Back
[00:00:07] <toastydeath> it's a pain in the dick, don't worry about it much
[00:00:41] <toastydeath> But there's something called the wedge product, where instead of getting a vector
[00:00:55] <toastydeath> you get an actual square sitting in the plane of rotation
[00:01:06] <zeeshan> literally a square?
[00:01:43] <toastydeath> so it splits the thing up into (area representing the magnetude) * (unit vectors in the plane of the rotation)
[00:01:45] <toastydeath> yep
[00:01:49] <toastydeath> that's how it's interpreted
[00:02:15] <toastydeath> it also does weird things like, it works in any dimension (so if you have 4 dimensional shit, a la physics, it works)
[00:02:19] <toastydeath> so you can have torque in spacetime
[00:02:34] <toastydeath> cross product only works in 3, and has a 7 dimensional analogous thing
[00:03:01] <toastydeath> it can also go higher or lower dimension not only in terms of the thing it's embedded in (like a torque in 4d spacetime)
[00:03:09] <toastydeath> but also in terms of the actual quantity it describes
[00:03:29] <toastydeath> so you can wind up with a volume, representing some sort of density
[00:03:52] <toastydeath> where torque is 2d in a 3d space, etc
[00:04:07] <toastydeath> anyway, sorry for the rambling
[00:04:18] <toastydeath> this is a subject i've wanted to get into and just haven't
[00:04:26] <toastydeath> one day i will get off my ass and study it properly
[00:04:43] <zeeshan> haha
[00:04:49] <zeeshan> its too advanced for me
[00:04:54] <zeeshan> to me a cross product is the good ol
[00:04:59] <zeeshan> do some shit to a vector
[00:05:10] <zeeshan> and i get a 3rd vector perpendicular to them
[00:05:13] <toastydeath> yeah it's the old standby
[00:05:28] <zeeshan> like when i find the eigenvectors (princple axes)
[00:05:30] <toastydeath> i like using wedge occasionally when I have to do something that's lower level, just to confuse the prof
[00:05:39] <zeeshan> i just do the cross product between the 2 known eigenvectors
[00:05:40] <zeeshan> to get my 3rd
[00:05:51] <zeeshan> haha toastydeath
[00:06:01] <toastydeath> i am going to assume here that you somehow know you MUST have 3 eigenvectors?
[00:06:14] <zeeshan> yea
[00:06:20] <zeeshan> its from that 2nd order tensor stuff
[00:06:25] <toastydeath> baller
[00:06:37] <zeeshan> but seriously you're right
[00:06:41] <zeeshan> engineers just use the math
[00:06:50] <zeeshan> we don't really full capture all this fine stuf.
[00:06:52] <zeeshan> *fine stuff.
[00:07:08] <toastydeath> i respect the shit out of that, just saying - i don't want to sound like i think it's trivial, because my opinion is that inventing a tool is fine
[00:07:08] <zeeshan> like they tried teaching us orthogonality of functions
[00:07:11] <zeeshan> and most of the class was like
[00:07:12] <zeeshan> "WTF"
[00:07:15] <toastydeath> but it's like inventing a paintbrush
[00:07:18] <zeeshan> functions can be orthogonal?
[00:07:19] <zeeshan> haha
[00:07:24] <toastydeath> hahahahaha
[00:07:31] <toastydeath> hell yeah they can be, that's the basis of signal analysis
[00:07:39] <zeeshan> fourier series!
[00:08:24] <zeeshan> i feel bad poor pete quit
[00:08:24] <toastydeath> that under a family of inner products defined by an integral from -pi to pi, n*sin(x) and n*cos(x) multiply to 0 under that inner product
[00:08:24] <zeeshan> haha
[00:08:30] <zeeshan> he was talking about his spindle orient
[00:08:36] <zeeshan> and bam came math wars
[00:08:43] <toastydeath> MATH WARS, now on Lifetime.
[00:09:27] <toastydeath> hm, actually i think all integral transforms have an inner product associated with them? i'm not sure, but the fourier definitly does and i think the lagrange transform does as well
[00:09:48] <toastydeath> i'm not sure what the lagrange space looks like though, because i've never messed with it for funsies
[00:10:04] <zeeshan> i think all these transforms
[00:10:10] <zeeshan> must have orthonormality
[00:10:17] <zeeshan> otherwise they'd fail
[00:10:22] <toastydeath> how so?
[00:10:40] <zeeshan> well i dont know if orthonormality is the correct word
[00:10:49] <toastydeath> no no, i get what you mean though
[00:10:54] <zeeshan> but they must all follow some set of rules
[00:11:04] <zeeshan> otherwise you'd be changing the meaning of what you started with
[00:11:18] <toastydeath> i'm not sure that's ENTIRELY true, because the reason the fourier transform cares about orthogonal functions
[00:11:27] <zeeshan> those guys that study topology prolly know
[00:11:32] <toastydeath> is because you want to have an infinite dimensional vector space
[00:11:52] <toastydeath> so without figuring out how to make sin(x) and cos(x) orthogonal, you don't have your nice infinite space
[00:12:21] <toastydeath> but we don't use the laplace transform for approximating functions, so it doesn't matter if we have an inner product _at all_
[00:12:23] <zeeshan> that shit is beyond my head
[00:12:23] <zeeshan> lol
[00:12:36] <toastydeath> sry!
[00:13:03] <toastydeath> look at it like this - in a 2d space, if you have 3 vectors, it's ALWAYS gonna be linearly dependant, right?
[00:13:04] <zeeshan> engineers definition of fourier series: "it lets me write any function in terms of sin and cos"
[00:13:06] <zeeshan> :D
[00:13:16] <toastydeath> you can't make that 3rd vector point off in a new direction if you are confined to 2d
[00:13:25] <zeeshan> yea
[00:13:27] <zeeshan> agreed
[00:13:59] <toastydeath> what _defines_ dimensions in this sense is the inner product - the dot product
[00:14:13] <toastydeath> you DEFINE what orthogonal means
[00:15:00] <toastydeath> in normal space, the dot product is what it is so that the linear algebra matches up with the geometric idea of dimension
[00:15:13] <zeeshan> ah
[00:15:24] <zeeshan> so that holds true for irregardless of any # of dimensions
[00:15:26] <toastydeath> in fourier, you don't know how many times you're gonna have to write down sin/cos
[00:15:28] <toastydeath> ya
[00:15:45] <toastydeath> and so the question arises - how many times can we write these down and have them be *unique*
[00:15:58] <zeeshan> okay
[00:16:02] <toastydeath> or will we get shit like cos(x) = cos(2x) = cos(4x) or some other harmonic thing
[00:16:06] <zeeshan> so thats why you show they're orthogonal
[00:16:09] <toastydeath> yes
[00:16:14] <zeeshan> that makes a lot of sense
[00:16:22] <zeeshan> haha you really know this shit well
[00:16:26] <zeeshan> if i asked my prof that
[00:16:29] <toastydeath> and it turns out, if you define the inner product really carefully
[00:16:31] <zeeshan> he would not be able to answer that
[00:16:42] <toastydeath> you wind up with this concept of "orthogonal" in function space
[00:17:03] <toastydeath> that makes every frequency multiple orthogonal
[00:17:13] <toastydeath> for JUST cos/sin
[00:17:28] <toastydeath> other functions still exist in fourier space - x, x^2, ln(x)
[00:17:52] <toastydeath> but we can't use them as vectors in our basis that we're going to use to approximate other functions
[00:17:59] <zeeshan> why
[00:18:00] <toastydeath> because they're not orthogonal using that inner product
[00:18:03] <zeeshan> because they can be dependent on each other ?
[00:18:12] <toastydeath> yep
[00:18:33] <toastydeath> a basis vector has to be independent of all other basis vectors
[00:18:39] <toastydeath> in all their combinations
[00:18:57] <toastydeath> ...we're asserting we can write down any function if we use an infinite number of cos/sin, right?
[00:19:06] <zeeshan> yea
[00:19:08] <zeeshan> thats true
[00:19:17] <toastydeath> so if i were to choose, say, 2x^2 as a basis vector
[00:19:25] <toastydeath> ...that's already covered by some combination of sin/cos
[00:19:28] <zeeshan> yes
[00:19:29] <toastydeath> which are already basis vectors
[00:20:03] <toastydeath> in other spaces, that's not true - all polynomials, etc are independent of sin/cos
[00:20:07] <zeeshan> sin and cos are truly cool
[00:20:30] <toastydeath> but in _this_ space, because we chose the right inner product, we are able to reduce the number of dimensions required to cover all of function space
[00:20:32] <toastydeath> to just sin/cos
[00:21:01] <zeeshan> this is topology right?
[00:21:05] <toastydeath> nope, plain linear algebra
[00:21:10] <zeeshan> haha
[00:21:16] <zeeshan> its interesting
[00:21:27] <zeeshan> especially now i know what the hell is some what going on
[00:21:35] <toastydeath> you'd lose most of the structure we're talking about if you want to alter it topologically
[00:21:49] <toastydeath> for instance, because of how you measure distances between two points
[00:22:01] <toastydeath> sqrt( x^2 + y^2 + z^2)
[00:22:18] <toastydeath> that actually _forces_ the topology of the space to be what it is
[00:22:42] <toastydeath> every metric (distance measure between points) forces a unique topology on the space
[00:22:49] <zeeshan> is what what metrics are?
[00:22:50] <zeeshan> hahah
[00:22:52] <zeeshan> Nice
[00:22:52] <toastydeath> yup
[00:23:15] <toastydeath> there's more to it than that - a metric has to follow some specific rules
[00:23:24] <toastydeath> on the properties it has to have, like it can't be negative
[00:23:27] <zeeshan> well i was lost before you said that
[00:23:31] <zeeshan> i tried to understand manifolds
[00:23:35] <zeeshan> but they kept on talking about metrics
[00:23:38] <zeeshan> and im like this is a band
[00:23:42] <toastydeath> hahaha
[00:23:49] <zeeshan> metric makes sense.
[00:23:50] <zeeshan> measurement
[00:24:06] <toastydeath> the reason they go on about it, is because with a weird metric, you wind up generating geometries that are manifolds, i.e. that aren't flat
[00:24:13] <toastydeath> like, there is a metric for spheres
[00:24:30] <toastydeath> a metric for saddles, etc
[00:24:48] <zeeshan> that stuff is truly intertesting
[00:24:51] <zeeshan> but its really hard to understand
[00:24:54] <toastydeath> ya
[00:24:58] <zeeshan> because they don't teach you the idea behind it
[00:25:02] <zeeshan> theyre throwing math at you
[00:25:08] <toastydeath> that's honestly why i loved going at it from the math side
[00:25:17] <toastydeath> because all we care about are the ideas behind it, not using it for anything
[00:25:35] <zeeshan> well thats how mr einstein got his idea of space time.
[00:25:39] <toastydeath> so we get to sit there and mull this stuff over and the profs teaching the classes have a MUCH deeper and more intuitive sense
[00:25:43] <zeeshan> he went through other peoples work
[00:25:46] <zeeshan> and saw a link
[00:25:56] <zeeshan> did tons of though experiments
[00:26:15] <toastydeath> it's his friend's fault we have tensors
[00:26:53] <toastydeath> topology is crazy cool, though - it makes no sense at first
[00:27:00] <toastydeath> but you know all that epsilon-delta shit
[00:27:04] <toastydeath> for limits in calculus
[00:27:06] <toastydeath> and continuity?
[00:27:17] <zeeshan> limits you mean?
[00:27:24] <zeeshan> yea
[00:27:31] <toastydeath> all that stuff comes out of very simple definitions in topology
[00:27:43] <toastydeath> and if you know the topology, you don't actually need to know most of that
[00:27:47] <zeeshan> dude i really love that stuff.
[00:28:06] <zeeshan> newton came up with newtonianian mechanics
[00:28:12] <zeeshan> cause it WORKS
[00:28:13] <zeeshan> and then bam
[00:28:14] <toastydeath> laplacian mechanics :D
[00:28:22] <zeeshan> einstein is like hey you're not completely right
[00:28:26] <zeeshan> but you're not completely wrong either
[00:28:29] <zeeshan> and expanded
[00:28:34] <zeeshan> i feel like math is the same way.
[00:28:41] <zeeshan> you start off somewher
[00:28:45] <zeeshan> and it keeps expanding
[00:28:48] <toastydeath> yep
[00:28:59] <toastydeath> you're always free to change your definitions
[00:29:04] <toastydeath> or remove or add rules
[00:29:13] <zeeshan> as long as you have a good solid basis
[00:29:30] <zeeshan> well in the case of string theory
[00:29:35] <zeeshan> you anticipate you have a good solid basis :)
[00:29:57] <toastydeath> it's neat because you don't even need a solid basis - you can figure out the consequences of your choices without any idea of where it will lead
[00:30:10] <toastydeath> "what if i assume THIS"
[00:30:14] <toastydeath> and go off on some crazy rabbit hole
[00:30:20] <toastydeath> very often, the answer is "nothing useful"
[00:30:29] <toastydeath> like, what happens if you allow division by zero?
[00:30:41] <zeeshan> the world falls apart
[00:30:41] <toastydeath> it turns out only one number can exist - zero
[00:31:05] <zeeshan> 0 started it all
[00:31:16] <toastydeath> so if you really need division by zero, you can allow it - but then you can't assume you have things like "the number 5"
[00:31:18] <toastydeath> "Subtraction"
[00:31:43] <zeeshan> hehe
[00:32:12] <zeeshan> to understand math better from a no limits perspective
[00:32:20] <zeeshan> where do you think someone should start?
[00:32:27] <toastydeath> haaa no limits
[00:32:28] <zeeshan> when i say math
[00:32:29] <toastydeath> GREAT PUN
[00:32:31] <zeeshan> i mean real math
[00:32:37] <zeeshan> where it helps you understand topology
[00:32:42] <zeeshan> and some of the things we're talking about
[00:32:45] <toastydeath> topology is actually not that far away
[00:32:51] <zeeshan> leads you to metrics and tensors
[00:32:59] <zeeshan> i wanna follow how this stuff came about
[00:33:00] <toastydeath> like, you could be ready for topology with a one semestor introduction to abstract math
[00:33:11] <zeeshan> and how it can be twisted to get stuff like the einstein space time tensor
[00:33:12] <toastydeath> so there's a book, let me get the title
[00:33:15] <zeeshan> or whatever they call it
[00:33:40] <toastydeath> so this is the book pretty much everybody cites
[00:33:46] <toastydeath> http://www.amazon.com/How-Prove-Structured-Approach-2nd/dp/0521675995/ref=sr_1_1?ie=UTF8&qid=1421907183&sr=8-1&keywords=how+to+prove+it
[00:34:03] <toastydeath> I never used it or read it because I took a class on the subject - proofwriting - as part of college
[00:34:09] <toastydeath> required for all math majors
[00:34:43] <zeeshan> No background beyond standard high school mathematics is assumed. P
[00:34:48] <zeeshan> what do i not believe that
[00:34:48] <zeeshan> lol
[00:34:52] <toastydeath> it's true
[00:35:09] <toastydeath> we actually get a lot of students failing out of pure math and either changing majors, or going into math secondary education
[00:35:21] <toastydeath> because it's usually taught at the end of sophmore year
[00:35:28] <zeeshan> https://opeconomica.files.wordpress.com/2014/08/daniel-j-velleman-how-to-prove-it.pdf
[00:35:28] <toastydeath> after calc 3 and lin alg
[00:35:31] <zeeshan> god i love the internet
[00:35:33] <zeeshan> fREE BOOKS
[00:35:41] <toastydeath> xlt
[00:35:50] <toastydeath> but then, people are used to math being "solve for x"
[00:36:00] <toastydeath> versus "argue the following"
[00:36:12] <zeeshan> well i guess one prepares you for a practical life
[00:36:14] <zeeshan> the other expands your mind
[00:36:31] <toastydeath> central to the idea of math is the idea of "structure"
[00:36:55] <toastydeath> and nobody ever introduces people to these structures in mathematics as part of normal undergrad stuff
[00:37:12] <toastydeath> like, how I'm able to talk about fourier analysis like that is not because i've memorized a bunch of shit
[00:37:28] <toastydeath> but because i intuitively understand what the space -looks like-
[00:37:38] <toastydeath> the central features that make it what it is, versus some other space
[00:37:56] <toastydeath> and all the crap i was saying just follows naturally from that understanding
[00:38:03] <zeeshan> yes
[00:38:15] <zeeshan> i feel like if you fully understood it
[00:38:25] <zeeshan> you'd have an easier time navigating through the practical works as well.
[00:38:31] <toastydeath> yes, extremely so
[00:38:33] <zeeshan> cause you have an intuition for it
[00:38:38] <zeeshan> thats why i went into mech eng
[00:38:39] <toastydeath> this is why diff eq was not super hard for me conceptually
[00:38:46] <zeeshan> you have a feel of forces
[00:38:47] <zeeshan> heat
[00:38:48] <zeeshan> energy
[00:39:07] <zeeshan> when someone is like what is the force in this beam
[00:39:11] <zeeshan> you're not just looking at vectors
[00:39:13] <zeeshan> you can get a feel for it
[00:39:20] <toastydeath> yep
[00:39:33] <zeeshan> they've taught us math as a tool
[00:39:35] <zeeshan> and it still is
[00:39:39] <toastydeath> and that same intuition is possible for each and every subject in math
[00:39:40] <zeeshan> even in my grad work..
[00:39:49] <zeeshan> using mathematical models to simulate something
[00:40:27] <zeeshan> i just read the preface of this book
[00:40:29] <zeeshan> it looks easy to follow
[00:40:37] <toastydeath> it is an interesting thing, because what will happen to you if you follow down this path
[00:40:49] <toastydeath> is you will see something written in math, and then you'll see the text description
[00:40:57] <toastydeath> and at some point, the math will make more sense than the english will
[00:41:17] <toastydeath> there will be more instantaneous understanding of the physics through the equation, than the text accompanying the equation
[00:42:31] <toastydeath> i am not sure how much this falls into engineering, but nearly every physicist i know has this
[00:42:42] <toastydeath> they take so much math that they think in it
[00:43:01] <toastydeath> gradients and exterior products and complex analysis
[00:43:08] <norias> f'in physicists
[00:43:13] <norias> i work with some of those people
[00:43:15] <norias> bah
[00:43:28] <zeeshan> toastydeath: we just apply it
[00:43:49] <norias> yeah, i agree with that
[00:43:56] <norias> i got to this point in life were
[00:44:04] <norias> there's 1,000 things i want to do
[00:44:08] <norias> but i have to choose
[00:44:26] <norias> i see beauty in pure math
[00:44:39] <norias> but what really excites me
[00:44:44] <norias> is the practical benefit
[00:45:07] <zeeshan> i think if people read "how to prove it"
[00:45:21] <zeeshan> and use deductive reasoning
[00:45:28] <zeeshan> we would not have wars :)
[00:45:32] <norias> uh
[00:45:32] <zeeshan> or have many more of them
[00:45:34] <norias> well
[00:45:39] <norias> heck
[00:45:40] <toastydeath> hahaha
[00:45:50] <norias> wars are an unfortunate byproduct of humanity
[00:45:50] <toastydeath> "One or the other, i'm not sure which. This could either be very good, or very bad."
[00:45:57] <zeeshan> lol
[00:46:03] <toastydeath> but if you do read that book
[00:46:06] <norias> i see what you did there
[00:46:08] <zeeshan> im planning to
[00:46:09] <toastydeath> topology, by Munkres
[00:46:10] <zeeshan> it looks good
[00:46:17] <zeeshan> i need somewhere to start
[00:46:20] <toastydeath> is basically a conversational introduction to point-set topology
[00:46:33] <toastydeath> and topology exists WELL before numbers or any other highschool math
[00:47:04] <zeeshan> topology interested me
[00:47:12] <zeeshan> when i saw the modbus strip
[00:47:16] <zeeshan> aka the mobius strip
[00:47:23] <toastydeath> more useful to you career wise, "Linear Algebra Done Right" is a high undergrad, low graduate level linear algebra book, that goes into actual linear algebra - not matrices
[00:47:44] <toastydeath> it does not use much math either
[00:47:51] <toastydeath> in the calculate this sense
[00:48:31] <toastydeath> complex analysis, too, but that's a LOT of calculation. Much better treatment of vibrations and periodic functions than you have in Real space
[00:48:47] <toastydeath> (and is why EEs love complex analysis)
[00:49:07] <zeeshan> we kinda touuch it
[00:49:09] <toastydeath> not as much calculation as an engineering class, though
[00:49:10] <zeeshan> for mechanics vibrations
[00:49:19] <zeeshan> *mechanical
[00:49:26] <toastydeath> i like it because of the visualizations it allows
[00:49:30] <toastydeath> rather than the calculation itself
[00:50:32] <zeeshan> https://www.youtube.com/watch?v=CKxjikVs_4Q
[00:50:33] <zeeshan> lol
[00:50:40] <zeeshan> i was so amazied i could do this using math
[00:52:29] <zeeshan> https://www.youtube.com/watch?v=KpVB0ouezb0
[00:52:31] <zeeshan> found an old video
[00:52:42] <zeeshan> who says you cant get good finish on stainless on a 12x36 chinese lathe!
[00:52:57] <zeeshan> im such a noob in that vid
[00:52:59] <zeeshan> wasnt feeding fast enough
[00:54:09] <toastydeath> hahaha
[00:54:57] <toastydeath> that's a pretty darn nice finish
[02:17:25] <archivist_> I see no finger nail test on that finish
[02:22:11] <zeeshan> :P
[02:22:18] <zeeshan> man it really hurts me to buy 5 pull studs
[02:22:19] <zeeshan> for 100 bux
[02:22:23] <zeeshan> its a frigging bolt
[02:22:29] <zeeshan> i don't see what the hell the big deal is
[02:22:34] <Jymmmm> Um, I think he let the magic smoke out...
https://www.youtube.com/watch?x-yt-cl=84359240&x-yt-ts=1421782837&v=lYf9HK-rI1s
[02:23:26] <archivist_> zeeshan, I got lucky a few years ago, a mitutoyo finish measuring tool
[02:24:24] <zeeshan> profilometer?
[02:24:29] <zeeshan> archivist ... youre in the uk
[02:24:38] <zeeshan> have you heard of "shop-apt.co.uk"
[02:24:42] <zeeshan> http://www.shop-apt.co.uk/din-2080-40-er-collet-chucks/din-2080-40-collet-chuck-for-er20-collets-70mm-gauge-length.html
[02:24:44] <zeeshan> these guys
[02:25:15] <archivist_> I am in UK
[02:26:45] <archivist_> at those prices they have to be chinese/indian budget
[02:27:02] <zeeshan> glanze is indian
[02:27:05] <zeeshan> they make pretty good tools
[02:30:06] <archivist_> I thought glanze was eastern europe originally
[02:33:37] <zeeshan> why do er32 collet chucks come in different lengths?
[02:34:39] <archivist_> depends what you need, can you reach the depth without spindle housing crashing into the work
[02:34:49] <zeeshan> why not always get shortest?
[02:35:12] <zeeshan> hm
[02:35:21] <zeeshan> i guess it'd be more rigid to get a longer one
[02:35:31] <zeeshan> vs stick end mill out more
[02:36:04] <archivist_> sandvik have an extension system
[02:37:27] <archivist_> why do seller not realise how old something is and price accordingly
http://www.electronicsurplus.com/mitutoyo-178-903e-60-surftest-iii-surftest-iii-profilometer-system
[02:37:34] <archivist_> sellers
[02:38:17] <zeeshan> hahahahaha
[02:39:17] <archivist_> I got mine for about £40 on fleabay iirc
[02:39:59] <archivist_> have to drag the stylus by hand but so what
[02:40:03] <zeeshan> that thing is ancient
[02:43:07] <archivist_> 30 years old possibly
[02:43:15] <zeeshan> as long as it works
[02:43:16] <zeeshan> it works :)
[02:43:51] <archivist_> I got some standards elsewhere, yes it works :)
[02:45:04] <archivist_> funny thing for me was before getting it, way back I learned that finish was not measured although part of the exam practical for clockmakers
[02:47:48] <archivist_> I should measure my exam piece now I can
[02:48:00] <zeeshan> you got that for a killer deal :)
[02:48:07] <zeeshan> profilometers arent cheap :/
[02:48:34] <archivist_> depth of field a bit crap
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_03_29_measuring_tools/IMG_1752.JPG
[02:59:31] <zeeshan> whats that
[02:59:34] <zeeshan> the tips?
[03:00:43] <archivist_> it is part seen inside french clocks, part of the striking mechanism
[03:01:14] <archivist_> started making two but only needed to finish one
[03:07:22] <archivist_> not the best pictures, even missing this part in the dissassembled pic
http://www.geocities.ws/mvhw/japy.html
[03:08:58] <archivist_> it is basically a test should one be let loose with an antique I suppose and bake the correct replacement
http://www.abbeyclock.com/cal/japy2.html
[03:12:44] <Jymmmm> If I take two cheap ass DMM's that each can read 300VAC, and connect them in series, could I read 600VAC?
[03:18:14] <archivist_> could be lucky or unlucky, to guarantee the luck first make a potential divider
[03:18:52] <archivist_> so each only get approx half always
[03:19:23] <Jymmmm> Either way, probably a bad idea. I was trying to get away without a HV probe. I just found this though...
http://www.pocketmagic.net/2010/11/homemadediy-high-voltage-probe/
[03:20:06] <archivist_> that is a voltage divider anyway
[03:20:21] <archivist_> less accurate
[03:20:30] <archivist_> unless your parts are good
[03:21:01] <Jymmmm> If I'm within +/- 500V, it's close enough.
[03:21:20] <archivist_> just stick you finger on the wire then
[03:21:38] <Jymmm> Nuh uh! =)
[03:21:53] <archivist_> alive <500 dead yes >500
[03:21:53] <Jymmm> 5 to 30KV potential
[03:22:21] <Jymmm> err 5KV to 30MegaV
[03:22:45] <archivist_> make absofukkinlutely sure the gnd wire on the probe is grounded
[03:23:00] <Jymmm> I'm playing with stun guns
[03:23:13] <Jymmm> Will do for sure.
[03:23:45] <archivist_> the voltage is with reference to some fixed level, use gnd!
[03:59:48] <dr_traktor> Would you happen to know if Spartan 6 based boards from Mesa Electronics can be memory mapped to PCIE with block ram?
[04:05:28] <Jymmm> Ask again in 5 hours.
[04:07:20] <dr_traktor> What happens in 5 hours?
[04:08:29] <archivist> PCW wakes up
[04:24:57] <Computer_Barf> is it common that atom boards running linux cnc are booted from hard drives or would it be acceptable to usb boot?
[04:36:40] <archivist_herron> usb can give you unacceptable delays, you dont want disk activity during machining
[05:37:57] <Martiini> I've decided to learn welding robot programming ..What do I need to know? how will I learn? kuka, fanuc, abb, motoman - all robots the same? All robots are programmed with cnc, no?
[07:40:14] <Deejay> tag
[07:42:01] <Jymmm> Deejay: *WHACK*
[09:43:44] <CaptHindsight> http://www.3ders.org/articles/20150122-add-a-closed-loop-control-to-your-3d-printer-and-never-worry-about-missed-steps-again.html
[09:44:19] <jdh> seems like step loss wouldn't be much of a problem for typical builds
[09:44:23] <CaptHindsight> why didn't anyone ever think of this before?
[09:45:31] <TekniQue> I have a problem with missed steps on my dynamometer load valve
[09:45:54] <TekniQue> I don't know if it lies in the stepper driver or in my FPGA logic that controls it
[09:46:22] <PetefromTn_> CaptHindsight LOL who'd a thunk it
[09:46:30] <TekniQue> the logic does acceleration/deceleration control
[09:46:36] <TekniQue> and pauses between changing direction
[09:46:45] <TekniQue> but maybe it just needs tuning of those parameters
[09:46:54] <malcom2073> CaptHindsight: Zomg! Closed loop? They should come up with a name for that.. like ... ser something... ser...vo?
[09:46:55] <malcom2073> servo?
[09:46:57] <malcom2073> yeah!
[09:47:31] <TekniQue> it's not such a big problem other than the valve goes offset after running for a while constantly adjusting the load in closed loop
[09:47:40] <TekniQue> so it may no longer be able to open fully
[09:48:15] <Loetmichel> *haha* my co-workers just lokked at me irritated... there was "house of the rising sun" in the radio... and i sang on top of my lungs along to it ;-)
[09:48:20] <malcom2073> TekniQue: Probably need to turn down the acceleration a bit, or implement constant jerk motion control if it's a high mass system
[09:48:47] <malcom2073> TekniQue: Or be really cool, and put an encoder on it :P
[09:49:08] <CaptHindsight> I think I read about that somewhere
[09:49:12] <PetefromTn_> good song!
[09:49:24] <TekniQue> CaptHindsight: it is somewhat typical for Arduino users to be unaware of how things are done in the real world
[09:49:35] <TekniQue> how things are done outside of the internet diy blogs
[09:49:48] <malcom2073> CaptHindsight: I wanted to be more witty, but I couldn't find the etymology of servomechanism
[09:49:55] <CaptHindsight> TekniQue: it's the editors that also appear to be clueless
[09:50:12] <PetefromTn_> yeah but you would REALLY have to be living under a rock to not know about closed loop control if you have built a CNC of any sort
[09:50:52] <malcom2073> I think 3drs is also the blog that listed the "worlds first 3d printing chat!" the other week (ignoring the you know... other chats that have been around for years)
[09:51:06] <malcom2073> They do live under fairly large boulders
[09:51:47] <TekniQue> malcom2073: it's a pretty low mass system but it's a pretty big ball valve so needs a bit of torque
https://www.youtube.com/watch?v=7BZTkccdjTo
[09:52:20] <TekniQue> it's possible that it might be aided by reducing the microstep size, I don't know
[09:52:35] <TekniQue> reducing the microstep fraction
[09:53:01] <TekniQue> but I would've thought thatn shouldn't make for lost steps, it should still have whole step precision
[09:53:07] <TekniQue> regardless of microstepping
[09:53:13] <malcom2073> It should yeah
[09:54:20] <malcom2073> Can you afford to turn down the acceleration?
[09:54:25] <TekniQue> sure
[09:55:36] <TekniQue> I may need to drop the current a bit too, the motor runs pretty hot
[09:56:42] <malcom2073> Most steppers can run absurdly hot and be fine, but it varies by motor, skipping steps though I'd worry about it skipping more if you lower the current
[09:56:57] <TekniQue> true
[09:57:02] <malcom2073> You could also do a gear reduction
[09:57:07] <malcom2073> stick a larger gear on the valve
[09:57:16] <skunkworks> I have over driven steppers which caused all kinds of odd problems...
[09:57:21] <TekniQue> I had to switch the driver to run in full current at standby
[09:57:34] <TekniQue> because it emitted so much EMI when at half current
[09:57:39] <TekniQue> it interfered with my load cell
[09:58:04] <TekniQue> whenever the valve stopped moving I'd see the torque jump
[09:58:33] <TekniQue> it otherwise works well.
https://www.youtube.com/watch?v=yb15HcSz2ig
[10:00:39] <TekniQue> I built everything there, only part that isn't home made is the water brake
[10:00:48] <skunkworks> snowmobile racing without snow!
[10:00:54] <malcom2073> Nice
[10:01:54] <TekniQue> skunkworks: oh yeah
[10:02:00] <malcom2073> TekniQue: You're the one who got me interested in building my own engine dyno, it's still on my list, albiet near the end :P
[10:02:34] <TekniQue> oh yeah? I've started building another one now
[10:02:49] <TekniQue> I got a 9" brake from Land & Sea off ebay
[10:02:58] <TekniQue> it was a complete kit but with manual load control
[10:03:10] <TekniQue> and limited data acquisition
[10:03:26] <TekniQue> I'm going to duplicate the system I have on the big dyno
[10:03:48] <TekniQue> to have automated load control and more data inputs
[10:04:07] <malcom2073> Nice, yeah that's the big expense is the brake (and pump)
[10:04:16] <TekniQue> it's very difficult to test my snowmobile
[10:04:18] <malcom2073> Everything else is doable with some diy
[10:04:28] <TekniQue> because it's turbocharged and has a very steep power band
[10:04:52] <TekniQue> goes from maybe 70 horsepower at 7000RPM to 150 at 7500
[10:04:58] <malcom2073> Heh nice
[10:05:11] <TekniQue> and peaks at just over 200 at 8500
[10:21:02] <TekniQue> I need to build another load valve to control the small dyno
[10:21:14] <TekniQue> it takes in a 3/4" pressurised water supply
[10:21:51] <TekniQue> I find it incredible that there's not much to be found in terms of flow control valves that are electronically controlled
[10:22:07] <TekniQue> all the valves I've been able to find are ultra slow response
[10:22:09] <malcom2073> Hmm, yeah I've seen a lot of on/off, but not much control
[10:22:20] <malcom2073> Or they rely on water pressure to set the actual flow
[10:22:20] <TekniQue> like 30 seconds to go from fully open to fully closed
[10:22:37] <malcom2073> as opposed to being an actuated ballvalve
[10:22:47] <malcom2073> TekniQue: maybe there's a market for it, make them and sell them? :P
[10:23:18] <TekniQue> maybe
[10:23:41] <TekniQue> another problem with most manually operated valves is they have a lot of backlash
[10:24:03] <archivist> I think power station valves are a little more responsive and caburator flap valves
[10:24:19] <TekniQue> yes they would be
[10:25:21] <archivist> I had to make a gear for a racing motorcycle throttle, they were snapping the plastic ones
[10:25:51] <TekniQue> I blew a motorcycle throttle valve right off its shaft
[10:26:03] <TekniQue> GSXR1000, with those stupid secondary throttles
[10:26:13] <TekniQue> 120hp shot of nitrous
[10:26:43] <TekniQue> should've removed the secondary throttles
[10:26:52] <TekniQue> because we had a backfire
[10:27:03] <TekniQue> that bent the secondary throttle blade into a U shape
[10:27:18] <archivist> these were for Nortons return to racing
http://www.collection.archivist.info/searchv13.php?searchstr=gears+cnc+racing
[10:27:18] <TekniQue> suggesting it wasn't open when the nitrous was injected
[10:28:31] <TekniQue> I had a microswitch on the primary throttle shaft
[10:28:41] <TekniQue> to not allow nitrous to be injected unless throttle was fully open
[10:29:00] <TekniQue> but there was no such device on the secondary throttle which is controlled by the ECU
[10:29:54] <archivist> normal fuels over here usually, as we go around bends
[10:31:18] <TekniQue> this was in sand drag racing
[10:33:03] <TekniQue> You can imagine a GSXR1000 with that amount of nitrous is a handful to control
[10:52:31] <Loetmichel> TekniQue: did you sit on the hndlebar?
[10:53:01] <TekniQue> no, I didn't ride the bike
[10:53:04] <TekniQue> just tuned it
[10:53:29] <TekniQue> but we put in a longer rear fork
[10:53:33] <TekniQue> to keep the front down
[10:55:14] <norias> hmm
[10:55:21] <norias> link to the getting started guide
[10:55:29] <norias> 404's
[11:00:01] <PetefromTn_> you mean swingarm..
[11:01:29] <archivist> they go without the swingarm on drag bikes
[11:01:46] <PetefromTn_> ?
[11:17:26] <TekniQue> PetefromTn_: yes I suppose
[11:17:42] <TekniQue> we call them forks over here
[11:21:11] <PetefromTn_> I have a dilemma
[11:21:30] <PetefromTn_> I found TWO motors on ebay that will work great for my lathe retrofit
[11:21:39] <PetefromTn_> spindle motors both 7.5hp
[11:21:44] <PetefromTn_> one is a baldor motor
[11:21:48] <PetefromTn_> one is made by weg
[11:22:11] <PetefromTn_> the baldor is a little more than half the price of the weg
[11:22:27] <jdh> are those types of motors inverter rated or does it not matter?
[11:22:29] <PetefromTn_> the weg has a make offer auction
[11:22:35] <PetefromTn_> both are inverter rated
[11:22:44] <PetefromTn_> both will work great for the application
[11:22:55] <PetefromTn_> both will fit the same way and are the same frame size
[11:23:19] <PetefromTn_> trying to decide if I should make an offer the same price as the baldor on the weg
[11:23:32] <PetefromTn_> I know baldor makes a damn fine motor but not really know about weg
[11:23:43] <PetefromTn_> but the weg looks to be in a little bit better shape
[11:23:49] <PetefromTn_> hrmm
[11:25:32] <PetefromTn_> I got an email from the folks at parker servomotors
[11:25:39] <Rab> Difference in shipping cost?
[11:25:50] <PetefromTn_> they were able to send me some information on the original servo spindle motor
[11:26:04] <PetefromTn_> Rab shipping is the same within $2 they are both from the same place
[11:26:16] <PetefromTn_> same state anyway
[11:26:42] <PetefromTn_> apparently even Parker servomotors said that the original motor was kind of an oddball.
[11:26:59] <PetefromTn_> it was a three speed servomotor with three different windings inside it.
[11:27:24] <PetefromTn_> first winding ran up to 1200 rpm second up to 2400 RPM and third maxed at 4200 RPM
[11:27:29] <PetefromTn_> 7.5hp
[11:28:08] <PetefromTn_> the motor was a 190 frame only 7.5 inches across and square frame
[11:28:29] <PetefromTn_> he said they could not make one for me even if I wanted one LOL
[11:28:59] <jdh> we get single stack nema23 steppers with encoder from them. $1800.
[11:29:04] <PetefromTn_> it is probably an insanely expensive motor to replace anyways and the drive would be similarly expensive
[11:29:42] <PetefromTn_> my main concern was the torque ratings which they could not even tell me what they were..
[11:29:58] <PetefromTn_> he said he would be just guessing based on the motor speed and HP...
[11:30:20] <PetefromTn_> they had no torque curves or other information on the motors
[11:30:52] <PetefromTn_> he did send me 3 .pdf files which are just dimensional and wiring setup type with just basic information
[11:32:26] <PetefromTn_> this at least gives me some idea of pulley ratio
[11:33:35] <PetefromTn_> the original specs of the machine said it spins from zero to 3k RPM so if the motors max speed was 4200 I can assume that the pulley ratio was 1.4-1 or so..
[12:29:49] <zeeshan> PetefromTn_: i wouldnt worry about weg
[12:29:54] <zeeshan> i have 2 weg motors that work flawlessly
[12:29:56] <zeeshan> theyre made in brazil
[12:30:09] <PetefromTn_> Ok thanks nice to hear
[12:30:43] <zeeshan> 3 hp motor on lathe is weg
[12:31:14] <PetefromTn_> and it works good huh
[12:31:33] <zeeshan> mint
[12:31:39] <zeeshan> my local electrical supplier
[12:31:46] <zeeshan> has a 180 hp weg motor
[12:31:48] <zeeshan> sitting on display haha
[12:31:53] <zeeshan> they use a crane to lift it
[12:32:00] <zeeshan> i get a chuckle out of it
[12:32:06] <zeeshan> because the motor shaft diameter is like 3"
[12:32:24] <PetefromTn_> yeah there are some monstrous electric motors in the world that much is clear
[12:32:25] <zeeshan> it looks exactly like my motor
[12:32:26] <malcom2073> WEG?
[12:32:31] <zeeshan> but literally scaled up
[12:33:16] <zeeshan> you know you made me realize something.
[12:33:24] <zeeshan> when i was doing my .5" doc
[12:33:35] <zeeshan> i didnt change the gearing on the lathe box
[12:34:11] <zeeshan> im pretty sure its currently set to for every 1800 rpm of motor, you get 3600 rpm out
[12:34:12] <PetefromTn_> yup
[12:34:22] <zeeshan> so im losing torque for speed
[12:34:28] <PetefromTn_> there is a LOT of reduction capable in that gear head
[12:44:56] <zeeshan> perte
[12:45:07] <zeeshan> PetefromTn_: are you going to build a control from scratch?
[12:45:19] <PetefromTn_> what do you mean?
[12:46:50] <dr_traktor> Is it possible to map some block ram from a Spartan 6 based Mesa Electronics card to PCIE?
[12:48:10] <zeeshan> PetefromTn_: basically what i did
[12:48:16] <zeeshan> power distribution
[12:48:22] <zeeshan> 7i77
[12:48:31] <zeeshan> drives etc
[12:48:36] <zeeshan> does it have a central lubricator?
[12:48:59] <PetefromTn_> well yeah I will be building the entire electronics system for it if that is what you are asking from selected components
[12:49:12] <PetefromTn_> yes it has a one shot oiler system
[12:49:18] <zeeshan> that shit was a nightmare :(
[12:49:39] <PetefromTn_> what do you mean I started from scratch on the Cincinatti and it was not too bad really
[12:49:50] <zeeshan> you retrofittied it
[12:49:54] <zeeshan> not built it from scratch
[12:50:17] <PetefromTn_> I don't understand your difference
[12:50:42] <PetefromTn_> everything in the Cincinatti electronically speaking is brand new of my design with the help of folks here and others
[12:51:06] <zeeshan> i mean determining how you're going to distribute power
[12:51:19] <PetefromTn_> yes that is all brand new too
[12:51:43] <PetefromTn_> I basically gutted the entire electronics cabinet and started froms scratch
[12:51:48] <zeeshan> oh
[12:51:55] <zeeshan> if i were to go back
[12:51:58] <zeeshan> i woulda kept all my original stuff
[12:52:11] <zeeshan> and just figured out where things needed to go
[12:52:13] <PetefromTn_> the only thing that is still original in the machine electronically speaking is the spindle motor
[12:52:19] <zeeshan> rather than trying to figure out "this thing needs x amount of power"
[12:52:27] <pcw_home> dr_traktor: sure, for example the IDROM in hostmot2 configs is a BlockRAM
[12:52:27] <zeeshan> "i need to give it x wire, it needs power from here"
[12:52:36] <zeeshan> "it needs to turn off during e-stop or not"
[12:52:36] <zeeshan> etc
[12:52:44] <zeeshan> that woulda all been done for me
[12:52:55] <zeeshan> and other shit like
[12:53:04] <PetefromTn_> yeah but honestly I think you really love to overdo things hehe
[12:53:06] <zeeshan> "NPN vs PNP spindle encoder!"
[12:53:07] <zeeshan> etc
[12:53:10] <zeeshan> yea well
[12:53:11] <zeeshan> it shows
[12:53:15] <zeeshan> it started in the first go.
[12:53:18] <zeeshan> with now blow ups
[12:53:23] <PetefromTn_> so did mine
[12:53:23] <zeeshan> *no
[12:53:44] <zeeshan> overdoing is better than blowing up a piece of equipment in the process
[12:53:50] <zeeshan> and then having to wait to order another one and waste money
[12:53:57] <zeeshan> plus you get a better understanding of how things work
[12:53:59] <PetefromTn_> the only thing I blew up on mine was quite awhile after I had it running and I was poking around like a dumbass in there lOL
[12:54:09] <zeeshan> and build an intuitive sense of things
[12:54:25] <PetefromTn_> you make it sound like I just threw my machine together..
[12:54:42] <PetefromTn_> believe my we spent a LOT of time researching the components and wiring setup on it...
[12:55:14] <PetefromTn_> just as I am currently researching my new retrofit machine lathe I am trying to determine what is needed to make the machine work properly.
[12:56:03] <zeeshan> sorry if i made it sound like that
[12:56:07] <zeeshan> didn't mean to
[12:56:32] <dr_traktor> pcw_home: thanks, i'll look into it
[12:57:32] <zeeshan> i just had a headache from figuring that shit out
[12:57:35] <PetefromTn_> It's okay I know you sometimes come off that way without realizing it.
[12:57:48] <zeeshan> it would be so much easier to have followed a manual
[12:57:50] <PetefromTn_> I am quite proud of the work and time we put into my Cincinatti
[12:57:51] <zeeshan> of original wiring
[12:58:07] <PetefromTn_> it works great and has made me some money and continues to do so
[12:58:14] <zeeshan> i had no damn manual :(
[12:58:32] <PetefromTn_> honestly the original manuals I have for the cincinatti were not much use
[12:58:46] <zeeshan> i know when i find a slant bed lathe
[12:58:49] <PetefromTn_> the technology they used then is quite different from what it was replaced with
[12:58:51] <zeeshan> if it doesnt come with a wiring diagram
[12:58:54] <zeeshan> or i cant find one
[12:58:56] <zeeshan> i might pass up on it
[12:59:09] <zeeshan> a retrofit shouldnt take more than a month
[12:59:45] <PetefromTn_> the electronics enclosure was stuffed full of components when I bought the machine now it almost feels naked inside there everything is so much smaller and better in a lot of ways now.
[13:00:23] <PetefromTn_> honestly from the time I received my components and got them all here to the time I actually was able to turn on the machine with three axis control was probably less than two months...
[13:00:55] <PetefromTn_> but we had spend several months going over the wiring scheme and trying to research suitable replacement motors and pouring over specs and speeds and whatnot
[13:02:02] <PetefromTn_> the lathe will be much easier because I have a working estop setup and basic wiring scheme that we know works now. and it is also just two axis instead of three
[13:02:16] <PetefromTn_> plus at least currently there is no toolchanger on the lathe
[13:03:01] <PetefromTn_> most of the time I have spent on the Cincinatti has come from my lack of understanding of linuxCNC and programming and integrating the various components on the machine.
[13:03:23] <PetefromTn_> Without help from Connor and SSI and PCW and yourself I would be really screwed LOL...
[13:04:52] <PetefromTn_> right now I am trying to wrap my head around the spindle orient component... that looks like it will be complicated at least to me.
[13:05:15] <zeeshan> how long did your cinci retrofit take?
[13:05:25] <zeeshan> from conception to actually doing it
[13:06:06] <PetefromTn_> well like I said the physical part of putting it together was not too bad but the research has taken a LONG time
[13:06:21] <zeeshan> the physical part took me a month
[13:06:29] <zeeshan> it took a lot longer than i expected
[13:06:41] <zeeshan> like compared to the lathe stepper stuff
[13:06:47] <zeeshan> this thing was like 5x harder
[13:06:48] <zeeshan> lol
[13:07:00] <zeeshan> but without these guys in here
[13:07:08] <zeeshan> i'd still be lost about servo drives/servo interaction
[13:07:15] <zeeshan> they helped clear up a lot of stuff
[13:07:24] <Sairon_> hmm
[13:07:25] <zeeshan> linuxcnc channel is the best!
[13:07:29] <PetefromTn_> well to give you and Idea I started my build thread on the CNCzone about the machine in may 12th 2012... I took delivery of the machine a couple weeks later
[13:07:29] <Sairon_> yes
[13:08:02] <PetefromTn_> then I TRIED to fix the original control for a couple months spending a great deal of money..
[13:08:12] <PetefromTn_> then I finally gave up on it
[13:08:15] <Sairon_> what sort of machine?
[13:08:27] <PetefromTn_> spent some time trying to find a buyer for the original parts.
[13:08:50] <PetefromTn_> once I sold off the original parts It took me another couple months to determine the best parts to replace them with
[13:09:09] <PetefromTn_> I have been running the machine making parts/money with it for several months now...
[13:09:22] <PetefromTn_> but the toolchanger is still not fully operational
[13:09:37] <zeeshan> get 'er working!
[13:09:43] <zeeshan> i think you have msot of it done
[13:09:46] <PetefromTn_> believe me I want to
[13:09:46] <zeeshan> but like pcw said
[13:09:56] <zeeshan> you'll need to write a custom tool changing component for hal
[13:10:05] <norias> hmm
[13:10:08] <zeeshan> brush up on programming!
[13:10:16] <PetefromTn_> the reality is that while this stuff is not terribly complicated there is_A_LOT_TO_LEARN
[13:10:22] <norias> do it in HAL
[13:10:26] <norias> or make some hardware?
[13:10:33] <norias> oh, well
[13:10:34] <norias> nevermind
[13:10:38] <norias> what kind of tool changer?
[13:11:02] <PetefromTn_> the machine is equipped with a 21 tool umbrella style carousel toolchanger
[13:11:30] <norias> haas?
[13:11:32] <PetefromTn_> I don't know why we need a custom component
[13:12:00] <PetefromTn_> apparenlty connor has the toolchanger part of the scheme sorted. I just need to get it to orient properly and consistently
[13:12:19] <PetefromTn_> norias It is a 1997 Cincinatti Arrow 500 Vertical Machining Center
[13:13:30] <PetefromTn_> my problem is I am NOT_A_PROGRAMMER_TYPE....and I rely heavily on help from you guys here for this stuff. I try to read and learn but I am in over my head when it comes to the integrator part of the equation..
[13:21:45] <zeeshan> PetefromTn_:
[13:21:52] <zeeshan> just use that rob h code?
[13:21:55] <zeeshan> and modify it?
[13:22:11] <PetefromTn_> sounds wonderful where do we begin ;)
[13:22:19] <zeeshan> copy and paste! :P
[13:22:55] <PetefromTn_> now which one are you referring to exactly there were several posted by Tom last night
[13:23:09] <zeeshan> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?SpindleOrientation
[13:24:25] <PetefromTn_> http://linuxcnc.org/docs/html/config/emc2hal.html
[13:24:47] <PetefromTn_> it sure would be nice to know what is the most recent and what each branch they were designed for...
[13:26:12] <PetefromTn_> one thing I am not clear on is the M19 thing.. does M6 use the M19 internally I would much prefer my code to only need the M6 and cutter compensation lines.
[13:26:23] <unfy> here, have great cow basic:
http://gcbasic.sourceforge.net/gcgb-blinkled-small.png
[13:26:52] <zeeshan> unfy: lol what is that
[13:27:03] <zeeshan> cow programming language!
[13:27:24] <zeeshan> PetefromTn_: the second emc2hal page
[13:27:32] <zeeshan> was updated 2015 21st :P
[13:27:42] <zeeshan> robh's was updated 2010
[13:27:52] <PetefromTn_> yes exactly
[13:28:16] <PetefromTn_> the thing that sucks is that Robh has done this a couple times now and in different ways apparenlty
[13:28:28] <PetefromTn_> and he is occasionally available here for help and questions
[13:29:00] <PetefromTn_> and I am not sure if the newer one jibes with what he did and he was able to accomplish pretty much exactly what I need to on a somewhat similar machine.
[13:29:24] <unfy> zee: appears to be a flow chart language
[13:29:37] <PetefromTn_> too small to raed
[13:29:39] <PetefromTn_> read
[13:29:47] <unfy> yeah, i had to zoom way in ._.
[13:30:09] <PetefromTn_> did you download it first?
[13:31:23] <unfy> no. it appears to be just one of the interfaces for GCB (a PIC/AVR basic ?)
[14:08:28] <rob_h> yea i never found the time to add the ladder to that. shame realy, im spuriced no one has done a comp for ATCs
[14:09:23] <PetefromTn_> hey rob
[14:09:26] <rob_h> when i did the little CHNC , i wrote a comp for that
[14:10:08] <rob_h> hi pete hows it going
[14:10:34] <PetefromTn_> what are your thoughts on my setup here. I have the Hitachi WJ200-110LF and right now I have modbus spindle control with feedback and can rigid tap. Do you think we can just use some linuxCNC hal changes and get orient working?
[14:11:29] <PetefromTn_> I know you showed in your videos that VMC doing vfd orient only but you said you have since switched to something esle.
[14:12:21] <rob_h> erm i dont know ur setup very inside and out , so i guess you have an encoder some where for feedback into the VFD and back to linuxcnc
[14:12:21] <PetefromTn_> shit I gotta pickup my kids at school. I will_be_right_back!!
[14:12:25] <rob_h> or just linuxcnc for tapping
[14:12:39] <rob_h> ok
[14:12:45] <rob_h> to be continued as they say
[14:12:47] <PetefromTn_> the encoder feeds back to linuxcnc
[14:12:53] <PetefromTn_> into the 7i77 card
[14:13:06] <PetefromTn_> I am sorry I did not realize it was so late...
[14:13:12] <Jymmm> THIS IS AMAZING
https://www.youtube.com/watch?v=ZwzY1o_hB5Y
[14:13:21] <PetefromTn_> I will be back in like ten minutes really or so..
[14:13:56] <rob_h> here you go,
https://www.youtube.com/watch?v=s9IdZ2pI5dA
[14:14:00] <Loetmichel> *gnah* i HATE that router... whenever it gets interesting wife yells across the house:" MICHEL, WIFI DEAD AGAIN! REBOOT THAT ROUTER NOW!!!!1111"
[14:14:03] <rob_h> now when you make a mistake just laser it back on ;)
[14:14:53] <rob_h> yea some routers wifi is quite bad for being stable
[14:15:06] <tjtr33> Loetmichel, have fun with the Rising Sun lyrics "My mother was a sailor" etc much more annoying to workmates
[14:16:54] <Loetmichel> rob_h problem is that its firmware has a memory leak
[14:17:07] <Loetmichel> every few days you have to reboot it or it will cease to work
[14:17:43] <Loetmichel> first the wifi login, then new connects on the wired lan, then even the old connections.
[14:17:59] <tjtr33> dmg does have the nicest swing-rotab (BCaxis ) wish i could find one with a dead control
[14:22:51] <jdh> consumer grade wifi routers seem to self-destruct after a year or two.
[14:23:00] <PetefromTn_> Okay back again..
[14:23:08] <jdh> hi pete.
[14:23:14] <PetefromTn_> jey Jdh
[14:23:18] <jdh> tell teh little cretins to walk home from school
[14:23:32] <jdh> I mean.... good job for picking up the little sweeties.
[14:23:34] <PetefromTn_> it sure is nice that the school is right around the corner
[14:23:52] <PetefromTn_> I have walked there to pick up my kids several times because it is so close..
[14:24:03] <PetefromTn_> but mostly I just get in the big bronco and cruise over there LOL
[14:24:12] <jdh> cool. Nice day here I've heard.
[14:24:28] <PetefromTn_> rob_h Hey man okay back to the orient stuff LOL
[14:24:53] <PetefromTn_> jdh it is nice here but a bit overcast... cooled down a bit from the last two days that were beautiful and unseasonably warms
[14:25:48] <jdh> 61f and sunny here according to wunderground.
[14:27:58] <rob_h> i think DMG take them back to rebuild if not too old or they always use to
[14:29:35] <rob_h> i see your vfd is listed as sensorless vector only.. does not show or say it can do closed loop vector
[14:30:35] <PetefromTn_> I thought we were closing the loop inside linuxCNC... using the PID component
[14:30:36] <rob_h> so i have no idea how well or if at all it will position , if it does i dout it can hold position too well as it with out closed loop vector you cant get zero speed toque as such
[14:31:02] <rob_h> yea but the VFD with closed vector uses a total different math system. and knows where rotor is and switch's accordingly
[14:31:06] <rob_h> in basic terms
[14:31:47] <rob_h> all linuxcnc was doing as i used it is to command the speed and direction, was a right pain to get working properly
[14:32:44] <rob_h> i dont know of any one doing it with sensorless vector might work, just letting you know its not a said and done thing
[14:32:45] <tjtr33> using gcode or lower level?
[14:33:24] <tjtr33> " to command the speed and direction"
[14:33:31] <rob_h> when needed orient it just enabled the PID and took over the analogue output
[14:33:58] <tjtr33> ah, similar to way i do edm. no not simple
[14:34:00] <PetefromTn_> jeez that does not sound good
[14:34:27] <rob_h> i think andy did some VFD position stuff not sure what he used tho rember seeing a vid
[14:35:04] <rob_h> depends if your doing sinking or just wire i guess in edm
[14:35:30] <rob_h> our CNC edm sinker seems to always take so much longer than the manual lol.. untill you turn off all its smart side and tell it how to work
[14:36:14] <PetefromTn_> https://www.youtube.com/watch?v=yzQXqge-NLs
[14:36:28] <rob_h> pete i pulled my old VFD i used in the vids and switch it to a yaskawa vfd that does spindle orient in side
[14:37:05] <rob_h> as i was never happy with the HP from the old VFD also.. with yaskawa it seems so much better there is now some HP back in the motor
[14:37:43] <unfy> achtung!
[14:38:08] <PetefromTn_> well I hope mine will work okay.
[14:38:27] <rob_h> do you have to move your Z like that also
[14:38:32] <PetefromTn_> I have not had any issues with horsepower from it but getting it configured was kind of a pain in the...
[14:38:36] <rob_h> i dont think your ATC drops does it
[14:38:37] <PetefromTn_> yes
[14:38:56] <PetefromTn_> unfortunately
[14:39:07] <PetefromTn_> the Z millhead must raise and lower to change tools..
[14:39:08] <rob_h> i guess he used remap
[14:39:14] <PetefromTn_> yes
[14:39:24] <rob_h> wiht out parting the ATC off
[14:39:40] <PetefromTn_> I think we have that part sorted actually but we need to get orient working.
[14:40:24] <PetefromTn_> it is surprising to me that there have not been more people doing this as this is a quite common machine configuration
[14:41:38] <rob_h> is you have the old spindle drive on a retro then you just fire the orient input,... and wait for finish
[14:41:50] <PetefromTn_> yeah that is not possible
[14:42:10] <rob_h> as for the moving of the Z in a ATC iv not seen many done no
[14:42:33] <PetefromTn_> there are a few Tkamsker is one.....
[14:42:48] <PetefromTn_> like I said I think connor has it sorted out how to do that part
[14:42:58] <PetefromTn_> I just need to get spindle orient working somehow..
[14:44:10] <PetefromTn_> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?ContributedComponents
[14:45:21] <rob_h> reading your manual, page 3-117 it shows position mode
[14:47:38] <rob_h> seems the VFD on the BP was sensorless only also so you might get good resolts if you stick at it
[14:48:29] <rob_h> aah manual sais it does not rember positions on turn off so you cant use its built in position mode for what you want todo, as it does not seem to have true encoder feedback support
[14:48:33] <PetefromTn_> yes that appears to be the case
[14:50:44] <PCW> probably need the orient comp. pid comp, and a mux or two
[14:51:08] <PetefromTn_> PCW what are your thoughts...do you think it is doable?
[14:51:46] <rob_h> all his configs are here did you see
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?ContributedComponents#Bridgeport_412_ATC_toolchanger_and_configuration
[14:52:05] <PCW> yeah not sure how well the VFD will work as a servo though, how accurate does the positioning need to be?
[14:52:12] <_methods> is classic ladder not suitable for recreating the old logic and just copying it?
[14:53:13] <rob_h> not too acerate just get the dogs into postion and when pocket in ATC comes in it will generly guide its self in
[14:53:37] <rob_h> not like a arm/random which is abit more solid and locked in on the transfer from pocket to pocket
[14:53:51] <PCW> classic ladder is suitable for tool changing, but orient ls analog basically
[14:54:25] <_methods> ahh
[14:54:30] <PetefromTn_> classic ladder apparently as it is now cannot do the Z movements which is why Connor went with the remap
[14:54:57] <_methods> you can't pass a call into/outof classic ladder ?
[14:55:11] <_methods> i honestly don't know i haven't had a chance to mess with it much yet
[14:55:13] <rob_h> it gets too messy with CL
[14:55:47] <rob_h> you can do the logic of the motion yes.. but you need hal todo the work with the feedback commands and position checking
[14:57:36] <rob_h> pete what did you mount on the spindle for encoder feedback then? i made a bracket up for ours and put a encoder ontop of a shaft driven via a belt etc
[14:57:42] <PetefromTn_> PCW how would you recommend I proceed if we are to assume the vfd will work. There is honestly only one way to find out...
[14:57:57] <rob_h> try it and see
[14:58:09] <rob_h> not much to loose as it is :) only some time
[14:58:11] <PetefromTn_> rob_h I machined a custom mount for an optical encoder that goes on the spindle motor
[14:58:24] <PetefromTn_> the spindle motor has a 2-1 ratio to the spindle
[14:58:45] <PetefromTn_> we were able to get a little programming magic to mask the second index pulse
[14:58:56] <PetefromTn_> the machine now rigid taps beautifully
[14:59:06] <rob_h> nice.. so doulbe the ress then too
[14:59:15] <PetefromTn_> yes
[14:59:43] <PetefromTn_> like I said the machine is working quite well and I make parts on it almost daily just using manual toolchange and the power drawbar.
[14:59:47] <rob_h> inside our motors is a gear with a pickup next to it but no index on them
[15:00:07] <rob_h> have get a robot of Ebay ;)
[15:00:10] <rob_h> he can change the parts too
[15:00:25] <rob_h> or she.. what ever you wanna call it
[15:00:35] <PetefromTn_> there is a fellow in UK named Lee who has the exact same machine.
[15:01:02] <rob_h> o ill take atrip and then send u the configs ;)
[15:01:06] <rob_h> the UK is a small place
[15:01:27] <PetefromTn_> he has it working with toolchanger but he fabricated some sort of angular pneumatic solenoid driven wedge that locks the orient for toolchanger
[15:01:41] <rob_h> i tell you there is a heap of cincies in the UK right now 2nd hand
[15:01:52] <PetefromTn_> and he said he was not real happy with the setup as it needed some unordinary code to work
[15:02:06] <PetefromTn_> but it DOES work and has made thousands of toolchanges now.
[15:02:20] <rob_h> yea prob had fanuc or something else on it
[15:02:22] <PetefromTn_> I do not want to have to go that route I am hoping my vfd will take care of it
[15:02:28] <rob_h> here you dont find much other in controls. only the big names
[15:02:42] <PetefromTn_> no he had the original Emerson Control techniques control like mine did..
[15:02:52] <rob_h> oh right quite rare
[15:02:54] <PetefromTn_> and it uses a spindaxx drive
[15:03:09] <PetefromTn_> he also switched it out for a typical vfd.
[15:03:48] <rob_h> yea i mean VFDs have come along quite abit since i played around
[15:03:48] <PetefromTn_> even with the pneumatic solenoid thing you STILL have to get the spindle turned around for orient at least close
[15:04:41] <rob_h> yea same idea like on some our lathes for spindle index for milling.. which is more so for holding position
[15:04:45] <PetefromTn_> I suppose worst case scenario I can take the Hitachi VFD out of the Cincinatti and use it on the CNC lathe I am building if it does not work but I am sincerely hoping it does..
[15:05:28] <PetefromTn_> okay so lets assume it WILL work where would you begin and how?
[15:06:03] <rob_h> im not sure you will do orient in modbus tho i dout it would be fastenuth ? any know better? id say youd have to switch it over to analogue
[15:06:14] <PCW> first I wouls check if low spindle speeds work well
[15:06:30] <PetefromTn_> PCW how do you mean..
[15:06:31] <rob_h> S10 and below
[15:06:33] <zeeshan> PetefromTn_: are you controlling frequency from modbus ?
[15:06:38] <PetefromTn_> I can certainly run slow spindle speed
[15:06:44] <zeeshan> you wont be able to control it
[15:06:45] <PCW> yeah the speed of the feedback loop dictates pretty slow turning
[15:06:52] <PetefromTn_> zeeshan yeah
[15:06:56] <zeeshan> i was testing this yestrerday
[15:07:02] <zeeshan> it only updates every .8 to 1.2 seconds
[15:07:03] <zeeshan> overmodbus
[15:07:16] <zeeshan> but that number depends highly on your computer
[15:07:28] <zeeshan> you have to do time.time() in the code
[15:07:31] <zeeshan> and print it and see what it says
[15:07:32] <rob_h> prob have to tweak the vfd speed loops to get slow speed and position working some what also
[15:08:12] <PCW> is there a DC brake mode on the VFD?
[15:08:22] <PetefromTn_> I think so
[15:08:34] <PetefromTn_> it also has a braking resistor on it.
[15:08:34] <rob_h> is talk in the manual of it but did not read too much
[15:08:44] <PCW> thats another possibility
[15:09:01] <PCW> +- communication delays
[15:09:33] <rob_h> hopefully the VFD goes to zero volt input
[15:09:37] <PetefromTn_> I originally had it setup with analog control but we switched to modbus so we could have easy spindle load metering etc...
[15:09:39] <rob_h> i know some are funny and do not
[15:09:50] <zeeshan> PetefromTn_: you just reconnect your analog stuff
[15:09:52] <zeeshan> 2 wires back
[15:09:56] <zeeshan> leave everythin else modbus
[15:10:13] <rob_h> sometimes there is aparam which tells it what speed reff to use thats all
[15:10:15] <PetefromTn_> I would like to think it is that simple...
[15:10:39] <zeeshan> rob_h: nice machine btw
[15:10:40] <zeeshan> :)
[15:10:52] <rob_h> which one
[15:11:00] <PetefromTn_> rob_h has a lot of nice machines hehe
[15:11:12] <rob_h> yea and when u think you have enuth you go and buy some more
[15:11:19] <rob_h> i have to go and pick one up next week
[15:11:31] <zeeshan> leadwell 540 vmc
[15:11:32] <PetefromTn_> I just got a used CNC lathe I am working on retrofitting
[15:11:39] <rob_h> only a little universal/cylindrical grinder mind you
[15:11:49] <PetefromTn_> nice
[15:12:13] <rob_h> i got the centerless grinder awhile back so now we have the full set
[15:14:59] <rob_h> need a cupa brb
[15:15:03] <PetefromTn_> I'll tell you it really sucks this is so freakin' complicated and out of the box un-ordinary setup. Leave it to me to choose a machine and components that are not typical
[15:15:54] <PetefromTn_> when I bought it I thought all machines were like this umbrella type etc. I mean I am used to HAAS FADAL, CINCINATTI, and many others that use the same setup.
[15:15:55] <rob_h> yea but you chose linuxcnc so got that right.. it can pritty much adapt it any situation :) so flexable
[15:16:37] <PetefromTn_> yeah you are right and I don't regret that decision whatsoever but It does seem overwhelming sometimes for me because I am not a programmer type AT ALL
[15:17:20] <rob_h> i was the same at first way back... my programming skills are copy paste lol apart Gcode mind you ;)
[15:17:24] <PetefromTn_> couple that with I am trying to do this at the most reasonable costs and using the best components I can afford which is not much adding a nice yaskawa drive is pretty much out of the question.
[15:18:24] <PetefromTn_> I just realized something disturbing
[15:18:42] <PetefromTn_> my daughter just handed me her homework spelling words
[15:18:54] <PetefromTn_> and her handwriting is WAY better than mine is hehe
[15:19:10] <PetefromTn_> and she is only 8 years old..
[15:19:32] <roycroft> she's young enough to still care
[15:19:56] <roycroft> and old enough to have the motor skills to do a good job
[15:22:13] <PetefromTn_> yeah maybe but she handed me her paper and I thought the teacher wrote the words....she was like No daddy I wrote them hehe
[15:24:04] <PetefromTn_> I am again today without much CNC machine work to do....so I would be open to trying to implement the orient COmp PID comp and a mux or two
[15:25:06] <rob_h> well first thing todo is swop the VFD back to analogue get it working on tht
[15:25:20] <rob_h> and then go about adding all the PID etc
[15:25:24] <PetefromTn_> you are sure that is necessary then
[15:25:36] <rob_h> modbus aint going to be your friend here
[15:26:04] <rob_h> can keep mobus for the status reading etc like you have now just change of the command side of things
[15:26:14] <roycroft> but you can still program that cnc controller better than she can
[15:26:21] <roycroft> so enjoy that while you can
[15:26:31] <PetefromTn_> doubtful heh
[15:26:34] <roycroft> 'cuz by the time she's 10 she'll probably be able to outcode you
[15:26:50] <PetefromTn_> that would not be hard I SUCK at that sort of thing.
[15:26:58] <roycroft> then you can join the worthless old fart club
[15:27:04] <roycroft> i'll save you a seat next to mine
[15:27:07] <rob_h> lol
[15:27:11] <PetefromTn_> already carry a card
[15:27:13] <rob_h> well you can get her todo all your trig ;)
[15:28:21] <rob_h> looks like in your hal someone was nice and left the comment on the spindle stuff
[15:28:36] <PetefromTn_> ?
[15:28:48] <PetefromTn_> oh you still have my hal from the other night huh
[15:29:17] <rob_h> #net spindle-vel-cmd => hm2_5i25.0.7i77.0.1.analogout5
[15:29:17] <rob_h> net spindle-vel-cmd => scale.spindle.in
[15:29:17] <rob_h> net spindle-frequency-command scale.spindle.out <= wj200-vfd.0.commanded-frequency
[15:29:17] <rob_h> #net machine-is-enabled => hm2_5i25.0.7i77.0.1.spinena
[15:29:17] <rob_h> net machine-is-enabled => wj200-vfd.0.enable
[15:29:34] <rob_h> yea i had it saved on my PC
[15:30:01] <rob_h> i wonder if the wires are still in it...
[15:30:06] <PetefromTn_> so it is possible to keep the modbus stuff and run analog control of the VFD I thought the two were incompatible
[15:30:11] <rob_h> i cant quite see from here tho so if youd like todo the honour
[15:30:26] <PetefromTn_> no I removed the wiring long ago
[15:30:30] <Deejay> gn8
[15:30:33] <PetefromTn_> so I would have to redo it.
[15:30:36] <rob_h> aah ok
[15:31:18] <PetefromTn_> Lemme go out there and warm up the shop and fire up the machine and I will see about trying to get it hooked back up. I will have to look in the manual again and see what pins I used.
[15:33:10] <rob_h> ok, this should do it
[15:33:11] <rob_h> http://pastebin.com/kmNBALc3
[15:33:58] <PetefromTn_> wow thanks
[15:34:08] <PetefromTn_> what exactly did you change
[15:34:41] <PetefromTn_> just un commented
[15:34:50] <rob_h> i told it not to putpu tthe commands to the VFD modbus , put it out onto the analog output
[15:36:48] <PetefromTn_> I gotta check output 5 we may have switched it to something else now
[15:37:43] <rob_h> it still has the scale settings active in the hal for that
[15:38:06] <PetefromTn_> does that control fwd and rev too? I am trying to remember how it used to work
[15:38:22] <rob_h> yea should be a +/- 10v sig
[15:38:29] <rob_h> which determins direction
[15:38:36] <PetefromTn_> ok
[15:43:02] <PetefromTn_> trying to determine what pins on the intelligent terminal were used for the inputs in the manual right now
[15:45:54] <rob_h> on the vfd?
[15:46:09] <PetefromTn_> yeah
[15:46:25] <PetefromTn_> freakin manual is huge
[15:47:12] <PetefromTn_> page 4=87 seems to be close
[15:48:31] <rob_h> o and L then
[15:48:43] <PetefromTn_> yeah I think so
[15:51:27] <rob_h> oh intresting it only does 0 - 10v and not - you have to tell it direction
[15:52:55] <PetefromTn_> I thought there was more than two wires to it before..
[15:53:14] <PetefromTn_> it says to use a shielded twisted pair set
[15:53:16] <rob_h> #net spindle-cw hm2_5i25.0.7i77.0.0.output-02 <= motion.spindle-forward & #net spindle-ccw hm2_5i25.0.7i77.0.0.output-01 <= motion.spindle-reverse
[15:53:41] <PetefromTn_> jeez man you know my machine better than I do
[15:53:45] <PetefromTn_> ;)
[15:54:32] <PetefromTn_> so it was output 1,2, and 5
[15:54:50] <rob_h> becomes
[15:54:50] <rob_h> http://pastebin.com/yYMCSFNz
[15:55:08] <rob_h> yes
[15:55:18] <PetefromTn_> how do you do that so fast?
[15:55:30] <rob_h> lots of english Tea
[15:56:04] <PetefromTn_> so we need three wires and a ground
[15:56:34] <PetefromTn_> it says they all need to be grounded to the ground pin and shielding grounded to that pin also is that what you see.
[15:56:49] <rob_h> yea
[15:58:04] <PetefromTn_> ok outputs 0,1,and 5 are on the top right of the card.
[15:58:28] <rob_h> i dont know cant find that page
[15:58:43] <rob_h> PDF not so easy to flick pages
[15:59:22] <rob_h> analog has to be shilided wire... shild to the ground and ground/0v to same
[15:59:41] <rob_h> then + to the o
[16:00:59] <rob_h> page 3-90 ment to have the tereminals i think?
[16:03:21] <PetefromTn_> trying to find a suitable cable to use in my box of schtuff
[16:04:21] <PetefromTn_> I have a little piece of the spindle encoder cabling but it has a LOT more wires in it...kinda overkill and fat
[16:12:56] <PetefromTn_> Ok I found a nice little four wire shielded but it is not twisted pair...
[16:13:34] <PetefromTn_> it is the same type of wire I am using for the modbus control that is still hooked up to the vfd.
[16:16:26] <PetefromTn_> I do not see anywhere in the manual where it says it must be twisted pair but I thought I just read that heh
[16:16:33] <PetefromTn_> This is a shielded cable tho
[16:17:11] <rob_h> be fine
[16:19:36] <PetefromTn_> Ok gonna start stripping it and getting it hooked up here
[16:19:40] <PetefromTn_> stdby
[16:24:39] <bobo_> 4 minutes and counting
[16:27:23] <PetefromTn_> there is no hurrying when it comes to the precious...
[16:29:06] <bobo_> OK then some very good photos of the BEFORE
[16:31:20] <PetefromTn_> GOD I HATE these little tiny freakin' terminals
[16:32:24] <rob_h> finding the right screw driver is a pain
[16:35:22] <PetefromTn_> yeah actually this is a push in type where you use a jewelers screwdriver flathead and stick it in the little plastic hole and push the tab in that opens the hole and then you insert the wire. trouble is I already have the modbus ground wire in there and they both dont want to fit..
[16:40:15] <bobo_> more stand by time before finally getting sodering iron out --finding snall solid wire --burnt finger stuff --etc
[16:41:25] <PetefromTn_> okay man I get the point hehe I managed to get the three little wires into the one tiny hole. two grounds one for the modbus and the other for the analog input as well as the shielding wire'
[16:41:55] <PetefromTn_> now I just gotta figure out which terminals are for fwd and rev and analog input which is zero or O I think it was.
[16:42:32] <PetefromTn_> gonna make red the voltage input for speed.
[16:47:54] <PetefromTn_> page 4-31 says something about a 3 wire method but that is apparently for contactor switch type use
[16:53:44] <PetefromTn_> well I can't seem to figure out which terminals to use for the fwd and reverse on the drive
[17:10:45] <rob_h> you need the pin outs for the mesa card , you must have something that says what is what
[17:10:53] <rob_h> pinout file or something
[17:11:17] <Tom_itx> dmesg will tell
[17:14:42] <PetefromTn_> no I am not sure which of the intelligent terminals on the Hitachi I need to hook the wires to.
[17:15:04] <PetefromTn_> I know gnd is L and O is voltage in but it is the fwd and rev I cannot figure out.
[17:35:01] <Tom_itx> PetefromTn_ if there are just two left flip a coin
[17:37:19] <PetefromTn_> I tell you what guys... I am gonna tentatively give up until after dinner....this freakin' Hitachi manual is the most confusing thing I have ever seen sorry.
[17:38:38] <PetefromTn_> there are a BUNCH of terminals on there and I already have the ground and voltage input hooked up but no idea what to do with the fwd and rev wire inputs. I will try looking at it again after I make some dinner and eat. thanks guys
[17:39:30] <Tom_itx> pdf?
[17:44:25] <PetefromTn_> http://www.clrwtr.com/PDF/Hitachi/Hitachi-WJ200-User-Manual.pdf sorry
[17:44:29] <PetefromTn_> BBL
[18:14:22] <Tom_itx> FW & RV
[18:15:42] <Tom_itx> P.166
[18:17:30] <Tom_itx> P.213
[18:17:48] <Tom_itx> P219
[18:36:29] <bobo_> any bets on if we-all have to hear just how great petes cheese cake was
[18:36:57] <Tom_itx> no because i know we will
[18:37:51] <malcom2073> I want cheese cake :/
[18:38:59] <Tom_itx> i'd rather have a slice of the maple cake sitting in the kitchen
[18:43:07] <malcom2073> I have no cake, but I will go eat keylime yogurt, it's a poor, but adequate subsitute
[18:53:12] <Tom_itx> P.245
[18:53:23] <XXCoder> waffle cnc
[18:58:35] <zeeshan> interesting
[18:58:40] <zeeshan> that wj200 is also like the sumitomo
[18:58:47] <zeeshan> in terms of locations for commands
[18:58:48] <zeeshan> lol
[20:28:08] <PetefromTn_> Okay fellas sorry for the long delay had to take care of something...
[20:29:04] <PetefromTn_> whatsamatta you don't like hearing about my cheesecake?
[20:29:15] <PetefromTn_> ;)
[20:30:11] <bobo_> OK lay it on us ----how good was it ?
[20:30:44] <PetefromTn_> well....sadly there was no cheesecake today.
[20:31:24] <bobo_> Black thursday ?
[20:32:30] <tjtr33> whatsamatta u a mondegreen ( had to look that up )
http://en.wikipedia.org/wiki/Wossamotta_U
[20:32:53] <PetefromTn_> Aand I ate all of the key lime pie we had before so thats gone...
[20:34:44] <PetefromTn_> that is making me hungry again actually... might need to take a ride and get some more pie at the store I LOVE KEY LIME!!
[20:38:15] <PetefromTn_> so it looks like thanks to Tom terminals 1 and 2 are the FWD and REV pins with P24 somehow in there. I am kinda concerned that my spindle feedback wil not work once I do this mod..
[20:38:51] <PetefromTn_> I remember Ian did some magic programming to get it to work with the modbus control
[20:44:14] <bobo_> can you off load the present VFD programing ,for safe keeping ?
[20:44:55] <PetefromTn_> well I can and will save the whole configuration file like I did when we worked on the metric to imperial conversion
[20:45:21] <PetefromTn_> I dunno what kind of programming he did or where it is located in the machine to get the feedback to work.
[20:45:56] <PetefromTn_> I know it was necessary to have a spindle index mask for the 2-1 ratio so you only saw one index pulse per revolution
[20:47:07] <bobo_> that is good , but I thought the VFD also had to be setup --- programed
[20:47:34] <PetefromTn_> oh it does....there are setup changes in there that need to be made
[20:47:48] <PetefromTn_> but I am more concerned with the changes to the linuxCNC setup
[21:16:17] <PetefromTn_> ya know what guys....I am just not comfortable trying this...
[21:16:53] <Tom_itx> heh
[21:18:04] <PetefromTn_> seriously.. I have been reading over all the settings this afternoon and I swear that damn drive is so complicated it is not even funny. Then you add in all the linuxCNC changes that need to be made
[21:20:16] <Tom_itx> i don't know how it is currently set
[21:20:17] <PetefromTn_> sorry man believe me I would love to get this damn toolchanger working but I am pretty scared of screwing up what I already have here.
[21:21:02] <Tom_itx> what's used right now for spindle fwd / rev and speed?
[21:21:15] <pcw_home> Can you just test some slow back and forth spindle motions?
[21:21:17] <pcw_home> if they are controlled enough an there is no too much delay, it may be possible to do this over modbus
[21:21:22] <PetefromTn_> there are literally hundreds of settings in the drive to make sure it works rihgt
[21:21:33] <Tom_itx> no there are 72 input settings
[21:21:46] <PetefromTn_> 72?
[21:21:56] <PetefromTn_> where did you get that..
[21:21:56] <Tom_itx> for the input pins yes
[21:21:59] <pcw_home> so the first thing to do is nothing except see if it can work as it
[21:21:59] <Tom_itx> i read it
[21:22:07] <pcw_home> as is
[21:22:16] <Tom_itx> agreed
[21:22:31] <PetefromTn_> well I am all for that but everyone seemed to think it was way too slow earlier
[21:23:00] <pcw_home> how would you know if you dont try
[21:23:29] <PetefromTn_> I hate to come off sounding like a pussy here but you have to understand my position. I have spent all my money on this damn machine and right now it is the only means of making money I have so I am really apprehensive to screw it up.
[21:23:56] <PetefromTn_> thats just it...I DON'T know...I don't know a fraction of what you guys know about this stuff
[21:24:24] <PetefromTn_> and what seems so easy and simple to you is like diving off a huge cliff for me a lot of the time
[21:24:31] <pcw_home> Thats exactly why I am saying dont change anything just see if modbus commands will work timing wise
[21:24:32] <Tom_itx> we aim to edumocate you
[21:24:39] <PetefromTn_> I would not have gotten anywhere near as far as I have without all of your help/
[21:25:34] <PetefromTn_> I am really trying to learn from you guys
[21:25:43] <PetefromTn_> and I feel like I have come a LONG way
[21:26:06] <PetefromTn_> the programming of linuxCNC is still over my head in a lot of ways
[21:26:17] <pcw_home> a file with slow forward, pause, slow backwards spindle speed plotted on halscope would answer the speed question
[21:26:19] <PetefromTn_> I am more than willing to try to do it with modbus
[21:26:20] <CaptHindsight> I just solvent dyed a piece of anodized and unsealed for ~5 years and it came out great
[21:26:45] <CaptHindsight> I didn't even have to dip it into acid for a refresh
[21:26:58] <PetefromTn_> like what exactly
[21:27:04] <CaptHindsight> try that with water dye bath
[21:27:38] <PetefromTn_> for instance if I do an M3 s50 or something and then and M4 is that what you mean?
[21:28:48] <pcw_home> m3 s60
[21:28:49] <pcw_home> g4 p1
[21:28:51] <pcw_home> m4 s60
[21:28:52] <pcw_home> g4 p1
[21:28:54] <pcw_home> ...
[21:29:12] <PetefromTn_> Ok
[21:29:37] <PetefromTn_> lemme fire it up and maybe you can help me figure out how to make the plot read for that kinda time frame....
[21:30:14] <pcw_home> then the spindle direction pin, and the spindle velocity can be plotted in halscope so we are not guessing about the VFDs abilities
[21:30:21] <Tom_itx> PCW do you want an M5 between?
[21:32:47] <pcw_home> probably not, i'm trying to see the delay and response to a simulated PID command
[21:32:54] <Tom_itx> k
[21:33:09] <Tom_itx> it's not turning that fast anyway
[21:33:34] <PetefromTn_> Ok I just fired it up and I am warming up the machine
[21:34:15] <pcw_home> yeah I figured reversing at 1 RPS should no be very stressful
[21:35:21] <PetefromTn_> ya know the other day when I changed the metric to imperial I must have changed something in my soft limits somehow because now when I home the machine I get a soft limit error on the Y axis at the front of the machine..
[21:36:23] <PetefromTn_> sure would be nice if it would work under modbus control
[21:37:31] <Tom_L> check your Y axis settings
[21:37:33] <PetefromTn_> one thing I am kinda worried about is the fact that my friend Brendan in NZ has the same machine and is trying to follow what I am doing. He has most of the same components as well. Would suck if we both could not get it working..
[21:38:10] <PetefromTn_> can you check the soft limits in the program or only in the .ini file and have to restart?
[21:38:42] <Tom_L> i'm not sure
[21:38:54] <bobo_> Pete have any empty heavy tool holder-----for later ,to see stop position
[21:39:07] <pcw_home> the ini stuff is visible and settable in linuxcnc (Though not sure how long tha feature has been there)
[21:39:12] <PetefromTn_> yeah I have lots of holders now
[21:39:27] <PetefromTn_> really thats nice how and where?
[21:39:29] <Tom_L> pcw_home where do you acces it?
[21:40:04] <Tom_L> MIN_LIMIT MAX_LIMIT
[21:40:18] <Tom_L> i'm using softlimits on mine too
[21:40:43] <pcw_home> machine --> show hal configuration--> pins--> ini
[21:40:50] <PetefromTn_> yeah man soft limits are sweet.. I just home this thing and I basically cannot hit a limit after that
[21:41:51] <PetefromTn_> OK after the warmup program runs I will try it.
[21:41:54] <tjtr33> then MIN_LIMIT MAX_LIMIT in those pins, set the machine to display machine coordinates and see if you can creep up on the number.
[21:42:36] <PetefromTn_> its weird I never had that problem before the change and I don't think we changed any of that..
[21:43:13] <pcw_home> well the limit units would change so maybe they didnt get updated correctly
[21:43:19] <tjtr33> or, as you creep up on the number, see if the number makes any sense when you observe where you are and estimate where the limit is
[21:43:45] <PetefromTn_> tjtr33 Ok will try it here in a couple minutes.. warmup program is running.
[21:44:12] <PetefromTn_> probably didn't need to run the warmup program but I figure that might affect the spindle response possibly
[21:44:16] <tjtr33> and pcw is abso right, the units of measure have been changed
[21:44:32] <pcw_home> halmeter or show ini.1.min_limit, ini.1.max_limit
[21:44:53] <tjtr33> you got a moore jig grinder? need to warm up the spindle? ;)
[21:45:25] <PetefromTn_> those are cool old machines..
[21:45:30] <PetefromTn_> jig borer
[21:45:52] <PetefromTn_> wife and kids went to bed so nows a good time to mess with this...
[21:45:52] <tjtr33> stay focussed young luke!
[21:46:21] <PetefromTn_> yes Obi Wan.... I will FEEL the force around me!
[21:49:08] <tjtr33> " when I home the machine I get a soft limit error on the Y axis at the front of the machine" you may be able to see the dotted red box around a familiar program, looks very wrong if the limits were not scaled correctly
[21:49:55] <PetefromTn_> yeah for some reason the parts when I zero them are always on TOP of the red dotted box..probably wrong...
[21:50:31] <tjtr33> no, not where Z zero is, but wether a known part looks way too big or way too small
[21:51:28] <PetefromTn_> yeah it is in the box and I think I have the box correct. The home works great and I can jog to just inside the limits of travel
[21:52:08] <PetefromTn_> I have made a couple parts that were almost to the limits of travel and that is a helpful feature to ensure you are inside the travels.
[21:52:11] <tjtr33> the box is drawn from the 6 limits
[21:52:16] <PetefromTn_> just select the Z vertical view
[21:54:15] <PetefromTn_> Okay I just stopped the warmup program machine is ready
[21:54:39] <PetefromTn_> I thought it said joint 1 but let me rehome and make sure
[21:55:27] <PetefromTn_> okay so it says exceeded positive soft limit on joint 1
[21:55:58] <PetefromTn_> in machine coordinates it is at 20.0787
[21:57:24] <PetefromTn_> so I opened show hal config, pins, and what is it the numbers 1234 etc are axes possibilities?
[21:57:38] <tjtr33> what is axis 1's MAX_LIMIT? ( possibility that the homing method uses an offset that was not scaled ))
[21:57:54] <pcw_home> yes you want to look a 1
[21:58:12] <PetefromTn_> 20.07870 ini.1.max_limit
[21:58:22] <PetefromTn_> sorry .07874
[21:59:00] <PetefromTn_> when I jog the axis til it stops it goes to 20.0787
[21:59:13] <Tom_L> <pcw_home> halmeter or show ini.1.min_limit, ini.1.max_limit
[21:59:21] <PetefromTn_> show
[21:59:53] <PetefromTn_> min limit is -0.01968
[22:00:43] <PetefromTn_> so I guess it just goes beyond the positive limit by the .0003 then?
[22:00:53] <PetefromTn_> which is causing the error?
[22:01:03] <Tom_L> could be
[22:01:08] <PetefromTn_> how come it can go beyond the limit?
[22:01:36] <PetefromTn_> Oh wait I have it set to home and then it has a home offset which may be moving it beyond the limit
[22:01:57] <tjtr33> 20.07870 ini.1.max_limit
[22:01:57] <tjtr33> <PetefromTn_> sorry .07874 the 2nd entry was really >20.07874< ?? youre driving me >more< carzy :)
[22:02:31] <PetefromTn_> basically when the machine homes it homes with the table all the way towards the column and then does its little home switch slow dance and then I have it come all the way forward so I can load stuff
[22:02:43] <tjtr33> the err is .0003 not 20 inches. yeah can just be mechanics or tuning
[22:03:00] <PetefromTn_> the .ini max limit is 20.07874
[22:03:04] <pcw_home> yeah either the limits or home offsets didn't get translated correctly from metric
[22:03:30] <PetefromTn_> okay to change that I need to shut down and mod the .ini right
[22:03:32] <tjtr33> rungdung litlle math error accumulations
[22:04:04] <pcw_home> you might check your metric .ini file and re convert to inches
[22:05:01] <PetefromTn_> okay my current .ini file has max limit at 20.07874 and the home offset is .11811
[22:05:40] <PetefromTn_> actually the HOME setting is 20.0787401
[22:05:58] <PetefromTn_> you think the .0000001 is the problem hehe
[22:06:01] <Tom_L> mm * 0.039370
[22:06:37] <PetefromTn_> just removed that last 01
[22:08:48] <PetefromTn_> just looking at the old metric .ini file
[22:09:18] <PetefromTn_> looks like the home offset was 3.0000
[22:09:42] <tjtr33> 25.4 * 0.039370 = 0.999998 but 25.4/25.4 = 1 so please use mm/25.4
[22:09:44] <tjtr33> and when worrying about the least significant digit, favor the number closer to center of the limits ( dont just 'round' )
[22:10:35] <PetefromTn_> honestly I don't think the problem has anything to do with the home offset
[22:10:51] <PetefromTn_> the home switch is at the low end of the travel and the home is at the high end.
[22:11:04] <PetefromTn_> it may just be that error in the longer number for the home
[22:11:15] <PetefromTn_> it was indeed beyond the travel soft limit
[22:11:25] <PetefromTn_> I am going to change it to something INSIDE of the soft max limit
[22:12:14] <PetefromTn_> homing machine now
[22:12:40] <PetefromTn_> okay it did not error out
[22:12:50] <PetefromTn_> nice
[22:12:55] <PetefromTn_> okay next problem hehe
[22:13:05] <PetefromTn_> lemme do it again just to check
[22:13:08] <tjtr33> did it move to the offset ?
[22:13:44] <tjtr33> ( i dont think the offset is a problem, but i wanna make sure it finished the operation )
[22:13:50] <PetefromTn_> yeah it did exactly as it normally does but it did not come as far forward after homing so no error..
[22:14:00] <PetefromTn_> yeah we are good now..
[22:14:27] <tjtr33> what you can see that 40 millionths ? :)
[22:14:56] <PetefromTn_> just went to verical Z view and the machine will not go beyond the dotted red box...
[22:15:10] <tjtr33> red box good ugh
[22:15:11] <PetefromTn_> okay now back to orient
[22:15:42] <bobo_> OH ! goodey
[22:16:15] <PetefromTn_> so I guess a good start is making a little MDI program like PCW was talking about
[22:17:36] <tjtr33> plz make the program a real gcode file, if you type the commands in each time, you're not seeing that fast reversal pcw is looking for, youre adding the time it takes you to enter the command
[22:17:59] <PetefromTn_> oh okay...
[22:18:11] <PetefromTn_> I thought you could select more than one line
[22:18:51] <tjtr33> really? never even thought about trying to select more than 1 line, i been wrong before :)
[22:20:48] <PetefromTn_> huh I thought you could..
[22:21:49] <tjtr33> well you CAN select multiple lines, but you cnat copy them into the field where stuff gets executed
[22:23:33] <PetefromTn_> ok
[22:24:21] <tjtr33> maybe i just dont know how, i dont see how to exec multiple lines in the AXIS mdi tab. write a little program, its good fun
[22:25:18] <PetefromTn_> okay got a little program loaded
[22:26:02] <PetefromTn_> ok now I gotta setup the halscope
[22:26:33] <PetefromTn_> what signals do we need
[22:26:48] <PetefromTn_> abs.spindle_out.out?
[22:26:54] <tjtr33> "<pcw_home> then the spindle direction pin, and the spindle velocity can be plotted in halscope so we are not guessing about the VFDs abilities"
[22:27:40] <zeeshan> if your modbus is faster than .5 s
[22:27:44] <zeeshan> i need to know your mobo specs!
[22:27:45] <tjtr33> i dont have such hardware, but you need some signal that reports the spindle driection ( i think report, not command )
[22:28:27] <tjtr33> really .5S? like 500mS?
[22:28:55] <zeeshan> yes
[22:29:01] <zeeshan> http://wiki.linuxcnc.org/uploads/vfd.py
[22:29:11] <zeeshan> if you look at time.sleep
[22:29:14] <zeeshan> its set to 0.01
[22:29:17] <zeeshan> but when i ran that program
[22:29:20] <PetefromTn_> would it be 5i25/7i77 bla bla encoder 03?
[22:29:26] <zeeshan> and i added a line print time.time()
[22:29:40] <zeeshan> i was getting .7 - 1.5s
[22:29:45] <zeeshan> dips of .5 sometimes
[22:29:53] <tjtr33> PetefromTn_, i dont have your hardware
[22:30:26] <PetefromTn_> there is a motion.spindle.fwd
[22:30:33] <zeeshan> plot that
[22:30:40] <PetefromTn_> and rev
[22:30:49] <zeeshan> you just wanna plot fwd
[22:30:53] <zeeshan> when its 1 you know you're fwd
[22:31:06] <zeeshan> i guess you should plot rev too :P
[22:31:17] <tjtr33> zeeshan, i'd guess that machine tool manufacturers would never use a protocol slower than a teletype. what you describe seems to be a limitation of a particular implementaion
[22:31:29] <zeeshan> tjtr33: its not limitation of modbus
[22:31:34] <zeeshan> i think its limitation of linxucnc userspace comp
[22:31:37] <zeeshan> or computer hardware
[22:31:41] <tjtr33> ok
[22:31:58] <zeeshan> also if you read some of these vfd manuals
[22:31:59] <PetefromTn_> okay 1 is motion.spindle-Forward and 2 is motion.spindle-reverse...what for the next one..
[22:32:09] <zeeshan> they specify to connect feedback to analog
[22:32:14] <zeeshan> never mention anythin about modbus
[22:32:25] <zeeshan> PetefromTn_: might be spindle-velocity
[22:32:36] <zeeshan> or motion.spindle-speed-in
[22:33:06] <tjtr33> PetefromTn_, motion.spindle-Forward sounds like a command, not a sensed input
[22:33:10] <PetefromTn_> are you sure
[22:33:26] <PetefromTn_> pcw_home what pins do we need to plot here?
[22:33:35] <zeeshan> why dont you try it out
[22:33:36] <zeeshan> and see?
[22:33:45] <zeeshan> youre not gonna blow up your machine
[22:34:15] <tjtr33> from man motion motion.spindle-reverse OUT BIT TRUE when the spindle should rotate backward
[22:35:05] <PetefromTn_> I dunno what to plot are these commands or signals
[22:35:33] <zeeshan> signals
[22:35:36] <PetefromTn_> what about sample rates
[22:35:50] <zeeshan> whatever gives you 4 channels
[22:36:00] <PetefromTn_> four channels?
[22:36:06] <zeeshan> well youre plotting 3
[22:36:09] <PetefromTn_> I only have three
[22:36:12] <zeeshan> there is no "3"
[22:36:14] <zeeshan> option
[22:36:17] <zeeshan> so you choose 4
[22:36:48] <PetefromTn_> I don't understand I have 1 set to fwd, 2 to rev, and 3 to in
[22:37:22] <PetefromTn_> there are 1 tp 16 across the bottom of the screen
[22:37:33] <zeeshan> click 5
[22:37:35] <zeeshan> what does it do
[22:38:07] <PetefromTn_> says you cannot add more channels but I clicked on four and it says gpio 12
[22:38:12] <PetefromTn_> er 16 rather
[22:38:18] <zeeshan> set that to none
[22:38:52] <PetefromTn_> how do you set it to none
[22:39:17] <zeeshan> PetefromTn_: grr
[22:39:22] <zeeshan> look at your screen!
[22:39:33] <zeeshan> bottom right
[22:39:41] <zeeshan> 'chan off'
[22:39:54] <zeeshan> i really think you should just click around buttons in halscope
[22:39:56] <zeeshan> and what they do
[22:39:58] <zeeshan> nothing you do there
[22:40:01] <zeeshan> will blow up your machine
[22:40:10] <PetefromTn_> why are you getting so mad?
[22:40:14] <zeeshan> im not getting mad
[22:40:27] <zeeshan> you're not learning how to use it
[22:40:33] <zeeshan> and wont if you dont play around with it
[22:40:38] <PetefromTn_> yeah this is like the second time I have use it..
[22:41:00] <zeeshan> trust me, i was in the same boat a couple days ago cause of servo tuning
[22:41:03] <zeeshan> had no idea what was going on
[22:41:08] <zeeshan> the manuals didnt help either lol
[22:41:14] <PetefromTn_> all three of the currently selected channels are pins not signals
[22:41:30] <PetefromTn_> Ok then cut me some slack because you understand and I don't yet
[22:41:39] <PetefromTn_> I am trying to learn
[22:41:44] <PetefromTn_> just like you did
[22:42:06] <PetefromTn_> do I need to find these channels in signals instead of pins?
[22:42:29] <zeeshan> theyre likely hal pins
[22:42:46] <zeeshan> you should be able to display them
[22:42:48] <zeeshan> on the scope
[22:42:50] <PetefromTn_> ok that is what I have....
[22:42:54] <zeeshan> if you press "force"
[22:42:55] <zeeshan> what happens
[22:43:11] <zeeshan> do you know what force does?
[22:43:15] <PetefromTn_> looks like it is trying to plot
[22:43:24] <zeeshan> that stuff on the right near force
[22:43:25] <PetefromTn_> but it won't see anything until I run the program
[22:43:27] <zeeshan> is all your "Trigger" shit
[22:43:42] <zeeshan> if you dont trigger the scope
[22:43:44] <zeeshan> it wont read anything
[22:43:55] <zeeshan> my understanding of it is that it plots stuff
[22:43:59] <zeeshan> for a short period of time.
[22:44:03] <zeeshan> what the time is, i dont knwo :)
[22:44:27] <zeeshan> PetefromTn_: you should see the reverse either 0
[22:44:30] <zeeshan> or 1
[22:44:32] <PetefromTn_> yeah that is what I don't understand.. this little program take about four seconds
[22:44:34] <zeeshan> and forward either 1 or 0
[22:44:49] <PetefromTn_> it looks like I got the tail end of it...
[22:44:58] <zeeshan> im so stupid
[22:45:01] <zeeshan> i think i know how long it measures it
[22:45:06] <zeeshan> on the top does it say 4000 samples ?
[22:45:10] <zeeshan> at 3 khz ?
[22:45:15] <PetefromTn_> yes
[22:45:21] <PetefromTn_> at 1khz
[22:45:37] <zeeshan> period of the wave is 1/1khz
[22:45:42] <zeeshan> 0.001
[22:45:47] <zeeshan> 4000 * 0.001 = 4s
[22:46:03] <PetefromTn_> can we double that?
[22:46:09] <PetefromTn_> so we might be able to get it on screen
[22:46:18] <zeeshan> someone else correct me if im wrong, im just going based on exp
[22:46:24] <zeeshan> you'll need to drop it down to 2 channels
[22:46:28] <zeeshan> if you want to double that time
[22:46:44] <zeeshan> i honestly think you only need to plot forward and spindle.
[22:46:50] <zeeshan> cause when forward is 0
[22:46:54] <zeeshan> you can assume for now, that you're reversing.
[22:47:07] <zeeshan> when its 1 , you know its spinning clockwise
[22:47:33] <zeeshan> nm
[22:47:34] <PetefromTn_> I thought we were trying to see the lag between the two tho..
[22:47:37] <zeeshan> with 2 channels its 5.33 s
[22:47:40] <zeeshan> so it doesnt make a diff.
[22:47:53] <zeeshan> PetefromTn_: i think you can see that on your spindle velocity
[22:47:57] <zeeshan> actually nm
[22:47:59] <zeeshan> that will only be positive.
[22:48:06] <zeeshan> just leave the plot to 3 spins
[22:48:14] <zeeshan> and capture 4 seconds of data nds ee what happens
[22:48:38] <tjtr33> maybe chg the S value to a bit faster? then the same speed thread will capture more?
[22:48:38] <PetefromTn_> should I be on 2 channels 8000 samples 1.0khz
[22:48:50] <zeeshan> nah pete
[22:48:53] <zeeshan> leave it to 4 channels
[22:48:57] <zeeshan> plot rev, fwd
[22:48:59] <zeeshan> speed
[22:49:42] <PetefromTn_> that is what I did and it is hard to click fast enough to go from force to minimize that to cycle start
[22:50:02] <zeeshan> you dont have to
[22:50:08] <zeeshan> you know that thing onthe right
[22:50:09] <zeeshan> the trigger?
[22:50:18] <zeeshan> its hard to explain this over the internet
[22:50:23] <zeeshan> do this.. ill try
[22:50:37] <zeeshan> can you tell me what chan 1 2 3 arew ?
[22:50:41] <zeeshan> in order
[22:51:24] <PetefromTn_> motion.spindle-forward....motion.spindle-reverse...and motion.spindle-speed.-in
[22:51:31] <zeeshan> okay click on channel one
[22:51:38] <zeeshan> on the right there is a thing called
[22:51:40] <zeeshan> "Vertical"
[22:51:48] <zeeshan> while channel 1 is selected
[22:51:57] <zeeshan> slide the slider for position under vertical
[22:51:59] <zeeshan> up and down
[22:52:10] <PetefromTn_> yeah I know how to move them around
[22:52:11] <zeeshan> and you will see you'll move the "0" line of that channel
[22:52:13] <zeeshan> okay
[22:52:22] <zeeshan> http://www.anderswallin.net/wp-content/2008/04_xaxis/00_pgain.png
[22:52:26] <zeeshan> stack them like this
[22:52:35] <zeeshan> with speed iin the middle
[22:52:46] <tjtr33> (hal manual section 11.3 an example of triggering on a signal and capturing the single event might that help?
[22:53:06] <zeeshan> tjtr33: we're almost there :P
[22:53:12] <PetefromTn_> ok
[22:53:17] <zeeshan> okay now pete
[22:53:19] <zeeshan> on the very right
[22:53:25] <zeeshan> under the trigger stuff
[22:53:29] <zeeshan> see position?
[22:53:31] <zeeshan> move that up and down
[22:53:43] <PetefromTn_> yeah
[22:53:43] <zeeshan> move that line, pardon my language
[22:53:46] <zeeshan> a cunt hair
[22:53:51] <zeeshan> above the speed line
[22:54:07] <PetefromTn_> ok
[22:54:09] <zeeshan> basically what you've done is set a threshold
[22:54:19] <zeeshan> when the speed signal goes positive
[22:54:25] <zeeshan> it'll automatically trigger your scope to record data
[22:54:38] <PetefromTn_> ok
[22:54:44] <zeeshan> if you run your program now
[22:54:46] <zeeshan> it should work
[22:54:54] <PetefromTn_> do I need to hit force first
[22:54:56] <zeeshan> no
[22:54:59] <zeeshan> it'll do it automatically
[22:55:06] <zeeshan> just run your prog
[22:55:11] <PetefromTn_> ok nice
[22:55:21] <zeeshan> i wasnt paying attention earlier
[22:55:25] <zeeshan> how long is your program?
[22:55:39] <PetefromTn_> just a couple seconds
[22:55:49] <zeeshan> okay hopefully this captures enough data
[22:55:50] <PetefromTn_> it goes M3 S50
[22:55:55] <PetefromTn_> G4 P1
[22:55:58] <PetefromTn_> M4 S50
[22:56:02] <PetefromTn_> G4 P1
[22:56:04] <PetefromTn_> M5
[22:56:06] <PetefromTn_> M30
[22:56:24] <zeeshan> can you change the p1
[22:56:26] <zeeshan> to a smaller amount
[22:56:30] <zeeshan> just try your program first
[22:56:32] <zeeshan> lets see if it works.
[22:56:40] <PetefromTn_> it did stdby
[22:56:48] <tjtr33> ( S60 would be 1 rev per sec and S120 would cause more reverses to be recorded with the setup you have in halscope )
[22:57:34] <PetefromTn_> http://i.imgur.com/pZtm29t.jpg
[22:58:16] <PetefromTn_> maybe spindle speed in is not the right pin?
[22:58:25] <zeeshan> no its fine
[22:58:31] <zeeshan> click on the speed-in channel
[22:58:34] <zeeshan> and increase the gain
[22:58:50] <zeeshan> but i can already see
[22:58:53] <zeeshan> that we're not capturing enough data
[22:58:57] <zeeshan> wait
[22:59:00] <zeeshan> actually i ll shut up
[22:59:01] <zeeshan> :)
[22:59:45] <PetefromTn_> what?
[22:59:58] <zeeshan> you do have enough data
[23:00:10] <zeeshan> did you increase gain ?
[23:00:17] <PetefromTn_> yeah
[23:00:23] <zeeshan> can you see something now?
[23:00:25] <PetefromTn_> it makes a real squiggly line
[23:00:29] <zeeshan> pics
[23:00:39] <zeeshan> can you please capture
[23:00:40] <zeeshan> the whole screen
[23:00:45] <zeeshan> there is a scale on the bottom i want to see
[23:01:07] <zeeshan> btw, are you using the imgur app on your phone? :D
[23:01:13] <zeeshan> it makes life easier to upload pics on the fly
[23:01:51] <PetefromTn_> I tried to but it does not come up in the album section for some reason
[23:02:09] <zeeshan> ah
[23:02:12] <PetefromTn_> http://i.imgur.com/2jvij6O.jpg
[23:03:26] <PetefromTn_> is it easier to take a screenshot but I would need to flash drive it...
[23:03:40] <zeeshan> PetefromTn_:
[23:03:48] <zeeshan> on the top sliders
[23:03:54] <tjtr33> from man motion "motion.spindle-reverse OUT BIT TRUE when the spindle should rotate backward" this is a command not a feedback. you're scoping what ought to happen, not what does happen
[23:03:58] <zeeshan> near to the 4000 samples thing
[23:04:07] <zeeshan> what does it say ? x msec per div
[23:04:15] <PetefromTn_> 200msec
[23:04:21] <zeeshan> okay
[23:04:28] <zeeshan> so your spindle is taking about
[23:04:30] <zeeshan> 200 m sec
[23:04:31] <zeeshan> to reverse
[23:04:33] <zeeshan> .2 s
[23:04:47] <zeeshan> can you see how i got that?
[23:04:55] <zeeshan> each column division
[23:04:56] <zeeshan> is .2 s
[23:04:57] <PetefromTn_> I guess so
[23:05:01] <zeeshan> in that chart
[23:05:10] <zeeshan> you can see you spindle is runnig at 60 rpm
[23:05:12] <zeeshan> and bam
[23:05:23] <zeeshan> it reverses, and goes below the zero line
[23:05:25] <PetefromTn_> 50
[23:05:34] <zeeshan> you see the reversal right ?
[23:06:02] <zeeshan> the white line crosses the zero
[23:06:05] <zeeshan> thats the reversal point
[23:06:23] <PetefromTn_> then it's less than one division
[23:06:24] <zeeshan> the distance from your spindle forward/reverse
[23:06:32] <zeeshan> where it changes
[23:06:35] <zeeshan> to the middle of that point
[23:06:36] <zeeshan> is about .2 s
[23:07:24] <zeeshan> i was worried about this
[23:07:28] <zeeshan> when my drive.
[23:07:35] <zeeshan> when i was writring the driver for it
[23:07:39] <zeeshan> i noticed there was a lag
[23:07:42] <zeeshan> http://www.linuxcnc.org/docs/2.4/html/hal_halmodule.html
[23:07:48] <zeeshan> i read this page
[23:07:56] <zeeshan> f you typed �show pin� quickly, you may see that passthrough.out still had its old value of 0. This is because of the call to 'time.sleep(1)', which makes the assignment to the output pin occur at most once per second. Because this is a userspace component, the actual delay between assignments can be much longer--for instance, if the memory used by the passthrough component is swapped to disk, the
[23:08:25] <zeeshan> hus, userspace components are suitable for user-interactive elements such as control panels (delays in the range of milliseconds are not noticed, and longer delays are acceptable), but not for sending step pulses to a stepper driver board (delays must always be in the range of microseconds, no matter what).
[23:08:29] <PetefromTn_> the fwd and rev change signals are about 85 percent across the division and the spindle command change is about 75 percent across the divison so it is not a full division...
[23:08:54] <zeeshan> if you really wanna calculate exactly
[23:09:06] <zeeshan> move the cursor to where the foward wave changes
[23:09:10] <zeeshan> notice the time on the bottom
[23:09:19] <zeeshan> and then move the cursor to the intersection of the white signal line
[23:09:20] <zeeshan> with the zero line
[23:09:23] <zeeshan> note the time
[23:10:14] <PetefromTn_> 1.01397.....1.19596
[23:10:32] <zeeshan> which number are you lookin at
[23:10:36] <zeeshan> i forgot which one was time :P
[23:10:43] <zeeshan> i think its the DDT one
[23:10:56] <PetefromTn_> oh nevermind it is set to zero already on the speed signal
[23:11:16] <PetefromTn_> moving it to the actual fwd rev position it says .81900
[23:11:41] <PetefromTn_> so is that .8 of a second?
[23:11:45] <zeeshan> nahh
[23:11:50] <zeeshan> you gotta subtract the distances
[23:12:01] <zeeshan> what was it at the spindle ?
[23:12:02] <PetefromTn_> I thought that is what we were doing
[23:12:04] <zeeshan> 1.01? or 11.9
[23:12:06] <PetefromTn_> zero
[23:12:08] <zeeshan> 1.19
[23:12:11] <zeeshan> it cant be zero :P
[23:12:17] <zeeshan> thats the wrong number
[23:12:22] <PetefromTn_> the first F number I posted first
[23:12:35] <zeeshan> okay so 1.013 - .819
[23:12:36] <PetefromTn_> the after the equals number I posted second
[23:12:45] <zeeshan> oh
[23:12:51] <zeeshan> whats the ddt number
[23:12:54] <zeeshan> fuck
[23:12:57] <zeeshan> sorry man
[23:13:00] <zeeshan> f( ........ )
[23:13:04] <zeeshan> .... is time i think.
[23:13:15] <PetefromTn_> 12.36514
[23:13:21] <zeeshan> lol
[23:13:25] <zeeshan> that doesnt make sense :P
[23:13:41] <PetefromTn_> If I put my cursor on the squiggly line where it crosses zero
[23:13:50] <PetefromTn_> the after equals number is zero
[23:13:54] <zeeshan> yes
[23:13:55] <zeeshan> thats correct
[23:13:58] <zeeshan> thats saying the speed is 0
[23:14:02] <zeeshan> what are the other numbers?
[23:14:14] <zeeshan> they should be close to 1
[23:14:17] <zeeshan> i'd think.
[23:14:24] <PetefromTn_> if I move it over to the intersection of the red and blue lines change it says .83159
[23:14:47] <zeeshan> whats the number in the ( ) ?
[23:14:56] <PetefromTn_> the spindle appears to reverse VERY quickly man..
[23:15:10] <PetefromTn_> the DDt parentheses or the F parentheses?
[23:15:18] <zeeshan> f
[23:15:29] <zeeshan> ddt sounds like d/dt
[23:15:31] <zeeshan> time derivative
[23:16:04] <PetefromTn_> the F number is 1.19396 at the squiggly line crossover and it is 1.01397 at the red blue line crossover
[23:16:33] <PetefromTn_> the difference is the .81900 number it appears
[23:17:12] <zeeshan> shrug
[23:17:15] <zeeshan> im just looking at your divisions
[23:17:20] <zeeshan> theyre .2 s each
[23:17:22] <zeeshan> looks about .2 to me
[23:17:40] <zeeshan> i'd think thats too slow for pid control, but pcw is the man to talk to :P
[23:17:51] <zeeshan> to me logically that means...
[23:17:52] <PetefromTn_> thats what I am trying to say is that it is not a full division between the two crossovers
[23:18:36] <zeeshan> PetefromTn_: yea its 75% like youre saying
[23:18:45] <zeeshan> whhich is still .15s
[23:18:47] <PetefromTn_> yeah or so
[23:19:25] <PetefromTn_> pcw_home is this what you needed to see?
[23:19:26] <zeeshan> you might be able to do it as is
[23:19:39] <zeeshan> might might mean it takes 15 seconds for the spindle to orient
[23:19:44] <zeeshan> that number was out of my ass
[23:21:01] <PetefromTn_> no idea man..
[23:21:45] <zeeshan> what mothejrboard are you using?
[23:21:50] <zeeshan> i think im gonna buy the same
[23:21:55] <PetefromTn_> just the Atom D525
[23:21:56] <zeeshan> mine is shit slow.
[23:22:08] <bobo_> pete see if you can get also a photo showing the whole screen -----showing the scale values
[23:22:17] <PetefromTn_> I would get that J1900 PCW was talking about..or whatever
[23:23:11] <PetefromTn_> bobo_ it was .2 per division apparently
[23:23:29] <tjtr33> you should find out why you were looking at reversal time, how that relates to orienting. you might look at section 4-81 of the vfd manual and use output pins 11 & 12. just my 2c gotta go. best o luck
[23:24:48] <bobo_> photo for others reference--------something for PCW to see
[23:25:56] <PetefromTn_> http://i.imgur.com/brsozJq.jpg
[23:26:16] <zeeshan> pete
[23:26:19] <zeeshan> that is a full .2s away
[23:26:26] <zeeshan> i was measuring along the horizontal axis
[23:26:30] <zeeshan> from the peak of the blue line
[23:26:37] <zeeshan> to where the white line crosses zero
[23:27:01] <zeeshan> i believe that is the wrong way to measure delay actually.
[23:27:04] <PetefromTn_> not really
[23:27:05] <zeeshan> because that includes deceleration time
[23:27:15] <zeeshan> it should be the distance from the blue line
[23:27:21] <zeeshan> to where the white line starts changing
[23:27:27] <zeeshan> that would be 75%
[23:27:34] <zeeshan> maybe even 60%
[23:28:10] <PetefromTn_> are we actually looking at commanded and actual reversal tho?
[23:28:36] <zeeshan> yea
[23:28:43] <zeeshan> when the reverse thing changes
[23:28:47] <zeeshan> thats actual direction change request
[23:28:56] <zeeshan> and then you can see there a delay from when you requested it
[23:29:15] <zeeshan> to where the spindle started to slow down
[23:29:40] <zeeshan> btw pete
[23:29:42] <zeeshan> it his works out
[23:29:44] <PetefromTn_> so to the change that is actually even less
[23:29:45] <zeeshan> i think i want to do this on the lathe.
[23:29:57] <zeeshan> i could add a live tool on my carriage
[23:30:07] <zeeshan> and drill bolt patterns! :P
[23:30:10] <zeeshan> and make gears!
[23:30:12] <PetefromTn_> I doubt it LOL
[23:30:24] <zeeshan> something tells me it wont be able to hold position though :P
[23:30:25] <PetefromTn_> you would need a seriously rigid control of the spindle
[23:30:38] <PetefromTn_> you can do that other ways tho
[23:30:39] <zeeshan> the lathe at the ford q1 place
[23:30:45] <zeeshan> had a 25 hp servo o nthe spindle
[23:30:49] <zeeshan> bastards and their money
[23:30:50] <zeeshan> :(
[23:30:55] <PetefromTn_> you can add a pneumatically actuated brake
[23:31:21] <zeeshan> that would definitely work a lot better than pid on the vfd
[23:31:26] <zeeshan> but i think when the brake engages
[23:31:30] <zeeshan> it might slightly shift the spindle
[23:31:33] <PetefromTn_> I guess pete must be busy with other things right now
[23:31:38] <zeeshan> hes prolly sleeping
[23:31:39] <zeeshan> haha
[23:31:46] <zeeshan> we're the night owls
[23:31:53] <PetefromTn_> no actually he is several hours earlier
[23:32:00] <PetefromTn_> its only midnight here
[23:32:17] <PetefromTn_> so its probably 9pm there?
[23:33:08] <PetefromTn_> Oh well I guess I will shut this bitch down until he can see it and let me know what he thinks.
[23:33:17] <PetefromTn_> at least I fixed that homing error
[23:33:28] <XXCoder> 9 pm here
[23:33:29] <PetefromTn_> the machine is still working like a champ
[23:33:38] <zeeshan> XXCoder: you in cali ?
[23:33:56] <XXCoder> cali dont own pacific time ;)
[23:34:19] <PetefromTn_> sure it does heh
[23:34:22] <bobo_> you ever milk cows ? or sheep
[23:34:43] <XXCoder> lol
[23:35:05] <PetefromTn_> is this a serious question?
[23:35:13] <zeeshan> bobo_: youre a weird individual
[23:35:14] <zeeshan> lol
[23:36:58] <zeeshan> bobo_: i found catalog of fittings
[23:37:07] <bobo_> crack of dawn milk cows are ready . no later crap stuff
[23:37:45] <PetefromTn_> hell I don't even like to BUY milk let alone get it myself from the cow..
[23:37:48] <bobo_> fittings . the one I noted?
[23:38:15] <XXCoder> I dont use milk
[23:38:29] <zeeshan> bobo_: i couldnt find there
[23:38:33] <PetefromTn_> my kids drink it like it's water...
[23:38:38] <zeeshan> http://www.skf.com/binary/30-30929/1-0103-EN.pdf
[23:38:40] <bobo_> Raw milk is good
[23:38:48] <zeeshan> is raw milk
[23:38:53] <PetefromTn_> and they ONLY like the weigel's brand so we have to go to a seperate store to buy it heh
[23:38:53] <zeeshan> when you get it from the utters
[23:38:55] <zeeshan> right to your mouth!?
[23:39:06] <pcw_home> OK it looks like the spindle responds quickly but theres quite a delay which will make control difficult
[23:39:28] <bobo_> www.adaptall.com
[23:39:34] <PetefromTn_> too much delay?
[23:39:52] <pcw_home> is its always the same?
[23:40:11] <PetefromTn_> dunno I only plotted that one time.
[23:40:26] <zeeshan> pcw_home: if i command to go to x position, it overshoots, you're saying it wont notice the overshoto for whatever the delay time is ?
[23:40:32] <PetefromTn_> kinda thought you might have gone to bed so I already shut it down
[23:40:43] <zeeshan> i remember when you added delay to a transfer function
[23:40:49] <zeeshan> things got hairy
[23:41:24] <pcw_home> Yes but if the delay is random its worse than hairy
[23:42:05] <PetefromTn_> so it's gotta be analong input with PID tuning or nothing then?
[23:43:27] <pcw_home> it might have to be (unless maybe theres some VFD feature like brake that can be applied via a VFD input pin)
[23:44:10] <PetefromTn_> ok
[23:44:50] <pcw_home> (that is you could just run at 30 RPM or so and trigger DC brake at the right position)
[23:44:52] <PetefromTn_> my biggest concern is not really getting it hooked up to the analog again but I don't really understand what SSI did to get that input mask for the second index pulse on the spindle working
[23:45:00] <zeeshan> pcw_home: what if it overshoots?
[23:45:04] <zeeshan> and undershoots
[23:45:22] <pcw_home> not with brake (no PID or feedback)
[23:45:32] <zeeshan> how does brake ensure
[23:45:35] <zeeshan> it stops at exact position?
[23:47:29] <pcw_home> at 30 RPM you might have 50 ms or so of leeway
[23:47:53] <pcw_home> (not sure how many degrees of slop is available)
[23:49:53] <PetefromTn_> what would you do pcw if this were your machine?
[23:50:28] <zeeshan> i wonder if you can combine both braking
[23:50:30] <zeeshan> + pid loop
[23:50:52] <PetefromTn_> I don't understand the DC braking I think the hitachi has it tho..
[23:51:02] <zeeshan> oh damn well better
[23:51:05] <zeeshan> that is a 1000$ drive
[23:51:07] <zeeshan> :)
[23:51:20] <XXCoder> wow
http://www.washingtonpost.com/business/economy/americas-best-selling-cars-and-trucks-are-built-on-lies-the-rise-of-fake-engine-noise/2015/01/21/6db09a10-a0ba-11e4-b146-577832eafcb4_story.html?hpid=z2
[23:51:43] <zeeshan> XXCoder:
[23:51:44] <zeeshan> ROFL
[23:51:46] <zeeshan> i heard about this
[23:51:49] <XXCoder> if I get one that uses those tech I wish I could turn it off. not much care for em
[23:51:57] <pcw_home> if you apply DC to an induction motor you get a very high eddy current drag (so can stop almost instantly)
[23:52:36] <zeeshan> pcw_home: trying to get an idea of what instant is
[23:52:54] <zeeshan> 50 ms @ 30 rpm you said roughly
[23:53:17] <pcw_home> much faster is possible
[23:53:59] <PetefromTn_> page 26 of the manual gives braking specs for the 110LF model I have
[23:54:45] <pcw_home> the trick is whether you can trigger it from an input
[23:55:23] <pcw_home> (and hope it doesnt have a unpredictable delay)
[23:56:24] <PetefromTn_> The dynamic braking unit (built into WJ200)
[23:56:42] <PetefromTn_> sends excess motor energy into a resistor to slow the motor and load
[23:56:43] <zeeshan> your vfd does have external brake trigger
[23:56:56] <t12_> lol
[23:57:00] <t12_> legitimized whistle tips
[23:59:19] <zeeshan> page 4-20
[23:59:59] <zeeshan> i dont like the idea of braking
{kind=link}
{kind=link}
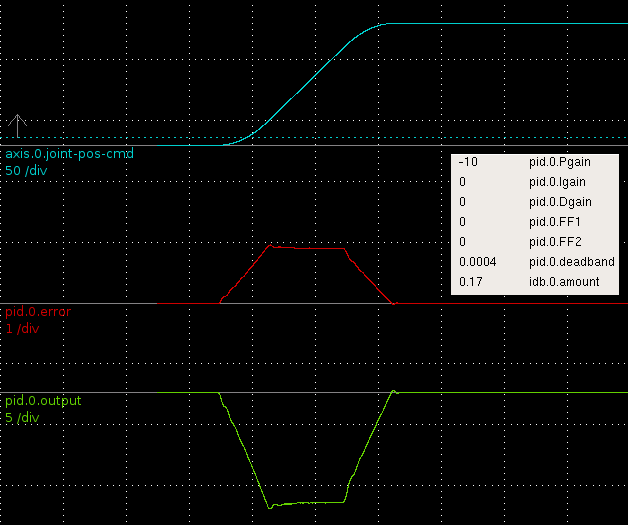{kind=link}
{kind=link}
{kind=link}
{kind=link}