Back
[02:16:36] <Deejay> moin
[06:06:42] <Loetmichel> *gnah* ... it wasnt _that_ wise to "drill" in the itching ear with the finger that had seen quite a spill of chili powerder... no it dosent itch... it burns ;-)
[06:18:07] <Valen> Loetmichel: milk stat
[06:19:46] <Loetmichel> no need. it dulls out eventaully
[06:25:31] <SolarNRG> hi guys, Can I ask for your advice on my machine I'm building I have a photo of the parts I've got atm, can I please post it here?
[06:30:33] <archivist> sure
[06:30:49] <Valen> NOOOOOOOOOOOOOOOOOOOOOOOO
[06:30:50] <Valen> ;->
[06:30:59] <Loetmichel> SolarNRG: post a LINK to the photo here please, not the photo ;-)
[06:31:03] <archivist> we might laugh
[06:31:12] <Valen> I'd like him to post the photo
[06:31:22] <Loetmichel> (no need for 100s of lines of base64 encoded glibberish ;-)
[06:31:23] <Valen> it'd be funny ;->
[06:32:51] <SpeedEvil> image:/ links catch out so many
[06:37:49] <SolarNRG> http://i.imgur.com/HZyiWAB.jpg
[06:39:34] <SolarNRG> here are my thrust bearings for my trapezoid thread up close:
http://i.imgur.com/DF8B5aZ.jpg
[06:41:26] <SolarNRG> what are your thoughts, use the stainless pipe for rails or the thinner but solid stainless bar?
[06:49:17] <SpeedEvil> As a 0th order approximation - most of the stiffness comes from the very outside of a beam.
[06:53:31] <SolarNRG> you think the wider pipe would be better?
[06:54:51] <SolarNRG> I was thinking to reduce sag welding angle iron or box steel diaganolly underneath the pipe:
http://i.imgur.com/YXWnWgK.jpg
[06:55:10] <archivist> for what definition of better draw up the proposed cnc
[06:55:18] <SolarNRG> I went to the engineering shop today to ask about linear bearings, the biggest he did had inner diam of 40mm and they looked flimsy as %#!£
[06:55:41] <SolarNRG> So I'm sticking with the custom made linear bearings made from 6 crane pulleys each rail
[06:56:28] <archivist> your bearings and their support are the weak point
[06:57:11] <jthornton> heres an option
http://www.glacern.com/photos/sbr_01.jpg
[07:06:20] <SolarNRG> I wish they sold those here, but they don't, so I need to fabricate something of my own, but thanks for the link jthornton, that looks similar to what I was proposing, theres a few degrees around the cylinder rail that is attached to it that gives it better strength and reducing shear, bending etc.
[07:06:57] <Tom_itx> china ships everywhere i thought!
[07:07:05] <SolarNRG> I was thinking of using a circular hole cutter to cut holes in the box steel and slot the pipes into it, but now I'm thinking weld together a box steel cube and weld some angle iron on top and weld the pipes on top of the box steel
[07:07:16] <SolarNRG> Things go missing in Cyprus post
[07:07:30] <SolarNRG> Customs house gets smashed up for refusing to let you have your goods
[07:07:33] <SolarNRG> corruption is rife
[07:07:36] <Tom_itx> get a job at the post and you can build one for free
[07:07:41] <SolarNRG> unless you pay cash and buy it there and then you don't have it
[07:07:59] <SolarNRG> lol, you need to be fucking the police chief's daughter for that
[07:08:02] <jthornton> don't forget to normalize the structure after all that welding
[07:08:16] <SolarNRG> jthornton, what making sure its all square and level?
[07:08:33] <Tom_itx> heat treat it
[07:08:40] <jthornton> relieving the stresses from welding
[07:08:40] <Tom_itx> anneal then heat treat
[07:10:02] <Tom_itx> i wonder if cryo has the same effect
[07:10:14] <SolarNRG> I can go over it with a blowtorch, that's about my tech level
[07:10:37] <Tom_itx> should be even heat
[07:10:48] <SolarNRG> quick question, never done this before, what happens if you weld mild steel to stainless?
[07:11:17] <SolarNRG> I've done stainless stainless and mild to mild, but never mild to stainless before, what alloy should I be using?
[07:12:02] <jthornton> it won't matter
[07:12:38] <SolarNRG> I've been informed that in order to ensure the rails are perfectly parallel a good way to check is make sure the diagonals are equal
[07:13:05] <SolarNRG> like distance from rail1 front to rail2 back is equal to rail2 front to rail1 back
[07:13:09] <jthornton> you can also peen the welds to relax them
[07:14:36] <SolarNRG> my daughter is playing with a bearing, are they bad for kids?
[07:15:01] <Tom_itx> if they swallow it
[07:15:06] <SolarNRG> too big
[07:15:06] <archivist> other way round the daughter is bad for the bearing
[07:15:12] <SolarNRG> lol
[07:18:04] <SolarNRG> oh one more question, when I got the sections of box steel cut, they are a couple of mm different in size, any suggestions for getting them all the same length?
[07:18:23] <archivist> file
[07:18:30] <SolarNRG> I got an angle grinder
[07:19:05] <jthornton> clamp them together and use a square to layout lines to grind to
[07:19:38] <SolarNRG> good idea
[07:20:14] <SolarNRG> I only have 2 big clamps big enough to do that, they're probably heavy enough that I won't need to worry about clamping it to the table, will I?
[07:20:31] <SolarNRG> I mean grinding small stuff it's GOT to be clamped to the table or else it'll fly into my face
[07:23:51] <jthornton> only you know the answer to that question
[07:24:18] <jdh> I know the answer, but I'm not going to tell you.
[07:24:46] <archivist> or you go to a local machine shop to get stuff milled to size
[07:30:37] <jdh> is that possible? affordable for normal people?
[07:32:24] <jdh> I get stuff made for work, but it always seems absurdly expensive.
[07:32:47] <archivist> depends on flashing notes to a small place
[07:33:46] <jdh> I want some round phenolic pieces. 6 inches long. Center 2" 0.404, outer 2" 0.350. can be within 0.005
[07:34:05] <archivist> I go to a local to get broken taps edm'd out, costs about a tenner
[07:34:33] <jdh> $38/each
[07:34:39] <archivist> for some I am the local :)
[07:35:27] <jthornton> same here
[07:39:29] <SolarNRG> This is about as far ahead as I can think, this is what I think the machine will look like at theend of the 1st stage of construction:
http://i.imgur.com/7FkmbYA.jpg
[07:43:35] <SolarNRG> is there any disadvantage to having the thread lower than the rails?
[07:43:36] <archivist> what are you intending to machine on it
[07:44:16] <SolarNRG> Well hopefully when I got the cash get a water cooled 3kw spindle and mill mild steel :)
[07:44:29] <jdh> I would think that having the screws in plane with the rail would be 'better', but depending on the mounts, it could be negligible.
[07:44:31] <SolarNRG> and some cutting fluid dispensers like 5 or 6 of them that can go on and off
[07:45:31] <SolarNRG> the mounts I'm intending on making with 6 crane pulleys tap and die them into a section of 5 inch pipe with a section cut off to allow it not to interfere with the angle iron
[07:46:16] <archivist> machined for steel are usually made a lot more rigid and accurate
[07:46:23] <archivist> machines
[07:47:37] <archivist> your cutting forces can lift the moving part of the machine off the rails
[07:47:54] <SolarNRG> accuracy I can do, it's all about grind, measure grind measure, weld, measure, grind, remeasure, its rigid i don't get, sure I can weld together a tonne of steel
[07:48:08] <SolarNRG> but it's making it all and making it all right first time that's the hard part
[07:48:29] <SolarNRG> nayway I g2g, gotta pick up mommy
[07:48:35] <jdh> dont' bother shooting for makint it right the first time.
[07:48:37] <SolarNRG> I'll be back later, thanks for your input
[07:48:40] <archivist> I dont expect to see any hand grinding on an accurate machine
[07:48:54] <SolarNRG> jdh, even if I get sOMETHING that works I'll be happy
[07:49:03] <SolarNRG> it can always be modified
[07:49:09] <jdh> that's much more reasonable
[07:49:51] <SolarNRG> chacnes are my rails will be like 1mm off center
[07:49:55] <SolarNRG> and that'll add up to a lot
[07:50:01] <SolarNRG> anyway see you in a couple of hours
[10:05:36] <jdh> ok. we've been waiting for you.
[10:10:22] <James628> Is there anybody who can help in some plasma quetions? 1) How I can identify a CNC friendly plasma cutter? What kind of signals I need to have available? Trigger, Arc OK, Volts anything else ?
[10:14:50] <rwlloyd> People of the IRC. Any chance anyone has any experience with chinese cnc controllers. The particuar species I have to deal with is a Hy-TB4 controller. The kind that is split into two boards.
[10:18:43] <archivist> do you mean drive rather than controller, most in here use linuxcnc as the controller
[10:19:10] <rwlloyd> Sorry, yes, the driver card(s)
[10:20:28] <archivist> what is the real question anyway
[10:21:41] <rwlloyd> I'd like to use linuxcnc as the controller but while it seems that the dro of the machine registers movement, the motors wont spin... chinese instructions and vendor not responding. I was hopeing someone here might know where at least the proper pinout for the dirver is
[10:22:19] <jdh> looks like a tb6560 board. Did you set the timings for that?
[10:22:44] <rwlloyd> timings in linux cnc?
[10:23:33] <rwlloyd> I saw somewhere to start with the defaults, 5000,5000, 20000, 20000
[10:24:18] <jdh> probably conservative/fine.
[10:24:58] <jdh> http://reprap.org/wiki/4_Axis_TB6560_CNC_Stepper_Motor_Driver_Board_Controller
[10:25:06] <jdh> might be helpful?
[10:27:04] <rwlloyd> cheers, I'll give it a go with those. I think there might be an enable line somewhere. What is the standard when selecting pin functions in stepconf? if I want to use the enable pin that is?
[10:27:26] <cradek> "amp enable"
[10:28:25] <rwlloyd> cheers
[11:15:01] <rwlloyd> I wonder if this is what insanity feels like? I have a mach 3 setup for the driver board. is there any way to convert the xml file to stepconf?
[11:15:31] <archivist> yes to linuxcnc
[11:15:59] <rwlloyd> excellent. Where might i find it?
[11:16:01] <archivist> stepconf is write only
[11:17:06] <archivist> http://linuxcnc.org/hardy/index.php/english/forum/16-stepconf-wizard/25900-mach-3-conversion-to-stepconf-wizard
[11:17:15] <rwlloyd> sorry. hang fire, i havent got the xml file, just some pictures in a pdf of how to set the machine initially
[11:18:22] <archivist> it should be easy enough to work from those pics in stepconf
[11:20:08] <rwlloyd> im getting there i think, just searching for the enable pin. Still have the same p[roblem that the dro registers a signal and movement from linuxcnc but the drives dont move. They can however be jogged around by the pendant
[11:22:31] <rwlloyd> enable pin is pin 14.... it's always the last one you try!
[11:23:04] <cradek> the scheme where they have a pendant that goes to the driver and moves the motors without the computer knowing is very very stupid
[11:24:06] * archivist expects some crashes and war wounds
[11:25:08] <mozmck> who has that scheme?
[11:25:09] <archivist> rwlloyd, rewire the pendant direct to linuxcnc for safety
[11:25:22] <ssi> spendin all muh bux
[11:25:31] <ssi> just ordered a 100W reci tube
[11:25:47] <jdh> burn!
[11:26:22] <ssi> :D
[11:26:58] <rwlloyd> i inted to get rid of it completely once everything is up and running. It's going into a production environment so i want everything nc program based... I try to never underestimate the ingenuity of idiots. myself included
[11:27:29] <jdh> heh.
[11:27:40] <jdh> cheap chinese tb6560 board in a production environment.
[11:28:12] <jdh> I'd suggest real drives.
[11:28:16] <rwlloyd> its a prototype... I have to prove the whole idea works before i can spend 150k+
[11:28:24] <rwlloyd> so would i!
[11:29:44] <jdh> $250 gecko would probably make life much easier
[11:30:00] <rwlloyd> I planned to just buy the mechanical hardware from china and then get some gecko drives. Then the mechanicals turned up with the electronics and I've been asked to make it work like this
[11:30:07] <ssi> yeah once you blow up a couple tb6550s you learn the lesson :)
[11:30:11] <jdh> heh
[11:30:45] <rwlloyd> I'm more used to 3d printers and aerotech cncs to be honest
[11:30:53] <jdh> wasting an hour of your life screwing with a $50 tb is not a great use of time
[11:31:11] <rwlloyd> hey... they're paying me and its nearly home time
[11:32:49] <archivist> hmm going home time, must be in UK
[12:17:38] <JesusAlos> hi
[12:32:48] <JesusAlos> I have a doubt about the speed machine.
[12:33:09] <JesusAlos> Why my machine go at 20000mm/min in G0 X1000 trajectory and 9600mm/min in G1 X1000 trajectory?
[12:33:16] <JesusAlos> with feed rate=F80000
[12:33:39] <JesusAlos> Max speed machine are 20000mm/min
[12:38:00] <JesusAlos> please..
[12:39:39] <archivist> it does not make sense to attempt a controlled move above your maximum speed
[12:40:34] <archivist> and which trajectory planner are you using (version of linuxcnc)
[12:41:41] <archivist> in order to be able to stop or change direction there are limits to your speed
[12:45:56] <JesusAlos> I only put F80000 because limit the speed in aixs, the version I use is 2.6
[12:46:24] <JesusAlos> but this issue was happen too with 2.5
[12:48:26] <JesusAlos> the machine cuts foam, so can go to high speed
[12:51:27] <jthornton> JesusAlos, please read this
http://linuxcnc.org/docs/html/common/User_Concepts.html
[13:02:07] <PetefromTn_> afternoon folks.
[13:02:45] <PetefromTn_> well I finally got tired of the noise from my Cincinatti Arrow's spindle motor. Tore into it last night.
[13:02:58] <PetefromTn_> Was actually easier than I thought getting that monster out of there.
[13:03:01] <jdh> and after $800 in new bearings?
[13:03:07] <PetefromTn_> It is HEAVY...
[13:03:19] <PetefromTn_> hopefully not but thanks for rooting for me.
[13:03:29] <jdh> any time!
[13:03:43] <PetefromTn_> Pulled it apart today and got some numbers for the bearings.
[13:03:54] <PetefromTn_> They are of course made in england.
[13:04:00] <PetefromTn_> Seems like they are angular contacts.
[13:04:20] <PetefromTn_> the motor spins at 12k RPM so I guess they will be more expensive than most.
[13:04:38] <PetefromTn_> The bearings are made by RHP in England
[13:04:53] <PetefromTn_> I could only get numbers off the larger bottom one.
[13:05:29] <PetefromTn_> its B7209x2 TAUL EP7 RHP ENGLAND
[13:05:53] <PetefromTn_> The top one is quite a bit smaller and it is the one that is bad really. It has a lot of free play in it.
[13:06:10] <PetefromTn_> But unfortunately I cannot read the damn numbers on the top one too well.
[13:06:26] <PetefromTn_> It says B7 then something something x2 TAUL RHP England.
[13:06:29] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=rhp they have been gobbled up by another bearing company
[13:06:29] <skunkworks> http://www.ebay.com/sch/i.html?_from=R40&_trksid=m570.l1313&_nkw=B7209x2&_sacat=0
[13:06:40] <jdh> geez
http://www.ebay.com/itm/230921785522
[13:06:50] <PetefromTn_> It is 72x30x19mm
[13:07:35] <PetefromTn_> that is not the correct bearing JDh
[13:07:46] <jdh> I know, jsut a pricey pair
[13:07:51] <PetefromTn_> and that ebay search shows a mated pair atop the list
[13:08:00] <PetefromTn_> I only need ONE bearing for the bottom apparently.
[13:08:05] <archivist> jdh missing the box, cannot be worth that much
[13:08:07] <PetefromTn_> But I need to figure out the top bearing.
[13:08:18] <PetefromTn_> any ideas?
[13:08:48] <PetefromTn_> the larger bottom bearing is B7209x2 and its dimensions are 85x45x19
[13:08:49] <jdh> measure?
[13:09:08] <archivist> you need either the manual or get the bearing fully out to get its number
[13:09:20] <PetefromTn_> The top bearing is B7.........X2 Taul EP7 and its dimenstions are 72x30x19
[13:09:42] <PetefromTn_> I don't need to get the bearing out I can see the numbers one is just rubbed out somehow.
[13:09:50] <PetefromTn_> I cannot read the number too well.
[13:09:58] <archivist> they may have been set up as a pair
[13:09:59] <PetefromTn_> The top one is the one I need to determine.
[13:10:17] <PetefromTn_> could be I dunno.
[13:11:18] <PetefromTn_> I figure two or three hundred bucks for the new ones hopefully. That is not too bad and if it fixes the spindle noises which I cannot imagine it not will be well worth it.
[13:11:35] <PetefromTn_> the spindle bearings seem to be pretty tight and smooth.
[13:11:54] <PetefromTn_> I removed the belts from the spindle motor and ran the motor alone and it still sounds like crap.
[13:12:07] <PetefromTn_> So I am fairly confident it is just the spindle motor that is the problem.
[13:12:25] <PetefromTn_> SO any ideas about that bearing?
[13:13:04] <archivist> that item has the numbering scheme
http://www.ebay.com/itm/230921785522
[13:13:12] <jdh> have you searched for a motor manual?
[13:14:23] <jdh> my guess is: b7206x2
[13:15:14] <jdh> nope
[13:16:05] <PetefromTn_> it might be 7306 possibly.
[13:17:15] <archivist> note in pairs there is an etched line
[13:17:25] <PetefromTn_> where?
[13:17:41] * archivist has 1990 RHP catalogue in hand
[13:17:49] <jdh> heh
[13:17:51] <PetefromTn_> this is a 1997 machine
[13:18:29] <archivist> it states across the outside diameter
[13:19:00] <PetefromTn_> like on the OD of the outer race?
[13:19:42] <archivist> rhp became nsk
http://www.nsk.com/products/spb/
[13:20:59] <PetefromTn_> Seems like they are available anyway.
[13:21:23] <PetefromTn_> Just gotta figure out this top bearing number. I am gonna go look at it with a better light. BRB
[13:23:41] <jdh> http://webshop.abfbearings.com/Bearing/B7306X2-TA-UL-EP7-RHP/521483
[13:25:55] <PetefromTn_> Okay folks Got out my super peeper magnified glasses and my brightest shop light. It is a B7306X2 Taul but it says E and something that looks like 8 but cannot be sure.
[13:27:03] <jdh> lots of them on ebay, but the 12krpm might be a factor
[13:27:47] <PetefromTn_> I looked for a line but could not find one except where the the bearing OD starts to taper into the curvature there is a very slight line. Could be just from installation I dunno.
[13:29:23] <archivist> they may set them up on the spindle for best balance. or mount then balance
[13:33:04] <PetefromTn_> My friend Lee in England took his motor apart as it was noisy as well. He said the motor had some sealed bearings in it that were only rated for 5k. I am trying to figure out what it needs for both of us LinuxCNC VMC retrofitters LOL.
[13:38:36] <PetefromTn_> http://www.vxb.com/page/bearings/PROD/Kit10030 top bearing?
[13:40:46] <archivist> C3 is low accuracy isnt it?
[13:40:54] <PetefromTn_> dunno
[13:41:45] <archivist> seems too cheap for your application
[13:42:25] <PetefromTn_> agreed
[13:43:21] <archivist> usable for a short period is you are willing to accept the noise and lower accuracy for a while
[13:58:33] <PetefromTn_> yup no those are not gonna work, Apparently they are a matched pair... Damn
[14:02:45] <PetefromTn_> Well gotta go pickup my daughter from School BBL.
[14:03:11] <pfred1> cradek are you here?
[14:09:23] <onyedikilo> hi, i have a weird problem, when doing a g3 move with x and y axis enabled the machine stalls. If i disable x or y the move is ok. I lowered the accel. and vel. to crawling speeds but it still insists on stalling. Stalls only on g3 move. Any ideas?
[14:11:02] <pfred1> onyedikilo low current power supply?
[14:11:32] <pfred1> oh only on G3 then maybe it is software
[14:12:09] <pcw_home> stall meaning DRO/plot keeps moving and motors stop?
[14:13:16] <onyedikilo> pcw_home everything stops with no errors, dro won't move, my board is pmdx 126
[14:13:41] <onyedikilo> also there is a banging noise on the start of the move
[14:13:54] <onyedikilo> as if it is hitting a wall
[14:14:30] <pcw_home> the DRO stops?
[14:14:49] <onyedikilo> yes
[14:15:59] <onyedikilo> maybe i should check it again
[14:16:38] <onyedikilo> bbl
[14:16:41] <pcw_home> yeah see what linuxcnc thinks is happening
[14:46:52] <JSSKangas_Linux> hello
[14:49:07] <pfred1> hi
[14:50:16] <jsskangas> -------------------------------i was just testin terminal based irc program on linux
[14:50:49] <pfred1> I use irssi
[14:51:11] <pfred1> trick is to use the right font
[14:51:11] <jsskangas> Same time as I enjous small amount of 10 year old english harbour rom
[14:51:17] <jsskangas> rum
[14:52:53] <jsskangas> pfred1: have you configured any 4 or 5 axis machine in EMC
[14:53:02] <pfred1> jsskangas no
[14:53:05] <jsskangas> ok
[14:53:45] <jsskangas> im having small problem to get TCP programed to my machine
[14:54:44] <jsskangas> i have done math and implementation for rotating table mode.
[14:55:01] <jsskangas> But i would need some info for non rotating table mode
[15:40:39] <JesusAlos> GN
[16:15:19] <Deejay> gn8
[16:23:12] <skunkworks_> ooh...
https://www.youtube.com/watch?v=X28UIZlr2Qk&feature=youtu.be
[16:28:46] <jsskangas> hmmm.. I still would not trust to win to run machine
[16:29:29] <jsskangas> think about timed updates and self restarts...
[16:29:36] <jsskangas> ect...
[17:15:21] <zeeshan|2> http://i.ebayimg.com/00/s/MTIwMFgxNjAw/z/2A8AAOSwQItT9AZs/$_57.JPG
[17:15:25] <zeeshan|2> any feedback on these?
[17:59:39] <zeeshan|2> anyone have experience with kyocera inserts?
[19:04:38] <alexchally> hi all, the machine I am working on is a 2axis mill with a glass scale on the Z axis, but no servo. How do I alter my ini and or hal file so that when I can use the feedback from the Z axis without causing a follow error?
[19:09:07] <PCW> use the feedback how?
[19:10:04] <alexchally> PCW, just for DRO
[19:10:24] <alexchally> EMC controls X and Y, meatservo (me) controlls Z
[19:10:38] <alexchally> at least until I design/build a Z axis setup
[19:10:47] <PCW> set the ferror limits very wide on Z
[19:11:05] <alexchally> PCW, k, i had thought of that, but I figured it was way hacky
[19:11:51] <PCW> since you are a low performance servo system with large following errors :-)
[19:17:44] <SpeedEvil> 10000000000ns
[20:04:37] <Valen> got a friend in a high humidity environment who has precision tools and issues with them rusting
[20:04:40] <Valen> suggestions?
[20:05:24] <SpeedEvil> I suppose 'insulate the shop, and install AC' isn't an issue?
[20:05:39] <SpeedEvil> The most simple other solution is to get an old fridge or something.
[20:05:50] <SpeedEvil> And put the tools in it - along with a 25W light-bulb
[20:06:19] <SpeedEvil> The temperature will be raised by some 20C or so - which will knock the humidity down to under 50%
[20:09:06] <pfred1> Valen yeah I know how rust is where I'm at lately I've been trying WD-40 but it is still too early to tell how well that is working for me so far it looks promising though
[20:09:25] <Valen> dont bother with WD40
[20:09:29] <pfred1> WD-40 was developed to store missiles
[20:09:37] <Valen> try this stuff
http://www.inoxmx.com/inox/mx4-lubricant/
[20:09:40] <pfred1> nah it is pretty good
[20:09:48] <Valen> WD-40 wasn't developed for anything much
[20:09:50] <pfred1> not as a lube just as a dessicant
[20:10:05] <Valen> it still dries out, that stuff makes a nice film that stays around
[20:10:15] <pfred1> there are independent tests online go look them up
[20:10:29] <Valen> this guy is in japan though and he can't find how to translate it
[20:10:45] <LeelooMinai> I have 100 uses for it at home - it's a magic substance:)
[20:11:24] <pfred1> I'll admit WD-40 is crap for most stuff but it can inhibit rust
[20:12:31] <Valen> http://www.homemodelenginemachinist.com/showthread.php?t=21073
[20:12:42] <XXCoder> valen could use wd-40 to remove water then use some thin oil
[20:12:44] <Valen> seems to indicate lanolin does a better job than WD40
[20:12:47] <XXCoder> oil that stays on'
[20:13:22] <Valen> he's only using this stuff for measurement, so I was hoping to keep with an oil thats not bad to get on your skin
[20:13:27] <Valen> something that rubs in if you will
[20:13:31] <LeelooMinai> I use it to clean sticky glues off from surfaces, remove old grease, clean tools that could potentialy rust, etc.
[20:15:01] <Valen> oh WD40 has got lots of uses, I have a small bottle in my tool bag, but for pretty much any *specific* purpose there are better products ;->
[20:15:49] <LeelooMinai> That can be said about almost anything though
[20:16:31] <LeelooMinai> There's almost always something better, but usually it's exotic, expensive, and you may not have it at a moment
[20:16:37] <pfred1> http://sparetimeactivities.net/RustPrevent.htm
[20:16:48] <XXCoder> use wd40 if you ever need performe and you ran out of any regular ones lol
[20:17:34] <pfred1> don't get specialist though it is totally different stuff
[20:17:53] <Jymmm> I found a gal of Wd40 for $20, to bad I dont use that much of it
[20:17:59] <Valen> pfred1: no lanolin oils in that test
[20:18:32] <pfred1> Valen I'll let you know next year how things are holding up here
[20:18:45] <Valen> if you keep re-applying it it'll work
[20:19:11] <pfred1> I live like 6 miles form the ocean on a peninsula out in he middle of the atlantic
[20:19:28] <XXCoder> wow wd40 is pretty tough
[20:19:29] <LeelooMinai> I used to do MTB marathons - bike people love WD-40 for degreasing random stuff before applying new lubricant.
[20:19:51] <LeelooMinai> Everyone had one can of it:)
[20:20:11] <pfred1> crap rusts up here like unreal
[20:20:26] <Valen> you should really give a lanolin oil a try
[20:20:31] <Valen> you will probably be suprised
[20:20:41] <pfred1> it the WD-40 doesn't work I might
[20:20:43] <LeelooMinai> also, wd-40 kind of smells nice
[20:21:26] <pfred1> I've cleanrd and polished metla then waxed it and it has still rusted on me
[20:22:56] <pfred1> I paint what I can and that works good
[20:24:30] <LeelooMinai> btw, I "inherited" this metal stand from my father (found it in the basement) and used it for my cnc machine stand in my room. I think it is galvanized maybe, but not 100% sure. Looks like this:
http://i.imgur.com/34fL0iH.jpg
[20:24:53] <LeelooMinai> Any idea how to make it look nicer? Can I just attack it with some polish?
[20:25:11] <pfred1> just paint it
[20:25:28] <pfred1> I'm kind of partial to battleship gray myself
[20:25:51] <LeelooMinai> Yes, well, though about black paint, but I would have to take it outside and it's not happening right now:)
[20:26:22] <LeelooMinai> My mom is not exactly a Hercules and I cannot move the thing by myself
[20:26:27] <pfred1> yeah black is OK dust shows up on black a lot though
[20:26:48] <pfred1> my mill stand is still done in early scale
[20:27:02] <LeelooMinai> So what would happen if I tried to polish it? Would it ruin the galvanized layer?
[20:27:22] <pfred1> depends how thick the coating is on it and how crazy you went
[20:27:46] <jdh> looks fine, leave it alon.
[20:27:56] <pfred1> I think it looks OK
[20:28:15] <LeelooMinai> Well, looks kind of raw - it's my living room/bedroom
[20:28:40] <pfred1> go get it chrome plated then :)
[20:28:46] <jdh> whats the wall art?
[20:29:01] <LeelooMinai> The what?
[20:29:21] <pfred1> the moop looking thing hanging on the wall with the green handle
[20:29:22] <jdh> the artwork, on the wall, behind the drill press
[20:29:32] <pfred1> mop even
[20:29:42] <LeelooMinai> O, I use it for excercise - grab the handles and do push ups
[20:29:51] <pfred1> I can see that
[20:30:02] <jdh> I can't.
[20:30:09] <LeelooMinai> Just kidding:)
[20:30:12] <pfred1> the handles hinge out
[20:30:36] <jdh> how's the mill thingie going?
[20:31:08] <LeelooMinai> I have a curtain for it from vinyl (like used in bathrooms) - when I do work I can "encompass" the drill press and not to worry I will splash the walls with coolant, etc.
[20:31:37] <pfred1> I've been using tap magic lately as tool coolant
[20:32:00] <pfred1> I used to use emusified oil but I donno
[20:32:17] <pfred1> kind of a pain to always be cleaning it up
[20:32:20] <LeelooMinai> I just used transmission fluid I found in he basement for drilling in metals
[20:32:25] <LeelooMinai> And tapping
[20:32:31] <pfred1> its wet
[20:32:53] <jdh> why not put the machines in teh basement?
[20:33:04] <LeelooMinai> I had a lot of it and nothing else and figured it will be better than nothing
[20:33:08] <pfred1> I don't have a basement
[20:33:50] <jdh> me either. no basements here. but if I did, I'd put my machine on the stand in teh basement vs. the stand in the bedroom.
[20:33:53] <pfred1> I need to build an outbuilding
[20:34:23] <LeelooMinai> jdh: I don't like doing anything in the basement - I feel like some gobblin or other creature:)
[20:34:25] <pfred1> I'm thinking something like 20x60 ought to do me
[20:34:57] <pfred1> yeah I like to stay on the surface with the regular folks myself
[20:35:33] <pfred1> I don't want one of those steel outbuildings though
[20:40:24] <jdh> get a japanese screen to put in front of the machines
[20:41:03] <LeelooMinai> What is a Japanese Screen?
[20:41:18] <LeelooMinai> Like those light frames in movies made from wood and paper?
[20:41:54] <jdh> http://www.furnitureconceptssa.com/japanese-home-decor-ideas.html/japanese-screen
[20:42:16] <LeelooMinai> A, right
[20:42:31] * LeelooMinai scratches the head
[20:42:47] <LeelooMinai> Does not really match my room - which looks like some madman's laboratory:)
[20:43:08] <jdh> so the galvanized stand fits well.
[20:43:28] <pfred1> yeah just hit your stand with some steel wool and mineral spirits
[20:43:54] <pfred1> I cleaned up a table saw top with that
[20:43:59] <jdh> just develop an appreciation for the dull patina of zinc
[20:44:00] <pfred1> came out bright like new
[20:44:07] <LeelooMinai> Right, I will try something - it was standing in the basement for 15 years or so, so it's a bit old looking\
[20:44:24] <pfred1> yeah zinc is supposed to powder
[20:44:33] <pfred1> that oxide layer is how it protects
[20:44:48] <pfred1> like aluminum
[20:46:10] <pfred1> I paint in my garage i just run a fan in the window to suck out the fumes
[20:48:31] <pfred1> I had a job for a little while applying commercial decals the guy I worked for said he put decals on rocks
[20:48:56] <pfred1> though we mainly decaled tractor trailers
[20:49:38] <pfred1> to get the decals on we'd use a torch and a brush to shrink it down over seams and rivets
[21:40:45] <zeeshan|2> hi guys
[21:40:47] <zeeshan|2> and girls
[21:40:52] <zeeshan|2> where can i find a parting blade holder
[21:44:58] <XXCoder> wait till someone holding blade start parting from home, grab that person. you now has one lol
[21:45:14] <XXCoder> careful, that person IS holding ablade ya know
[21:46:14] <zeeshan|2> :{
[21:46:36] <jdh> ebay. any of a billion chinese places
[21:46:44] <zeeshan|2> thing is i cant find any in the size i need
[21:46:56] <jdh> because you are just too damned picky.
[21:46:58] <zeeshan|2> my lathe qctp holder is meant for .625"x.625" square tools
[21:47:03] <zeeshan|2> and my parting blades are these:
[21:47:22] <jdh> you need a qctp parting blade holder.
[21:47:31] <zeeshan|2> no
[21:47:35] <jdh> even my PoS qctp has a parting blade holder
[21:47:36] <zeeshan|2> i wanna use carbide
[21:47:41] <jdh> sure
[21:47:47] <zeeshan|2> explain
[21:47:52] <zeeshan|2> http://cgi.ebay.ca/ws/eBayISAPI.dll?ViewItem&item=390914053787
[21:47:55] <zeeshan|2> these have 32mm shanks
[21:48:06] <zeeshan|2> i think theyre flat top/bottom
[21:48:10] <jdh> yeah, one of those, in a parting blade hodler
[21:48:38] <zeeshan|2> i have one of these:
[21:48:43] <zeeshan|2> http://www.use-enco.com/ProductImages/0904371-23.jpg
[21:48:54] <zeeshan|2> but it wont hold 32mm..
[21:48:57] <zeeshan|2> its meant for 11/16"
[21:49:17] <jdh> mill down your insert holder
[21:51:10] <jdh> I've seen pics of those insert holders in a qctp. might have to go up a size though
[21:51:29] <zeeshan|2> http://www.tools4cheap.net/prodimages/207.jpg
[21:51:31] <zeeshan|2> thats what i have
[21:52:08] <zeeshan|2> im pretty sure these flat blades
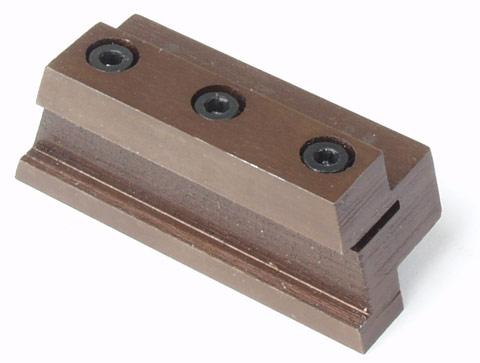
[21:52:15] <zeeshan|2> go into a non angled holder like this:
[21:52:33] <zeeshan|2> http://littlemachineshop.com/Products/Images/480/480.1701.jpg
[21:52:52] <jdh> you could make one of those.
[21:53:02] <zeeshan|2> easier to buy
[21:53:17] <zeeshan|2> if they exist :P
[21:53:52] <jdh> http://www.rdgtools.co.uk/acatalog/455919.jpg
[21:55:53] <zeeshan|2> thats a ncie one
[21:57:24] <jdh> nice pic. I think it is only 19mm though
[21:57:40] <jdh> you have a mill. do you have a chunk of steel?
[21:57:52] <zeeshan|2> jdh ideally id like it integrated
[21:57:53] <zeeshan|2> into qctp
[21:57:58] <zeeshan|2> rather then waste a holder
[21:58:20] <jdh> consider the integrated holder a wasted holder
[22:01:47] <zeeshan|2> im just going to mill the blades shorter
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}