Back
[00:09:51] <Computer_Barf> toastyde1th: well perhaps you could give me a good starting point for my lathe/milling machine. I've been thinking for rpms i would be doing two or three thousand rpm. I've been thinking 2 hp
[00:10:37] <Computer_Barf> there are lots of baldor motors out there so if you give me an idea i could check their line
[00:10:47] <toastyde1th> 1-2hp is good for a small machine, 2-3k rpm is good for a manual machine but not so great for cnc
[00:11:05] <toastyde1th> i don't deal with motors often enough to be comfortable giving suggestions, sry
[00:11:21] <Computer_Barf> well those were only my guesses, a bunch of the baldors do stuff like 4-10k rpm
[00:11:32] <Computer_Barf> im not really asking for a final suggestion though
[00:11:43] <toastyde1th> also the hp doesn't matter quite as much at those spindle speeds because the tools are itty bitty
[00:11:48] <Computer_Barf> just trying to get broad strokes at the moment
[00:11:54] <toastyde1th> but if you have 2 hp on the low end, and a high spindle max, you're good
[00:12:14] <Computer_Barf> yeah often they dont say the hp
[00:12:30] <toastyde1th> gotta do the multiplication from the torque/speed chart
[00:12:45] <ssi> zeeshan|2: here's another reason I like apple stuff
[00:12:46] <Computer_Barf> thats what i need
[00:12:54] <ssi> I'm talking to you from the computer that I pulled out of the house
[00:12:58] <Computer_Barf> a torque speed chart
[00:13:01] <ssi> the facetime camera is melted
[00:13:04] <ssi> but everything else works fine
[00:13:05] <ssi> https://pbs.twimg.com/media/B1K2QFuIEAE-guz.jpg:large
[00:13:13] <toastyde1th> each motor has a different torque/speed chart, so it kinda sucks
[00:14:14] <Computer_Barf> ahh i thought something else then
[00:14:21] <Computer_Barf> that computer is dirty
[00:14:23] <toastyde1th> i don't deal with motors much, so I am of limited help on how to spec them
[00:14:37] <Computer_Barf> probably better than me
[00:14:59] <toastyde1th> but if you're looking for HP at a particular speed, you look at the voltage line you plan on using, and then reference the speed the machine is running at to find the torque
[00:15:32] <toastyde1th> then, if it's pound-inches, you have 1/12 * torque-in-pound-inches * rpm / 5252
[00:15:41] <toastyde1th> that'll give you the HP at that spindle speed
[00:16:40] <ssi> Computer_Barf: it went through a house fire
[00:17:18] <Computer_Barf> funny how the screen looks so clearn
[00:17:26] <ssi> I pulled nthe glass off the front
[00:17:29] <ssi> needs to be cleaned
[00:17:38] <ssi> the plastic housing of the isight camera in the top is melted
[00:17:42] <ssi> but the camera still works
[00:25:52] <Computer_Barf> ok the range is 4Lb-IIn to 354 Lb-In
[00:30:27] <Computer_Barf> http://news.thomasnet.com/fullstory/lathe-features-electronic-servo-motor-and-threading-computer-556370
[00:30:39] <Computer_Barf> here is a servomotor lathe with 44 lb-in
[00:31:19] <Computer_Barf> looks around the size I am shooting for , maybe a little smaller.
[00:40:05] <Connor> ssi: Reminds me of the TI-99-4A
[00:40:13] <Connor> that was in my house fire when I was a kid.
[00:40:34] <ssi> haha
[00:40:58] <Connor> Yank the HD and have the insurance replace it.
[00:41:07] <ssi> they already authorized me to buy a new machine
[00:41:10] <ssi> I bought a 5k retina imac today
[00:41:19] <ssi> I was actually pulling the hd, but I decided to power it up
[00:41:21] <ssi> and it WORKS FINE
[00:41:22] <ssi> amazing
[00:41:36] <ssi> so that can be my shop cad/cam machine :)
[00:41:54] <ssi> I'll never worried about it getting greasy or scratched or whatever
[00:41:55] <Connor> Replace the mouse and keyboard at least. :)
[00:41:58] <ssi> cause it's already literally been through hell
[00:43:01] <Computer_Barf> you could cnc up a new faceplace for it
[00:43:10] <Connor> Computer_Barf: Your looking to put 5HP on a lathe using that Atlas spindle ?
[00:43:20] <Computer_Barf> no
[00:43:28] <Computer_Barf> probably less than that
[00:44:08] <Computer_Barf> 2-3 idk
[00:44:24] <Connor> Slant bed?
[00:44:28] <Computer_Barf> what hp do you think it willl explode
[00:44:33] <Computer_Barf> no
[00:44:47] <Computer_Barf> http://cncmultimachine.blogspot.com/2014/10/blog-post.html
[00:45:01] <Connor> Well.. That atlas spindle was small.. I would think you would want something a little more beefy..
[00:45:07] <Computer_Barf> concrete / epoxygrante / epoxy
[00:45:38] <Computer_Barf> nothing is final at this point.. I'm just finding parts I liike
[00:46:13] <Computer_Barf> I was considering making my own spindle using steadyrests and a temporary headstock
[00:46:20] <Connor> I'm going to build a 4th Axis / Lathe Spindle for my G0704. Going to use a headstock from a 7x machine and convert it to 5C collet
[00:46:29] <Computer_Barf> but buying something already made feels better
[00:46:57] <Connor> I probably use the original motor that was on the G0704 which is 600 to 750w motor.
[00:47:41] <Computer_Barf> im on the whole servomotor kick because i want to index the headstock
[00:48:04] <ssi> Connor: I have a guy delivering me a forklift to the airport friday, then making two trips up to the house with his rollback
[00:48:08] <ssi> one to get the machines and one to get my forklift
[00:48:09] <Computer_Barf> the machine you just mentioned looks tempting
[00:48:09] <Connor> Yea. I plan on adding a encoder the the motor to convert it to a servo
[00:48:13] <ssi> all for $1050
[00:48:43] <Connor> ssi Nice. What are you going to do with you G0704 now that your going to have all your eq at the hanger and no longer a shop in the house? Or have you decided on that yet ?
[00:48:57] <ssi> I'll set it up and use it
[00:48:58] <ssi> or sell it
[00:48:59] <Connor> G0704 Is a REALLY nice machine to start of with.
[00:49:09] <ssi> or maybe trade it to the city building inspector for a horizontal mill he has
[00:49:09] <ssi> hahah
[00:49:10] <Computer_Barf> connor: do you think that plan might be able to machine stainless?
[00:49:14] <Connor> lots of mods for it.. lots of conversions on CNCZone
[00:49:55] <Connor> I have NO experience with stainless on the G0704.
[00:50:05] <Connor> It is more rigid that a X3.
[00:50:24] <Computer_Barf> my whole journy into this has been motivated by a struggle i had when building a filament extruder
[00:50:38] <Computer_Barf> I created a machine that makes filament for 3d printers
[00:50:45] <Computer_Barf> but the stainless metal parts,
[00:50:46] <Connor> Ahh Cool.
[00:50:49] <Computer_Barf> i went though hell making them
[00:51:03] <ssi> heh if you get far enough down this rabbit hole you won't care so much about 3d printers anymore :)
[00:51:09] <Computer_Barf> i had to drill .75" holes in 1/4" stainless plate and
[00:51:19] <Computer_Barf> it was really hard to not have it work harden
[00:51:31] <Computer_Barf> i could drill a half inch hole in it in minutes
[00:51:42] <Connor> ssi: That's exactly what happened to me.. I got into CNC stuff for doing robotics.. ended up making CNC a hobby in and unto itself..
[00:51:45] <Computer_Barf> but a 3/4" could take me hours
[00:51:46] <roycroft> slow speed and fast feed
[00:52:03] <roycroft> and ss will still be a bitch
[00:52:04] <ssi> Computer_Barf: what sort of tool were you using to do it?
[00:52:09] <ssi> you have to run big drills very slow
[00:52:13] <Connor> I would say the G0704 could drill/mill the holes in the stainless.
[00:52:15] <ssi> and you need to step up
[00:52:25] <ssi> can't take 3/4" in one bite, or three bites even
[00:52:28] <Computer_Barf> ssi: well, the problem is that all i have is a cheap drill press
[00:52:39] <Computer_Barf> and the belts only go so slow
[00:52:44] <ssi> yeah for big holes like that you need slow speeds, which means torque
[00:52:52] <Computer_Barf> the drill was iron oxide
[00:52:55] <ssi> like a back-geared mill head
[00:53:04] <roycroft> i had to drill a bunch of 7/8" and 1" holes in 16ga ss recently
[00:53:11] <roycroft> i used carbide tipped hole saws
[00:53:26] <Connor> or, mill it out.. and use a boring head for finial sizing if the size is critical.
[00:53:32] <Computer_Barf> yeah i literally ground the tips off a carbide hole saw
[00:53:45] <roycroft> a really heavy feed is the key
[00:53:51] <roycroft> you need to cut the stuff before it gets hot
[00:53:59] <Computer_Barf> not to mention it didn't hold still enough, got about half way in and it had moved so much the part would have been useless had I made it through
[00:54:20] <Connor> You didn't have it in a vise or clamped ?
[00:54:35] <Computer_Barf> when i did finally make make three holes in plate, i cut out the flanges with a grinder and literally filed them round
[00:54:57] <Computer_Barf> Connor: i did, its just that the chinese build craftsman drill press sucks
[00:55:12] <Computer_Barf> the table isn't designed to hold still properly
[00:55:16] <Computer_Barf> its really horrible thing
[00:55:21] <Connor> I have a little Craftsman drill press.
[00:55:45] <Computer_Barf> I bought it because i had one when i was younger
[00:55:48] <Connor> http://www.ivdc.com/cnc/shop/562.JPG
[00:55:54] <Computer_Barf> what i bought was not nearly as good
[00:56:45] <Computer_Barf> the point where the plastic pully attaches to the spindel, the grub screw slipped out of place and ground the shaft down
[00:57:00] <Connor> My mill:
http://www.ivdc.com/cnc/mill_04_09_14_02.jpg
[00:57:03] <Computer_Barf> I'll basically need a lathe to fix that now.
[00:57:23] <Connor> Computer_Barf: Ouch
[00:57:27] <Computer_Barf> what nema size is on that
[00:57:41] <Connor> The spindle? or the stepper?
[00:57:51] <Computer_Barf> oh i assumed you are using the stock spindel
[00:58:00] <Computer_Barf> i ment the steppers
[00:58:04] <Connor> No. The spindle has been upgraded.
[00:58:15] <Computer_Barf> I would go the route you've gone but
[00:58:17] <Connor> Nema 23, 570 Oz In Steppers
[00:58:33] <Computer_Barf> i know im going to need to not just cut out flanges, but thread them , and thread the pipes going into them
[00:58:52] <Computer_Barf> and make conical nozzels, and thread them too
[00:58:57] <roycroft> you're going to thread ss pipe?
[00:59:03] <Connor> spindle is treadmill motor. 1.75HP Continuous duty
[00:59:25] <Computer_Barf> roycrof: well thats what I need to do
[00:59:31] <roycroft> good luck with that
[00:59:43] <Connor> Wonder if thread milling would work...
[00:59:58] <Computer_Barf> otherwise i would need to weld them like i did for the prototypes
[01:00:10] <roycroft> i bought some tri-clover to 1" mpt adapters a while back
[01:00:12] <Computer_Barf> the stainless steel was a thermal properties choice
[01:00:21] <roycroft> the pipe side was a wee bit oversize
[01:00:29] <roycroft> i had to chase the threads down with a die
[01:00:55] <roycroft> that was a whole lot of work, just to cut them down a wee bit
[01:00:57] <Computer_Barf> yeah ive seen tubalcains videos on dies and was thinking about that
[01:01:20] <Connor> Thread Milling? or die ?
[01:01:21] <roycroft> i'd use a single-point tool in a lathe if i were cutting threads in ss from scratch
[01:01:23] <Computer_Barf> yeah.. Those stainless flanges were a nightmare
[01:01:29] <Computer_Barf> Connor: ive considered both
[01:01:46] <roycroft> i would not even attempt it with a die
[01:01:58] <Computer_Barf> i would need to threadmill inside a .75 hole in a flange, and outside a .75 pipe
[01:02:12] <Connor> how tall the pipe ?
[01:02:20] <roycroft> taper thread?
[01:02:29] <Computer_Barf> about 7 inches
[01:02:39] <Connor> Hmm..
[01:02:50] <Computer_Barf> it needs to be tight enough to hold in hot plastic
[01:02:57] <Computer_Barf> so yeah taper thread i guess
[01:03:13] <Connor> Would have to rotate the head.. I don't think you would have enough room to do that vertically in the mill.
[01:03:16] <Computer_Barf> might be able to teflon the thread but perferably not
[01:03:32] <Computer_Barf> ahh yeah i see what you mean
[01:03:47] <Computer_Barf> there is another possiblity
[01:03:51] <roycroft> and you need to be able to disassemble this?
[01:03:54] <Computer_Barf> it doesn't have to be threaded
[01:03:55] <roycroft> if not, i would weld it
[01:04:01] <Connor> and it's a pain in the ass to have to re-tram it all the time.
[01:04:06] <Computer_Barf> i could instead change the design of the flanges
[01:04:14] <Computer_Barf> and have them have side grub screws
[01:04:28] <Computer_Barf> idk i would worry about plastic leaking though
[01:04:43] <Computer_Barf> well the welding would work for the flanges
[01:04:48] <Connor> Well.. a 4th axis would help. :)
[01:04:53] <Computer_Barf> but not for the nozzel and filter
[01:05:07] <Computer_Barf> i had concerns about the power of a 4th axis
[01:05:12] <roycroft> welding is going to be 100x easier than cutting internal and external taper threads
[01:05:13] <Connor> how big of pipe in diameter ?
[01:05:26] <roycroft> so anywhere you can weld instead of thread is a win
[01:05:27] <Computer_Barf> its .75" wide diameter
[01:05:36] <Computer_Barf> well
[01:05:43] <Computer_Barf> i could
[01:06:03] <Computer_Barf> but im welding pretty ghetto for the time being
[01:06:14] <Computer_Barf> my miller tig welder is 1000 miles away in storage
[01:06:18] <roycroft> hire that part out
[01:06:34] <Computer_Barf> I've been doing prototype welds with batterys and stick
[01:07:04] <roycroft> well don't bother welding ss that way
[01:07:09] <roycroft> it's pointless
[01:07:09] <Computer_Barf> i managed to make my own extruder , but i basically need to plan a route to make many of them, plus i want the gains in what I can do
[01:07:30] <Computer_Barf> roycroft: well it worked well enough for my personal one
[01:07:36] <roycroft> it won't be ss any more
[01:07:56] <Computer_Barf> oh i got a ss stick welding rod
[01:07:58] <roycroft> without an inert shield gas the weld will start corroding over time
[01:08:15] <Computer_Barf> its good enogh, 99 percent of it is stainless
[01:08:29] <Computer_Barf> its for thermal retention , not corrosion resistence
[01:09:36] <Computer_Barf> basically, if the heat rides up the shaft too high, it can melt plastic in portions of the extruder that would cause it to jam, you just want the bottom heating up with as little travel as possible
[01:09:48] <Computer_Barf> otherwise i would have just made the thing out of aluminum
[01:09:53] <Computer_Barf> that would have been wayyyy easier
[01:10:29] <Computer_Barf> the nozzel could be made out of brass , but i would still need to thread the stainless steel at the bottom
[01:11:22] <Computer_Barf> i could give aluminum flanges a try, but its possible it might leak. Plus i think maybe the aluminum/stainless contact might electrolytically corrode
[01:11:59] <Computer_Barf> the flanges shouldn't matter as far as thermal stuff goes, they are seperated by a teflon block.
[01:13:00] <Computer_Barf> Connor , so stainless steel could it be threaded on a 4th axis or is that just too strong
[01:13:49] <Computer_Barf> your machine looks appealing as a starter machine. What model is that brushless dc?
[01:16:33] <Computer_Barf> Connor: so stainless steel could it be threaded on a 4th axis or is that just too strong ?
[01:18:04] <Connor> Probably could (4th axis in lathe mode).. You might need to use a steady rest for 7" pipe though.. unless your 4th axis was large enough for the pipe to thread through.
[01:18:13] <Connor> err go through.
[01:18:57] <Computer_Barf> are those 4th axis usually nema 34 powered?
[01:19:05] <Connor> or some how fix it so you could turn it between centers.
[01:19:43] <Connor> Computer_Barf: I wouldn't use a stepper. I would use a servo.
[01:20:05] <Computer_Barf> and ive landed back in the servo selection dillemma
[01:20:07] <Connor> and not a rotary table type 4th axis.
[01:20:26] <Computer_Barf> yea, i assumed lathe kind
[01:21:03] <Computer_Barf> ive spent much of the week trying to decide on a servo motor / driver / controller selection
[01:21:43] <Connor> The mill itself is easy. 570 Oz for all the axis.. 1605 ball screws for X and Y, 2005 for the Z.
[01:22:07] <Connor> upgrade the spindle to belt drive with a 1.5 to 1.75 HP Treadmill motor.
[01:22:27] <Connor> 4th axis design is a different thing.. and, that's were your going to go down the rabbit hole.
[01:22:59] <Computer_Barf> yes i was asking about the model number of the treadmil motor
[01:23:27] <Computer_Barf> yeah the servo motor on the 4th axis
[01:23:39] <Computer_Barf> pretty similar to servo motor selection for a lathe
[01:24:21] <Computer_Barf> what is the working space on the grizzly?
[01:24:38] <Connor> http://www.ebay.com/itm/TREADMILL-PERMANENT-MAGNET-DC-MOTOR-GENERATOR-WINDMILL-LATHE-2-80-HP-PROFORM-/291281076278?pt=LH_DefaultDomain_0&hash=item43d1b48036
[01:24:48] <Connor> that's the exact treadmill motor I have.
[01:25:58] <Connor> Stock: 18 7/8" X, 6 7/8 Y, Z around 11" to the table..
[01:26:17] <Connor> When I'm done with my conversion the Y will be 9 1/2"
[01:26:34] <Connor> you can add more Z too it too.. by flipping the Z saddle and doing some additional mods..
[01:26:50] <Computer_Barf> the plan ive been workign on is basically a lathe that can do horizontal milling like a gingery mill , with a bed space of 12x18"
[01:28:03] <Connor> Table size: 7-1/16" x 26-5/8"
[01:29:11] <Computer_Barf> my goal is that it should be able to cut out the parts to make supports and other parts for an overhead gantry, to self upgrade iinto a overhead spindle cnc machine
[01:30:36] <Computer_Barf> Connor: I presume that the 7-1/16" dimension, you could have metal overhanging tword you on the machine right
[01:30:46] <Connor> Oh yea.
[01:31:03] <Computer_Barf> like you could put something bigger than that on the bed and have it overhang, then turn it
[01:31:30] <Connor> Yes. as Long as it's short enough to not hit the column.
[01:32:00] <Computer_Barf> ther are certain triangular parts i would be milling for the cnc machine gantry that act as braces
[01:32:16] <Computer_Barf> no i ment the overhang being opposite to the column
[01:32:27] <Connor> yea. that would be fine.
[01:32:46] <Computer_Barf> humm.
[01:33:13] <Connor> go on cnczone.com and browse the benchtop sub-forum.
[01:33:38] <Computer_Barf> Planning my machine won't be without challenges , its tempting to get one like yours
[01:34:03] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[01:34:07] <Connor> My first CNC machine.
[01:34:14] <Connor> Built with table saw and hand drill
[01:34:24] <Connor> and the router a little bit later on.
[01:34:43] <Computer_Barf> well I was going to bujild a joe cnc
[01:34:54] <Computer_Barf> their new one 4x8
[01:34:59] <Computer_Barf> it can do aluminum but
[01:35:04] <Connor> 12" x 18" x 4.5"
[01:35:41] <Computer_Barf> I have basically to worry about these stainless steel parts , and i might ocassionally want to cut out some mild steel
[01:35:54] <Computer_Barf> it puts me in the position of wanting too machine machines at once
[01:36:13] <Connor> You kinda need a mill and a lathe.
[01:37:00] <Computer_Barf> yes this is why I was considering building a machine that takes on both of those rolls
[01:37:24] <Connor> One thing I learned building my CNC router..
[01:37:34] <Connor> I built it to be both a router, and a 3D printer..
[01:37:50] <Computer_Barf> i had looked at the 4th axis stuff "the ultimate 4th axis" videos on youtube
[01:37:58] <Computer_Barf> well a 3d printer needs more speed
[01:38:22] <Connor> Combination machines may be versatile.. but, rarely do they do a good job at all there tasks.
[01:38:40] <Computer_Barf> well , combination lathes and mills exist
[01:38:54] <Connor> My Router can do 200 IPM. I used 1610 ballscrews. (1 turn per 10mm)
[01:39:09] <Connor> but.. it so heavy that the acceleration wasn't supper good for printing.
[01:39:26] <Connor> Yea. and those 3-in-1 machines aren't all that..
[01:39:30] <Computer_Barf> well yeah thats what i ment
[01:39:48] <Connor> Now adding things like 4th axis... etc..
[01:40:02] <Computer_Barf> the issue i had with the commercual 3 in 1 machines was the working space
[01:40:22] <Connor> helps.. but, you really need one that would allow you to put that pipe all the way through the chuck.. or you would have to use a steady rest or some how rig it between centers..
[01:40:56] <Connor> I hate to cut this short.. but, it almost 2:30am. I need to clean up and get to bed.
[01:41:18] <Computer_Barf> i originally was going to build my own spindel but yes that would have required more steady rest stuff and it just seemed like that much more of a challenge to an already ambitious task
[01:41:31] <Computer_Barf> ahh its cool
[01:41:59] <Computer_Barf> but yes the original spindel I was planning on a decent hole though the middle
[02:11:56] <cathode> goddamnit. i hate when i'm dyslexic and mess things up
[02:12:45] <cathode> https://www.dropbox.com/s/c6lwn9knjoiy319/2014-10-29%2021.53.33.jpg?dl=0
[02:13:28] <cathode> the pieces on the top are an inch longer than they're supposed to be and the holes at each end are referenced off the end, not off one end
[02:14:15] <cathode> also some of the holes are way off (somehow) measure twice cut once? doesn't work when you're dumb twice in a row
[02:31:08] <archivist> "some adjustment required"
[02:31:18] <cathode> :(
[02:31:36] <cathode> good thing i was already planning on painting this stuff. i'll drill new holes and fill the others with JB weld
[02:34:46] <archivist> rivet metal in for best :)
[02:36:02] <cathode> eh?
[02:38:03] <archivist> a clock dial we did, no chance of paint to hide the inserts
http://www.collection.archivist.info/searchv13.php?searchstr=norfolk
[02:39:11] <archivist> with the right shape hole you can make a very strong repair
[02:39:16] <cathode> i guess i dont understand how that would help me
[02:40:48] <archivist> better than jbweld can be drilled, tapped etc
[02:40:58] <Computer_Barf> http://miami.craigslist.org/mdc/tls/4697702986.html
[02:41:06] <Computer_Barf> you guys think this could thread stainless steel?
[02:41:27] <cathode> archivist - but .... i ... forget it.,
[02:41:34] <cathode> i'm not going to rivet it
[02:41:36] <cathode> that's dumb, sorry.
[02:42:04] <cathode> Computer_Barf - those things are like $500 new, aren't they?
[02:42:24] <Computer_Barf> you are thinking of the harbor freight ones
[02:42:38] <Computer_Barf> http://miami.craigslist.org/mdc/tls/4721362164.html
[02:42:40] <Computer_Barf> like that
[02:43:11] <cathode> yes, but i don't imagine that $1000 one is much better
[02:43:52] <Computer_Barf> 7x10 vs 9 x 20
[02:44:05] <Computer_Barf> so nearly double the length
[02:44:27] <Computer_Barf> but regardless, im wondering if its even possible to thread stainless with a lathe like these
[02:44:55] <cathode> i'm sure if you could set up a pump and coolant pond below it would help
[02:45:09] <cathode> i havent worked with stainless much but if it gets hot at all... game over.
[02:45:11] <Computer_Barf> it actually appears the table has that
[02:45:39] <Computer_Barf> yes thats the problem with drilling it on the press
[02:50:04] <cathode> yep.
[02:50:18] <cathode> i stick to aluminum usually. its pretty forgiving to work with :)
[02:50:24] <Computer_Barf> that and torque
[02:50:42] <Computer_Barf> i would use aluminum but the application requires it for heat properties
[03:21:47] <Deejay> moin
[07:44:29] <taiden> morning all
[07:45:04] <taiden> I had a strange thought today
[07:45:44] <taiden> Id like to build another desktop CNC router, but the footprint needs to be very small... ie 12x12x6 or even smaller
[07:46:12] <taiden> I would benefit greatly from a rotary axis oriented as a C-axis
[07:47:05] <taiden> if I had an X,Z,C 3 axis setup, I was wondering if I could use Kinematics module to convert traditional XYZ toolpaths to work properly
[07:48:41] <skunkworks> yes.
[07:49:03] <skunkworks> if your asking how - that is above my pay grade... :)
[07:49:53] <taiden> that's probably fair ahha
[07:50:13] <taiden> I ask because I've never used the Kinematics module
[07:50:22] <taiden> but if you think it's a reasonable strategy, then I think it's worth investing in
[07:51:02] <taiden> especially with a name like "skunkworks," I feel I should consider your advice more than anyone else on here :)
[07:51:36] <jdh> C would be rotation around the Z?
[07:51:47] <taiden> yes
[07:52:48] <taiden> the parts I make are cylindrical in nature but I would also like to be able to make parts that work well with a rectilinear coordinate system
[07:52:54] <skunkworks> I know that had been discussed before.. but I don't know if anyone has made it.
[07:53:49] <taiden> I haven't been in front of LinuxCNC in almost a year. Would this be something I could test in software only before I purchase parts?
[07:54:08] <taiden> I fear that the output on screen would be garbled
[07:54:17] <jdh> I can't picture that as XZC, but I might not have the greatest spatial rotation thinking.
[07:54:31] <skunkworks> yes. you could also make a virtual model using vismach...
[07:55:05] <taiden> OK. thank you skunkworks for the suggestion
[07:55:13] <skunkworks> the rotory table would be - well the table. you would then 2 linear axis - x and z.
[07:55:29] <skunkworks> *have
[07:55:34] <taiden> confirmed yes, that is the strategy i have in mind :)
[07:55:36] <zeeshan|2> two x and y coordinates and c would need a special transfromation matrix i'd think
[07:56:15] <zeeshan|2> cause usually you're working on cartesian or joint space
[07:56:35] <skunkworks> The only issue I can think of is at the center of rotation of c - there could be very large velocities of c
[07:56:46] <skunkworks> if I am thinking right..
[07:57:14] <taiden> skunkworks: that is absolutely a valid point
[07:57:20] <taiden> one i had not considered
[07:57:26] <zeeshan|2> timing law
[07:58:09] <taiden> zeeshan|2: I'm not keeping up with you, sorry
[07:59:11] <zeeshan|2> hehe
[07:59:42] <zeeshan|2> does your cam not support c axis?
[07:59:51] <skunkworks> (and something linuxcnc doesn't do very well at the moment) Linuxcnc calculates the trajectories -> then runs them through the kins.
[07:59:55] <zeeshan|2> is that why youre trying to use x y z?
[08:01:28] <taiden> zeeshan|2: I'm not sure if I can set up an XZC type machine def in Mastercam
[08:01:45] <zeeshan|2> im pretty sure you can
[08:01:52] <zeeshan|2> because on lathes you have x y and "A" axis
[08:01:58] <skunkworks> You might be able to output a feedrate override that is scaled based on how far you are away from center in the kins module..
[08:02:02] <zeeshan|2> x z and a axis i mean
[08:02:22] <zeeshan|2> when i was going through the post processor config
[08:02:32] <zeeshan|2> i did see something about C axis
[08:02:54] <skunkworks> zeeshan|2, putting the kins inside of linuxcnc make hand programming easier - plus it runs 'normal' gcode.
[08:03:22] <taiden> can you imagine trying to jog around the part lol
[08:03:25] <taiden> probably get seasick
[08:03:26] <zeeshan|2> lol
[08:03:30] <skunkworks> heh
[08:03:56] <skunkworks> and the idea i cool :)
[08:04:03] <zeeshan|2> i looked at the kinematics module help file
[08:04:15] <zeeshan|2> and it says it converts from cartersian to joint and joint to cart
[08:04:30] <zeeshan|2> but it doesn't appear to handle x y and cartesian
[08:04:31] <zeeshan|2> er
[08:04:33] <zeeshan|2> and joint
[08:05:32] <taiden> is joint used for robotic arms?
[08:05:41] <taiden> I'm not familiar with joint
[08:05:46] <zeeshan|2> mostly yes
[08:06:00] <zeeshan|2> but you can also convert from joint space to cartesian
[08:06:07] <skunkworks> in the most complicated sense it does this..
http://www.youtube.com/watch?v=9ARjpL44IfE
[08:06:25] <zeeshan|2> that looks like joint space to certesian
[08:06:30] <zeeshan|2> since it's only working inthe xy plane
[08:07:33] <taiden> nice!
[08:07:45] <taiden> looking at kinematics tutorial it doesn't look that difficult for my use case
[08:08:06] <taiden> i suspect it would be a lot like a polar > rectilinear conversion
[08:08:15] <skunkworks> yes - I would think your application would be one of the simpler ones...
[08:08:39] <taiden> HMMMMM
[08:09:00] <taiden> I love LinuxCNC
[08:09:06] <archivist_herron> I do use an axis the way you want but cheat and use the rotation just to put the part at some known angle
[08:09:19] <taiden> we use Mach3 at school and it's alright
[08:09:58] <taiden> so whats the deal with the BeagleBone hardware? this is new since I was last using LinuxCNC
[08:09:59] <archivist_herron> so I use trivkins and think about the gcode
[08:11:03] <lair82_> Good morning gentlemen, I have ran into an issue on one of our turning centers, we keep getting a fault of " Bug: Call stack Underrun" when we try to run a certain program. I am not sure what causes this. Here is a link to the program that is giving us issues,
http://pastebin.com/EfUmTtVm .
[08:11:07] <taiden> are people finding it preferable to finding old PCs and latency testing them?
[08:11:44] <archivist_herron> not many
[08:20:27] <taiden> OK thank you all for the guidance
[08:20:56] <taiden> I have to decide if this is going to be cheaper than a typical XYZ 3 axis machine
[08:22:34] <CaptHindsight> taiden: the peddlers of *dunio IO boards have made quite an effort to get the maker community to avoid the use of a PC when controlling a toy machine
[08:23:26] <zeeshan|2> lair82_: looks like something to do with interpolation
[08:23:29] <zeeshan|2> looking through the source code :P
[09:32:26] <JT-Shop> is there any info anywhere on all this new kernel stuff?
[09:32:33] <JT-Shop> RTAI and such
[09:45:03] <Jymmm> ?¿
[10:54:08] <cox> Hi just came acros this,
https://www.youtube.com/watch?v=Kz02FxYAvC4 looks quite nice.?
[10:56:45] <_methods> lol
[11:09:24] <CaptHindsight> JT-Shop: what are you looking for?
[11:12:23] <CaptHindsight> JT-Shop: the latest RTAI is here
https://github.com/NTULINUX/RTAI there are no debs yet so you have to build from source
[11:28:50] <CaptHindsight> Plane hits Flight Safety building at Wichita
http://www.nydailynews.com/news/national/plane-hits-building-wichita-kansas-airport-people-trapped-report-article-1.1992877
[11:29:51] <CaptHindsight> that's the airport near Stuarts place
[12:00:09] <tjtr33> lair82, maybe post your tooltable ( ie: tool 101 ) and whats with M42? i dont have that Mcode. you running this on linuxcnc?
[12:03:41] <tjtr33> M85 also, this is not code for a linuxcnc
[12:04:25] <Jymmm> JT-Shop:
https://www.youtube.com/watch?v=sA0WDoTtTT8
[12:22:45] <archivist> tjtr33, he is using this remap thing in linuxcnc
[12:30:52] <tjtr33> ok, he has to simplify the problem, and supply any special items, the call stack underflow is one call to many, the stack is empty!
[12:30:59] <tjtr33> thx archivist
[12:31:29] <tjtr33> sounded like o word to me
[12:31:51] <archivist> tjtr33, or more like a remap bug
[12:32:19] <jdh> and why the ugly line numbers
[12:32:40] <tjtr33> yah, i havent looked underneath remap, tho i played a bit with it's use
[12:35:36] <archivist> jdh because it is from some cam system
[12:44:45] <tjtr33> maybe useful to add into his code "#<_remap_level> - current level of the remap stack. Each remap in a block adds one to the remap level. For debugging."
[12:51:25] <JT-Shop> CaptHindsight, I'm just curious about it
[12:52:26] <_methods> http://www.instructables.com/id/Modification-of-the-Lexmark-E260-for-Direct-Laser--1/?ALLSTEPS
[12:53:29] <archivist> tjtr33, I should mention this was looked at in the other chan and without the remaped codes there is an arc error, the remap just dumps a bad error message on the user
[12:55:50] <zeeshan|2> any hydraulic power pack experts here? :(
[12:55:51] <zeeshan|2> =[
[12:56:32] <tjtr33> archivist, yes i hacked out the mcodes and saw the ctr error. the remap prob needs revealing the src
[12:56:36] <tjtr33> thx
[12:57:19] <tjtr33> i was very pleased to see the remap allows passing oodles of parms, just like real GANUC macroB style
[12:57:39] <tjtr33> FANUC
[12:59:06] <zeeshan|2> i'm trying to diagnose why my electric motor keeps stalling on the hydraulic power pack
[12:59:17] <zeeshan|2> (well its drawing way too much current at running speed)
[12:59:34] <zeeshan|2> i first thought the reservoir was getting pressurized putting strain on the drain back path
[12:59:37] <zeeshan|2> that was not the problem
[12:59:56] <zeeshan|2> then i disconnected the outlet of the pump and ran it
[13:00:05] <zeeshan|2> i can see clear fluid coming out and its a nice steady stream.
[13:00:16] <zeeshan|2> motor draw is 1.1 A , without pump its .9 - 1.00A
[13:00:23] <archivist> jambed pressure relief valve
[13:00:31] <zeeshan|2> really?
[13:00:36] <SpeedEvil> zeeshan|2: 1.1A@what voltage
[13:00:43] <zeeshan|2> 240V
[13:00:47] <SpeedEvil> And what's its nameplate wattage/current
[13:00:53] <archivist> and blocked pipes
[13:01:04] <zeeshan|2> 0.33 kW @ 2.8 A
[13:01:08] <zeeshan|2> 240vac
[13:01:27] <_methods> damn wtf happened to the e-book.technical newsgroup?
[13:02:13] <zeeshan|2> archivist: i think you might be right on the jammed relief valve
[13:04:13] <archivist> been outside, strip the pump and pipework
[13:04:32] <zeeshan|2> why strip pump
[13:04:35] <zeeshan|2> i can see it flowing fluid
[13:04:55] <archivist> was pretty nasty inside my barber colman
[13:04:58] <zeeshan|2> its asap i hook up the outlet line the current draw shoots to 3A
[13:05:19] <archivist> blocked somewhere
[13:05:21] <zeeshan|2> can you please help explain the relief valve stuff
[13:05:26] <zeeshan|2> before i rip the pump apart
[13:05:31] <zeeshan|2> i want to start at the valve block
[13:05:38] <zeeshan|2> i see a relief valve, i see a pressure switch
[13:05:58] <archivist> check those
[13:05:59] <zeeshan|2> and i see an outlet solenoid which directs flow to drawbar
[13:06:06] <zeeshan|2> pressure switch i saw working..
[13:06:12] <zeeshan|2> i dont know how a relief valve works
[13:06:21] <zeeshan|2> is it like a check valve with a spring?
[13:06:23] <archivist> just a ball and spring
[13:06:37] <jthornton> is there a pressure gauge on the system?
[13:06:42] <zeeshan|2> jthornton: no :(
[13:06:49] <zeeshan|2> i'd like to add one while its apart
[13:06:51] <archivist> opens when the pressure is above x
[13:06:53] <zeeshan|2> i'm not sure where i can add one
[13:07:02] <zeeshan|2> maybe t-between the pressure switch?
[13:07:15] <archivist> stops the pump stalling
[13:07:24] <zeeshan|2> ahh
[13:07:29] <zeeshan|2> so if theres crap jammed in there
[13:07:38] <jthornton> is the voltage correct at the motor?
[13:07:40] <zeeshan|2> it'll try to build too much pressure
[13:07:45] <zeeshan|2> jthornton: yes 240VAC
[13:07:55] <zeeshan|2> i have not checked though to be honest
[13:08:10] <zeeshan|2> i hooked it up to my 120VAC vfd and its suposed to output 3 phase 240vac
[13:08:18] <jthornton> ok, low voltage like from a loose connection can cause high amp draw
[13:08:29] <jthornton> oh, you didn't check it at the motor then
[13:08:34] <zeeshan|2> no i did not
[13:08:53] <zeeshan|2> but the reason i didnt check it yet is 1. my multimeter blew up
[13:09:07] <zeeshan|2> 2. it was outputting .9A free running
[13:09:18] <zeeshan|2> so i figured it'd draw a lot more than that if the voltage was low
[13:09:31] <zeeshan|2> :-(
[13:10:15] <zeeshan|2> http://www.princessauto.com/pal/Components/0-to-5000-PSI-Glycerine-Filled-Pressure-Gauge/8000851.p
[13:10:17] <zeeshan|2> im gonna go buy that
[13:10:19] <zeeshan|2> and anotehr multimeter
[13:10:19] <jthornton> I've seen small 3 phase motors running on single phase because of a bad connection in the motor
[13:10:35] <zeeshan|2> jthornton: how can i check for that?
[13:11:09] <jthornton> open the box on the motor where the wires go in and check the connections
[13:11:43] <zeeshan|2> and measure the continuity between the phases?
[13:11:55] <zeeshan|2> to check for internal breaks?
[13:12:37] <jthornton> check the connections, pull on them check the torque of the nuts if they use that type
[13:12:42] <zeeshan|2> okay
[13:18:00] <Jymmm> zeeshan|2: how did you blow up your dmm ?
[13:21:18] <jdh> didn't swap the probe before measuring current?
[13:23:03] <pcw_home> measuring 240VAC on a low current range is a good one
[13:24:01] <pcw_home> on a high current range (and a decent meter with a 600V fuse) the fuse will blow before much damage...
[13:24:33] <pcw_home> cheapo meter will be a fireball
[13:26:33] <jdh> I got a few extra fluke 440mA fuses last time.
[14:27:11] <zeeshan|2> i made the mistake of letting my friend borrow it for a day
[14:27:26] <zeeshan|2> and i got it back blown up. i guess he tried to measure current using the ohm/v probe
[14:27:53] <_methods> yeah man
[14:27:59] <_methods> never let anyone borrow your multimeter
[14:28:11] <_methods> i got my fluke smoked like that
[14:29:09] <_methods> i have a no pressure washer, steam cleaner, multimeter, and motorcycle loaning policy
[14:29:16] <zeeshan|2> jthornton archivist
[14:29:20] <zeeshan|2> i took the valve body apart..
[14:29:34] <zeeshan|2> pulled out the relief valve
[14:29:43] <zeeshan|2> when i hammer on the ball at the end
[14:29:46] <zeeshan|2> it doesnt seem to return back.
[14:30:10] <zeeshan|2> http://www.boschrexroth-us.com/country_units/america/united_states/en/Products/bri/Products_and_Catalogs/bosch_branded_products/literature_downloads_pdfs/a_downloads/pdf_erl/ACCUMULATOR_901.pdf
[14:30:15] <zeeshan|2> page 41 has the specs for it
[14:30:34] <zeeshan|2> mine is 532 004 107
[14:30:38] <zeeshan|2> 140bar
[14:30:39] <jdh> it's almost lathe season.
[14:34:26] <skunkworks_> tormach?
[14:36:15] <jdh> a tormach lathe would be quite cool.
[14:37:33] <jdh> not a lot of lathe for that much money though.
[14:39:05] <zeeshan|2> archivist: good morning
[14:39:07] <zeeshan|2> are you there?! :D
[16:51:28] <cpresser> any idea how to interface a rotary-encoder which outputs grey-code to linuxcnc?
[16:51:38] <cpresser> datasheet is this one:
http://www.mikrocontroller.net/attachment/114542/Jog_Wheel_SRGPHJ3200.pdf
[16:51:44] <cpresser> i want to use it as MPG
[16:51:54] <Connor> Not sure you can.
[16:53:07] <cpresser> it only has 10ppr, so its not a good choice anyway
[16:53:34] <Connor> http://www.cnc4pc.com/Store/osc/product_info.php?cPath=40&products_id=163
[16:53:38] <Connor> That's what you want. :)
[16:54:28] <cpresser> i ordered one weeks ago... still not here :/
[16:54:44] <Connor> From them ?
[16:55:09] <Connor> Or China ? :)
[16:56:11] <cpresser> ebay somewhere
[16:56:31] <cpresser> most likely the packet is waiting at the german customs
[16:56:49] <cpresser> getting stuff from outside the EU is a pita.
[16:59:54] <cpresser> want to get the frontpanel done today... but that aint gonna happen
[17:01:37] <PCW> you could use the mux_generic component to get a 0..15 count from gray code
[17:02:04] <PCW> or 0..9
[17:10:49] <PCW> ha mux16 already knows gray code
[17:11:40] <Jymmm> All your grey codes belong to us!
[17:19:33] <zeeshan|2> https://www.youtube.com/watch?v=ZMfGPH-OaXE
[17:19:50] <zeeshan|2> can someone confirm if how i'm thinking it operates is correct?
[17:19:54] <zeeshan|2> especially the part about the ball part
[17:28:22] <jdh> it operates the way that looks obvious
[17:28:43] <zeeshan|2> so ball pushes on valve
[17:28:48] <zeeshan|2> and it opens?
[17:29:03] <jdh> maybe not so obvious then.
[17:29:11] <zeeshan|2> ??
[17:29:11] <jdh> I actually got bored about 10 seconds in.
[17:29:41] <Connor> what is the valve for ?
[17:29:49] <jdh> blow-off valve
[17:29:52] <zeeshan|2> hydraulic pump
[17:29:56] <jdh> or looks like it anyway
[17:30:24] <zeeshan|2> i really think that ball bearing is supposed to move
[17:30:29] <zeeshan|2> because i dont see how else this valve can open
[17:30:35] <zeeshan|2> there is no other face for the pressure to act on to open it
[17:30:55] <zeeshan|2> i have no idea how the hell the ball grew though
[17:32:51] <jdh> is it just a check valve or release valve?
[17:32:59] <zeeshan|2> release valve
[17:33:04] <zeeshan|2> its supposed to open when it sees 2000psi
[17:33:07] <jdh> where does it overflow to?
[17:33:10] <zeeshan|2> reservoir
[17:33:21] <zeeshan|2> so i think its constantly moving
[17:33:24] <zeeshan|2> to maintain pressure
[17:33:54] <zeeshan|2> you know im kinda silly
[17:33:58] <zeeshan|2> i should just go buy t he damn pressure gauge
[17:34:07] <zeeshan|2> so i can actually see whats going on
[17:34:12] <jdh> or just grab one out of the junk box
[17:34:18] <zeeshan|2> i dont have one that high
[17:34:25] <zeeshan|2> car ones are like 300psi
[17:35:19] <jdh> I have quite a few 5kpsi+ !
[17:35:29] <zeeshan|2> yes cause you're mr scuba! :D
[17:35:44] <jdh> and release valves, but they just vent.
[17:36:17] <jdh> all have balls that are held with an adjustable spring.
[17:36:42] <jdh> hm. I have some SS ones that are sort of discs
[17:37:57] <zeeshan|2> its FOOD time!!
[17:41:05] <PetefromTn_> Connor Ya there man?
[17:41:48] <Connor> PetefromTn_: Yea
[17:41:59] <PetefromTn_> Been thinking about this lathe.
[17:42:11] <PetefromTn_> got a minute to chat
[17:42:17] <Connor> sure. Phone ?
[17:42:20] <PetefromTn_> sure
[17:42:24] <jdh> how 80s
[17:43:24] <Connor> freaking phone just rebooted.
[17:43:46] <PetefromTn_> hehe
[17:43:53] <PetefromTn_> goto PM
[17:43:57] <Connor> okay. it's back up
[17:44:03] <PetefromTn_> OK
[17:55:25] <Deejay> gn8
[18:28:06] <andypugh> Somebody has made a hoverboard
https://www.kickstarter.com/projects/142464853/hendo-hoverboards-worlds-first-real-hoverboard?ref=NewsOct3014&utm_campaign=Oct+30&utm_medium=email&utm_source=newsletter
[18:28:34] <andypugh> I thought it was in inverted quadcopter thing at first, but it actually seems to be electromagnetic.
[18:28:59] <andypugh> (So requires a copper half-pipe)
[18:35:47] <PCW> Lenze's Law
[18:36:27] <andypugh> They are doing something clever, as it works as an induction motor too, it can steer in the XY plane
[18:37:30] <PCW> yeah (look at a old stile power meter)
[18:37:38] <PCW> style
[18:38:13] <andypugh> Aren’t they a shaded-pole motor? This seems a lot more active.
[18:38:36] <andypugh> Anyway, for $10k I can do without one :-)
[18:39:19] <PCW> "pole shading" can be done with multiple active poles
[18:40:01] <PCW> Wonder if the copper is backed with iron
[18:40:58] <PCW> or maybe its lateral field (many pole pieces)
[18:42:25] <andypugh> For $300 you can have a hover development kit
[18:43:14] <PCW> I have a linear induction motor prototype (designed for opening/closing curtains) where the moving part is just a sheet of copper
[18:44:52] <PCW> well you can make a dev kit with some transformer iron and copper wire
[18:45:48] <CaptHindsight> it's about as much a hoverboard is as a bucket with wheels flung from a catapult is a flying car
[18:48:11] <andypugh> CaptHindsight: I disagree, it rides along on an actual force field! What more could you want?
[18:49:06] <CaptHindsight> andypugh: an actual hoverboard
[18:50:08] <CaptHindsight> now when the actual one comes along it won't be taken seriously due to this scam
[18:52:34] <andypugh> What do you mean by “actual hoverboard” then?
[18:54:13] <andypugh> There aren’t any other forces of nature of significant strength (if there were, we would have spotted them) so the “Hoverboard” has to use one of the known forces.
[18:55:49] <andypugh> Antigravity would be neat, but would need to be an actual repulsive gravity field to hover with. (otherwise you would float about at random heights)
[18:56:24] <PCW> http://www.youtube.com/watch?v=x6hYAM17UnA
[18:58:41] <andypugh> https://www.youtube.com/watch?v=A1vyB-O5i6E :-)
[18:59:19] <PCW> That's a little stronger field...
[19:01:13] <PCW> wonder how much emf is being generated in the frog by moving at that rate in that intense magnetic field...
[19:02:21] <PCW> Ive heard of some big magnets that you need to move slowly in to avoid blacking-out
[19:06:28] <andypugh> Yes, resaaerch MRI scanners, for example.
[19:07:01] <PCW> wonder if its done this way:
[19:07:02] <PCW> https://www.youtube.com/watch?v=dw73DcwIX-A
[19:08:51] <PCW> you can probably test that for a lot less than $300
[19:12:27] <PCW> probably a lot more efficient for generating a strong AC magnetic field than a (non superconducting) electromagnet
[19:56:04] <Connor> I broke the sata connector on my SSD for my CNC machine.. :(
[19:56:46] <toastyde1th> legit question - has anyone made a hexapod mill or helped anyone who has? how hard was it?
[20:00:10] <andypugh> I haven’t, but it certainly has been done.
[20:08:37] <PetefromTn_> Connor damn that sucks..
[20:09:07] <Connor> attempting repair.
[20:11:40] <PetefromTn_> Get er' done man!!
[20:12:19] <PetefromTn_> Kids are here carving pumpkins and we are watching our favorite Halloween movie the Nightmare before Christmas. This is kind of a tradition for us here.
[20:15:33] <Connor> Success! :)
[20:15:50] <PetefromTn_> Awesome
[20:16:03] <Connor> I probably should get some sort of right angle adapter and hot glue it..
[20:16:16] <Connor> so that the old joint isn't the stress point.
[20:18:15] <zeeshan|2> happy halloween everyone!
[20:18:31] <zeeshan|2> may you give lots of candy :p
[20:21:41] <SpeedEvil> I ate a whole pancake
[20:30:06] <PetefromTn_> You remember the angle plate I put to hold my 5i25 card inside the enclosure might work..
[20:34:32] <PetefromTn_> Connor Hey man the more I think about it the more I like that rotab toolchanger idea.
https://www.youtube.com/watch?v=_qEQLnBp2mE&list=UU3h14IOj4T-NkrbxoS_2k6w&index=2
[20:49:36] <XXCoder> lol
https://i.chzbgr.com/maxW500/8362387712/h1A53E821/
[20:51:54] <XXCoder> speed of toolchange isnt very fast PetefromTn_ but I suppose better than manual
[20:52:39] <PetefromTn_> well actually I think that would be adjustable
[20:53:09] <PetefromTn_> based on your stepper or servo settings.
[20:53:13] <andypugh> I wonder what ends up reacting the cutting force?
[20:53:36] <zeeshan|2> andypugh: how you worked on hydraulic power packs?
[20:53:40] <zeeshan|2> *have
[20:53:50] <PetefromTn_> well if you approach from one direction or rotate between tools each time the same way it would not matter
[20:53:55] <andypugh> (not that he looks to have cutting force, he is being _very_ gentle with that metal.
[20:54:12] <andypugh> zeeshan|2: Only very little.
[20:54:17] <zeeshan|2> darn it
[20:54:24] <zeeshan|2> i only know of one person
[20:54:27] <zeeshan|2> who's a millwright
[20:54:33] <zeeshan|2> but he's gone for a couple days :(
[20:54:38] <zeeshan|2> damn this hydraulic system!
[20:54:52] <zeeshan|2> andypugh: i saw your video of your bike on youtube
[20:54:53] <zeeshan|2> looks nice!
[20:54:57] <andypugh> I am no millwright. :-)
[20:56:34] <andypugh> I ran a servo-hydraulic testing machine for many years, but the hydraulic pack in a sound-proof wooden box the size of a car) just worked all that time.
[20:57:25] <zeeshan|2> andypugh: ive been trying to get a definite answer on how my pressure relief valve
[20:57:27] <zeeshan|2> works..
[20:58:09] <andypugh> I would guess it might be more than just a blow-off valve.
[20:58:48] <zeeshan|2> https://www.youtube.com/watch?v=ZMfGPH-OaXE
[20:58:50] <zeeshan|2> waste 2 minutes of your life
[20:58:51] <zeeshan|2> :-)
[20:58:57] <zeeshan|2> lol im watching it myself
[20:59:03] <zeeshan|2> with closed captions and realizing how bad they are!
[20:59:20] <XXCoder> its not cc
[20:59:24] <XXCoder> its autocaptions
[20:59:28] <zeeshan|2> auto captions :)
[20:59:29] <XXCoder> not same at all
[20:59:56] <zeeshan|2> it translates bosch are barge
[20:59:57] <zeeshan|2> haha
[20:59:58] <zeeshan|2> *as
[21:00:12] <XXCoder> nor is it a per year the keeper
[21:00:18] <XXCoder> its a keeper allright
[21:00:18] <zeeshan|2> hahah
[21:00:35] <zeeshan|2> that was "notice a taper here"
[21:00:49] <XXCoder> well
[21:00:54] <XXCoder> your voice is better than average
[21:01:13] <zeeshan|2> i'm going to try talk slowly and more clearly
[21:01:15] <zeeshan|2> and see if it does a better job
[21:01:55] <zeeshan|2> i bought a pressure gauge, im gonna hook it up in a bit
[21:01:58] <andypugh> Try auto-captions with my hobbing video, I don’t think it gets a single word right.
[21:02:13] <zeeshan|2> andypugh: cause you speak the queens english!
[21:02:21] <XXCoder> zee theres tool to download autocaptions text
[21:02:29] <XXCoder> you can modify it then upload it as cc
[21:02:35] <zeeshan|2> XXCoder: OO
[21:02:37] <andypugh> I speak with an accent that _no_ software can handle. Siri is useless too.
[21:02:42] <zeeshan|2> that would be a LOT faster
[21:02:48] <zeeshan|2> andypugh: ROFL
[21:02:59] <zeeshan|2> got a video where you're talking?
[21:03:43] <XXCoder> zeeshan|2:
http://atcoalition.org/article/using-youtubes-autocaption-feature-generate-captions
[21:03:49] <XXCoder> its only for videos you own
[21:03:55] <andypugh> zeeshan|2:
http://youtu.be/ZhICrb0Tbn4
[21:04:04] <XXCoder> theres bit more hack tool for videos you didnt upload
[21:04:20] <zeeshan|2> andypugh: i can understand you fine
[21:04:27] <zeeshan|2> but man your accent is between english and scottish
[21:04:37] <XXCoder> sconglish
[21:04:39] <zeeshan|2> are you from northen uk?
[21:04:56] <andypugh> Yes
[21:05:12] <zeeshan|2> :-)
[21:06:09] <andypugh> Looks like they have got better at UK english, at one point it always used to have me saying “wrinkled popes”
[21:06:23] <XXCoder> lol
[21:07:35] <zeeshan|2> lol
[21:12:23] <roycroft> i am learning gaelic
[21:12:50] <roycroft> one of the intersting things is that i can understand how the scots developed their accent having learned some gaelic
[21:13:38] <roycroft> and i should be honest and say i'm trying to learn gaelic
[21:13:47] <roycroft> it's the most difficult language i've ever studied
[21:28:02] <XXCoder> roycroft: try ASL
[21:28:37] <XXCoder> its quite different than speaking from what I understand. I have never spoken so I wouldn't know.
[21:36:34] <andypugh> A friend of mine has spent many years trying to learn Japanes.
[21:36:37] <andypugh> (e)
[21:36:52] <andypugh> The speaking is probably OK, but writing it…
[21:37:46] <andypugh> Anyway, it got late
[22:05:00] <toastyde1th> question about linuxcnc and kins stuff
[22:05:34] <toastyde1th> is there any way to modify the kins quickly, as you'd need to do for something like a portable machine tool
[22:07:17] <pcw_home> the kins module could have scalable parameters
[22:10:04] <toastyde1th> hm
[22:16:34] <Computer_Barf> seen Connor
[22:16:44] <Computer_Barf> seen Connor?
[22:16:55] <Computer_Barf> is there not a bot in this room?
[22:18:08] <Connor> I'm here.
[22:18:28] <Computer_Barf> how much did it cost you to cnc your grizzly?
[22:18:50] <Connor> Honestly. I can't answer that.. because it spent the $$ over so long of a time...
[22:19:00] <Connor> and I'm still doing working on it. :)
[22:19:26] <Connor> I originally just did a Phase 1 conversion, which is basically using the original screws and just making stepper motor mounts.
[22:19:45] <Connor> So, the cost was the just the electronics and the stock for the mounts.
[22:20:00] <Computer_Barf> did you make the motor mounts with the machine?
[22:20:03] <Connor> then, I upgraded the spindle..
[22:20:05] <Connor> Yes.
[22:21:04] <Computer_Barf> So in theory, i could melt and pour some blocks of aluminum, clamp them down and mill them flat , flip and do the same, then cut out the mounts and such
[22:21:44] <Computer_Barf> what size steppers are we talking?
[22:21:45] <Connor> I guess.. I didn't do the first part.. I just used some round stock and some flat bar stock and milled to size.
[22:22:28] <Connor> http://www.automationtechnologiesinc.com/products-page/stepper-nema23-3-axis-kits/cnc-stepper-motor-3-axis-kit-1
[22:22:36] <Connor> that's a similar kit to what I used.
[22:22:49] <Connor> Mine had different drivers.. those are digital, but, they're good.
[22:22:58] <Connor> I used 5056 drivers..
[22:24:18] <Computer_Barf> https://www.grizzly.com/products/Benchtop-Retrofit-Kit-with-Servo-Controls-and-Hardware/T24253
[22:24:23] <Computer_Barf> wow look at that insanity
[22:24:31] <Connor> Yea. DON'T BUY THAT
[22:24:49] <Connor> http://www.g0704.com/G0704_dvdrom.html
[22:25:03] <Connor> DVD with Phase 1,2 and 3 Conversion info on it..
[22:25:34] <Connor> He also has one for Belt Drive conversion too.
[22:25:51] <Connor> http://www.g0704.com/dvdrom_combo.html
[22:26:43] <Computer_Barf> is that to convert to a timing belt?
[22:27:04] <Connor> Timing or V Belt.. depends on which you want to do.. he has a few options.
[22:27:16] <Connor> I think just about everyone does a timing belt though.
[22:28:50] <Computer_Barf> I guess I need to figure out what the 4th axis upgrades are capable of.
[22:29:02] <Connor> yea.
[22:29:12] <XXCoder> milled dilios
[22:29:22] <Computer_Barf> there is a guy who does these videos on youtube "ultimate 4th axis"
[22:29:30] <toastyde1th> Connor, do you happen to use your steppers as power feeds in any way
[22:29:46] <Connor> toastyde1th: How do you mean?
[22:29:53] <Connor> it's fully CNC..
[22:29:56] <toastyde1th> like, is your machine pure CNC or did you retain manual... oh
[22:29:58] <toastyde1th> carry on!
[22:30:15] <Connor> Not, it's 100% converted. just using stock screws..
[22:30:27] <Connor> but I have the ballscrews to put on it.
[22:30:34] <Computer_Barf> oh yes, sticking some hand wheels on the back would be nice
[22:30:54] <Connor> Computer_Barf: You'll take them off..
[22:31:05] <toastyde1th> personally I hate having only a cnc machine
[22:31:08] <Connor> they're dangerous and more trouble than they're worth.
[22:31:11] <toastyde1th> it makes everything take 5x as long as it should
[22:31:32] <toastyde1th> whereas with a power feed and manual control I can bang out a part faster than most people can write and prove a program
[22:31:34] <Computer_Barf> but there are steppers that have pass through shafts
[22:32:00] <Computer_Barf> maybe you could do some sort of electronic handwheels
[22:32:14] <Connor> Computer_Barf: Yes.. All 3 of mine do.. but.. again.. it causes issues.. can't run them as fast because they're not balanced..
[22:32:23] <Connor> and yes.. a MPG allows you to jog.
[22:32:24] <Computer_Barf> ahh
[22:32:39] <toastyde1th> not sure if they can adapt them to it but on hybrid bridgeports they make balanced + collapsing handwheels
[22:32:44] <Connor> and again.. dangerous.. you can get stuff caught in them.
[22:33:00] <toastyde1th> so that when you plan to run the machine under cnc control, you can do so without fear of the handwheel
[22:33:08] <Computer_Barf> how dangerous is a nema 23 going to be
[22:33:10] <toastyde1th> there are also push-engage handwheels that freewheel
[22:33:24] <toastyde1th> that are common on much, much larger machines
[22:34:29] <XXCoder> just put nema23 in sheilded area. it will damage walls but sheild should save you so its fine Computer_Barf
[22:34:29] <Computer_Barf> have you ever milled plastics on it?
[22:34:43] <Connor> Yes.
[22:35:23] <Connor> I milled out low destiny plastic base board to make my stepper covers.
[22:35:35] <XXCoder> joking heh
[22:37:10] <Computer_Barf> Connor you should do the ball screw conversion and move onto buying a 4th axis so i can watch
[22:37:28] <Connor> That's next on the list. :)
[22:39:50] <Computer_Barf> It would seem that if i have your machine, and a 4th axis, i should be able to make a spindle for my multimachine
[22:40:00] <Computer_Barf> I was running into a chicken/egg problem
[22:41:04] <ssi> hi
[22:41:05] <Computer_Barf> basically i was going to need to build a spindle, which i would need to rig up with a steady rest(s) temporarily
[22:41:30] <Computer_Barf> and that would probably be need to be cut on a cnc.. which i was planning on building as the second stage
[22:41:37] <Computer_Barf> thus chicken/egg
[22:41:46] <XXCoder> invent time machine
[22:41:50] <Computer_Barf> yes
[22:41:56] <XXCoder> so you can make your cnc with your completed cnc
[22:42:15] <XXCoder> just don't forget to return your completed cnc to avoid paradox
[22:42:37] <Computer_Barf> unless someone wants to suggest a spindle for a cnc lathe
[22:42:44] <Computer_Barf> something with a through hole
[22:42:57] <XXCoder> wonder if criags have good one for you
[22:43:13] <zeeshan|2> wow
[22:43:17] <Computer_Barf> people seemed to think the atlas lathe one i was looking at wasn't sufficient
[22:43:19] <zeeshan|2> im shipping a 5lb box to nethrlands
[22:43:25] <zeeshan|2> 18.5x18.5x7"
[22:43:28] <zeeshan|2> $180!!
[22:43:28] <zeeshan|2> lol
[22:43:34] <ssi> sounds about right :P
[22:43:42] <zeeshan|2> thats rape mate
[22:43:50] <zeeshan|2> im suprised this guy actually paid for it
[22:44:07] <zeeshan|2> he bought the pl110b heidenahin pl io board
[22:44:12] <XXCoder> 5 lb?
[22:44:30] <XXCoder> I sent one 2 pounds for $180 to other country
[22:44:44] <XXCoder> it was insane. but guy paid and left me good feedback
[22:45:53] <Computer_Barf> can linux cnc talk to a controller with gcode similar to how a ramps board works with 3d printers?
[22:46:57] <jdh> linuxcnc is a controller
[22:47:15] <Computer_Barf> so you skip the controller?
[22:47:23] <ssi> no, it IS the controller
[22:47:40] <Computer_Barf> well i mean, you wouldn't have a hardwear controller in this case
[22:47:57] <jdh> it is the hardware controller
[22:48:24] <ssi> if you mean "you won't have some marginal microcontroller handling the control tasks", that's correct
[22:48:27] <Computer_Barf> is the pc capable of producing the +-10v ?
[22:48:34] <ssi> sure
[22:51:27] <Computer_Barf> https://www.youtube.com/watch?v=ueALn4w5aoM What does Connor: think of this?
[22:52:05] <jdh> nice.
[22:52:45] <jdh> I paid $200 for screws, maybe another $200 in stock & msc. parts
[22:54:22] <Connor> Arizona guy is a nice dude.. he loaned me a motor when mine burned up.
[22:54:40] <jdh> pretty mounts
[22:54:55] <Connor> I would use the Chinese ballscrews not thr roton. I think he makes those too.
[22:55:31] <jdh> I'd buy those instead of making my own if I did it again
[22:56:05] <Connor> http://s1294.photobucket.com/user/arizonavideo/library/Grizzly%20G0704%20CNC%20Kit%20RM-16%20C7?sort=3&page=1
[22:56:29] <Connor> also would use Oldhams couplers instead of the ones he has pictured.
[22:57:09] <jdh> I don't see how he gets 1 thou lash with those couplers
[22:57:13] <Computer_Barf> what kit is that in those pictures?
[22:57:27] <Connor> Thats the one for the Chinese ballscrews.
[22:58:32] <jdh> I like that Z motor mount
[23:00:14] <Computer_Barf> the x and y nut holders look like you would need a band saw
[23:01:35] <Computer_Barf> and i don't have one..
[23:02:50] <Computer_Barf> do either of you have any pictures of stuff you've made with your grizzly?
[23:03:40] <Connor> not really. I've not done a ton with it.. most of it is for itself.
[23:04:08] <jdh> https://picasaweb.google.com/112430417093824344570/9x20#5968220722076642466
[23:05:05] <jdh> all teh aluminum in there
[23:05:31] <Computer_Barf> theres some pretty big pieces there
[23:05:33] <Computer_Barf> nice
[23:05:42] <jdh> https://picasaweb.google.com/112430417093824344570/Ladder
[23:06:27] <Connor> http://millingaccessories.biz/2014/02/22/grizzly-g0704-cnc-kit-w-ball-screws/
[23:06:33] <Connor> thats arizonia's blog
[23:06:34] <Computer_Barf> oh boat parts would be popular in miami
[23:07:12] <jdh> and fake boobs.
[23:07:23] <Computer_Barf> i bought some of those already
[23:07:30] <XXCoder> dilios
[23:07:39] <jdh> I'm sure they look lovely on you
[23:07:40] <Computer_Barf> have one attached
[23:08:58] <zeeshan|2> http://millingaccessories.biz/wp-content/uploads/Grizzly_G0704_CNC_Kit_W_Ball_Screws_10_tef.jpg
[23:09:01] <zeeshan|2> looks like a dick
[23:09:17] <jdh> the things you look at.
[23:09:31] <zeeshan|2> jdh did you decide
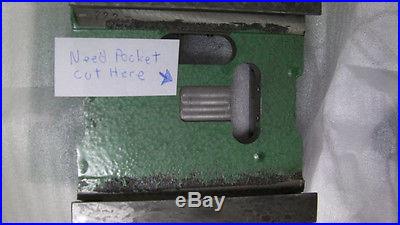
[23:09:50] <jdh> I bought an X2 on CL for $200 and used that to cut the pocket in my g0704 saddle
[23:09:56] <jdh> then sold it for $450
[23:10:00] <zeeshan|2> lol
[23:10:32] <jdh> https://www.youtube.com/watch?v=qRszeLacAmY&list=UUrSzkRVoWrsaxbrYL4uihOQ
[23:10:36] <jdh> I'm going to do that.
[23:11:01] <zeeshan|2> i dont get whats going on
[23:11:17] <jdh> it's jogging around.
[23:11:22] <zeeshan|2> hows the X working
[23:11:32] <zeeshan|2> and how is that any better than how i have it!
[23:11:34] <jdh> screw is mounted to the side on teh tail side
[23:11:34] <zeeshan|2> its worse!
[23:11:40] <zeeshan|2> motors exposed
[23:11:50] <jdh> he covers it in later ones.
[23:11:51] <zeeshan|2> i really dont like how mine is
[23:11:58] <zeeshan|2> how it hangs
[23:12:05] <zeeshan|2> it makes the lathe wider than it needs t obe
[23:12:06] <jdh> stick it on the back
[23:12:17] <zeeshan|2> and now with the double bull nut
[23:12:21] <zeeshan|2> itll be even more of a pain in the ass
[23:13:01] <zeeshan|2> note to self
[23:13:03] <zeeshan|2> one project at a time
[23:13:06] <jdh> his is better than mine. not much else you can do with a 9x unless you can find an 8mm screw and a tiny nut
[23:13:07] <zeeshan|2> or i will go crazy!
[23:13:24] <Computer_Barf> what model is that
[23:13:35] <jdh> it's a HF 9x20
[23:13:41] <zeeshan|2> jdh
[23:13:42] <PetefromTn_> That actually looks pretty tight for a 9x20
[23:13:43] <jdh> not much meat
[23:13:47] <zeeshan|2> why do you have so many fancy button head cap screws
[23:13:55] <jdh> why not?
[23:13:58] <zeeshan|2> youre rich arent you
[23:14:00] <zeeshan|2> last time i checked
[23:14:03] <zeeshan|2> those things are sexpensive
[23:14:11] <zeeshan|2> sex cause theyre sexy
[23:14:12] <zeeshan|2> but expensive
[23:14:19] <jdh> fastenal. whenever you need 2, buy 100
[23:14:31] <zeeshan|2> theyre like double the price of flat heads
[23:14:40] <zeeshan|2> @ the bolts wholesaler locally
[23:14:48] <zeeshan|2> hm now that i think about it
[23:14:49] <PetefromTn_> I go to the fastenal here all the time. It is like five minutes from my house
[23:14:51] <zeeshan|2> might be cause theyres tainless
[23:15:00] <zeeshan|2> fastenal is expensive for bolts
[23:15:05] <Computer_Barf> HF as in harbour freight?
[23:15:05] <zeeshan|2> at least up here
[23:15:07] <jdh> I dislike SS as a material, but it's pretty
[23:15:23] <jdh> SS on Al is ok. SS on SS blows goats
[23:15:30] <zeeshan|2> jdh: is it true scuba dives are limited by tank size?
[23:15:57] <jdh> limited by gas supply or inert gas loading
[23:16:15] <zeeshan|2> how long can you dive for with a good tank system
[23:16:26] <Computer_Barf> yes i need a lathe for threading ss and making flanges
[23:16:38] <jdh> I've done 3+hours on 'regular' tanks
[23:16:50] <jdh> but, I had lots of them
[23:17:07] <zeeshan|2> like two of them on you in one dive?
[23:17:42] <jdh> heh. 2 is the minimum for a cave dive. Usually 4-5
[23:18:04] <zeeshan|2> wow
[23:18:18] <jdh> I had over half my gas left at the end.
[23:19:13] <zeeshan|2> i might have a weird project coming up related to oxygen tanks
[23:19:15] <zeeshan|2> thats why i ask
[23:19:24] <zeeshan|2> to get an idea of breathe time per tank
[23:19:34] <zeeshan|2> i understand theres a lotta factors, just wanted ann idea :)
[23:19:38] <jdh> now I dive a rEvo which last 6-8 hours at any depth.
[23:19:54] <zeeshan|2> do you go by yourself
[23:19:56] <zeeshan|2> or w/ friends
[23:19:59] <jdh> yes
[23:20:04] <zeeshan|2> dont you get scared
[23:20:09] <jdh> of what
[23:20:12] <zeeshan|2> shark
[23:20:19] <zeeshan|2> suffocating to death!
[23:20:35] <Computer_Barf> there's a fish , there's a rock , who cares , don't die
[23:20:36] <jdh> I had a 20minute deco hang a few weeks ago and had a 9ft tiger hanging out with me.
[23:20:47] <zeeshan|2> lol
[23:20:53] <zeeshan|2> you guys were buddies
[23:20:54] <zeeshan|2> chillin
[23:21:04] <zeeshan|2> i'd be scared shitless by myself
[23:21:22] <jdh> and sunday I did a 3 hour solo cave dive about 2500ft back
[23:21:22] <zeeshan|2> i developed a huge fear of diving at a young age
[23:21:22] <Computer_Barf> bubbles, seaweed, don't die
[23:21:39] <zeeshan|2> i absolustely shit my pants if im in deep water
[23:21:48] <zeeshan|2> i can't see below my feet cause its the abyss
[23:21:57] <Computer_Barf> at least you could just swim away from the shit
[23:22:00] <zeeshan|2> or loong along the horizontal directions, again its the abyss
[23:22:03] <zeeshan|2> its so scary
[23:22:51] <Computer_Barf> imagine space
[23:22:57] <Computer_Barf> SPPPPAAAACEEEE!!!!!!
[23:22:59] <zeeshan|2> http://www.wallpaprz.com/wp-content/uploads/2013/09/minimalistic_drowning_abyss.jpg
[23:23:01] <zeeshan|2> SCARY !!!!!!!!11
[23:23:06] <zeeshan|2> space i can deal with
[23:23:11] <zeeshan|2> cause you can see stars for perception
[23:23:17] <jdh> http://vimeo.com/1120732
[23:23:19] <zeeshan|2> its that dark blue / liught blue infinity thing
[23:23:20] <zeeshan|2> that scares me
[23:23:29] <jdh> that's me in the front
[23:23:36] <Computer_Barf> oh yes you could definantly deal with that place you've never expereinced and are unlikely to experience. Totally all over that.
[23:24:02] <zeeshan|2> jdh that looks bad ass man
[23:24:17] <Computer_Barf> its not like one nudge in the wrong direction without a tether would mean you would literally float in that direction forever
[23:24:44] <zeeshan|2> any gold down there? :)
[23:25:13] <zeeshan|2> looks like limestone
[23:25:30] <Computer_Barf> at least though, you would have a pretty unique death. Its like a traveling coffin
[23:25:39] <Computer_Barf> aliens might find you one day
[23:25:52] <jdh> no gold, but I found this here:
https://picasaweb.google.com/112430417093824344570/Diving?noredirect=1#6075262202394054082
[23:26:03] <zeeshan|2> what the heck is that
[23:26:12] <jdh> shark tooth
[23:26:16] <Computer_Barf> instead of sending voyager into space with a golden record, we should eject our dead into space in all directions
[23:26:17] <zeeshan|2> wow!
[23:26:20] <zeeshan|2> that's huge
[23:26:25] <jdh> I hear that a lot
[23:26:55] <Computer_Barf> if i found that in the ocean, he would be right behind me
[23:28:44] <Computer_Barf> looks like you get some pretty good edibles from the ocean
[23:29:03] <zeeshan|2> http://iliketowastemytime.com/sites/default/files/underwater-base-jumping.jpg
[23:29:04] <zeeshan|2> um
[23:29:06] <zeeshan|2> F this.
[23:29:10] <zeeshan|2> gives me goose bumps
[23:29:19] <zeeshan|2> http://i.dailymail.co.uk/i/pix/2013/01/16/article-2263139-16F730F5000005DC-31_634x345.jpg
[23:29:19] <zeeshan|2> more
[23:29:37] <Computer_Barf> swim up?
[23:31:30] <jdh> geez... it's late.
[23:31:41] <zeeshan|2> im just starting to work on the hydraulics again
[23:31:43] <zeeshan|2> night is young
[23:31:53] <Computer_Barf> time is relative
[23:32:05] <jdh> some of us have to support ourselves and others.
[23:32:50] <Computer_Barf> wow that statement implies alot of assumptions
[23:35:44] <Computer_Barf> wait which one of you is john hudson
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}