Back
[02:23:27] <Deejay> moin
[09:37:12] <LatheBuilder> Good morning! Machine was up and running yesterday. I crashed pncconf changing the count/unit value from within the open loop test. Now nothing is responsive. Any pointers where to start debugging?
[09:38:25] <LatheBuilder> VMC, 0-10v servo amp, mesa 5i25/7i77, vfd, all configured correctly.
[09:39:48] <archivist> "nothing is responsive" is rather vague, is it switched on
[09:41:05] <LatheBuilder> control boots, linuxcnc gui fires up, F1 no longer enables estop circuit.
[09:43:13] <LatheBuilder> I am very weak on hand editing the config files so that seems where I should start. I have been using pncconf as a learning tool as I debug the wiring. Wiring is all sorted out now and all was going well.
[09:44:56] <LatheBuilder> was using the open loop test within pncconf to move each axis a small amount and measure actual displacement using dial indicators. my leadscrews are buried, not easy to simply turn them and measure. (also there is a timing belt reduction)
[09:46:40] <LatheBuilder> used it several times as I got closer to having the correct counts/unit for the Y axis. all axis' would jog as well as the spindle vfd.
[09:46:46] <archivist> I would re run pncconf it may then write your files properly
[09:48:13] <LatheBuilder> tried closing pncconf and restarting. shut the machine down and restarted. then tried upgrading from 2.something to master hoping that the reload of all components would fix whatever I corrupted
[09:48:54] <LatheBuilder> as separate steps of course, none successful
[09:49:26] <archivist> if pncconf is like stepconf it will read its own version of your files,
[09:50:36] <LatheBuilder> now within lcnc itself the estop enable does nothing. cannot take the machine out of estop
[09:51:13] <archivist> we in here cannot guess what is in your files now
[09:53:42] <LatheBuilder> i understand. not looking for mind reading =) I was fishing for something like "ya if you change that value within pncconf it corrupts something outside of the config files".
[09:56:40] <LatheBuilder> just a shot in the dark you see. perfectly content to now learn manual edits for the config files. I've been trying to get this machine back to life for some time. Was encouraged to be so close!
[09:57:31] <archivist> can you remember your steps, just redo whatever you did in pncconf
[09:59:20] <LatheBuilder> i see. it was very definitely an unexpected fault of some kind. changing that particular value back to what it was when it all worked did not restore functionality.
[10:00:45] <LatheBuilder> My config is not complex yet. I built another config from scratch within pncconf to see if that particular one was bad. There are only a few settings live right now. That one does not work either, same failure mode
[10:01:11] <LatheBuilder> I'm off to do more debugging. Thanks for the thoughts
[10:01:13] <archivist> when you refer to something as "that particular value" you would be expecting us to guess
[10:01:54] <archivist> people can only help with more specific information
[10:02:06] <LatheBuilder> not at all. I say "that particular value" instead of 20000 counts per unit because the exact value doesn't matter.
[10:02:37] <archivist> it is what value you are changing
[10:03:03] <LatheBuilder> ahhh, sorry.
[10:04:09] <archivist> I would now review all values and save again
[10:04:19] <LatheBuilder> My bad. in the open loop test dialog there is a box to change encoder counts per unit. Changing that value outside of the open loop test utility worked fine
[10:04:56] <archivist> check for error messages too
[10:05:27] <LatheBuilder> changing that value a single time within the utility seemed to break something unrepairable by changing back to a known good value from a minute before.
[10:06:02] <LatheBuilder> error logs, will check - thanks
[10:19:16] <pcw_home> At some point you _will_ need to hand edit the hal files anyway, both stepconf and pncconf are good for creating
[10:19:17] <pcw_home> boilerplate hal/ini files as a starting point. neither are great for tweaking existing files
[10:20:17] <pcw_home> nothing is irreparable with an editor :-)
[10:27:14] <Tom_itx> maybe the limits are preventing estop enable
[10:27:32] <SpeedEvil> ESTOP HAMMATIME
[10:27:39] <SpeedEvil> (sorry)
[10:46:21] <archivist> 8 axes they claim, chatter they keep quiet about
http://www.ebay.co.uk/itm/Sherline-2000A-CNC-Ready-Deluxe-8-Direction-Mill-Package-/301415418652
[10:49:32] <CaptHindsight> 8-Direction "with 2, yes 2 directions per axis!" No more having to flip each axis around to change directions!" /writers embellishment
[10:49:35] <Rab> Ahem, that's 8 "directions".
[10:52:10] <CaptHindsight> Postage:US $119.35 (approx. £76.54) Import charges:US $384.10
[10:52:14] <pcw_home> are those plastic motor mounts?
[10:52:35] <SpeedEvil> Plastic is the new cast iron.
[10:53:32] <pcw_home> that looks about as stable as a pig on stilts
[10:53:37] <XXCoder> CaptHindsight: I'd be more impressed with 3 directions per axis
[10:54:44] <CaptHindsight> well they probably have 4 directions per axis, 2 intended
[10:55:06] <SpeedEvil> Holy shit.
[10:55:12] <SpeedEvil> Is that a real sherline product?
[10:56:18] <XXCoder> The deluxe 8-direction milling machine offers the most versatility of any Sherline mill. In addition to X-axis, Y-axis and Z-axis travels, there are five additional directions that the headstock spindle can be positioned to do drilling or milling on your part from virtually any angle. The headstock can pivot up to 90� in either direction. The column bed can be rotated side-to-side up to 90� in either direction for angled drilling.
[10:56:30] <CaptHindsight> http://www.ebay.co.uk/itm/Sherline-2000A-Deluxe-8-Direction-Mill-Package/291309861960 better pic
[10:56:45] <CaptHindsight> http://i.ebayimg.com/00/s/NzM0WDcwMA==/z/ekQAAOSw6EhUUQoe/$_57.JPG
[10:57:25] <SpeedEvil> I do not own a mill.
[10:57:28] <Rab> Here's an identical machine mounted in a box, seems like a pretty good price for a micro-mill:
http://item.ebay.com/321603537250
[10:57:34] <archivist> can be relied upon to never drill in the same place twice
[10:57:46] <SpeedEvil> I would almost be happy to pay someone to take that away if it turned up on my doorstep
[10:59:09] <CaptHindsight> Light machines Corp
http://i.ebayimg.com/00/s/MTIwMFgxNjAw/z/VqgAAOxyeZNTSzSy/$_57.JPG
[11:16:36] <CaptHindsight> automatic random hole drilling machine is a better description
[11:17:13] <XXCoder> lol
[11:17:24] <XXCoder> what tol would it match anyway?
[11:17:34] <XXCoder> .01? .1? 1'? lol
[11:17:49] <archivist> 1 mile
[11:18:01] <XXCoder> that'd be great area weapon
[11:18:18] <XXCoder> expecially if it dont have be reach mile away
[11:18:29] <archivist> not enough power to inflict injury
[11:18:42] <SpeedEvil> It could actually be handy for a project I have
[11:18:43] <XXCoder> it just keeps repeative drilling and holes just appear randomly
[11:19:02] <SpeedEvil> But that project is LASER-based and would need optical feedback anyway
[11:21:46] <Tom_itx> my sherline is similar to that
[11:21:58] <Tom_itx> i never move the head though
[11:22:49] <Tom_itx> and yes pcw_home it is kinda like a pig on stilts :)
[11:23:18] <Tom_itx> i got it way back when for the extra Y travel
[11:27:57] <Tom_itx> the mounts are likely anodized aluminum
[11:30:34] <XXCoder> weaker I guess?
[11:33:01] <Tom_itx> i don't have those mounts
[11:33:21] <Tom_itx> it's not great by any means but i've done alot with it
[11:33:50] <Tom_itx> now mostly just play with linuxcnc on it
[11:33:51] <XXCoder> cool. I gues that is all that matters
[11:34:09] <Tom_itx> i've considered running a brace from the Z down to the back though
[11:34:30] <Tom_itx> i don't use big tools on it
[11:36:51] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/boards/USBTiny_Mkii/Boxes/milling1.jpg
[11:36:54] <Tom_itx> the plate helps some
[11:37:07] <XXCoder> cool
[11:37:24] <Tom_itx> i've worn that one out and added a 1" plate since that
[11:37:24] <pcw_home> Yeah the z supporting the spindle looks pretty shaky
[11:37:36] <Tom_itx> i've probably had it 25yrs
[11:37:46] <XXCoder> that old dang
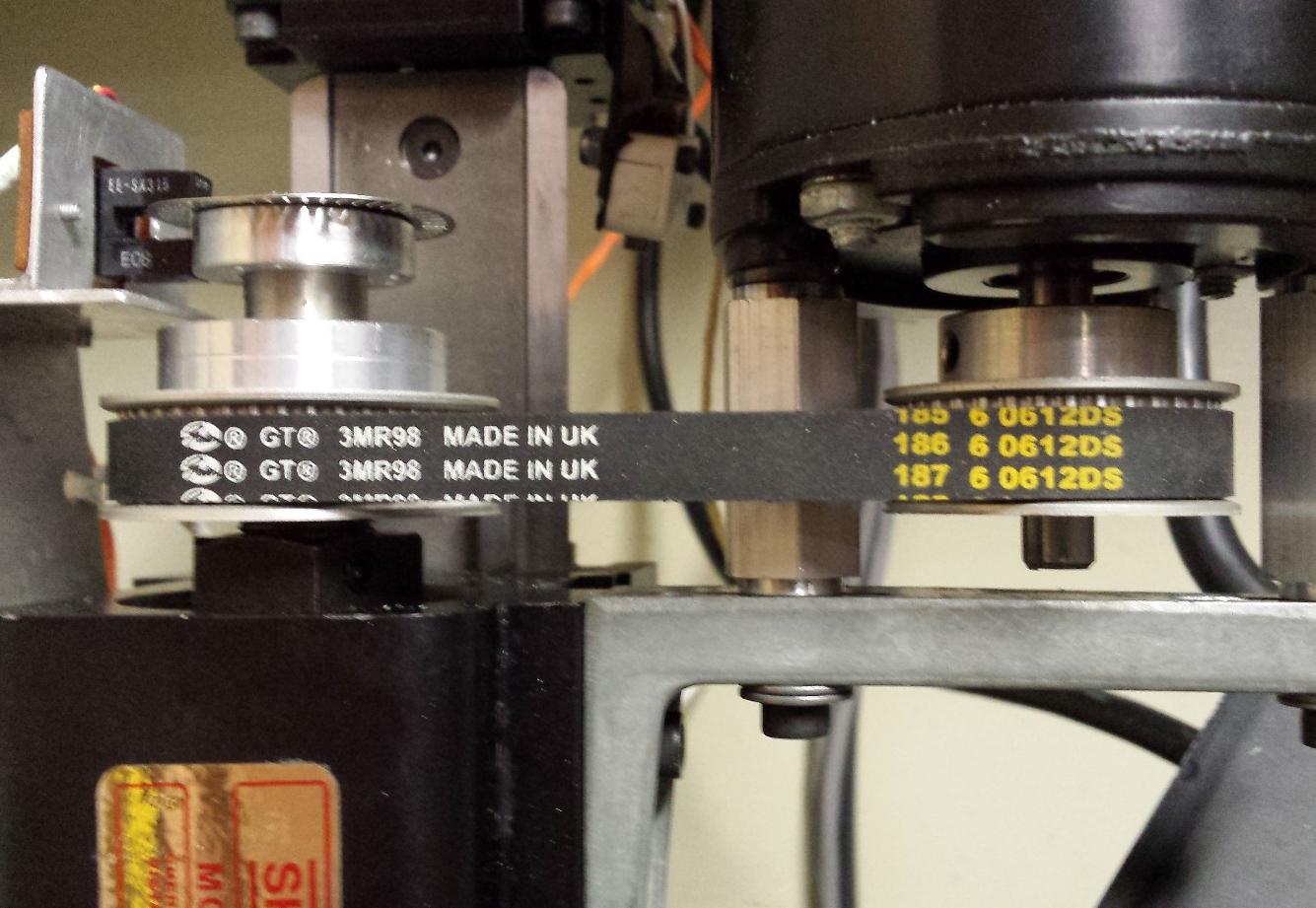
[11:43:41] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/spindle_enc1.jpg
[11:43:44] <Tom_itx> most recent mods
[11:44:01] <XXCoder> whats that addon for>
[11:44:11] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/old_pulley1.jpg
[11:44:16] <Tom_itx> got tired of burning up belts
[11:44:30] <Tom_itx> and changing the spindle encoder from what i previously had
[11:44:42] <XXCoder> ahh bigger belt but why is there another one on top with smaller omotor? oh encoder?
[11:45:28] <Tom_itx> yes all the top one is, is a 1:1 for the encoder
[11:45:56] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/new_pulley_mounted1.jpg
[11:45:59] <Tom_itx> that's the old encoder
[11:46:04] <Tom_itx> from a printer stepper
[11:46:16] <XXCoder> interesting
[11:46:30] <XXCoder> wanna build my router cnc? lol
[11:47:06] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/motors/stepper6.jpg
[11:47:10] <Tom_itx> original encoder purpose
[11:48:07] <XXCoder> interesting
[12:18:01] <JT-Shop> ugh, Gene is struggling with arcs again
[12:19:30] <_methods> i wonder why........
[12:24:17] <_methods> i found a pic of gene on his bike
[12:24:21] <_methods> http://www.stanwagon.com/HTMLFiles/index_1.gif
[12:25:32] <_methods> those silly arcs
[12:52:15] <XXCoder> https://www.youtube.com/watch?v=nY2jv4GWUhQ
[12:52:21] <XXCoder> love this video
[13:16:33] <archivist> JT-Shop, do you see that he is trying to calc in his gcode rather than use some external thing
[13:30:10] <roycroft> aah, clueless, bigoted old men
[13:30:12] <roycroft> sometimes they're useful
[13:30:35] <roycroft> i just stopped by a garage sale and saw a set of mint condition mitutoyo telescoping gages for $20
[13:31:06] <roycroft> i approached the guy who said "damn japs don't care about quality - they'll never make anything as good as america"
[13:31:10] <roycroft> so i offered him $10 and he took it
[13:31:28] <roycroft> no owners marks or anything
[13:32:07] <bpuk> lsa
[13:33:40] <roycroft> hmm
[13:33:57] <roycroft> enco sell this set for #$184.30
[13:35:21] <roycroft> the starrett is $263.29
[13:35:31] <archivist> idiots on ebay try to get new prices or higher for secondhand mitutoyo
[13:35:52] <roycroft> if this guy hadn't been such a jerk i'd have paid his asking price and been happy
[13:36:01] <archivist> hehe
[13:36:11] <roycroft> but i figured he deserved to get beat up a bit
[13:36:57] <roycroft> i buy a fair amount of cheap import tools, but the chinese telescoping gages always seem to be really sticky
[13:37:12] <roycroft> i've been holding out for b&s, mitutoyo, or starrett on those
[13:38:49] <roycroft> i should have asked him if he had any more mitutoyo crap he wanted to get rid of
[13:40:02] <archivist> I scored a mit 2" tenths digital dti, for not a lot, seller had killed the input regulator with a wallwart
[13:42:18] <archivist> but I just missed out on a bore gauge fleabay 390988043739
[13:42:48] <roycroft> i never got too interested in bore gages
[13:43:03] <roycroft> but i don't do inside hole measurements often
[13:43:07] <archivist> I need them for tiny bores
[13:43:11] <renesis> k trying a solidworks assembly in fusion
[13:43:21] <roycroft> i have a set of starrett hole gages
[13:43:31] <roycroft> and now the mitutoyo telescoping gages
[13:43:50] <roycroft> a set of pin gages for tiny holes is all that i need to cover almost every hole i'll encounter
[13:44:20] <roycroft> if i were boring cylinders or similar work on a regular basis bore gages would be useful
[13:44:32] <roycroft> they would save a step on each measurement
[13:45:30] <archivist> I would like pin gauges too
[13:45:51] <roycroft> there are inexpensive import pin gage sets
[13:45:55] <roycroft> and i don't mind those
[13:46:23] <roycroft> the problem is you need several sets to cover up to 0.5"
[13:46:35] <roycroft> and even with the cheap imports that adds up to $400 or so to get everything
[13:47:26] <roycroft> but what's really great about them is there is no measuring involved - try them until one fits and then you know the size of your hole
[13:47:48] <roycroft> i really like things that are simple and save time
[13:48:21] <archivist> these taper pin types are fast to use
http://www.collection.archivist.info/searchv13.php?searchv4page=1&searchstr=manson+coventry
[13:49:20] <roycroft> oh, those look interesting
[13:49:39] <roycroft> you insert, push down until the body contacts the part, and read?
[13:50:06] <archivist> it was one of those I just missed, maybe should have bid a bit more
[13:50:16] <archivist> yes
[13:50:24] <roycroft> nice
[13:51:11] <Tom_itx> works unless your hole is an egg
[13:52:23] <roycroft> well rotate and take multiple measurements
[13:56:11] <archivist> er, like normal pin gauges they are round
[13:56:36] <roycroft> oh, then that would not matter
[13:56:41] <Tom_itx> :)
[13:57:04] <archivist> if you have holes that shape you have more problems than just measuring :)
[13:57:13] <Tom_itx> we used alot of go - nogo gages in production
[13:57:22] <Tom_itx> pin, thread etc
[13:58:03] <archivist> I see lots of slotted holes in clock plates that I open out and bush to fix
[13:59:42] <renesis> prob most every hole is an egg if you look close enough
[14:00:03] <renesis> heh, egg gauges
[14:00:08] <Tom_itx> CMM will verify that
[14:01:38] <roycroft> well i think it's time to head out to the welding shop
[14:02:11] <roycroft> it's going to rain later on, and i have some gtaw welding to do, which requires pulling a giant extension cord to my main shop, and don't want to mess with that in the rain
[15:03:43] <Tom_itx> what's the difference between RS-422 & RS-485?
[15:03:52] <Tom_itx> physically they're the same aren't they?
[15:06:40] <pcw_home> RS-485 normally refers to multi-drop differential interfaces
[15:07:03] <Tom_L> http://www.analog.com/static/imported-files/application_notes/AN-960.pdf
[15:07:06] <Tom_L> i was looking at that
[15:07:18] <jfigie> RS-422 is a subset of RS-485
[15:07:46] <pcw_home> Normally RS-485 drivers have a common mode range (422 driver do not)
[15:08:59] <pcw_home> because in a multi drop situation a driver that does not allow a negative common mode would compromise the signal
[15:09:55] <pcw_home> the trade off is that RS-485 compatible drivers normally have diodes in series with their outputs so they have a smaller swing
[15:10:22] <pcw_home> (so lower noise immunity)
[15:11:41] <Tom_L> just a curiosity
[15:13:57] <pcw_home> multi drop systems using async comms need rather M^2 terminations to set the line state when undriven so we avoid them
[15:14:33] <Tom_L> rather long distance comms...
[15:14:57] <pcw_home> I much prefer RS-422
[15:15:00] <Tom_L> the terminations are for ringing?
[15:15:49] <jfigie> terminations are to avoid reflections
[15:15:54] <XXCoder> yeah
[15:16:10] <XXCoder> reminds me of old 10baset network
[15:16:10] <pcw_home> Yes (100 Ohm for impedance matching) but for multi drop you have the issue of setting the line state when its not driven
[15:17:50] <pcw_home> 10base/100base and 1GE are all 100 Ohm terminated twisted pair
[15:17:51] <jfigie> the terminations only go on the ends of the line. All devices between must have short stubs and be high impedance.
[15:19:11] <XXCoder> oops
[15:19:48] <XXCoder> I meant 10base2
[15:20:18] <pcw_home> same except coax and 50 Ohm
[15:21:21] <Tom_L> did they use twisted pair?
[15:21:23] <Tom_L> like ether
[15:22:02] <Tom_L> rs422/485.. not 10base2
[15:22:04] <XXCoder> well twisted pair is still in use. its been updated often. it uses cat5 and rj45 plugs
[15:22:13] <Tom_L> i know
[15:22:17] <XXCoder> lol ok
[15:22:37] <Tom_L> just got a spool of it..
[15:22:59] <Tom_L> cat6 is just twisted tighter i think
[15:23:06] <XXCoder> and sheilded
[15:23:19] <XXCoder> it has metal jacket at plugs that is wired to sheild
[15:23:45] <XXCoder> pracally saying, cat5e and cat6 seems to only small amount of differences
[15:24:19] <XXCoder> could be wrong though
[15:24:25] <XXCoder> you ever used 10base2 though? heh
[15:24:29] <XXCoder> been very long time ago for me
[15:24:46] <Tom_L> well it would have been a very long time for any of us now ehh?
[15:24:53] <XXCoder> indeed
[15:25:00] <Tom_L> i think i have
[15:25:01] <XXCoder> wonder if its in use anywhere now
[15:25:41] <XXCoder> heh if you never had to find where terminator fell off you haven't had full experence ;)
[15:27:14] <bpuk> yup, still in use - fitted some a couple of weeks back (only 2 nodes)
[15:27:33] <bpuk> on a dyno of all things - theres probably a lot of older machinery out there that still uses it
[15:28:11] <Tom_L> it helped get us here
[15:49:37] <jfigie> I would like to edit the wiki page with the latency test results for Asus M5A78-MLX MB. How can I find the password for administrator?
[15:50:46] <Tom_itx> i think JT-Shop can do that
[15:51:00] <Tom_itx> other than that i'm not sure who... maybe cradek
[15:53:02] <pcw_home> Anyone can edit the wiki
[15:53:37] <ReadError> How can I find the password for administrator?
[15:53:38] <ReadError> eeekkk
[15:53:39] <pcw_home> you need to know linuxcnc mascots name
[15:54:00] <Tom_itx> somebody gave it to me once but i forgot
[15:54:12] <Tom_itx> was gonna move the bit file stuff there...
[16:00:07] <renesis> i set 3d adaptive to .04 max stepdown, it dont like that
[16:00:30] <renesis> heh, generating toolpath slooooooow...
[16:02:25] <Tom_itx> big file too
[16:02:42] <pcw_home> Tom_Itx: what do you get when you machine things?
[16:03:37] <Tom_itx> ? is that a trick question?
[16:03:45] <Tom_itx> lots of chips for one
[16:04:03] <pcw_home> bingo
[16:04:24] <Tom_itx> and an occasional good part
[16:05:00] <pcw_home> (in reference to wiki)
[16:05:05] <Tom_itx> i figured
[16:05:30] <Tom_itx> does the wiki support asciidoc?
[16:05:32] <Tom_itx> format..
[16:07:12] <jfigie> Thanks that was a bit cryptic but I got it
[16:07:40] <renesis> stuck at 99%
[16:07:51] <renesis> omg done!
[16:08:11] <Tom_itx> i bet that's a good file for the new TP to test
[16:08:35] <renesis> says 1:00:46 machine time
[16:08:39] <renesis> not so bad
[16:08:49] <renesis> wait i didnt slow the feedrate down
[16:08:54] <Tom_itx> small surface?
[16:09:12] <bpuk> speaking of the new TP - my router is still on JA5 - I saw JA6 is the current branch. Has a lot changed between them?
[16:09:52] <renesis> its like 2x2x1" part in acrylic, im eating up 80% of it
[16:10:01] <renesis> i doubt it ends well
[16:12:29] <SpeedEvil> https://www.youtube.com/watch?v=c5P-c7rc4bA
[16:12:40] <SpeedEvil> Ball race
[16:13:28] <Deejay> gn8
[16:15:54] <renesis> i need to upgrade the taig soon, deserves it
[16:16:41] <renesis> shit is old, shit is same machine as new after adjusting gibs and brass clamping backlash nuts
[16:17:37] <renesis> and the xylotex board prob going to catch fire one day
[16:17:41] <renesis> gut feeling
[16:24:39] <jdh> I have a xylo
[16:26:22] <pcw_home> I am paranoid about SMPS wall adapters after one blew up in my hand
[16:26:24] <pcw_home> I fully expect them to catch fire at some point
[16:30:10] <anonimasu> pcw_home: I have a question for you :)
[16:31:17] <anonimasu> I cant get the 8i20 to start up
[16:31:33] <anonimasu> i have connection and all but im a bit stumped at what I need to do I have the halcmd show saved
[16:34:31] <pcw_home> is the 7I44 on the correct connector (verify with mesaflash or dmesg)
[16:37:50] <pcw_home> also check that the 8I20s have high side power (Red fault LED on in isolated section for example)
[16:37:52] <pcw_home> make sure 8I20 is not in setup mode
[16:37:54] <pcw_home> older 8I20s wont start without adequate VBUS (>45V)
[16:38:47] <anonimasu> one moment
[16:39:01] <anonimasu> it's not in fault mode
[16:39:26] <anonimasu> all the leds are lit status blinking and fault is off
[16:39:42] <pcw_home> OK so you are running
[16:39:52] <anonimasu> just a seoncd
[16:42:02] <anonimasu> I cant quite understand why it does not work(bus voltage perhaps=
[16:43:36] <anonimasu> trying to upload the logs
[16:43:37] <pcw_home> The 8I20 disables the outputs if the BUSV is < 45V or so (and if the enable in is not driven)
[16:44:24] <anonimasu> http://ah.io23.net/ul/files/debug-dmesg.txt
[16:44:28] <anonimasu> they both are
[16:44:51] <anonimasu> http://ah.io23.net/ul/files/debug-halcmd.txt
[16:46:02] <pcw_home> those dont show any problems
[16:46:03] <pcw_home> looks like the 8I20 is working normally
[16:46:34] <anonimasu> but the motor dosent move(the homing cycle dosent show)
[16:47:19] <pcw_home> I would not expect it to move without a lot of fussing with your hal file :-)
[16:47:24] <anonimasu> (I ran the servogreen before with the motors) but on low voltage
[16:48:01] <anonimasu> yeah but the homing? before when I did it was _kicking_ it noticably
[16:48:41] <renesis> rab: go to close fusion, its like YOU HAS 1 DATA THING UPLOADING< QUIT ANYWAY? i had been using everything i uploaded, so yeah wtf
[16:50:43] <anonimasu> like this it seems that it does not output anything to the motor(ie, no current going there)
[16:51:03] <pcw_home> almost guaranteed to he hal file related
[16:51:52] <anonimasu> mhm, and where do i start? I remember running this way back on bench, but I have no clue what to start with
[16:52:22] <anonimasu> 7 float OUT 0.03805 axis.0.motor-pos-cmd ==> emcmot.00.pos-cmd
[16:52:24] <anonimasu> 7 float IN -0.00535 axis.0.motor-pos-fb <== motor.00.pos-fb
[16:52:29] <anonimasu> (too low gain?)
[16:52:39] <renesis> jdh: one of my chans blew, im using my unused A channels as Y
[16:53:42] <anonimasu> the pos(diff) is when i moved the axis by hand
[16:54:26] <pcw_home> you can always unlink and setp the current by hand
[16:54:54] <anonimasu> (how high does it go?)
[16:55:51] <pcw_home> I forget whether 1 is full scale or 1A
[16:56:20] <anonimasu> because then this would be 7A to the motor
[16:59:32] <anonimasu> aha..
[16:59:44] <anonimasu> one of the drives are atelast not turning on due to the brakeon/off being weong
[16:59:50] <anonimasu> wrong
[17:00:52] <anonimasu> 11 u32 RO 0x000002EE hm2_5i23.0.8i20.0.0.nvmaxcurrent <- 750 (is that correct?)
[17:02:18] <pcw_home> Yes thats the default EEPROM setting (7.5A full scale)
[17:02:49] <pcw_home> I'll bet you ran this with 2.5 earlier
[17:03:02] <pcw_home> 2.6 has some changes in the 8I20 stuff
[17:03:53] <Tom_itx> how do you link a page to the wiki menu?
[17:04:15] <pcw_home> notably these params:
[17:04:15] <Tom_itx> not quite ready to do that but close...
[17:04:16] <pcw_home> hm2_5i25.0.8i20.0.1.current-maxlim
[17:04:18] <pcw_home> hm2_5i25.0.8i20.0.1.current-minlim
[17:04:19] <pcw_home> hm2_5i25.0.8i20.0.1.current-scalemax
[17:05:22] * anonimasu nods
[17:05:38] <anonimasu> they are set to 7.5, -7.5 and 7.5
[17:05:58] <anonimasu> that would mean that the value 1 means full current
[17:08:17] <anonimasu> I wonder where to start looking now :S
[17:09:02] <pcw_home> Nope that would mean full current would be 7.5
[17:10:55] <anonimasu> previously was 1 full out?
[17:11:08] <pcw_home> yep
[17:11:16] <anonimasu> then there we have it :D
[17:11:56] <anonimasu> I guess because before(2.5 they jogged fine)
[17:11:58] <anonimasu> (Q pcw_home
[17:12:02] <pcw_home> so now if you set the EEPROM FS current to 30 A the default scalemax will be set for 30A
[17:13:03] <anonimasu> another question before bedtime can i somehow reset/update the 8i20's so I get the default everything
[17:13:33] <pcw_home> I think we have a script for that
[17:14:04] <pcw_home> maybe it can be modified to work with setserial on linux
[17:14:23] <pcw_home> setsserial I mean
[17:14:52] <anonimasu> (I can run it on windows) not a problem either)
[17:15:51] <pcw_home> i can probably port it to setsserial
[17:16:05] <pcw_home> (well just move the constants)
[17:16:24] <anonimasu> that would be perfeft(or I can simply copy them from the other drtive)
[17:17:17] <anonimasu> bedtime for now, i'll see tomorrow how this works.
[17:17:21] <anonimasu> thanks for the help!
[17:17:42] <pcw_home> 'nite
[17:23:50] <kengu> this type of machine appeared at workshop,
http://youtu.be/6rMBBb1fUbk?t=34s
[17:54:33] <renesis> heh fuck
[17:54:51] <jfigie> away
[17:54:57] <renesis> ikind of faked the stock dims and now it is easting into one of the two SHCS im using to hold the acrylic
[17:55:06] <renesis> *eating
[17:55:13] <renesis> wonder how this will end
[17:55:54] <renesis> heh i had to pause and feed override to keep it from rapid plunging like half an inch
[17:59:13] <renesis> neat its just the edge of the screw head
[18:02:27] <renesis> 1/4" to go!
[18:03:22] <Tom_itx> jthornton you around?
[18:06:52] <Tom_itx> jepler?
[18:27:08] <Loetmichel> re home from my sister, mending the wiring at her new old house... nearly fell asleep on the autobahn... (NOT a good idea at 180kmh and rain at night ;-)
[18:36:43] * renesis hacksawing 3/4 machined acrylic stock sideways
[18:36:50] <renesis> sometimes learning experiences suck =\
[20:29:36] <renesis> heh, the 3d adaptive part is ugly as fuck
[20:29:44] <renesis> clearly for roughing, heh
[20:29:53] <renesis> the 2d part is normal sexy
[20:30:16] <renesis> took 1/6 the time =\
[22:41:59] <Computer_Barf> im a little overwhelmed by what CAM program to use
[22:51:43] <jason95555> hi there. I am trying to open a gcode file via a python script but I am getting an error: "Can't do that(EMC_TASK_PLAN_OPEN) in manual mode". Anyone know why I am getting this error?
[23:12:10] <Connor> Computer_Barf: I use CamBam It's easy for beginners and does about everything you need for a 2.5D Cam Package..
[23:12:20] <Connor> It's not MasterCAM.. but.. it's really good for what it is
[23:18:40] <cradek> jason95555: you need to switch to auto mode to load a gcode file
[23:19:59] <jason95555> cradek: I put it on auto mode and tried to load the file. It didn't give me any errors but still has the linux cnc outline Gcode on the screen.
[23:59:48] <t12_> got a sweet item today
[23:59:51] <t12_> https://www.dropbox.com/sc/okgekkxnp1tqlx8/AAACO8jjdHeHMyvQ2uSQ55f4a
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}