Back
[00:00:01] <PetefromTn> all that work for a glorified glue gun so they can make Yoda heads jeez.
[00:00:24] <CaptHindsight> PetefromTn: it's also the controller for the pick-n-place
[00:00:55] <PetefromTn> I know man just busting chops
[00:01:13] <CaptHindsight> 0201 is no gig deal
http://media.digikey.com/pdf/Catalog%20Drawings/Inductors/MLK0603_FTPRNT-v1.jpg
[00:01:16] <PetefromTn> I keed
[00:04:09] <CaptHindsight> what would be impressive is handling 800+ ball bga's or 75um pitch traces at low cost
[00:04:53] <ssi> handling them in what way?
[00:05:02] <ssi> placing a 800 ball bga is easier than placing 0201
[00:05:21] <CaptHindsight> develop a low cost laser micrometer that keeps the machine in alignment
[00:05:36] <ssi> computer vision and fiducials not enough?
[00:13:19] <CaptHindsight> I forget are they printing the solder paste as well?
[00:17:16] <ssi> I dunno; the project I was looking at he had an air valve connected to a solder syringe and was printing paste
[00:21:04] <CaptHindsight> I don't their feeder for the tapes or trays
[00:21:23] <ssi> you accidentally the whole thing?
[00:24:04] <CaptHindsight> if it's able to pick loose parts from a tray then linuxcnc would need some extra image processing to pattern match and auto align/orient the parts
[00:25:04] <toastyde1th> i would rather use a screw to dispense paste
[00:25:22] <CaptHindsight> but known locations from tape and tray is easy
[00:25:33] <ssi> yep I was planning on just doing tape/tray
[00:27:33] <ssi> k bedtimes
[00:28:13] <CaptHindsight> using a solder paste stencil is easy enough
[00:28:40] <SpeedEvil> Known locations is 'easy' - but aligning precisely enough for production probably isn't
[00:28:44] <ssi> I'm hoping I can get my laser to cut stencils once I get the 100W tube
[00:29:01] <CaptHindsight> over time and temp
[00:29:47] <ssi> might be ambitious, but stencils are typically .005-.006" stainless foil, and with short lenses I think I can get enough power density to do it
[00:29:59] <CaptHindsight> they could use the camera to guide it but it won't be very fast over USB or on their micro
[00:30:26] <CaptHindsight> what wavelength laser 10.5um ?
[00:30:42] <ssi> ya
[00:34:11] <ssi> "I have a 80 watt machine for cutting non-metals we tried to cut stainless shim stock yes it cut it but not well and not something you would want to run production on"
[00:34:41] <XXCoder1> wonder if would cut better if you dye or something?
[00:35:19] <ssi> no, it'll just cut the dye :)
[00:35:59] <CaptHindsight> time to build a low cost femtosecond laser
[00:37:33] <XXCoder1> oh thats easy'
[00:37:41] <XXCoder1> steal most expensive parts
[00:37:56] <XXCoder1> build it with scrap wood framework. done
[00:38:03] <XXCoder1> cost: $100 in fuel costs
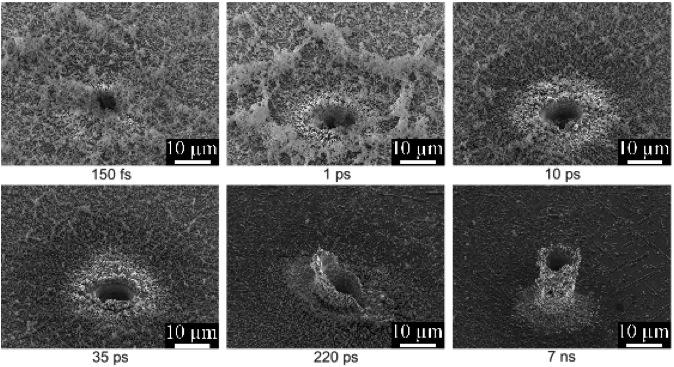
[01:14:18] <CaptHindsight> http://info.raydiance.com/Portals/196988/images/holes_evolve1.gif laser drilled holes
[01:14:30] <Loetmichel> mornin'
[01:15:20] <CaptHindsight> http://www.physics.mcmaster.ca/optics/images/copper_drilling.jpg
[01:18:35] <CaptHindsight> cows just came home, nite
[01:19:25] <Loetmichel> ssi: an 80W co2 can cut 0.2mm stainless. i tried. 0,3 was out of the question, though. and it was very slow.
[01:54:06] <SpeedEvil> Loetmichel: you just need the right assist gas.
[01:54:21] <SpeedEvil> Loetmichel: Oxy-acetylene will let you cut quite thick metal with a modest laser
[02:04:34] <kfoltman> will it also eat the optics?
[02:18:33] <Deejay> moin
[02:59:29] <Loetmichel> SpeedEvil. i used compressed air
[02:59:49] <Loetmichel> pure o2 should work also fpr laser cutting
[05:07:43] <kfoltman> question: kress or Chinese water-cooled 800W spindle?
[05:08:13] <kfoltman> or, more like, pros/cons of each (other than convenience of lack of water cooling vs noise of kress)
[05:22:29] <syyl> aircooled 800W spindle!
[05:22:40] <syyl> no crapy waterpipefoobarstuff
[05:22:47] <syyl> just power
[05:24:07] <kfoltman> how is the air flow done? as in, would spindle stall cause the motor to overheat?
[05:24:26] <syyl> if the vdf doesnt trip, yes
[05:24:38] <syyl> but it will trip with overcurrent if the spindle stalls
[05:29:23] <jthornton> what rpm range does the spindle have?
[05:39:47] <kfoltman> jthornton: the Chinese ones do 8000-24000 or whereabouts
[05:45:26] <Loetmichel> hmm, denst the chinese aircooled spindles have seperate fans on one phase?
[05:45:30] <Loetmichel> doesent
[06:04:53] <syyl_ws> nope
[06:05:00] <syyl_ws> its a fixed fan
[06:07:34] <kfoltman> fixed fan? what do you mean?
[06:08:19] <kfoltman> is it running off the same motor as the spindle?
[06:09:23] <kfoltman> I think I'd prefer air cooled, but if it's easier to damage with improper use, then it's probably not for me
[06:10:02] <kfoltman> also, there's a question of dust getting into bearings I suppose
[06:12:09] <Loetmichel> kfoltman: fixed fan means the back of the spindle has an enlongated shaft where a fan blade sits
[06:12:18] <Loetmichel> a few fan blades
[06:12:29] <Loetmichel> so the aurflow is dependant on the spindle rpm
[06:12:49] <kfoltman> so with low rpm and high load I'm basically screwed?
[06:13:06] <Loetmichel> i thought i had seen a chinese aircooled spindle that had a 230V fan on the back of the spindle that is coneccted ion parallel to one spindle phase
[06:13:12] <syyl_ws> with low rpm youre generaly screwed
[06:13:14] <Loetmichel> bit it seems i have looked wrong
[06:13:39] <kfoltman> syyl: well, I mill plastic sometimes ;)
[06:13:51] <syyl_ws> me to
[06:13:55] <Loetmichel> you could pull the fan from the sahft and mount an external fan on the top of the spindle anytime, though
[06:13:59] <syyl_ws> i run seldom under 15k rpm
[06:14:18] <syyl_ws> i make a living on machining plastics on a router
[06:14:19] <syyl_ws> :)
[06:14:42] <Loetmichel> syyl 2 ton "router"
[06:15:30] <syyl_ws> as i said ;)
[06:15:54] <kfoltman> so, potential lack of cooling issues aside, any other reasons to go with water instead of air?
[06:18:19] <Loetmichel> kfoltman: less noise, more compact
[06:18:36] <Loetmichel> no dust in the cooling fins possible
[06:18:59] <Loetmichel> abd usually a bucket of water witha pump in it is enough for cooling.
[06:19:12] <Loetmichel> no radiator needed for the few watts
[06:19:12] <kfoltman> yes, it doesn't sound particularly scary indeed
[06:19:56] <kfoltman> there's wife freakout factor involved, and potential spill over electronics, but I think she'll appreciate less noise (she's already annoyed with proxxon)
[06:20:02] <Loetmichel> https://www.youtube.com/watch?v=a9Ov69t0uwo <- my setup at home
[06:20:25] <kfoltman> would it run off aquarium pump or the likes?
[06:20:59] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14148
[06:21:05] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14139
[06:21:08] <Loetmichel> at the company
[06:21:27] <Loetmichel> at home i use a very small indoor spring pump
[06:22:11] <kfoltman> cost?
[06:23:02] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13048
[06:23:08] <Loetmichel> about 10-20 euro
[06:35:39] <SpeedEvil> Loetmichel: yes, I wasn't _quite_ serious about oxy/ac assist gas :)
[06:36:42] <Loetmichel> SpeedEvil: if ou use the laser to ifgnite it... would be a nice acetylene torch cutter ;-)
[07:18:32] <kfoltman> heh
[07:26:09] <jdh> my water cooled spindle took a few minutes of setup time. no hassle.
[07:26:23] <jdh> and it is amazingly quiet.
[08:36:34] <Loetmichel> jdh. right
[08:36:41] <JT-Shop> I just found a concrete slide rule from Anchorage Alaska and the phone number is 23251... that's got to be old
[08:43:06] <jdh> seems like a concrete slide rule would cause some serious pain carrying it around.
[08:45:39] <JT-Shop> light weight concrete
[08:45:51] <syyl> Oo
[08:50:15] <Jymmm> As opposed to featherweight, hevy weight, or that it just can't hold it's liquor?
[08:51:42] <PetefromTn_> beautiful morning here today
[09:24:07] <PetefromTn_> ever find that just when you are ready to get something going out in the shop something always pops up to take you away from it?
[09:27:47] <jdh> pretty much always. you?
[09:28:25] * Loetmichel has just engraved some of his usb-flasdisks so he can distiguish them. no i just have to think of something for the little red pny ones... my pocket is a bit full ;-) -> http://www.cyrom.org/palbum/main.php?g2_itemId=15108
[09:47:05] <ssi> morn
[09:54:44] <CaptHindsight> http://www.3ders.org/articles/20140730-3d-printing-breakthrough-that-allows-for-multiple-metallic-properties-in-same-object.html
[09:55:35] <kfoltman> that's a lot of flash disks
[10:12:04] <CaptHindsight> http://www.ebay.com/itm/Vmc-CNC-Laser-deposition-Router-3D-Printer-Welding-Plasma-Automation-Mach-EMC2-/360876720925 listings are starting to mention EMC2
[10:14:46] <CaptHindsight> http://www.ebay.com/itm/Kitamura-Mycenter-3-CNC-Vertical-Machining-Center-Fanuc-11M-Control-CT40-1987-/251291578418 4,500 or best
[10:15:21] <CaptHindsight> http://www.ebay.com/itm/Cincinnati-Sabre-500-CNC-Vertical-Machining-Center-10-000-RPM-Spindle-CT-40-1996-/251379152485 $4,500 or best
[10:16:47] <ssi> can I strap it to the roof of my car? :'(
[10:16:53] <syyl_ws> i like the sabre
[10:16:56] <ssi> me too
[10:17:20] <CaptHindsight> http://www.ebay.com/itm/Amura-Seiki-Machining-Center-CNC-Mill/271559389193 6,000 or best
[10:18:05] <syyl_ws> and it has a pendant you can beat somebody to death with ;)
[10:18:33] <ssi> $11.25 shipping?
[10:18:37] <ssi> I'mma hold them to that! :D
[10:18:52] <syyl_ws> :D
[10:19:41] <CaptHindsight> that's going to need one helluva large Priority envelope
[10:20:59] <syyl_ws> strap it to a letter carrying pigeon
[10:20:59] <ssi> :D
[10:21:08] <syyl_ws> "air mail"
[10:21:19] <CaptHindsight> http://www.ebay.com/itm/Bridgeport/181473925416 series I R2E4
[10:21:56] <syyl_ws> not ONE picture of the whole machine
[10:22:02] <syyl_ws> but one of the safety stickers
[10:22:23] <syyl_ws> and one of the crap on the table
[10:22:40] <syyl_ws> some people dont realy sell their stuff
[10:23:45] <CaptHindsight> http://www.ebay.com/itm/DECKEL-FP4A-CNC-VERTICAL-MILL-B28764-/361005801662 a Deckel from the US
[10:24:22] <syyl_ws> droll
[10:24:29] <syyl_ws> but i dont think it has a 30 taper spindle
[10:24:53] <syyl_ws> every single fp4 i have seen so far had a 40 taper spindle
[10:25:18] <CaptHindsight> http://www.ebay.com/itm/HAAS-VFO-4-Axis-CNC-Machining-Center-/121393810673 ?? “Drives need to be replaced. Estimated cost of repairs is 10K” so not worth $2k
[10:25:41] <syyl_ws> if you want to part it, maybe
[10:26:46] <CaptHindsight> http://www.ebay.com/itm/Matsuura-cnc-milling-machine-/131246070085 nice
[10:27:36] <ssi> I wonder what kind of drives are in that haas
[10:27:39] <CaptHindsight> http://www.ebay.com/itm/Acroloc-M15L-CNC-4-Axis-Milling-Machine-/121396030986
[10:29:06] <CaptHindsight> or what they mean by drives and if $1K in used servo drives would do it
[10:29:16] <ssi> that's what I'm thinking
[10:29:29] <CaptHindsight> yeah $10K for new HAAS parts
[10:30:00] <syyl_ws> those old controlls with the tiny screen shock me every time i see em
[10:30:01] <syyl_ws> :D
[10:30:33] <ssi> that acroloc looks up my alley
[10:30:36] <syyl_ws> compared to a modern siemens controller with a nice fat tft, a good gui etc...
[10:33:06] <CaptHindsight> http://www.ebay.com/itm/Acra-Edm-Sinker-60-amp-/321474839415
[10:33:22] <CaptHindsight> http://www.ebay.com/itm/OMEGA-405D-SINKER-EDM-NEW-1997-EXCELLENT-CONDITION-SEE-PHOTOS-/131241200350
[10:34:21] <pcw_home> Cool dual crt control on the Deckel
[10:35:58] <ssi> we've moved on to sinkers, eh?
[10:35:58] <ssi> :D
[10:36:58] <CaptHindsight> http://www.ebay.com/itm/Hitachi-Seiki-4NE-600-CNC-Lathe-/221505811076
[10:37:20] <CaptHindsight> heh cnc lathes now
[10:37:25] <ssi> clearly!
[10:37:28] <ssi> http://atlanta.craigslist.org/atl/tld/4573784304.html
[10:37:35] <syyl_ws> i want a wire edm
[10:37:45] <syyl_ws> its way more cool than everything else :D
[10:37:50] <ssi> wire edm is pretty cool
[10:38:02] <syyl_ws> but horror to maintain
[10:38:14] <syyl_ws> water, wire, filters, resin
[10:38:25] <syyl_ws> and they have to run
[10:38:44] <ssi> http://atlanta.craigslist.org/atl/tld/4573765212.html
[10:38:45] <ssi> that's wacky
[10:38:52] <CaptHindsight> http://www.ebay.com/itm/Mitsubishi-DWC-90C-Wire-EDM-Machine-Electrical-Discharge-/141302785857
[10:39:14] <syyl_ws> "not running" is always good ;)
[10:39:27] <syyl_ws> maybe it coud be a nice home for chickens
[10:39:36] <syyl_ws> or a modern birdhouse
[10:39:38] <CaptHindsight> http://www.ebay.com/itm/Hitachi-Wire-Electrical-Discharge-Machine-EDM-H-Cut-203M-AWF-/151362192773
[10:40:29] <CaptHindsight> http://www.ebay.com/itm/AGIE-AGIE-CUT-100-WIRE-EDM-/171397246349
[10:40:31] <syyl_ws> FREE shipping!
[10:40:43] <syyl_ws> ah
[10:40:50] <syyl_ws> good ol' agie cut
[10:40:55] <syyl_ws> wie still have two of those at work
[10:41:38] <syyl_ws> slow and need a hell lot of wire
[10:41:45] <syyl_ws> compared to our new mitsubishi
[10:41:46] <CaptHindsight> http://www.ebay.com/itm/Brother-Wire-EDM-machine-HS-3100-/141344996218
[10:41:57] <CaptHindsight> http://www.ebay.com/itm/ANG-International-Wire-EDM-w-control-and-pump/131057396761
[10:42:12] <ssi> syyl_ws: here I found you a siemens controller :P
[10:42:13] <ssi> syyl_ws:
http://atlanta.craigslist.org/atl/tls/4537494379.html
[10:42:44] <CaptHindsight> http://www.ebay.com/itm/ANG-International-Wire-EDM-w-Easson-ES-8-DRO-Scales/141125477425
[10:42:52] <syyl_ws> ah
[10:42:58] <syyl_ws> thats the chinese made siemens controll
[10:43:09] <syyl_ws> i think it even costs new about that much
[10:43:12] <ssi> SO PICKY :)
[10:44:07] <syyl_ws> ;)
[10:46:38] <Loetmichel> hrhr, so i got a customer tft today. fault "looses picture". plugged in: right, shuts off after a few minutes and stinks an bit... so i dismanteled it and put it on some isolation to search for the hot part.
[10:46:38] <Loetmichel> plugged back in, *sniff* sniff*... *BAM* ... "ok, the rectifier is now dead " plucking plastic shards and molten metal dots from face... luckily i wear glasses...(why me... every time?)
[10:53:19] <CaptHindsight> not fun
[11:02:38] <CaptHindsight> http://delta.firepick.org/introduction/ not to beat a dead horse, but from what I saw it's a delta robot, with *duino with steppers. What does the image processing? Rpi camera connects to what? an Rpi not mentioned or??
[11:06:24] <CaptHindsight> https://github.com/firepick1/FireSight/wiki
[11:10:25] <jdh> I don't see any mention of hardware. Not mentioning the rPi is no diferent.
[11:11:31] <malcom2073> Open soure vision based pick-n-place would be awesome
[11:14:59] <CaptHindsight> camview camunits and linuxcnc
[11:15:33] <malcom2073> opencv and linuxcnc. tools, not implementation :P
[11:16:37] <CaptHindsight> far less work than starting from scratch
[11:17:29] <CaptHindsight> http://hardware.slashdot.org/story/14/07/29/1921200/a-look-at-the-firepick-delta-circuit-board-assembler-video
[11:21:39] <CaptHindsight> so they use imaging to make up for the lack of accuracy and repeatability of the system
[11:23:13] <CaptHindsight> heh they use openCV
[11:23:42] <malcom2073> I'll have to check out that video later, I would've expected them to use the imaging to make up for the fact that components don't lie in the reels perfectly centered/rotated right
[11:24:18] <CaptHindsight> and for drift in the machine, tolerance of the pads on the pcb etc
[11:24:32] <malcom2073> drift??
[11:24:47] <malcom2073> Never seen a machine *designed* with drift :P
[11:25:00] <CaptHindsight> thats not exactly a stable mechanism
[11:25:13] <malcom2073> The delta itself?
[11:25:19] <CaptHindsight> yes
[11:25:38] <CaptHindsight> the entire machine
[11:25:43] <malcom2073> Ah, well, no points for design then heh
[11:26:01] <CaptHindsight> the world isn't stable
[11:26:19] <malcom2073> Nor is it precise, depend on what your tolerance is
[11:26:28] <malcom2073> But that's a troll bait, so I digress :)
[11:33:33] <CaptHindsight> http://delta.firepick.org/philosophy/ yes, openCV runs on the Rpi
[11:33:45] <CaptHindsight> motion is on the *duino
[11:35:42] <CaptHindsight> skate and crunchy bearing rails
[11:37:59] <CaptHindsight> https://www.youtube.com/watch?v=Hzi3dY2WU0k FireSight test
[11:38:05] <kfoltman> CaptHindsight: obnauticus from ##embedded is behind it
[11:38:25] <kfoltman> CaptHindsight: I think using software/computer vision trickery to compensate for low cost mechanics is a good thing
[11:38:40] <CaptHindsight> is there another way?
[11:38:58] <CaptHindsight> why not use Linuxcnc?
[11:39:00] <kfoltman> or at least, it is something you probably have to do if you want to achieve that kind of price point
[11:39:25] <kfoltman> Linuxcnc, heh, if you want to increase the price by the cost of a PC and probably an FPGA card with breakout ;)
[11:39:25] <CaptHindsight> not for the vision but for the project in general
[11:39:47] <kfoltman> I (kinda) hate Pis and Arduinos, but you have to admit - they're cheap and easily available
[11:40:57] <kfoltman> meh, tradeoffs
[11:41:06] <CaptHindsight> whats the PC BOM total vs the RPi *duino total?
[11:41:37] <CaptHindsight> I know that their time is of no value
[11:41:38] <kfoltman> RPI+cloneduino might be well below 100 euro
[11:41:51] <kfoltman> probably around 60 or so
[11:42:30] <CaptHindsight> and you operate the machine how? where is the UI?
[11:42:43] <kfoltman> no idea, via ethernet?
[11:43:00] <CaptHindsight> from your smartphone while at the beach?
[11:43:06] <kfoltman> lol
[11:43:32] <kfoltman> if it's got to be a mass-produced appliance, it can't be based on trash PCs and the likes
[11:44:17] <kfoltman> so, RPi fits the bill as UI+CV, and arduino works as a cheapo CNC controller
[11:44:43] <kfoltman> you could probably do the same on BBB with PRUs
[11:44:47] <CaptHindsight> so we can at least use the openCV
[11:46:09] <CaptHindsight> not sure what they use to generate the g-code
[11:46:26] <CaptHindsight> placement file is from the PCB tools
[11:46:28] <kfoltman> if they use gcode at all
[11:46:49] <CaptHindsight> that gets you location and orientation in gerber format
[11:47:19] <CaptHindsight> I saw gcode mentioned and Linuxcnc referenced for gcode docs
[11:47:43] <kfoltman> not sure why use gcode at all if it's vision-driven
[11:48:39] <CaptHindsight> I'll peek at the opencv later
[11:49:22] <CaptHindsight> they might just use it to fine tune the position when they get near the parts and pads
[11:50:18] <CaptHindsight> were you thinking that they would scan the range of motion and then just use the frame buffer and bitmap for position?
[11:52:36] <CaptHindsight> placement is easier than picking since the surface tension of the solder paste when molten helps to align the parts
[11:53:48] <CaptHindsight> the JEDEC trays and tapes also only allow for so much misalignment of the components
[11:54:17] <CaptHindsight> there's only so much room for the parts to more in the tray or tape
[11:57:22] <pcw_home> alignment is more of an issue for QFPs, fine pitch BGAs etc
[11:58:14] <pcw_home> BGAs will self align but the initial placement has to be a fraction of the ball pitch
[12:05:06] <CaptHindsight> they are in the early stages and they'll probably cut corners when it gets to working with the difficult parts
[12:06:01] <CaptHindsight> they also aren't concerned with speed of assembly, it can slowly make the boards
[12:08:30] <CaptHindsight> plus they don't know how well it will work, they are running simulations and hoping that it will work well enough to place 0402 and maybe 0201's
[12:10:07] <CaptHindsight> so rather than just having a spec and building to that spec they are hoping it will work out well enough
[12:10:24] <kfoltman> yes, it's not meant to be equivalent (or anywhere near) to industrial pick and place stuff
[12:10:32] <kfoltman> this is basically reprap grade stuff
[12:10:42] <jdh> $300 and placing 0201 sounds unlikely.
[12:10:51] <kfoltman> jdh: and pointless
[12:11:01] <CaptHindsight> so they don't have an ME to help them
[12:11:21] <kfoltman> I think the way they use microstepping to increase resolution is rather suspect
[12:11:42] <kfoltman> I wouldn't trust microstepping to bring me coffee
[12:12:02] <kfoltman> let alone a 0201 part
[12:12:15] <jdh> and, if you have enough cash tied up in tape/reel components, wtf do you have a $300 PnP
[12:12:34] <kfoltman> jdh: exactly, it's a totally different market
[12:12:49] <kfoltman> I think 0201 is more wishful thinking rather than a realistic goal
[12:12:51] <CaptHindsight> and if you try to help them and point of the issues you get attacked and banned from their forums, wikis and IRC :)
[12:13:03] <kfoltman> CaptHindsight: how do you know?
[12:13:14] <CaptHindsight> wild guess
[12:15:12] <kfoltman> "We are attempting a design that *should* be able to place 0201 components! Although we'll be happy if it places 0402's and QFN's. " doesn't sound too bombastic
[12:15:47] <IchGuckLive> hi all B)
[12:16:24] <CaptHindsight> I hope the openCV isn't a mess
[12:16:40] <jdh> it's OpenSource
[12:19:25] <kfoltman> CaptHindsight:
https://www.youtube.com/watch?v=JIsRg-rxfuE
[12:21:12] <IchGuckLive> Someone knowes if there is a list with the new belefits of 2.6.9
[12:21:21] <CaptHindsight> https://www.youtube.com/watch?v=rKKrY0uORLk FirePick RepRap Auto-tool changer
[12:21:22] <IchGuckLive> 0
[12:21:56] <IchGuckLive> CaptHindsight: the new color changer 3D printer are great stuff
[12:22:06] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Released_2.6.X
[12:22:18] * kfoltman -> home
[12:22:37] <IchGuckLive> nibouring shop got a 5 color one
[12:24:40] <ktchk> linuxcnc 2.6 no more velocity
[12:27:56] <IchGuckLive> ktchk: no output at all or no speed inprovement
[12:28:49] <ktchk> IchGuckLive: no more shown on screen under the dro
[12:36:44] <IchGuckLive> ktchk: in menue show velocity is on
[12:37:45] <ktchk> yes it is checked
[12:40:38] <ktchk> have to turn off show offset under view
[12:41:51] <IchGuckLive> oh its a bug the menue shoudt drop by one line as you klik both
[12:41:54] <ssi> ktchk: I've noticed that too
[12:42:01] <ssi> velocity only shows up if the offset view is disabled
[12:43:02] <IchGuckLive> its a miss in glcanon
[12:43:03] <ktchk> happy to have it back
[13:23:16] <IchGuckLive> K6MLE: Ask your chif to get the mashine home for some money and then get his jobfiles and make profit O.O
[13:26:05] <IchGuckLive> ok im off BYE
[13:27:20] <CaptHindsight> the current latency test and histogram may be modified to do this but has anyone setup an FPGA card to test latency and log results?
[13:30:11] <CaptHindsight> I can easily setup a scope but I'd like to log and histogram results
[13:33:31] <CaptHindsight> http://www.sump.org/projects/analyzer/ 200MHz sampling should be fast enough
[13:36:36] <pcw_home> The DPLL comp can log the actual hardware latency (its sampled at the beginning of hm2_read)
[13:37:50] <CaptHindsight> ah ok, thanks!
[13:38:57] <pcw_home> I think the hal pin is dpll.latency-us
[13:41:05] <CaptHindsight> we want to see whats really causing any real latency delays on actual hardware
[13:41:30] <CaptHindsight> firefox page faults is one big one
[13:42:11] <archivist> try scrolling a large text file in gedit, was a killer on one box I tried
[13:42:45] <CaptHindsight> usb and video drivers are other big ones
[13:43:07] <CaptHindsight> archivist: good to know, thanks, haven't tried that
[13:43:50] <archivist> was much worse than glxgears
[13:44:27] <archivist> may have been swapping to disk dunno I just moved on to something better
[13:44:53] <CaptHindsight> I recall loading large files into gedit now that you mention it years ago, something >10MB could freeze the system for a few minutes
[13:46:34] <CaptHindsight> I'd rather see transfers fail over usb and get resent later than to violate a real time interval
[13:48:34] <CaptHindsight> are people writing drivers in ways that violate scheduler priorities?
[13:48:42] <archivist> does DMA always win over interrupts
[13:49:12] <CaptHindsight> that's what we are testing
[13:49:20] <archivist> very likely, people think their project is always more important than others
[13:50:45] <CaptHindsight> https://www.osadl.org/Latency-plots.latency-plots.0.html they monitor and test 24/7 over a hundred systems running preempt_rt
[13:51:48] <pcw_home> if DMA block transfer ties up hardware (say a bus) everything that needs to use that bus has to wait
[13:51:57] <CaptHindsight> there has also been some kernel regressions
[13:52:28] <archivist> therefore there needs to be a maximum dma block size set in realtime systems
[13:52:39] <CaptHindsight> yes, and thats the trick, balancing the length of transfers vs latency
[13:52:40] <pcw_home> (hardware blockage does not show up on the latency test)
[13:53:06] <CaptHindsight> that why we want to start hardware monitoring
[13:53:25] <PetefromTn_> ?
[13:53:38] <pcw_home> (so I take the good Atom D525 latencies with a big grain of salt)
[13:54:15] <pcw_home> hardware latencies on the Atom D525 are on the order of 50 to 75 usec
[13:54:37] <archivist> PCW, found something a year or two ago in the latency test and I read the code and agree it seemed a bit buggy to me too
[13:55:53] <pcw_home> I just dug into why you could not run a servo thread faster than say 2 KHz on an Atom
[13:56:11] <archivist> but life got in the way and I never fixed the code
[13:56:19] <CaptHindsight> they just realized one with cyclictest and the recent kernels, the patch will be in kernel 3.16
[13:56:21] <pcw_home> great latency as long as you do no I/O
[13:58:19] * JT-Shop has a new record for making machine parts for Briggs & Stratton 28 of the same part
[13:59:49] <archivist> Briggs too lazy?
[14:04:10] <CaptHindsight> pcw_home: any idea why the actual IO latency is at that limit?
[14:05:02] <JT-Shop> this is for machines I designed and built and they are stretched thin in the people dept
[14:06:37] <CaptHindsight> with AMD we have a complete virtual motherboard and CPU, it's used for driver development and simulation before they have working silicon
[14:08:16] <CaptHindsight> it might provide us with some answers but there's nothing I can do about changes to hardware
[14:08:40] <pcw_home> On the Atom, no just that the Atom is particulary bad in that respect
[14:14:35] <CaptHindsight> it would nice if they designed a low cost embedded x86 with low latency
[14:15:34] <CaptHindsight> https://www.osadl.org/Latency-plot-of-system-in-rack-2-slot.qa-latencyplot-r2s7.0.html trying to reproduce these results
[14:23:33] <JT-Shop> normally the machines I build are unique but this time I built 3 tab grinders and each one has 4 stations so when I build nests for different cams it's x 4
[14:27:38] <ssi> :/
[14:33:09] <Loetmichel> hrhr, $me has just "invented" the ultimative single cell charging clip... supermagnets rule... (whi didnt i get that idea years ago?!?) -> Diese Seite ist gültiges XHTML 1.0 Powered by Gallery v2.3.1
[14:37:33] <Loetmichel> ups...
http://www.cyrom.org/palbum/main.php?g2_itemId=15111
[14:39:36] <ssi> nice
[14:40:00] <ssi> is that an a123?
[14:40:07] <ssi> or 18650 or something like that?
[14:47:51] <PetefromTn_> Well I finally got to try out my new single flute engraver bits on the VMC. Still need to replace the bearings in the spindle MOTOR so I had to go pretty slow but the results turned out quite nice.
[14:49:23] <tjtr33> concrete base build ( indonesian i think )
http://bowoschcnc.blogspot.com/2013/10/completely-built-cnc-machine-with.html
[14:51:44] <PetefromTn_> OOh ouchie!
http://www.network54.com/Forum/417256/thread/1406733889/My+son+in+law+with+a+large+sliver+through+his+arm+%28graphic%29
[14:52:24] <syyl> something like "click when you are finished with your meal" would have been nice ;)
[14:52:33] <PetefromTn_> Damn sorry man LOL
[14:52:48] <PetefromTn_> I said OUCHIE hehehe
[14:52:59] <syyl> i mean, its a friggin 2x4 trough his arm
[14:53:12] <tjtr33> damn, you know i went and looked at that
[14:53:15] <PetefromTn_> meh more like a 1x2
[14:53:21] <syyl> sry ;)
[14:53:27] <syyl> always mess up that imperial units
[14:53:36] <PetefromTn_> ;)
[14:54:12] <tjtr33> for diy mold makers, here a glue stick mould press ( but use linuxcnc to make the mold )
http://www.makeyourownstuff.org/category/news/
[14:54:20] <PetefromTn_> damn I just realized that the nice pretty 3/8 -16 flat head cap screws I bought are WIDER at the tip than my best largest countersink so I cannot fully flush the holes in this part now.
[14:55:09] <PetefromTn_> interesting.
[14:55:48] <tjtr33> regrind a larger drill
[14:56:30] <PetefromTn_> yeah I could do that but I think I will just bite the bullet and run down to fastenal and get a larger countersink I think they had some weldon modles there.
[14:57:23] <PetefromTn_> that concrete machine is interesting. Maybe I should just pour myself a 5x10 CNC router LOL... It would never move agian hehehe...
[14:59:35] <PetefromTn_> can you use a weldon countersink in a hand drill?
[15:01:07] <tjtr33> i've used that hole thru kind with a bit & brace ;)
[15:01:38] <tjtr33> well with a brace iof you know what i mean ( real old school hand drill )
[15:03:24] <PetefromTn_> yeah the hole thru at an angle kind.
[15:04:32] <PetefromTn_> http://www.sterlingtools.com.au/productimages/CSCH-21.jpg
[15:05:11] <PetefromTn_> https://img1.fastenal.com/productimages/0310128.jpg this is the one they sell I think.
[15:05:47] <PetefromTn_> funny thing is I looked at it when I was there buying the screws and decided I did not need it becasue I THOUGHT the one I have here was large enough. Apparently not. DOH!
[15:07:14] <PetefromTn_> http://imgur.com/GIqFOp7
[15:11:54] <tjtr33> the hole thru kind wont work for the full radius of the tool, and not well near edge of hole thru.
[15:11:54] <tjtr33> a single flute csink works from ctr to edge. a multi edge csink will chatter easily
[15:17:45] <PetefromTn_> actually what I have here is the MA ford style multi flute and they are awesome.. I used them in the shops I worked in too and they last a very long time and cut smooth if you get the feed right.
[15:18:25] <MrHindsight> 100 more 1/8" holes in SS on the same bit
[15:18:37] <PetefromTn_> http://www.use-enco.com/ProductImages/0105764-23.jpg
[15:19:06] <PetefromTn_> what kinda bit are you using? how thick stainless and what is the DOC?
[15:23:01] <MrHindsight> no hand drilling before noon from now on :)
[15:23:25] <PetefromTn_> Woah you hand drilled a hundred holes in stainless? You are my hero man!
[15:23:53] <MrHindsight> i went through 5 bits yesterday morning by hole #8
[15:24:36] <MrHindsight> it's only #22 316
[15:26:29] <PetefromTn_> HEY DEEJAY!!
[15:26:44] <Deejay> hey Pete! :-)
[15:26:44] <PetefromTn_> Stainless is a real bitch sometimes.
[15:26:50] <PetefromTn_> ;)
[15:30:07] * JT-Shop hates drilling thin steel of any kind
[15:32:54] <Smidge204__> Step drills are good for that, JT-Shop
[15:33:25] <ssi> agreed
[15:43:40] <JT-Shop> step drills are ok for drilling holes in electrical enclosures and stuff like that...
[15:50:11] <tjtr33> maybe work hardening on you? angle ok for 316?
http://www.bssa.org.uk/topics.php?article=194
[15:57:26] <syyl> JT-Shop,
[15:57:38] <syyl> try coated stubby carbide drills
[15:58:14] <syyl> i run those in the datron at work, drilling stainless/toolsteel sheetmetal and also in prehardened springsteel,
[15:58:20] <tjtr33> i think MrHindsight was breaking drills in 316 ss
[15:58:21] <syyl> dry, just with air
[15:58:53] <syyl> ah crap :D
[15:58:58] <syyl> and i just read "hand drilling"
[15:59:00] <syyl> im out
[15:59:00] <syyl> ;)
[15:59:01] <tjtr33> np same advise
[16:10:43] <ssi> https://www.youtube.com/watch?v=ZleOfiMd-dU
[16:10:43] <ssi> neat
[16:13:48] <JT-Shop> syyl, the straight flute type of carbide bits?
[16:13:58] <syyl> nah
[16:14:07] <syyl> a short twist drill
[16:14:14] <syyl> i love those :D
[16:15:24] <ssi> ugh I've GOT to get exhaust built for this thing
[16:15:58] <Deejay> gn8
[16:41:38] <PetefromTn_> well so much for the fastenal countersink bit LOL... I went down there to buy one and it was only a quarter inch shaft but it looked like it would work okay. I go to the register with it and he says it costs $50,00 plus!! I was like for a countersink? He said yeah that one... fastenal brand..... is made from some kinda unobtanium or something so it is really good quality.
[16:42:03] <PetefromTn_> I was like no thanks man. I did not even pay that much for my MA ford countersinks I don't think.
[16:48:05] <CaptHindsight> yes, changed over to coated stubby carbide bits and waited until I was awake
[16:53:07] <ssi> i need to write a program to cut a zillion little holes in the plywood underlayment of my bed
[16:53:22] <ssi> just went through and calibrated gantry squareness
[16:54:08] <CaptHindsight> for better ventilation while sleeping?
[16:54:14] <ssi> yes
[16:54:46] <ssi> the honeycomb isn't real stiff without support
[16:54:52] <ssi> so I put a sheet of 5mm plywood under it
[16:54:58] <ssi> but I need to be able to ventilate through it
[16:55:09] <ssi> so I'm gonna cut a grid of 1/2" holes I think
[16:58:33] <Swapper_> Anyone that knows how to handle tool length compensation and broken tools ?
[16:59:27] <Swapper_> or if i need to change a tool in holder, point is that i dont have a fixed reference on the table and is wondering if its possible to set up the reference tool and then offset the new tool from that
[17:00:02] <Swapper_> or does it have to be the same fixed machine coordinate to be able to measure a new tool ?
[17:01:33] <PetefromTn_> depends on how you setup your TLO's..
[17:01:53] <PetefromTn_> if you just touch off all your tools to the top of the workpiece then you can just retouch that tool
[17:02:29] <PetefromTn_> if you setup on something else and use a reference tool you need to pickup the broken replaced tool the same way.
[17:02:59] <PetefromTn_> problem is you cannot do it during a program unless I am missing something.
[17:03:50] <PetefromTn_> I usually just stop the program and replace the broken tool ( I actually never break a tool LOL) and then do a run from here starting with that tool callout.
[17:20:29] * kfoltman wants German part shops in Ireland :P
[17:20:39] <ssi> I want german dinner
[17:20:44] <ssi> or any dinner really
[17:20:45] * ssi is hungry
[17:21:08] * kfoltman sends ssi some Currywurst
[17:23:28] <syyl> german bratwurst!
[17:29:30] <ssi> :)
[17:30:19] <Swapper_> PetefromTn_: ok, its not while running.
[17:30:32] <PetefromTn_> what is?
[17:30:43] <Swapper_> But if the top of the material is not there anymore ?
[17:31:00] <Swapper_> im realy messing the offset pats up bad :)
[17:31:09] <Swapper_> sorry for the stupid questions
[17:31:55] <PetefromTn_> If you touched off atop the material and then machined away the entire surface of the material you can just touch off on what you have left after taking a measurement of the depth and calculate the difference.
[17:32:09] <Swapper_> if i ref say tool 1 to the top of fixture A, then i offset my tools to the same pos, then i change fixture to "B" and i need to ref a new tool, what do i do ?
[17:33:01] <PetefromTn_> if you are changing fixtures you need to set a height value for the new fixture and the other tools should work assuming you have everything setup correctly.
[17:33:18] <PetefromTn_> IE touch off with your reference tool to the new fixture.
[17:33:33] <PetefromTn_> Set it up to be g55 or something other than what you used for the first fixture.
[17:33:54] <PetefromTn_> make sure your G code is setup for the new fixture as well.
[17:33:56] <Swapper_> ok so as long as i load tool 1 (ref tool) and touch it off to z 0 then i can ref a new tool ?
[17:34:04] <Swapper_> its not machine cords ?
[17:34:33] <Swapper_> it calculates the differance between tool 1 and the new tool
[17:34:34] <PetefromTn_> I am almost afraid to say all this because a lot of people do things so much differently than I seem to.
[17:34:54] <PetefromTn_> Your fixture offsets are what they are for each fixture IE G54 G55 etc etc.
[17:35:08] <Swapper_> im starting to use these things since i reacently got BT30 spindle so i have repetable holders
[17:35:16] <PetefromTn_> You touch off your reference tool to each of them to get your G55 Z whatever work coordinate.
[17:35:48] <PetefromTn_> then assuming they are setup correctly all the other tools which are referenced to that tool should work right.
[17:36:07] <PetefromTn_> yeah I know I have Cat40 tooling in my VMC and it sure is nice.
[17:37:01] <Swapper_> the other day i got so confused and messed up so thught better to ask
[17:37:14] <PetefromTn_> make sure when you touch off the reference tool to the new fixture you select the correct fixture offset in the drop down menu when you hit touch off.
[17:37:16] <Swapper_> luck had it it where only a 3mm drill :)
[17:37:38] <Swapper_> but its scary when it janks it in to the workpice....
[17:37:46] <Swapper_> 10mm to deep
[17:38:11] <PetefromTn_> also if you touch off to a 123 block or perhaps a piece of ground rod that you input the height of that rod into the window in the touch off popup.
[17:38:28] <PetefromTn_> yeah crashing is no freakin fun and the bigger and stronger the machine the less fun it becomes.
[17:38:56] <Swapper_> i use a 6mm pice of broken carbide shank
[17:39:22] <Swapper_> so i unput "6mm" when i have pusshed the "touchoff tool z"
[17:39:22] <PetefromTn_> You might do like I do and crank down the feedrate or max velocity overrided when you first run a program that way you can watch the DRO's to see if everything looks correct.
[17:39:49] <Swapper_> good idea
[17:40:07] <Swapper_> i where doin a G0 x0 y0 z0
[17:40:23] <PetefromTn_> yeah if you use a round 6mm rod to roll under the tool tip atop the workpiece then you would input 6mm into the little window and select the proper drop down menu offset. for the fixture.
[17:40:58] <Swapper_> and did not have the understanding of g43
[17:41:32] <Swapper_> dont think i have that drop down since im running gmoccapy
[17:41:50] <PetefromTn_> Oh sorry did not realize you are.
[17:42:06] <Swapper_> np how could you have known :)
[17:42:21] <PetefromTn_> you gotta understand the G43 before you can setup your tool offsets.
[17:43:16] <Swapper_> yea i read up some on it but i could not figure ut if it where possible to reset the reference tool to a new spot on the machine and then messure a new tool from that location
[17:43:30] <PetefromTn_> I am really liking LinuxCNC so far that I have used it. Dead reliable and solid. Just wish It had the jog while paused feature but there are workarounds.
[17:43:40] <Swapper_> or if a needed the same absolute machine z hight to messure a new tool
[17:44:13] <PetefromTn_> I am probably not the best guy to answer these questions I had trouble figuring out how to work the tool offsets initially.
[17:44:15] <Swapper_> i thught i would miss the "jog while paused" more than i am
[17:44:28] <Swapper_> all help is good :)
[17:44:42] <Swapper_> by telling someone i probably will figure it out myself if any :)
[17:45:04] <PetefromTn_> like I said cranking down the max velocity really helps keep things from getting crazy too fast. I always do it on a virgin code run.
[17:45:41] <Swapper_> yea will do that, and i allways keep the pendant stop button under my finger
[17:47:30] <Swapper_> im realy starting to like linuxcnc is as you say dead stable (compared to 3x the speed of sound)
[17:48:34] <Swapper_> Working on a serial integration to one of my servodrives via serial interface to be able to monitor temps and % load
[17:50:47] <Swapper_> Anyone know if its possible to pass stings of plaintext from pyserial integration to hal ?
[17:50:59] <Swapper_> as i understand its only possible to send values
[17:51:07] <Swapper_> to the hal pins
[18:19:57] <PetefromTn_> ssi hey man we are makin' some philly cheese steaks and twice baked potatoes hehehe Smells good!!
[18:23:59] * SpeedEvil ponders a CNC oven.
[18:26:03] <PetefromTn_> can ya 3d print a philly cheese steak sammich?
[18:26:10] <PetefromTn_> ;)
[18:45:24] <ssi> yeah but it wouldn't taste good :(
[18:51:25] <HNUMC500> wow lots of people here.... I have a question about the E-Stop, when I click estop off my stg card sends a single to the spindle bread but the software never goes out of estop
[18:51:52] <HNUMC500> I cant remeber when you go out of estop is the button suposed to change to like machine on or somthing?
[18:53:06] <MrHindsight> HNUMC500, are you using linuxcnc?
[18:53:12] <HNUMC500> yes
[18:53:18] <HNUMC500> olter copy 2.3
[18:53:20] <HNUMC500> older
[18:53:41] <HNUMC500> it was working fine we moved the machine and now it doesent work
[18:53:47] <MrHindsight> after turning off E-Stop you also have to turn the machine back on
[18:54:12] <MrHindsight> HNUMC500, are you using AXIS?
[18:54:20] <HNUMC500> and do the buttonts change? red or otheise
[18:55:28] <HNUMC500> sorry I dont understand using AXIS it is a 4 axis machine being controlled by a stg card running baldor a/c server motors with liniar encoders
[18:55:30] <MrHindsight> yes, light grey to more contrasted text
[18:55:53] <MrHindsight> HNUMC500, which user interface in Linuxcnc?
[18:56:06] <HNUMC500> yea thats not happening.. I built this machine 8 years ago with a friend
[18:56:31] <HNUMC500> and forgot most everything... some is kinda coming back
[18:56:34] <MrHindsight> http://www.linuxcnc.org/docs/devel/html/gui/axis.html this is what AXIS looks like
[18:58:23] <HNUMC500> Thank you I will try playing with that
[18:59:03] <MrHindsight> if the e-stop signal is tied into the machine switches and relays it might be in an emergency state
[18:59:12] <MrHindsight> since you moved the machine
[18:59:29] <MrHindsight> loose wires etc
[18:59:54] <HNUMC500> im thinking so I need to figure out what pins on the stg card trigger that state
[19:01:44] <HNUMC500> I had shit load of paper work printed with notes and so forth but I lost it all in the move
[19:01:58] <MrHindsight> oh no!
[19:03:03] <HNUMC500> one stupid question if you would... I also blew the hard drive up and restored by installing a fresh copy of EMC 2.4 I am thinking the most critcal file I need from backup is the stg.ini file and not much else, would you agree?
[19:04:38] <HNUMC500> the machine ran for a day on the old drive and I had this e-stop problem. but now that I am on the new install I am questioning everything
[19:07:24] <XXCoder1> HNUMC500: you mean controlled by stig card? ;) joking'
[19:07:49] <XXCoder1> HNUMC500-2: you mean controlled by stig card? ;) joking'
[19:10:36] <HNUMC500-2> Well I am just trying to validate my re-installation.
[19:11:22] <HNUMC500-2> I installed EMC2.4 coppied the stg.ini card to the emc folder in my home/emc/settings folder
[19:11:35] <HNUMC500-2> is that the only file I need to change?
[19:11:50] <HNUMC500-2> all the rest on the backup seem to be default
[19:19:20] <MrHindsight> there is a HAL file as well
[20:07:57] <Jymmm> How hard it it to solder brass tubing? We're talking .125" down to 0.040"
[20:14:11] <XXCoder1> just use your laser vision
[20:14:11] <jdh> a little flux and it sucks the solder right in
[20:14:11] <Jymmm> jdh: Does it HAVE to be acid flux?
[20:14:13] <jdh> I used radio shack rosin
[20:14:13] <Jymmm> jdh: ok, cool.
[20:21:09] <HNUMC500-2> what would prevent emc from coming out of e-stop besides limit switches?
[20:22:54] <HNUMC500-2> I think its EStopSence but I dont know what that is hooked up to
[20:31:43] <Tom_itx> Jymmm, ever sweat copper pipes?
[20:31:49] <Tom_itx> it's about the same...
[22:06:06] <PetefromTn_> evenin folks
[22:38:15] <XXCoder1> hey PetefromTn_ the man
[22:40:21] <emc705> does anyone here run a stg (servo to go ) card with emc 2.5?
[22:40:45] <emc705> the example config wont start and has some errors
[22:41:21] <CaptHindsight> emc705: please pastebin your .ini and .hal files for us to see
[22:42:44] <emc705> Debug file information: Can not find -sec MOT -var MOT -num 1
[22:42:52] <emc705> and a few others
[22:50:44] <emc705> http://pastebin.com/JX3e8niZ
[22:50:57] <emc705> thats the ini file from my old version
[22:51:14] <emc705> I have not messed with the .hal files as I did a diff and they were the same
[22:52:28] <emc705> I put NML_FILE = emc.nml at the beginning just screwing around trying to make it work
[22:54:10] <CaptHindsight> emc705: are you still using these three HAL files? core_servo.hal stg_motion.hal stg_io.hal
[22:55:39] <CaptHindsight> and you're using
http://www.linuxcnc.org/docs/2.4/html/gui_tkemc.html vs AXIS
[22:55:43] <emc705> yes. all are the same as the backups I have
[22:56:32] <emc705> Yes I want to, it has not come up yet.. tkemc that is
[22:56:45] <emc705> its what Im used to but it doesent matter
[22:57:14] <CaptHindsight> I'm taking off the for night
[22:57:34] <emc705> ok thanks for the feed back, maybe I will try change tkemc to axis
[22:57:47] <CaptHindsight> no it's not that
[22:58:47] <CaptHindsight> post your debug file as well
[22:59:07] <emc705> yea it wasnt.. .thanks for your help... I gtg, will try again tomorrow. will post both than... thanks again..
[23:17:03] <Jymmm> Tom_itx: I have, just wasn't sure about brass.
[23:52:26] <anarchos> http://i.imgur.com/UUH47dN.jpg
[23:52:43] <anarchos> finally got a workbench! no more cnc stuff scattered all across the living room table :D
[23:54:29] <zeeshan> looks nice
[23:54:30] <zeeshan> :)
[23:55:54] <anarchos> thanks
[23:56:22] <anarchos> my motor mounts are being shipped tomorrow finally, so I'll actually be able to make some cuts! super excited
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}