Back
[00:08:23] <XXCoder> CaptHindsight: nice camerawork so far :P
[00:09:56] <XXCoder> decent machine tho
[02:00:30] <ssi> hrm
[02:08:23] <Deejay> moin
[02:38:01] <Connor> ssi hmm what ?
[03:00:28] <balestrino> morning all. I'm going to buy a Mesa kit for a 4 axis stepper + jog (with feed override) and the best would be ethernet. There are any feedback for 7i80?
[03:39:59] <Loetmichel> mornin'
[04:19:04] <balestrino> no feedback on 7i80?
[05:55:53] <Loetmichel> *GNAH* note to self: when cutting scrap aluminium strips with a leatherman: watch where your fingers are... *cleans off blood, puts a bandaid on the finger where the tip of the leatherman jaws had pinched the finger*
[06:06:24] <TekniQue> Loetmichel: my least favorite thing to do is to pinch the inside of my knuckle on pliers such as the leatherman
[06:06:50] <TekniQue> when cutting something requires a lot of force, such as cutting a 50mm2 cable with shears
[06:07:05] <TekniQue> then when it suddenly snaps and slams closed on your skin
[06:11:39] <Valen> TekniQue: you will learn not to put your hand in that part of the pliers ;->
[06:12:27] <malcom2073> You'd think so, but the number of times I've pinched myself with crimpers or plyers... just can't seem to learn :P
[07:29:10] <rebecca> Hey peoples
[07:30:34] <TekniQue> hey
[07:32:07] <rebecca> So i have a problem. i want to use LinuxCNC but I also want to use a hardware motion controller.
[07:32:23] <rebecca> these desires are not particularly compatible are they?
[07:32:43] <Loetmichel> TekniQue: yes, now imagenine haveng the webbing between middle and pinitngfinger at the tip of the leatherman wave and cutting thru a 1,5mm by 8mm stip of AlMg3...
[07:33:16] <Loetmichel> *HRRRGFNGGG* *KNOCK* *"OUCH!"*
[07:33:23] <TekniQue> Loetmichel: yes that'll pinch hard
[07:33:39] <TekniQue> worst part is it normally doesn't bleed because the skin there is so thick
[07:33:54] <Loetmichel> like i saif: had to clean up a bit of blood. and that part of skin will soon go black an blue ;-9
[07:33:55] <TekniQue> but ruptures some vessels and creates a blood blister instead
[07:34:45] <TekniQue> rebecca: not particularly
[07:34:51] <TekniQue> but LinuxCNC is quite adaptable
[07:35:02] <rebecca> TekniQue: damn.
[07:35:16] <TekniQue> and it has been adapted to communicate with external controllers
[07:35:20] <cox> rebecca: I do not know much about this but what is your requrements and why,witch hatdware
[07:35:53] <rebecca> i want to replicate my setup at work.
[07:36:26] <rebecca> where i have non realtime-y workstations sending jobs to a multicam which does the realtime control stuff
[07:38:26] <jdh> jobs in what format?
[07:38:50] <rebecca> oh, routing and general polymer/wood/composite machining
[07:39:10] <cox> rebecca: What kind of realtime do you require
[07:39:23] <rebecca> my CNC at home is just a small 30-20 china job
[07:39:30] <jdh> I mean, what format are the 'jobs' in.
[07:41:03] <rebecca> gcode of some variety i presume. i don't actually 'see' the files sent to the CNC
[07:42:05] <cox> rebecca: what software generates the gcode?
[07:42:33] <rebecca> cox: well, i want to get the most speed possible out of my machine. so the faster the better.
[07:42:53] <rebecca> cox: oh, sorry. a horrible old version of Tool Path
[07:43:26] <rebecca> It imports PLT/DXF and I lay out the machining operations in it.
[07:43:50] <jdh> so you could just feed that to linuxcnc
[07:44:07] <jdh> or do you have some pressing need to have a standalone motion controller?
[07:46:17] <cox> rebecca:I am also looking for the best posible drivers for my china 6040, looking at MESA cards at the moment
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Mesa_Cards
[07:47:34] <rebecca> jdh: sure do. twice i have tried to go down the path of doing software motion control with linuxCNC. and... twice I have had purpose built hardware for LinuxCNC fail, completely derailing my attempt to get linuxCNC working. Now I'm sworn off using PCs to perform realtime control. I want the realtime stuff handled by an appliance.
[07:49:34] <rebecca> oh, and I have seen the frustrations others have with lost steps and intermittent alignment drift when trying to shoehorn non-realtime hardware into realtime roles.
[07:49:52] <cox> Sounds like bad wiring or bad tuning
[07:50:42] <rebecca> cox: yeah. i have looked at them. but i don't want some special card required in the computer.
[07:51:07] <cox> rebecca: have you replaced your stepper drivers?
[07:51:34] <rebecca> i want to be able to plug any old laptop into the CNC controller either via USB or ethernet and send the jobs that way..
[07:51:53] <rebecca> cox: why are you asking me that?
[07:52:09] <cox> china ones seams to have problems
[07:52:09] <jdh> so, a completely separate controller is ok, but a mesa card isn't?
[07:53:17] <cox> the components on my driver card is all over the place
[07:53:18] <rebecca> jdh: the card necessitates a particular kind of computer. the point im trying to articulate is that i want to disengage the CNC setup from any particular computer setup.
[07:53:18] <jdh> the drivers that came with my 6040 seem to be fine. I was planning on replacing them with a G540 or the leadshine one, but haven't seen a need yet.
[07:54:07] <cox> My drivers stall when trying to go faster than 1000 mm
[07:54:08] <jdh> the motion controller will have effectively the same limitations.
[07:54:20] <malcom2073> rebecca: USe the mesa card + pc as your controller, then plug in any old laptop to it via etherent an send print jobs that way?
[07:54:20] <jdh> but, it doesn't sound like you have a need for linuxcnc
[07:56:27] <cox> Of cource you need LinuxCNC it's beutiful:-)
[07:56:34] <rebecca> i flat out don't want a desktop computer sitting in my workshop running my CNC.
[07:56:57] <jdh> what purpose built hardware have you had fail? how did it fail?
[07:56:58] <rebecca> jdh: perhaps
[07:57:14] <Loetmichel> ReadError: so buld in the PC into the machine?
[07:57:21] <Loetmichel> i do that all the time ;-)
[07:57:56] <skunkworks> as of now - you will still need some sort of realtime computer system with linuxcnc. Using any of the interface boards (mesa, pico, whatever) will move some of the harder stuff off (Pwm generation, step generation, encoder counting and so on)
[07:57:57] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13131
[07:57:57] <jdh> perhaps I just don't undertand your delineation. LinuxCNC is the controller you want to disassociate.
[07:58:11] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13149
[07:58:19] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13143
[07:58:32] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13116
[07:58:40] <Loetmichel> its a bit crammed in there, but works fine ;-9
[07:59:03] <rebecca> jdh: how it failed isn't relevant. the point is that each time my existing computers were not able to provide the required low latency so i took the effort to hunt out a computer which could.. then they failed.
[08:00:39] <skunkworks> rebecca, using supported external interface cards allows for 'less stringent' realtime on the computer side. but you still need realtime on the computer side.
[08:00:53] <skunkworks> stringent?
[08:01:59] <rebecca> jdh: i guess i see LinuxCNC as a whole suit of useful CNC software stuff and it would be nice if it could play with the hardware i want.
[08:02:01] <jdh> not looking for relevancy, just curiosity.
[08:02:36] <rebecca> skunkworks: hmmmm, got an example of such a thing?
[08:03:14] <jdh> easiest example for steppers is mesa 5i25+7i76
[08:03:31] <jdh> (or 6i25)
[08:03:40] <skunkworks> So instead of trying to make steps from the computer - the hardware makes the steps. So instead of the computer needing a realtime loop in the 20-40khz - it only requres 1-2khz
[08:04:07] <rebecca> Loetmichel: I did build the PC into the CNC cabinet.. which is why i was so pissed off when it failed, hah
[08:04:17] <Loetmichel> i see
[08:04:23] <Loetmichel> why did it fal?
[08:04:26] <Loetmichel> any idea?
[08:04:30] <Loetmichel> fail
[08:05:35] <rebecca> i think because when testing i hooked up the AT power without connecting the separate 4wire CPU power cable.. yeah. stupid mistake..
[08:06:11] <jdh> shit happens
[08:06:29] <Loetmichel> that usually dont kill anything, it just doesent work
[08:06:37] <Loetmichel> strange that it died on you on that
[08:07:06] <Loetmichel> i forgot that cable countless times
[08:07:28] <jdh> heh, I might have forgotten a time or five myself.
[08:07:39] <Loetmichel> "WTF? *searching* "ahn the 12V 4pin... *plug in* *reset* THERE it goes!
[08:07:46] <skunkworks> rebecca, I don't know exactly what you are looking for..
https://www.youtube.com/watch?v=HPzow8L1dxw&list=UUHk52YjGT8HryRYmJKSl-lg
[08:07:50] <rebecca> well, i think it killed it that time..
[08:08:10] <skunkworks> This is a 5i25 into a simple breakout board -> to parker drives (step/dir)
[08:08:39] <skunkworks> so the 5125 is doing the step generation - not linuxcnc. linuxcnc is only running a 1khz realtime thread.
[08:08:43] <jdh> that looks really cool withouth the head
[08:09:01] <rebecca> skunkworks: fascinating
[08:09:09] <rebecca> and fast
[08:09:46] <skunkworks> on a bigger scale.. (also using mesa hardware)
https://www.youtube.com/watch?v=39q6kvrSBSk&list=UUHk52YjGT8HryRYmJKSl-lg
[08:09:51] <Loetmichel> skunkworks: its twittering like a bird ;-)
[08:10:00] <jdh> are those S series drives? (S6?)
[08:10:06] <skunkworks> jdh, yes
[08:10:55] <skunkworks> The big machine is using servo drives - closed loop back to linuxcnc.
[08:10:55] <jdh> I have a couple sitting here, and some Zetas that are a little nicer
[08:11:19] <skunkworks> jdh, I like them - the are like 160 volts to the stepper..
[08:11:37] <rebecca> hmmm.. linuxCNC doesn't support any of the USB mesa cards for such purposes does it?
[08:11:43] <jdh> and a whole bunch of A series drives I rescued from the dumpster.
[08:11:50] <skunkworks> rebecca, no.
[08:11:53] <rebecca> :/
[08:12:02] <jdh> USB isn't RT
[08:12:31] <rebecca> parallel port blows and i don't want PCI card.
[08:12:39] <Loetmichel> my macnine ist nearly as big or fast:
https://www.youtube.com/watch?v=QNLjMg0Nitk
[08:12:42] <rebecca> yup, im difficult.. i know. it's my way
[08:12:42] <Loetmichel> my home machine
[08:12:51] <Loetmichel> but its only driven by lpt port
[08:12:54] <skunkworks> rebecca, they do have a ethernet solution... it is very new...
[08:13:15] <rebecca> haha, 'very new' aka non-existent support
[08:13:39] <jdh> p-port is fine. the limitations are known and mostly quantifiable
[08:13:41] <skunkworks> well - mesa / linuxcnc support is very good - in my opinion...
[08:14:27] <skunkworks> rebecca, you would be running a 'beta' version of linuxcnc. (but would also have the new Trajctory planner)
[08:14:33] <malcom2073> HAha Loetmichel, them chips
[08:14:44] <Loetmichel> PMMA
[08:14:46] <Loetmichel> they stick everywhere
[08:14:54] <malcom2073> Seems so yeah
[08:14:55] <malcom2073> wow heh
[08:15:11] <skunkworks> rebecca, I don't have any problem with pci - what issues do you see?
[08:15:31] <jdh> PCI could be considered 'legacy' in which case, 6i25?
[08:16:12] <rebecca> skunkworks: well, my shiny new laptop doesn't have a parallel port let alone a PCI slot.. so... that's a show stopper there
[08:16:31] <jdh> laptops are not good for RT
[08:16:37] <rebecca> exactly
[08:16:51] <jdh> so, don't use them for RT.
[08:16:53] <rebecca> which is why i don't want the PC part of things doing the RT
[08:17:28] <jdh> I don't consider my atom board + mesa cards a "PC"
[08:17:38] <jdh> they are the RT controller for my mill.
[08:17:59] <rebecca> yeah, that's cool
[08:18:25] <rebecca> but i'm not going down that road. i have sunk too much money and time into trying that route myself to do it again
[08:18:47] <rebecca> i want a no fuss appliance.
[08:18:59] <rebecca> oh, and i forgot. a pendant would be nice too, haha
[08:19:24] <rebecca> I'm probably better off getting a smoothie board or something similar
[08:19:29] <jdh> my appliance runs LinuxCNC.
[08:21:14] <Hawku> cox: i received my chinese 6040 yesterday. my stepper drivers stalled at 1000mm/min too, because i didn't have Amplifier Enabled pins set...
[08:21:44] <jdh> Hawku: shouldn't they just not work at all without the enable pin?
[08:23:00] <Hawku> i don't know
[08:23:35] <jdh> do they stall after getting to speed, or stall when starting up?
[08:23:53] <jdh> (for the > 1000mm/min stall)
[08:24:26] <Hawku> Y-axis will stall if the X-axis is moving 1000mm/min
[08:24:39] <cox> What kind of driver do you have, all in one card or seperat drivers?
[08:24:46] <Hawku> i don't know how the amplifier enable causes that
[08:24:58] <jdh> Could be a PSU issue?
[08:25:00] <Hawku> separate
[08:25:14] <rebecca> oh, and thanks for the many responses guys. I know my questions are frustrating because they have frustrated me
[08:25:20] <jdh> or accel too high.
[08:25:32] <Hawku> well, there is no problem if i set the amplifier enable to correct pins
[08:25:59] <cox> Hawku: Mine is all in one, No documentation so I do not know if such a feature is there in my card
[08:26:11] <cox> Hawku: How fast can you go now?
[08:26:18] <jdh> where were your 6040s sourced?
[08:26:22] <Hawku> haven't tested yet
[08:26:31] <Hawku> 1500mm/min is my setting now
[08:26:54] <Hawku> http://www.ebay.co.uk/itm/200925159120
[08:26:54] <cox> Hawku: and not missing steps?
[08:27:03] <Hawku> i don't think so
[08:27:05] <jdh> I think I tested mine up to 120IPM so ~3000mm
[08:27:36] <Hawku> cox: my documentation was sent by email
[08:28:18] <cox> Hawku: Mine to but no real information
[08:28:22] <Hawku> cox: pirated version of Mach3 and PDF with instruction how to setup Mach3
[08:29:00] <jdh> heh, that's what mine came with.
[08:29:16] <Hawku> Mach3 registered to papa fabio? :D
[08:29:20] <rebecca> if anyone wants to chat in private about my adventures in finding the right CNC controller then feel free :)
[08:29:26] <cox> Hawku: Same for me but no information an the driver card, pinouts etc.
[08:30:06] <Hawku> "pinouts" were on the mach3 instructions...
[08:30:38] <jdh> rebecca: I see LinuxCNC and your proposed 'appliance' as the same thing so I can't see a good point for them to mesh.
[08:32:59] <jdh> I pulled my 6040config from the mach3 config screen shots
[08:33:11] <rebecca> jdh: you're probably right. it's just unfortunate that the appliance route so far seems to me to require non-FOSS software to function
[08:33:14] <malcom2073> rebecca: looked at machinekit/beaglebone?
[08:33:35] <rebecca> malcom2073: no. but i am now
[08:35:59] <malcom2073> rebecca: It took a lot of hacking to have it be a headless controller, I could plug into, send gcode, unplug and hit go, but it may be a viable option if you're trying to find something with space constraints
[08:37:10] <cox> Hawku: My driver board is an older more limited vesion of this
http://www.aliexpress.com/store/product/4Aixs-Nema-23-Stepper-Motor-425oz-in-CNC-Router-or-Mill-drive-board/803863_381807467.html
[08:37:39] <jdh> cox: I'd replace it.
[08:38:27] <jdh> Leadshine MX3660 or Gecko G540 maybe
[08:38:35] <Hawku> cox: what is your pin setup in linuxcnc?
[08:39:04] <jdh> that and a 48-60V PSu will make it move faster
[08:39:10] <rebecca> for context, i'm the CNC/laser cutter operator in a fabrication shop. i take designs and turn them into physical things on a large (>2440x1200 bed) CNC router (with ATC, oh how i love ATC) and a 250w (power measured on bed) similarly sized laser cutter.
[08:39:40] <malcom2073> rebecca: You probably don't want to tinker then if you're doing production work heh
[08:39:51] <cox> jdh: Jepp will do. When i find some kitt that Is properly overkill, and will serve me on my next machine
[08:40:02] <rebecca> malcom2073: I'm fascinated by this beagle bone thing but im not sure it's what im after.
[08:40:22] <jdh> cox: I'd probably go with individual drivers for that.
[08:40:23] <rebecca> malcom2073: oh, this isn't for work. well, it's not work yet. this is for my home workshop. :D
[08:41:08] <cox> Hawku: I am not at my machine at the moment so I can not check. normal dir, step nothing fancy
[08:41:09] * Loetmichel is just in the process of makeing some Notebook PSU shells... -> http://www.cyrom.org/palbum/main.php?g2_itemId=15332
[08:41:45] <rebecca> Loetmichel: neat, did you v grove them in a CNC?
[08:43:01] <Loetmichel> rectangular slot
[08:43:02] <cox> jdh: I agree
[08:43:06] <rebecca> Loetmichel: i machine similar stuff out of Aluminium Composite Panel for retail displays. Cutting and grooving it on the router.
[08:43:06] <Loetmichel> not V groove, btu right
[08:43:10] <rebecca> ahhhh
[08:43:14] <Loetmichel> will look likle these when done:
http://www.cyrom.org/palbum/main.php?g2_itemId=14778
[08:43:23] <Loetmichel> just withoput the cooling ribs
[08:43:48] <rebecca> the ribs bolt onto the folded sheet?
[08:44:37] <Loetmichel> no, the "extended temperature range" were made with the top cover milled out of 4mm thick sheet aluminium
[08:44:44] <Loetmichel> and the grooves milled in
[08:44:56] <rebecca> nice fabric sheathed cable by the way :D
[08:45:16] <rebecca> Loetmichel: ahhhh, neat
[08:45:24] <Loetmichel> tzhats the origninal cable, just covered in copper mesh and then plastic mesh
[08:45:34] <rebecca> ahhh
[08:46:07] * Loetmichel makes military computer stuff out of regular computers
[08:46:21] <Loetmichel> with shielded against eavesdropping and rugged and so on
[08:46:26] <rebecca> Loetmichel: cool
[08:46:44] <rebecca> well, i suppose i should post something i have made
[08:47:42] <jdh> I mostly make parts for machines to make parts
[08:48:01] <Loetmichel> its more or less a workaround, because i dont have a bending press7brake here at the company i use the grooves on the cnc router and then fold it by hand
[08:48:19] <Loetmichel> so i tend to do all the prototypes7small series taht way
[08:48:38] <jdh> I like machines, but I don't have a lot of practical need for them so they are self-referencing
[08:51:25] <rebecca> jdh: if that makes you happy then it's a practical function :D
[08:57:49] <rebecca> So 'someone' lost the key to open the ATC door of the CNC router.. and after using a pair of scissors to open/close it for a day i was motivated to make a replacement using our laser cutter:
http://i.imgur.com/P3YTdHe.jpg http://i.imgur.com/LvBReqy.jpg http://i.imgur.com/H39RZDq.jpg
[08:58:28] <rebecca> that's 30mm acrylic stock
[09:17:50] <CaptHindsight> Hawku: are there nuts for setting the preload on the ends of the ball screws on your 6040?
[09:55:54] <lair82> Good Morning Guys, pcw_home_ you around?
[10:26:15] <lair82> Ran into an issue, I am looking at retrofitting a VMC, and after looking at the current antiquated control, and wiring, I see that the entire machine is 120VAC controlled. After looking at the offerings from Mesa, and Pico, I don't see anything that will accept 120VAC inputs, or maybe I am missing something. Any thoughts on an easy inexpensive work around?
[10:26:51] <zeeshan> how many inputs are you talking about
[10:27:15] <lair82> 60-70
[10:27:25] <zeeshan> hehe
[10:27:25] <lair82> Maybe more
[10:27:29] <zeeshan> thats a lot.
[10:27:33] <Jymmm> 120VAC INPUTS? As in relay logic?
[10:27:57] <zeeshan> yea its common on industrial machines
[10:28:05] <lair82> All the limit switches, pushbuttons, relays, are all 120VAC
[10:28:07] <zeeshan> less suseptible to noise
[10:28:08] <ssi> what machine is this?
[10:28:24] <Jymmm> Oh, I've done it before. 120VAC for the logic, 220/440 for the controls
[10:28:28] <zeeshan> lair82: you can just push 24VDC through the push buttons and switches
[10:28:44] <zeeshan> honestly i was thinking a relay board
[10:28:50] <zeeshan> bot 60-70 relays is out of the question
[10:29:00] <zeeshan> you can maybe use a PLC.
[10:29:15] <lair82> Its a 1979 Cincinnati milacron 10VC-1000 machining center
[10:29:21] <zeeshan> probably the cheapest thing to do..
[10:30:16] <Jymmm> Could use a opto22 relay board
[10:30:29] <jdh> that's a lotta relays
[10:30:29] <PetefromTn_> my Cincinatti Arrow 500 is all 110v controls relays etc and they are switched with 24VDC control logic via MESA 5i25/7i77...
[10:30:48] <Jymmm> It IS a retrofit, so either stick with what's there, or refit it accordingly
[10:31:05] <lair82> I was looking at trying to switch it over to 24VDC, but haven't fully dug thru the prints to see if it will be as straight forward as maybe just unhooking from the AC transformer and installing a DC power supply
[10:31:17] <ssi> probably
[10:31:20] <jdh> for plain old switches/etc it shoudl be
[10:31:21] <zeeshan> lair82 it probably is
[10:31:26] <ssi> I'm about to pull both transformers out of my cinci
[10:31:32] <zeeshan> the only thing you might have issues with is proximity switches
[10:31:33] <zeeshan> if it has any
[10:31:58] <jdh> do they make 120vac prox switches?
[10:32:05] <zeeshan> ya
[10:32:25] <zeeshan> i never have seen 24vdc prox switches before
[10:32:35] <jdh> usually 10-30vdc
[10:32:39] <zeeshan> most of the ones at the factory i was fixing shit at was 120vac
[10:32:49] <lair82> I looked at the relay idea, I really like the the "
http://www.automationdirect.com/adc/Shopping/Catalog/Relays_-z-_Timers/Electro-Mechanical_Relays/Slim_-z-_Card_Relays,_5A_(RS_Series)/RS4N-DE" from AD, but those are only offered in 24VDC
[10:32:51] <zeeshan> omron and rockwell
[10:32:55] <Jymmm> zeeshan:
http://www.amazon.com/PR08-2-DN-12-24V-Inductive-Proximity-Detector/dp/B0055B53WE
[10:33:10] <zeeshan> Jymmm: i know they exist now :)
[10:33:18] <zeeshan> i was looking to buy some for the lathe
[10:33:25] <zeeshan> until i cheaped out with mechanical s/w
[10:33:36] <jdh> we probably have 10k 10-30vdc prox switches here
[10:33:44] <zeeshan> jdh gimme some
[10:33:48] <zeeshan> free!
[10:34:00] <PetefromTn_> my machine had a bank of relays that were 120v switched by 24v
[10:34:01] <jdh> I threw away hundreds recently
[10:34:02] <Jymmm> zeeshan: Shipping $10,000,000
[10:34:06] <zeeshan> wtf
[10:34:07] <zeeshan> threw?
[10:34:08] <zeeshan> THREW?!?!
[10:34:17] <Jymmm> jdh: WTF?!
[10:34:20] <zeeshan> throw them TO ME!
[10:34:20] <CaptHindsight> lair82: how much of that 120VAC relay logic can be replaced by a PLC or an FPGA+IO board?
[10:34:22] <ssi> zeeshan: yeah he also threw away a bunch of 3kw YAG heads
[10:34:27] <zeeshan> fuck
[10:34:29] <jdh> 5kw
[10:34:30] <ssi> the madness must be stopped=
[10:34:42] <zeeshan> sounds like where i worked
[10:34:45] <jdh> I don't actually know were teh lasers went.
[10:34:47] <zeeshan> anything that was used for testing would be thrown away
[10:34:52] <zeeshan> thats how i scored a buncha vfds
[10:35:24] <jdh> I'm replacing a machine, we scrapped teh old one.
[10:35:26] <zeeshan> lol at relay logic
[10:35:34] <zeeshan> when they taught us automation in college
[10:35:46] <zeeshan> we started with pneumatic logic
[10:35:48] <zeeshan> then relay
[10:35:49] <zeeshan> then plc
[10:35:50] <jdh> it was about 25ft x 18ft. Had to be cut to fit in 4x4x4 boxes
[10:36:00] <zeeshan> pneumatic + relay logic = crazy.
[10:36:10] <lair82> The relays aren't a big deal, I am going to use the relays I mentioned earlier as a replacement for the control of the solenoids, contactors etc, it was the input side of things that I was looking at.
[10:36:25] <jdh> z: no drum programmers?
[10:36:36] <zeeshan> jdh: never heard of that
[10:36:49] <zeeshan> whats that?
[10:36:56] <ssi> guys who make beats on drum machines
[10:37:07] <CaptHindsight> whats the next step in automation? Social Media Opinion
[10:37:21] <zeeshan> ssi did you see the post i made
[10:37:26] <zeeshan> regarding your motor?
[10:37:28] <ssi> no
[10:38:22] <jdh> http://en.wikipedia.org/wiki/Drum_sequencer_%28controller%29
[10:38:22] <ssi> the post I made regarding my motor has gotten zero replies :(
[10:38:45] <lair82> I think we are just going to flip the input side to 24VDC, little more work, but it will pay off I'm sure,
[10:38:56] <jdh> http://www.unitronics.com/KnowledgeBase/U90Ladder/Drum/drum_sequencer.htm better
[10:39:17] <zeeshan> [22:38:57] <zeeshan> ssi [22:38:58] <zeeshan> www.centroidcnc.com/downloads/CENTROID_Fanuc_Retrofit_Manual.pdf [22:39:01] <zeeshan> my friend linked me to that [22:39:04] <zeeshan> page 71 [22:39:09] <zeeshan> for the pinouts [22:39:18] <zeeshan> and the last page of that pdf is great [22:39:22] <zeeshan> cause it shows you the family of the motors [22:39:26] <zeeshan> yours is the fanuc 5 series
[10:39:33] <ssi> I knew it was 5 series
[10:39:36] <ssi> I need the motor datasheet
[10:39:41] <zeeshan> check out that pdf
[10:39:45] <zeeshan> might help
[10:39:59] <ssi> if it's just pinouts, it won't help
[10:40:03] <ssi> I have all that already
[10:40:09] <zeeshan> yea its pinouts
[10:40:18] <zeeshan> and how to interface it with the cnetroid controller
[10:41:08] <zeeshan> theres also
[10:41:12] <zeeshan> kp ki kd values
[10:41:13] <zeeshan> ktr
[10:41:14] <zeeshan> *kt
[10:41:17] <zeeshan> to help you get started
[10:46:15] <ssi> I don't think that helps tbh
[10:46:29] <zeeshan> it gives your motor pinouts
[10:46:29] <ssi> unless there's a way to make the parker drives not care about motor parameters
[10:46:33] <ssi> I already had those
[10:46:38] <ssi> I have a motor spinning alreayd
[10:46:39] <zeeshan> you just need a drive
[10:46:46] <zeeshan> that hooks up to it
[10:47:12] <zeeshan> according to what im seeing here
[10:47:19] <zeeshan> you have some power cables that go to the drives
[10:47:27] <zeeshan> and some encoder cables that go to the drives
[10:47:35] <zeeshan> so your problem is you're trying to use a servo drive
[10:47:41] <zeeshan> that doesn't work with mr fanuc
[10:47:42] <zeeshan> and you
[10:47:46] <zeeshan> you're trying to make it work?
[10:47:57] <ssi> no
[10:48:18] <ssi> my problem is I'm trying to use a servo drive which is too smart for its own good, and wants to know every physical attribute about the motor that's attached to it
[10:48:28] <ssi> and mr fanuc doesn't publish any information about its stuff
[10:49:23] <zeeshan> well the power stuff (3 phase + 1 gnd) is ok
[10:49:33] <zeeshan> so the encoder is the only other thing?
[10:49:39] <ssi> no the encoder is fine
[10:49:48] <ssi> hang on
[10:49:55] <zeeshan> i have no idea what "signal A" is on the encoder
[10:49:59] <zeeshan> B /A /B
[10:50:00] <zeeshan> Z /Z
[10:50:15] <zeeshan> then i see a thermal s/w pins and couple of +5v
[10:50:40] <zeeshan> oh a , b phase.
[10:50:47] <zeeshan> and prolly z is index pulse
[10:50:55] <ssi> http://www.parkermotion.com/manuals/gemini/GemGV6ig_entire_guide.pdf
[10:51:02] <ssi> look at page 78
[10:52:08] <zeeshan> okay youre trying to set all those parameters
[10:52:16] <ssi> so the way these drives work
[10:52:31] <ssi> you set all these parameters, and it figures out all the tuning for you
[10:52:39] <ssi> for torque loop, velocity loop, AND position loop
[10:53:00] <zeeshan> nice
[10:53:11] <ssi> if everything isn't set correctly, it won't even let you enable the drive
[10:53:36] <zeeshan> line to line resistance
[10:53:45] <zeeshan> cant you measure that by hooking an ohmeter between the phases?
[10:53:54] <ssi> probably
[10:54:13] <zeeshan> number of pole pairs should be 3?
[10:54:18] <ssi> 8
[10:54:21] <zeeshan> okay
[10:54:39] <ssi> so what I did initially
[10:54:54] <ssi> was go through and set every parameter that I knew the answer to
[10:55:05] <zeeshan> then guess the rest? :D
[10:55:05] <ssi> and then I put in made up values for everything else that required me to set it
[10:55:18] <ssi> and I couldn't satisfy the thing
[10:55:31] <zeeshan> i think in my controls book
[10:55:39] <zeeshan> there was a section on how to find things like
[10:55:41] <ssi> so then what I did was reset everything, find a parker motor which was as close to this motor as I could get, and dump all its settings in
[10:55:42] <zeeshan> rotor inertia
[10:55:50] <zeeshan> motor damping constant
[10:55:55] <ssi> well the one good thing is the rotor inertia is actually in that centroid pdf
[10:56:04] <ssi> but that's it
[10:56:16] <zeeshan> pwm switching frequency i have no idea how you'll find that
[10:56:21] <zeeshan> ?!
[10:57:39] <ssi> it may be that if I want to operate these drives in velocity mode, I don't actually have to have all of it set super accurately
[10:58:22] <zeeshan> i think that voltage/krpm thing
[10:58:27] <zeeshan> you find by dynoing the motor
[10:58:35] <zeeshan> i forget
[10:59:00] <zeeshan> tell fanuc to be stop being ____s , and send you the motor parameters
[10:59:10] <skunkworks> lair82, the 50pin versions of mesa card interfaces will plug hook right up to the opto22 24 boards
[10:59:34] <zeeshan> http://www.kijiji.ca/v-business-industrial/st-catharines/aluninum-plate-rod-and-angle/1024147500
[10:59:42] <zeeshan> i found this 3" dia 8 ft round bar
[10:59:45] <zeeshan> guy wants 100 bux
[10:59:53] <zeeshan> i called my local cheapest supplier and its 260 + t ax
[11:00:08] * zeeshan is so lazy to go pick it up though
[11:02:02] <ssi> 52 in lb continuous torque, 160in lb peak
[11:02:11] <ssi> I think my little parker motors are 160 in OZ continuous
[11:02:36] <ssi> which'd make sense, cause the parkers are 260W, and these are about 1kw
[11:02:49] <ssi> 52inlb is about 4x as much torque as 160inoz
[11:05:34] <CaptHindsight> skunkworks: good to know about the mesa --> opto22 direct connection
[11:11:17] <skunkworks> not an official opto22 - but same deal... that 50 pin cable goes right the the 5i20..
[11:11:28] <skunkworks> http://electronicsam.com/images/KandT/conversion/allbutone.jpg
[11:12:57] <skunkworks> more official one.. (24 port on the right)
http://electronicsam.com/images/KandT/conversion/newelecbox.JPG
[11:14:53] <JT-Shop> Tom_itx, yea if you want to cam up the ball that would help
[11:27:43] <lair82> skunkworks, Looks pretty interesting, will these play well with a 7I80? I just looked at
http://www.opto22.com/site/pr_details.aspx?cid=4&item=G4PB24
[11:29:22] <Connor> zeeshan: What do you need with 8' x 3" round bar ?
[11:29:35] <Jymmm> cannon!
[11:29:51] <Jymmm> shoulder lanuched!
[11:29:55] <jdh> you don't have to have a need for something if it is cheap
[11:30:02] <jdh> just space to store it and cash
[11:30:27] <Connor> jdh: Yea, that gets me in trouble with the wife.. the car port needs a major clean out.. :(
[11:30:55] <Jymmm> free ins't necessarily cheap.
[11:31:24] <jdh> I have 40-something scuba tanks
[11:31:55] <jdh> after a while, she doesn't even notice new ones.
[11:31:59] <SpeedEvil> jdh: saving up in case the atmoshere goes away?
[11:32:12] <jdh> nah, they have different purposes.
[11:32:14] <pcw_home_> lair82: for OPTO 22 you can use a 7I69 or 7I90 for 48 or 72 I/O (2 or 3 racks)
[11:32:16] <pcw_home_> (OPTO22 racks are common on Ebay)
[11:32:45] <pcw_home_> or 7I80 HD direct if its enough I/O
[11:34:36] <archivist> jdh rules for collecting
http://users.xplornet.com/~jackson5/shed/rules.html
[11:34:36] <SpeedEvil> jdh: Oh - I get it - you want one of every single gas.
[11:36:06] <Jymmm> jdh: Are they like wine barrels, cut them in half and turn them into planters? Might be nice to line a walkway with =)
[11:38:02] <PetefromTn_> at some point that will be about all they are worth north of scrap.
[11:38:30] <Connor> I have 2 Steel tanks.. God knows how old they are.
[11:38:45] <Connor> They need hydro tested.. Probably won't pass.
[11:39:07] <Jymmm> Connor: iirc jdh refills his own tanks.
[11:39:48] <Connor> I plan on using scuba tanks for my power draw bar.. I have a puny compressor.. and hate the noise.
[11:40:08] <Jymmm> why scuba?
[11:40:51] <Connor> High volumn small space.
[11:41:10] <Connor> I had a regulator and the tanks too.
[11:41:24] <Jymmm> I mean tcompared to nitrogen tank
[11:41:38] <Connor> again, I used what I had.
[11:41:49] <Jymmm> oh I missed that part
[11:42:41] <Jymmm> I dont even have a compressor, just a 40cf nitrogen tank. about $19 exhange
[11:42:50] <jdh> SpeedEvil: yeah, I rarely use them (they are bailout bottels) so I keep depth-ranged gases
[11:46:44] <SpeedEvil> Ah.
[11:50:54] <cox> Hawku: Did you do more tests, did you find a max speed?
[11:53:04] <lair82> pcw_home_ skunkworks Looking at them, the Opto22 stuff, it looks appetizing but, I think it will be cheaper just to flip my inputs to 24VDC, and go with the 7i70 cards. I am still going to run a 7i80HD though, out to my 7i44 and 7i49.
[11:54:16] <lair82> It's a lot cheaper that way.
[12:01:34] <jdh> archivist: those rules are pretty good. I use some variants of them now.
[12:13:15] <archivist> jdh I use the "dont have a wife" rule :)
[12:16:32] <jdh> I guess that works too!
[12:16:54] <jdh> err... nevermind, I've seen pics of your workspaces, that's teh only thing that would work.
[12:21:41] <skunkworks> lair82, we went ebay...
[12:22:26] <PetefromTn_> Anybody here machine any picatinny or weaver scope rails?
[13:09:40] <ssi> hrm
[13:13:12] <Hawku> cox: haven't tested max speed yet. just got the spindle running with watercooling
[13:13:49] <jdh> do you have spindle on/off/speed?
[13:14:12] <ssi> where the heck'd pete go
[13:14:25] <cox> Hawku: jdh good question
[13:14:28] <ssi> Connor: were you involved in wiring up pete's spindle?
[13:15:02] <Connor> Kinda
[13:15:03] <Connor> why ?
[13:15:17] <ssi> wondering what the wiring was like coming off the motor
[13:15:22] <ssi> I gutted my electronics cabinet yesterday
[13:15:31] <ssi> and there's three fat wires and three skinny wires coming from the spindle
[13:15:36] <ssi> which smells of hall effects to me :D
[13:15:42] <ssi> my spindle might be a servo, rather than an induction motor
[13:15:44] <ssi> which'd be great
[13:15:57] <Connor> I don't think his had that
[13:16:05] <ssi> yea, an induction motor shouldn't
[13:16:17] <ssi> I'm digging through the wiring book now to see if I can track down what they are
[13:16:25] <Hawku> jdh: not yet. there is hy_vfd plugin for linuxcnc, but i don't have rs485 adapter yet
[13:16:31] <ssi> I need to pull the spindle cover and try to get a dataplate, but it won't happen right away
[13:19:27] <ssi> haha I think those three wires might be for a 3 phase fan :P
[13:52:51] <ssi> pcw_home_: I'm digging through my box of 7400 series DIP parts looking for bits to cobble up a prototype cpld interface
[13:53:04] <ssi> I found 7414 parts, but no 74HC14 :/
[13:53:10] <ssi> about to go through the LS bag
[13:53:34] <ssi> eh LS isn't gonna help me either is it
[13:55:32] <ssi> what about 4000 series
[13:56:10] <ssi> 4106 would be a hex schmitt trigger
[14:00:36] <Tom_itx> ssi, what are you trying to make?
[14:01:04] <ssi> trying to condition 5V ttl encoder signals for a cpld input
[14:02:03] <Tom_itx> they're not square wave already?
[14:02:08] <ssi> yeah they are
[14:02:14] <Tom_itx> add pullups if they're open collector
[14:02:18] <ssi> but I'm not sure the cpld is 5v tolerant :)
[14:02:33] <Tom_itx> add a resistor
[14:04:04] <ssi> ooh I just discovered a whole bag of 74LS14s
[14:06:02] <SpeedEvil> :)?
[14:24:33] <ssi> yeah the input edges are actually pretty square
[14:36:31] <PCW> RC+Schmitt is for filtering (the motor environment is very dirty electrically)
[14:37:01] <PCW> CPLDs typically barf badly on hashy inputs
[14:37:32] <PCW> especially ones that power up on input edges
[14:37:50] <ssi> yeah
[14:38:07] <ssi> what I'm doing right now is a 7414 schmitt on the front end, which gives me filtering but not level shift
[14:38:22] <ssi> and then a 74HC241 octal buffer for level shift
[14:38:29] <PCW> 74HC14 can run at 3.3V (but not HCT14)
[14:38:31] <ssi> it's not ideal, but it's what I have in DIP form on hand for testing :)
[14:39:15] <ssi> then I have some 7407 open collector drivers that I'm gonna try for driving the hall inputs
[14:39:19] <PCW> 14 should be fine, output may need series resistor if CPLD is not 5V tolerant
[14:39:42] <ssi> how does one determine the value of said resistor?
[14:39:56] <ssi> input impedance of the cpld io I guess?
[14:40:15] <PCW> depends on CPLD (does it have clamp diodes to 3.3v?)
[14:40:19] <ssi> not sure yet
[14:40:22] <ssi> it's an altera part
[14:40:25] <ssi> devkit a friend had on hand
[14:40:35] <PCW> what CPLD?
[14:40:50] <ssi> max V
[14:40:52] <PCW> Oh not up on A parts
[14:41:00] <ssi> you and me both :)
[14:41:16] <ssi> think I'd be better off using my spartan3 devkit for prototyping?
[14:41:26] <ssi> it has a breadboard attached
[14:41:29] <ssi> might save me some headache
[14:44:05] <PCW> FPGA is a bit overkill for one 16 deep x 3 bit wide ROM
[14:45:15] <PCW> heck a decent sized GAL would do (assuming they still made them)
[14:45:30] <ssi> the finished product won't be an fpga
[14:45:41] <ssi> I just want to nail down the interface hardware and write some preliminary code
[14:46:12] <ssi> lots of bootstrapping in a project like this :P
[14:59:28] <_methods> ahhhh finally the pinnacle of 3d printer tech has been achieved
[14:59:30] <_methods> http://gizmodo.com/3d-printed-machine-gun-folds-and-shoots-endless-paper-a-1643881008
[14:59:57] <ssi> hahahah
[15:00:38] <ink> lol awesome
[15:00:56] <ssi> germans... man
[15:01:00] <_methods> heheh
[15:10:00] <PetefromTn_> ya know that is kinda corny but it must have taken quite some work and time to figure out how exactly to make that work LOL... pretty complex really.
[15:12:50] <ssi> jesus H christ
[15:12:58] <ssi> 6 gigabytes to install ISE webpack?
[15:13:53] <jdh> 5.2GB are teh terms and conditions you have to agree to
[15:14:19] <ssi> I can't even download it because its "Download manager" doesn't work
[15:14:26] <ssi> why are big companies all so stuck in the past
[15:15:25] <ink> PetefromTn_: the airplane folder was a preexisting thing
[15:15:39] <ink> 3d printing it, especially in gun format, is new
[15:16:09] <PetefromTn_> really never seen one before.
[15:16:14] <PetefromTn_> cool nonetheless..
[15:16:44] <ink> http://i.imgur.com/w4xzN4H.gif <-- this one
[15:20:08] <PetefromTn_> interesting. cool looks like it took some thought to get that to work correctly. I wonder if they can make the real pointy ones like I used to make in school LOL...
[15:22:45] <ssi> PetefromTn_: The Great Scrubbing started yesterday
[15:22:45] <ink> hehehe
[15:22:55] <ssi> I thought that the saddle was rusted; turns out it's not
[15:23:04] <ssi> it was just covered in this mud/cement mixture of dried up rusted chips
[15:23:22] <PetefromTn_> LOL Man do I know what that is like...
[15:23:40] <ssi> heheh
[15:23:52] <ssi> I'm so tired of getting covered in little needly steel chips
[15:23:56] <PetefromTn_> I was really surprised to find that there was nice clean almost new looking Grey industrial paint underneath it.
[15:24:04] <ssi> mine's not quite that nice
[15:24:05] <ssi> heh
[15:24:11] <PetefromTn_> steel chips suck...
[15:24:21] <_methods> stainless chips/needles suck
[15:24:33] <PetefromTn_> they find every entrance thru your clothing and into your flesh without provocation....
[15:24:37] <ssi> yep
[15:24:45] <PetefromTn_> I think they actually enjoy it.
[15:24:46] <_methods> ugh in the sox
[15:24:52] <PetefromTn_> sinister little bastards..
[15:24:57] <PetefromTn_> ;)
[15:34:22] <_methods> http://www.vouwbad.nl/dd_press/
[15:34:33] <_methods> looks like a delta had sex with a delta
[15:35:03] <PetefromTn_> I still have a little more cleaning to do on the toolchanger area of the machine. I had some degreaser that seemed to work pretty good.
[15:35:09] <ink> whoa
[15:35:22] <ink> that is awesome
[15:36:43] <_methods> http://www.youtube.com/watch?v=bnRF_SKKLgc
[15:39:11] <PetefromTn_> interesting but it kinda looks very flimsy to me for some reason. I am sure it could probably be built more rigid for certain applications.
[15:41:25] <_methods> i just thought it was kinda funny
[15:41:36] <_methods> i'm sure they will make a 3d printer out of it
[15:41:41] <_methods> then add a milling head
[15:41:45] <_methods> and sell it for $3k
[15:41:50] <PetefromTn_> Anyone got any recommendations for a nice single flute threadmill that can be most useful for the max thread options? I need to get one for an upcoming project possibly...
[15:42:10] <_methods> like a singlepoint thread mill?
[15:42:11] <PetefromTn_> yeah and I hear they make a 3d printer now out of maccaroni noodles too..
[15:42:15] <PetefromTn_> yeah
[15:42:26] <_methods> boring bar with threading insert
[15:42:29] <PetefromTn_> I don't want to mess with the insert type just yet.
[15:42:34] <_methods> then helical interpolate
[15:42:42] <PetefromTn_> huh not a bad idea.
[15:42:50] <_methods> i do it for odd large taps
[15:43:05] <_methods> so we don't have to buy 2in tap for 2 parts or whatever
[15:43:10] <_methods> it's time consuming
[15:43:16] <_methods> but for one offs it works fine
[15:43:28] <PetefromTn_> I have a boring bar I seldom use for my lathe that has a square insert setup.
[15:43:46] <PetefromTn_> It might work for a custom ground 60 degree HSS cutter maybe
[15:43:54] <_methods> yeah get you a 60deg insert
[15:43:57] <_methods> and go to town
[15:44:11] <_methods> nice cause you can but acme threads or whatever with that kind of set up
[15:44:11] <PetefromTn_> I cannot remember what the square insert diameter is.
[15:44:20] <_methods> strange thread forms
[15:44:49] <_methods> and tapered threads
[15:45:11] <PetefromTn_> http://acimg.auctivacommerce.com/imgdata/0/0/9/9/3/3/webimg/840788.jpg
[15:45:22] <PetefromTn_> I have an old one of those I seldom use anymore in the lathe.
[15:45:24] <_methods> use a shallow step to helical bore the tapered thread to nom
[15:45:42] <PetefromTn_> it was a cheapie but it might work for this application.
[15:45:44] <_methods> you can get as smooth of a tapered hole as you want for the job
[15:46:35] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=catshow&ref=multicat_SF_THREADMILL&utm_campaign=october2014newsletter&utm_source=newsletter&utm_medium=email&utm_content=pic_threadmills
[15:46:46] <PetefromTn_> was looking at those but they sure are proud of them..
[15:47:33] <_methods> i mean if it's a real job with some qty i get the real deal
[15:47:39] <_methods> i just single point shit in a bind
[15:47:48] <PetefromTn_> exactly..
[15:47:53] <PetefromTn_> this is for a prototype.
[15:48:01] <_methods> hell yeah single point it
[15:48:03] <PetefromTn_> plus I just want to experiment more with threadmilling.
[15:48:18] <_methods> yeah just get you a 60deg insert
[15:48:37] <_methods> there are like 3 insert cutters you can get so you can hog
[15:49:00] <PetefromTn_> seems like that tormach cutter style has multi flutes so it might be able to feed faster than a single point single flute cutter
[15:49:05] <_methods> yeah
[15:49:18] <_methods> if you get 3 inserts goin you can thread pretty fast
[15:49:35] <PetefromTn_> 3 inserts?
[16:01:59] * JT-Shop notes only one more hand rail to fab up
[16:05:50] <ssi> PetefromTn_: have you done any actual rigid tapping in metal yet?
[16:06:04] <PetefromTn_> no not yet... why
[16:06:40] <PetefromTn_> been working on some rail designs I have orders for that are different from the ones I made recently.
[16:06:44] <ssi> just curious
[16:06:56] <PetefromTn_> Also just finished the prototype rail for the Short Steyr model.
[16:07:14] <PetefromTn_> Gotta get some screws for that and champfer the holes for the flathead capscrews.
[16:07:38] <PetefromTn_> Hopefully they will sell well here and it is just another product I can offer.
[16:07:48] <PetefromTn_> But I need to get the rigid tapping tested out.
[16:08:02] <JT-Shop> that is always fun the first time
[16:08:03] <PetefromTn_> I honestly have little doubt it will work after our short testing
[16:08:27] <ssi> yeah it should work fine
[16:08:34] <ssi> once we got past the mm vs inch hurdle :)
[16:08:48] <PetefromTn_> The other issue is I am trying to figure out how to get my CAM to output the proper code sequence to use it in a program.
[16:09:04] <PetefromTn_> The G33.1 in lieu of the G84.2 or whatever it is...
[16:09:39] <ssi> so I have a test circuit rigged up to do the commutation translation
[16:09:56] <ssi> waiting on the massive stupid webpack download to finish so I can get it installed and start writing hdl to make it happen
[16:10:06] <PetefromTn_> good luck with it.
[16:10:09] <ssi> then I can hook up the drive and verify that it's getting valid hall states
[16:10:22] <ssi> then I can whip up a board layout and get it submitted to china
[16:10:29] <ssi> hopefully by the end of next week I'll have them back and built
[16:10:29] <PetefromTn_> HUH?
[16:10:51] <PetefromTn_> are you not going to design and built it yourself? I thought you only needed three.
[16:10:57] <ssi> yeah I am
[16:11:00] <ssi> but I'm not going to make the pcbs myself
[16:11:32] <ssi> https://pbs.twimg.com/media/Bzc-0yAIUAAt3OH.jpg:large
[16:12:18] <_methods> yeah a 3insert cutter
[16:12:22] <_methods> you can hog with one
[16:12:29] <_methods> like a 60 deg sandvik umax
[16:12:59] <_methods> mad for chamfering
[16:13:07] <_methods> made
[16:13:13] <_methods> http://www2.coromant.sandvik.com/coromant/pdf/Metalworking_Products_061/main_d_24.pdf
[16:13:38] <PetefromTn_> Nice how much is that bad boy..
[16:13:50] <_methods> $300?
[16:13:53] <_methods> not sure
[16:14:07] <_methods> inserts are probably $10/ea or so
[16:14:41] <_methods> you won't be able to thread too deep with it though
[16:14:54] <_methods> unless you turn the holder down
[16:15:06] <_methods> just something to beware of
[16:15:14] <_methods> i'd just use a boring bar and single point it
[16:17:13] <JT-Shop> I really should finish this last stair rail so I can cart this pile down to the powder coater in the morning
[16:20:04] <_methods> those umax's will chamfer like mofo's though
[16:20:15] <_methods> if you have a lot of heavy chamfering that's your huckleberry
[16:20:25] <PetefromTn_> you would laugh at the champfer cutter I am using now.
[16:20:34] <PetefromTn_> but it leaves a nice finish LOL
[16:20:57] <_methods> yeah sometimes you just gotta deal with it
[16:21:10] <PetefromTn_> It is actually a quarter inch carbide tipped router bit with a 3/8 inch head diameter...
[16:21:14] <_methods> but if you have a part you need to do a lot of large chamferin on
[16:21:29] <_methods> that monkey will rip it off
[16:21:31] <PetefromTn_> all the parts I make have lots of champfering on them.
[16:21:54] <_methods> everede makes great chamfer tools too
[16:22:10] <_methods> i use the everede nine for spot drillin and chamfering
[16:22:45] <_methods> http://everede.net/nine9_2013_ncsd_n9mt11t3.html
[16:23:23] <PetefromTn_> you mean evereade ninety? as in degrees/
[16:23:34] <_methods> yeah
[16:23:42] <PetefromTn_> those look just like what we used in the shop I worked in they work quite well.
[16:23:54] <_methods> yeah
[16:23:56] <PetefromTn_> sometimes we just used a single flute spot drill tool too...
[16:24:31] <_methods> yeah we used these since they are indexable
[16:24:45] <_methods> operators can just flip the insert and keep on rolling
[16:25:08] <_methods> http://everede.net/nine9_2013_ncsd_n9mt1704.html
[16:25:12] <_methods> that one is bigger
[16:25:31] <_methods> dmax is .866"
[16:25:43] <_methods> that will chamfer most holes
[16:27:35] <PetefromTn_> http://imgur.com/XMdvrdL My latest prototype rail....
[16:28:06] <PetefromTn_> how deep do you usually program it? depending on the size of the feature?
[16:28:15] <_methods> yeah
[16:28:22] <_methods> depends on what size csink i need
[16:28:27] <_methods> it will take it
[16:28:46] <PetefromTn_> That is actually as machined still needs deburring and more brushed finishing..
[16:28:53] <_methods> feeds and speeds on it are pretty beast
[16:29:21] <_methods> oh yeah that thing is all chamfered up
[16:29:30] <PetefromTn_> lets say you want a .050 face champfer around the edge of a part...
[16:29:46] <PetefromTn_> like the one I just posted..
[16:30:01] <PetefromTn_> how would you program that with your cutter just out of curiosity?
[16:30:13] <_methods> well i've done it several ways
[16:30:20] <_methods> depends on the shop i'm at
[16:30:29] <_methods> some people want to you to go centerline
[16:30:36] <_methods> then they offset at the tool table
[16:30:45] <_methods> some people want you to program it offset
[16:30:51] <_methods> i just kinda go with the flow
[16:30:57] <PetefromTn_> I program offset 1/8 inch
[16:31:13] <PetefromTn_> then play with depth offset to arrive at the champfer width I need.
[16:31:16] <_methods> yeah
[16:31:37] <_methods> i'll usually program it to nominal depth then take the path the shop standard is
[16:31:43] <_methods> offset or centerline
[16:32:04] <PetefromTn_> thats another problem I am having is getting my CAM to use the proper wording for tool cutter compensation for linuxCNC to work...
[16:32:19] <_methods> why what's it doing?
[16:32:28] <_methods> kickin out the wrong D?
[16:32:42] <PetefromTn_> well so far I have yet to get cutter compensation to work with linuxCNC via code.
[16:32:49] <_methods> really?
[16:32:53] <PetefromTn_> yeah it sucks.
[16:33:05] <_methods> so what is it doing?
[16:33:11] <_methods> just going centerline?
[16:33:12] <PetefromTn_> I would really love to be able to adjust comp at the machine
[16:33:19] <_methods> you should be able to
[16:33:27] <_methods> is cutter comp working at all?
[16:33:29] <PetefromTn_> well I program the tool edge in my cam software..
[16:33:48] <PetefromTn_> so comp is taken care of with the CAM program
[16:33:49] <_methods> well kick me an example program
[16:33:52] <_methods> ahhhhh
[16:34:01] <PetefromTn_> but I would like to be able to adjust at the machine
[16:34:04] <_methods> so it's not kickin you a g41
[16:34:16] <PetefromTn_> no it does but it is not worded properly.
[16:34:31] <PetefromTn_> gotta play with my post I guess.
[16:34:33] <_methods> how is it wording it?
[16:34:40] <_methods> yeah you'll probably need to adjust your post
[16:34:52] <_methods> i use a standard fanuc 3 axis post for my stuff in linuxcnc
[16:34:58] <PetefromTn_> much like how linuxCNC uses G33.1 instead of G84 for rigid tapping... my cam does not do it that way...
[16:35:12] <_methods> yeah you'll need to edit your post
[16:35:16] <PetefromTn_> I do not have a high priced cam.
[16:35:25] <_methods> can you edit your post at all?
[16:35:37] <_methods> you using bobcad or something?
[16:35:39] <PetefromTn_> so it is limited and while it will do whatever you want you have to make and customize the post.
[16:35:50] <PetefromTn_> nope not even bobcam
[16:35:53] <_methods> well that's good so you can customize the post
[16:35:57] <PetefromTn_> CamBam...
[16:35:59] <_methods> kk
[16:36:16] <PetefromTn_> yeah it is totally customizable but it is something I have not been able to get working so far.
[16:36:22] <PetefromTn_> I am NOT a programmer type... LOL
[16:36:33] <_methods> are you using the emc2 post?
[16:36:42] <PetefromTn_> I can MAKE anything just don't ask me to program it...
[16:36:53] <PetefromTn_> yeah only its been highly modified.
[16:36:59] <_methods> ahh
[16:37:14] <PetefromTn_> the EMC2 post was very dumbed down initially from what I saw.
[16:37:34] <PetefromTn_> even in Sheetcam which I used before tho rigid tapping support is included.
[16:37:45] <_methods> the post editin looks pretty straight forward
[16:37:51] <PetefromTn_> not even sure if cutter comp is included.
[16:38:03] <PetefromTn_> yeah if you are a programmer type it does LOL..
[16:38:13] <_methods> hahah
[16:38:24] <PetefromTn_> I need to ante up and buy a pro level CAM software somehow...
[16:45:38] <Deejay> gn8
[16:52:32] <Tom_itx> PetefromTn_ it will pay for itself in no time
[16:52:45] <Tom_itx> and it will be one less headache for you
[16:53:35] <PetefromTn_> sure..
[16:53:40] <PetefromTn_> just need to find the coin.
[16:53:46] <PetefromTn_> which is NOT easy right now.
[16:54:27] <Jymmm> PetefromTn_: Get yurself some fishnet stockings, high heels, and...
[16:54:47] <PetefromTn_> naah I am not sexy whatsoever unless you are a babe...
[16:54:51] <PetefromTn_> ;)
[16:55:48] <Jymmm> PetefromTn_: Everybody is a type to somebody =)
[16:56:07] <PetefromTn_> everybody except you Jymm hehe
[16:56:30] <Jymmm> PetefromTn_: yep, you're right.
[16:56:48] <PetefromTn_> just bustin yer chops man..
[16:57:00] <PetefromTn_> I WISH I could afford Mastercam.
[16:57:07] <PetefromTn_> it kicks ass...
[16:58:18] <ssi> how much does it actually cost?
[16:58:30] <PetefromTn_> no idea..
[16:58:36] <ssi> :P
[16:58:37] <PetefromTn_> I am sure it is more than I have tho..
[16:58:46] <ssi> i'm sure
[16:58:51] <ssi> but: 17:33 < Tom_itx> PetefromTn_ it will pay for itself in no time
[16:58:58] <ssi> my understanding is it's five figures or better
[16:59:12] <ssi> unless you're actually a pro machineshop running parts for money every day, I dunno about paying for itself in "no time"
[17:00:15] <PetefromTn_> the programming I did with it in the two shops I worked in recently showed me enough to know it is worth every penny if you are able to make money with your parts... I am not at that level yet but working on it...
[17:00:31] <ssi> right
[17:00:53] <ssi> so what does one do if one doesn't have 100k/yr revenue from machinework?
[17:01:12] <PetefromTn_> beg?
[17:01:15] <PetefromTn_> LOL
[17:01:15] <_methods> you might be able to get 2 axis mastercam i think for like $5k
[17:01:55] <PetefromTn_> this is why I use CamBam... it is not perfect but it has allowed me to make a lot of parts that come out pretty nice...
[17:02:28] <PetefromTn_> If I can get it to output rigid tapping and the proper cutter comp code it would be reasonably decent for most parts I would need to make.
[17:02:48] <PetefromTn_> it's not mastercam but it is also only like $200.00
[17:03:15] <PetefromTn_> I looked seriously at Bobcad Cam
[17:03:27] <ssi> man I'd pay $200 in a heartbeat for something that worked reasonably well and ran on osx
[17:03:29] <PetefromTn_> it is a lot more resonable and can do most of what I need.
[17:03:30] <_methods> Cutter radius compensation. Note: CamBam does not currently calculate radius compensation codes for toolpaths.
[17:03:34] <_methods> wtf does that mean?
[17:03:47] <PetefromTn_> just exactly what it says I guess LOL
[17:04:01] <ssi> _methods: linuxcnc can do radius compensation for you, so that's not the end of the world
[17:04:01] <_methods> calculate radius compensation codes?
[17:04:28] <PetefromTn_> it has been awhile since I messed with trying it...
[17:04:54] <_methods> does taht mean if you tell it to use cutter comp it won't calculate the offset path?
[17:04:56] <PetefromTn_> after I could not get the machine to recognize the code I gave up and just have been using computer compensation.
[17:05:08] <_methods> but you said you're using it now to output the offset path right?
[17:05:43] <PetefromTn_> no what I am doing is programming the cutter edge and using the cutter diameter settings in cambam to get the toolpath I need.
[17:06:03] <PetefromTn_> basically just like sheetcam does etc..
[17:06:28] <ssi> using cutter radius compensation in linuxcnc might actually be better in the long run
[17:06:38] <_methods> yeah i program tool edge also but use wear comp
[17:06:38] <ssi> because then you can update your tool table for wear offsets and not have to regenerate gcode
[17:06:40] <PetefromTn_> Bobcad Cam is supposed to be decent I know a fellow who has a shop local to me that uses it and likes it.
[17:06:50] <_methods> that way i don't have to enter tool dia in tool tables
[17:07:00] <ssi> _methods: you use wear comp in cam?
[17:07:02] <_methods> then i just have to input wear values for my offsets
[17:07:11] <_methods> yes
[17:07:24] <PetefromTn_> aah that would be perfect but I have not been able to make it work so far..
[17:08:00] <_methods> it can burn you if you switch to a much larger tool
[17:08:06] <_methods> you can get cutter comp errors
[17:08:18] <_methods> but it's one less thing to enter and screw up
[17:09:32] <_methods> i try to remove as many variables as possible lol
[17:10:02] <PetefromTn_> do you run a CNC mill that uses linuxCNC?
[17:10:10] <_methods> nah just at home
[17:10:18] <_methods> i have a little mini mill i mess with
[17:10:22] <PetefromTn_> and do you use comp at home..>
[17:10:25] <_methods> yeah
[17:10:28] <_methods> i've used comp
[17:11:47] <PetefromTn_> do you have a working bit of code that uses comp?
[17:11:58] <_methods> hrmm
[17:12:08] <_methods> i'd kick some out but i need to reinstall mastercam
[17:12:14] <_methods> hold on
[17:12:28] <PetefromTn_> well I meant something you ran that actually worked with cutter compensation..
[17:12:37] <_methods> yeah let me look real quick
[17:12:46] <ssi> PetefromTn_: I've used cutter comp in linuxcnc on lathes
[17:12:56] <ssi> it's absolutely necessary there if you cut tapers or arcs
[17:13:03] <PetefromTn_> I am sure..
[17:13:25] <PetefromTn_> like I said I have yet to be able to get it working so I wanted to see some working code that uses it for syntax
[17:13:34] <PetefromTn_> maybe I can figure out what I am doing wrong here.
[17:13:55] <ssi> if I were you I'd just handwrite a simple program and play with it
[17:14:01] <_methods> http://pastebin.com/5W60yrEn
[17:14:05] <_methods> kinda long program
[17:16:10] <PetefromTn_> OK thanks.
[17:16:27] <PetefromTn_> Does not look all that different from what I was posting but I need to look at it closer.
[17:16:46] <_methods> yeah i mean it should basically be g41 d1 then move
[17:16:58] <PetefromTn_> yeah.
[17:17:00] <_methods> G41/42 D#
[17:17:22] <PetefromTn_> there was some question on what line the move was on or rather the lead in move actually.
[17:17:29] <_methods> now i think linuxcnc might have been kinda funny about where i started my cutter comp
[17:17:32] <PetefromTn_> apparently the lead in move must be some certain length
[17:17:35] <_methods> yeah
[17:17:42] <_methods> it has to be larger than the comp amount
[17:17:49] <_methods> so that's another reason i use wear comp
[17:17:55] <PetefromTn_> which for me will be a problem sometimes in these tighter inside contours.
[17:17:56] <_methods> i can kinda cheat that start distance
[17:17:58] <Tom_itx> ssi when i got my cad cam it paid for itself in a year
[17:18:23] <PetefromTn_> Tom_itx How did you pay for it in a year?
[17:18:43] <Tom_itx> programming parts
[17:18:53] <Tom_itx> for hire
[17:19:01] <PetefromTn_> was this when you worked with your friend or whatever in that large shop?
[17:19:05] <Tom_itx> yes
[17:19:14] <PetefromTn_> well that is understandable then.
[17:19:19] <Tom_itx> and a couple other smaller shops
[17:19:50] <Tom_itx> yeah if you don't have the parts to make it may not be _as_ worth it...
[17:19:52] <PetefromTn_> There is no question a pro level cam will expedite things and make much more efficient toolpaths which spells money.
[17:20:08] <Tom_itx> expect to pay around 8k or more
[17:20:26] <Tom_itx> i gave 6 probably 20 yrs ago
[17:20:52] <ssi> and you still use the same 20 year old version?
[17:20:57] <Tom_itx> i do
[17:21:03] <Tom_itx> and it still cuts 3d parts
[17:21:20] <Tom_itx> i'd love to have the latest and greatest but it's not worth it for me now
[17:21:30] <Tom_itx> since all i have is a sherline
[17:21:58] <Tom_itx> ssi, the first one i got was a dos platform
[17:21:59] <Tom_itx> :D
[17:21:59] <PetefromTn_> you have onecnc right?
[17:22:09] <Tom_itx> ?
[17:22:12] <Tom_itx> i have smartcam
[17:22:17] <PetefromTn_> oh yeah sorry.
[17:22:24] <Tom_itx> it's very similar to mastercam
[17:22:25] <PetefromTn_> I confused you with someone else.
[17:22:41] <Tom_itx> at the time it had better features
[17:23:32] <ssi> I wish I had more time
[17:23:36] <ssi> I really need to just write my own cam
[17:23:53] <PetefromTn_> Seems like a low end seat of Solidworks and HSM works is a very reasonable option.
[17:24:00] <Tom_itx> <ssi> so what does one do if one doesn't have 100k/yr revenue from machinework?
[17:24:05] <Tom_itx> hire out what you can't do yourself
[17:24:16] <ssi> hire out cam?
[17:24:17] <Tom_itx> that's what my friend did
[17:24:19] <Tom_itx> yes
[17:24:20] <ssi> that sounds counterproductive
[17:24:31] <ssi> while I'm at it
[17:24:35] <ssi> I might as well hire out machine work
[17:24:38] <PetefromTn_> actually that depends a lot on what you are making and in what quantities
[17:24:38] <Tom_itx> it's costly but in production it's part of the part
[17:24:44] <ssi> or just stop making stuff altogether
[17:24:57] <ssi> just be a good little consumer and buy everything from walmart
[17:25:03] <Tom_itx> heh
[17:25:04] <PetefromTn_> if you make a few parts and make tons of them it is a good option.
[17:25:08] <ssi> it's silly for me to resist the way of the world
[17:25:21] <Tom_itx> have you looked at what JT-Shop did?
[17:25:35] <Tom_itx> he's got a decent set of routines you can patch together
[17:25:36] <_methods> http://heekscnc.blogspot.com/
[17:25:43] <ssi> yeah I'm familiar with it
[17:25:45] <_methods> i've used it a bit
[17:25:46] <PetefromTn_> if you are a job shop and make lots of different parts it is way better to get a competent CAD CAM package.
[17:25:51] <ssi> i used the ngcgui stuff on the lathe quite a bit
[17:25:54] <_methods> it works pretty damn good for free
[17:26:04] <ssi> _methods: I would love to try it, but I've never been able to get it to build
[17:26:12] <_methods> really?
[17:26:18] <_methods> i think i just installed it on windows
[17:26:23] <ssi> I don't even windows, bro
[17:26:23] <Tom_itx> ssi, we'd MDI all our lathe parts.. it was hardly worth programming for them
[17:26:25] <PetefromTn_> does it have rigid tapping, 3d toolpath strategies etc?
[17:26:31] <_methods> yeah man
[17:26:36] <Tom_itx> then save the files for future
[17:26:43] <ssi> Tom_itx: if you have a lathe with roughing/finishing cycles, that's a way to go
[17:26:48] <_methods> try it out it's free
[17:26:50] <ssi> sadly, linuxcnc doesn't have them :/
[17:26:54] <_methods> not like you got anything to lose
[17:27:08] <PetefromTn_> just lots of wasted time
[17:27:15] <_methods> https://code.google.com/p/heekscnc/
[17:27:50] <PetefromTn_> last time I looked at it I read it was not going to be supported any further or something
[17:28:01] <PetefromTn_> or rather improved upon.
[17:28:08] <_methods> hmm
[17:28:12] <_methods> maybe i don't know
[17:28:16] <PetefromTn_> maybe it is perfect and I missed out LOL
[17:28:26] <_methods> i was looking for a open source toolpath for my local makerspace
[17:28:39] <_methods> so i did some classes on freecad and heekscnc
[17:28:51] <PetefromTn_> I actually like Freecad...
[17:28:56] <PetefromTn_> it is getting better all the time.
[17:28:57] <_methods> tought how to make a simple rectangle with 4 holeas
[17:29:00] <_methods> and machine it
[17:29:18] <_methods> bah now he's charging $20 for it
[17:29:19] <_methods> nm
[17:29:26] <PetefromTn_> Oh the horror..
[17:29:30] <ssi> for heeks? :P
[17:29:36] <_methods> yeah
[17:29:48] <ssi> oh right I remember discussing this
[17:29:51] <ssi> I said it then, I'll say it now
[17:29:56] <ssi> how does one charge $20 for open source software? :P
[17:30:09] <_methods> yeah you can just compile lol
[17:30:13] <_methods> he gives the source out
[17:30:16] <ssi> in theory
[17:30:19] <ssi> again, it's never built for me :)
[17:30:44] <_methods> heheh
[17:30:52] <ssi> I've pretty much had bad luck with cam all the way around
[17:31:01] <PetefromTn_> I have seen folks sell Bobcad Cam for relatively cheap and it may not be mastercam but it is a decent package apparently.
[17:31:09] <_methods> yeah
[17:31:19] <_methods> for 90% of what people are gonna do
[17:31:22] <_methods> bobcad will do it
[17:31:27] <PetefromTn_> it has 3d and rigid tapping etc etc..
[17:31:36] <_methods> i mean fairly simple 2d toolpaths are all most people do
[17:31:42] <_methods> or want to do
[17:31:53] <PetefromTn_> I have seen last years copies of seats sell for a couple hundred bucks online.. and on craigslist.
[17:32:31] <ssi> $3500 for 3d
[17:32:35] <ssi> $4k for 4d
[17:32:41] <ssi> stupid
[17:32:47] <PetefromTn_> I want to have 3d options as well as cutter compensation and tapping cycles built in or I am not interested in paying for it.
[17:32:49] <_methods> so it travles in time?
[17:32:55] <_methods> isnt' the 4th dimension time?
[17:33:08] <_methods> i need that 4d package
[17:33:10] <ssi> I'm not interested in paying thousands of dollars for anything I can't run natively
[17:33:15] <Tom_itx> maybe he meant multi axis
[17:33:16] <PetefromTn_> no the fourth dimension is where I go when my wife is nagging at me..
[17:33:18] <ssi> 4th axis
[17:33:22] <_methods> hahah
[17:33:37] <PetefromTn_> what price is that for?
[17:33:58] <ssi> huh?
[17:34:11] <PetefromTn_> the prices you just posted are for what package?
[17:34:19] <ssi> bobcad cam
[17:34:37] <PetefromTn_> yeah from what I understand if you call them and haggle they are MUCH less than that generally.
[17:34:51] <ssi> not interested :P
[17:34:59] <PetefromTn_> and you can buy last years copy for much less than that.
[17:35:23] <PetefromTn_> I understand you can pay like a hundred bucks and get some support for older versions too apparently.
[17:35:57] <PetefromTn_> hey like I said it is not mastercam or HSMworks but it is reasonable and my friend has a pro shop here that uses it daily.
[17:36:23] <Tom_itx> http://www.nccs.com/products/ncl.html
[17:36:27] <Tom_itx> there's what ya need
[17:37:43] <PetefromTn_> how much does that cost?
[17:37:57] <Tom_itx> more than i got
[17:38:05] <PetefromTn_> I am sure.
[17:38:11] <PetefromTn_> it is more than i got too
[17:38:41] <ssi> well this is just fantastic
[17:38:51] <PetefromTn_> really for what I do here even a decent seat of Bobcad Cam would work fine.. I am not making anything terribly complex.
[17:39:02] <ssi> I'm so freaking over big companies and their bullshit licensing
[17:39:05] <ssi> I'm trying to use ISE webpack
[17:39:07] <ssi> which is FREE btw
[17:39:09] <PetefromTn_> fourth axis would be nice
[17:39:13] <ssi> but I have to have a license for it
[17:39:17] <ssi> a FREE license mind you
[17:39:20] <Tom_itx> and so is their licensing
[17:39:21] <Tom_itx> yes
[17:39:28] <Tom_itx> they wanna know who you are
[17:39:31] <ssi> and their license generator is broken
[17:39:40] <ssi> when I finally managed to get it to generate a license
[17:39:42] <Tom_itx> i can send you one
[17:39:43] <ssi> it emailed it to me
[17:39:50] <PetefromTn_> I intend to build or buy one for the Cincinatti at some point hopefully soon.
[17:39:50] <ssi> to an email address which currently isn't working at the moment
[17:39:55] <ssi> and I can't change my email address
[17:39:56] <Tom_itx> ssi, ver 14?
[17:39:58] <ssi> yeah
[17:40:33] <ssi> I've been downloading and installing this crap for the last four hours
[17:40:49] <jdh> all for a test?
[17:41:05] <ssi> eh, more than just a test
[17:41:08] <PetefromTn_> He's nothing if not persistent hehe
[17:41:20] <ssi> all to avoid spending thousands of dollars on new motors
[17:42:39] <_methods> i see 4th axis's alot at auctions
[17:42:47] <jdh> oh. I thought you were planning on using a cpld and this was just a test on an fpga
[17:42:48] <_methods> they sell pretty cheap usually
[17:42:50] <PetefromTn_> grab me one cheap man!!
[17:43:11] <PetefromTn_> I need like an 8 incher or so..
[17:43:12] <ssi> jdh: I'll need the same crap for cpld
[17:43:18] <_methods> yeah i was at one auction they had 4 of them that sold for like $2k each
[17:43:31] <PetefromTn_> Oh I thought you said cheap hehehe
[17:43:58] <_methods> haha for a 4th axis that is cheap
[17:44:03] <PetefromTn_> yeah I know..
[17:44:09] <_methods> they're like $10k+ new
[17:44:14] <PetefromTn_> yup
[17:44:25] <_methods> 2 were older haas rotabs
[17:44:26] <PetefromTn_> thats more than I paid for both my cars...
[17:44:32] <_methods> can't remember what the other 2 were
[17:44:39] <_methods> maybe kitagawa's
[17:44:55] <PetefromTn_> I am hoping to find a non working one for a song.
[17:44:56] <ssi> figured out how to change my email on xilinx site
[17:45:03] <ssi> but it goes into endless loop of client certificate popups
[17:45:15] <PetefromTn_> I ALMOST had one awhile back that Connor linked to me for cheap but I thought it was an auction and just started bidding...
[17:45:20] <_methods> all i can say is auction whore
[17:45:36] <_methods> auctions and patience
[17:45:41] <PetefromTn_> it was actually a buy it now apparently for like $300.00
[17:45:44] <_methods> you can build a machine shop for pennies
[17:45:50] <PetefromTn_> what a jackhole I am for missing that deal.
[17:46:00] <PetefromTn_> yeah I know I am doing that...
[17:46:01] <_methods> oh jesus
[17:46:05] <_methods> yeah that hurts
[17:46:17] <PetefromTn_> that's all I have here...pennies LOL
[17:46:25] <_methods> yeah man i just scored a uline vacuum sealer for $300
[17:46:29] <PetefromTn_> sometimes I actually have two I can rub together.
[17:46:40] <PetefromTn_> ;)
[17:46:41] <_methods> the h-1075 lol
[17:47:31] <PetefromTn_> Like right now if I could sell my manual 12x36 asian lathe I can buy a working CNC slantbed lathe not far from me..
[17:48:42] <ssi> FINALLY
[17:48:49] <ssi> got webpack running
[17:56:47] <ssi> this is how my afternoon has gone:
[17:56:48] <ssi> http://i.imgur.com/onmJiHN.gif
[17:57:28] <PetefromTn_> Ooh that does not look good at all man...
[17:57:28] <_methods> yeah
[17:57:29] <_methods> that sux
[17:57:33] <PetefromTn_> I'm sorry for you.
[17:57:37] <ssi> lul
[17:57:53] <_methods> can you say piss test
[17:57:57] <PetefromTn_> looks like a video from Alcoa Aluminum here in
[17:58:31] <PetefromTn_> they have lots of huge crucible pots and make massive ingots like that for delivery to their other local plant.
[17:58:54] <PetefromTn_> I would not be surprised if that video is a safety training video of what NOT to do for their employees
[17:59:03] <ssi> ha this is pretty funny
[17:59:06] <ssi> talking to a friend of mine
[17:59:16] <ssi> he said they had a switch plate in the kitchen that was getting hot to the touch
[17:59:25] <ssi> so he shut down the breaker and removed the switch
[17:59:36] <ssi> and when they turned the breaker back on, they noticed none of the outlets in the garage were working
[17:59:47] <ssi> and discovered that all the outlets in the garage were running through that one switch
[17:59:53] <PetefromTn_> doh!
[17:59:57] <ssi> including the one his Volt charger was plugged into
[17:59:58] <ssi> hahahahahah
[18:00:24] <PetefromTn_> sounds like electicians here in Tennesse musta wired it up
[18:00:30] <PetefromTn_> electricians
[18:01:06] <ssi> and yet you think I need a permit? :D
[18:01:16] <PetefromTn_> you probably do hehe
[18:01:19] <ssi> NEVARRR
[18:01:38] <PetefromTn_> if it was YOUR hangar probably not but who knows.
[18:02:07] <ssi> better to ask forgiveness, etc
[18:02:09] <_methods> meh that's what insurance is for
[18:02:21] <ssi> funny thing is
[18:02:25] <ssi> when I put in the circuit for the mill
[18:02:25] <_methods> pay all that money it's a shame not to use it
[18:02:33] <ssi> I had to rip out and redo a bunch of wiring that was very badly done
[18:02:36] <ssi> probably by a "pro"
[18:02:42] <PetefromTn_> yeah ask them to replace your home built 100k uncompleted aeroplane
[18:02:50] <ssi> speaking of which
[18:02:54] <ssi> I need to pick up builders insurance on that :P
[18:03:11] <ssi> atfer that tornado came through and ripped up a couple hangars I started thinking that might be smart :)
[18:03:58] <PetefromTn_> it was a gorgeous day here today..
[18:04:09] <PetefromTn_> took the kids to the park for awhile.
[18:04:24] <PetefromTn_> it was B-E-A-utiful...
[18:34:16] <ssi> well
[18:34:18] <ssi> I have a good first step
[18:34:31] <ssi> I can spin the motor, and the fanuc commutation signals light up on my status LEDs on the fpga devboard
[18:34:49] <ssi> next to write the lookuptable, and show the generated hall signals on status LEDs as well
[18:35:07] <ssi> then I can assign them out to output pins that are running a 7407 for open collector outputs
[18:35:11] <ssi> then wire up the drive
[18:35:12] <ssi> piece of cake :)
[18:36:06] <Tom_itx> i figured you'd have that done by now...
[18:36:56] <ssi> yeah I've been slow :)
[18:37:06] <ssi> it's been YEARS since I did any hdl
[18:37:18] <ssi> I'm having to re-learn how to do simple crap like pin constraints
[18:40:39] <SpeedEvil> :)
[18:41:23] <ssi> now I just have to figure out exactly where these transitions should happen
[18:41:27] <ssi> they don't correlate exactly
[18:41:35] <ssi> 16 fanuc states vs 6 hall states
[18:50:28] <_methods> i see you're tipping crucible and raise you one molten metal industrial accident
[18:50:31] <_methods> https://www.youtube.com/watch?v=osy2cGfmEAQ
[18:52:10] <PetefromTn_> Dude that is not even freakin' funny.... Amazing nobody died or did they.
[18:52:24] <_methods> no idea
[18:52:38] <_methods> doesn't look like a good place to be hangin out though
[18:52:51] <CaptHindsight> I hate it when that happens
[18:52:59] <Jymmm> "Incredible footage of industrial furnace explosion that showered a manufacturing plant in the Russian city Elektrostal with wave of molten metal. Luckily, no one was seriously injured!"
[18:53:15] <PetefromTn_> I worked in the Alcoa Fire department and we were responsible for fires at their facility there. I went on a couple small one and it is NO joke when metal is burning...
[18:53:38] <Jymmm> PetefromTn_: Ya think?! lol
[18:54:17] <PetefromTn_> yeah I KNOW... crazy hot stuff. Powder chemical extinguishment and mostly just get the hell out of the way until it cools down some...
[18:54:44] <Jymmm> ironic part.... it's sparking and they jsut calmly walk around
[18:54:59] <PetefromTn_> and that was for the smaller fires that happen usually around their heat shielding stuff.
[18:55:29] <Jymmm> The way thefir trailed, I think the sparks hit a gas line or something
[18:56:10] <Jymmm> or maybe that was just the camera reacting to the flashes of the metal
[18:56:13] <_methods> we did a tour of a local alcoa plant when i was taking metallurgy
[18:56:17] <_methods> i was ready to get out of there
[18:56:29] <_methods> make sure you're not carrying any keys
[18:56:30] <Jymmm> _methods: Got Asbestos?
[18:56:31] <_methods> phone
[18:56:42] <_methods> the magnetic fields are nutz
[18:56:45] <Jymmm> _methods: implants =)
[18:56:47] <_methods> yeah
[18:57:00] <_methods> i think they asked us if we had metal fillings
[18:57:18] <Jymmm> _methods: you ever see the magnetic copper?
[18:57:25] <_methods> no
[18:57:33] <_methods> high dollar shit
[18:58:19] <Jymmm> _methods:
https://www.youtube.com/watch?v=E97CYWlALEs
[18:58:58] <_methods> damn that's cool as hell
[18:59:06] <PetefromTn_> yeah that facility is amazing really.
[18:59:13] <Jymmm> _methods: not a mgnet you want in your pocket =)
[18:59:20] <PetefromTn_> were you at the alcoa one or the one down in loudon county?
[18:59:51] <_methods> alcoa at holly hill
[19:00:30] <PetefromTn_> huh not familiar with that one. I know they have quite a few plant locations
[19:01:22] <_methods> sorry mt holly alcoa
[19:03:09] <Jymmm> _methods:
https://www.youtube.com/watch?v=0t8yDnyOaQ8
[19:03:39] <_methods> ugh
[19:03:42] <_methods> can't watch that lol
[19:03:43] <Tecan> https://www.netpipe.ca/paste/?paste=7
[19:03:54] <Jymmm> _methods: watch it (seriously)
[19:04:12] <PetefromTn_> https://www.youtube.com/watch?v=IGJ2jMZ-gaI seen this before but it is pretty cool heh
[19:13:38] <maZer`-> hi all
[19:14:01] <maZer`-> i added in my ini file mdi_command = O<touch-tool> CALL
[19:14:48] <maZer`-> and created a touch-tool.ngc file in nc_files folder, but if i want to call the mdi command linuxcnc tells me unable to open file <touch-tool>
[19:15:28] <maZer`-> the file has 755 permission
[19:16:15] <Jymmm> and the directory it's in has what perms?
[19:16:37] <maZer`-> oh wait i take a look
[19:16:38] <maZer`-> but
[19:16:46] <maZer`-> is ns_files the right directory for this file?
[19:17:25] <maZer`-> also /home/machine/linuxcnc/nc_files
[19:17:33] <maZer`-> i changed directory to 755
[19:18:15] <maZer`-> but still same error :(
[19:20:42] <ssi> ok!
[19:22:19] <maZer`-> i have only specified the user_m_path not the subroutine_path
[19:22:38] <maZer`-> is that enaugh?
[19:23:18] <Tom_itx> is it working?
[19:23:53] <ssi> yeah
[19:23:54] <ssi> at least on the LEDs
[19:24:31] <ssi> https://www.youtube.com/watch?v=gUD5vjv4dZE
[19:24:46] <ssi> left three LEDs are the emulated hall signals
[19:24:55] <ssi> right four LEDs are the fanuc 4 bit greycode
[19:26:32] <Tom_itx> you gonna sell em for $150?
[19:26:37] <ssi> no, $75 ;)
[19:29:21] <ssi> honestly I'll probably put them up for some reasonable markup over cost
[19:29:26] <ssi> like pcw does
[19:30:53] <ssi> they should be pretty cheap to build
[19:30:56] <ssi> on the order of $10 apiece
[19:31:26] <Tom_itx> onboard regulator or powered from one end or the other?
[19:31:43] <ssi> I'm going to pass through the whole feedback system
[19:31:49] <ssi> so it'll use power that's destined for the encoder
[19:32:01] <ssi> and a small 3v3 LDO to power the cpld
[19:34:56] <Tom_itx> MCP1825S-3302E/DB-ND
[19:35:04] <Tom_itx> 500ma
[19:35:10] <ssi> yeah that'd likely be my choice
[19:35:12] <ssi> I've used those on other boards
[19:36:05] <Tom_itx> i've got a tube of em i haven't used yet
[19:41:09] <maZer`-> how can i print a debug information in a mdi-script
[19:42:23] <ssi> cool
[19:42:26] <ssi> got it booting from platform flash
[19:42:32] <ssi> now I can wire it up to the drive in the other room and try it
[19:42:39] <ssi> I guess I should scope the hall outs to make sure they're working
[19:42:48] <Tom_itx> what dev board is that?
[19:43:27] <ssi> old spartan3 devboard
[19:43:33] <ssi> I have a s3e devboard that's a bit nicer
[19:43:36] <ssi> but this one has the breadboard
[19:46:18] <Tom_itx> only bad thing about smt is when you spill the tray...
[19:46:27] <ssi> heheheh
[19:46:31] <ssi> I love smt
[19:46:33] <ssi> never looking back
[19:46:33] <_methods> hehe
[19:46:43] <Tom_itx> i'm working on a batch...
[19:46:48] <ssi> I'm looking forward to spinning this board cause I've been wanting to try laser cutting a mylar stencil
[19:47:00] <ssi> I usually get stainless stencils from a place locally for $100
[19:47:05] <Tom_itx> you need to undercut it a bit
[19:47:09] <_methods> ouch
[19:47:10] <Tom_itx> i'd use kapton
[19:47:21] <ssi> where can I get kapton that's not adhesive?
[19:47:24] <Tom_itx> ever try that guy that does kapton stencils?
[19:47:28] <ssi> nope
[19:47:33] <Tom_itx> it's expensive stuff
[19:47:41] <Tom_itx> like $300 / lb
[19:48:07] <Tom_itx> i've used him quite a few times
[19:48:34] <Tom_itx> gives you a whole sheet worth. i've sent multiple designs on one sheet for $25
[19:49:00] <Tom_itx> http://ohararp.com/stencils/
[19:49:15] <ssi> neat
[19:49:22] <ssi> if I could get my hands on some kapton sheet I'd give it a shot
[19:49:51] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/USBTiny_Mkii/Stencils/stencil_form3.jpg
[19:50:18] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/USBTiny_Mkii/Stencils/stencils.jpg
[19:50:56] <ssi> very nice
[19:50:59] <ssi> you have an oven I assume?
[19:51:15] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/toaster_oven/toaster_oven_index.php
[19:52:09] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/reflow/cooling.jpg
[19:52:42] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/reflow/cooking.JPG
[19:53:19] <ssi> heheh I did the toaster thing for a minute
[19:53:25] <ssi> then I grew a brain and bought a cheap reflow oven :)
[19:53:35] <Tom_itx> i don't do it all the time
[19:53:58] <Tom_itx> but it works good
[20:11:08] <mozmck> I found an old 3 zone oven here a number of years back for $200 and bought it. Only about 5 or 6 feet long and has worked pretty well. Haven't regretted that purchase yet :)
[20:14:48] <Jymmm> mozmck: 6ft long oven? You moonlighting as a crematorium?
[20:16:02] <mozmck> reflow
[20:16:41] <mozmck> It's pretty small as real reflow ovens go, and cheaper than the toaster oven + electronics.
[20:17:45] <Jymmm> moonlighting would hav ebeen a better story =)
[20:18:23] <maZer`-> i have a problem, if i do a touch with g38.2 the touch works very fine. But if i want drive back it stops and tell me that the touch signal is still active :/
[20:20:23] <PetefromTn_> what kinda probe are you using?
[20:20:35] <Tom_itx> check the pin with hal showmethemoney
[20:21:19] <humble_sea_bass> it only returns rabit ears out my pant pockets
[20:21:56] <maZer`-> just a g38.2 command
[20:22:26] <maZer`-> ahh you mean the touch tool? is a electric switch to workpiece
[20:22:28] <PetefromTn_> No I mean what kind of physical probe are you using? Did you make it yourself?
[20:22:45] <Jymmm> Tonight's b-ball game...
http://imgbin.org/index.php?page=image&id=19684
[20:22:45] <Tom_itx> rectal
[20:22:49] <maZer`-> no i baught it its just a gnd contact to machine
[20:22:59] <maZer`-> if noise has gnd contact it switches
[20:23:12] <Tom_itx> debounce
[20:23:40] <PetefromTn_> HOLY CRAP is that for real?
[20:23:41] <maZer`-> debounce? :)
[20:23:50] <Jymmm> PetefromTn_: Sadly, yes!
[20:23:59] <Jymmm> PetefromTn_: Even sadder, ppl will pay it!
[20:24:02] <PetefromTn_> WTF???!!
[20:24:16] <PetefromTn_> ya know honestly that is the part that REALLY pisses me off...
[20:24:38] <Jymmm> PetefromTn_: Yep, I COMPLETELY agree
[20:24:40] <PetefromTn_> I see that all the time people overpay without complaint just because they can..
[20:24:43] <maZer`-> http://www.ebay.de/itm/Elmag-Elektronischer-Kantentaster-/281245847997?pt=Fr%C3%A4sen&hash=item417b8f11bd
[20:24:46] <maZer`-> i have this one
[20:24:58] <PetefromTn_> makes it harder for folks who can't
[20:25:30] <maZer`-> is there a way i can say for this move ignore the touch probe signal?
[20:25:41] <Jymmm> PetefromTn_: If I could, I'd offer valet parking right there for $20
[20:26:09] <PetefromTn_> is that an LED edge finder or some kinda new probe?
[20:26:18] <maZer`-> yes is led edge finder sorry
[20:26:30] <PetefromTn_> I have one of those cheap chinese LED edge finders and I know people wire them up into probes.
[20:26:39] <maZer`-> but i modifed it so i can connect it to probve
[20:26:41] <maZer`-> yes i did same
[20:26:42] <maZer`-> :D
[20:26:44] <PetefromTn_> Jymmm Yeah man do it... I am surprised nobody else has..
[20:26:59] <Jymmm> PetefromTn_: No place to park the cars =)
[20:27:01] <PetefromTn_> Only problem is you cannot really probe Z with it..
[20:27:14] <PetefromTn_> hell for that money they can park on my damn lawn hehe
[20:27:41] <Jymmm> PetefromTn_: Not 50 miles awway you can't
[20:27:53] <Jymmm> PetefromTn_: All buses and trains will be packed tonight too
[20:28:07] <PetefromTn_> at least mine if you were to probe Z with it you had better damn well go REALLY SLOW because any overrun is a crash LOL
[20:28:18] <PetefromTn_> what game is that you are talking about?
[20:28:46] <maZer`-> PetefromTn_ i installed 10mm way for z-axis
[20:29:02] <maZer`-> also a hard spring inside
[20:29:26] <PetefromTn_> so you are relying on flexing of the machine to account for overrun?
[20:29:33] <Jymmm> PetefromTn_: Giants
[20:29:44] <maZer`-> ahm sorry my english is not the best :(
[20:29:57] <maZer`-> but at the moment i try to probe the x axis
[20:30:14] <PetefromTn_> nice
[20:30:24] <PetefromTn_> I want to get probing working on my VMC
[20:30:55] <maZer`-> hm :(
[20:31:12] <maZer`-> but do you know a way to ignore the probe signal if i want move the machine back
[20:31:13] <maZer`-> ?
[20:31:40] <PetefromTn_> I have never setup a probe on a retrofit so unfortunately no.
[20:32:36] <maZer`-> oh ok :/
[20:32:37] <PetefromTn_> I recently started selling some of the products I machine on Ebay..
[20:32:57] <PetefromTn_> and since I have never sold anything there before.
[20:33:12] <PetefromTn_> they HOLD your money for a good while to make sure you toe the line...
[20:33:25] <PetefromTn_> which I understand and I am generally fine with.
[20:33:46] <FinboySlick> PetefromTn_: What sort of stuff are you selling?
[20:33:47] <PetefromTn_> but I sold one part to a guy in Louisiana and the money was available by the end of the week.
[20:33:59] <PetefromTn_> Then I sold one to a fellow in NEw Zealand..
[20:34:18] <PetefromTn_> apparenlty they feel almost 30 days is sufficient for that transaction LOL
[20:34:35] <PetefromTn_> The custom risers I machine.
[20:35:10] <PetefromTn_> whats funny is the shipping to NZ is apparenlty like a week or so but they hold the money for a month... WTF?
[20:35:45] <PetefromTn_> I need to get a website setup to sell my stuff somehow so I don't have to deal with their fees and other BS I suppose.
[20:35:50] <Jymmm> PetefromTn_: SF ATT Park... and the lot is FULL!!!!!
[20:36:05] <PetefromTn_> I used to live in Sacto..
[20:36:24] <PetefromTn_> we used to ride our sportybikes out to San Fransisco and up the PCH a lot.
[20:37:03] <PetefromTn_> I am not surprised that it is packed and there is stupid expensive charges for parking there honestly. EVERYTHING is expensive there.
[20:37:32] <PetefromTn_> Altho I have fond memories of eating some Calamari in Chinatown with some kinda AMAZINGLY DELICIOUS pink sauce...
[20:37:47] <PetefromTn_> It was one of the best tasting things I have ever eaten I think in my life LOL..
[20:38:00] <PetefromTn_> where do you live?
[20:38:04] <FinboySlick> PetefromTn_: Remember though. Castro street is not where the cuban community hangs out.
[20:38:44] <PetefromTn_> My wife loved that place.
[20:39:09] <PetefromTn_> I liked driving down lombard street on our bikes together. Like 20-30 sportbikes it was fun.
[20:39:42] <Jymmm> target practice =)
[20:39:48] <PetefromTn_> I also remember basically RAPING the bay bridge at ludicrous speed felt like a huge long tunnel.....
[20:40:10] <PetefromTn_> We would stay the night at Stinson beach in a friends aunt's house..
[20:40:18] <PetefromTn_> that place was hippy heaven
[20:40:43] <PetefromTn_> and there is a really nice restaurant down by the water there we would eat breakfast at.
[20:41:16] <PetefromTn_> I am sure we annoyed some people there with the bikes but it was lots of fun.
[20:41:47] <PetefromTn_> Jymm do you live in San Fran>
[20:42:43] <zeeshan> YEA baby
[20:42:50] <zeeshan> CNC MILL journey commencing tomorrow
[20:42:57] <zeeshan> 850 miles !
[20:43:46] <zeeshan> it sucks
[20:43:51] <zeeshan> that the weather suddenly got colder
[20:43:54] <zeeshan> :-(
[20:45:43] <jdh> almost time for y'all to start breaking out the igloos
[20:46:05] <zeeshan> yessir
[20:46:22] <zeeshan> igloos and maple syrup will allow us survive
[20:46:25] <zeeshan> this dreadful cold
[21:19:17] <ssi> https://pbs.twimg.com/media/BzeEtgOIIAA1Hiz.jpg:large
[21:19:38] <Connor> ssi: What is that ?
[21:19:49] <ssi> friend of mine is having an extrusion made
[21:19:56] <ssi> and I test cut the profile in acrylic to verify it
[21:20:28] <Connor> Ah. Okay.
[21:20:36] <ssi> btw my commutation converter works
[21:20:47] <Connor> Great! Now you just need to build 3 of them.
[21:20:57] <ssi> yeah I need to layout a pcb and get it started being made
[21:21:24] <Tom_itx> using eagle?
[21:21:27] <Connor> okay, so.. does anyone happen to know the ideal diameter for TTS Style ATC Carousal for 8, 10 and 12 tools ?
[21:21:36] <ssi> Tom_itx: yea
[21:22:14] <Tom_itx> Connor measure the collet holders
[21:22:32] <Tom_itx> leave enough space to hold them
[21:22:47] <Connor> Yea.. I just figured someone had already done that.
[21:23:04] <Tom_itx> anonimasu made a tool changer once
[21:23:11] <PetefromTn_> must be nice to be able to have toolchange WITHOUT orient LOL
[21:23:25] <jdh> ssi: cool
[21:23:36] <Connor> Besides, that's not going to give me the not going to give me the right number.. need to take into account the forks too.
[21:23:43] * Tom_itx goes back to soldering
[21:24:01] <jdh> Connor: draw it up
[21:24:06] <Connor> Sorry, I'm a little Crabby.. wife not feeling good.. but me in a bad mood.
[21:26:03] <Connor> I have enough now I guess I could lay them out in a circular pattern...
[21:28:16] <jdh> 'array' in draftsight
[21:30:11] <Connor> Need to find dxf of the fingers.. someone on the zone did one up
[21:35:27] <Connor> http://www.cnczone.com/forums/attachment.php?attachmentid=190160&d=1372550443
[21:35:32] <Connor> http://www.cnczone.com/forums/benchtop-machines/142674-atc-slide-17.html#post1302432
[21:35:43] <Connor> that's the thread.. Not what I'm looking at..
[22:29:28] <ssi> hrm
[22:32:40] <Connor> ssi: hmm what ?
[22:33:56] <ssi> dunno
[22:34:01] <ssi> trying to figure out how to proceed
[22:34:19] <XXCoder> take a step forward
[22:34:24] <XXCoder> then do it again few times
[22:34:24] <ssi> the hall converter works, and with it I can make the drive enable
[22:34:27] <ssi> in position mode
[22:34:28] <XXCoder> jk heh
[22:34:34] <ssi> and when I try to command a 1 revolution move, as per the manual
[22:34:42] <ssi> it slams hard and faults for overtorque
[22:34:55] <ssi> which is likely due to the fact that I don't have the correct motor parameters!
[22:34:58] <ssi> so we're back to that :)
[22:36:24] <Connor> That sucks.
[22:36:40] <ssi> it may not matter actually
[22:36:45] <ssi> if I can get the values as close as I can
[22:36:53] <ssi> I'm going to be running the drives in velocity mode, not position mode
[22:36:57] <ssi> so they ought to be less sensitive
[22:37:07] <ssi> the whole deal with these drives is you tell them everything about the motors, and it tunes the loops accordingly
[22:37:16] <Connor> Yea. You want to run them in velocity and close loop to linuxcnc
[22:37:18] <XXCoder> you should use half search. first fine a value where it works and value where it doesnt
[22:37:27] <XXCoder> you pick halfway in between
[22:37:32] <ssi> there's too many parameters to do that effectively
[22:37:42] <XXCoder> if it works, pick half between new working and old nonworking and so on
[22:37:46] <XXCoder> oh many. drat
[22:37:51] <ssi> dozens
[22:37:53] <ssi> if not hundreds
[22:38:16] <Connor> How many can be eliminated if you do velocity mode ?
[22:38:24] <ssi> not really sure
[22:40:23] <ssi> ugh I cut that acrylic for Forrest and now the whole house smells like acrylic
[22:43:25] <ssi> Connor: so, since I was able to cobble together a hall state converter today from crap I had lying around the house
[22:43:44] <ssi> now will everyone grant me the fact that I shouldn't have to pay jon elson four hundred fifty freaking dollars for those converters?
[22:43:47] <ssi> :)
[22:44:21] <Connor> Sure. I didn't have a issue with it.. I build stuff when I probably should buy all the time.
[22:44:32] <ssi> pete was giving me crap about it on the phone the other day :P
[22:44:43] <Connor> Ha.
[22:50:21] <humble_sea_bass> PHEW
[22:50:36] <humble_sea_bass> finished my emc2 masterpiece
[22:50:40] <humble_sea_bass> http://i.imgur.com/3NRCVKc.gif
[22:51:09] <ssi> :D
[22:51:22] <Connor> humble_sea_bass: Umm.. okay
[22:51:38] <ssi> I've seen this before
[22:51:40] <ssi> I love it so much.
[23:01:57] <asah> what does the hall state converter do exactly?
[23:02:35] <asah> what drives are you using ssi?
[23:04:31] <ssi> I'm using parker gemini drives
[23:04:38] <ssi> and fanuc model 5 servos
[23:04:52] <ssi> the issue is that the fanuc servos don't have hall effects
[23:05:03] <ssi> instead, they have a proprietary 4 bit greycode commutation track on the encoder
[23:26:05] <ssi> http://media.digikey.com/pdf/Data%20Sheets/Tyco%20Electonics%20AMP%20PDFs/175677_Dwg.pdf
[23:26:12] <ssi> I wish these datasheets would give some indication of the pin numbers
[23:26:25] <ssi> I'm trying to figure out how to pin out an IDC header on the other end to make sure it comes out correct
[23:29:58] <Jymmm> There is an arrow on one pin
[23:30:06] <Jymmm> usually that's pin #1
[23:30:34] <ssi> don't see it on this drawing
[23:30:35] <ssi> plus
[23:30:37] <Jymmm> Then it goes pin 1...25, then 25-50
[23:30:44] <ssi> I'm more concerned about whether pin 2 is across or next to pin 1
[23:30:57] <ssi> cause on the IDC side, pin 2 is across I think
[23:31:02] <Jymmm> Oh, a 50pin amphenola connecotr
[23:31:04] <ssi> which is gonna screw me up
[23:31:26] <Jymmm> look on the connector itself
[23:32:16] <ssi> they're not labeled
[23:32:29] <ssi> the gemini datasheet suggests that pin 2 is next to pin 1
[23:32:45] <ssi> the complexity comes in when you figure how an IDC ribbon cable crimp connector is going to crimp into the ribbon
[23:32:54] <ssi> and how that ribbon corresponds to an IDC header on the other end
[23:33:09] <ssi> cause it's pinned out differently
[23:33:18] <ssi> one side is odd pins, the other side is even pins
[23:33:26] <ssi> but this amp connector, one side is 1-13, the other side is 14-26
[23:33:53] <Jymmm> The are numbered right in the middle
http://i01.i.aliimg.com/img/pb/673/380/556/556380673_707.jpg
[23:34:17] <ssi> that's the amp champ?
[23:34:32] <Jymmm> amphenol yes
[23:34:48] <ssi> amphenol makes a lot of connectors :P
[23:35:06] <ssi> and actually
[23:35:08] <Jymmm> that has been around for over 60 years
[23:35:08] <ssi> amphenol != amp
[23:35:11] <ssi> that's burned me before
[23:35:33] <Jymmm> it was the original office telco connector
[23:36:09] <ssi> I hate to have to order the connectors and wait for them to arrive before I spin the board
[23:36:18] <ssi> if only they could publish reasonable datasheets!
[23:36:44] <Jymmm> There isn't any, as there are different orientations
[23:36:55] <ssi> what?
[23:37:25] <asah> ssi, hey I am using the same motors!
[23:37:31] <ssi> asah: the fanuc red caps?
[23:37:31] <Jymmm> you can flip the cable and reverse the pinout
[23:37:35] <ssi> what are you using for drives?
[23:37:44] <ssi> Jymmm: I think you're fundamentally missing my problem here
[23:37:51] <asah> I hacked the fanuc commutation stuff using mesa
[23:37:59] <asah> yes fanuc red caps
[23:38:01] <ssi> reversing the pinout won't help if one side goes 1, 3, 5 and the other side goes 1, 2, 3
[23:38:13] <asah> I am using mesa amps.
[23:38:16] <ssi> 8i20?
[23:38:20] <ssi> I thought about going that route
[23:38:20] <asah> yes
[23:38:21] <Jymmm> ssi: you are assuming there is a "standard".
[23:38:30] <asah> I am running the commutation through digital io.
[23:38:33] <ssi> but I already have the geminis
[23:38:37] <asah> right.
[23:38:42] <asah> and they require hall?
[23:38:45] <ssi> Jymmm: no, I'm assuming there is NO standard... I'm trying to make sure I get it right
[23:38:48] <asah> and there is your problem. =)
[23:38:49] <ssi> asah: yeah
[23:38:55] <Jymmm> ssi: just buy a SCSI cable and be done with it.
[23:39:06] <ssi> it's not a scsi connector
[23:39:26] <asah> you could use some IO and read them in as fanuc, then use the bldc component to create HALL signals and then push those out.
[23:39:33] <asah> via another set of io.
[23:39:34] <ssi> asah: yeah I considered that too
[23:39:35] <ssi> but it gets messy
[23:39:44] <asah> messier than making your own board. =)
[23:39:48] <ssi> especially since the 7i77 can't output open collector, which is what the hall inputs expect
[23:40:00] <ssi> yeah, messier than making my own board
[23:40:06] <ssi> cause I'd have to make my own board to get the IO going
[23:40:16] <ssi> and this commutation conversion in cpld is actually very very easy
[23:40:18] <asah> alright. I like your spirit.
[23:40:20] <ssi> https://www.youtube.com/watch?v=gUD5vjv4dZE
[23:40:29] <ssi> did that earlier
[23:40:31] <ssi> works on the breadboard
[23:40:36] <ssi> just need to layout a board and spin it
[23:40:44] <ssi> right now I'm just trying to build in some cabling convenience
[23:40:45] <asah> yeah, its a super dumb conversion.
[23:40:47] <asah> cool.
[23:40:52] <ssi> these mini centronics connectors are a hassle
[23:40:57] <ssi> and $$
[23:41:43] <ssi> https://pbs.twimg.com/media/BuT4pqpIYAASPlA.jpg:large
[23:41:47] <ssi> see the connector on the drive?
[23:41:53] <ssi> that's the soldercup version of what I'm working with
[23:42:01] <ssi> it wasn't fun to solder
[23:42:15] <ssi> my goal is to build this board, which will essentially pass thru the entire feedback connector from the motor
[23:42:24] <ssi> and get the IDC ribbon cable version of that connector
[23:42:27] <asah> cool. I had making cables!
[23:42:29] <ssi> so I can quickly crimp together some cables
[23:42:37] <ssi> the board will just have a 26 pin IDC header
[23:42:46] <asah> the worst part about the conversion on my mill was building the feedback and power cables for the three axes.
[23:42:49] <ssi> that'll save me substantial headache
[23:42:56] <asah> sounds nice.
[23:43:00] <ssi> yeah
[23:43:09] <ssi> I jsut have to make sure I get these stupid connector pinouts right the first time
[23:43:19] <ssi> nothing sucks worse than waiting a week for boards to come and having them be wrong
[23:43:26] <asah> =)
[23:43:29] <asah> oshpark ?
[23:43:29] <ssi> what is your mill?
[23:43:34] <asah> maho 400e
[23:43:35] <ssi> nah, probably pcbonline.co
[23:43:39] <ssi> oshpark is too slow
[23:43:56] <ssi> cool I'm working on a cinci sabre 500
[23:44:40] <asah> nice. I think I heard you just paying for it.
[23:44:45] <ssi> yea last week
[23:44:47] <asah> so its sitting in your lap in pieces now. =)
[23:44:50] <ssi> it arrived thursday
[23:44:54] <ssi> pretty much :)
[23:45:04] <ssi> a dozen things going on at once
[23:45:15] <ssi> yesterday I got the coolant and chip trays back from the powdercoater
[23:45:21] <ssi> worked on getting the coolant pump running
[23:45:23] <ssi> it had a frozen bearing
[23:45:25] <asah> I have one more axis mount (z axis) then I can run everything… except for the hydros.
[23:45:27] <ssi> beat the snot out of it and freed it up
[23:45:32] <ssi> it runs now, but screams like a banshee
[23:45:36] <asah> =)
[23:45:47] <ssi> mixed up some degreaser in the coolant tank and started hosing down the interior
[23:45:50] <ssi> it was pretty cruddy
[23:45:59] <asah> I bet.
[23:46:05] <ssi> I sucked 40 pounds of chip mud out of the bottom
[23:46:09] <asah> someday Ill have a vmc...
[23:46:27] <ssi> still have a lot of cleaning to do
[23:46:30] <asah> I like the maho though. good prototyping size
[23:46:36] <ssi> pulled the X motor and I've been working on getting drives working
[23:46:41] <asah> I am not sure I have cleaned something so well in my life.
[23:46:42] <ssi> gutted the electronics enclosure
[23:46:47] <asah> the job never ends. =)
[23:46:50] <ssi> no, it never does
[23:46:59] <asah> so satisfying to gut the enclosure.
[23:47:00] <ssi> also, this machine has a bigger spindle than I expected
[23:47:09] <ssi> I figured it'd be the same as pete's
[23:47:14] <asah> are you single phase converting?
[23:47:15] <ssi> 5.5kw / 7.5hp 6000rpm
[23:47:21] <ssi> turns out it's 9kw / 12hp, 8000rpm
[23:47:22] <ssi> yeah
[23:47:23] <ssi> VFD
[23:47:26] <asah> wow… nice!
[23:47:31] <Jymmm> http://www.qvs.com/prodimages/SCSI-3P_LR.jpg
[23:47:37] <ssi> it's rated at 12hp continuous, 15hp machine tool duty
[23:47:54] <asah> ah… I remember those centronix days… so glad scsi died.
[23:48:02] <ssi> Jymmm: a) that's full size centronics, these are mini centronics
[23:48:17] <ssi> b) the feedback connector is 26 pin, and as far as I know they never made a 26 pin scsi
[23:48:32] <ssi> the 68 pin UW scsi used the mini centronics 68pin connector
[23:48:34] <ssi> I think that's the same as these
[23:48:43] <ssi> but the drive has a 26pin and a 50pin
[23:49:15] <asah> how are you flashing the clpd?
[23:49:24] <asah> always wanted to play with them… but limited time.
[23:49:30] <asah> so many projects. =)
[23:50:27] <ssi> I have a xilinx platformflash cable
[23:51:14] <asah> cool.. perfect for your application.
[23:51:28] <ssi> yeah
[23:51:31] <ssi> that's why I didn't mind tackling this
[23:51:41] <ssi> I had enough crap on hand to make one today from stuff lying around my house
[23:51:54] <asah> those are satisfying days.
[23:52:26] <asah> way more fun than the opposite days where you are running out to home depot late on a sunday for some odd bolt.
[23:52:54] <ssi> yep
[23:52:59] <ssi> heh I had one of those days once
[23:53:04] <ssi> and I ended up turning a bolt on the lathe
[23:53:50] <asah> =) that pretty much sums up why we spend the ungodly amount of hours building tools. no more home depot runs… =)
[23:53:55] <ssi> https://fbcdn-sphotos-g-a.akamaihd.net/hphotos-ak-xaf1/v/t1.0-9/427402_795224676922_1395450746_n.jpg?oh=803be6453ec21fc0ec184bd07553d69a&oe=54F84CC6&__gda__=1420973025_906850762fd2cc57c01fea6deeb2148f
[23:54:13] <ssi> the caption on that picture:
[23:54:14] <ssi> "When you desperately need a ten cent screw that you can't get right now, you are suddenly very glad to have a fifty thousand dollar machine shop."
[23:54:26] <asah> nice!
[23:55:27] <asah> of course I live walking distance to a lowes. so I would have probably beat you on speed.
[23:55:39] <ssi> not at 11pm on a sunday :D
[23:55:49] <asah> and I am surprised you didn’t make it an allen. =)
[23:55:53] <asah> true… true.
[23:55:55] <ssi> also I'm pretty sure that was unobtanium from homedepot
[23:55:59] <ssi> heh I wish I could have
[23:56:03] <ssi> I'd love to have a rotary broach
[23:56:26] <asah> Id love to have a lathe… no space.
[23:56:31] <ssi> I had three
[23:56:34] <ssi> I sold one recently :P
[23:56:42] <ssi> sold my manual lathe
[23:56:44] <ssi> kinda want another one
[23:56:54] <asah> but I do have a hardinge spindle I am going to setup for mill turn on the maho.
[23:57:00] <ssi> nice :)
[23:57:08] <ssi> I have a hardinge HNC that I converted about 2 years ago
[23:57:23] <ssi> 3 years ago I guess
[23:57:37] <asah> nice machines.
[23:57:41] <ssi> yeah they're fantastic
[23:58:34] <asah> btw if you are mixing vintages on your fanuc redcaps, I noticed that they have different commutation orders.
[23:58:44] <ssi> oh lovely haha
[23:58:53] <ssi> whatever... beautiful thing about cpld
[23:58:53] <asah> I found several patterns of graycode between my three types of fanuc.
[23:58:55] <ssi> it's programmable :)
[23:59:16] <asah> I have a 10s, a 5f and a bunch of alphas.
[23:59:28] <ssi> I'm assuming mine are all model 5
[23:59:49] <ssi> I've only seen the datasheet on the X motor
[23:59:52] <asah> should be the same.
[23:59:59] <ssi> I think I have to pull the apron in order to get to the Y coupler
{kind=link}
{kind=link}
{kind=link}
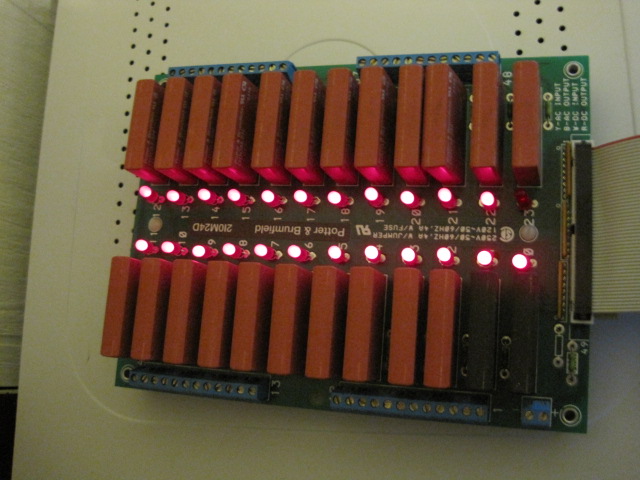{kind=link}
{kind=link}
{kind=link}
{kind=link}
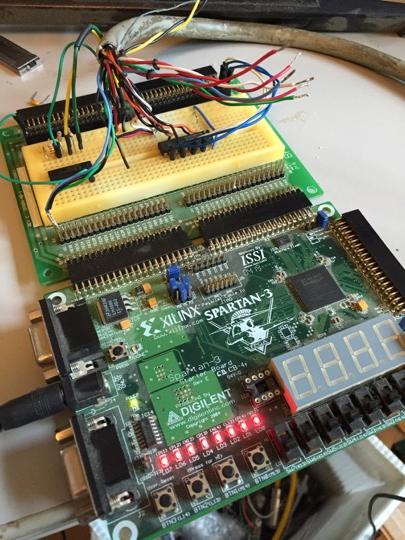{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
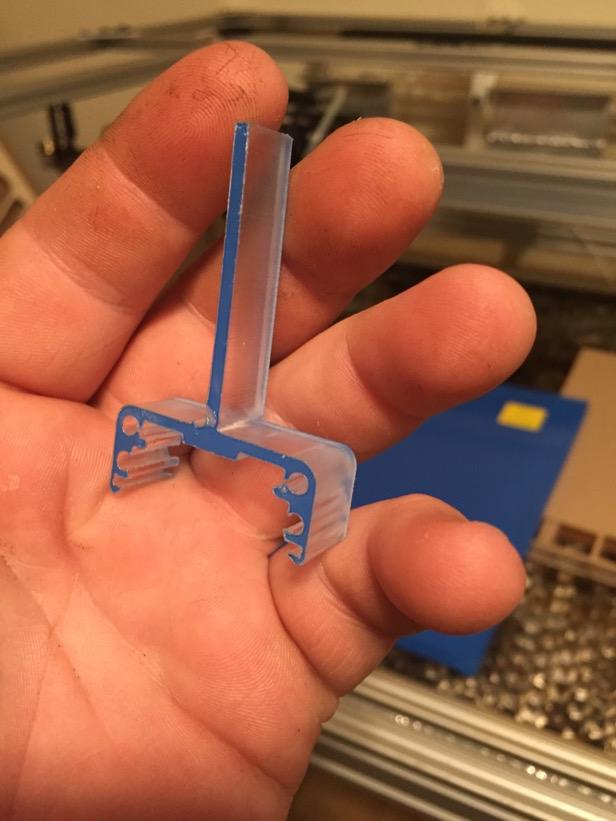{kind=link}
{kind=link}
{kind=link}
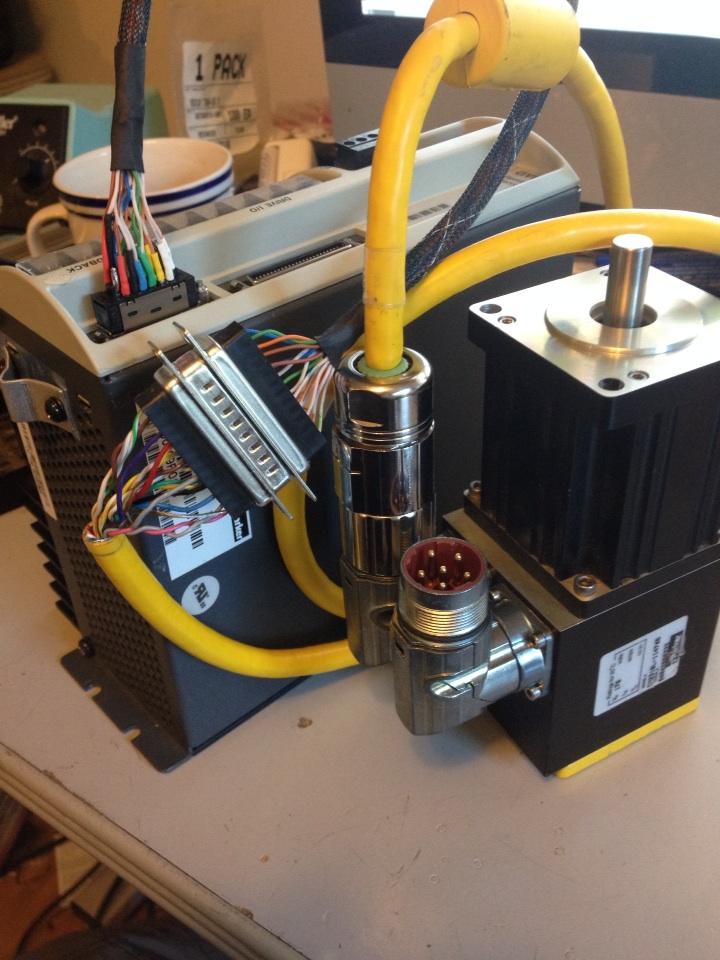{kind=link}
{kind=link}
{kind=link}