Back
[00:00:19] <ssi> now I need power
[00:00:26] <ssi> also the grinder is still on 4x4 skids and so it's very high :P
[00:06:55] <ssi> https://pbs.twimg.com/media/B4Eb0kYIcAAzwJU.jpg:large
[00:06:56] <ssi> weee
[02:20:39] <Deejay> moin
[06:33:12] <jthornton> yuck 100% rain today
[06:33:53] <Tom_itx> same
[06:37:05] <Tom_itx> i'll send some your way
[06:40:35] <Tom_itx> it's not harvest time so the farmers must need it.. err something...
[09:54:53] <taiden> anyone tried Autodesk Fusion 360?
[09:55:08] <taiden> I just learned about it the other day, and for the price, I'm very impressed
[09:55:21] <taiden> it seems to have an EMC post built into it, anyone tried it out?
[09:58:34] <Rab> renesis has
[10:03:43] <taiden> I'd be curious to hear his (her?) thoughts on it
[10:13:39] <Rab> He seemed to think it was OK, generated a successful CAM job with it. It supposedly uses "the cloud" somehow, I don't know if that means designs are stored remotely or what.
[10:21:41] <ReadError> looks to be the same thing as hsmxpress
[10:22:04] <ReadError> http://www.hsmworks.com/hsmxpress/
[10:22:08] <ReadError> free for solidworks
[10:22:42] <renesis> rab: you have to upload parts to use them
[10:23:06] <renesis> ui is annoying but its functional
[10:23:08] <Rab> renesis, sad.
[10:23:26] <renesis> yeah especially considering my internet has been fuckey all morning
[10:23:45] <renesis> this place has weather and shit
[10:24:22] <ssi> yeah that's the problem I had
[10:24:26] <ssi> where I am now, the internet is AWFUL
[10:24:35] <renesis> yeah using it might suck
[10:24:37] <ssi> and having the whole thing freeze because the internet burbles is obnoxious
[10:24:44] <taiden> except that Fusion has 3 axis machining
[10:24:50] <taiden> HSMexpress is 2.5d only
[10:24:54] <renesis> ya
[10:25:15] <taiden> just tried it out on my cnc router
[10:25:25] <taiden> the built in EMC post seems to work extremely well
[10:25:35] <taiden> I will be purchasing a subscription
[10:25:45] <renesis> oh shit it has emc post?
[10:25:47] <taiden> yes
[10:25:56] <taiden> it's also $40 a month or $300 a year
[10:26:09] <renesis> i would still prob have to remove toolchange and spindle shit, shrug
[10:26:17] <taiden> no idea
[10:26:18] <renesis> its free if student or startup
[10:26:23] <taiden> yes it is
[10:26:26] <renesis> and as student it didnt request verification
[10:26:29] <taiden> it's also free for DIY use but you have to request it
[10:26:33] <renesis> so its basically free
[10:26:39] <mozmck> Has anyone tried weber systems synergy?
[10:26:42] <taiden> it seems they only require you to pay if you're making product
[10:26:46] <mozmck> http://www.webersys.com/
[10:26:55] <renesis> which is how software should be
[10:26:59] <taiden> yes
[10:27:02] <ssi> https://fbcdn-sphotos-f-a.akamaihd.net/hphotos-ak-xap1/v/t1.0-9/10846011_10100536785485092_5498301656707191019_n.jpg?oh=65c16ff516740384b23e4f1b35a4ea41&oe=55020A22&__gda__=1427215735_8322e36dd6de23d753b785f604b3e34d
[10:27:07] <ssi> getting there
[10:27:07] <renesis> cloud thing is the only really annoying part
[10:27:11] <mozmck> If I remember the price was somewhere around $800 for the full 3D CAD/CAM
[10:27:16] <renesis> ui is annoying but thats pretty standard for CAM
[10:27:23] <taiden> well
[10:27:25] <taiden> I came from Mastercam
[10:27:31] <taiden> and if you want to talk about annoying UI...........
[10:27:35] <taiden> ..................................
[10:27:35] <renesis> right
[10:28:11] <taiden> it also has 4th and 5th axis indexing
[10:28:22] <renesis> but yeah the way it splits tasks between left and right click menus is dumb
[10:28:39] <taiden> i find myself having to shoot for the enter key a lot which is annoying
[10:29:00] <taiden> i feel like i should have a foot pedal bound to RETURN
[10:29:06] <renesis> ha
[10:29:37] <renesis> i like the stock setup
[10:29:56] <renesis> boundaries in 2d would be nice
[10:31:34] <taiden> i usually throw down some geometry and island pocket
[10:31:42] <taiden> it works ok
[10:32:16] <taiden> (assuming im thinking of what youre speaking about)
[10:34:55] <renesis> im importing from solidworks
[10:35:26] <renesis> ive done simple geometry in fusion to do slots and bores on origin
[10:36:21] <taiden> is solidworks available in monthly subscription yet?
[10:36:35] <renesis> i dont like the CAD part of it, but compared to SW everything is annoying
[10:36:43] <renesis> i dunno i have student edition
[10:36:53] <renesis> prob not, not like they need the money bad
[10:37:24] <taiden> hsmexpress looks good but i need 3 axis, any thoughts on a 3 axis integrated CAM for solidworks?
[10:37:26] <renesis> fridays suck
[10:37:40] <renesis> manufacturing lab last class of week, should be most fun, but everyone dead
[10:37:59] <renesis> and shop with 30 zombie students scrambling is annoying
[10:38:29] <renesis> and everything is like, only time for one try with someone elses tools and fixtures
[10:39:48] <taiden> that's how it is here
[10:40:00] <renesis> oh, sorry missed that line
[10:40:11] <taiden> end of the semester everyone is fighting over mills
[10:40:16] <renesis> ive used mastercam and hsmworks plugins for SW
[10:40:21] <renesis> i like them
[10:40:34] <taiden> what's the price on hsmworks?
[10:40:44] <renesis> free
[10:40:53] <renesis> oh
[10:41:09] <renesis> hsmexpress, i dunno about hsmworks ive just used the free 2.5d shit
[10:41:32] <renesis> i had full mastercam tho, no idea on pricing, and dont have it installed right now
[10:42:58] <renesis> wow my school gmail is redirecting to my personal emaail
[10:43:05] <renesis> im fucked
[10:59:57] <ssi> I need to get some little 1/8" shank grinding stones
[11:00:11] <ssi> I found my cheapy air pencil grinder, I'm going to see how it does as a toolpost grinder
[11:11:33] <ssi> hey pete
[11:11:41] <PetefromTn_> hey
[11:11:51] <PetefromTn_> got a question for you machinist gurus
[11:12:02] <PetefromTn_> just got a small job for a large local customer
[11:12:27] <PetefromTn_> and it is a pair of mirror image prototypes.
[11:12:44] <PetefromTn_> just simple plate aluminum
[11:12:56] <PetefromTn_> but it has a .050" radius all around the perimeter.
[11:13:19] <PetefromTn_> I usually use a 1/16" radius for easing edges like this
[11:13:43] <PetefromTn_> but I am trying to determine if I should just order an .050 corner rounding endmill
[11:14:14] <PetefromTn_> or just cut the .0625" endmill shallow a touch which will make it easier to avoid lines should the offset not be exactly perfect?
[11:14:29] <ssi> I would let the customer know that the non-standard radius callout will require a tool purchase and increase the cost
[11:14:38] <ssi> and give them the option to change the callout if it's non-critical
[11:14:43] <PetefromTn_> job has already been quoted
[11:14:57] <PetefromTn_> figured in additional tooling
[11:15:00] <jdh> what's the tolerance on teh 0.050" ?
[11:15:05] <ssi> then unless there's a tolerance quoted on the radius, you're buying a cutter :)
[11:15:15] <PetefromTn_> just wondering if I can get away with the .0625 or not
[11:15:40] <ssi> a .0625 rounding tool at a shallow depth doesn't create a .050 radius
[11:15:49] <PetefromTn_> yeah I realize that
[11:15:57] <jdh> but it probably isn't measurable
[11:16:02] <PetefromTn_> but the difference would be almost impossible to tell
[11:16:15] <ssi> so if the print says .050+/-.0000 and you quoted it, that's what you're supposed to produce :)
[11:16:16] <jdh> you would know
[11:16:19] <PetefromTn_> and this is more of a visual kind of part than it is a precision part
[11:16:37] <ssi> well thats sort of my point; give the customer the opportunity to tell you it's non-critical
[11:16:48] <PetefromTn_> I considered that.
[11:16:58] <ssi> cause every once in awhile that'll bite you in the ass, it'll be an engineering decision on their end
[11:17:20] <PetefromTn_> I was going to go ahead and order a new corner rounded double end carbide anyways for the job
[11:17:29] <ssi> what's the tool cot
[11:17:30] <ssi> cost
[11:17:31] <PetefromTn_> it would give me another option for tighter stuff on my custom rails
[11:17:36] <PetefromTn_> about $40.00
[11:17:40] <PetefromTn_> plus ship
[11:17:41] <ssi> just go ahead and get it
[11:17:55] <ssi> you already quoted it with the tool price included, and you get to keep the tool
[11:18:21] <PetefromTn_> yeah but If I can cut it with the .0625 I have here I can save a few precious pennies LOL
[11:18:43] <PetefromTn_> the quote included tooling only in my view they are not aware of it.
[11:18:51] <PetefromTn_> just gave them a price to make the parts
[11:18:58] <PetefromTn_> and the finish
[11:19:01] <PetefromTn_> and delivery
[11:19:09] <PetefromTn_> so nothing earth shattering here
[11:19:16] <PetefromTn_> and it is a one off pair of prototypes
[11:19:27] <PetefromTn_> but I DO want to make them very very happy here
[11:19:34] <PetefromTn_> so I get further work
[11:19:40] <PetefromTn_> this is the second job I have done for them
[11:19:50] <PetefromTn_> hoping to get more and more as time goes on.
[11:20:17] <jdh> buy the tool and use it, ask them for tolerance relief, be scum and deliver known out of spec parts.
[11:20:51] <ssi> yes, two of those options are fine options
[11:21:04] <jdh> I thought they were phrased suitably
[11:21:05] <ssi> personally for $40 I'd be inclined to try to make it exactly to the print and have another tool in my chest
[11:21:06] <PetefromTn_> thats harsh
[11:21:21] <PetefromTn_> thanks
[11:21:30] <ssi> if we were talking about a $200 tool I'd be on the phose confirming the tolerance
[11:22:02] <jdh> I'm guessing you were planning on doing the right thing anyway, you just wanted the interwebbes to confirm your integrity.
[11:22:16] <PetefromTn_> well I know for most shops that would not even be a consideration
[11:22:22] <PetefromTn_> but for me every dollar makes a difference
[11:22:43] <ssi> yeah I know, which is why calling them and confirming tolerance is a perfectly valid option
[11:22:46] <PetefromTn_> for instance with this job I need to order the materials and cutters out of pocket
[11:22:58] <PetefromTn_> and once the job is completed I won't be paid for a week or more
[11:23:11] <PetefromTn_> so yeah even a $40.00 bit plus shipping is a consideration.
[11:23:16] <jdh> I hate asking people to do that for us since we pay net 180
[11:23:25] <ssi> they're humans, just call them and tell them "hey you called this out as .050, I have a .0625 cutter on hand. Is there an engineering need for this to be .050 radius, or can I approximate it with the cutter I have?"
[11:23:39] <ssi> if they have a legit reason for the radius, which they likely DON'T, they'll tell you
[11:23:43] <PetefromTn_> The bit will certainly come in handy in the future as all my bits do
[11:23:49] <PetefromTn_> sure
[11:23:52] <PetefromTn_> I may just do that.
[11:23:55] <jdh> it's generally pretty random for edge breaking
[11:23:58] <ssi> that's the easiest way to go
[11:24:05] <PetefromTn_> Just received an email from the engineer wishing me a merry christmas
[11:24:19] <JT-Shop> yea, many times it is just a default number in the cad software
[11:24:20] <ssi> yeah they probably drew it in solidworks and added a fillet around the edge and just picked a number that looked aesthetic
[11:24:23] <PetefromTn_> agreed that is why I thought I might be able to get away with the non spec cutter size
[11:24:32] <PetefromTn_> thats what I do LOL
[11:24:38] <ssi> the disconnect between engineers and machinists is often a big issue :)
[11:24:41] <JT-Shop> I have to pay attention or all my radius end up being 0.100" in solidworks
[11:24:45] <PetefromTn_> worst case scenario I can just 3d mill the contour
[11:24:56] <ssi> yeah you don't want to do that, it'll take a million years and not look as good
[11:25:03] <PetefromTn_> not really
[11:25:06] <PetefromTn_> done it several times
[11:25:18] <PetefromTn_> especially on a part that will be bead blasted as this one will
[11:25:36] <PetefromTn_> and I could do it with a ball endmill I already have
[11:25:48] <PetefromTn_> but I could really use the new tool
[11:25:51] <PetefromTn_> on future stuff
[11:26:32] <PetefromTn_> money is just really tight right now around here.
[11:27:16] <jdh> thanks obama
[11:29:15] <ssi> lul
[11:29:49] <PetefromTn_> well like I said I recently bought that new lathe, moved it here, bought a brand new AC system and everything I needed to install it, and Christmas is coming REALLY REALLY FAST... I really need some work right now around here or it is gonna be a slim Christmas that is for sure.
[11:30:11] <ssi> I'm in somewhat the same boat
[11:30:17] <ssi> but thankfully I ignore christmas
[11:30:33] <PetefromTn_> well when you have two little Girls that is an impossibility
[11:30:37] <ssi> yeah I know
[11:30:50] <PetefromTn_> I usually only get stuff for my wife and the kids
[11:31:11] <PetefromTn_> once in awhile if we have some cash I will get something for myself but that has not happened in awhile.
[11:31:21] <PetefromTn_> I usually consider my machines and CNC stuff my toys hehe
[11:31:23] <ssi> you already got something for yourself ;)
[11:31:35] <PetefromTn_> yup
[11:31:42] <ssi> https://pbs.twimg.com/media/B4Eb0kYIcAAzwJU.jpg:large
[11:31:49] <ssi> i'm having fun with this thing
[11:32:00] <PetefromTn_> how much was it?
[11:32:04] <ssi> 650
[11:32:08] <PetefromTn_> not bad
[11:32:11] <ssi> not terrible
[11:32:13] <ssi> it's small, but it works well
[11:32:14] <PetefromTn_> I need to get one at some point
[11:32:17] <ssi> and it's big enough for most tooling I'd make
[11:32:27] <PetefromTn_> you don't usually harden large parts anyways
[11:32:39] <ssi> my little 1/2-1-2 blocks are coming along
[11:32:39] <ssi> https://fbcdn-sphotos-f-a.akamaihd.net/hphotos-ak-xap1/v/t1.0-9/10846011_10100536785485092_5498301656707191019_n.jpg?oh=65c16ff516740384b23e4f1b35a4ea41&oe=55020A22&__gda__=1427215735_8322e36dd6de23d753b785f604b3e34d
[11:32:47] <ssi> I'm gonna remake them, but I'm doing some grinding practice on this one
[11:33:00] <ssi> they really should be 1/2 - 1 - 1-1/2
[11:34:00] <jdh> heat treating them?
[11:34:01] <PetefromTn_> neat
[11:34:05] <ssi> yeah
[11:34:39] <ssi> with the oven and proper quench oil, heat treat is pretty painless
[11:37:51] <PetefromTn_> yeah we did a good bit in the job shop
[11:43:15] <bobo_> ssi .....Have you ever looked at the "Ames Hardeness Tester " ? small ...shelf space not needed
[11:45:30] <ssi> no, but I'll check it out
[11:47:03] <bobo_> the hole grinding ............would lapping be as usefull ?
[11:47:12] <ssi> possibly
[11:47:17] <ssi> probably better actually
[11:47:26] <ssi> I need a hydraulic fit on a piece of thompson shaft
[11:47:59] <bobo_> I saw that
[11:48:57] <bobo_> hence the lap question
[11:49:08] <ssi> yeah, I'm just not sure how I'd go about it
[11:49:30] <ssi> i'd need an undersized shaft
[11:50:06] <jdh> hmm
[11:50:10] <jdh> nevermind.
[11:50:45] <ssi> there's a southbend toolpost grinder on ebay ending in half an hour
[11:50:48] <ssi> I'm thinking about trying to snag it
[11:51:00] <ssi> but it doesn't look like it can be setup for ID grinding
[11:51:07] <bobo_> brass or alum shaft
[11:51:17] <ssi> I dunno?
[11:51:17] <ssi> http://www.ebay.com/itm/321601279899?_trksid=p2060778.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[11:55:25] <bobo_> tool post ginder is a quick way to wear the lath bed ...........the e-bay one is missing a wheel guard
[11:55:42] <ssi> yeah I'm gonna cover the ways when I grind
[11:55:53] <ssi> it's about the only way to finish grind the part I'm working on unfortunately
[11:57:32] <bobo_> lash up the air grinder on to your surface grinder
[11:58:56] <ssi> hm you know
[11:59:05] <ssi> well no
[11:59:13] <ssi> there are two challenges
[11:59:26] <ssi> I can do OD grinding on the surface grinder in a spin index
[11:59:33] <ssi> but cutting that taper accurately is going to be hard
[11:59:54] <ssi> taper attachment on the lathe is still set to the angle I cut
[12:00:03] <ssi> so I can just use the taper attachment with a post grinder to finish grind it
[12:00:23] <ssi> second challenge is ID grinding; I could set up a spin index on the surface grinder, and set up a fixture to hold the air spindle to the grinder head
[12:00:27] <ssi> but that sounds like a bunch of work
[12:00:39] <ssi> but then the combo challenge is grinding those two diameters concentric
[12:00:47] <ssi> doing it on the lathe in one setup guarantees concentricity
[12:04:30] <jthornton> wow I just wrote a c program to convert C to F from scratch... well I looked up the formula
[12:06:30] <bobo_> powered spin indexer ? .............lathe is for roughing vers grinder .........spin indexer can do it by sin bar use
[12:07:44] <ssi> yeah but if I do it in a spindex with a sine bar, I can't ID grind in the same setup
[12:08:00] <ssi> well yeah I guess I can
[12:08:13] <ssi> but also it won't run true enough in a spindex I don't think
[12:16:38] <bobo_> lead for a lap form .........can alsolap the taper
[12:18:29] <tjtr33> JT-Shop, try typing this into google search field "37 deg F =" unless you're just practicing C
[12:19:08] <ssi> yeah the lapping idea is a good one
[12:19:25] <ssi> fortunately, I don't NEED this tool immediately, so a lot of this is about experimenting with different ways to make it
[12:20:46] <Rab> tjtr33, '37f to c' also works.
[12:21:21] <tjtr33> yah qwik calcs are always at hand IF you're online
[12:21:26] <Rab> Also 'Xin to mm'. ^_^
[12:21:46] <ssi> I need to dig out the iphone app I wrote which calculates thread dimensions for arbitrary threads
[12:22:06] <ssi> it gives you cut depths both for compound feed and straight infeed, for manual or cnc threading
[12:22:19] <archivist> does it do Thury thread :)
[12:22:35] <archivist> or buttress
[12:22:41] <ssi> no :)
[12:22:45] <tjtr33> Rab: also "9 7/16 in to mm =" for our fraction impaired metric friends
[12:22:47] <tjtr33> :)
[12:22:47] <ssi> unfortunately it's UN only
[12:22:56] <bobo_> the finer the fit means a longer time needed to get there
[12:25:42] <Rab> ssi, do you use any other machining-specific iOS apps? I love iEngineer, although it's more drill/fastener specific.
[12:25:57] <ssi> no, not really
[12:26:01] <ssi> and I wrote the thread one
[12:46:12] <PetefromTn_> well ordered the double ended .050" radius corner rounded carbide...hopefully it gets here tomorrow from Mcmaster as usual...
[12:46:32] <PetefromTn_> Got the LED edge lit sign material mounted up and touched off. getting ready to engrave that thing now.
[12:46:36] <PetefromTn_> Should be fun!
[12:47:18] <ssi> :D
[12:57:50] <ssi> hm should I buy an OD/ID grinder?
[12:58:00] <ssi> there's a B&S for sale relatively cheaply in gadsden alabama
[13:04:02] <tjtr33> PetefromTn_, with edge mounted leds you're halfway to a multitouch screen
http://www.instructables.com/id/Interactive-Multitouch-Display/
[13:06:15] <mozmck> ok, the linuxcnc website showed up french for me - how do I change it back to english?
[13:06:31] <archivist> delete your cookies
[13:06:40] <mozmck> Ok, I just found the link at the bottom of the page
[13:07:20] <mozmck> Just clicking the link seems to have worked.
[13:07:57] <PetefromTn_> tjtr33 Huh? I am making a cool engraved edge lit sign for my wife's birthday...
[13:10:48] <tjtr33> yes, same trick allows you to detect where a hand is above a plexi plate
http://goo.gl/m9oDu
[13:11:27] <PetefromTn_> neat I will have to check that out after I get this machined. Gotta get my kids from school soon and want to get this done...Appreciate the idea
[13:32:14] <PetefromTn_> Damn this machine makes some beautiful engravings..!
[14:02:39] <bobo_> zeeshan : e bay shows 2 Micron WP-3 machines for sale. In the front view photo s laying on the skid is some kind of a arm or adjustable bracket ? is it for moving the vert head thus giving use of the horz spindle?
[14:19:40] <ssi> oooh mitu solar powered caliper
[14:19:42] <ssi> want
[14:23:35] <bobo_> ssi Must be nice to have enough sunshine that can keep it working.
[14:23:55] <ssi> the brochures claim it'll run a long time even in dim light
[14:24:04] <ssi> something about supercapacitors :)
[14:24:44] <ssi> I rarely have anything to put on a christmas list
[14:25:04] <ssi> but this year I want a 6 or 8" solar caliper and one of the quantumike ip65 .00005" quick-acting micrometers :D
[14:26:00] <bobo_> ssi so sunglasses are not requied .
[14:26:11] <ssi> I imagine not :)
[14:37:49] <PetefromTn_> http://i.imgur.com/tZgYIEu.jpg http://i.imgur.com/cXAyT1P.jpg http://i.imgur.com/fA24K4N.jpg WooHoo!
[14:38:53] <PetefromTn_> Now I just gotta fab up some kinda base to house all the electronics and LED strips.
[14:39:13] <ssi> cool!
[14:39:18] <ssi> I cant' wait to see it lit up
[14:39:37] <PetefromTn_> you and me both..
[14:39:45] <ssi> heheh
[14:39:51] <_methods> you got a led flashlight with colors?
[14:39:55] <_methods> i used that to test mine
[14:41:04] <PetefromTn_> I got the LED's here but yeah I can try to use a flashlight to kinda get a looksee.... It really came out beautiful.
[14:41:20] <PetefromTn_> Only issue was that carpet tape is UNBELIEVABLY strong
[14:41:30] <ssi> yeah it is heh
[14:41:31] <PetefromTn_> I thought I was gonna snap it pulling it off the substrate
[14:41:52] <ssi> I have some doublesided tape that is sold in woodworking shop as turners' tape
[14:42:02] <ssi> I use it to tape 1/4" MDF router templates down
[14:42:18] <PetefromTn_> It actually pulled the protective backing off the plastic instead of coming off the substrate so I am gonna have to see if I can remove that shite..
[14:42:39] <PetefromTn_> The machine did a beautiful job and the cuts are SOO clean in the engraving.
[14:42:55] <ssi> heck yeah
[14:43:09] <PetefromTn_> Hang on lemme see if I can get a pic with the LED flashlight on it.
[14:43:19] <_methods> heheh that's the impatient way to check
[14:54:48] <ssi> ZEEEEEEE
[14:55:32] <PetefromTn_> http://i.imgur.com/06RXzPR.jpg
[14:55:59] <ssi> awesome
[14:57:28] <PetefromTn_> thanks man I think it is going to look really good with the LED's once the base is made...
[14:59:22] <a1cypher> Hey folks.
[14:59:25] <a1cypher> I'
[14:59:38] <a1cypher> I'm trying to build linuxcnc from source on an x86_64 machine.
[15:00:24] <a1cypher> I'm pretty close, but I'm getting an error -mpreferred-stack-boundary=3 is not between 4 and 12 during compiling.
[15:00:43] <bobo_> Pete who wants to leave Tn Are you going to be able to eat all of the cake that thing is going to get you ?
[15:01:01] <a1cypher> Any ideas how to resolve this? I found a pull request on the git page for someone who seems to have fixed it, but I cant quite figure out how to actually see his change to the configure.in file
[15:02:41] <cradek> what branch are you building?
[15:02:58] <a1cypher> git://git.linuxcnc.org/git/linuxcnc.git
[15:03:01] <a1cypher> master I believe
[15:03:17] <cradek> odd - that builds on lots of x86_64 platforms
[15:03:33] <a1cypher> It could just be some stupid default setting somewhere.
[15:03:54] <a1cypher> Gcc 4.8.2
[15:04:45] <a1cypher> This is what I found:
http://sourceforge.net/p/emc/mailman/message/31897337/ but it just says trivial merge
[15:06:10] <a1cypher> The error occurs in emc/kinematics/5axisskins.c
[15:06:20] <a1cypher> I wonder if there is a way for me to just disable the feature that pulls in that file
[15:08:35] <cradek> that commit is a year ago on a dead branch
[15:08:54] <cradek> maybe you should pastebin your configure/build transcript
[15:09:02] <pcw_home> out on a limb?
[15:09:21] <a1cypher> sure..
[15:12:01] <taiden> alright, only downside i've found to Fusion so far is it doesn't easily allow you to put duplicates of your toolpath on a grid
[15:12:09] <taiden> is there any slick way to do this in LinuxCNC?
[15:12:26] <taiden> i have a part i want to do on a 4x4 grid
[15:12:54] <a1cypher> http://pastebin.com/D0GDZSnr
[15:13:22] <_methods> oh you want to array a toolpath
[15:13:34] <_methods> just use a sub
[15:14:03] <cradek> for a linux-rt kernel you should build uspace
[15:14:07] <_methods> or have 4 work offsets
[15:14:15] <_methods> and run the same program at each work offset
[15:14:25] <a1cypher> uspace ?
[15:14:39] <taiden> does ncgui have this feature?
[15:14:44] <taiden> it's been forever since I looked into it
[15:15:23] <cradek> I'm bothered that your kernel headers aren't in the right place
[15:15:28] <a1cypher> is that an option during ./configure
[15:15:33] <cradek> why not use the packaged debian linux-rt kernel?
[15:15:55] <a1cypher> Not sure, I just built my own from source.
[15:16:06] <cradek> why?
[15:16:16] <_methods> what is ncgui? is it like a little conversational style plugin or something
[15:16:22] <a1cypher> I wasnt sure where to find the prepackaged one I guess. I could change it, but I dont think the kernel is the problem
[15:16:31] <taiden> it might be legacy now, im not sure
[15:16:42] <_methods> ah it's like a conversational plugin
[15:16:46] <cradek> sorry, I have no reason to believe or not believe your kernel is right
[15:16:46] <taiden> it used to have little functions built in
[15:16:52] <taiden> yeah
[15:17:11] <a1cypher> Where is the debian prepackaged kernel ?
[15:19:15] <cradek> a1cypher:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Uspace
[15:19:46] <a1cypher> yeah, I just found that too. I'm reconfiguring with uspace now
[15:20:14] <cradek> I think you just install linux-image-rt-amd64
[15:20:32] <cradek> or linux-image-rt-686-pae as the case may be
[15:20:50] <cradek> we run regression tests against this platform/kernel
[15:21:19] <cradek> what kind of hardware are you attempting to run?
[15:22:02] <a1cypher> It's a 3-axis CNC driven from my parallel port. I was running linuxcnc just fine but decided to upgrade my OS and re-install
[15:22:22] <cradek> do you have hardware step generators?
[15:22:29] <a1cypher> no
[15:22:32] <cradek> then you should be running rtai, not rt-preempt
[15:22:53] <cradek> if this is a new install consider just starting over with the linuxcnc install cd
[15:23:16] <cradek> seems you are taking an unnecessarily-hard path here
[15:23:32] <a1cypher> I dont like the install cd because it is so outdated (or at least it was last time I checked)
[15:23:52] <cradek> it is debian wheezy and is quite up to date
[15:24:14] <_methods> taiden: how many offsets are you using to machine this part you want to array?
[15:24:35] <a1cypher> ok, maybe I should consider that. When I checked a year or two ago it was an old version of ubuntu
[15:24:43] <_methods> you could also run it then use a g10 to shift
[15:24:48] <_methods> but i don't like using that method too much
[15:25:08] <cradek> heh year or two was a long time ago
[15:25:56] <a1cypher> yup
[15:28:45] <a1cypher> cradek: is there a nice prepackaged debian rtai kernel for me someplace or should I compile it?
[15:29:02] <cradek> good god quit compiling kernels
[15:29:08] <a1cypher> he he ..
[15:29:16] <cradek> the linuxcnc install has it already, or you can get it from the www.linuxcnc.org apt repository
[15:29:40] <a1cypher> Ok.. I'll troll around the linuxcnc website some more to try and find this stuff
[15:30:02] <a1cypher> All I can seem to find on the linuxcnc documentation is instructions on compiling it
[15:30:12] <_methods> http://www.linuxcnc.org/index.php/download
[15:30:32] <_methods> http://buildbot.linuxcnc.org/
[15:30:52] <PetefromTn_> bobo_ Sorry man I missed that.
[15:30:53] <a1cypher> thanks. Ithink buildbot is the page I was looking for
[15:31:07] <PetefromTn_> Yeah I suppose she will make me some cheesecake for this one LOL.
[15:31:18] <PetefromTn_> I think it is going to be pretty cool looking..
[15:31:58] <a1cypher> although it looks like there are no packages for tahr
[15:32:28] <cradek> what's tahr
[15:32:34] <a1cypher> trusty
[15:33:02] <a1cypher> precise pangolin, then trusty tahr
[15:33:28] <cradek> yeah we don't build for that ubuntu
[15:33:41] <cradek> you might be able to install precise packages - who knows
[15:33:53] <a1cypher> yeah, I may give it a go
[15:33:59] <cradek> but if it's for a machine control use wheezy and make your life easy
[15:34:11] <cradek> and mine
[15:34:42] <a1cypher> what is the default desktop environment in that?
[15:34:49] <a1cypher> in the linuxcnc 2.6 image
[15:35:01] <cradek> on the other hand if you can contribute fixes to support trusty I'd be happy to review them
[15:35:07] <cradek> it uses xfce
[15:35:23] <a1cypher> great.. thats what I was already using
[15:35:30] <cradek> you can of course install any other environments debian packages, once it's installed
[15:37:27] <bobo_> Pete light it up with candles an wine on a table enough cheese cake for all of us too.
[15:39:41] <PetefromTn_> hehe
[15:39:45] <PetefromTn_> not a bad idea
[15:40:06] <PetefromTn_> I gotta design the base now and get it cut so I can install the new 5050 300 LED strips I bought for it
[15:40:35] <PetefromTn_> she makes an AMAZING cheesecake too!
[15:41:47] <bobo_> try ? Iron wood for a base
[15:41:49] <a1cypher> now I want cheesecake
[15:42:42] <bobo_> get back in line
[15:42:44] <PetefromTn_> ironwood is a bitch but it is nice and dense and heavy
[15:43:08] <PetefromTn_> I may just laminate up some furniture grade plywood I have here and cut it on the CNC.
[15:43:27] <bobo_> cnc it
[15:54:41] <PetefromTn_> plannin to
[15:56:38] <unfy> did i hear cake ?
[16:02:14] <Tom_itx> somebody's gettin brownie points
[16:12:02] <bobo_> pete think about cnc ing that type of thing-e stuff for machine fill time. The nick-nack shops can sell it.
[16:18:55] <unfy> brownies? count me in
[16:19:51] <unfy> bobo: yeah... if i end up building a decent sized machine i'd end up selling time on it to local folks or making things to sell or whatever (particular mechanical pieces or whatever)
[16:23:18] <Deejay> gn8
[16:26:15] <bobo_> have you-all seen the small steam powered toy truck by Dr.jim senfait(sp) was a article in very Home Shop Mach. ? would be something for nick-nack shops
[16:26:51] <bobo_> very old
[16:41:08] <unfy> no ? there's 'myfordboy' or something on yt that does alot of aluminum casting... usually motor related.
[16:55:52] <bobo_> the small steam powered toy truck by Dr.Jim Senfait(sp) was in one of the early issues of Home Shop Machinest mag. copper and/or brass 1 cylender steem engine put into a reworked Toy (hand sized) truck
[16:58:00] <bobo_> would be for selling to or thru nicn -nack stores
[17:30:37] <andypugh> So, that’s power-loss recovery sorted out on the clock driver.
[17:31:18] <skunkworks> what did you end up doing?
[17:31:20] <andypugh> I wonder if I should monitor 24V power failure? I suspect there is no point, as no-body would expect not to have to readjust the clock after swapping a power supply.
[17:32:30] <andypugh> I write to eeprom every 30 seconds, using a super-optimised wear-levelling algorithm that should squeeze 87 years out of the EEPROM.
http://forum.arduino.cc/index.php?topic=283661.0
[17:33:36] <andypugh> I will add +30 second and +30 minute buttons to the panel.
[17:33:53] <skunkworks> neat!
[17:38:56] <andypugh> It’s nice how nobody seems in any doubt that an Arduino can last 90 years :-)
[17:40:12] <Jymm> andypugh: You are operating it in a hermetically sealed container of LN2, right?
[17:41:06] <andypugh> I was planning on a hermetically sealed contianer of GN2
[17:42:00] <Jymm> Hmmm, you making the container?
[17:42:21] <andypugh> No, I will buy a plastic equipment cabinet.
[17:42:38] <andypugh> The metal one that is currently in use will interfere with radio reception :-)
[17:43:18] <Jymm> whats it listening to? Jazz?
[17:43:23] <Tom_itx> how big does it need to be?
[17:44:07] <Tom_itx> hammond mfg now makes enclosures for a few various boards
[17:44:46] <andypugh> Jymm: 60kHz long wave, no jaz out that end of the spectrum.
[17:45:33] <Jymm> 60KHz? Not the Mains 50Hz ?
[17:46:07] <Tom_itx> http://www.hammondmfg.com/scpg.htm
[17:46:08] <andypugh> MSF radio
[17:46:14] <Tom_itx> they sample if you ask nice...
[17:46:38] <Tom_itx> they sent me 3-4 when i was doing my enclosure
[17:46:40] <Jymm> andypugh: Ah, that's what coax is for =)
[17:47:11] <Jymm> andypugh: Besides, it won't "hear" it till nightfall anyway
[17:47:43] <Jymm> andypugh: I can't hear WWV till aorund 3am
[17:48:06] <Jymm> propigation just isn't there during the daynight
[17:48:19] <Tom_itx> hah
http://www.hammondmuseumofradio.org/
[17:48:20] <andypugh> It seems OK here most of the day. It might not in the final location.
[17:48:36] <ssi> my watch is WWV radio set, and it attempts to set at 2am, and if it fails it tries again at 3 and 4
[17:52:24] <PetefromTn_> bobo_ Yeah man that's the plan.
[17:53:16] <PetefromTn_> I actually have a job to do here that needs to be done by Monday at close of business hehe
[17:53:24] <PetefromTn_> Getting on it tonight.
[17:53:37] <PetefromTn_> So the illuminated base will have to wait a little bit.
[17:56:32] <Tom_itx> http://www.hammondmfg.com/1593HAM.htm
[17:57:33] <Jymm> andypugh: nice writeup btw
[17:59:48] <PetefromTn_> Looks like it is gonna be a shrimp boil night!
[18:01:30] <PetefromTn_> love that with andouille sausage, baby red potatoes, and some old bay seasoning I can smell it already hehe
[18:05:51] <andypugh> Jymm: Which writeup?
[18:06:09] <Jymm> andypugh: on the arduino website
[18:06:43] <andypugh> I am still wondering if you can optimise byte encodings
[18:36:28] <Jymm> andypugh: I'd contact Atmel engineers to see what they think.
[18:37:24] <Tom_itx> ask abcminiuser in #avr, he used to work for atmel
[18:37:43] <Tom_itx> aussie time...
[18:37:52] <andypugh> It will be very application-specific.
[18:38:36] <andypugh> You need to set up the translation table for every 30, or every 30/256 for byte 2
[18:41:41] <s1dev> if I were to be looking into aquiring a mill with the intent of CNCing it for under ~$1800 (CNC inclusive) where would you guys suggest starting?
[18:42:03] <s1dev> I'm fine with getting an old bridgeport or something, but ideally, this would be short and sweet
[18:43:15] <s1dev> I have a set of steppers and controllers
[18:43:26] <andypugh> Honestly? I would suggest starting with a doubled budget
[18:44:30] <andypugh> Without a doubt you can do it for the budget you have. And it will work, and you will learn a lot. And then there is a _very_ good chance you will do it all over again
[18:44:47] <Tom_itx> andypugh, link to your project?
[18:45:21] <andypugh> Tom_itx: Which one? My despicable £1000 mill conversion or the nice £2000 one?
[18:45:25] <PetefromTn_> if you already have steppers and controllers then I would say your choice of machine will be limited based on the power output and sizes of those motors
[18:45:28] <Tom_itx> the clock thinkg
[18:45:42] <s1dev> PetefromTn_: they're 1600oz-in NEMA 34s
[18:46:09] <andypugh> Tom_itx: No write-up yet, just one Youtube video:
http://youtu.be/LwpqX9QK1zU
[18:46:09] <PetefromTn_> those are pretty large motors so a used bridgeport might work well
[18:46:35] <PetefromTn_> you could also look into a used RF45 style machine similar to the one I converted.
[18:47:10] <PetefromTn_> you will be seeing some slow rapids with those steppers most likely but they will be certainly strong enough to move the axes and hold position.
[18:47:20] <andypugh> Bridgeport themselves built CNC mills with NEMA 34 steppers. I don’t think I have heard many people claiming that they worked well.
[18:50:11] <andypugh> The 750W servos on my very-sub-Bridgeport mill seem about right:
http://youtu.be/X0celdfZmkA I don’t think steppers would have worked.
[18:50:18] <FinboySlick> andypugh: Had you seen this?
http://liquidpiston.com/technology/how-it-works/ It's an interesting twist on the wankel.
[18:50:32] <Tom_itx> andypugh, you should join avr
[18:51:01] <andypugh> Tom_itx: [Hobies GT Enough]
[18:51:11] <Tom_itx> <Lambda_Aurigae> kinda like copiers do for writing to eeprom in toner cartridge chips.
[18:52:49] <FinboySlick> (It's been around a while, just learned about it this week)
[18:53:10] <PetefromTn_> what does Hobies GT enough mean?
[18:53:21] <andypugh> I missed out a “b”
[18:54:18] <Tom_itx> zlog
[18:54:25] <PetefromTn_> does TKamsker ever venture in here?
[18:54:50] <Lambda_Aurigae> andypugh, croutons and salsatations...or something like that.
[18:57:58] <Lambda_Aurigae> andypugh, so, how much eeprom do you have available to work with on your device?
[18:58:14] <andypugh> 1k x 100,000 writes
[18:58:55] <Lambda_Aurigae> and, looking at one tick every 30 seconds, 60 minutes per hour, 24 hours? or just 12 hours?
[18:59:25] <andypugh> One tick every 30 seconds
[18:59:51] <andypugh> I think I have an 87-year solution. That will do.
[18:59:59] <Lambda_Aurigae> ok.
[19:00:39] <Lambda_Aurigae> I would use a walking 1 inside 180 bytes or multiples thereof to extend it.
[19:01:15] <andypugh> Basically the 2 MSB of the timestamp always live at 0 and 1, and then the other two bytes are indexed by them into variable-sized spaces in the other 1022 bytes.
[19:01:54] <andypugh> (107 bytes of Byte 1 and 914 bytes of Byte0 is optimal for my specific application)
[19:01:56] <Lambda_Aurigae> are you trying to store an entire date/timestamp or just a 12 hour timestamp?
[19:02:18] <andypugh> It helps that 30 into 256 does not go.
[19:03:00] <andypugh> I am storing an entire date-time, bit that is only 2 bytes (total) more than the alternative
[19:04:20] <Lambda_Aurigae> so write the 2 bytes and each time you write it, just write it to the next two bytes and erase the previous two...for a simple way of doing it.
[19:04:26] <andypugh> I can store the 2 MSBs of the day/date for free
[19:05:27] <andypugh> Lambda_Aurigae: Did you read the Arduino Forum discussion? I am fairly happy that my solution is better than what you suggest, as is it trivial to find the last data
[19:06:24] <Lambda_Aurigae> I did not read anything from arduino forums. sorry. just had a limited amount of data tossed at me in #avr. There are ways of making it much more write efficient for making it last longer...yours works well.
[19:06:50] <andypugh> I am using the fact that the 2 x MSB of the day/date monotonically increase to index into the memory spaces assigned to the LSBs
[19:07:51] <andypugh> Lambda_Aurigae: Ah sorry, I took you for someone from here with a fun new name.
[19:08:40] <Lambda_Aurigae> just an idea...to make it so you have absolutely no issue with overwrite repetitions...ever consider using nvsram?
[19:09:05] <andypugh> Lambda_Aurigae: This is the discussion on the Arduino forum:
http://forum.arduino.cc/index.php?topic=283661.msg1989990#new
[19:09:13] <s1dev> PetefromTn_: if I could find a CNC bp that just needed new electronics, how much do you think I would be spending on the new electronics?
[19:09:38] <Tom_itx> 1k
[19:09:45] <PetefromTn_> jeez man that is difficult to say
[19:09:57] <andypugh> Lambda_Aurigae: No. Partly because I am fairly sure that this is the first time I have heard of NVSRAM :-(
[19:10:00] <PetefromTn_> the spindle drive alone could cost 1k
[19:10:10] <Lambda_Aurigae> aahh...let me introduce you to something wonderful.
[19:10:36] <Lambda_Aurigae> non volatile static ram...sram with built in 10 year lithium battery backup...all on a chip.
[19:10:39] <Tom_itx> Lambda_Aurigae, do they make serial read write versions?
[19:10:40] <PetefromTn_> building a CNC machine worth having is NOT a cheap thing unless it is purely for a hobby and the performance of the thing after it is complete is not a big deal.
[19:10:49] <Lambda_Aurigae> Tom_itx, yup...
[19:10:54] <Tom_itx> even better..
[19:11:12] <Lambda_Aurigae> hmmm...maxim is only parallel...but microchip makes serial nvsram
[19:11:16] <PetefromTn_> as much as I wish it was not true Andypugh's suggestion of doubling the cost you spec'd is probably about right.
[19:11:23] <Lambda_Aurigae> just have to use an external battery for the microchip ones.
[19:11:28] <andypugh> Lambda_Aurigae: To be frank I think my scheme will squeeze about 90 years out of the normal 1k Atmega328 EEPROM. I think that other elements will fail first.
[19:11:30] <PetefromTn_> since you already have the motors and drives that is a considerable savings
[19:11:49] <PetefromTn_> all you should need then is a computer, monitor, and spindle drive
[19:11:50] <s1dev> I looked back at the steppers, they're 1200 oz-in
[19:12:02] <PetefromTn_> that is actually better honestly
[19:12:06] <Lambda_Aurigae> andypugh, then no worries....I just stopped in because Tom_itx thought you were looking for alternatives.
[19:12:09] <s1dev> I could probably scrounge up the computer and monitor
[19:12:12] <s1dev> for free
[19:12:21] <PetefromTn_> I would recommend getting the mesanet cards
[19:12:27] <PetefromTn_> to control the whole system
[19:12:39] <PetefromTn_> almost infinitely expandable and quality stuff
[19:13:06] <andypugh> Lambda_Aurigae: Well, I think that the actual question that brought you here was a more advanced one on optimised byte encoding schemes for EEPROM storage.
[19:13:18] <Lambda_Aurigae> aahh.
[19:13:21] <PetefromTn_> if you get the PCI cards you can get a lot faster step rate with your steppers apparently
[19:13:52] <PetefromTn_> personally if you CAN find a nice clean used CNC bridgport
[19:14:05] <Lambda_Aurigae> seems your scheme will work well then. it is just a matter of doing some math and a little pointer work to where things go which seems you have done already.
[19:14:07] <PetefromTn_> that would be much better than trying to retrofit a manual machine with ballscrews etc.
[19:14:27] <PetefromTn_> there is considerable cost and time/complexity in adapting ballscrews to a manual machine believe me.
[19:14:44] <PetefromTn_> you are FAR better off if you can start with a machine that was born a CNC
[19:14:56] <andypugh> If it is true that setting all bits to 1 has a cost, but setting any one bit to 0 is free, then a variant on Gray-code (where only one bit changes at a time) seems optimal for a counter. But you need to “reset” to nearly all ones every now and again
[19:15:23] <andypugh> PetefromTn_: Unless you want a machine smaller than any commercial CNC
[19:15:24] <ssi> you can get kits for retrofitting bridgeports
[19:15:25] <s1dev> PetefromTn_: oh, I already know of one, I just need to see if it's still for sale
[19:15:26] <PetefromTn_> the good news is that there are MANY MANY decent used CNC knee mills out there that you can buy for really cheap typically
[19:15:27] <ssi> but you may not like the price
[19:15:57] <ssi> for as much if not less money, you can buy a cnc bridige and retrofit the control and have a better machines with more suitable design
[19:15:59] <s1dev> it would probably be servos, right?
[19:15:59] <PetefromTn_> well he did mention he was looking into a used bridgeport is the only reason I am speaking in this manner
[19:16:42] <andypugh> Lambda_Aurigae: I think I have an encoding that is good for a counter, but that is not optimal for something that increases by 30 every time. Nor for the next byte up that increases by 256/30
[19:17:00] <PetefromTn_> if you can find a nice used CNC knee mill and retrofit the control you will probably be much happier with the end result.
[19:17:13] <PetefromTn_> Don't get hooked on the bridgeport name either
[19:17:17] <ssi> agreed
[19:17:27] <PetefromTn_> there are many nice knee mills out there from many manufacturers
[19:17:27] <ssi> I think I might take a stab at grinding my magchuck tonight
[19:17:34] <andypugh> I am wondering if it is possible to derive an optimised encoding for any arbitray but fixed increment.
[19:17:54] <s1dev> alright, I'll see if that CNC bridgeport is still for sale and if so for how much
[19:18:00] <s1dev> what would be a good price?
[19:18:09] <Lambda_Aurigae> andypugh, that will take doing "MATHS!" but, I bet there is an algorithm out there somewhere for it...or should be.
[19:18:09] <PetefromTn_> don't be afraid to low ball the crap out of them either
[19:18:14] <andypugh> If you have room for a BP you won’t regret it
[19:18:28] <ssi> s1dev: do you have a manual mill already?
[19:18:36] <andypugh> Better yet, a Deckel
[19:18:37] <Lambda_Aurigae> I have room for a bridgeport...but would have to reinforce the hell out of my garage floor first.
[19:18:53] <Lambda_Aurigae> and no way I could get the cost of one past the wifey.
[19:18:54] <ssi> eep I wouldn't want to have to put big machines on a wood joist floor
[19:18:55] <andypugh> I actually lust after a Huron
[19:19:15] <ssi> andypugh: last week I bought a southbend heavy 10, and it's turned out to be a hell of a nice lathe
[19:19:51] <Lambda_Aurigae> my workshop main area has an old wood floor that used to support dumptrucks but nowadays has lots of soft spots.
[19:19:58] <andypugh> There was a lovely Huron outside work under a tarp for weeks. But it physically would not fit in the garage, even if I evicicted everything else
[19:20:10] <PetefromTn_> from what I have seen USUALLY even a beat up worn out american or european made machine is way more accurate, better built, and heavier duty then even the best chinese machines.
[19:20:27] <andypugh> PetefromTn_: Absolutely
[19:20:50] <Tom_itx> even moreso the older ones
[19:20:59] <andypugh> ssi: Yes, old iron is simply better
[19:21:36] <PetefromTn_> I ran a Tree knee mill at the last shop occasionally and that was a fine little mill. VERY stout
[19:21:48] <ssi> andypugh: even as old iron goes... this sb I bought has clean, bright, almost nick free ways, taper attachment, collet inserts, came with two nice buck 6 jaw set-trus
[19:21:52] <ssi> and it runs like a top
[19:21:59] <ssi> it was grimy as hell, but I cleaned it up and there was a REALLY nice lathe underneath :D
[19:22:03] <Lambda_Aurigae> well, laters all...it's been fun.
[19:22:42] <PetefromTn_> you probably got enough value just in the tooling and chucks you received to justify the price you paid for the whole machine.
[19:23:00] <ssi> yep!
[19:23:15] <ssi> there were a couple solid carbide 1/2" endmills in the tooling bin too
[19:23:15] <ssi> haha
[19:23:19] <PetefromTn_> Awhile back I bought a used knee mill for like $1k
[19:23:28] <PetefromTn_> it came with a small box of cutters.
[19:23:38] <andypugh> Nice old US iron, but the listing seems to have been pulled:
http://www.ebay.co.uk/itm/Metal-Lathe-Rivett-608-With-Collets-Chucks-And-Gears-/261687965497?ssPageName=ADME%3ASS%3ASS%3AGB%3A1120&nma=true&si=PQpYFLIAvsBr4Fk6DPdQbZ4pUy4%253D&orig_cvip=true&rt=nc&_trksid=p2047675.l2557
[19:23:56] <PetefromTn_> they were ALL high quality tooling and if you added up the new cost of just the endmills it would have paid for the mill.
[19:24:10] <PetefromTn_> I also got a little rotab and vise with it.
[19:24:20] <PetefromTn_> sweet deal
[19:24:28] <s1dev> ssi: no, I do have a lathe however (in need of a tailstock sort of)
[19:24:31] <PetefromTn_> I sold it for $1800 just the machine alone
[19:24:46] <s1dev> It's a logan 10" that I got with the turret
[19:25:06] <FinboySlick> PetefromTn_: The rotab the one you're trying to make a lathe toolchanger with?
[19:25:15] <ssi> love that
[19:25:17] <PetefromTn_> no that was awhile ago
[19:25:34] <PetefromTn_> at the time I had a Yuasa Super Accra dex 10" indexer
[19:25:45] <PetefromTn_> so I did not need the rotab and traded it for cash
[19:26:04] <PetefromTn_> then like a jackhole I sold the Yuasa once the CNC mill was running
[19:26:14] <PetefromTn_> don't know what the hell I was thinking
[19:26:22] <ssi> heheh
[19:26:28] <ssi> that's why i rarely get rid of anything
[19:26:33] <PetefromTn_> but yeah I would consider making a fourth axis into a toolchanger
[19:26:52] <ssi> I moved my new airplane over to the hangar tonight :D
[19:26:52] <ssi> https://pbs.twimg.com/media/B4IlPG2IYAEE_5e.jpg:large
[19:26:56] <PetefromTn_> there are several videos on youtube depicting that and it seems to work reasonably well.
[19:27:02] <ssi> both fit easily in there
[19:27:06] <ssi> even with all my moving bullshit
[19:27:19] <PetefromTn_> nice
[19:27:29] <PetefromTn_> you got it bad with those planes man...hehe
[19:27:38] <ssi> I've got it bad with all sorts of crap
[19:27:44] <ssi> I want to buy an OD/ID grinder now
[19:27:46] <PetefromTn_> true enough
[19:27:55] <PetefromTn_> cylindrical grinder
[19:28:03] <ssi> ya
[19:28:05] <andypugh> He should have given it a bit of a polish. Prettiest lathe ever made, and possibly the most expensive of their time. The Bugatti of Lathes. There are other conteders for the “Rolls Royce” of lathes. The Bugatti of Lathes is made exquisitely and carefully by the very best machinists and mechanics and fitters to a pitch of perfection depsite the fact that the underlying design is daft. The Rolls Royce of lathes is a
[19:28:06] <andypugh> fundamentally sound design made out of the best materials to exacting quality such that every part works properly when assembled.
[19:28:25] <ssi> andypugh: the rivetts really are nice
[19:28:45] <ssi> andypugh: I'm trying to learn the fine art of toolmaking now :D
[19:29:00] <PetefromTn_> that looks like a neat little lathe
[19:29:00] <ssi> I bought a heat treat oven this week, and I'm working on some inspection blocks
[19:29:27] <PetefromTn_> I am going to have to get another manual lathe at some point
[19:29:38] <ssi> yeah I'm really glad I did
[19:29:39] <PetefromTn_> possibly even before the CNC lathe comes online
[19:29:41] <ssi> the SB is a joy to run
[19:29:44] <andypugh> I would say that Rivett is Bugatti and Dean Smith And Grace / Monarch can share “Rolls Royce”
[19:30:14] <PetefromTn_> Personally I would rather have a Bugatti, you can keep the Rolls Royce's heh
[19:30:23] <ssi> I think I'd rather have a monarch
[19:30:26] <ssi> although the rivett is prettier :)
[19:30:41] <PetefromTn_> I was referring to the automobiles
[19:30:45] <ssi> I know
[19:30:50] <andypugh> I’d rather have a DSG, but there are no small one
[19:30:57] <PetefromTn_> I would rather have the monarch over almost ANY manual lathe
[19:31:18] <ssi> monarch has a downside
[19:31:21] <ssi> which is very small spindle bores
[19:31:30] <ssi> one of the things I love about the sb is the 1.4" spindle bore
[19:31:31] <PetefromTn_> I would buy it just so I can sit there and ogle it
[19:31:32] <andypugh> I want to CNC-convert my Rivett :-)
[19:31:38] <ssi> andypugh: that'd be a travesty ;)
[19:31:48] <andypugh> Not if I did it “Right”
[19:31:52] <ssi> heheh
[19:32:32] <FinboySlick> Steampunk style servos!
[19:32:39] <andypugh> If you look at the Rivett Taper Turning attachment that could quite easily be a 2-axis CNC attachment.
[19:32:40] <ssi> heheh
[19:32:52] <PetefromTn_> my wife and my daughters are making a couple light up christmas trees from some garden tomato cages and light strands right now...
[19:32:57] <ssi> man I never cared about taper attachments, but my sb has one, and I'm REALLY glad it does
[19:33:00] <ssi> so useful
[19:33:05] <andypugh> PetefromTn_: Do you know where my Rivett lives?
[19:33:13] * Tom_itx does
[19:33:20] <PetefromTn_> yeah isn't it in your living room?
[19:33:29] <ssi> kitchen table?
[19:33:47] <Tom_itx> it has it's own handcrafted cabinet it sits on
[19:33:53] <PetefromTn_> andypugh Did you see my Edge lit LED sign I made today?
[19:34:10] <andypugh> Living room it is:
https://picasaweb.google.com/lh/photo/PN4t25Nb2xIBt0FILfNfJNMTjNZETYmyPJy0liipFm0?feat=directlink
[19:34:34] <ssi> needs moar shiny :)
[19:34:36] <PetefromTn_> it's a ting o' beauty
[19:34:37] <andypugh> It seems a _total_ surprise to me that I am single :-)
[19:34:42] <ssi> hehehe
[19:35:01] <FinboySlick> andypugh: It's because you can't drag that thing over when you go to meet ladies.
[19:35:09] <andypugh> PetefromTn_: Link?
[19:35:20] <Tom_itx> andypugh, you'd have to get alot more room if there were two like you
[19:35:26] <ssi> andypugh:
https://pbs.twimg.com/media/B3omW3vIEAA7_6Z.jpg:large
[19:35:44] <PetefromTn_> http://i.imgur.com/06RXzPR.jpg
[19:35:54] <ssi> Tom_itx: if women like andy existed in reasonable supply, the world would be a very different place
[19:36:30] <FinboySlick> ssi: I always found the pin hole placements on the gearbox of those made it look like someone just took a hand drill to the side of the case.
[19:36:40] <ssi> haha yeah
[19:36:45] <PetefromTn_> http://i.imgur.com/fA24K4N.jpg
[19:36:46] <andypugh> With a much reduced population level problem, we would all be too busy to breed.
[19:36:59] <ssi> andypugh: sounds like a good problem to have!
[19:37:28] <PetefromTn_> I need to design a base to house the LED lights and boxes
[19:37:46] <andypugh> ssi: That’s a properly nice lathe. Do you have the tailstock?
[19:37:48] <PetefromTn_> was thinking like a wedding cake step thing or something
[19:37:55] <ssi> andypugh: I do!
[19:38:21] <ssi> and a micrometer carriage stop for it
[19:38:45] <andypugh> PetefromTn_: You are good at making things that look nice.
[19:38:46] <ssi> three chucks, two 5C adapters, handwheel closer, set of hardinge collets, QCTP with a handful of holders, and the proverbial partridge
[19:38:59] <PetefromTn_> thanks man I try LOL
[19:39:10] <PetefromTn_> the design is not my own tho
[19:39:38] <FinboySlick> Noob question here. Good machines apparently are cast iron. Is there a specific property of cast iron that helps (say with vibration) or would the same shapes be even better in steel?
[19:39:39] <andypugh> Really, you are. I am good at making things that work, but they have no style.
[19:39:44] <PetefromTn_> it is an Alice in Chains design that I kinda traced over in 2d cad and made more....straight
[19:40:08] <PetefromTn_> the original design looks a lot more hand drawn
[19:40:21] <PetefromTn_> which is nice but it is a beotch to trace over accurately
[19:40:39] <PetefromTn_> I showed it to my wife when she got home from work and she was VERY pleased LOL.
[19:40:49] <pfred1> three down, one to go! Yeah!
[19:40:57] <PetefromTn_> she said she can't wait to see it all lit up.
[19:41:05] <FinboySlick> PetefromTn_: You a fan of Alice in Chains?
[19:41:06] <PetefromTn_> but thanks for the kind words andy
[19:41:09] <pfred1> a couple shots and I can be all lit up
[19:41:11] <andypugh> FinboySlick: Steel is stiffer than iron, (higher Young’s modulus) so on paper looks better. But iron has more hysteresis, so damps better. An optimal design would probably mix the materials.
[19:41:12] <PetefromTn_> hell yeah!
[19:41:40] <PetefromTn_> we saw them live a couple months ago in Cherokee NC
[19:41:54] <PetefromTn_> I am actually wearing the concert Tee shirt as we speak LOL
[19:42:14] <FinboySlick> PetefromTn_: You might dig this omage/cover:
https://www.youtube.com/watch?v=Mh2giMlcqls
[19:42:16] <pfred1> andypugh I am making some heavy brackets out of angle iron, which is really steel
[19:42:30] <FinboySlick> All acoustic, no drums, just an accoustic base and guitar.
[19:42:53] <FinboySlick> :s/base/bass/
[19:43:06] <pfred1> all of your bass are belong to us
[19:43:55] <PetefromTn_> FinboySlick Sorry man but that was kinda painful
[19:44:17] <FinboySlick> PetefromTn_: Hehe, it's not quite the same style, I'll grant you.
[19:44:26] <PetefromTn_> my wife who is a HUGE fan was listening and she was like...VOMIT!
[19:44:35] <PetefromTn_> LOL
[19:44:57] <pfred1> you can almost make out the mill mark Bethlehem USA on the right hand bracket
http://i.imgur.com/5sWYA7x.jpg
[19:44:58] <FinboySlick> Well, you have to take into account that it's Les Claypool there. he makes *everything* weird.
[19:45:24] <FinboySlick> Starting with himself.
[19:45:33] <andypugh> PetefromTn_: An example: My RobotWars robot:
http://img4.wikia.nocookie.net/__cb20110725161653/robotwars/images/d/da/SMIDSY_today.jpg It was very effective. The robot I wish I had built:
http://upload.wikimedia.org/wikipedia/commons/0/0f/Razer_side-on_view.jpg That just has so much more elan.
[19:45:34] <PetefromTn_> https://www.youtube.com/watch?v=TAqZb52sgpU Aaahh MUCH BETTER
[19:46:16] <PetefromTn_> Damn that second robot looks bad ass!!
[19:46:24] <andypugh> Exactly
[19:46:26] <PetefromTn_> not that your first one was not cool
[19:46:44] <PetefromTn_> honestly from what I understand of those things a low flat robot is kinda unstoppable
[19:47:17] <PetefromTn_> FinboySlick I am a big fan of Jar of Flies stuff
[19:47:34] <PetefromTn_> it was kinda sorta smoother than some of their stuff
[19:47:38] * LeelooMinai liked Dirt the most
[19:48:24] <PetefromTn_> LeelooMinai My wife likes that one too.
[19:48:38] <PetefromTn_> She has like EVERY ALBUM they ever made and some they didn't LOL
[19:48:49] <pfred1> I thought the wedges turned out to be the best battlebot design?
[19:48:53] <andypugh> Razer was actually top-class, but we tag-teamed a lot with Sump Thing, which was technically awful, but looked so good. (I have not found a good picture).
[19:49:21] <LeelooMinai> I mostly like a bit different kind of music, but I had some exceptions and Alice in Chain was one of them:)
[19:49:33] <PetefromTn_> yeah man Connor is a robot junkie too hehe
[19:49:38] <FinboySlick> andypugh: Did they have weight advantages for walkers then too?
[19:49:53] <PetefromTn_> LeelooMinai Agreed I am quite the same
[19:49:54] <FinboySlick> I was always disappointed that we never saw any good walkers.
[19:49:58] <LeelooMinai> Are those robot wars still going? I remember long time ago I used to watch them on Discovery channel
[19:50:17] <andypugh> Sump thing used normal car starter solenoids. And 4 motors. One for left, one for right, one for left-reverse, one for right-reverse. Almost uncontrollable, but it _looked_ so dangerous
[19:50:19] <FinboySlick> LeelooMinai: There are still a few competitions in the US as far as I know.
[19:50:20] <PetefromTn_> most of the music I listen to is rather smooth and moody
[19:50:24] <pfred1> FinboySlick there is no advantage to a walker in the combat arena
[19:50:25] <LeelooMinai> I imagine nowadays they would be much more advanced
[19:50:40] <pfred1> it is smooth so you might as well go with wheels
[19:51:23] <andypugh> The whole Robot Wars thing dissolved in copyright argumnents.
[19:51:28] <FinboySlick> pfred1: Some competitions used to give twice the allowed weight to walkers.
[19:51:39] <PetefromTn_> https://www.youtube.com/watch?v=N_GPxe91hWE love this one..
[19:51:42] <LeelooMinai> I listen to pretty scary and not moody stuff like this:)
https://www.youtube.com/watch?v=dM8WjgRA6o8
[19:52:07] <LeelooMinai> I bet in Japan they have a lot of robot wars
[19:52:08] <pfred1> andypugh well i imagine it also evolved into predictibility too
[19:52:09] <FinboySlick> pfred1: So if you were in the 200lbs category, you could compete with a 400lbs walker.
[19:52:10] <andypugh> It’s a shame, as I am sure that everything would now be so much more advanced.
[19:52:35] <andypugh> pfred1: No, I don’t think so.
[19:53:11] <FinboySlick> LeelooMinai: It's japan, they'd probably have tentacle robots playing pranks.
[19:53:32] <FinboySlick> (if it's on japanese TV anyway)
[19:54:28] <FinboySlick> PetefromTn_: It was probably my favorite from that album too.
[19:54:53] <andypugh> When we were active we had 2 PCBs in the robot that we didn’t understand, and one spare. And we knew that the supplier was out of stock. It converted Radio-control signals to motor control voltage. Custom PCB, closed-source PIC. That would now be an Arduino. And if it got trashed, we wuld have a bag full. And if they ran out, we would go to Maplin….
[19:55:01] <PetefromTn_> yeah thats a kickass song perfectly smooth yet gritty
[19:55:44] <XXCoder> soylent is also smooth yet gritty lol
[19:55:58] <pfred1> soylent green is people!
[19:56:18] <XXCoder> thankfully I dont drinjk green soylent. only belge one
[19:57:05] <PetefromTn_> LeelooMinai That is actually not bad..
[19:57:21] <XXCoder> hey LeelooMinai any update on router table
[19:57:41] <LeelooMinai> PetefromTn_: They also have this great video:
https://www.youtube.com/watch?v=iRbnY8EK4Ew
[19:57:46] <andypugh> RobotWars with BBB and openCV on board? There was a class for autonomous robots, but nobody could afford to build one and lose. Now it would be a painful, but manageable £500
[19:57:53] <PetefromTn_> https://www.youtube.com/watch?v=eBB2OS4IoTs
[19:58:18] <LeelooMinai> XXCoder: Well, had to resign from that 45 surface plate as shipping was $100:p
[19:58:28] <LeelooMinai> $45*
[19:58:32] <XXCoder> painfuk
[19:58:43] <pfred1> sometimes i listen to this
https://www.youtube.com/watch?v=So6Y4_F9bXU&feature=player_detailpage#t=304
[19:58:53] <LeelooMinai> So in the meantime I do some FPGA programming and wait for more money
[19:59:06] <XXCoder> decided not to do gritate one?
[19:59:10] <PetefromTn_> pfred1 I LOVE BLADE RUNNER!!
[19:59:20] <PetefromTn_> amazing soundtrack
[19:59:22] <pfred1> PetefromTn_ youtubedl it
[19:59:35] <andypugh> PetefromTn_: Out of interest, what do you think of
http://youtu.be/Js3y6ouy1rQ ?
[19:59:37] <LeelooMinai> I still have the plan to buy 18 by 24" surface plate and use that as the base for table mould
[20:00:00] <Connor> Someone say robots ?
[20:00:21] <PetefromTn_> andypugh Hang on man I am listening to something else
[20:02:11] <andypugh> Hi Connor: Saying how much better they would be now rather than then
[20:02:40] <pfred1> andypugh Handel is nice i like Vivaldi too
[20:02:53] <PetefromTn_> andypugh Oh yeah Handel, I have messiah on disk. I can enjoy that kind of music occasionally
[20:03:36] <Connor> andypugh: Yea.. I wasn't much into combots that much.. I Was into Mech Warefar.
[20:03:49] <andypugh> What I can’t figure out is why Sarabamde makes me cry. it’s an instrumental. What is it about music that drives our emotions?
[20:03:50] <Connor> and other kinds of bots.. Autonomous types..
[20:04:17] <pfred1> they need to do a real robot combat series with projectile weapons in a battle zone
[20:04:32] <PetefromTn_> pfred1 I have several vangelis albums that guy is amazing
[20:04:58] <FinboySlick> I'm from the Nintendo generation so I like chiptune:
https://www.youtube.com/watch?v=uY6xrEFh7WQ It's a bit weird at first but if you need to perk up, it's great.
[20:05:09] <pfred1> PetefromTn_ i like electronic I like Cabaret Voltaire
[20:05:09] <PetefromTn_> most electronic musicians refer to him as the master
[20:05:11] <Connor> pfred1: Mech Warfare was humanoid and quads with Airsoft BB guns. :)
[20:05:22] <pfred1> Connor that would be cool
[20:05:41] <pfred1> they need like body targets to score hits
[20:05:58] <PetefromTn_> never heard that gotta check it out
[20:06:01] <PetefromTn_> is it similar
[20:06:09] <pfred1> cabaret voltaire?
[20:06:14] <PetefromTn_> yeah
[20:06:26] <pfred1> hmm no not really try red mecca it is their most accessible
[20:06:30] <Connor> pfred1: They do. We had target plates on them. :)
[20:06:45] <pfred1> Connor yeah targets that register hits would be the way to go
[20:06:48] <andypugh> pfred1: That would suffer from the same problems as the RobotWars series. Expensive to build for no reward. It was a real shocjk to the TV types, who were used to people who desperately wanted to be on TV, to be faced with hundreds of chaps who wanted to show what they could do, but for who being on TV was a price to be paid, not the reward.
[20:07:31] <pfred1> andypugh well then it would need to be broken down into teams sort of like racing with the mechanics and the drivers
[20:07:53] <unfy> throwing $20 at a coworker for a tyan board for linuxcnc machine :D
[20:08:33] <pfred1> unfy I run on a PC I got at a thrift store for $5
[20:08:44] <pfred1> it had popped RAM modules that I reseated
[20:08:55] <pfred1> tough fix that was!
[20:10:03] <FinboySlick> unfy: Tyan boards are pretty solid but arn't they full of management features that cause unavoidable interrupts?
[20:10:41] <XXCoder> LeelooMinai: how much would that surface be
[20:10:42] <pfred1> how are the atom boards these days? I've heard some of the newer ones have some Linux compatibility issues
[20:10:59] <unfy> he said he ran latency test for 5-6min, had < 10k jitters
[20:11:16] <LeelooMinai> XXCoder: Depends - some local guy has one for $75 apparently
[20:11:20] <pfred1> I had an AMD PC that when it worked had some really nice latency
[20:11:25] <XXCoder> not bad
[20:11:26] <unfy> well, not just the board, entire system
[20:11:36] <LeelooMinai> XXCoder: New are around $150, $200
[20:11:48] <pfred1> but the video adapter chip lifted off that board last winter and it is kind of messed up now
[20:12:03] <LeelooMinai> The prices tend to skyrocket with size:)
[20:12:05] <FinboySlick> pfred1: I think your biggest problem would be the ones with proprietary video chips. Intel has a few rebranded PowerVR chips that are tough to get working properly under linux.
[20:12:08] <LeelooMinai> And weight too...
[20:12:12] <PetefromTn_> http://knoxville.craigslist.org/tls/4763255442.html
[20:12:26] <XXCoder> yeah the larger harder it is to ensure its all around this surface area. low tol
[20:12:28] <pfred1> FinboySlick that was what i heard some of the video on the newer atoms is unsupported
[20:12:52] <PetefromTn_> I need that hehe
[20:12:55] <XXCoder> or is it high tol? not sure how to use it. low tol = very accurate needed or other way?
[20:13:01] <andypugh> FinboySlick: There was some genuinely good Chiptune at EMFCamp. Played by chaps with cheap synths duct-taped to Guitar-Hero guitars.
[20:13:17] <PetefromTn_> https://www.youtube.com/watch?v=rt5Ohk3bDBI
[20:13:52] <LeelooMinai> I think there are two grades: A and B, A is better tolerance, but may be thinner, and B is thicker, slightly less rolerance though. A for delicate inspection, B for daily work.
[20:14:09] <XXCoder> so less tolence = rougher
[20:14:11] <FinboySlick> andypugh: I hear the instrument of choice for many artists is first generation Gameboys.
[20:14:14] <Connor> PetefromTn_:
http://knoxville.craigslist.org/tls/4792148735.html
[20:14:34] <PetefromTn_> LOL yeah I know
[20:14:39] <PetefromTn_> wish I had $300.00
[20:14:51] <LeelooMinai> Some local guys have pretty hard-core plates, like this:
http://www.kijiji.ca/v-business-industrial/kitchener-waterloo/granite-surface-plate-with-stand-36-x48-inspection-a-grade/601710347?enableSearchNavigationFlag=true
[20:14:54] <LeelooMinai> Not for me though:p
[20:14:55] <XXCoder> circuit bending heh
[20:14:55] <PetefromTn_> just can't swing shit right now with Christmas coming fast
[20:15:04] <pfred1> surface grinders are nice though
[20:15:15] <PetefromTn_> I will get one soon
[20:15:20] <XXCoder> lee thats smaller version of what I see at work daily
[20:15:24] <PetefromTn_> I gotta have one really for what I want to do here
[20:15:28] <pfred1> I don't like where the handles are on that one
[20:15:35] <XXCoder> I see 3 really big ones together at buyoff dept
[20:15:39] <andypugh> FinboySlick: Next time you see me remind me to look the guys up, they were fun, but I need to wake up again in 5 hours, to sleep starts now.
[20:15:40] <LeelooMinai> Well, my floor would probably collapse under it
[20:15:57] <XXCoder> yeah probably weigh a ton. cost a ton too
[20:15:58] <FinboySlick> LeelooMinai: Wow.
[20:16:03] <PetefromTn_> Gn8 andy
[20:16:03] <XXCoder> its over foot thick I think
[20:16:09] <pfred1> ones I used they were reversed and the back and forth was to the right
[20:16:21] <FinboySlick> andypugh: No problem.
[20:18:15] <PetefromTn_> the thing is that sometimes older surface grinders get a belly in them from use
[20:18:25] <XXCoder> belly
[20:18:26] <XXCoder> ?
[20:18:38] <PetefromTn_> there is a low spot in the travel
[20:18:40] <pfred1> the guidesd get worn
[20:18:50] <XXCoder> ahh
[20:19:04] <pfred1> well you could always face off the magnet
[20:19:12] <PetefromTn_> even a little bit on a grinder makes them almost unusable
[20:19:20] <PetefromTn_> you DO face off the magnet
[20:19:31] <PetefromTn_> but if your travel is not straight you faced it off with a belly
[20:19:43] <pfred1> yeah I can see that
[20:19:43] <FinboySlick> Would linear rails be precise enough for a surface grinder? I imagine that replacing balls/bearings would be a lot easier in terms of maintenance.
[20:19:44] <XXCoder> face off the magnet?
[20:19:54] <PetefromTn_> one of the ones we used in that shop had that problem or was starting to
[20:19:54] <pfred1> the magnetic chuck
[20:20:12] <PetefromTn_> everyone bitched about it
[20:20:13] <XXCoder> I would suppose test it with some metal and see if very flat
[20:20:14] <pfred1> shop I worked in all of our stuff was pretty good
[20:20:14] <Connor> PetefromTn_: What are you planning on using it for?
[20:20:18] <PetefromTn_> they wanted to get a new one
[20:20:27] <XXCoder> then finally face off surface
[20:20:28] <pfred1> you can get them rebuilt
[20:20:29] <PetefromTn_> surface grinding :D
[20:20:46] <PetefromTn_> sure but that would cost a LOT
[20:20:54] <pfred1> we had a horizontal mill thing was like 150 years old but it was rebuilt
[20:20:57] <XXCoder> cheaper than buy new one?>
[20:21:05] <pfred1> man it was beautiful
[20:21:22] <PetefromTn_> unless you are a machine rebuilder...unfortunately I am not
[20:21:29] <pfred1> it had the nicest chipped frosting I've ever seen on it
[20:21:45] <pfred1> someone really went wild
[20:24:12] <pfred1> if I was a little more savvy back then I could have really cleaned that shop out when I was there
[20:24:28] <pfred1> place was going under anyways
[20:44:20] <PetefromTn_> BBL
[21:23:28] <bobo_> ssi : Have you seen the"Suburban Tool " grinding series videos on Y-tube ?
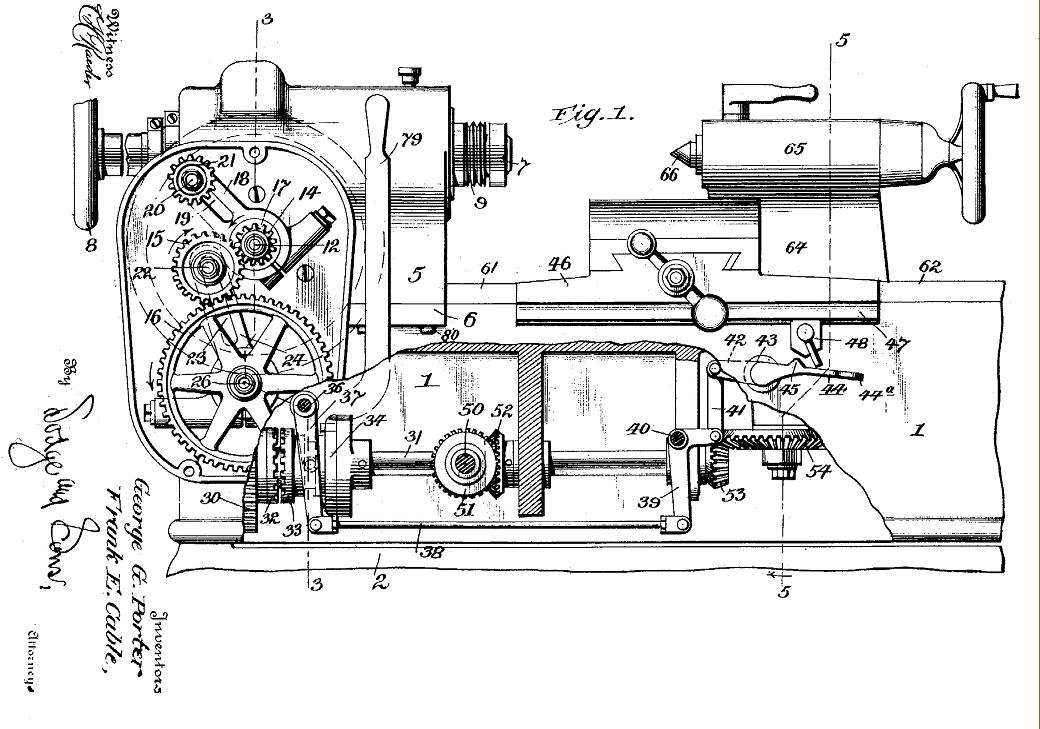
[21:31:34] <Tom_itx> by any chance do you know of any patents, pictures, anything showing the exploded view or inside view of a capstan lathe lock mechanism?
[21:41:19] <Jymm> http://www.google.com/patents/US2791822
[21:41:59] <XXCoder> wb
[21:42:44] <Jymm> Tom_itx:
http://upload.wikimedia.org/wikipedia/commons/1/14/%22He_Says_it_should_have_been_over_long_ago_but_they%27re_building_so_dammed_many_Turret_Lathes%22_-_NARA_-_534383.jpg
[21:44:25] <Jymm> http://www.lathes.co.uk/exacta/
[21:48:33] <Tom_L> need an exploded assembly view of the lock mechanism
[21:48:42] <Tom_L> need to find some missing parts
[21:49:05] <Tom_L> or what they look like
[21:54:43] <Jymm> Tom_itx: I'm not coming across ANY exploded views for capstan lathes, much less lock mech
[21:55:14] <Tom_L> yeah me either
[21:55:39] <Jymm> "diagram" might be a better word
[21:55:51] <Jymm> but not by much
[21:57:49] <Jymm> Tom_itx: any help?
http://www.lathes.co.uk/portercable/img5.jpg
[21:58:42] <Jymm> Tom_itx: scroll down
http://www.lathes.co.uk/portercable/
[22:50:40] <ssi> bobo_: no, but I'll look for it
[22:50:55] <ssi> I finished grinding my first little inspection block
[22:51:03] <ssi> it came out undersized in the 2" dimension unfortunately
[22:51:11] <ssi> but the 1/2 and 1" dimensions are pretty good
[22:51:20] <ssi> 2-3 tenths oversize in both
[22:53:08] <pfred1> anymore I follow the school of thought that the need for extreme precision is a sign of poor engineering
[22:53:44] <ssi> that's a cool story, but the exercise was "make a precision block"
[22:54:41] <pfred1> well, keep at it, I'm sure you'll manage eventually
[22:54:56] <pfred1> in the shop I worked in we'd throw out half of what we made
[22:55:08] <pfred1> nope, that's not it either
[22:55:19] <ssi> ...
[22:55:32] <pfred1> that's why what we sold ended up costing so much
[22:55:35] <ssi> first extreme precision is a waste, then I'm grossly incompetent for only holding 3 tenths?
[22:55:57] <pfred1> you were buying the dozens of parts we threw out making the few that were good enough
[22:57:37] <skunkworks> forgot to post this here.
http://youtu.be/Pe2RACwiEbg
[22:58:02] <XXCoder> ssi: not 123 block?
[22:58:11] <ssi> 1/2-1-2
[22:58:14] <ssi> was the original plan
[22:58:22] <ssi> but I want to make them 1/2-1-1.5
[22:58:27] <XXCoder> interesting
[22:58:28] <ssi> the first set came out too short on the bandsaw
[22:58:32] <ssi> that's why it's short now
[22:58:35] <ssi> it wasn't overground
[22:58:40] <pfred1> there's a lot to be said for a sheet of wet or dry on a plate of metal when it comes to making some things the right size
[22:58:49] <XXCoder> it reminds me, saw 246 block on sale some site
[22:58:55] <XXCoder> 123 I use a lot but 246?
[22:58:58] <ssi> I have 246
[22:59:00] <ssi> they're handy for setups
[22:59:54] <XXCoder> interesting
[23:00:57] <Connor> skunkworks: You find me DB 25 + DB 9 PC bracket? :)
[23:01:20] <skunkworks> crap - you should have reminded me.. I didn't even think of it. sorry
[23:01:27] <skunkworks> next week ping me
[23:01:36] <Connor> ok
[23:01:47] <XXCoder> wonder if theres 4-8-12
[23:01:47] <Connor> I meant to say something this morning.. I forgot.
[23:23:23] <bobo_> ssi your surface grinder .....electromag chuck or straight mag ?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}