home> well most hal functions are real time tasks
[11:35:43] <jack16> or there are instrumentation on every task to capture info for halscope?
[11:36:34] <pcw_home> yes most functions record the time they use
[11:38:26] <jack16> I think I will get closer to ground truth measuring actual signals on LPT pins. Need to dig scope manual to setup it to collect statistics
[11:40:47] <pcw_home> Thats how I first noticed that the latency test results were rather misleading (scoped a parallel port output pin)
[11:43:25] <pcw_home> not terribly surprising as there are things that cause latency (cache issues and hardware I/O blocking for example) that are not noticed by the latency test
[11:50:40] <pcw_home> http://imgbin.org/index.php?page=image&id=22014
[11:50:41] <pcw_home> some hal function times plotted
[12:03:25] <CaptHindsight> jack16: what version of Linuxcnc are you testing this with?
[12:04:52] <CaptHindsight> linuxcnc 2.6.5
[12:04:54] <jack16> 2.6.5 image from linuxcnc site
[12:07:46] <CaptHindsight> isolcpus is fixed but it's not in 2.6.5
[12:09:20] <CaptHindsight> jack16: there has been a ton of fixes to RTAI but they are not in the Linuxcnc releases yet
[12:10:03] <CaptHindsight> you'll have to build from RTAI source if you want them
[12:10:40] <jack16> Ok question is
[12:11:01] <jack16> will linuxcnc work against newer rtai?
[12:11:32] <jack16> do I need to recompile linuxcnc (hal) as well?
[12:11:36] <CaptHindsight> yes, it how he tests it
[12:11:43] <CaptHindsight> it/it's
[12:12:25] <jack16> what version of rtai is used in 2.6.5?
[12:12:31] <PetefromTn_> the hal2000?
[12:13:12] <CaptHindsight> rtai is long story
[12:13:40] <jack16> I guessed so much
[12:13:58] <CaptHindsight> the new RTAI is not even at RTAI.org
[12:17:50] <CaptHindsight> jack16:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Todo-2.6
[12:18:56] <CaptHindsight> looks like 2.6 has Shabby/memleak RTAI branch/fork for Linux 3.4
[12:19:53] <CaptHindsight> memleak is up to 3.16 now with lots of fixes
[12:20:48] <jack16> maybe backport isolcpus fuxes to whatever version 2.6.5 using?
[12:20:58] <jack16> *fixes
[12:21:14] <CaptHindsight> from what I recall that might be lots of work
[12:21:33] <CaptHindsight> it had to do with writing a new scheduler
[12:22:27] <CaptHindsight> isolcpus did work but not as expected
[12:22:43] <CaptHindsight> I have already forgotten the drama
[12:23:23] <XXCoder1> Jymmm: get remember that explodiding kittens kickstarter? it will cross 97,000 backers soon. wow
[12:24:55] <jack16> so which rtai version is used in 2.6.5? Any way to tell?
[12:25:18] <CaptHindsight> Shabby/memleak RTAI branch/fork for Linux 3.4
[12:25:39] <jack16> oh, so that's the name
[12:25:44] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?The_Isolcpus_Boot_Parameter_And_GRUB2
[12:26:05] <CaptHindsight> "There is a new scheduler in RTAI for 3.10 and 3.14. It no longer requires any isolcpus settings. "
[12:27:23] <jack16> How so, I do not understand
[12:29:33] <CaptHindsight> I believe that RTAI runs on the highest core
[12:30:33] <jack16> rtai Scheduler tells there are two cores available and tasks assigned to any core
[12:31:05] <CaptHindsight> the scheduler for which version of RTAI?
[12:31:14] <CaptHindsight> that has changed a bit
[12:31:28] <jack16> of 2.6.5
[12:31:53] <CaptHindsight> a broken version
[12:32:07] <jack16> at least it's what it exports from proc interface
[12:33:24] <CaptHindsight> isolcpus=1 should work best for you with a 2 core cpu
[12:33:51] <jack16> rtai docs say you should use rtai parameter IsolCpusMask in addition to kennel isolcpus parameter to isolate cores
[12:34:04] <CaptHindsight> heh rtai docs
[12:34:31] <CaptHindsight> RTAI had been broken and had no support for a while
[12:34:58] <CaptHindsight> the docs are of little value
[12:35:32] <CaptHindsight> that comment may have been the case at a certain time
[12:35:45] <jack16> I think most benefit from isolcpus is that interrupts are handled by one core
[12:36:07] <PetefromTn_> I think we need to get ALL of the settings and changes that need to be made to the Atom D525 boards listed somewhere so we can all get em done....I say this NOT because I have one of course LOL
[12:36:30] <jack16> there are recent commits to that doc so possibly it's still relevant
[12:37:05] <CaptHindsight> the one that knows for sure is still asleep
[12:37:22] <CaptHindsight> but I don't think anyone has been touching the RTAI docs
[12:37:33] <CaptHindsight> I wouldn't take them too seriously
[12:38:02] <jack16> http://cvs.gna.org/cvsweb/magma/README.ISOLCPUS?cvsroot=rtai
[12:40:23] <CaptHindsight> https://github.com/NTULINUX/RTAI/blob/master/README.ISOLCPUS
[12:41:23] <jack16> this file was there for 10 years and was periodically updated so it should be still relevant
[12:42:25] <CaptHindsight> here's the latest RTAI tree
https://github.com/NTULINUX/RTAI is you care to try it
[12:42:30] <CaptHindsight> is/if
[12:43:02] <jack16> I linked latest version I think. Either way it indicates that for isolation IsolCpusMask is necessary.
[12:43:04] <CaptHindsight> PetefromTn_: you might be the one to do that :)
[12:44:49] <jack16> Are not linuxcnc developers going to do/doing it now anyway?
[12:45:26] <CaptHindsight> jack16: which "it"?
[12:45:57] <jack16> trying it. New version that is.
[12:46:21] <CaptHindsight> the Linuxcnc devs use whatever version of RTAI they feel comfortable with at the time
[12:48:40] <CaptHindsight> I don't know if they are using anything newer than 3.4
[12:52:48] <jack16> if I use something like 4.0.1 that chances are linuxcnc will compile against it?
[12:55:38] <CaptHindsight> if it's from rtai.org who knows what will happen
[12:55:57] <CaptHindsight> https://github.com/NTULINUX/RTAI is the latest working source for Linuxcnc
[13:03:56] <jack16> ok, thanks
[13:04:16] <jack16> Seems rtai really is fragmented
[13:09:56] <Bushman> anyone familar with GTK+?
[13:09:59] <Bushman> i'm having problems with finding a working example of GTK based C/C++ code that can go full-screen. any tips?
[13:11:31] <Jymmm> https://www.daniweb.com/software-development/c/code/217401/going-fullscreen-in-gtk-
[13:17:06] <XXCoder1> yo
[13:19:02] <pingufan> Hello, is somebody using this DC spindle (from China)?
http://www.aliexpress.com/store/product/EN115-0-3KW-Spindle-for-CNC-Engraving-Machine-clamp/908764_538904301.html
[13:19:32] <PetefromTn_> GOD I HATE PINGU...
[13:20:11] <pingufan> ???????
[13:20:24] <PetefromTn_> ?
[13:20:38] <pingufan> What do you hate?
[13:20:49] <XXCoder1> pingufan: it says engraving. dunno if it can do more than that. experts may hav better answers
[13:20:50] <PetefromTn_> My daughters used to watch that damn annoying claymation cartoon...
[13:21:26] <PetefromTn_> there is a special place in hell for that and barney methinks ;)
[13:22:07] <pingufan> Well, I am milling plastic enclosures, Aluminum parts, wood, ... with tools not thicker than 3 mm. But this spindle also makes me slightly nervous, because of the long distance between lower bearing and chuck.
[13:22:49] <pingufan> XXCoder1: is it ok for such, or would you recommend to keep fingers away?
[13:23:05] <XXCoder1> no idea, just noticed "engraving"
[13:23:36] <SpeedEvil> 'should I keep my fingers away from the chuck'
[13:23:49] * SpeedEvil wonders when 'no' became a good answer.
[13:23:55] <PetefromTn_> LOL
[13:24:31] <pingufan> Currently I use a modifies Gravograph VX machine. 150W with belt driven spindle. (not verystrong, but I like it.) My only problem is the runout of the spindle I made by myself. At 25000 rpm this gives immense noise.
[13:25:01] <SpeedEvil> Well, you can always consider fixing the runout.
[13:25:31] <pingufan> Actually I would only need a rugged spindle with belt drive from rear end and a �40mm outside diameter.
[13:26:23] <pingufan> I cannot fix it. The hole for rear of chuck is a little bit too big. So the chuck can be in an angle. very small, but possible.
[13:26:51] <XXCoder1> Add set screws
[13:26:51] <XXCoder1> ?
[13:27:16] <pingufan> 8 mm dia of while shaft.
[13:27:33] <pingufan> 8 mm dia of whole shaft.
[13:27:56] <pingufan> Not very much space there.
[13:29:18] <pingufan> I also had the idea to reuse a burned spindle's shaft. remove the motor's ancor, and then shorten it to my needs and put new bearings on it, but this is lots of work and allows (again) a runout.
[13:30:41] <pingufan> Can LinuxCNC regulate a DC spindle's rpm well? I use a VIA C7 1500 MHz CPU.
[13:35:22] <Bushman> Jymmm: did you read the comment?
[13:35:32] <Jymmm> nope
[13:35:47] <Bushman> the guy posted a comment that the example doesn't work
[13:35:57] <Bushman> (and it doesn't. i've checked)
[13:36:10] <Bushman> i'm to inexperienced to debug it
[13:36:16] * furrywolf curls up and sighs, lacking anyone to curl up on
[13:36:26] <Jymmm> Bushman: Did you read below that?
[13:38:11] <Bushman> there was something below that? it looked like bottom of the page!
[13:38:14] <Bushman> brb
[13:39:20] <Bushman> oh... so the code in the comment wasn't a quote, is that what you mean Jymmm ?
[13:40:47] <Bushman> Jymmm: thanks mate!
[14:24:28] <DGMurdockIII> hey guys what cnc bit did you suggest i get again
[14:25:11] <DGMurdockIII> im going to send it to my dad he the one buying the stuff
[14:26:16] <furrywolf_> tell him I want new toys too. :P
[14:27:55] <DGMurdockIII> lol
[14:29:57] * furrywolf_ needs a mesa board, a nice enclosure for the drivers, a wetforher four, limit switches and wire to connect them, a spindle encoder, a lelo elise 2, a wifi card for a panasonic toughbook cf52, umm...
[14:33:03] <XXCoder1> http://hackaday.com/2015/01/24/atari-2600-controller-now-controls-cnc-plasma-cutter/
[14:34:38] <Tom_itx> can you rigid tap on a stepper mill without axis encoders?
[14:34:54] <furrywolf_> wow, if you completely gut something and put new electronics in it, you can make it something else! I had no idea!
[14:35:12] <XXCoder1> furry yea not new just strange lol
[14:35:29] <XXCoder1> just joystick and button, seems bit less useful than say xbox controller
[14:35:34] <furrywolf_> tom: you need a spindle encoder, but unless you have major backlash issues, you shouldn't need axis controllers.
[14:35:38] <furrywolf_> axis encoders
[14:42:37] <jack16> Tom_itx, I think with steppers it will be less risky because steppers are somewhat "springy"
[14:46:13] <CaptHindsight> jack16: RTAI isn't fragmented it's just been forked to support Linuxcnc and Paolo is free to upstream anything he wants when he has the time and desire
[14:47:26] <Tom_itx> i could put one on z i suppose
[14:47:39] <Tom_itx> in case the stepper would lose steps
[14:48:08] <furrywolf_> they make spring-loaded tap holders if you're really worried, that allow a slight amount of z slop.
[14:48:20] <CaptHindsight> if the motor is properly sized and driven plus the correct pilot hole and tap are used it should just work like any other stepper
[14:48:21] <Tom_itx> i'm not that worried
[14:48:32] <Tom_itx> it's mainly an exercise to see if i can do it
[14:48:37] <CaptHindsight> open loop is always that way
[14:50:20] <furrywolf_> as long as your spindle encoder is accurate, it shouldn't make any steps that would cause it to jam...
[14:50:29] <furrywolf_> in theory. :)
[14:51:04] <Tom_itx> 2000 step
[14:51:25] <CaptHindsight> step and pray
[14:51:37] <Tom_itx> i'll cut butter first
[14:52:11] <Tom_itx> i've got a ways to go before it'll happen anyway
[14:54:47] <Vertices> hi, anyone got a FAQ for gcode for dummies who are new to this whole scene?
[14:55:04] <Vertices> not how to code, but more overview, how it actually interfaces with hardware
[14:56:04] <furrywolf_> http://humboldt.craigslist.org/for/4860035063.html that's a good deal... too bad I'm already pretty invested with outback hardware instead of trace...
[14:57:09] <Tom_itx> Vertices, look up the RS274 specification
[14:57:52] <furrywolf_> ths rs274 specification does not meet the requirements he wants.
[14:57:52] <Vertices> ok thank you Tom_itx
[14:57:57] <PetefromTn_> http://i.imgur.com/TesNfSJ.png Nice Shotgun for sale on craigslist!!
[14:58:08] <Vertices> disclaimer: im a hobbyist
[14:58:12] <Vertices> noob
[14:58:39] <Vertices> Ive been told the motor/machine decides how to interpret commands
[14:59:00] <Vertices> to me, that seems like it is a digital control protocol
[14:59:04] <XXCoder1> PetefromTn_: yeah Mr toenails probably didnt need it anymore
[14:59:11] <PetefromTn_> hehehe
[14:59:13] <Vertices> as there's no conversion to PWM or whatever requirex
[14:59:24] <Bushman> it's either a really small shotgun this guy has really large feet
[14:59:39] <PetefromTn_> N_A_S_T_Y!!!!
[14:59:44] <XXCoder1> may be actual bigfoot
[14:59:49] <Vertices> this is very pcb specific
[15:00:04] <Vertices> I have tool paths that can be output as sets of vectors
[15:00:13] <PetefromTn_> I showed that to my wife and she actually got mad at me for poisoning her brain with the image LOL
[15:00:15] <Vertices> kinda like a matrix in ascii numerals
[15:00:34] <Bushman> PetefromTn_: +1 :D
[15:00:57] <PetefromTn_> ya know shit like that you just can't UN-see unfortunately ;)
[15:01:52] <_methods> heheh
[15:02:01] <_methods> work in the ER
[15:02:27] <XXCoder1> PetefromTn_: goats.ex
[15:02:42] <_methods> pumpkin goatse lol
[15:03:03] <XXCoder1> oops goatse.cx
[15:03:07] <PetefromTn_> jeez man....how could you live like that?
[15:03:23] <pcw_home> Tom_itx: theres no issue rigid tapping with stepper driven axis as long as your
[15:03:24] <pcw_home> spindle encoder has enough resolution and your axis drives do as well
[15:03:33] <PetefromTn_> I would have HAD to rip out the angle grinder or something hehehe
[15:05:22] <furrywolf_> pcw: ever get a chance to see if you had a used 7I76E? and do they really work with linuxcnc? I found exactly nothing about supporting ethernet boards online...
[15:06:00] <Tom_itx> pcw_home should be ok then
[15:06:04] <pcw_home> the Ethernt boards are supported by LinuxCNC 2.7 ( or > )
[15:06:17] <Tom_itx> the new spindle encoder is 500 count / 200 quad
[15:06:19] <Tom_itx> 2000
[15:06:30] <Tom_itx> steppers are 40k / inch
[15:06:47] <Tom_itx> pcw_home, got them on the shelf yet?
[15:06:53] <pcw_home> yeah so not much Z movement per count
[15:07:22] <Tom_itx> that was the main reason for swapping out the homebrew encoder on the spindle
[15:07:27] <Tom_itx> and to add an index
[15:08:41] <pcw_home> so for example a 20 tpi thread is 40000 counts per inch in Z also
[15:08:41] <PetefromTn_> what HP does your spindle have tom?
[15:08:48] <Tom_itx> small
[15:08:51] <Tom_itx> like 1/3
[15:09:13] <PetefromTn_> what do you figure you will be able to tap size ?
[15:09:15] <jack16> auto reversing heads are very fast, but cost bucks
[15:09:20] <Tom_itx> small
[15:09:41] <Tom_itx> but i don't do anything larger than say #10 on it anyway
[15:09:46] <zeeshan|2> http://www.kijiji.ca/v-tool-other/st-catharines/cat-40-tool-holders/1041361148?enableSearchNavigationFlag=true
[15:09:48] <zeeshan|2> good deal?
[15:10:07] <zeeshan|2> looks like they still sell af collets..
[15:10:12] <PetefromTn_> I once saw he whom won't be named put a little bracket off the side of the millhead with a stepper motor on it and did sort of a rigid tapping with the stepper driving the spindle directly..
[15:10:18] <zeeshan|2> was thinking of picking them up to hold rill bits
[15:11:46] <Tom_itx> those are short retention knobs
[15:11:51] <zeeshan|2> yea
[15:11:53] <zeeshan|2> i have replacements
[15:11:55] <Tom_itx> look like ones we used
[15:12:03] <zeeshan|2> i need tool holdersss
[15:12:05] <zeeshan|2> lots!
[15:12:11] <PetefromTn_> that facemill probably costs more than the asking price..
[15:12:32] <zeeshan|2> i just offered him 150 lol
[15:12:35] <zeeshan|2> for 11 holders
[15:12:38] <zeeshan|2> i dont need the face mill
[15:12:44] <zeeshan|2> no point in having 3 2" face mills
[15:12:49] <furrywolf_> pcw: and did you find out if you had a used one?
[15:12:51] <PetefromTn_> LOL
[15:12:53] <Tom_itx> there is if you crash one
[15:12:58] <zeeshan|2> well i have 2!
[15:12:58] <zeeshan|2> :P
[15:13:10] <PetefromTn_> I want a 3" er
[15:13:12] <furrywolf_> two is one and one is none.
[15:13:12] <jack16> re tapping, anybody tried thread mill cutters like this?
http://www.harveytool.com/prod/Thread-Mill-Cutters/Specialty-Profiles/Browse-Our-Products_203/Thread-Milling-Cutters---Multi-Form-UN-Threads_156.aspx
[15:13:16] <zeeshan|2> i wonder if theyre made in usa
[15:13:20] <zeeshan|2> since they use funky collets
[15:13:23] <pcw_home> Im sure I have the proto somewhere...
[15:14:15] <PetefromTn_> you said you needed BT40 no?
[15:14:19] <Tom_itx> z, that one must be a tapered holder since it has slots in the side
[15:14:25] * furrywolf_ has been around long enough to know that if you don't have enough spares of something, it WILL break, and at the least opportune moment.
[15:15:19] <zeeshan|2> nah PetefromTn_
[15:15:22] <zeeshan|2> cat40
[15:15:36] <zeeshan|2> i bought conversion pull studs from mari
[15:15:43] <zeeshan|2> (which really hurt a lot )
[15:15:49] <zeeshan|2> http://www.maritool.com/Retention-Knobs-CAT40-Pull-Studs/c67_68/p1621/Pull-Stud-Hex-Head-4E-0110-%28-Deckel-,-Maho-%29/product_info.html
[15:15:56] <furrywolf> in fact, since it's the one part you don't have a spare of that always breaks, you might even be able to conclude that purchasing a spare decreases the chance of your other one ever breaking...
[15:18:43] <zeeshan|2> do you guys know why you can't get grind link finishes when turning/milling steel?
[15:18:59] <zeeshan|2> assuming you have the world most rigid machinist
[15:19:04] <zeeshan|2> *machine
[15:19:06] <zeeshan|2> + machinist haha
[15:20:18] <jack16> lol
[15:20:35] <zeeshan|2> prof keeps asking these questions cause he knows of the assumptions out there :P
[15:20:48] <zeeshan|2> i thought it was rigidity, but its not =P
[15:20:57] <furrywolf> a rigid machinist, eh? is that a machinist that moonlights as a dominatrix?
[15:21:17] <zeeshan|2> its a machinist that holds their breath on the finishing pass !
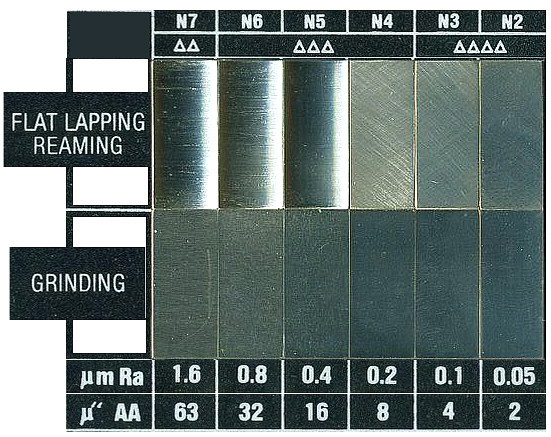
[15:21:39] <jack16> what is grind link finish?
[15:21:50] <Tom_itx> then realizes it was the pass just before the last one?
[15:22:29] <zeeshan|2> jack16:
http://www.iron-foundry.com/blog.files/surface_roughness_machining_card2.jpg
[15:22:40] <zeeshan|2> < 1.6 um Ra
[15:23:20] <zeeshan|2> ra isn't the greatest way to compare though
[15:24:03] <zeeshan|2> anyway i found the answer
[15:24:25] <zeeshan|2> its because the cutting edge radius of cutter is limited to 15-35 micron
[15:24:43] <zeeshan|2> if you go any smaller, stress concentration is too much and it pretty much destroys itself in the first couple seconds
[15:25:14] <zeeshan|2> so since you're limited to 35micron = .0013" , that means
[15:25:15] <jack16> because when cutting there is always tearout? Maybe with negative rake...
[15:25:27] <zeeshan|2> your feed per minimum must be .0013/rev
[15:25:36] <zeeshan|2> otherwise you just plough through the material instead of shearing it
[15:26:09] <zeeshan|2> which made me realize ive been using the wrong inserts to finish with
[15:26:09] <zeeshan|2> lol
[15:26:15] <zeeshan|2> cause i get ploughing when i try to finish
[15:26:51] <furrywolf> I once bought some harbor freight lathe cutters. they just push through the material no matter how you feed it, since they lack, you know, a sharp edge.
[15:28:41] <zeeshan|2> hone em!
[15:31:15] <zeeshan|2> nice 49 degF in the garage with no heating on
[16:36:27] <Deejay> gn8
[16:40:39] <furrywolf> I hate lawnmowers.
[16:41:45] <_methods> i love lamp
[16:50:39] <furrywolf> my lawnmower stops running after ~20 minutes, and doesn't like restarting until the next day. it pulls awfully easily. methinks it has no compression...
[16:51:00] <Jymmm> duct tape!
[16:52:14] <furrywolf> it always seems like lawnmowers are built with the absolutely lowest quality parts... even though two engines may be nominally the same series, the horizontal shaft versions seem to outlast the vertical shaft versions 10:1...
[16:52:49] <Jymmm> wouldnt that be called an edge trimmer?
[16:52:53] <furrywolf> pull an old horizontal shaft motor out of the scrapheap, cowling rusted away, hasn't ran in a decade... it'll probably take less than an hour to have it running like a top. a shiny lawnmower only a few years old? probably needs an engine.
[16:54:12] <furrywolf> ?
[16:54:32] <furrywolf> horizontal shaft motors are used on generators, snow blowers, rototillers, etc, etc, etc... everything except cheap lawnmowers.
[17:26:19] <SpeedEvil> Most people don't feed their generators grass-clippings through the air intake
[17:46:11] <Tom_itx> would it be better to use pwmgen or stepgen for a spindle pulse or does it matter that much?
[17:46:32] <Tom_itx> i can use mode 0 stepgen i think: step/dir
[17:51:10] <Tom_itx> i notice in the .vhd file the pwmgen has signals: PWMAOutPin, PWMBDirPin and PWMCEnaPin
[18:06:19] <jack16> it depends on what type of signal spindle needs
[18:06:52] <jack16> usually pwm or 10v analog
[18:08:18] <PetefromTn_> Tom_itx I am not that familiar with it but Stepgen is not something typically used for spindle control is it?
[18:09:32] <pcw_home> some 0..10V spindel control boards use stepgens (frequency to voltage)
[18:09:45] <pcw_home> spindle
[18:10:30] <PetefromTn_> I used to have that CNC4PC C11G board and I think it used PWM spindle control converted to 0-10v analog out...
[18:12:21] <Tom_itx> pcw_home, is the difference pwmgen is duty cycle instead of frequency?
[18:12:31] <Tom_itx> and stepgen is frequency not duty cycle
[18:13:13] <Tom_itx> their example used stepgen
[18:13:22] <pcw_home> yes (but to confuse things a stepgens varies duty cycle also)
[18:13:55] <Tom_itx> to smooth out the power range?
[18:14:07] <pcw_home> so if its a RC filter its likely either will work
[18:15:00] <jack16> but with RC filter there will
[18:15:19] <pcw_home> say I set the steplength to 100 usec and stepspace to 0, now i get 0 to 100 percent duty cycle at 0 to 10 KHz
[18:15:32] <jack16> likely will be non-linearities
[18:15:57] <pcw_home> Yes there always are
[18:16:20] <Tom_itx> well their example uses softwre stepgen with a steplen of 1 and stepspace of 0
[18:16:56] <furrywolf> nonlinearaties should be removed by the spindle encoder loop... there's likely a lot of them. probably doesn't turn at all below 10%, etc.
[18:16:59] <pcw_home> especially since most of these devices use cheap OPTOs that tend to be slow and assymetrical
[18:18:46] <Tom_L> i guess i'll try it with the stepgen first and see how it acts
[18:19:22] <pcw_home> so its hard to guess whether PWM or PFM is best, depends on the hardware
[18:19:24] <pcw_home> (note that a steplen of 1 does not work with the hardware stepgen)
[18:19:40] <Tom_L> unless the steplen and stepspace is too far off from the Gecko drives
[18:19:48] <Tom_L> i figured so
[18:19:54] <Tom_L> seemed rather short
[18:20:35] <pcw_home> its an artifact of the software stepgen behavior (1 = 1 base thread period)
[18:21:25] <Tom_L> i could have these set wrong for my geckos but i'm using steplen=1600 and stepspace=2000 for them
[18:21:30] <furrywolf> pcw: if you find that board, let me know if it's usable, and how much you want for it...
[18:21:30] <pcw_home> (well anything up to a base thread period is a base thread period)
[18:21:57] <Tom_L> i'm not sure where i arrived at those numbers
[18:22:45] <Tom_L> that is set for the function and not on a per axis basis right?
[18:23:07] <pcw_home> probably fine (unless you need to it usually best to make those as big as possible until you limit your maximum step rate)
[18:23:23] <pcw_home> yes per stepgen
[18:23:44] <Tom_L> so changing that for the spindle would affect the steppers as well
[18:24:12] <pcw_home> I meant no, its per stepgen
[18:24:17] <Tom_L> oh ok
[18:24:21] <pcw_home> so they are all independent
[18:24:31] <Tom_L> well i had those parameters in each axis section...
[18:25:00] <Tom_L> i would set those for the spindle with a setp line then instead of an axis section
[18:25:38] <Tom_L> if i need to change it that is
[18:34:27] <pcw_home> some ini files use spindle_9 for the spindle
[18:38:05] <Tom_L> what is the LedTag function used for in the hostmot2?
[18:38:35] <Tom_L> i see it in all the .vhd files but dunno what it's for
[18:43:55] <malcom2073> So I'm looking at this design for this router I'm going to build.... and it occurs to me that I *really* don't want to tap a couple hundred holes. I gues this means the mill I'm retrofitting I should drill/tap the holes with it... which means I need the ability to tap.
[18:44:47] <malcom2073> So to tap... quadrature encoder on the spindle and linuxcnc control of the spindle about all I'd need?
[18:45:02] <Tom_L> quad encoder with index
[18:45:25] <malcom2073> Ah index, makes sense
[18:46:51] <malcom2073> the 7i77 looks like it has 6 encoder inputs, so I can just it into one of the ones I'm not using I assume
[18:48:02] <Tom_L> yeah
[18:48:25] <Tom_L> make sure it's set for quadrature mode in the setup
[19:43:42] <jack16> you can tap without encoder, but you'll need additional tools
[20:01:10] <pcw_home> Tom_L: most of the FPGA cards have LEDs so theres a hm2 module for them
[20:01:33] <Tom_itx> user leds?
[20:03:05] <Tom_itx> ok i built a bit file using stepgen and one using pwmgen
[20:03:24] <Tom_itx> so that part is ready at least
[20:58:57] * zeeshan-mill is setting up homing
[20:59:00] <zeeshan-mill> lets see how bad i can crash
[20:59:19] <XXCoder1> kaboom
[21:06:27] <Tom_itx> zeeshan-mill, when i did mine to make sure the switches were tripping right, i hand tripped them before they reached the limits the first time
[21:06:35] <zeeshan-mill> yea
[21:06:42] <zeeshan-mill> im using pncconf
[21:06:44] <zeeshan-mill> its a bit confusing :P
[21:07:09] <Tom_itx> i'd ditch that myself
[21:07:46] <zeeshan-mill> why
[21:07:57] <Tom_itx> i didn't even know what it was for the longest time
[21:08:12] <Tom_itx> i did mine all manually from a template config
[21:12:31] <zeeshan-mill> my lathe settings are a bit weird
[21:12:48] <zeeshan-mill> my home is set to 28,
[21:12:54] <zeeshan-mill> home offset is 28.25
[21:14:49] <Tom_itx> is it at the far end of the travel>
[21:14:52] <Tom_itx> ?
[21:15:30] <zeeshan-mill> yea
[21:15:38] <zeeshan-mill> on the mill it will be diff
[21:15:59] <zeeshan-mill> table limits should be -8 to 8
[21:16:10] <zeeshan-mill> home_offset should be 8
[21:16:18] <zeeshan-mill> and i guess home should be 0.
[21:16:34] <zeeshan-mill> or leave it at 7.75 or something
[21:18:21] <Tom_itx> mine is 0
[21:18:30] <Tom_itx> offset is .1
[21:18:58] <Tom_itx> min limit -8.4
[21:18:58] <PetefromTn_> are you speaking of the X axis or what?
[21:19:04] <Tom_itx> max limit .1
[21:19:06] <Tom_itx> yes
[21:19:09] <zeeshan-mill> yea
[21:19:11] <zeeshan-mill> gonna try this out.
[21:19:23] <Tom_itx> i'm using soft limits
[21:19:45] <Tom_itx> but the switches are there
[21:21:41] <zeeshan-mill> are you guys using:
[21:21:47] <Tom_itx> zeeshan-mill, have you set the home sequence?
[21:21:55] <zeeshan-mill> HOME_USE_INDEX = YES
[21:21:56] <zeeshan-mill> yea tom
[21:21:59] <zeeshan-mill> im just working on X right now
[21:22:07] <Tom_itx> mine is NO
[21:22:45] <PetefromTn_> yes I am using home index
[21:23:02] <zeeshan-mill> hm
[21:23:04] <zeeshan-mill> mine doesnt seem to home
[21:23:11] <zeeshan-mill> if i use home_use_index
[21:23:14] <zeeshan-mill> it keeps searching
[21:23:24] <zeeshan-mill> but without it, it works
[21:23:39] <PetefromTn_> do you have the index pulse wired in?
[21:23:53] <zeeshan-mill> i believe so lol
[21:24:25] <PetefromTn_> you might be able to watch it in HAL
[21:24:53] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/configs/sherline/
[21:24:55] <Tom_itx> mine is there
[21:25:04] <Tom_itx> i think most of that is current
[21:25:18] <zeeshan-mill> cant find the pin
[21:25:19] <zeeshan-mill> for index.
[21:25:34] <zeeshan-mill> physically its idx A on the 7i77
[21:25:49] <PetefromTn_> X is A?
[21:26:03] <zeeshan-mill> idx 0 i mean
[21:26:16] <zeeshan-mill> i see hm2_5i25.0.encoder.00.input-a
[21:26:18] <Tom_itx> check with mesaflash or dmesg
[21:26:19] <zeeshan-mill> xxx.input-b
[21:26:26] <zeeshan-mill> xxx.index_enable
[21:27:25] <zeeshan-mill> wow
[21:27:26] <zeeshan-mill> im blind
[21:27:29] <zeeshan-mill> it was the next pin down
[21:27:30] <zeeshan-mill> hahahahaha
[21:27:35] <PetefromTn_> usually is heh
[21:27:35] <atom1> you're using a 5i25 right?
[21:27:42] <zeeshan-mill> yes
[21:28:31] <atom1> sudo ./mesaflash --device 5i25 --pci --readhmid
[21:28:36] <atom1> should give you a list
[21:40:03] <zeeshan-mill> hm
[21:40:07] <zeeshan-mill> nothing coming out of index pulse.
[21:40:35] <Tom_itx> does it need a pullup?
[21:40:59] <zeeshan-mill> shouldnt
[21:41:06] <zeeshan-mill> its supposed to be wired same way as ena and enc b
[21:44:48] <XXCoder1> looks like exploding kittens WILL get 100k backers lol
[21:44:55] <XXCoder1> only 1,700 to go
[21:45:05] <XXCoder1> https://www.kickstarter.com/projects/elanlee/exploding-kittens/comments
[21:52:03] <XXCoder1> new one
https://www.kickstarter.com/projects/1923304356/laser-ink?ref=category_location
[22:15:31] <zeeshan-mill> 15.00 limt'
[22:25:48] <somenewguy> so I haven't slept in a few days, buying a home will do that to ya!
[22:26:28] <somenewguy> highest cieling in the place is the basement, and it has a nice big bulkhead, so i gotta scratch an itch here
[22:27:06] <somenewguy> what is a typical cieling height needed to stuff a cnc mill into a room? google is trickey, a bridgeport needs a little under 7 ft, but I don't want a conversion
[22:28:20] <cradek> 8'6
[22:28:28] <cradek> 8' never seems like quite enough
[22:29:02] <somenewguy> argh yeah i figured
[22:29:22] <somenewguy> guess I'll need to build another garage, eating my machine funds again
[22:29:58] <somenewguy> im gonna regret passing on the place w/ a 2 BIG car garage in the yard, but this place has land to build on and lax laws about what you can do in ur own home
[22:33:56] <somenewguy> nothing ever is enough
[22:34:11] <somenewguy> on the bright side, that means I'll have to go high and might as well put in a car lift while I am at it...
[22:44:04] <zeeshan-mill> sweet
[22:44:06] <zeeshan-mill> homing set
[22:44:06] <zeeshan-mill> :)
[22:44:25] <Tom_itx> nice
[22:44:29] <zeeshan-mill> looks like my limits are X=14.75" , Y=15.00", Z=14.00"
[22:44:35] <Tom_itx> not bad
[22:44:37] <zeeshan-mill> so small
[22:44:41] <zeeshan-mill> compared to bridgeport
[22:44:42] <zeeshan-mill> lol
[22:44:43] <Tom_itx> better than mine
[22:45:14] <zeeshan-mill> only thing sux is
[22:45:16] <zeeshan-mill> with vice on
[22:45:20] <zeeshan-mill> it doesnt give much room for drilling
[22:45:24] <Tom_itx> nope
[22:45:29] <Tom_itx> get a small vise
[22:45:53] <zeeshan-mill> no!
[22:45:58] <zeeshan-mill> theyre expensive tobuy:(
[22:46:18] <zeeshan-mill> my vise sits 3.25" from the table
[22:46:31] <Tom_itx> use short drills
[22:46:50] <zeeshan-mill> yea, i think if i wanna drill big holes
[22:46:52] <zeeshan-mill> will be force to
[22:46:55] <zeeshan-mill> *forced
[22:47:04] <Tom_itx> ok, i'm out
[22:47:05] <zeeshan-mill> i can cut my drills
[22:47:07] <zeeshan-mill> cu!
[22:47:13] <Tom_itx> post!!
[22:47:14] <Tom_itx> :D
[22:55:17] <PetefromTn_andro> Glad to hear your machine is coming together zeeshan
[22:55:51] <CaptHindsight> that Shapeoko 2 CNC Laser head is about all the gantry can handle, it's much better than a spindle
[22:56:08] <PetefromTn_andro> With 14" of z travel I don't think you will have too much trouble really..
[22:56:41] <PetefromTn_andro> Shepeoko laser head? Seriously?
[22:56:57] <CaptHindsight> https://www.kickstarter.com/projects/1923304356/laser-ink?ref=category_location
[22:58:48] <PetefromTn_andro> Oh it is not a serious laser then is it? That thing is such a piece of Shit I swear..
[22:59:01] <CaptHindsight> yeah, it's a toy
[22:59:21] <PetefromTn_andro> Toy is being generous
[23:00:53] <PetefromTn_andro> I don't really understand that whole kickstarter thing but it seems people will fund about any crackpot idea on there. Amazing
[23:02:51] <XXCoder1> not always pete there is many failed
[23:04:13] <PetefromTn_andro> I guess it depends on the level of hype involved. Or they were simply ridiculous to begin with?
[23:04:28] <XXCoder1> that and amount of interest
[23:05:28] <XXCoder1> and sometimes silly stuff get big fund -
https://www.kickstarter.com/projects/elanlee/exploding-kittens/
[23:06:07] <XXCoder1> bit over 1,500 left to 100k backers seatch goal
[23:06:33] <PetefromTn_andro> Ya know what man I just can't bring myself to click on that link..
[23:06:55] <t12> well
[23:07:03] <t12> that dude has a huge external viewership
[23:07:16] <t12> hence the lots of people paying attn
[23:07:58] <zeeshan-mill> lol
[23:07:59] <zeeshan-mill> whoops
[23:08:05] <zeeshan-mill> i think im going in the wrong direction for Y
[23:08:06] <zeeshan-mill> :-(
[23:08:16] <zeeshan-mill> since my RAM moves, if its coming towards me
[23:08:23] <zeeshan-mill> when i press +
[23:08:34] <zeeshan-mill> means its wrong yea
[23:08:35] <zeeshan-mill> ?
[23:11:32] <PetefromTn_andro> Yeah I think so... Not sure about the machine..
[23:13:33] <CaptHindsight> ftp://ftp.seagate.com/sff/SFF-8201.PDF 2.5" Form Factor Drive Dimensions
[23:16:24] <PetefromTn_andro> GN8
[23:47:04] <zeeshan-mill> ZzzZz
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}