Back
[02:13:49] <Deejay> moin
[03:01:58] <archivist> baby cnc
http://www.ebay.co.uk/itm/EMCO-Turn-120-CNC-Lathe-with-EMCO-Tronic-TI-Control-/321511764201
[07:33:53] <Loetmichel> roycroft: awake?
[07:36:17] <jdh> I would buy that lathe.
[07:38:24] <Loetmichel> which?
[07:39:06] <archivist> baby cnc
http://www.ebay.co.uk/itm/EMCO-Turn-120-CNC-Lathe-with-EMCO-Tronic-TI-Control-/321511764201
[07:39:56] <Loetmichel> nice
[08:06:16] <The_Eel> Hi
[08:06:23] <The_Eel> Is there any free gcode application ?
[08:06:26] <The_Eel> for a miniature cnc milling machine ?
[08:06:39] <jdh> you want to generate G-Code, or you want to control a miniature milling machine. or both?
[08:07:00] <The_Eel> both , perhaps
[08:07:07] <The_Eel> controlling it is done with a microcontroller
[08:07:08] <jdh> linuxcnc will control machine and interpret g-code. There are lots of options for generating code.
[08:07:15] <The_Eel> I work with windows
[08:07:16] <jdh> I'm sorry.
[08:07:42] <The_Eel> thanks for the help :)
[08:09:48] <jthornton> heh
[08:10:49] <jdh> (for the windows, and for the uC controller)
[08:12:24] <Solarlux> Hello all
[08:12:31] <Solarlux> I want to know about CamWorks
[08:17:08] <skunkworks> what is your real question?
[08:28:08] <jdh> I see.
[08:41:45] <jthornton> you might go to the CamWorks web site to know about it
[08:46:40] <JT-Shop> morning Sam
[08:48:10] <jdh> if you acn afford solidworks and camworks, you can ask questions from paid professionals.
[10:20:33] <axp> hi all
[10:21:38] <jdh> Good Morning axp.
[10:22:04] <jdh> are you a fan of obsolete 64bit DEC CPUs?
[10:33:27] <ssi> lol
[10:33:28] <archivist> I know a few that are
[10:33:41] <archivist> I may have one next to me
[10:34:00] <jdh> excellent!
[10:34:46] <archivist> are you on the classiccmp mailing list?
[10:36:24] <jdh> no, I'm a user, not a fanatic
[10:36:41] <jdh> and to me they aren't classic, they are just production machines.
[10:37:43] <rythmnbls> I have an es40 running openvms
[10:39:06] <archivist> I put debian on mine many years ago, not been switched for nearly as long
[10:41:01] <rythmnbls> it probably weighs more than my benchtop mill :)
[10:44:25] <archivist> mine is holding a stack of books/stuff in process of cataloguing, strong enough
[10:45:09] <archivist> I think it could handle the 5 axis mill on top
[10:55:48] <ssi> https://pbs.twimg.com/media/BwvHJ1fIQAE2VPS.jpg:large
[10:56:00] <ssi> with the 2" lens, 1/2" plywood cuts well at 20ipm
[10:56:07] <ssi> but the focus is fairly critical
[10:56:21] <ssi> I have a 3" lens coming, that should do 1/2" easily, and hopefully 3/4" won't be too much of a hassle
[11:02:10] <SpeedEvil> watt?
[11:03:38] <pcw_home> I said captain
[11:04:24] <CaptHindsight> there's a flashback
[11:05:22] <SpeedEvil> ssi: to elaborate - how many watts/
[11:18:32] <ssi> SpeedEvil: well I was running it at 28mA, which is supposed to be 100W
[11:18:43] <ssi> I just got my laser power meter in the mail 45 seconds ago
[11:18:57] <ssi> so I'm going to be calibrating my power commands so I can program it directly in watts and it'll be fairly accurate
[11:29:04] <Connor> You use a 40 or 60W laser ?
[11:33:33] * JT-Shop just figured out that a 5/16" spring pin needs a P hole to be a slip fit
[11:35:37] <ssi> Connor: 100W nominal, 120W max
[11:46:50] <zeeshan|2> ssi
[11:46:53] <zeeshan|2> any success with metal?
[11:55:01] <ssi> zeeshan|2: no
[11:55:11] <zeeshan|2> did you try
[11:55:12] <ssi> yes
[11:55:17] <zeeshan|2> =/
[11:55:28] <ssi> runnning very very slowly, I was able to get it to mark it deep enough that you can feel it with a fingernail
[11:56:22] <Connor> ssi, I saw something about needing to use some sort of paste on the metal to help cut down on reflection...
[11:56:23] <ssi> might need o2 assist or something
[11:56:26] <ssi> hm
[11:57:04] <ssi> I haven't seen any truly compelling evidence that anyone has done this with a DC 100W co2 laser
[11:57:17] <ssi> I'm looking at something now where someone's using a 100W RF laser, but it has a much higher peak power
[12:05:40] <zeeshan|2> a2 steel when you buy it from a metall supplier
[12:05:43] <zeeshan|2> comes in annealed state?
[12:07:26] <archivist> the specifications usually call up hardness state too, depending on metal etc
[12:09:24] <zeeshan|2> also when you oil quench
[12:09:33] <zeeshan|2> motor oil works?
[12:09:33] <zeeshan|2> ;p
[12:09:48] <zeeshan|2> it always says oil quench
[12:09:54] <zeeshan|2> but never specifies the type of oil!
[12:10:16] <archivist> there are oils designed for hardening/tempering
[12:14:34] <lair82> cmorley ,you around?
[12:16:17] <zeeshan|2> man
[12:16:21] <zeeshan|2> i wish my turn groove tool was here
[12:16:32] <zeeshan|2> i always seem to need a rh and lh tool to do parts like this:
[12:16:52] <zeeshan|2> http://i.imgur.com/8FraWdy.png
[12:16:59] <zeeshan|2> am i doing something wrong?
[12:16:59] <zeeshan|2> ;p
[12:18:24] <archivist> that depends :)
[12:20:01] <archivist> is that arse about face ?
[12:20:39] <archivist> is it a two or one setup part
[12:20:58] <zeeshan|2> i'd really like it to be a one setup part
[12:21:16] <zeeshan|2> so it can be attacked from one side
[12:21:18] <zeeshan|2> and parted off
[12:21:18] <zeeshan|2> and done
[12:21:23] <zeeshan|2> i gotta make like 10
[12:21:29] <zeeshan|2> of this type
[12:21:33] <zeeshan|2> and 10 of a conical type
[12:21:35] <archivist> 180 deg
[12:21:48] <zeeshan|2> ??
[12:21:56] <archivist> you cannot part off that round form
[12:23:09] <zeeshan|2> huh
[12:23:14] <archivist> design for the final cut, any posh cuts need to be done while the shank is solid
[12:24:11] <zeeshan|2> it looks like
[12:24:13] <zeeshan|2> i need a grooving tool
[12:24:17] <zeeshan|2> to be able to get both sides of that step
[12:24:37] <zeeshan|2> i cant use neither a vnmg or ccmt insert
[12:24:49] <zeeshan|2> cause of the fact that i have a shoulder on both sides of that step
[12:24:59] <archivist> part off, move bar out, rough it , do curve and parallel to right, then thin down left, then part off
[12:26:08] <zeeshan|2> yes thats how im doing it in cam right now
[12:26:14] <zeeshan|2> but it means i gotta use 2 tools
[12:26:20] <zeeshan|2> rh and lh vnmg or ccmt
[12:27:15] <archivist> I would use a neutral groove tool as there is a left and right and it can do the curve
[12:27:34] <archivist> and part of
[12:28:34] <zeeshan|2> http://i.ytimg.com/vi/TAHJV7UFsoE/hqdefault.jpg
[12:28:38] <zeeshan|2> i really want this!!
[12:29:21] <PetefromTn_> How do you find your lathe now that it is CNC is it working well?
[12:29:32] <zeeshan|2> love it
[12:29:37] <zeeshan|2> need cnc mill
[12:29:38] <zeeshan|2> :(
[12:29:46] <PetefromTn_> Yeah I need CNC lathe
[12:30:07] <zeeshan|2> i always think i need a mill
[12:30:10] <archivist> I have this tool
http://www.greenwood-tools.co.uk/shopscr23.html
[12:30:14] <zeeshan|2> but for some reason, i keep on making parts on the lathe
[12:30:36] <zeeshan|2> archivist: you can turn with that tool?
[12:30:45] <zeeshan|2> er rough
[12:31:13] <archivist> roughing would be abuse, just turn carefully
[12:31:27] <zeeshan|2> im machining these outta a2
[12:31:38] <zeeshan|2> so cutting forces will be high
[12:31:40] <zeeshan|2> i think.
[12:32:09] <PetefromTn_> I turn O2 on the lathe all the time cuts pretty easy really.
[12:32:27] <zeeshan|2> good
[12:32:30] <zeeshan|2> thats what i want to hear!
[12:32:43] <zeeshan|2> so its easier than stainless?
[12:32:44] <zeeshan|2> or chromoly?
[12:33:01] <PetefromTn_> Trying to talk myself out of CNCing that lathe because I really want a commercial machine
[12:33:09] <PetefromTn_> But I gotta be practical too.
[12:33:25] <PetefromTn_> yeah it is much easier than stainless it does not really work harden that easily.
[12:33:52] <zeeshan|2> so these dies
[12:34:01] <zeeshan|2> should i machine them 0.001" oversize?
[12:34:03] <zeeshan|2> then heat treat
[12:34:08] <zeeshan|2> and then sand then down to side?
[12:34:30] <zeeshan|2> i guess i can do it to nominal
[12:34:35] <zeeshan|2> and then sand it and make it undersize
[12:34:40] <archivist> sandvik has various grades of the insert N151.2-250-5E4125
[12:34:41] <zeeshan|2> it'll just be a little more of a clearance fit
[12:35:26] <archivist> you expect the same size after heat treating :)
[12:38:10] <lair82> Hey guys, is any body using the fanuc style tool offset patch, with the latest version of master?
[12:40:26] <PetefromTn_> zeeshan|2yes Here is a website that describes expected changes in tool steels after hardening. For the most part there is really no way to predict. If I were you I would make one and send it off to heat treat and then determine what you need from the finished product.
http://www.productionmachining.com/articles/predicting-size-change-from-heat-treatment
[12:41:06] <PetefromTn_> Unless the fitment is very tight tolerance you probably can just make it to size or slightly oversize and then you can grind to finished size as you suggested.
[13:47:25] <zeeshan|2> PetefromTn_: at one place wher i used to work
[13:47:31] <zeeshan|2> we used to heat treat and send it to grinders
[13:47:44] <zeeshan|2> so i always thought you need to do finishing after heat treatment
[13:48:03] <zeeshan|2> and these parts are home brew, so i am not sending htem for heat treatment.. too much $$
[13:48:03] <zeeshan|2> :p
[13:49:14] <PetefromTn_> Well I home brew heat treat here I don't have a furnace YET
[13:49:24] <zeeshan|2> theyre small part
[13:49:27] <zeeshan|2> so im gonna oxy torch em
[13:49:29] <zeeshan|2> and use temp sticks
[13:49:35] <PetefromTn_> The piston latch rod in my RWS54 needed hardened
[13:49:57] <PetefromTn_> I just torched it and quenched it. So far it seems to work quite well.
[13:50:43] <PetefromTn_> There is a HUGE spring in the rifle and the trigger has metal jaws so if it was not hard there would be marks in the latching end. So far no marks LOL
[13:52:49] <zeeshan|2> nice
[13:58:59] <archivist> quench endways so they dont bend
[14:38:06] <CaptHindsight> https://www.youtube.com/watch?v=sR4LqeDNjMI CNC plasma cutter for large pipe
[16:06:42] <JT-Shop> whew that whoredeal is done! now to descramble the shop
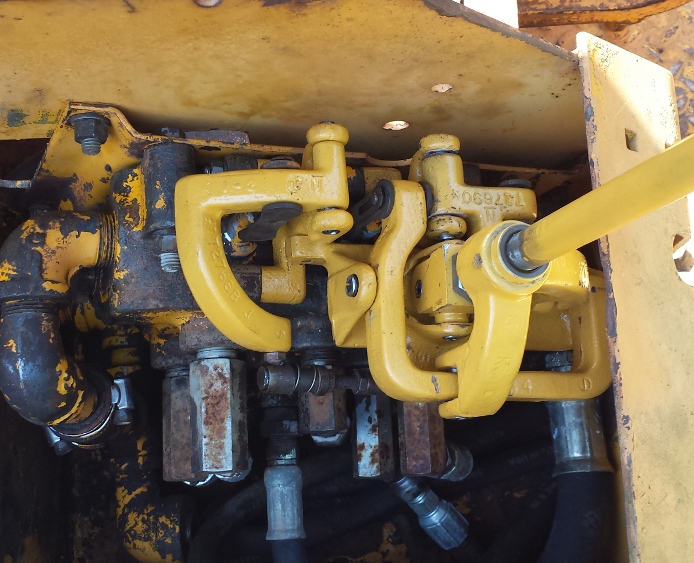
[16:16:32] <JT-Shop> http://www.gnipsel.com/images/JD350/6-Way%2008.jpg
[16:17:18] <cradek> what the absolute is that?
[16:17:31] <cradek> oh is it a valve?
[16:35:10] <JT-Shop> 6-way valve on my crawler dozer
[16:37:47] <JT-Shop> it's a 1965 John Deere 350 crawler dozer
[16:38:06] <JT-Shop> http://www.gnipsel.com/images/JD350/350b01.jpg
[16:38:39] <rythmnbls> its the tracks off that you've been annealing ?
[16:40:21] <JT-Shop> the control valve linkage where I've welded up the worn out holes
[16:41:07] <rythmnbls> nice, could use one of those around here in winter
[16:43:35] <Deejay> gn8
[16:45:53] <JT-Shop> this one cranks at 20F without ether
[16:47:06] <rythmnbls> glow plugs ?
[16:58:42] <JT-Shop> no
[16:59:05] <JT-Shop> my hoe won't start when it's cold out unless you build a fire under the crankcase
[17:01:41] <jdh> bitch slap that hoe
[17:31:15] <Nick001-shop> A heated dipstick will help especially if your using 30w oil.Just need to thini out the molasses
[17:31:33] <Nick001-shop> thin
[17:44:12] <Loetmichel> Nick001-shop: a friend onece changed the differential gearbox oil of a Unimog 404S
[17:44:21] <Loetmichel> ... after about 30 years of use
[17:44:50] <Loetmichel> ... he could GRAB the ever so slowly oozing out end of the "oil" and pull it out ;-)
[17:45:02] <Loetmichel> like the contents of a spit vase ;-)
[17:54:06] <Nick001-shop> Leomichel - you in Germany?
[19:28:10] <cmorley> lair82: whats up?
[21:54:16] <anarchos2> hrm
[21:54:33] <anarchos2> the debian repo hasn't been updated to 2.6.3?
[22:49:26] <zeeshan> man
[22:49:28] <zeeshan> whats going on
[22:49:32] <XXCoder> yo
[22:49:34] <zeeshan> im trying to indstall linuxcnc on a computer
[22:49:40] <zeeshan> and i cant make a damn bootable usb
[22:49:46] <zeeshan> it keeps giving me bs errors like
[22:49:56] <zeeshan> "vesamenu.c32: not a COM32R image"
[22:49:58] <zeeshan> when i try to boot
[22:50:11] <zeeshan> im using rufus to make the bootable usb
[22:53:01] <XXCoder> damn!
[22:53:04] <XXCoder> I want this.
http://hackaday.io/project/802-Fifth-Element-Stone-Mood-Lighting
[22:55:04] <zeeshan> got it to work
[22:55:13] <zeeshan> the live cd comes with some old file of vesamenu.c32
[22:55:15] <zeeshan> thats why it didnt work
[22:55:21] <XXCoder> lol ok
[22:55:27] <zeeshan> haha XXCoder
[22:55:31] <zeeshan> 5th element ftw
[22:55:38] <XXCoder> yeah that was good campy movie
[22:56:00] <zeeshan> multipass!
[22:56:07] <zeeshan> AZIZ
[22:56:09] <zeeshan> LIGHT
[22:56:23] <zeeshan> sweet
[22:56:26] <zeeshan> so now i have 3 computers
[22:56:30] <zeeshan> one for lathe
[22:56:33] <zeeshan> one for mill and one for plasma
[22:56:42] <XXCoder> is any of those functional?
[22:56:42] <zeeshan> i just need steppers =/
[22:56:49] <zeeshan> what do you mean
[22:57:33] <XXCoder> lathe mill plasma any of those machines functional? heh
[22:57:37] <zeeshan> haha now
[22:57:38] <zeeshan> nop
[22:57:52] <zeeshan> im gonna build the mill first
[22:57:54] <zeeshan> then plasma
[22:58:07] <zeeshan> or i should do plasma first
[22:58:14] <zeeshan> and do it stupid cheap
[22:58:27] <XXCoder> well
[22:58:39] <XXCoder> whatever machine that helps you make other 2 faster should be first
[22:58:50] <zeeshan> thats a good point
[22:58:54] <zeeshan> then it should be a mill
[22:59:05] <zeeshan> the only thing is, with the mill ill need to convert to ball screws
[22:59:07] <zeeshan> and thats $$$
[22:59:11] <zeeshan> and i cant make up my mind on atc
[22:59:14] <zeeshan> with the plasma its simpler
[22:59:25] <zeeshan> and the steppers need to be like 400oz-in
[22:59:40] <zeeshan> or even smaller
[22:59:44] <zeeshan> so i can use cheapo drivers
[23:00:13] <XXCoder> whats it currently using? it may be precise enough to make parts
[23:00:23] <zeeshan> its using nothing
[23:00:24] <zeeshan> its not even built
[23:00:27] <zeeshan> its sitting in CAD
[23:00:39] <zeeshan> i only want to hold 15 thou tolerance on the plasma
[23:02:26] <zeeshan> XXCoder: how much did you pay for your steppers
[23:02:28] <zeeshan> and drivers
[23:02:34] <zeeshan> i remember you got a 3 axis kit
[23:02:45] <XXCoder> http://www.ebay.com/itm/3Axis-Nema23-Stepping-Motor-110N-cm-3-0A-4wire-board-TB6560-Power-for-CMC-mill-/281188392513?pt=LH_DefaultDomain_0&hash=item4178225e41
[23:03:51] <zeeshan> 155oz-in
[23:03:51] <zeeshan> hmm
[23:03:55] <zeeshan> i want at least 400oz-in
[23:04:08] <XXCoder> yeah its not all powerful
[23:04:16] <XXCoder> it should be enough for my small cnc router
[23:04:20] <zeeshan> they'll all be direct driven
[23:04:21] <XXCoder> if I ever build it :(
[23:04:22] <zeeshan> for me
[23:05:29] <zeeshan> http://www.ebay.com/itm/3Axis-Nema-23-Stepper-Motor-425oz-in-3-0A-Driver-DM542A-CNC-Router-/281166293301
[23:05:30] <zeeshan> damn
[23:05:31] <zeeshan> thats so cheap
[23:05:48] <XXCoder> yeah
[23:06:13] <zeeshan> oh
[23:06:15] <zeeshan> 95$ shipping
[23:06:16] <zeeshan> lol
[23:06:29] <XXCoder> yeah I paid 60 for mine
[23:06:40] <zeeshan> its about as much
[23:06:45] <zeeshan> to get it from automationtechnologies
[23:06:54] <zeeshan> thing is i dont need their shitty power supply
[23:07:15] <zeeshan> i dont trust those switched mode power supplies any more
[23:07:17] <zeeshan> after mine blew up
[23:08:58] <XXCoder> ow
[23:36:57] <anarchos2> what might it mean if my motors start making clunking sounds and not moving but making whirring sounds after 24IPM, yet it does the exact same thing under load?
[23:37:39] <anarchos2> like...i thought it was just maxing out the motors, but under load i shouldn't be able to run just as fast as when just jogging, right?
[23:58:43] <cradek> that sounds pretty normal. the power reduction as the motors speed up is a huge effect, and I bet your load is small.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}