Back
[00:00:38] <tjtr33> RyanS, would gutter material for house be a model for thickness? thats a drip catcher
[00:02:01] <RyanS> ah yeh.. It seems like low carbon steel is what you want for folding
[00:05:59] <tjtr33> know of any configurable back plotters? my Hurco uses absolute XYIJ so linuxcnc and heekscnc show crop circles for arcs.
[02:09:56] <Deejay> moin
[02:29:12] <chris__> morning someone germanspoken on
[02:40:30] <Deejay> yay, no time to wait more than one minute for an answer... :/
[02:41:11] <Jymmm> lol
[02:42:03] <Jymmm> but but but he waited a whole 1m13s =)
[02:45:47] <XXCoder1> 13 seconds does matter lol
[02:46:17] <Deejay> hehe
[02:48:45] <ReadError> thats just german efficiency
[03:26:34] <Flipp> I'm stunned: my 3d printed mitre box worked O.o
[03:27:04] <Flipp> I was able to cut a threaded rod with a hacksaw and it was a super clean cut!
[03:27:17] <Flipp> ... aah, the joys of apartment living (neighbors would kill me if I got a mitre saw D:)
[03:35:22] <archivist> time to get your own place
[03:41:12] <Loetmichel> mornin'
[04:07:02] <Flipp> archivist: heh, I wish. housing prices here in Seattle are stupidly high :(
[04:12:08] <archivist> but low in comparison to some areas in the UK
[04:16:07] <archivist> hmm 4 beds 139k way cheaper
http://www.zillow.com/seattle-wa/#/homedetails/2002-18th-Ave-S-Seattle-WA-98144/48737367_zpid/
[04:18:35] <somenewguy> anyone awake in here?
[04:19:32] <archivist> nope
[04:19:38] <somenewguy> dang
[04:20:32] <Loetmichel> nope. just bots here ;-)
[04:20:48] <somenewguy> haha
[04:21:04] * Loetmichel geht mal in die Küche, stellt die Tasse unter die Saeco. *Knöbbscher drügg* *RUUUIIIIIIIII* *KlackKlack* *KlackKlack* *Miiiieeerrrrk* *Brrrrrrr* *Brrrrrrrrrrrrrrrrrrrrrrrrrrr* *Miiiiiiiifubb* ... Karamelsirup rein, Milch hinterher... *nipp* "aahh, guuuuut!"
[04:21:18] <Loetmichel> ... just woken up, first coffee ;-)
[04:21:24] <Deejay> :)
[04:21:38] <Loetmichel> (oh, that autotext is german... to lazy to translate it now ;-)
[04:21:42] <somenewguy> Im working on what I hope is my last coffee of hte night
[04:21:48] <somenewguy> its 5am here
[04:21:57] <Loetmichel> 11:03 am here
[04:22:10] <somenewguy> must be nice living in the future
[04:22:16] <Deejay> hrhr
[04:22:22] <archivist> another hour before mid morning coffee
[04:22:27] <somenewguy> is the interent much faster there?
[04:23:16] <somenewguy> spent all night wrestling my new compressor into place, i apoligize if I seem to think im funny
[04:23:39] <somenewguy> and for the record, 80 gallons is a lot bigger than 30 gal than I thought
[04:23:50] <somenewguy> it makes my shop look small, I don't know how to feel aobut it
[04:24:44] <somenewguy> but my real question is I bought a bag of 0 pilot drills, aka 1/8 shank
[04:24:56] <somenewguy> and I broke two already trying to spot drill the end of a bolt
[04:25:09] <somenewguy> I am wondering if they are worth saving to grind into engraving bits? they are only HSS
[04:26:47] <archivist> yes/no/depends
[04:27:49] * Loetmichel makes his engraving bits out of broken TC bits
[04:28:09] <Loetmichel> like this:
http://www.cyrom.org/palbum/main.php?g2_itemId=8961
[04:33:05] <somenewguy> I really want to try doing some pcb "etching" and I figure I'll ruin plenty of bits, so why throw away good stock material lol
[04:33:21] <somenewguy> at least I bought double ended ones, I'm learning
[04:34:01] <somenewguy> when I get the nack of it I'll try using some of my broken 1mm carbide drills, which I regret not saving all those, cause this thought didn't occur to me, which is weird, i am usually a better hoarder than this
[04:42:07] <Loetmichel> somenewguy: pcbs are glass fibre
[04:42:16] <Loetmichel> which will kill any hss bit in NO time
[04:42:21] <Loetmichel> use %TC bits for that
[04:42:24] <Loetmichel> -%
[04:43:34] <somenewguy> well I figure I will screw up the first few boards anyways, so why waste usefull bits
[04:43:47] <somenewguy> ohhhhh tungsten carbide
[04:44:04] <Loetmichel> because HSS will NOT WORK at all
[04:44:12] <somenewguy> oh really
[04:44:14] <Loetmichel> use tungsten carbide!
[04:44:22] <somenewguy> I figured I'd make it a few traces, like a 1x1 pcb
[04:44:30] <somenewguy> r 25x25 depending on who u are
[04:44:35] <somenewguy> *or
[04:44:39] <Loetmichel> even a tc bit is dull after some 10 meters of siolation channel in FR4 pcb
[04:44:56] <somenewguy> good to know
[04:45:34] <Loetmichel> hss drills in fr4 last 3-5 holes, then they start to trow a "volcano" around the drill
[04:45:47] <somenewguy> since u have done this stuff, what do you usefor bits? vendor or part num would be slick for the lazy folks in us
[04:45:48] <Loetmichel> thats how long a hss engraver would last
[04:45:55] <Loetmichel> 5cm channel at best
[04:46:11] <somenewguy> I figured hss would be useless for drilling, but thought I might get away with it for test milling a bit
[04:46:15] <Loetmichel> only can give you a german source
[04:46:33] <somenewguy> well at least i would have a suggested style of bit
[04:46:42] <somenewguy> there is not much consesnus on the net as to what is the best style of cutter to do the job
[04:46:54] <Loetmichel> http://www.sorotec.de/shop/product_info.php/info/p179_vhm-fraesstichel-30-.html
[04:47:07] <Loetmichel> i use these or self ground like in the photo
[04:48:00] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=8958 <- these i have ground myself from blroken tc bits
[04:49:53] <somenewguy> cool, that helps
[04:51:03] <MrSunshine_> also cncplus.de has engraving bits etc= )
[04:51:12] <Loetmichel> https://www.youtube.com/watch?v=jMXxjT4nNxg
[04:51:22] <Loetmichel> the sorotec bits work really fine
[04:51:44] <kfoltman> Loetmichel: 10 meters at what cut depth?
[04:51:53] <Loetmichel> 0.1mm
[04:52:07] <kfoltman> z=-0.1mm?
[04:52:10] <kfoltman> do you use depth mapping?
[04:52:46] <Loetmichel> no
[04:52:59] <kfoltman> just a very straight table?
[04:53:15] <kfoltman> cool
[04:53:48] <Loetmichel> i face off the sacrificial board prior to tapint hte pcb down
[04:53:52] <Loetmichel> taping
[04:54:19] <kfoltman> using what kind of bit?
[04:55:00] <Loetmichel> see above
[04:55:04] <Loetmichel> the sorotec link
[04:55:22] <Loetmichel> or did you mean for facing off?
[04:55:27] <somenewguy> or did u mean flycutter?
[04:55:37] <somenewguy> that sentence, was not what i was thinking
[04:55:46] <kfoltman> Loetmichel: yes, for facing off
[04:55:46] <Loetmichel> a simple 16mm slot bit for wood routers
[04:55:54] <Loetmichel> with 6mm shaft
[04:55:55] * somenewguy slowly removes hands from keyboard
[04:56:17] <kfoltman> Loetmichel: 6mm shaft, there's the problem (for me) ;)
[04:56:51] <Loetmichel> there are at least 8mm wide router bits for dremel wiht 1/8" shaft
[04:58:57] <Loetmichel> http://www.ebay.de/itm/DREMEL-Trio-3-tlg-Nutfraeser-Nut-Fraeser-Set-Neu-und-OVP-/390702521946?_trksid=p2054897.l4275
[04:59:02] <Loetmichel> see?
[04:59:06] <Loetmichel> even 12mm
[04:59:27] <Loetmichel> that will get the facing off a lot faster than using a 3mm bit ;-)=
[05:00:04] <Loetmichel> somenewguy: hmm?
[05:00:19] <kfoltman> better than trying to use styrofoam and an aluminium oxide bit ;)
[05:00:20] <Loetmichel> somenewguy: did you see the youtube vid?
[05:00:54] <somenewguy> no, my computer is mad at youtube this week, I blame my fiddling
[05:01:18] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14507 <- that is the result of the milling there
[05:01:28] <kfoltman> Loetmichel: "Schaftdurchmesser 4,8mm" :(
[05:01:41] <somenewguy> although funny enough, I think i have seen that video
[05:01:49] <Loetmichel> kfoltman: oh.
[05:02:08] <Loetmichel> but i KNOW that there were ones with 8mm head and 1/8" shaft
[05:02:17] <Loetmichel> i had them in my hands
[05:02:19] <somenewguy> were those tests at different depths?
[05:02:31] <somenewguy> or is that just an artefact of a not perfectly flat bed?
[05:02:31] <Loetmichel> no, that is the light
[05:02:44] <kfoltman> Loetmichel: another disadvantage of that method is that it's not so easy to switch between PCB milling and enclosure milling unless I have a huge working area
[05:02:46] <Loetmichel> they are perfectly the same widht
[05:03:09] <kfoltman> Loetmichel: because after removing the sacrificial board it's probably not so easy to put it exactly in the same place
[05:03:19] <Loetmichel> just the light plays tricks, one time you see the beveled copper , the next board you dont
[05:03:24] <somenewguy> oh ok
[05:03:24] <kfoltman> though, I might possibly leave it on...
[05:03:59] <somenewguy> looks like there is a little less copper left in the torp right pads of the left most board
[05:04:20] <Loetmichel> like i said: optics playing tricks
[05:04:21] <somenewguy> a trivially small amount, but I don't doubt the shine on the rest of the board is messing w/ my perception of the trace widths there
[05:04:57] <somenewguy> see, board like that, just too damn pretty
[05:05:10] <Loetmichel> i assure you: in reailty its the same width all over
[05:05:11] <somenewguy> it is in no way worht it, I could just have a house etch me one w/ a pretty solder mask for minimal cost
[05:05:27] <somenewguy> but I just see something like that and I must make one myself lol
[05:05:41] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14501&g2_imageViewsIndex=1 <- nearly populated
[05:05:50] <somenewguy> ok what are the tadpole/infinity pads for on the top right of the boards?
[05:05:59] <somenewguy> trying to figure out hte layout
[05:06:44] <somenewguy> ah, the leds have smt resistors hiding back there?
[05:07:13] <Loetmichel> right
[05:07:34] <somenewguy> I hope my board comes out half as neat
[05:07:56] <Loetmichel> it was a small 2*1W audio amplifier for a TFT monitor
[05:08:12] <somenewguy> waht do you layout in? eagle?
[05:08:32] <Loetmichel> and being for soldiers i had to mot any protunding knobs because they would have been broken off ;-)
[05:08:36] <Loetmichel> target 3001
[05:08:52] <Loetmichel> s/mot/omit
[05:09:16] <somenewguy> ah
[05:09:34] <somenewguy> well I'm doing it all in gEDA so wish me luck
[05:09:49] <somenewguy> I like the simple complexity of the software lol
[05:58:13] <ssi> morn
[05:58:27] <ssi> Loetmichel: laser is lasin' :)
[06:02:36] <Loetmichel> ssi: nice
[06:06:27] <ssi> test cut acrylic last night, just cut a piece of 5mm plywood, and it's doing great :D
[06:07:15] <SpeedEvil> :)
[06:07:33] <SpeedEvil> ssi: Do not neglect ventilation
[06:07:57] <ssi> yeah I know
[06:08:06] <ssi> I have the windows open in there and a fan running; best I can do for now
[06:08:13] <ssi> i'm going to have to build a tray and put a blower in
[06:08:24] <ssi> but first I have to finish the enclosure lexan
[06:12:55] <SpeedEvil> I would go so far as to say lash something up with cardboard first
[06:15:24] <ssi> not really practical
[06:17:52] <Jymmm> sure it is
[06:18:03] <Jymmm> cardboard and duct tape
[06:18:08] <Jymmm> problem solved
[06:18:56] <syyl> cardboardengineering!
[06:43:47] <jthornton> what temperature do you need to normalize a weldment
[06:44:52] <Loetmichel> depends on the alloy
[06:45:20] <jthornton> A36
[06:45:23] <Loetmichel> i would try something around 250°c for a few hrs. for most steel
[06:45:30] <Loetmichel> to anneal it
[06:45:30] <jthornton> hot roll steel
[06:49:10] <jthornton> that sounds about right 500f or so
[07:06:35] <Tom_itx> jthornton, 'can't be done':
http://65.57.255.42/ubbthreads/ubbthreads.php?ubb=showflat&Number=24818
[07:09:16] <jthornton> not sure what they are talking about there but it don't look like normalizing after welding
[07:09:33] <archivist> he want to normalise the weld to the surrounding already normalised metal
[07:09:45] <jthornton> aye
[07:09:52] <Tom_itx> i know :)
[07:10:04] <Tom_itx> i was just looking for the right temp
[07:10:18] <archivist> methinks if already normalised then you cannot normalise
[07:11:15] <Tom_itx> Jun 28, 2012 - ASTM A36 is the most commonly used mild and hot-rolled steel. ... Normalizing at 899�C � 954�C (1650�F-1750�F); Annealing at 843�C
[07:11:50] <Tom_itx> http://www.azom.com/article.aspx?ArticleID=6117
[07:11:52] <archivist> rough old crap
[07:17:08] <Loetmichel> Tom_itx: ouch
[07:17:11] <Loetmichel> THAT high?
[07:17:53] <Tom_itx> to confirm:
http://www.metal-stock.com/site/stock/content/Structural%20Steel/Structural-steel_specs/HR%20A36%20spec.html
[07:18:15] <Tom_itx> Stress Relieve 1100� - 1250�F. Typical Stress relieve soak time is one hour per inch of thickness.
[07:18:52] <jthornton> that's what I was looking for Tom_itx
[07:19:23] <Loetmichel> hmm, thats 625°c
[07:19:34] <Loetmichel> still much in my opinion
[07:19:44] <Loetmichel> but whne the manufacturer says so...
[07:19:55] <Tom_itx> probably a red to orange glow i'd guess
[07:20:23] <syyl_ws> that sounds about right for normalising
[07:21:54] <Jymmm> jthornton: Now, THIS is my idea of a 3 wheeler...
http://interestingengineering.com/wp-content/uploads/2014/07/big_wheel_drift_trike-10.jpg
[07:22:51] <Tom_itx> at least put an old bike engine on it
[07:23:00] <jthornton> that could be fun
[07:23:19] <Jymmm> Tom_itx: do you see an ground clerance? lol
[07:23:23] <Jymmm> any*
[07:23:38] <Tom_itx> about as much as a cart i used to have
[07:24:01] <Jymmm> jthornton: full article
http://interestingengineering.com/big-wheel-drift-trike-brings-out-the-big-kid-in-adults/
[07:24:55] <Tom_itx> Jymmm, when i'd gear it down to run in an industrial parking lot the sprocket would drag sometimes
[07:25:20] <Jymmm> lol
[07:25:36] <Jymmm> why would you gear it down at all?
[07:25:54] <Tom_itx> not enough space to wind it up... would burn up the clutch
[07:26:09] <Jymmm> ah
[07:26:23] <Tom_itx> top speed ~80-100
[07:26:33] <Jymmm> electric version
https://www.youtube.com/watch?v=08rtQpDtTMo
[07:27:54] <Jymmm> whers the motor?
[07:28:14] <Jymmm> FWD??
[07:29:40] <Jymmm> https://www.youtube.com/watch?v=VKvQ36fbxKM
[07:34:21] <Jymmm> jthornton: Wanna race?
https://www.youtube.com/watch?v=SGO2MRGesow
[07:46:06] * jthornton resists clicking on a youtube link
[07:46:41] <Jymmm> jthornton: It has a big block blower =)
[12:16:51] <XXCoder1> yo
[12:16:54] <IchGuckLive> hi all B)
[12:18:23] <IchGuckLive> today weat harvest has been finished at 3800 tons
[12:18:48] <Loetmichel> wheat?
[12:18:59] <IchGuckLive> as you say
[12:19:02] <Loetmichel> winter wheat?
[12:19:09] <XXCoder1> dont rforget to send me 3% of profits. ;)
[12:19:13] <IchGuckLive> no normal one
[12:19:15] <Loetmichel> isnt that a bit early in year for summer wheat?
[12:19:38] <IchGuckLive> we are 4 weeks ahad this year
[12:20:48] <IchGuckLive> corn is now at the bluming state as it shoudt be in late august
[12:21:08] <IchGuckLive> still a leak in rain here
[12:23:31] <IchGuckLive> all mashines still out for straw press
[12:37:24] <IchGuckLive> im off early as it has been a hard Hot and Dusty Day out in the fields
[12:37:36] <jdh> picking cotton all day?
[12:37:41] <IchGuckLive> not like ÜPhinix desert storm
[12:38:01] <IchGuckLive> ;-)
[13:55:12] <gene78> Is PCW here abouts?
[14:11:43] <pcw_home> yes for a bit
[14:23:58] <jasen_> hi all , can somebody tell me the url of the hostmot git sources
[14:24:05] <jasen_> master i mean
[14:26:11] <JT-Shop> git.linuxcnc.org
[14:28:04] <jasen_> and then?
[14:32:02] <pcw_home> git pull
[14:32:04] <pcw_home> git checkout master
[14:32:05] <pcw_home> build
[14:32:15] <Jymmm> PROFIT!!!
[14:35:07] <JT-Shop> jasen_,
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Installing_LinuxCNC#Getting_the_source_with_git
[14:40:34] <jasen_> git clone master url please , xilinx on windows
[14:47:21] <pcw_home> any of the fpga card zip files at mesa have the latest source
[15:44:17] <JT-Shop> well this sucks, I just finished entering all my checkbookdata into kmymoney and it won't let me enter any income
[15:45:27] * JT-Shop gives up looking for free accounting software
[15:52:05] <pcw_home> that seems like a rather major oversight...
[15:54:01] <JT-Shop> odd, it has the income accounts built in...
[15:54:30] <XXCoder1> excel it up
[15:54:35] <XXCoder1> or open source version
[15:54:56] <JT-Shop> yea, I might have to go to a spreadsheet
[15:57:17] <jdh> wait for googlemoney
[15:59:48] <JT-Shop> ah I figured out how I had to do it
[16:09:07] <JT-Shop> yuck on 10.04 the kmymoney version is 1.~ and the latest is 4.6
[16:30:20] <Deejay> gn8
[16:48:02] <Tom_itx> JT-Shop, i just use quicken :)
[19:56:18] <tjtr33> yesterday i asked if there was a configurable backplotter , cuz my hurco uses absolute IJ ( very weird).
[19:56:19] <tjtr33> i found that Heeks not only has output posts ( to create Gcode) but input posts ( to backplot ). it woiks!
[19:57:18] <tjtr33> input posts backplot from gcode
[20:06:31] <PetefromTn_> what the hell does that mean to the layman>
[20:08:08] <skunkworks__> cad in reverse...
[20:08:24] <skunkworks__> gcode into cad
[20:10:32] <tjtr33> sorry PetefromTn_ , makes a picture of what the gcode does
[20:11:09] <tjtr33> helps me figger out if my post is correct
[20:15:29] <PetefromTn_> aah okay.. interesting.
[20:54:29] <PetefromTn_> jeez man we are having some nasty storms here now.
[20:54:57] <PetefromTn_> there has been lots of tornadic activity north of us tonight apparently.
[20:59:09] <tjtr33> crazy windy in illinois too, but clouds are hi, not moving, so the winds must be low
[21:02:21] <PetefromTn_> yeah it is just looking like a big thunderstorm right now. Thankfully.
[21:06:03] <tjtr33> when the rain comes, the pressure drops
http://www.youtube.com/watch?v=ppAt_qyWN8E
[21:06:49] <zeeshan> YEA tornado!@!
[21:20:33] <PetefromTn_> how do you find this helps you determine if your Code is correct? I basically rely mostly on the simulations in my cam softwares as well as the LinuxCNC plot on the screen to check myself the first time around. And of course slowing everything down and occasionally doing air cuts if it is really a complex thing. Mostly I just try to be real careful when I am making the program in the first place.
[21:21:18] <toastyde1th> PetefromTn_, I bump the work offset up by the maximum z depth in the program
[21:21:46] <toastyde1th> watch it run once, back all the tools off some amount, and then let it run
[21:21:50] <toastyde1th> tool by tool
[21:21:55] <toastyde1th> checkin' dimensions as the tools finish
[21:22:03] <toastyde1th> rerun with the correct offset
[21:22:05] <toastyde1th> next tool.
[21:26:24] <PetefromTn_> in heekscad?
[21:27:33] <scooty_puff> does anyone know a good place to buy industrial sized servos?
[21:29:09] <PetefromTn_> I bought my servos from MachMotion. These are the Teco brand and so far they are very very nice. They also sell mitsubishi or some other higher priced ones too...
[21:31:35] <scooty_puff> are there no like $100 servos?
[21:32:49] <PetefromTn_> commercial sized? not unless you get them from a salvage machine or something most likely.
[21:33:09] <PetefromTn_> what kind of machine are you putting them on?
[21:33:43] <scooty_puff> im building a cnc but i dont need that much torque
[21:33:54] <scooty_puff> i just need the precision
[21:35:18] <toastyde1th> PetefromTn_, no sorry, on the tool itself
[21:38:14] <PetefromTn_> scooty_puff So you are building a hobby machine then. You probably want to look at some of the hobby sized servos available. On my RF45 I used Keltec 1100 Oz inch motors and they worked great altho they were probably way overkill. I got them for a song so I used them.
[21:38:40] <PetefromTn_> toastyde1th Okay thanks. I do something similar as well.
[21:38:49] <PetefromTn_> what kinda machine do you have toast?
[21:41:17] <tjtr33> PetefromTn_, (sorry was away) the 1st thing i needed to check for was 'crop circles' which are paths that go off in crazy big loops.
[21:41:18] <tjtr33> later i could check begin and end of each code fragment to be exact.
[21:42:13] <tjtr33> the simulation in linuxcnc wont do absolute IJ ( the ngc format is relative afaict )
[21:42:57] <toastyde1th> PetefromTn_, i don't own any machines, this was in the shop
[21:43:01] <PetefromTn_> crop circles are typically in your IJ settings I had that problem back when I used mach3 the first couple times.
[21:43:05] <toastyde1th> used to be a machinist for a few years
[21:43:27] <Tom_itx> toastyde1th, what type of industry?
[21:43:35] <toastyde1th> made air bearings
[21:43:50] <XXCoder1> ah so it helps air move better ;)
[21:43:57] <Tom_itx> dip
[21:43:59] <tjtr33> right , perfect IJ values for this machine show up as crop circles in linuxcnc ( different interpreter, different rules )
[21:44:20] <XXCoder1> interesting
https://en.wikipedia.org/wiki/Air_bearing
[21:44:22] <PetefromTn_> huh... never had that problem so far as I can tell.
[21:44:39] <PetefromTn_> you have never seen an air bearing before then huh?
[21:44:41] <Tom_itx> toastyde1th, i think it's interesting to see where our backgrounds lie
[21:45:52] <XXCoder1> never, pete
[21:47:00] <tjtr33> the heads in Charmilles D-10's were hydrostatic ( oil instead of air bearings )
[21:47:04] <PetefromTn_> jeez man I have been having a lot of issues latley with youtube playing on my laptop. It is really driving me crazy here. First it was the sound setup and now the videos won't play at all. It just sits there.
[21:47:19] <toastyde1th> we made a few hydrostatic bearings but never in production
[21:47:44] <tjtr33> PetefromTn_, Flash blowed up? try reinstall?
[21:48:07] <PetefromTn_> I just switched to Google Chrome and I am not sure how to do that exactly now.
[21:48:31] <XXCoder1> reinstall is always the solution. your laptop released lots magic smoke? just reinstall os ;)
[21:48:34] <PetefromTn_> I was using firefox but that was giving me similar issues so I switched after reading that flash player is innate in Chrome..
[21:48:52] <PetefromTn_> huh?
[21:49:42] <XXCoder1> was making bit of joke. old days if there was any problem with OS, reinstall tend to be solution from tech support in microsoft lol
[21:50:56] <fenugrec> Hi guys. A question for lathe users that have a CAD/CAM -> postprocessor -> G code workflow : how do you handle cutter compensation ? Do you generate toolpaths with sharp corners and let G41/G42 work; or even at the CAM stage you specify tip radius and so the toolpaths are already "offsetted" as required ?
[21:50:59] <PetefromTn_> I did download the latest flash player for firefox a couple days ago but it did not seem to help. Wondering if I got some kinda virus here. all my definitions are up to date etc.
[21:52:12] <toastyde1th> fenugrec, the former - i always let the machine handle the tool
[21:52:32] <toastyde1th> machinists who do cutter comp in CAM without a damn good reason are a pain in my ass
[21:52:34] <fenugrec> I'm using PTC Creo with an academic license so I have the CAM + NC modules. It's powerful enough to do both
[21:53:15] <fenugrec> toastyde1th: one reason I could see is to check tool interference at the CAM stage,
[21:53:35] <fenugrec> you can't do that accurately with a "straight" toolpath
[21:53:36] <Tom_itx> fenugrec, i don't have a cnc lathe but my cad cam lathe package programs the tool center radius
[21:53:57] <Tom_itx> then enter the radius as part of the tool geometry
[21:54:26] <toastyde1th> fenugrec, the cam packages I've seen that have a worthwhile tool interference check have zero issues with letting the machine handle tool interference
[21:54:28] <toastyde1th> er
[21:54:30] <toastyde1th> tool offset
[21:55:23] <toastyde1th> the situations i've encountered where tool intereference WAS an issue couldn't be handled in CAM because the tool isn't a nice neat shape
[21:55:36] <fenugrec> Tom-itx: what do you mean by "programs the tool center radius" ? you mean your CAM software needs to know radius, right ?
[21:55:46] <Tom_itx> yes
[21:56:59] <Tom_itx> it has a place to enter the tool type and other data
[21:57:52] <fenugrec> toastyde1th: well with Creo you can CAD your tool so any non-nice shape is "interferable". I'm actually still fighting to get the toolpath to be entirely straight... unless I tell Creo all my tools have 0 radius.
[21:58:09] <fenugrec> Tom_itx: ok, so it probably doesn't use G41/G42 at all...
[21:58:10] <Tom_itx> i've only used it a few times because when i was running a cnc lathe we mostly did MDI programs and all i have now is a mill
[21:58:28] <toastyde1th> also on the lathe 90% of the time I just programmed the path by hand and used the roughing/finishing cycles
[21:58:31] <toastyde1th> instead of using a cam package
[21:58:50] <Tom_itx> it's generally easier that way on a lathe
[21:59:26] <fenugrec> toastyde1th: where did you find roughing/finishing cycles in linuxCNC ? with image2gcode ??
[21:59:41] <toastyde1th> i don't/haven't used linuxcnc
[21:59:59] <toastyde1th> as far as i know linuxcnc doesn't have the standard lathe cycles
[22:00:17] <ssi> no, I wish it did
[22:00:39] <toastyde1th> also the newer fanuc controls have some very nice automatic cycles for mills too
[22:00:53] <toastyde1th> which i undestand are starting to be widely adapted
[22:00:56] <fenugrec> toastyde1th: indeed then. For a moment I thought I missed something. I vaguely remember some similar canned cycles on a Mori Seiki machine
[22:01:08] <toastyde1th> yep, moris usually run yasnac controls
[22:01:13] <toastyde1th> and yasnac/fanuc are very similar
[22:01:22] <toastyde1th> both extremely good
[22:02:11] <fenugrec> Did you have to pay Fanuc $$$ for those "special cycles" ? :-)
[22:02:51] <toastyde1th> as far as i know they're not special
[22:04:31] <toastyde1th> and let's be frank, if you're buying a used machine, you're not going to be paying fanuc anything
[22:04:45] <toastyde1th> if you're buying a new machine you're making money to justify it, and it's stupid to not pay fanuc
[22:05:16] <toastyde1th> esp because the interface completely replaces CAM for simple, rectilinear parts
[22:06:03] <toastyde1th> the machines I used with those toolpaths were not expensive, in the world of machining; i think they were 60-80k
[22:08:20] <fenugrec> toastyde1th: I don't own Fanuc-equipped machines, so my opinion is worth about 0, but I find it's a funny business model.
[22:08:46] <toastyde1th> how so
[22:08:53] <Tom_itx> it's a limited market
[22:08:56] <toastyde1th> the control a machine has is 90% of the machine
[22:09:30] <Tom_itx> we had one that ran windows which was utter crap
[22:09:34] <toastyde1th> and can make a really big difference in productivity
[22:09:44] <Tom_itx> not really sure how he got talked into buying it...
[22:09:46] <toastyde1th> esp what order of control it has
[22:09:55] <toastyde1th> modern controls track on jerk rather than velocity
[22:10:20] <toastyde1th> and corner so, so well
[22:10:41] <toastyde1th> which is important if you're cutting at 500-700 ipm
[22:11:08] <ssi> case in point:
[22:11:08] <ssi> https://pbs.twimg.com/media/Btb4wAaIUAAWZYp.jpg:large
[22:11:20] <toastyde1th> haha yeah
[22:11:27] <fenugrec> ssi: is that your laser up and running ?
[22:11:30] <ssi> yes:)
[22:11:50] <ssi> cut some acrylic, some 5mm plywood, and some 1/2" plywood this morning
[22:11:51] <fenugrec> haha nice !
[22:11:57] <ssi> 1/2" it doesn't like; I think I need a longer lens for it
[22:12:01] <Tom_itx> you've been busy
[22:12:04] <ssi> the 5mm cuts beautifully
[22:12:09] <ssi> Tom_itx: I'm always busy :)
[22:12:34] <ssi> I've actually been slack on the laser this weekend; had too much else to do
[22:12:34] <Tom_itx> is the wobble lack of backlash comp?
[22:12:37] <ssi> sailed 8 hours today
[22:12:42] <ssi> Tom_itx: no it's the machine shaking from jerk
[22:12:50] <ssi> when the gantry stops
[22:13:02] <Tom_itx> better figure that out..
[22:13:07] <ssi> it's a very very fine line
[22:13:11] <ssi> imperceptible in an actual cut
[22:13:17] <ssi> that's like a 100 micron wide line
[22:13:26] <ssi> so the shaking is maybe 250 microns wide
[22:13:40] <ssi> it'd be nice to get rid of it for fine engraving
[22:13:44] <ssi> but it's not critical right yet
[22:14:18] <ssi> also that was jogging the axes with the arrow keys; I dunno how the accel gets applied in that case
[22:14:23] <ssi> I'll do a more proper test with gcode soon
[22:14:37] <toastyde1th> you know, back before cnc, when they were doing ultraprecision machining they'd make a cut, use a surface profilimiter to measure it, and record the output to tape, then sum the output of the tape plus the nc commands to the servos
[22:14:42] <toastyde1th> precicely because of that wobble
[22:14:49] <Valen> ssi: servo drive I presume?
[22:15:07] <Valen> what are you using to drive everything?
[22:15:47] <Tom_itx> steppers
[22:16:08] <Tom_itx> with leadshine drivers
[22:16:39] <Valen> wobbly output with steppers wth man
[22:16:47] <fenugrec> hahaha
[22:17:02] <ssi> heheh
[22:17:15] <ssi> once I get all the paneling in place I hope it'll stiffen up the machine too
[22:17:22] <ssi> I also wonder if it's the machine shaking or the tube mounts
[22:17:29] <fenugrec> yeah... a laser head isn't supposed to be too heavy either
[22:17:29] <ssi> not sure if the tube vibrating can do that or not
[22:18:42] <fenugrec> the lack of accel control when jogging sounds like a good explanation
[22:18:56] <fenugrec> lack, or inadequate
[22:19:02] <ssi> yeah, like I said I'm not concerned til I get everything done and do a proper test
[22:19:08] <ssi> I'm fine calibrating axes now
[22:19:41] <pcw_home> all motion obeys accel limits
[22:20:26] <pcw_home> (but jogging does use full accel which seems a bit harsh)
[22:22:28] <fenugrec> (how sweet. I can finally go from CAD to Gcode in a few sortof-easy steps, without leaving the "comfort" of Creo. For some reason I never got along with mastercam...)
[22:22:57] <skunkworks_> but if you use master - which has the new TP - jogging and running gcode are a lot closer to the same now.. (full acc)
[22:24:37] <ssi> I'm on JA4
[22:24:41] <ssi> which I think doesn't have the new TP
[22:26:00] <fenugrec> skunkworks_ TBH I haven't touched mastercam X something for a few years (probably a version from 2004-2007), and I only remember it was painful. And I was using ProE 4, so I knew the meaning of pain.
[22:26:08] <PetefromTn_> I wish I had the new TP on the Cincinatti..
[22:27:56] <fenugrec> skunkworks_ haha oops I thought you were talking about "master"cam, not "linuxcnc master".
[22:28:04] <ssi> heheh
[22:28:33] <PetefromTn_> Well after a LOT of lightning and thunder and reports of tornadoes etc etc etc we did not even get a drop of rain here. thankfully.
[22:28:41] <skunkworks_> ssi: there is a version of ja that has the new tp
[22:28:54] <PetefromTn_> whaddahell is JA?
[22:29:54] <skunkworks_> Joints Axis branches.. they are trying to separate the joints (actuators) and xyzabcuvw axis.
[22:30:15] <skunkworks_> if that makes any sense at all..
[22:30:57] <PetefromTn_> no not really ;)
[22:31:05] <ssi> skunkworks_: yeah I knowm, i'll try it
[22:31:18] <ssi> PetefromTn_: we had this discussion the other day :P
[22:32:17] <skunkworks_> for most machines joint = axis... like on a your Cincinnati - the x axis servo moves the x axis.. But for a robot arm Joint doesn't equal axis.. (moving joint A doesn't move along a x axis for example)
[22:33:13] <ssi> and gantry machines are a particularly common type of machine where that's not true
[22:33:20] <ssi> Y axis on a gantry machine has a left joint and a right joint
[22:33:33] <ssi> and if you want to home them independently, you have to treat them as separate joints
[22:35:46] <ssi> now then
[22:35:49] <ssi> got my axes calibrated correctly
[22:36:03] <ssi> anyone have any brilliant suggestions for an awesome first proper test cut?
[22:36:21] <fenugrec> ssi: an encoder wheel for my Denford p-))
[22:36:42] <ssi> send me a drawing :)
[22:36:54] <ssi> oh and I gues a sheet of abs or something
[22:37:25] <fenugrec> hehe it won't be necessary, a friend of mine with a plastic 3d printer is making one already . Thanks though !
[22:37:36] <tjtr33> the cds test, its a way to check your machine
[22:39:06] <ssi> cds test?
[22:39:24] <tjtr33> all linuxcnc come with it,
http://www.cronsrud.com/videos/circle_diamond_square_test.html#.U9XBh9fPG9U
[22:39:44] <tjtr33> circle diamong square, the file in your nc dir is 'cds.ngc'
[22:40:43] <tjtr33> http://server2.smithy.com/media/pdf/CNC%20CDS%20Test.pdf
[22:41:37] <ssi> it's full of Z moves :(
[22:42:49] <ssi> I guess I could take them out and do it as an engraving on wood
[22:44:29] <somenewguy> woo got my new 5hp compressor up and running w/ a real drop instead ofa 16ga extension cord!
[22:44:54] <somenewguy> oiled dual stage is soooooo much quieter than my oilless, this should really change my life lol
[22:45:15] <somenewguy> having shop air is no longer a sacrfacie against my hearing and sanity, and I can finally use my cooling rig
[22:46:20] <somenewguy> boiler plate claims 15 scfm, I'm seeing 10-12, but for the price I am not gonna argue, better than the 7 i had and again, the noise, is glorious
[22:48:09] <XXCoder1> fancy lol
[22:49:16] <ssi> so this'll be a little goofy cause the program doesn't turn the spindle off for the rapids :)
[22:49:34] <ssi> and the toolpath is as if it were cutting with an endmill
[22:51:53] <fenugrec> ssi: does it do a cutter compensation for the diameter of your laser :-)
[22:52:10] <ssi> this probably doesn't
[22:52:13] <ssi> sheetcam will tho
[22:52:51] <fenugrec> did you measure it ? 50um ?
[22:53:34] <ssi> calculates to 116um with this lens
[22:53:37] <ssi> 86um with the othel
[22:53:41] <ssi> but no I haven't measured yet
[22:53:56] <ssi> I need to do some line mw
[22:54:03] <ssi> line width vs focus height test coupons
[22:54:12] <ssi> and then when I find best focus height, I can try to measure it under a microscope
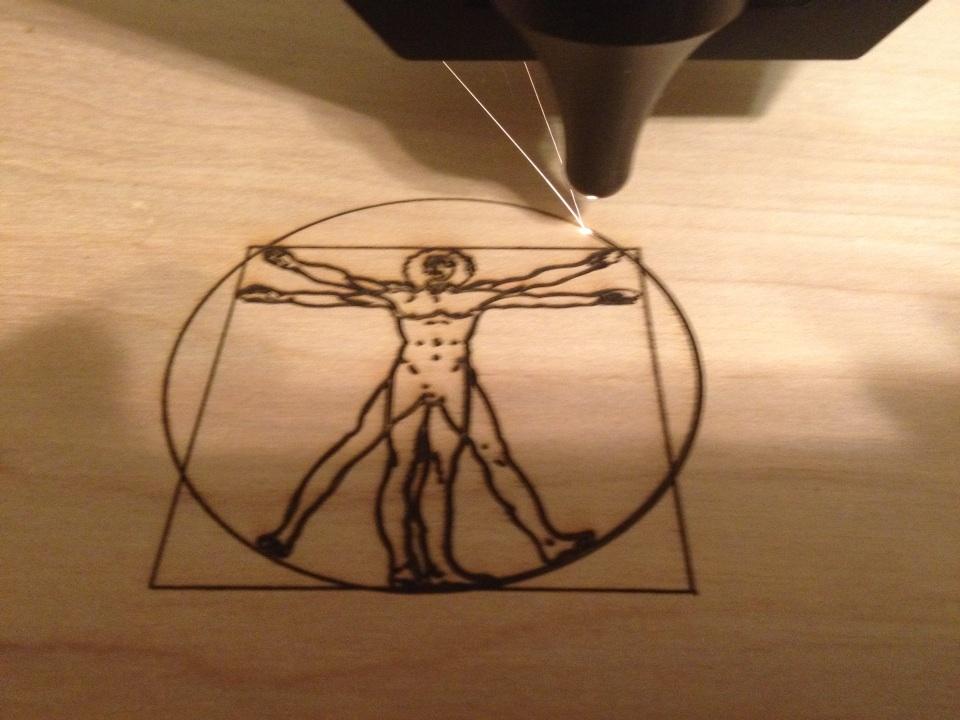
[22:56:10] <ssi> haha watching this run makes me think i need to find vector art of the davinci man and etch it into wood
[22:59:47] <tjtr33> http://goo.gl/JUQLmX convert svg 2 gcode
[23:01:15] <ssi> https://pbs.twimg.com/media/BtmgujdIcAIG3D8.jpg:large
[23:01:47] <ssi> http://www.clker.com/cliparts/5/3/8/8/1289339476951449428vitruvian%20man.svg
[23:01:48] <ssi> sweet
[23:07:08] <ssi> agh dammit
[23:07:10] <ssi> stupid sheetcam
[23:14:23] <ssi> oh man this is gonna be cool
[23:14:23] <ssi> hahaha
[23:16:27] <XXCoder1> svg thingy worked?
[23:17:57] <ssi> imported it into sheetcam
[23:23:01] <XXCoder1> cutting it now?
[23:23:11] <ssi> engraving, yes
[23:28:21] <ssi> https://pbs.twimg.com/media/BtmmhmuIEAEbK4O.jpg:large
[23:28:37] <ssi> lul
[23:30:51] <XXCoder1> 2 laser beams?
[23:31:16] <XXCoder1> decal is cool though
[23:31:26] <ssi> no, those are sparks flying
[23:31:32] <ssi> the beam is invisible
[23:31:48] <XXCoder1> oh
[23:31:52] <XXCoder1> interesting
[23:32:00] <XXCoder1> it sure looks like 2 reddish laser beams lol
[23:34:09] <XXCoder1> man photoshop can be damn scary
https://i.chzbgr.com/maxW500/7380104704/h155FCB2B/
[23:35:02] <CaptHindsight> http://www.impawards.com/2006/posters/idiocracy_xlg.jpg
[23:35:03] <toastyde1th> hahahahaha
[23:35:30] <toastyde1th> i am big into photography and try to stay away from photoshopping the shit out of everything
[23:35:35] <XXCoder1> lol yeah that was damn funny movie
[23:35:43] <tjtr33> http://imagebin.ca/v/1UpoNjtb5KSn
[23:35:47] <toastyde1th> except i'm going to have to learn more about it because it's sort of expected from clients now
[23:35:51] <XXCoder1> they never explained why other countries never invaded country full of idiots
[23:35:52] <tjtr33> ssi ^^^
[23:36:27] <ssi> lol
[23:36:49] <ssi> http://www.thingiverse.com/thing:34286/#files
[23:36:51] <ssi> that could be interesting
[23:37:15] <XXCoder1> good precision test
[23:37:20] <XXCoder1> millions of very close cuts
[23:37:25] <tjtr33> yopu got 2 beams? ichguch talked about doubling power using 2 dvd beams
[23:37:43] <CaptHindsight> just don't cross them :)
[23:37:44] <XXCoder1> lol second person fooled by "beams"
[23:37:53] <XXCoder1> sadly I was the first fool
[23:39:38] <ssi> heheh
[23:40:40] <tjtr33> sniject is gone but this flexible joint is still around
http://www.deferredprocrastination.co.uk/blog/2011/lattice-hinge-test-results/
[23:41:30] <tjtr33> ah tracer lines, we get similar in hole edm
[23:43:22] <XXCoder1> less than 4 times thickness?
[23:45:11] <tjtr33> http://stuartchilds.com/2012/03/snijlabs-plywood-clamps/
[23:49:57] <PetefromTn_> man are we getting a CRAZY cloud lightning light show right now..
[23:50:27] <XXCoder1> man
[23:50:36] <XXCoder1> thats what I miss about living at arkasas state
[23:50:52] <XXCoder1> washington got crazy stormy clouds once each 2-4 years
[23:52:45] <PetefromTn_> yeah man unbelievable high altitude lightning but so far not even a drop of rain. WEIRD>
[23:53:01] <XXCoder1> they probably vaporized on way down lol
[23:59:01] <PetefromTn_> Well I am done. talk tomorrow guys.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}