Back
[02:38:06] <Deejay> moin
[02:45:27] <Jymmm> hey Deejay
[07:26:12] <_methods> http://linuxgizmos.com/rugged-daq-system-runs-real-time-linux/
[07:26:18] <_methods> little spendy lol
[07:33:23] <CaptHindsight> CompactDAQ runs preempt_rt
[07:39:18] <PetefromTn_> Mornin'
[07:40:46] <XXCoder1> Why do Linux geeks unzip, strip, touch, finger, grep, mount, fsck, more, yes, fsck, fsck, fsck
[07:41:38] <Tom_itx> jealous?
[07:43:27] <jdh> more often less than more
[07:43:53] <Tom_itx> |
[07:45:17] <archivist> someone for got to top and tail that
[07:45:18] <PetefromTn_> I wish I knew what half of that crap means LOL
[07:46:10] <archivist> it all started long before linux was born
[07:46:27] <Tom_itx> in some uni lab?
[07:46:33] <Tom_itx> was it a bad experiment gone wrong?
[07:47:08] <archivist> more was never that good so someone wrote less
[07:47:55] <archivist> unix and all the copies and work alikes have had a few jokers in the mix
[07:48:03] <_methods> memory was at such a premium then you didn't want to waste chars on big description
[07:48:11] <_methods> so they cut them down as small as possible
[07:48:27] <jdh> and they were typing on a paper tty
[07:48:28] <XXCoder1> not only than but connection was so slow
[07:48:40] <XXCoder1> like 10 baud?
[07:48:41] <archivist> so tail just gives you the last lines in a file
[07:48:47] <XXCoder1> so less charactors the better
[07:49:02] <archivist> terse and to the point
[07:49:23] <jdh> and head
[07:50:16] <archivist> I'll raise you a tee on your pipe
[08:15:34] <JT-Shop> No PO + No Part + No Time = Customer Failure to Plan
[08:16:41] <jdh> the No PO part is sufficient
[08:22:38] <Jymmm> JT-Shop: Quit yer bitchin and just GIT ER DONE!
[08:23:04] <JT-Shop> we do so much work for them no PO is not a problem
[08:26:03] <jdh> I tell people doing lots of work for us to *never* start on anything without a PO
[08:26:58] <jdh> and that we pay net-90 at best
[08:27:47] <pcw_home> big companies are often the worst at paying on time
[08:28:15] <jdh> they also try to do 2% for paying at 89 days
[08:28:49] <jdh> I'm assuming we did finally pay for mesa stuff I ordered a couple years ago :)
[08:28:57] <JT-Shop> Briggs pays pretty fast, 30 or less
[08:30:44] <pcw_home> 30 days is great
[08:31:41] <_methods> yeah 30days is heaven
[08:31:58] <_methods> damn
[08:32:02] <_methods> keep them happy
[08:32:22] <jdh> we will pay 15 for 5%
[08:32:38] <_methods> wow
[08:33:32] <pcw_home> not a lot different that by credit card
[08:35:07] <Jymmm> Water @ 24Hz
https://www.youtube.com/watch?v=uENITui5_jU
[08:52:35] <Jymmm> Wace effect
https://www.youtube.com/watch?v=7_AiV12XBbI&list=PL968ED56DA875D222
[08:55:21] <lair82> Good Morning Guys,
[08:55:52] <PetefromTn_> mornin'
[08:57:16] <lair82> I was wondering if there have been any changes made to the halui.program-pause pin. After my latest pull on monday, the operator noticed that during a G01 move, normally when pressing program pause the machine will abruptly stop motion, not so right now
[08:58:24] <lair82> I have not made any config changes to my stuff, and it worked properly friday on a build that was last updated maybe 3 months ago.
[09:00:03] <skunkworks> lair82, it doesn't stop at all?
[09:00:40] <lair82> Not until it hits the point at which it heading for
[09:01:04] <lair82> It used to stop as soon as the button was depressed
[09:02:23] <lair82> I went in and changed the pin around and connected to motion.feed-hold, and set the M53 P1 in my INI file to load that mcode automatically, and it has the same result, not stopping until it gets to the programmed point.
[09:03:01] <lair82> The odd thing is that during a G00 rapid move, it still behaves correctly, stopping as soon as the button is depressed
[09:06:14] <JT-Shop> lair82, what version are you running?
[09:06:30] <lair82> master
[09:06:55] <skunkworks> hmm. The pause button in axis seems to work as expected.. (pauses within a move.)
[09:07:56] <skunkworks> in master. let me load halui
[09:08:52] <lair82> gmoccapy is what I am running
[09:09:40] <lair82> Is there any way to revert back to the level I was at last week?
[09:10:40] <lair82> But I would think that gui would not matter, due to it being a halui/motion level problem
[09:16:49] <Deejay> re
[09:22:51] <skunkworks> lair82, master here - halui. pause/resume works as expected here in master and axis. pauses within a move.
[09:24:59] <lair82> What could make it not work during a G01 feed move but work during a rapid?
[09:25:20] <skunkworks> I don't know.. I have tested both..
[09:25:32] <lair82> Maybe I should re-compile??
[09:26:14] <skunkworks> I don't think that would help
[09:30:05] <skunkworks> do you have the new tp turned off?
[09:30:14] <lair82> Yes
[09:31:01] <lair82> Could that be the problem?
[09:31:57] <skunkworks> checking
[09:33:33] <skunkworks> no - it seems to work as expected.. The only thing I think I am seeing is that it doesn't pause during a blend. could that be what is being seen?
[09:35:31] <skunkworks> no - it does pause...
[09:37:41] <lair82> These machines give me more gray hair everyday
[09:38:51] <cradek_> I am of two minds: I appreciate that you're testing master. I think you're crazy for running master on production machines.
[09:40:14] <skunkworks> http://electronicsam.com/images/KandT/testing/Screenshot%20from%202014-08-06%2009:20:00.png
[09:40:30] <skunkworks> seems to work.. have you experienced it?
[09:40:42] <skunkworks> that is with new tp turned off..
[09:41:50] <lair82> I honestly misunderstood at some point along the way that I had to run master to apply patches, that's why I have run master all this time. The only reason is the ability to use rogges wear offset patch
[09:42:26] <cradek> well sometimes that's not a misunderstanding, if the patch only applies to master
[09:42:34] <lair82> Haven't been back out to the machine,
[09:42:38] <cradek> but you don't need to patch now, since you are using remap, right?
[09:43:12] <lair82> Well, thats been an issue as well because it fouls up because I am running gmaoccapy.
[09:44:27] <lair82> when you load an NC program and go to run it, the loaded gcode window deletes the program and shows only that sub routine, and it resets the backplot to the home position
[09:44:54] <lair82> But the program will still run, you just cant see the code or the backplot
[09:45:34] <cradek> sorry, I can't help you with gmoccapy
[09:47:58] <lair82> Understandable
[09:48:55] <lair82> it's kind of like that red headed bastard stepchild thing, I have three of them
[09:51:46] <JT-Shop> lair82, here is the log for master
http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=log;h=refs/heads/master
[09:52:46] <JT-Shop> also the maintainer of gomocopy hang out on the forum
[09:53:36] <t12> anyone have a favorite manufacturer of drawer cabinets like this:
http://www.durhammfg.com/catalog.html?id=211
[10:01:33] <lair82> I just ran a program on a test pc sitting in my office using the axis-lathe sim config using one of our nc programs that we made a year ago and have ran on all three machines, and it wont stop motion during a feed move pressing the pause button at the top of the screen.
[10:01:58] <lair82> I just did a pull as of 7:30 this morning
[10:02:21] <lair82> And its all straight line moves
[10:03:00] <skunkworks> axis lathe sim?
[10:03:16] <skunkworks> could you post the program somewhere?
[10:03:26] <Jymmm> I heard there was a issue with PAUSE years ago, I thought it had been fixed.
[10:04:32] <cradek> I wonder if one of you is testing using fpr but the other of you isn't
[10:04:48] <lair82> what is fpr
[10:05:37] <cradek> g95
[10:05:53] <skunkworks> the splash screen pauses within a segment..
[10:05:59] <cradek> or maybe you're using css g96
[10:06:18] <cradek> so yeah share the program with skunkworks :-)
[10:06:25] <skunkworks> btw - the splash program for axis lathe is emc2 axis
[10:06:34] <cradek> hah
[10:11:45] <lair82> http://pastebin.com/a3ZQnWgv
[10:13:35] <cradek> so yes you're using both g95 and g96
[10:13:49] <cradek> I bet one of those will be the cause of the buggy pause
[10:24:31] <lair82> never looked at as fpr, feed per rev is used on every machine in the shop
[10:29:26] <lair82> The G95 is the problem, i edited the program and went to a 5 IPM feed rate and it stops when told too.
[10:29:55] <cradek> aha
[10:30:03] <cradek> does it happen with both new-tp and old-tp on master?
[10:30:21] <cradek> either way, please make a bug report about this
[10:32:17] <lair82> Ok,
[10:33:55] <lair82> Never submitted a bug, whats the best route to do so?
[10:34:39] <cradek> http://sourceforge.net/p/emc/bugs/
[10:39:54] <lair82> What should I put for the milestone?
[10:43:04] <skunkworks> cradek, good call
[10:55:42] <cradek> lair82: you can just leave that part blank
[10:55:55] <cradek> lair82: (if it were in 2.6, you'd use that, but it's not)
[10:57:03] <lair82> Ok, sounds good, it has future release selected is that ok
[10:57:47] <cradek> sure, I think so
[11:01:58] <lair82> Submitted, hopefully not a big fix.
[11:03:59] <cradek> thanks!
[11:22:38] <JesusAlos> hi
[11:23:40] <JesusAlos> I'm not sure what pin must use for see rpm spindle
[11:24:37] <JesusAlos> I try 'net spindle-rpm-filtered => pyvcp.spindle-speed' as show in this example '
http://www.linuxcnc.org/docs/devel/html/hal/pyvcp_es.html'
[11:24:46] <JesusAlos> but ever 0
[11:25:12] <JesusAlos> then try this pin 'spindle-cmd'
[11:25:35] <JesusAlos> and can see how change value
[11:25:49] <JesusAlos> but don't know what value is show
[11:25:57] <JesusAlos> any idea please?
[11:34:29] <JT-Shop> cmd is the commanded speed, not the actual speed from a feedback device like an encoder
[11:42:55] <JesusAlos> ´thank
[11:46:38] <IchGuckLive> hi all B)
[11:46:43] <JesusAlos> hi
[11:50:51] <IchGuckLive> JesusAlos: what is your net spindle filterd loaded with
[11:51:30] <IchGuckLive> as it hs only a out value but no in
[11:52:11] <IchGuckLive> is ther motion.spindle-speed-in loaded
[11:52:12] <JesusAlos> use this pin spindle-cmd
[11:52:41] <JesusAlos> and seems theorical speed as say JT-Shop
[11:53:45] <IchGuckLive> therdor use the real speed not your gcode command
[11:54:18] <IchGuckLive> can you show us your hal
[11:54:42] <IchGuckLive> but then you need to do all the spinle in postgui as pyvcp acts there
[11:55:07] <JesusAlos> http://pastebin.com/RMawmXfY
[11:57:03] <IchGuckLive> First you do not use a parport resrt setup
[11:57:13] <IchGuckLive> 150000 dir is bad
[11:58:06] <IchGuckLive> can you please look in HAL show at mashine menue on PINS
[11:58:20] <IchGuckLive> if in motion there is a motion.spindle-speed-out-rps PIN
[11:58:36] <IchGuckLive> it shoudt be speed in float value
[11:58:49] <IchGuckLive> use this pin to show up in pyvcp
[12:00:26] <IchGuckLive> hi dgarr
[12:01:42] <JesusAlos> is the same like motion.spindle-speed-out but in rpm
[12:01:47] <JesusAlos> right?
[12:02:45] <IchGuckLive> yes use the real rpm value
[12:03:25] <IchGuckLive> depends on your version it might not be eble to use look inside the HALshow menue
[12:04:57] <JesusAlos> ok
[12:05:57] <IchGuckLive> Oh first uupdate tody so 2.6.0 has been a realy buggy version
[12:07:15] <JesusAlos> use 2.5.4
[12:07:28] <IchGuckLive> shoudt be there
[12:07:43] <JesusAlos> you mean I must update to 2.6?
[12:07:50] <IchGuckLive> no
[12:07:53] <JesusAlos> oh
[12:07:55] <JesusAlos> ok
[12:08:04] <PetefromTn_> Question guys..... I had setup LinuxCNC initially to have quite a few different incremental step settings IE .01 .001 .0001 etc etc. Mine has quite a few and I have come to realize it is more a pain to cycle thru them than it has been to be able to use them. I want to change that. Where in the setup is this? I looked thru the Hal and INI files to try to find but could not.
[12:08:32] <IchGuckLive> in postgui net spindlereal motion.spindle-speed-out-rps => pyvcp...
[12:08:55] <JesusAlos> undestand
[12:09:16] <JesusAlos> other issue: there are no keyboard shortcut to spindle override command?
[12:09:17] <IchGuckLive> PetefromTn_: ini
[12:09:45] <JesusAlos> wiki.linuxcnc.org/cgi-bin/wiki.pl?Keyboard_Shortcuts there no appear
[12:10:00] <IchGuckLive> Je set up a pyvcp button or a joypad button
[12:11:14] <PetefromTn_> thanks ich. found it.
[12:11:45] <IchGuckLive> ;-) [DISPLAY] INCREMENTS = 1 in, 0.1 in, 10 mil, 1 mil, 1mm, .1mm, 1/8000 in
[12:13:28] <IchGuckLive> JesusAlos: please get a look in ide integrater mauel page 156
[12:14:03] <IchGuckLive> the intergreater manual of your version is availabel on the drop down menue of CNC
[12:15:29] <JesusAlos> yes i seeing
[12:16:38] <PetefromTn_> yup honeslty just want .01, .001, .0001 and that is enough
[12:16:48] <PetefromTn_> just got it changed and it works fine now thanks Ich
[12:17:12] <IchGuckLive> NP
[12:17:45] <IchGuckLive> JesusAlos: today we got 3 new spain engineers coming to the Universety
[12:18:17] <JesusAlos> exchange?
[12:18:53] <JesusAlos> erasmus?
[12:19:02] <IchGuckLive> no they got a crach lesson in german
[12:19:22] <PetefromTn_> ya know what would be nice is some custom buttons or keystrokes to change that setting. I am using the I and Shift I to cycle thru them but maybe is it possible to just have it cycle thru the list and then start over instead of having to hit shift I to go backwards?
[12:19:34] <IchGuckLive> they gone work at DEMAG crane master service soon
[12:20:19] <IchGuckLive> PetefromTn_: C does the continous
[12:20:33] <JesusAlos> jjj
[12:21:14] <IchGuckLive> JesusAlos: its like in old days in 1960 where the first wave of foren workers from spain and italy came in
[12:21:20] <JesusAlos> unfortunately a lott Spanish must go to other countries
[12:22:12] <IchGuckLive> but now the real good ones are coming and well traiined this is bad for spain as they loose lots of man power
[12:22:25] <PetefromTn_> yes I know that. What I am asking is if it is possible to just press I and cycle thru the settings from top to bottom and then when you reach the bottom instead of pressing SHIFT I to go back to the top just continue cycling thru from the botto to top and then down thru the list?
[12:23:04] <PetefromTn_> IE .01, .001, .0001, .01, .001, .0001, .01, .001, .0001 etc etc without pressing SHIFT
[12:23:05] <cradek> it used to work like that, and tended to be crashy because you'd accidentally jump to the biggest increment
[12:23:17] <PetefromTn_> aah I understand that.
[12:23:25] <IchGuckLive> WHy dont you opposit the list PetefromTn_
[12:23:37] <PetefromTn_> Which is why I just changed my settings to only go as high as .01 where it was .1
[12:24:01] <PetefromTn_> I see your point chris tho it makes perfect sense now that I think about it.
[12:24:18] <marmite> my dick is .0001
[12:24:19] <PetefromTn_> What I really need to do is setup some custom buttons or something for each of the three or four settings.
[12:24:23] <marmite> :<
[12:24:44] <cradek> PetefromTn_: or just get a jogwheel...
[12:24:45] <PetefromTn_> Then setup an actual button for them on the panel.
[12:24:46] <IchGuckLive> PetefromTn_: you do think alot of optimising
[12:24:57] <PetefromTn_> I have a jog wheel.
[12:25:02] <PetefromTn_> you mean MPG wheel?
[12:25:06] <cradek> yeah
[12:25:18] <IchGuckLive> hi marmite
[12:25:19] <cradek> oh is this for wheel increments? I thought you were doing keyboard incremental jogs
[12:25:21] <PetefromTn_> am I missing something about how this works?
[12:25:29] <cradek> nope, it's normal to hook that up to both
[12:25:30] <PetefromTn_> no wheel increments.
[12:25:31] <marmite> IchGuckLive: alooo
[12:25:42] <cradek> sorry, I'll quit helping
[12:25:49] <PetefromTn_> no please don't
[12:25:50] <cradek> "helping"
[12:25:58] <PetefromTn_> I am trying to understand how it works best
[12:26:11] <PetefromTn_> Right now I use the MPG wheel for almost all non CNC controlled movement
[12:26:13] <IchGuckLive> < thanks cradek for all his work on this
[12:26:18] <cradek> yeah, me too
[12:26:30] <PetefromTn_> and I had set it up for quite a few settings in the increments menu
[12:26:36] <PetefromTn_> there were too many
[12:26:37] <cradek> but I use touchy on my machines that have dedicated consoles (no keyboard)
[12:26:40] <PetefromTn_> now I have just three.
[12:27:04] <JesusAlos> Ich, but I prefer configurate my keyboard shorcut
[12:27:46] <PetefromTn_> I don't have touchy and when I am working I am having to do a lot of keyboard stuff with I and SHift I to get the increment I need and as you mentioned if you get it wrong it is crashy.
[12:28:03] <JesusAlos> at the moment don't be install joypad
[12:28:03] <PetefromTn_> Is there another way that may work better?
[12:28:43] <cradek> PetefromTn_: you could detach wheel increment from AXIS's i/I and use a different method -- maybe a switch
[12:28:49] <IchGuckLive> PetefromTn_: does yoour mpg got buttons or a dial poti
[12:28:58] <cradek> I have a switch that I've been tempted to use that is rotary (two positions) but it also pushes in
[12:29:06] <cradek> the push in is momentary
[12:29:26] <cradek> I'd use the push for the largest increment - something like a rapid - it would take two hands and be momentary
[12:29:44] <cradek> then the permanent settings would be .001 and .0001
[12:30:12] <cradek> (inch)
[12:30:26] <PetefromTn_> I know the original control had a five position knob that clicked thru the different settings this would be ideal for me if I could get it to work right but I sold the whole panel and would have to source a new switch that would work.
[12:30:44] <cradek> yeah you could sure have that too. very common on big machines.
[12:31:00] <PetefromTn_> yeah and easy to use and get used to using really.
[12:31:21] <PetefromTn_> Wonder how I could set it up with the 7i77... Gonna have to think on that one a bit.
[12:32:07] <PetefromTn_> Ideally a four position switch with .1 .01 .001 and .0001 would be perfect or as you describe the momentary to attain a sort of rapid.
[12:32:11] <PetefromTn_> Would be sweet.
[12:32:39] <PetefromTn_> I am just trying to get the most out of my machine time and be safest with the machine to avoid crashing.
[12:32:46] <cradek> I've never wanted .1 - way too fast
[12:33:02] <cradek> .01 and spinning it gives me something like rapid even on my fast machine
[12:33:20] <PetefromTn_> Funny the guy who was working with me at the shop before crashed an expensive tool into the side of a workpiece and it snapped off and flew across the room doing exactly what we are talking about.
[12:33:52] <PetefromTn_> Agreed totally I was just saying for a rapid like movement as you described earlier. .01 and a quick whip of the wheel gets you going plenty fast.
[12:33:56] <cradek> I nuked a (borrowed, starrett) edge finder once that way
[12:34:12] <cradek> doink whizzzz
[12:34:13] <PetefromTn_> Love my Starrett Edge Finder LOL
[12:34:54] * Jymmm makes note... Don't let cradek borrow any tools =)
[12:35:33] <PetefromTn_> Honestly a pair of three position switches one for incremental setting and one for active Axis MPG would be grand.
[12:35:52] <IchGuckLive> today last week i worklive started only one week to go till work is over for livetime :-)
[12:35:59] <PetefromTn_> Perhaps four or five position actually in case of a future fourth or fifth axis
[12:36:24] <PetefromTn_> you retirin' Ich?
[12:36:34] <IchGuckLive> yes i am
[12:36:39] <PetefromTn_> Congrats man...
[12:36:46] <PetefromTn_> I probably will never be able to LOL
[12:37:05] <IchGuckLive> its up to you
[12:37:21] <PetefromTn_> I'll be 86 slumped over the machine cursing and drooling LOL
[12:37:39] <Jymmm> PetefromTn_: Your not that now?
[12:37:50] <PetefromTn_> smartypants..
[12:38:02] <Jymmm> Hey,it was a simple question.
[12:38:05] <PetefromTn_> well gotta get back to the millin'
[12:38:12] <PetefromTn_> thanks guys for the assistance.
[12:47:11] <JesusAlos> IchGuckLive: you say 150000 dir is bad
[12:47:19] <JesusAlos> what is the normal value
[12:47:20] <JesusAlos> ?
[12:47:39] <IchGuckLive> yes youfirst need a standar parport reset line to get double steprate
[12:48:01] <lair82> +cradek, skunkworks, it does work properly regardless of G95 in 2.6.1
[12:48:18] <IchGuckLive> then it might be down to 45000 this might work proper
[12:52:14] <JesusAlos> so must change tha same value in dirhold and dirsetup?
[12:53:59] <IchGuckLive> dirhold is the driver needs times 2
[12:54:13] <IchGuckLive> and dirsetup shoudt be 45000 max
[12:55:09] <IchGuckLive> but JesusAlos WHERE is the line setp parport.0.reset-time 2000
[12:56:14] <JesusAlos> I don't have this line
[12:56:27] <JesusAlos> but the file is autogenerated by stepconf
[12:56:49] <IchGuckLive> that is wheare as you use the inbound parport
[12:57:42] <IchGuckLive> JesusAlos: can you please put the line below loadrt hal_parport cfg="0x378
[12:58:23] <IchGuckLive> on bad PC latency you might increase it to 5000
[12:58:44] <IchGuckLive> what Driver does the mashine got
[12:58:46] <skunkworks> lair82, probably overlooked in master with the tp
[12:58:53] <JesusAlos> leadshine
[12:59:02] <JesusAlos> M860
[13:00:32] <lair82> We are making chips again, the most important part, and I am going to stay with the latest stable releases from now on,
[13:01:18] <lair82> There are days I think of furthering my employment somewhere else because of these machines, LOL
[13:01:37] <lair82> Thanks for the help guys!!!
[13:01:40] <IchGuckLive> JesusAlos: the leasshines need 2500 so give it a 3500 1us more
[13:02:20] <JesusAlos> ok
[13:02:40] <JesusAlos> but why the stepconf don't create this line?
[13:03:43] <IchGuckLive> sometimes it declares only ini Baseperiod
[13:04:10] <IchGuckLive> did you check that if it is not 100k
[13:07:45] <JesusAlos> http://postimg.org/image/8adeeqj7z/
[13:07:51] <JesusAlos> yes I put 100k
[13:08:14] <IchGuckLive> what is your latency
[13:08:23] <IchGuckLive> did you check that first
[13:09:07] <JesusAlos> yes
[13:09:10] <JesusAlos> http://postimg.org/image/xhh04cs5p/
[13:09:11] <IchGuckLive> your setup is realy not a good one if this is your start you shoudt know better
[13:09:48] <IchGuckLive> JesusAlos: so base tread shoudt be less then 20k
[13:09:57] <IchGuckLive> go for 15000
[13:11:08] <IchGuckLive> the m860 needs a 3500 3500 5000 35000 for best speed and torque
[13:11:26] <IchGuckLive> 3500 3500 5000 3500
[13:11:35] <IchGuckLive> ;-)
[13:12:02] <IchGuckLive> then if you are on stepconf check the axis accel and speed with the internel proof
[13:13:58] <JesusAlos> this configuration:?
http://postimg.org/image/ufa3csvwf/
[13:14:38] <JesusAlos> but need put setp parport.0.reset-time 3500 too??
[13:15:11] <IchGuckLive> if it is not at the end of the config in hal yes
[13:15:21] <IchGuckLive> configuration is ok
[13:15:22] <JesusAlos> I want to say: each time that create a machine with stepconf, need add your setp line?
[13:15:37] <IchGuckLive> it shoudt be there
[13:16:12] <IchGuckLive> check if the stepconf did the timing settings to less then 100k in the ini
[13:16:23] <IchGuckLive> after you did the hole config
[13:19:39] <JesusAlos> this time are created
[13:19:45] <JesusAlos> the setp line
[13:19:56] <IchGuckLive> ;-)
[13:20:04] <IchGuckLive> JesusAlos: is it a mill
[13:21:25] <JesusAlos> thank
[14:46:34] <CaptHindsight> anyone following the discussions on the ML about building a 3D printer for metal using a MIG welder?
[14:47:39] <cradek> the one that boeing couldn't make work, but maybe aram can?
[14:48:15] <cradek> (it does seem like a good idea, but I know that I don't know enough about welding to know)
[14:48:31] <CaptHindsight> http://www.appropedia.org/Open-source_metal_3-D_printer low cost DIY plans
[14:48:37] <CaptHindsight> you can see the results
[14:49:46] <CaptHindsight> I'm not sure what he wants for end results
[14:49:47] <cradek> upside-down delta platform is interesting
[14:49:52] <CaptHindsight> http://www.3ders.org/articles/20140806-sciaky-announces-first-sale-of-giant-metal-3d-printer.html
[14:50:41] <kfoltman> CaptHindsight: because laser cutters obviously don't smell bad enough
[14:51:00] <CaptHindsight> there are a few successful approaches to 3D printing with metals
[14:51:28] <CaptHindsight> http://3dprintingindustry.com/2014/08/07/nasa-3d-printing-multiple-metals-simultaneously-new-radiant-deposition-technique/
[14:52:50] <CaptHindsight> the molten wire feed method is pretty crude
[14:53:16] <cradek> less of the guy talking about how breakthroughy it is, and more of showing me something it made, pls
[14:53:32] <Jymmm> CaptHindsight: wheres the final product pics you mentioned?
[14:53:59] <jthornton> moth not years... a new measure of time
[14:55:10] <CaptHindsight> there's different approaches based on what you want for an end result. I can post several example parts
[14:55:28] <pcw_home> Years with no moths?
[14:55:39] <Jymmm> I wanted to see the results of the mig printing
[14:55:51] <cradek> me too
[14:55:54] <CaptHindsight> they are blobs
[14:55:59] <cradek> conspicuously missing
[14:56:01] <CaptHindsight> let me find some pics
[14:59:22] <CaptHindsight> https://htmlcdn.scribd.com/95i7wd5nwg37e5qk/images/4-08f4a950b9.jpg
[14:59:43] <CaptHindsight> https://htmlcdn.scribd.com/95i7wd5nwg37e5qk/images/5-716fbb2603.jpg
[15:00:11] <CaptHindsight> here's their IEEE paper
https://www.academia.edu/5327317/A_Low-Cost_Open-Source_Metal_3-D_Printer
[15:00:49] <Jymmm> Eh, still requires machines afterwards.
[15:00:58] <CaptHindsight> yeah with MIG
[15:00:59] <Jymmm> machining*
[15:01:07] <cradek> looks like it requires starting over
[15:01:44] <CaptHindsight> what a blacksmith might have pounded out 200 years ago
[15:01:58] <mozmck> They were better than that!
[15:02:15] <cradek> I wonder if lost-3d-print casting would be a better thing to try
[15:02:39] <CaptHindsight> sure for precision
[15:02:49] <mozmck> somebody posted a link to that recently - lost PLA casting.
[15:02:50] <CaptHindsight> MIG is so crude
[15:03:04] <cradek> mozmck: aha, glad someone has tried it. does it work?
[15:03:27] <CaptHindsight> lots of jewelry is made from lost wax molds printer using SLA/DLP printers
[15:03:33] <mozmck> apparently so - he had a webpage with pictures of the part he cast - aluminum I think.
[15:03:37] <CaptHindsight> printed/printer
[15:04:25] <mozmck> http://3dtopo.com/lostPLA/
[15:05:58] <CaptHindsight> http://replicatorinc.com/blog/wp-content/uploads/2008/10/a_ring_made_for_3d_wax.jpg
[15:07:45] <cradek> mozmck: that's really cool (I get images but I can't seem to play the videos)
[15:08:00] <cradek> looks like a very promising scheme
[15:08:27] <CaptHindsight> it's slow using FDM, it's 100x faster using DLP/SLA
[15:09:07] <mozmck> Yes, I was fascinated. I have wanted to do iron casting for years - one of these days I need to do it.
[15:09:33] <cradek> I've done some aluminum/brass, not iron
[15:09:36] <mozmck> But my parts may be a bit large for SLA patterns.
[15:09:49] <mozmck> CaptHindsight: what is FDM?
[15:10:17] <CaptHindsight> dental prosthodontics is moving towards SLA/DLP
[15:10:22] <TekniQue> speaking of welders, the chinese AC/DC TIG machines are down to 500 dollars now
[15:10:23] <mozmck> cradek: sand cast?
[15:10:30] <CaptHindsight> mozmck: FDM is the reprap process
[15:10:45] <cradek> mozmck: yes, petrobond
[15:11:33] <CaptHindsight> FDM = Fused Deposition Modeling but that term is trademarked so they call if FFF free form fabrication or GGG Glorified Glue Gun
[15:11:48] <mozmck> neat! where did you get petrobond? I have some *old* books on sand-casting - and some show you how to select your own sand and clay from a creek or lake and mix your own sand.
[15:12:48] <cradek> yeah, the gingery books talk a lot about that too. we got the petrobond from a local foundry by asking nicely and beerly
[15:12:52] <Jymmm> cradek: your not missing anyhting from not seeing the videos
[15:13:36] <CaptHindsight> http://www.3ders.org/articles/20130610-china-develops-worlds-largest-laser-3d-printer.html is faster way from 3D model to finished metal part
[15:14:06] <CaptHindsight> you inkjet print binder into sand, then use that as the mold
[15:15:38] <mozmck> cradek: interesting. we used to have a foundry locally before the EPA shut them down. They sold use a pickup load of coke for our blacksmith shop for $40.
[15:15:46] <Jymmm> like lost foam casting
[15:15:53] <Jymmm> (sorta)
[15:15:54] <CaptHindsight> or use resin and sand mix and cure the outer skin with a laser, then bake to form a rigid solid mold
[15:16:39] <cradek> lost foam is nice because you don't have to bake it out, and you don't have to have perfect sand that you can part and then put back together (you also don't need consistent draft)
[15:17:49] <CaptHindsight> http://www.youtube.com/watch?v=CsXuOzXSBLc jump to 1:00 Direct Metal Laser Sintering
[15:17:57] <cradek> most of our time was spent in the making of tedious wooden molds with careful radiuses and draft. given the technologies I have to choose from, I'd rather machine from solid when possible.
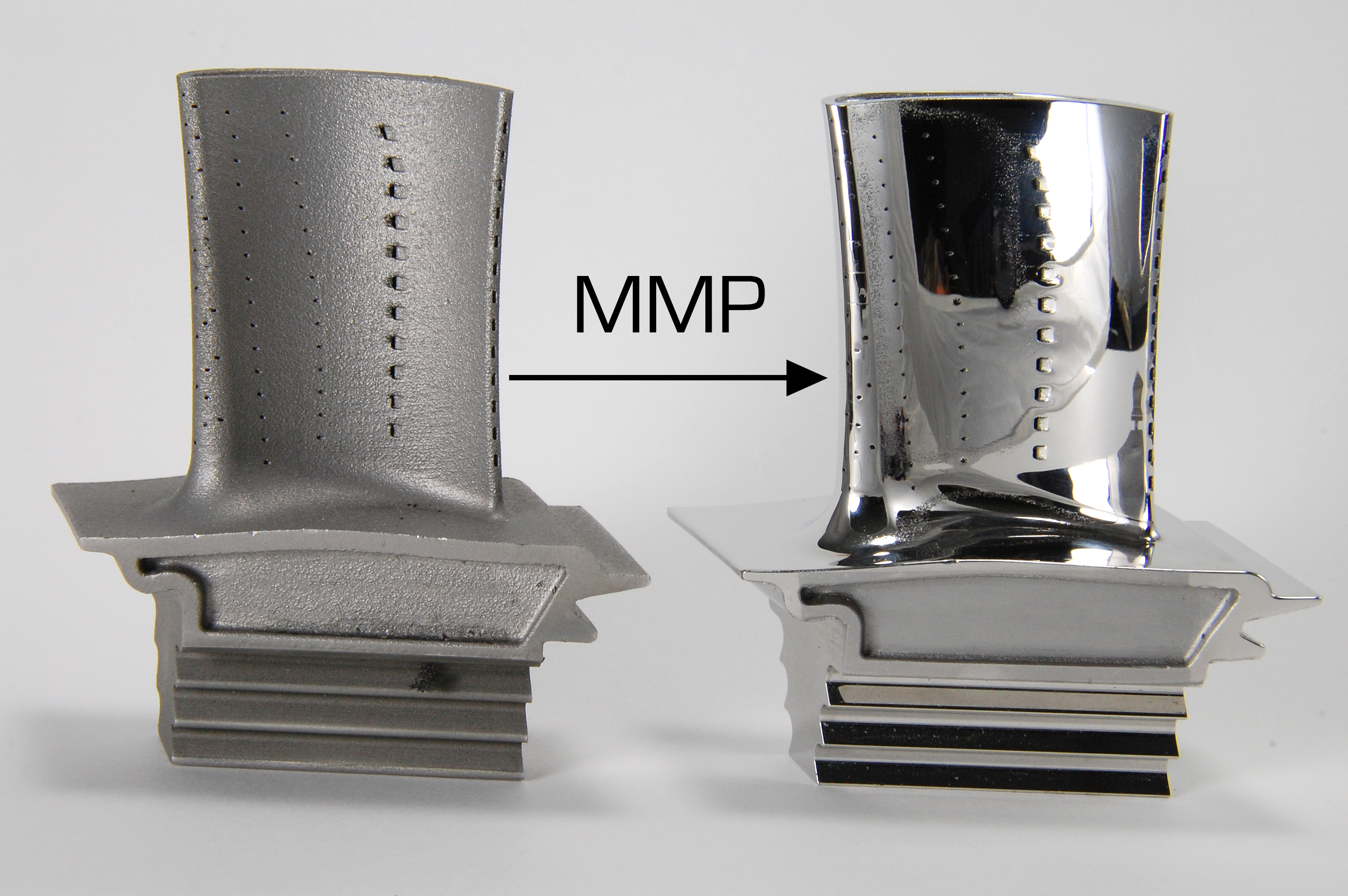
[15:19:45] <CaptHindsight> the GE example shows how that type or 3D part is better than what was previously machined
[15:19:51] <CaptHindsight> or/of
[15:21:11] <cradek> very cool
[15:21:56] <CaptHindsight> http://www.youtube.com/watch?v=zApmGFDA6ow 3d printing with metal, titanium & aluminum demo
[15:28:46] <CaptHindsight> http://www.design-engineering.com/general/nasas-jpl-develops-multi-metal-3d-printing-process-132113
[15:29:44] <CaptHindsight> http://www.designnews.com/author.asp?doc_id=264842
[15:31:01] <CaptHindsight> http://www.youtube.com/watch?v=Z4kNkwmeqz8 jump to 2:35 to see it print up close
[15:49:22] <CaptHindsight> http://www.engineering.com/Portals/0/BlogFiles/3D%20Printing/0112/EOS%28source%29%20BESTinCLASS_poliertes%20Bauteil.JPG DMLS + Micro-Machining
[15:49:32] <CaptHindsight> http://www.engineering.com/3DPrinting/3DPrintingArticles/ArticleID/4042/First-Surface-Oberflachentechnik-GmbH-EOS-and-BESTinCLASS-Found-Joint-Venture-for-the-German-speaking-Market.aspx
[15:51:21] <PCW> hmm I cant get the hybrid iso image to boot
[15:52:16] <Jymmm> PCW: did you burn it at 4x speed?
[15:52:59] <PCW> I "burned" it to a USB stick
[15:53:03] <CaptHindsight> Jymmm: here's another example of MIG 3d prints
http://hannahnapier.co.uk/2012/07/josh-bitelli-additive-manufacturing-by-hand/
[15:53:18] <Jymmm> PCW: using what?
[15:53:38] <PCW> dd
[15:53:57] <Jymmm> CaptHindsight: kinda cool in a fuky way
[15:53:58] <cradek> how far does it get?
[15:54:00] <Jymmm> funky
[15:55:09] <PCW> on J1800 MB I get corrupt or missing isolinux.bin, on d525 is just boots to the hard drive even thou usb has priority
[15:55:45] <cradek> hmm
[15:56:06] <Jymmm> PCW: I have nfc how the iso you are using was built. Some "bootable sticks" don't accept standard iso directly.
[15:56:11] <cradek> did you use zsync to download? if not what's your iso's md5sum?
[15:57:07] <PCW> I just downloaded it with the browser, I dont have access to the machine I made it on ATM
[15:58:00] <PCW> (it looks like a normal filesystem if i mount the USB drive)
[15:58:20] <cradek> I think that's right
[15:58:38] <cradek> md5sum should be 1d0025a8...
[15:59:15] <cradek> if you have a bad download, zsync will retrieve just the part needed to fix it
[16:00:10] <Jymmm> Is alex still doing the iso builds?
[16:00:16] <cradek> no
[16:00:25] <Jymmm> who is?
[16:00:31] <cradek> some joker
[16:00:41] <Jymmm> named cradek by chance?
[16:01:02] <cradek> http://article.gmane.org/gmane.linux.distributions.emc.user/52401
[16:01:52] <PCW> I'll check the md5 checksums later
[16:01:53] <PCW> It entirely possible the J1800 has problems with it (It does boot ubuntu 14.04 images ok though)
[16:01:55] <PCW> And I may have a issue with the D525 not sure if Ive tried booting via USB on it before
[16:02:08] <Jymmm> cradek: what "tool(s)" are you using to build the iso?
[16:02:22] <cradek> debian live-build
[16:02:28] <Jymmm> ok
[16:02:43] <PCW> man seems every BIOs I come across is riddled with terrible bugs who writes this crap?
[16:02:52] <cradek> it's true
[16:03:04] <cradek> I keep meaning to try coreboot
[16:03:29] <Jymmm> cradek: tell me how you get along if you try it.
[16:03:41] <cradek> now that bioses are a new combination of terrible bugs (old) and hostility to freedom (new)
[16:05:22] <cradek> PCW: I assume it's caused by rush to release + no good way to push updates
[16:05:34] <cradek> or maybe it's just incompetence
[16:06:09] <Jymmm> Heh, the factoty replied back... polycarb WILL FLAME and is hard to cut. Bumer.
[16:06:13] <Jymmm> Bummer*
[16:12:16] <PCW> Thats nice, the md5 csum list on the drive doesnt show isolinux.bin
[16:15:51] <Deejay> gn8
[16:16:18] <PCW> md5sum -c md5sum.txt checks out
[16:17:41] <CaptHindsight> PCW: the vendors all can use coreboot but they want their own closed OS as the BIOS
[16:17:46] <cradek> shame the important one isn't in there
[16:19:01] <CaptHindsight> the BIOS tools are mostly graphical check box tools where they just match features with chipset and cpu part numbers, little coding is ever done by the mainboard vendors
[16:19:48] <CaptHindsight> and it's easy to have features in the BIOS/EFI menus that don't actually do anything or are broken
[16:37:14] <MC500> I am trying to tune PID on a fresh install. I have A/C servo motors with linear scales, according to the LinuxCNC manual I need to start of by increasing P untill the motor ocilates. How exatly, do I set the motor in motion with MDI or manually?
[16:38:14] <cradek> I like to make a gcode program that moves, pauses, moves back, pauses again - in a loop forever
[16:38:39] <cradek> then you can set halscope to trigger on it and get a nice automatically up-to-date display as you tune
[16:39:10] <MC500> what pins should I bee looking to set halscope to
[16:39:45] <cradek> commanded velocity, pid error, maybe also feedback velocity
[16:39:58] <MC500> thank you
[16:40:01] <cradek> welcome
[16:40:02] <cradek> bbl
[16:41:49] <Tom_itx> lcnc contender?
http://www.electronicproducts.com/Board_Level_Products/Single_Board_Computer/Microsoft_launches_microcomputer_to_compete_with_Raspberry_Pi.aspx
[16:42:13] <Tom_itx> too pricey
[16:42:48] <JT-Shop> MC500, I have some servo tuning tutorials here
http://www.gnipsel.com/linuxcnc/tuning/index.html
[16:43:15] <Tom_itx> JT-Shop, 2.6.1 up and runnin?
[16:43:26] <JT-Shop> aye
[17:18:41] <anarchos_> a lot of libc updates in the last few days
[17:52:53] <kfoltman> Loetmichel:
http://i.imgur.com/XT5fdFW.jpg new software, 0.3mm v-bit, stiffened frame
[19:07:02] <JT-Shop> say goodnight Gracie
[19:13:07] <PCW> goodnight Gracie
[19:28:28] <ssi> Tom_itx: MS is so out of touch :P
[19:28:37] <XXCoder1> heys
[19:28:52] <XXCoder1> goodnight file_not_found
[20:20:47] <asah> anyone who has setup an 8i20, how are you doing the current scaling?
[20:21:04] <asah> using current-scalemax 1.0 ?
[22:00:11] <skunkworks_> https://www.youtube.com/watch?v=3BMjwQSDb4g
[22:05:14] <cradek> that's my machine but with a sweet little dual rotary
[22:07:15] <skunkworks_> don't you have one yet?
[22:08:02] <cradek> you know the last thing my vmc did? drilled holes.
[22:08:19] <cradek> easier to use it than change the belts on the drill press
[22:08:26] <cradek> I don't need 5 axis :-)
[22:08:43] <skunkworks_> heh - that is what the last thing the k&t did... (and I tried to rigid tap but didn't have a sharp enough one..)
[22:09:18] <XXCoder1> had lots cnc fun today lol 138 parts and only 20 seconds cut time
[22:09:33] <XXCoder1> so I was constantly swapping parts and deburring part while its cutting
[22:11:26] <skunkworks_> keeps you hopping
[22:11:37] <XXCoder1> yeah
[22:14:45] <cradek> that's only an hour's work!
[22:15:08] <XXCoder1> lol
[22:15:36] <XXCoder1> yeah assuming I magically swap parts instantly
[22:29:21] <Tom_itx> run 2 fixtures
[22:30:35] <Tom_itx> i've seen cases where they're tabbed together in a cluster too and break apart like plastic moulded parts
[22:30:49] <Tom_itx> so you run 6 or so at a time
[22:31:02] <Tom_itx> just depends what it is
[22:31:06] <XXCoder1> tom its complex jig
[22:31:16] <XXCoder1> takes me minute just to place part in jig
[22:31:16] <Tom_itx> ^^
[22:31:37] <XXCoder1> plus another minute to clean cnc area so it dont get out of aligiment due to some swarf
[22:32:11] <XXCoder1> also its quite large, being airplane door protector thing, its 6 inches tall, 4 inches wide 1 1/2 in "thick"
[22:32:16] <Tom_itx> my plastic boxes were kinda that way
[22:32:28] <Tom_itx> turn 3 times in the vise
[22:34:15] <tk84916> Hello all, I am working on a retrofit mill, using Mesa 5i23 and 7i49 with resolvers, we are trying to enable all 6 ports on the 7i49, according to hal config in linuxcnc it has only 3 resolver, am I missing a simple edit in the hal file to enable the other three?
[22:34:18] <Tom_itx> https://www.youtube.com/watch?v=-CEqokrtFI4&feature=youtu.be
[22:34:27] <XXCoder1> interesting. this one does one part a time. first the hole then side holes, 10 of em on side (it drills deep enough to hole both sides)
[22:35:48] <dgarr> http://imgur.com/r/damnthatsinteresting/Z5fOZAP
[22:36:01] <cradek> tk84916: possibly; it would be the loadrt hm2_pci line. See the hm2_pci and hostmot2 manpages.
[22:36:03] <XXCoder1> damn
[22:36:08] <XXCoder1> thats good animation
[22:36:22] <XXCoder1> its faceoff
[22:36:57] <Tom_itx> or high speed photography
[22:37:48] <Tom_itx> you wouldn't wanna screw up. it'd cost a fortune to replace all the cutters
[22:38:11] <Tom_itx> we ran some 5" shell mills like that
[22:38:54] <Tom_itx> i watched a mori spitting off steel like that coming off white hot too. running dry
[22:39:02] <skunkworks_> tk84916: there should be a config line that reads something like num_resolvers=3 or something like that..
[22:39:24] <skunkworks_> either in the ini or hal file
[22:40:48] <skunkworks_> http://linuxcnc.org/docs/2.6/html/man/man9/hostmot2.9.html
[22:40:53] <skunkworks_> and what cradek said..
[22:40:57] <skunkworks_> missed that
[22:42:14] <tk84916> thanks skunkworks_ and +cradex, I missed it in the ini file. It loaded up and showed all 6 on the card. I had read the wiki on the hostmot2.9 and was getting errors on boot when I tired to set the parameter for it. Changined the count in the ini file worked. Thanks
[22:42:40] <cradek> now ask us a hard one
[23:11:21] <Tom_itx> i'm a little confused which branch to download... i'm using the wheezy iso but i wanted to download the source from buildbot. it shows wheezy as sim only so should i get lucid instead?
[23:11:39] <Tom_itx> 2.6 branch
[23:11:59] <Tom_itx> or master...
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}