Back
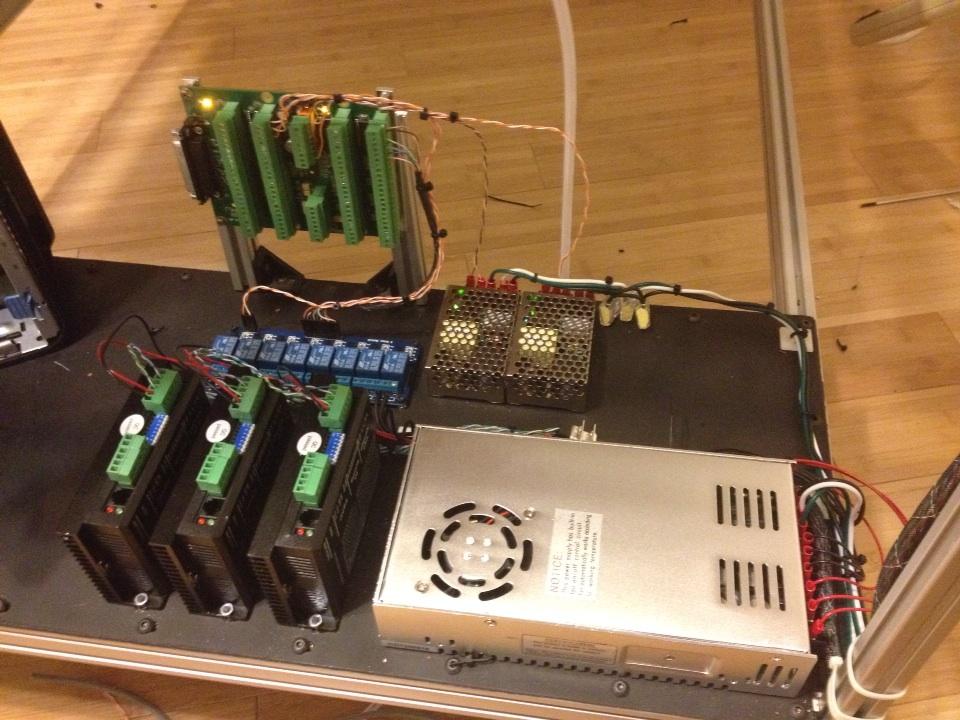
[00:37:41] <ssi> https://pbs.twimg.com/media/BtCzsOpCAAAuxT4.jpg:large
[00:37:45] <ssi> slowly but surely
[00:38:38] <terabyte-> nicely done
[00:38:56] <ssi> thx :)
[00:38:59] <ssi> it's got a way to go
[00:39:00] <terabyte-> is that a parallel port breakout board?
[00:39:10] <ssi> no, it's a mesa daughteboard
[00:39:39] <terabyte-> ah
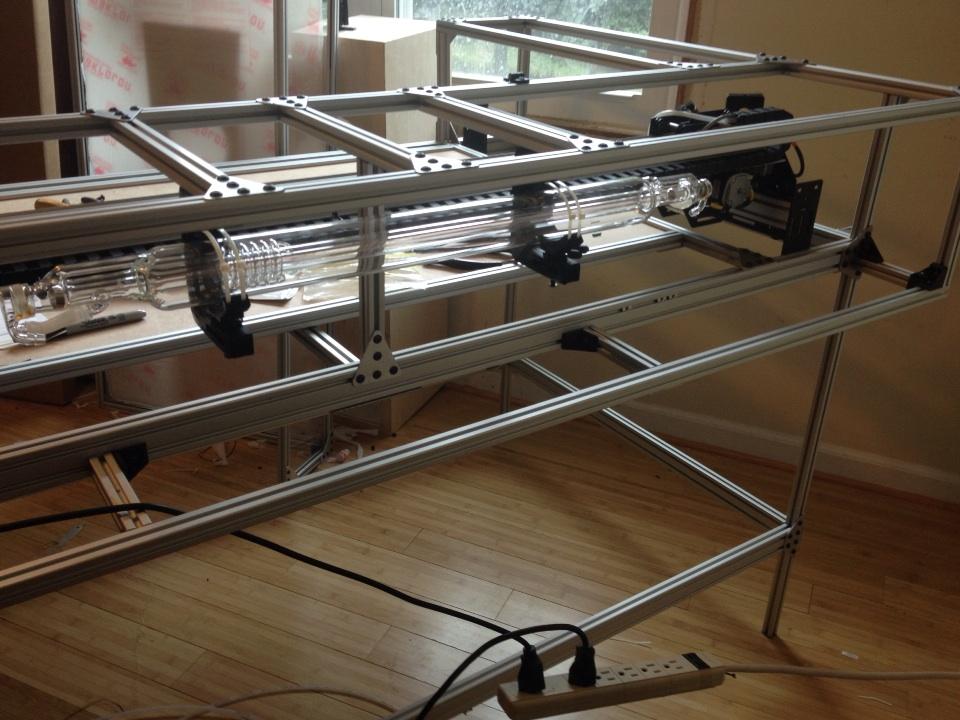
[00:39:40] <terabyte-> https://farm8.staticflickr.com/7408/14170368046_85fd2d3d5b_h.jpg
[00:39:53] <terabyte-> my baby
[00:40:07] <terabyte-> https://farm3.staticflickr.com/2926/14006865730_eb4a5dbe14_b.jpg
[00:40:25] <ssi> nice
[00:40:33] <ssi> is that cncrouterparts.com parts?
[00:40:50] <terabyte-> yes sir
[00:40:53] <ssi> :)
[00:40:57] <terabyte-> the crp48x48
[00:41:24] <ssi> I haven't worked with any of it, but I've seen the new stuff in person and met Ahren a few times
[00:42:00] <terabyte-> Ive only talked to Cory
[00:42:07] <ssi> here, look through the last dozen pics or so here
[00:42:07] <ssi> https://twitter.com/facetiousian
[00:42:13] <terabyte-> awesome guy and awesome customer service btw
[00:42:14] <ssi> I'm building a 2x4' laser cutter at the moment
[00:42:37] <terabyte-> oh very nice
[00:42:39] <terabyte-> we
[00:42:48] <terabyte-> we’re actually in the market for one of those
[00:42:56] <terabyte-> but prob just buying from china
[00:42:57] <ssi> me too haha
[00:43:00] <ssi> yeah...
[00:43:00] <terabyte-> just dont have the time to build
[00:43:08] <ssi> it's probably easier to buy
[00:43:25] <ssi> and I've already spent more on this machine than a chinese laser costs
[00:43:26] <terabyte-> since its going to be used to make money, yea
[00:43:32] <terabyte-> free time isnt free anymore
[00:43:36] <terabyte-> :(
[00:43:46] <ssi> BUT.... I think my machine has the potential to be nicer
[00:44:21] <terabyte-> oh im sure
[00:44:23] <ssi> and I'm really building this machine to build it, not so much because I need a laser cutter
[00:44:37] <terabyte-> yea a friend of mine said this
[00:44:43] <terabyte-> do you want the project or the tool?
[00:44:48] <ssi> yeah
[00:44:49] <ssi> I want the project
[00:44:58] <terabyte-> then nothing can replace DIY
[00:45:04] <terabyte-> i LOVE my CNC router
[00:45:15] <ssi> I've built like eight cnc machines at this point :P
[00:45:15] <terabyte-> but im going to love an ATC even more
[00:45:24] <terabyte-> holy cow
[00:45:29] <ssi> heheh
[00:45:35] <ssi> not all of them finished exactly :)
[00:45:46] <ssi> some scratch built, some conversions, some retrofits
[00:56:25] <terabyte-> i would love to get an old 80s Haas CNC to convert to linuxcnc
[00:56:55] <terabyte-> my machinist has one he still uses with mastercam
[01:19:22] <toastydeath> why haas
[01:19:40] <toastydeath> if you're going to get a machine from the 80s, get a better one, they're about the same price
[04:20:40] <Deejay> moin
[10:20:40] <ssi> superquietmonday!
[10:22:12] <archivist_herron> shhhh
[10:22:44] <ssi> D:
[10:35:25] <CaptHindsight> http://www.3ders.org/articles/20140719-matterfab-developing-affordable-metal-3d-printer.html how many "experts" and "years" does it take to make a metal laser sintering machine?
[10:49:06] <ssi> doesn't seem fundamentally any harder than building a laser engraver
[10:49:50] <CaptHindsight> just add airtight chamber to fill with gas mixtures
[10:50:03] <ssi> problem is the makertards hold SLS up as what will be "THE FUTURE" and the pinnacle of human manufacturing
[10:50:22] <ssi> they don't realize that SLS parts aren't going to be nearly strong enough to replace solid metal parts :P
[10:50:41] <ssi> but it'll be awesome for warhammer figurines or wtfever :P
[10:50:45] <CaptHindsight> so maybe 1-2 people could take 2 weeks limiting their days to 8hrs?
[10:51:16] <ssi> heh if I had a dedicated partner and a $10k budget I bet I could build one in 2-4 weeks
[10:51:38] <jdh> $10k wouldn't pay for the logo contest
[10:51:43] <CaptHindsight> heh
[10:51:45] <ssi> haha
[10:52:08] <archivist> are ther getting real fusion or just sintering
[10:52:15] <ssi> how much laser power do you need to sinter?
[10:52:17] <archivist> they
[10:52:26] <archivist> les than fusion :)
[10:52:28] <ssi> archivist: I'm pretty sure it's just sintered
[10:52:31] <ssi> melting a binder
[10:52:51] <archivist> porous as hell
[10:53:01] <ssi> yeah it doesn't make "real" parts :P
[10:53:19] <archivist> there is a video of a rocket nozzle being made
[10:53:23] <ssi> worse than metal injection molding
[10:53:30] <ssi> what I always called "marshmallow imitating metal"
[10:56:03] <CaptHindsight> http://3dprintingindustry.com/2014/07/16/ge-announces-launch-mass-3d-printing-facility/
[10:56:23] <CaptHindsight> GE uses it to make jet engine fuel nozzles
[10:58:29] <jdh> the GE additive mfg guys have been making the rounds at all the GE plants
[10:58:35] <CaptHindsight> http://3dprintingindustry.com/2014/07/11/sciakys-giant-3d-metal-printers-available-sale/ is another, but they use E-beam
[10:59:07] <ssi> god their wiring looks like shit
[10:59:11] <ssi> the first vid
[11:00:02] <jdh> we have a few on site but can source things from the new 'advanced mfg' plant
[11:00:04] <CaptHindsight> yeah, why I was wonder why someone who grew up in CNC shop and has hired experts make it look so armature hour
[11:00:14] <CaptHindsight> wonder/wondering
[11:00:44] <CaptHindsight> sorry my auto-spell is borked
[11:04:58] <CaptHindsight> all these projects that could just use Linuxcnc with minor mods or as-is that decide to hack out their own motion control software puzzle me
[11:08:48] <CaptHindsight> it looks like preempt_RT support is in master now along with some other new features
[11:28:49] <ssi> I need to install a new linuxcnc machine
[11:28:56] <ssi> and I have no blank cds that I can lay hands on :(
[11:30:35] <pcw_home> rotating media? how quaint...
[11:30:52] <ssi> yeah :(
[11:31:15] <ssi> hasn't anyone put together a usb linuxcnc live image? :P
[11:31:41] <pcw_home> for ubuntu, unetbootin works
[11:32:37] <ssi> question is, what's more work: figuring out how to get netboot to work, getting ubuntu installed, getting an RT kernel in place and whatever other prereqs I might need to install linuxcnc; or driving to the store and buying a small pack of CDs :P
[11:33:50] <Meduza> Try
http://www.pendrivelinux.com/universal-usb-installer-easy-as-1-2-3/ with the linuxcnc image and a USB key? Might work
[11:33:55] <cradek> installing from usb works perfectly fine
[11:34:18] <pcw_home> unetbootin is trivial
[11:34:20] <pcw_home> install
[11:34:21] <pcw_home> run
[11:34:23] <pcw_home> select iso
[11:34:24] <pcw_home> make use image
[11:34:35] <pcw_home> s/use/usb/
[11:34:43] <ssi> aha
[11:35:17] <pcw_home> doesnt work with wheezy (or hybrid images maybe) though
[11:35:29] <ssi> and unetbootin, unlike what Meduza linked, is written by someone who is aware of operating systems other than windows
[11:35:32] <ssi> so that's a nice bonus
[11:36:52] <ssi> now I just have to find a usb drive :P
[11:37:19] <pcw_home> doesn't everyone have at least one one their keychain?
[11:38:02] <archivist> erm...no
[11:38:30] <ssi> heheh no
[11:38:32] <ssi> I found one tho
[11:55:51] <K6MLE> Waiting for FedEx to bring me my 5i25 ... which will, hopefully, solve my stepping and direction issues!
[11:58:44] <CaptHindsight> K6MLE: what were you using previously?
[11:59:17] <K6MLE> Capt: I was using a generic 1P2S pci board ...
[11:59:35] <pcw_home> Hmm if software stepping doesn't work I'm not so sure hardware stepping will help
[11:59:36] <pcw_home> (it will improve the maximum step rate and step generation smoothness at high speeds but that's all)
[11:59:59] <CaptHindsight> K6MLE: what problem did you have with DIRECTION?
[12:00:27] <archivist> I think it was a hardware opto drive problem iirc
[12:00:51] <CaptHindsight> ah funky breakout board
[12:00:52] <K6MLE> Capt: I would get occaisional misses of the direction signal (wouldn't change DIR) ...
[12:03:45] <zeeshan> i have a couple of .75" wide 1/2" 6061 flat bar
[12:03:52] <zeeshan> need to make it .375 thick
[12:04:07] <zeeshan> can i just use a 3/4" end mill and plunge it .375 in one pass? :p
[12:05:09] <archivist> if you can lube it and hold it down and dont mind the finish
[12:05:19] <zeeshan> poop finish is okay
[12:05:27] <zeeshan> im just wondering what the "right" depth of cut is for finishing
[12:05:28] <zeeshan> er
[12:05:30] <zeeshan> for roughing
[12:05:35] <zeeshan> for a particular end mill size
[12:05:42] <alexchally> hey guys! I finally got my mesa boards, so now the confusion starts and the begging for help really begins :D
[12:05:43] <zeeshan> i always heard its half the end mill diameter?
[12:06:24] <archivist> +or minus whatever
[12:06:33] <zeeshan> what about for a 3" face mill?
[12:06:43] <zeeshan> i mean 2"
[12:06:44] <alexchally> what material, what insert geometry?
[12:06:51] <zeeshan> wnmg
[12:06:56] <archivist> phase of the moon?
[12:06:57] <zeeshan> carbide
[12:07:02] <alexchally> mmm dat trigon
[12:07:28] <ssi> I have some of those
[12:07:28] <alexchally> steel? Al? Stainless?
[12:07:34] <zeeshan> i said al!!
[12:07:35] <zeeshan> :P
[12:07:47] <ssi> before he joined the room, settle down ;)
[12:08:18] <alexchally> I finish at about .020" ~25IPM with a wiper insert like that one, with mist coolant and end up with pretty shiny surfaces
[12:08:26] <JesusAlos> yep
[12:08:28] <zeeshan> i want to rough
[12:08:44] <zeeshan> surface finish isnt critical :D
[12:08:52] <alexchally> oh, damn, depends on your rigidity mostly then
[12:09:10] <zeeshan> i just gave like 25 oif thece pieces to shave down
[12:09:11] <alexchally> .25" DOC, full width, 35-50IPM, 600 SFM
[12:09:14] <zeeshan> so i wanna quickly load em up
[12:09:21] <zeeshan> and keep the cutter in one z height
[12:09:27] <ssi> if it were me
[12:09:27] <zeeshan> and rough the material awayu
[12:09:30] <ssi> I'd go buy some 3/8" flatbar
[12:09:35] <ssi> and save the 1/2" for when you need it :P
[12:09:36] <JesusAlos> I was see a grapic touch interface in blue color
[12:09:42] <alexchally> thats what I do for this kinda work:
http://i.imgur.com/MnvXnA8.jpg
[12:09:45] <JesusAlos> but don't fount it now
[12:09:46] <zeeshan> ssi go buy a dryer
[12:09:51] <zeeshan> thanks!
[12:09:52] <ssi> zeeshan: find me one and I will
[12:09:55] <zeeshan> :)
[12:10:02] <JesusAlos> don't remember his name
[12:11:10] <alexchally> ok, so I have a Mesa 5i23 with 7i52s and 7i37 daughter cards. Not sure how to find the proper firmware because pncconf does not have the 7i52s by default
[12:13:09] <IchGuckLive> hi all B)
[12:13:21] <JesusAlos> hi Ich
[12:13:34] <IchGuckLive> ;-)
[12:15:11] <K6MLE> Hello Ich ...
[12:15:26] <IchGuckLive> hi did you got over dir issue
[12:15:42] <IchGuckLive> by parport pci card
[12:15:52] <K6MLE> Ich: Waiting for FedEx to bring my my new 5i25.
[12:16:12] <IchGuckLive> oh going heavy stuff
[12:16:34] <IchGuckLive> you shoudt better replace your g540 thats your main miss
[12:17:01] <IchGuckLive> you badly require halfstepping to get your mill a needed torque
[12:17:24] <IchGuckLive> 32000 steps per inch is bad
[12:17:26] <K6MLE> It seems that the problem is the signals coming from the computer and not being a high enough voltage for a good logic level.
[12:17:51] <IchGuckLive> that replaced by 10USD not 5i25
[12:18:03] <IchGuckLive> ok its your money
[12:18:36] <ssi> #waronquality
[12:18:43] <IchGuckLive> on that fpga you can go down to G540 near limits at 1000/1000 2500/2500
[12:19:18] <IchGuckLive> but then i guess you steppers will not pull a chees on the axis
[12:19:27] <K6MLE> I requested that the 5i25 be loaded with the appropriate firmware for the G540.
[12:19:51] <IchGuckLive> that is good
[12:20:07] <IchGuckLive> but does not solve y<our main problem
[12:20:40] <IchGuckLive> hi badon
[12:20:45] <ssi> how in the world did you end up with 32000 steps per inch?
[12:21:02] <pcw_home> 100K step per inch is OK with a hardware stepgen
[12:21:05] <K6MLE> If the main problem is indeed traced back to low logic levels, I expect the 5i25 to correct that.
[12:21:06] <IchGuckLive> the G540 is fixed at 1600Steps per Rev
[12:21:25] <ssi> 8tpi screws I guess then?
[12:21:28] <IchGuckLive> 20 turns per inch at 1600steps / rev
[12:21:33] <K6MLE> I think my last steps/inch was in the realm of 8000 ...
[12:21:35] <ssi> oh 20tpi
[12:21:36] <ssi> hm
[12:21:46] <K6MLE> screw is 20 tpi ...
[12:21:50] <pcw_home> no , G540 is 2000 steps/rev
[12:22:02] <ssi> yea pretty sure it's 10x
[12:22:03] <pcw_home> (1/10 ustep ratio)
[12:22:19] <IchGuckLive> thats even wors
[12:22:27] <ssi> should be fine
[12:22:32] <IchGuckLive> that gives you 40000
[12:22:43] <ssi> I've run plenty of 5 and 10tpi screws with 10x ustep
[12:22:48] <pcw_home> no its better (the more the better)
[12:23:25] <pcw_home> 32 would be even better (assuming a hardware stepgen)
[12:23:27] <IchGuckLive> ok im n europ so i use 100SCALE
[12:23:38] <IchGuckLive> on most of the mashines
[12:24:00] <IchGuckLive> or on plasma 10
[12:24:05] <K6MLE> I'm somewhat commited to the G540 at this point ... and it's a step up from the TB6560 and it's problems ...
[12:24:12] <IchGuckLive> so max speed at full force
[12:24:15] <pcw_home> less noise, less excitement of resonance
[12:24:44] <IchGuckLive> but also less torque
[12:24:55] <pcw_home> false
[12:25:10] <pcw_home> torque is the same
[12:25:42] <IchGuckLive> ok as you say you are the pro on microstepping never used above !/2
[12:26:19] <pcw_home> the torque per ustep is less (but thats not stall torque)
[12:27:05] <IchGuckLive> wee will se how it ends up
[12:27:33] <pcw_home> some of our OEMS are using 256 usteps
[12:27:54] <ssi> the leadshine drives I got for the laser will do absurdly high ustepping
[12:27:58] <pcw_home> so 51200 usteps/tirn
[12:28:11] <ssi> and I intend to try it, because a) hardware stepgen and b) my belt driven axes are too coarse :/
[12:28:19] <ssi> I know ustepping is no substitute but I'm gonna work with it for now
[12:28:40] <alexchally> pcw_home: maybe you can help me, I just installed a 5i23 with a 7I52S and a 7i37, but I am not exactly sure where to go from here. I know I need to load some firmware but I am not sure where to get it from, and pncconf does not seem to have options for my cards. Any doc I should read or guidance that could be provided?
[12:29:28] <IchGuckLive> alexchally: did y<ou install the linuxcnc update
[12:29:38] <pcw_home> first what do you intend to connect to the 7I52?
[12:30:27] <alexchally> the 7i52 is going to be the input to 2 HEDS 9000 encoders and an accurite glass scale, and also the differential PWM output that my servo drivers require
[12:31:04] <alexchally> the servo drivers accept a 1.6kHz square wave and use the duty cycle to determine how hard they turn, 0% =full speed CCW, 100%= full speed CW, 50%= stop
[12:32:06] <alexchally> IchGuckLive: I am running 2.5.4, just downloaded the live CD and installed late last week, but no, I Have not updated beyond that
[12:32:22] <pcw_home> OK that will likely require custom firmware
[12:33:28] <pcw_home> (and some interesting HAL file stuff to get the offset PWM)
[12:33:49] <alexchally> k, who do I beg to help me with that :D
[12:34:40] <alexchally> and or, again, doc to look at so I can figure it out myself
[12:34:42] <archivist> can you get the servos to use a more common drive
[12:34:44] <pcw_home> actually I vaguely remember this and suggested the 3 phase PWMgen
[12:34:46] <pcw_home> (since it does offset PWM natively)
[12:35:05] <alexchally> pcw_home: yes, you did a few weeks ago!
[12:35:20] <pcw_home> (that is 0 PWM value = 50%)
[12:35:32] <alexchally> archivist: no budget for more hardware, they are fairly big drives on 90VDC 1/2HP servos
[12:35:37] <pcw_home> OK so i need to make a custom bitfile
[12:36:23] <archivist> alexchally, I was not thinking of getting hardware, just reading manuals and finding a nicer mode
[12:37:01] <alexchally> archivist: no manuals or wiring diagrams available... this is a conversion of a ProtoTrak EMX based machine, they are not friendly with reverse engineering their systems
[12:37:43] <alexchally> maybe more importantly than that, my boss wants me to maintain the old control so its just a quick cable swap from the new control to the old one, so no modification of the guts.
[12:37:44] <IchGuckLive> alexchally:
http://www.linuxcnc.org/lucid/index.php/italian/forum/39-pncconf/26046-configuring-5i23-7i52-7i73
[12:37:56] <pcw_home> with offset PWM you need to make sure the drives are disabled until linuxcnc is up
[12:37:57] <pcw_home> wasn't it suggested that the drives are disabled without "1.6 KHz carrier"?
[12:38:55] <pcw_home> so is there a drive enable input?
[12:39:34] <alexchally> as far as I know there is no drive enable input, but I have an extra relay in my control cab that I could pass the 120VAC through before it gets sent to the servo drive
[12:39:43] <pcw_home> (so the 7I52 outputs could be channels of PWM_ + ENA)
[12:39:44] <alexchally> to make my own drive enable
[12:39:54] <pcw_home> 6 channels
[12:39:55] <alexchally> brb in about 3 minutes, walking to the shop
[12:42:16] <pcw_home> I could also put stepgens on unused 7I52 outputs
[12:46:15] <chally_> ok, back!
[12:54:26] <chally_> pcw_home, sorry, not sure what you mean by putting the stepgens on the unused 7152s output
[12:54:52] <chally_> that is, I thought the point of that card was to output the "step" signal (although its obviously not really a step...)
[12:57:03] <pcw_home> The 7I52S has 12 differential output pairs and you dont need that many pwmgens...
[12:57:10] <chally_> ah, yes
[12:57:41] <chally_> but I don't need any stepgens?
[12:58:00] <chally_> or at least I don't think I need them, the only ouput signal to the motor controll is that PWM signal
[12:58:20] <chally_> er, to the motor driver
[12:58:28] <pcw_home> not a bit deal I'll just put 4 x 3 phase PWM gens = 12 pins
[12:59:37] <pcw_home> so A0,B0,C0, A1,B1,C1 etc
[13:01:18] <chally_> pcw_home, awesome
[13:03:28] <pcw_home> I may just use 6 channels and alternate PWM with enable (might be more generally useful)
[13:10:46] <chally_> pcw_home, fair enough, I don't know one way or the other which might be better, but I bet you do \
[13:11:53] <JT-Shop> to cut left hand threads do I run the lathe backwards and turn the tool upside down?
[13:12:11] <ssi> run the lathe forwards and rightside up
[13:12:15] <ssi> just start from the left and cut toward the right
[13:12:32] <archivist> I run the lathe forwards and cut left to right
[13:12:55] <archivist> use the entrance taper
[13:13:05] <ssi> or a runout groove at a shoulder
[13:13:16] <jdh> only communists have left hand threads.
[13:13:54] <IchGuckLive> jdh: i bet more US use then russion
[13:14:16] <archivist> I made LH worms on the starturn that way
[13:14:51] <JT-Shop> ok, so program the initial Z at say -2.0 and the final Z at 0.125
[13:15:53] <ssi> in soviet russia, thread gut you
[13:15:54] <ssi> cut
[13:16:05] <archivist> whatever numbers you need :)
[13:19:47] <IchGuckLive> hi cgc
[13:21:40] <ssi> so hungry
[13:22:33] <IchGuckLive> ssi: pizza is oe call away
[13:22:45] <Deejay> IchGuckLive, you frightend him ;)
[13:22:46] <IchGuckLive> one
[13:22:53] <ssi> true
[13:22:58] <ssi> one call and an hour :)
[13:23:09] <IchGuckLive> oh im a nice old grandpa
[13:23:43] <IchGuckLive> one hour make your own and sell it towards 30min range
[13:24:01] <IchGuckLive> food is always a good moneymaker
[13:24:23] <IchGuckLive> h i see you make aplasma to cut your pizzaoven first
[13:24:57] <ssi> yeah that's how it'd go
[13:25:44] <IchGuckLive> today real nasty weather here in germany the clouds fly in from all directions
[13:26:01] <IchGuckLive> but no wildfire after the hot days
[13:27:56] <IchGuckLive> ok im off for today bye have a nice day wherever you are on earth
[13:39:22] <JT-Shop> I think that is the first LH thread I've cut with the CHNC and now a happy happy farmer drives back to his farm
[13:39:29] <ssi> haha
[13:55:46] <JesusAlos> please
[13:56:02] <JesusAlos> looking for a graphic touch interface
[13:56:19] <JesusAlos> don't remember his name, but are blue
[13:56:23] <cradek> have you tried touchy?
[13:56:51] <JesusAlos> is similar but blue color
[13:57:14] <JesusAlos> Light Blue
[13:57:27] <JesusAlos> clear blue
[13:57:50] <cradek> you might be thinking of tklinuxcnc which was formerly tkemc. it is currently unmaintained and I do not recommend using it.
[13:58:29] <cradek> it is not really for touch -- at least a keyboard is still needed to run tklinuxcnc
[13:58:40] <cradek> touchy is made for operation with only a touch screen
[13:59:10] <JesusAlos> not is thinking
[13:59:30] <JesusAlos> is lyke touchy but blue clear
[14:04:28] <ssi> https://www.youtube.com/watch?feature=player_embedded&v=KIINBG06jkE
[14:04:29] <ssi> ahahah
[14:04:44] <CaptHindsight> I need to either add the preview to Touchy or make the buttons much larger in Axis
[14:08:54] <JesusAlos> lol
[14:09:16] <Connor> CaptHindsight: Ust gmocapy
[14:09:42] <CaptHindsight> ssi: pretty typical, what i don't like are those cheap roll up doors that don't seal around the sides or top
[14:10:33] <CaptHindsight> Connor: yeah, just about as much work to modify that as well
[14:11:20] <JesusAlos> go dinner
[14:11:22] <JesusAlos> by
[14:17:31] <ssi> pcw_home: 7i76 doesn't seem to have enable outs for the stepper drives the way the 7i77 does for servo drives...
[14:17:43] <ssi> my stepper drives have enable inputs; is there a preferred method for running thme?
[14:20:41] <ssi> CaptHindsight: just got the gv6-u12e drives in the mail
[14:20:43] <ssi> they're huge :)
[14:21:33] <CaptHindsight> ssi: heh, well compared to the tiny Leadshines
[14:21:47] <ssi> compared to similarly rated AMC brushless drives
[14:22:00] <ssi> although I've never had one of the AMC drives that's 120/240VAC, so maybe they're similarly sized
[14:22:07] <CaptHindsight> also bigger heatsinks
[14:22:32] <CaptHindsight> yeah power supply is also included
[14:22:36] <ssi> I need to source the wacky connectors for the feedback and IO connections on these things
[14:22:40] <ssi> I think the manual listed part numbers
[14:22:56] <CaptHindsight> yes, digikey or Mouser sticks them
[14:22:57] <ssi> unfortunately the cables that came with the motors don't match these drives on that end
[14:23:27] <zeeshan> reporting back
[14:23:33] <zeeshan> .375" depth of cut with 3/4" end mill
[14:23:33] <zeeshan> worked.
[14:23:34] <zeeshan> :)
[14:25:37] <CaptHindsight> http://3dprintingindustry.com/2014/07/22/neotechs-electronics-3d-printing-system-sale/
[14:28:33] <CaptHindsight> http://vimeo.com/93968312 5-axis with slow aerosol jet head ($100K for the printhead)
[14:29:18] <CaptHindsight> anyone recognize the CAM package they used?
[14:36:09] <jymmm> Neotech Motion 3D v3.6 64bit
[14:36:46] <jymmm> I do like the LED Egg
[15:02:33] <ssi> BEEEEEMZ
[15:11:18] <ssi> https://pbs.twimg.com/media/BtF7k-xCcAAf9cB.jpg:large
[15:12:45] <jdh> are you charging your lazerz?
[15:13:03] <ssi> http://fc06.deviantart.net/fs71/f/2010/340/8/0/ima_firin_mah_lazor_by_elierthehedgehog-d34dzda.gif
[15:13:09] <jdh> is that a levitating power strip?
[15:13:18] <ssi> yep :D
[15:13:59] <ssi> i think that's the last component I was waiting on
[15:14:12] <ssi> I figured I'd have plenty of time to get motion going before the tube came
[15:14:13] <ssi> but I was WRONG
[15:20:44] <Loetmichel> ssi: dot forge tot add water and a pump or the fun wiht the tube will not last long ;-)
[15:23:17] <ssi> I have a pump
[15:23:25] <ssi> need to go to home depot and get some silicone tubing
[15:23:37] <ssi> also trying to figure out how to make the electrical connections
[15:23:45] <ssi> the tube just has these stub rods at each end
[15:23:59] <ssi> the power supply has a short length of HT cable and an even shorter length of regular wire
[15:24:04] <ssi> they both end in a stripped bit
[15:24:06] <ssi> no rubber caps
[15:24:23] <ssi> no manual for the power supply
[15:24:26] <ssi> no clue how to control it
[15:24:26] <ssi> :P
[15:24:30] <ssi> yay china
[15:26:47] <Loetmichel> *FUUUUU* do i hate the crappy router. every two days it needs a reboot because of memory leak. wifey is already complaining" cant login tho the wifi, DO SOMETHING!" *BRB, resetting router* :-(
[15:27:14] <ssi> only wireless router I've ever used that doesn't require a reboot every now and again is the apple airports
[15:27:53] <jdh> I don't recall ever having to reboot my netgear
[15:31:11] <ssi> so the terminals on this power supply...
[15:31:33] <ssi> there's the anode and cathode wires for the tube, and a big 3 pin for L/N/G mains
[15:31:43] <jymmm> Number of times I've rebooted my dlink in 5+ years.... NONE
[15:32:04] <ssi> then on the other side, a 7 pin terminal block, labeled K+ K- G IN 5V D+ D-
[15:32:13] <ssi> and then a four pin labeled 24V GND 5V L
[15:41:09] <jdh> nice.
[15:43:28] <jdh> K seems to be laser test, D is safety interlock
[15:44:04] <jdh> 5 in 5 is power pot
[15:46:57] <ssi> thinking G IN 5V would be the three terminals of the pot
[15:47:36] <jdh> somehow I got a 5 for a g there.
[15:47:53] <jdh> looks like undocumented chinese laser power supplies are the norm.
[15:48:30] <ssi> what do you suppose that 24 / gnd / 5 / L block is for?
[15:48:41] <ssi> and if K is a differential test input, and D is a differential interlock
[15:48:46] <ssi> what's the actual fire input?
[15:48:47] <ssi> just test?
[15:48:48] <jdh> power for the board
[15:49:05] <ssi> I hope I don't have to provide it power :P
[15:49:08] <ssi> it's a freakin power supply!
[15:49:27] <jdh> power for the controller board
[15:49:38] <ssi> power out you mean?
[15:49:59] <jdh> http://redmine.laoslaser.org/projects/laos/wiki/K40-III
[15:50:06] <ssi> I'm about to try to put line voltage on it and see what those terminal meter at
[15:50:38] <ssi> aha
[15:50:41] <ssi> that's different than mine
[15:50:42] <ssi> but marked the same
[15:51:16] <ssi> I wonder if "L" is the fire signal
[15:51:28] <jdh> there are a bunch of K40 sites out there
[15:51:42] <ssi> you know
[15:51:50] <jdh> that's why I haven't bought one.
[15:51:53] <ssi> I just bought $80 worth of powersupplies to add 5V and 12V field to the machine
[15:52:04] <ssi> I wish I'd known beforehand that this thing would give me 5V and 12V
[15:52:05] <ssi> heh
[15:52:10] <jdh> 23
[15:52:11] <jdh> 24
[15:52:17] <ssi> er 24 right
[15:52:18] <ssi> that's fine
[15:52:20] <ssi> 12v field is arbitrary
[15:52:51] <ssi> I would have run 5V field except the 7i76 won't run the processor without 8+
[15:55:12] <jdh> http://www.mpja.com/5V-15A-and-15V-2A-Hengfu-Power-Supply/productinfo/18112%20PS
[15:55:59] <jdh> wrong one... I have 5/24 on my mill
[15:56:23] <jdh> it was only like $12 though. 1A on the 24.
[15:57:35] <Deejay> gn8
[16:14:33] <ssi> jdh: I just didn't want to wait
[16:14:42] <ssi> I got a couple adorable meanwell tiny supplies from frys
[16:21:26] <pingufan> Hello, I am using linuxcnc 2.5.2 (because a newer version does not run on my little PC). It works perfectly with my 3-axis mill.
[16:22:33] <pingufan> There is only one thing: Is it possible to add another file extension to it? It shows only .ngc files, but I have a g-code generator who only generates .tap files. So I always have to rename it manually.
[16:23:03] <pingufan> Would begreat, if I can configure axis to search for both, .ngc and .tap.
[16:23:42] <ssi> I have the same problem, and I've never bothered to take the time to find a solution :P
[16:24:22] <cradek> pingufan: check out the "filter" feature of AXIS
[16:24:49] <cradek> but also, there is no possible reason that 2.5.2 will run on your machine but 2.5.4 will not
[16:25:19] <ssi> yea looks like you could set up .tap as a filter, and set the program to cat
[16:27:01] <ssi> sweet, that works :D
[16:31:55] <pingufan> cradek: It is not 2.5.2, it is this stupid UBUNTU, which makes the problems. This is a machine with VIA C7 1500 MHz CPU.
[16:32:33] <cradek> so don't change the ubuntu
[16:33:37] <pingufan> cradek, it is wonderful as it is. There must be really heavy advantages that I change my running system.
[16:35:49] <cradek> fwiw,
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Released_2.5.X
[16:36:02] <cradek> here you can see the bugfixes you don't have
[16:36:05] <pingufan> where is this filter to be configured? It is at least one year ago that I fiddled in the configs.
[16:36:36] <cradek> http://www.linuxcnc.org/docs/html/gui/axis.html
[16:36:44] <ssi> in your ini
[16:38:53] <pingufan> cradek, I have a ~10mm wide vertical black stripe in the AXIS window. This is a bug with the current version. everything around the black graphics window is correct, also the Ubuntu desktop is fine. Is this also fixed, do you think?
[16:39:27] <cradek> no, that's an opengl software, or hardware, problem and is unlikely to be fixed by upgrading linuxcnc
[16:40:24] <pingufan> I was afraid that you say this. :)
[16:41:00] <cradek> I'd just try different hardware to fix that, but I have a very good junkpile
[16:41:28] <pingufan> You also had this on some hardware?
[16:41:41] <cradek> nope
[16:42:15] <pingufan> Meanwhile I learned to ignore that black stripe.
[16:43:03] <pingufan> it is late here, I will go to eat something and then go to bed. Hope I will find the right ini tomorrow.
[16:44:29] <diizie> hello. I am building an imaging system and would like to keep the camera static and move the specimen in xyz with the stage. Do you guys know of any good hacks for that?
[16:44:59] <pingufan> cradek, I got the idea to simulate a minimalistic keyboard with a PIC microcontroller (over USB). Joystick and Emergency off. Will such stuff work?
[16:46:49] <SpeedEvil> pingufan: sure.
[16:47:00] <SpeedEvil> Though is USB actually reliable enough.
[16:47:07] <cradek> that's unlikely to be the best way to do whatever your actual goal is
[16:47:14] <SpeedEvil> Speaking personally, I want emergency off to actually hard-kill power.
[16:47:26] <cradek> yes
[16:47:42] <jymmm> shunt
[16:47:55] <jymmm> any crowbar will do
[16:48:30] <pingufan> This is a very little CNC mill. I simply want to get the huge keyboard away. It is not very comfortable if you want to position the tool and have a normal keyboard on the side.
[16:48:44] <pingufan> But thanks to confirming.
[16:48:47] <cradek> perhaps you want a jogwheel
[16:49:15] <cradek> and touchy (which would eliminate the opengl issues too)
[16:49:40] <pingufan> Nice idea.
[16:50:59] <pingufan> cradek, I peeked into the axis link you sent me. Did I mis-understand, or is this "filter" functionality for invokingexternal programs? I actually only want to see *.ngc AND *.tap files in the "open file browser".
[16:51:12] <jymmm> Heh...
http://www.dx.com/p/mini-wireless-2-4ghz-keyboard-air-mouse-269008
[16:52:24] <pingufan> jymmm: This is very nice, but again so many unnecessary buttons... :D
[16:52:59] <jymmm> pingufan: Not that I would recommend wireless, but it would allow you to jog too.
[16:53:41] <pingufan> Oh , yes. Like in my livingroom, the batteries are always empty if I want to start a movie. :)
[16:54:19] <jymmm> pingufan: Well, the one I have is usb rechargeable, but I think it's a wee bit too small for you.
[16:54:59] <pingufan> Ok, I really have to leave. Thanks for your kindly help. Cradek, are you here in ~8-9 hours?
[16:57:41] <jymmm> pingufan: LOL
http://www.dx.com/p/ipazzport-2-4ghz-mini-wireless-fly-air-mouse-wireless-keyboard-w-ir-remote-black-160039
[16:58:24] <jymmm> I highly recommend RF over BlueTooth versions. No drivers needed and even works in BIOS
[17:09:44] <ssi> OH HOORAY
[17:09:46] <ssi> new sunglasses
[17:59:00] <chally_> PCW, any word on that firmware?
[18:00:23] <PCW> I started...
[18:00:25] <PCW> This has only PWM and encoder on 7I52
[18:02:12] <PCW> compiling...
[18:02:39] <PCW> (late lunch now back in 20)
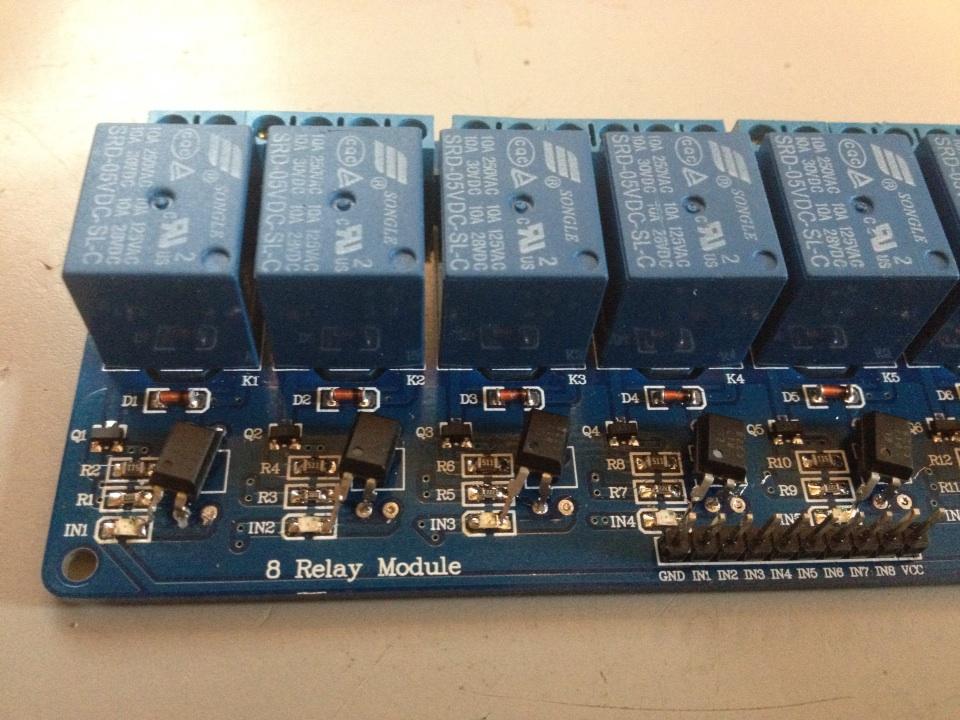
[18:04:34] <ssi> hm... I'm trying to drive an active low relay card with the outputs on a 7i76 and it's not working
[18:04:43] <ssi> they come up to field voltage just fine, but when turned off they seem to float
[18:04:51] <ssi> I know they're active high outs, but is it possible to make them sink?
[18:06:31] <ssi> I guess it's not, re the manual
[18:14:07] <chally_> PCW, awesome, thanks man!
[18:14:15] <chally_> or woman, whatevs
[18:16:20] <ssi> here goes ugly hackfest
[18:19:32] <PCW> ssi they are hard wired for sourcing drive (the can be wired for sinking but they are not on the 7I76)
[18:19:39] <ssi> right
[18:19:47] <ssi> I'm hacking up the relay card to work as active high
[18:20:03] <ssi> it's just an opto input, but I'm gonna have to do a bunch of ugly airwiring to make it work :)
[18:20:49] <PCW> On-semi has some new push pull drivers which we may eventually use (so 3 modes source,sink,pp)
[18:21:12] <PCW> (software selectable)
[18:21:21] <ssi> that'd be handy
[18:24:14] <PCW> chally_: freeby.mesanet.com/5i23_svtp6_2.bit
[18:40:43] <chally_> pcw, so uh, now what do I do with this thingy :D
[18:41:57] <PCW> First copy it to the appropriate firmware directory (needs sudo)
[18:51:08] <ssi> hackery:
[18:51:08] <ssi> https://pbs.twimg.com/media/BtGt9k2CQAEMsyh.jpg:large
[18:52:04] <jdh> heh
[18:52:07] <jdh> whatever works
[18:53:28] <ssi> only thing that sucks is it crosses up my power domains in a goofy way :P
[18:54:13] <Tom_itx> you added optos?
[18:54:19] <ssi> no the optos were there already
[18:54:29] <ssi> I just monkeyed them around so they're active high instead of active low
[18:54:34] <Tom_itx> oh
[18:54:45] <Tom_itx> you can't get them that way?
[18:54:50] <ssi> dunno
[18:54:53] <ssi> but I don't HAVE them that way
[18:54:56] <ssi> so it's irrelevant :P
[18:54:57] <Tom_itx> those are uber cheap on ebay
[18:55:04] <ssi> yes I know
[18:55:40] <Tom_itx> i _should_ get a few myself..
[18:56:18] <ssi> so this is hacky as hell..
[18:56:26] <ssi> the coils on these relays are 5v
[18:56:33] <ssi> but my field IO is 12v
[18:56:47] <ssi> so I switched out the 1k resistors for 2.2k to keep the current low in the optos and indicators
[18:56:57] <ssi> and there's a jumper so you can decouple the coil power from the input power
[18:57:03] <ssi> but the grounds are connected... I wish they weren't
[18:57:39] <ssi> so, in order to invert the logic of these things, I had to swap the pins on the optos (reversing the opto led direction), flip the indicator leds around to reverse their polarity as well, and power the ground header with +12, and the VCC header with ground
[18:57:56] <ssi> so now the ground side of the 5v coil supply is connected to +12
[18:58:20] <ssi> the good news is, it looks like the field voltage on the 7i76 is completely decoupled from the 5v logic supply
[18:58:34] <ssi> as long as I don't screw up and connect them somewhere, I should be ok :D
[19:04:18] <ssi> actually no I can avoid that I think
[19:05:10] <alexchally_cnc> pcw, is the correct firmware directory at /lib/firmware/hm2/5i23?
[19:05:20] <alexchally_cnc> if so then I have copied that biz to there.
[19:05:26] <PCW> yep
[19:05:46] <PCW> now you have some hal hacking to do
[19:05:55] <alexchally_cnc> \o/ k
[19:08:18] <alexchally_cnc> PCW, lets say I wanted to start off by checking to see if my encoder input is being read, is that a reasonable place to start/
[19:14:16] <PCW> sure
[19:15:50] <PCW> Actually the first thing is to get a workable hal file
[19:15:51] <PCW> (which probably means taking a sample one and commenting out all the references to the pwmgens)
[19:28:12] <alexchally_cnc> PCW, ok, commented out all PWMgens, EMC now opens
[19:28:19] <alexchally_cnc> more, axis now opens
[19:29:04] <PCW> so now in a terminal run:
[19:29:06] <PCW> halcmd show all >everything.txt
[19:30:24] <alexchally_cnc> PCW, much output, such success
[19:30:30] <PCW> to get the names of the new pwmgens
[19:30:31] <PCW> (7I52S is on I/O 0..23)
[19:31:23] <alexchally_cnc> PCW,
http://pastebin.com/35XK5MbM
[19:32:43] <ssi> ok cool, relays are working now
[19:33:57] <alexchally_cnc> pcw, so what used to be: hm2_[HOSTMOT2](BOARD).0.pwmgen.01 should become hm2_5i23.0.3pwmgen.00 ?
[19:35:14] <PCW> hm2_5i23.0.3pwmgen.00.A-value
[19:35:55] <alexchally_cnc> and ...pwmgen.02 ---> hm2_5i23.0.3pwmgen.00.B-value
[19:35:56] <alexchally_cnc> ?
[19:36:22] <PCW> wait a sec your PWMgens should start at 0
[19:36:30] <alexchally_cnc> uhhhh they do
[19:36:31] <alexchally_cnc> sorry
[19:36:49] <alexchally_cnc> ...pwmgen.00 should map to A, .01 should map to B, etc?
[19:37:34] <PCW> so the first three pwmgens are 00.A, 00.B, 00.C
[19:37:35] <PCW> next three are 01.A,01.B,01.C
[19:38:55] <alexchally_cnc> ok, should 00.A and 01.A as the two differential lines?
[19:39:09] <alexchally_cnc> sorry if this is coming off as not so smart, not entirely sure what I am getting up to in here
[19:39:39] <PCW> No the pwmgen/hal has no knowledge of the differential aspect
[19:40:58] <PCW> there are two 3 phase pwmgens ( 00 and 01)
[19:40:59] <PCW> each have three independent PWM outputs
[19:41:29] <PCW> you will want to set hm2_5i23.0.3pwmgen.00.deadtime and hm2_5i23.0.3pwmgen.01.deadtime to 0
[19:41:58] <PCW> and hm2_5i23.0.3pwmgen.frequency to 1600
[19:44:31] <PCW> you probably also need to set the PID maxoutput to about 95% of full PWM scale
[19:44:50] <alexchally_cnc> pcw, don't have deadtime in my .hal
[19:44:52] <alexchally_cnc> http://pastebin.com/kLGSy2ea
[19:45:02] <alexchally_cnc> that is the current .hal I am editing
[19:45:24] <PCW> you need to set it to 0
[19:46:21] <PCW> like
[19:46:22] <PCW> setp hm2_5i23.0.3pwmgen.00.deadtime 0
[19:46:35] <PCW> bbl ttgh
[19:47:15] <alexchally_cnc> PCW, I need to go home as well, can I hit you up on this tomorrow?
[19:47:20] <alexchally_cnc> much thanks for your help btw
[19:47:32] <PCW> np bye
[20:41:08] <ssi> peet
[20:41:26] <PetefromTn_> hey man!
[20:41:40] <PetefromTn_> whatsgoinon?
[20:41:58] <XXCoder> pee
[20:42:03] <XXCoder> Pee on it.
[20:42:15] <PetefromTn_> are you high?
[20:42:54] <XXCoder> nah just saw a chance to use my old user command I made to kinda mock one guy that kept asking about lathe constantly
[20:43:37] <PetefromTn_> I must have missed something LOL
[20:44:11] <XXCoder> asked for advice for one or 2 lathes everyday
[20:44:15] <XXCoder> sometimes more
[20:44:24] <PetefromTn_> Running the Cinci today a good bit....
[20:44:28] <XXCoder> its always too large or exensive or crappy
[20:45:06] <PetefromTn_> Right now working on a fixture for a project and it is a bit larger than I am used to.
[20:46:36] <XXCoder> hows it running so far
[20:47:03] <PetefromTn_> meh okay... I am still kinda working on the cam part LOL..
[20:47:14] <XXCoder> lol ok
[20:47:57] <PetefromTn_> Got the plate faced off and my offsets picked up. Drilled and tapped some holes for hold downs. Working on the code for the first part.
[20:50:59] <PetefromTn_> I really need to either buy or build a nice table mounted vise stop.
[20:54:12] <XXCoder> you do have cnc, wonder if vice is makable using cnc
[20:54:34] <XXCoder> probably only part not makable is screw unless you has lathe too
[20:54:36] <PetefromTn_> don
[20:54:54] <Valen> 4th axis
[20:54:55] <PetefromTn_> alraedy have a nice kurt vise Don't need one.
[20:55:03] <PetefromTn_> already
[20:55:08] <XXCoder> lol ok
[20:55:20] <XXCoder> I do need one lol but not plan to make or buy one for qhile
[20:55:44] <PetefromTn_> save your pennies and get a kurt it is worth every thin dime...
[20:56:39] <XXCoder> whoa. waaay overkill for wood lol
[20:57:28] <PetefromTn_> don't even really need a vise for wood..
[20:57:42] <Tom_itx> tslot mounted vise stop?
[20:57:43] <XXCoder> yeah
[20:58:04] <PetefromTn_> yeah..
[20:58:15] <PetefromTn_> I have several different vise jaw stops already.
[20:58:36] <Tom_itx> got a tool changer?
[20:58:40] <ssi> pete: workin on water system for the laser :)
[20:58:48] <PetefromTn_> I have seen several nice designs out there.
[20:58:56] <PetefromTn_> cool man.
[20:59:02] <ssi> tube came today
[20:59:02] <XXCoder> water system? to keep stock cool?
[20:59:05] <Tom_itx> use it with a 1/2" dowelpin to come down where the material will locate
[20:59:07] <PetefromTn_> you are really making progress on that monster.
[20:59:08] <ssi> to keep the tube cool
[20:59:10] <Tom_itx> we did that all the time
[20:59:13] <ssi> yeah... I've been busting ass on it
[20:59:15] <Tom_itx> no need for a stop then
[20:59:31] <Tom_itx> quite repeatable too
[20:59:31] <XXCoder> ahh laser tube cooler
[20:59:36] <XXCoder> co2 eh
[20:59:42] <PetefromTn_> yeah I HAVE a toolchanger LOL but it is just not currently operational due to my inability to get shit done
[20:59:44] <XXCoder> yeah recall you saying so lol
[21:00:01] <XXCoder> *to ssi
[21:00:04] <Tom_itx> still doable
[21:00:05] <ssi> hehe
[21:00:11] <Tom_itx> just fit a holder with a dowel pin
[21:00:24] <PetefromTn_> already have one actually..
[21:00:40] <Tom_itx> just make it part of the program with an OP stop
[21:00:45] <PetefromTn_> It has a point on it and I use it to generally locate shit that is not terribly important LOL.
[21:01:16] <Tom_itx> no need to worry if the stop slipped then
[21:01:26] <Tom_itx> if it does, you got much bigger problems
[21:01:27] <PetefromTn_> This is really just for fixture location.
[21:02:33] <Tom_itx> good fixture plate will do that
[21:02:53] <Tom_itx> reamed for dowels on one grid and drilled and tapped on an ajacent grid
[21:03:07] <PetefromTn_> I must admit that they had a nice one at the shop I worked in and I used it quite a bit for many different projects.
[21:03:56] <PetefromTn_> http://www.ebay.com/itm/Heavy-Duty-Table-Mounted-Mill-Vise-Work-Stop-made-in-the-USA-/110492587615 Like this only shop built..
[21:05:23] <Tom_itx> we threw those together with bits of scrap and allthread
[21:05:50] <PetefromTn_> yup LOL... simple as shit..
[21:05:55] <os1r1s> PetefromTn_: Have you seen any open designs for the 5 axis type?
[21:05:57] <PetefromTn_> Just gotta find time to make one..
[21:06:12] <PetefromTn_> not sure what you mean>?
[21:06:59] <os1r1s> PetefromTn_:
http://www.roviproducts.com/Mill_Stop.htm
[21:07:40] <PetefromTn_> that looks juicy man... Kinda made me have a stiffie LOL
[21:07:52] <Tom_itx> looks a bit flimsy to me
[21:07:55] <os1r1s> haha
[21:07:58] <PetefromTn_> Don't feel like a hundred to me tho..
[21:08:33] <Tom_itx> not sure i'd admit to spending money on it personally
[21:08:38] <os1r1s> PetefromTn_: Another one ...
http://www.micro-machine-shop.com/5-axis_milling_stop_a.jpg
[21:08:58] <PetefromTn_> I have actually seen that one a lot.
[21:09:12] <PetefromTn_> Never used or handled one so who knows if it is a piece of shit or not..
[21:09:15] <XXCoder> hm so stopkeeps peice from moving towards that side?
[21:09:36] <Tom_itx> it's what you locate your material against
[21:09:36] <PetefromTn_> I don't much like the small footprint on the table.
[21:09:39] <Tom_itx> when loading it
[21:09:42] <XXCoder> ahh
[21:10:01] <Tom_itx> like i said.. a dowel pin in a collet will do nice
[21:10:03] <XXCoder> was thinking wtf wouldnt vice be enough to hold on in first place lol
[21:10:05] <PetefromTn_> it just need to be rigid enough to locate the part under hand pressure.
[21:10:53] <PetefromTn_> you basically slide the part atop the vise parallels and make it contact that pin and then lock down the vise. It does nothing to keep it located that is the vises job.
[21:11:07] <XXCoder> yeah figured it by now lol
[21:11:18] <Tom_itx> they often get in the way of the cutter too
[21:11:22] <PetefromTn_> just tryin to help LOL
[21:11:32] <Tom_itx> another plus for the dowel pin approach
[21:11:59] <PetefromTn_> That five axis one could be angled down but yeah you are right especially for facing ops.
[21:11:59] <Tom_itx> there when you need it and gone when you don't
[21:12:33] <os1r1s> Tom_itx: Scrolling back to read your approach ...
[21:12:34] <Tom_itx> if you move it during milling it defeats the purpose of having it
[21:12:48] <Tom_itx> os1r1s, just a dowel pin in a tool holder
[21:12:57] <Tom_itx> make it part of the program
[21:13:01] <Tom_itx> with an OP stop
[21:13:45] <os1r1s> Tom_itx: To indicate the part location in X/Y/Z? Do you use a wire conection with a G31?
[21:13:56] <Tom_itx> we always designated it tool 16 or 20 so it was high enough to not interfere with other tools
[21:14:02] <PetefromTn_> no wires just a mechanical stop
[21:14:04] <Tom_itx> and the programmer would know where it was
[21:14:35] <Tom_itx> os1r1s, no it just comes down and stops to give you a location point for the material
[21:14:51] <os1r1s> Ahh, ok
[21:14:52] <Tom_itx> then you push cycle start again and it carries on with the rest of the code
[21:15:01] <Tom_itx> and it's gone and out of your way
[21:15:24] <PetefromTn_> Yeah we used that approach a bunch of times in the shop too..works well.
[21:15:49] <Tom_itx> shortens setup time too
[21:16:02] <Tom_itx> one less thing to bolt to the table
[21:16:06] <Tom_itx> and adjust
[21:17:05] <Tom_itx> even when setups changed, nearly every machine in the shop had a holder with a dowel pin in the carousel
[21:17:15] <PetefromTn_> so did you mostly setup the stop tool after doing the initial setup in the machine and then take the postion to the cam or just make your adjustments in Cad cam beforehand?
[21:17:22] <Tom_itx> and it was constant so the programmer knew which tool to program
[21:18:08] <Tom_itx> draw the part in cad cam and send it to the operator. all he knew is that it was gonna be another tool
[21:18:27] <ssi> cooling s ystem is running
[21:18:29] <Tom_itx> set X0 off the part edge and Y0 off the back vise jaw
[21:18:31] <Tom_itx> generally
[21:18:44] <ssi> I wonder if the thing will fire with the potentiometer all the way down
[21:18:46] <ssi> ie wired to gnd
[21:18:52] <ssi> I don't really want to wire in a pot to test fire
[21:19:07] <ssi> also I meant to get some acrylic safety glasses at home depot and i forgot completely :'(
[21:19:11] <Tom_itx> i have a WORD template i used to print the tooling and fixture locations for the operators
[21:19:22] <Tom_itx> and any general instructions
[21:19:33] <XXCoder> oh talking about safety glasses.. any no glare for em?
[21:19:39] <Tom_itx> they would be filed with the part prints
[21:19:42] <ssi> XXCoder: wat?
[21:20:05] <XXCoder> anti-glare
[21:20:50] <ssi> I don't know what you're asking
[21:20:56] <ssi> can you restate your question in the form of a question?
[21:21:04] <PetefromTn_> hehe
[21:21:14] <XXCoder> is there any anti-glare chemical for safety googles or something
[21:21:29] <ssi> I don't know
[21:22:18] <XXCoder> darn ok. place I work at is nice and bright, but googles refexct lights pretty often :P
[21:23:17] <Tom_itx> so get some tinted safety glasses
[21:23:30] <XXCoder> no thanjks lol
[21:24:19] <Tom_itx> anything you would spray on them would probably compromise their safety
[21:25:01] <XXCoder> yeah unfortunate. guess best bet is safety rated glasses
[21:25:07] <Tom_itx> then all you'd have would be a dorky pair of goggles
[21:25:28] <ssi> safety is boring
[21:25:31] <jdh> my Rx safety glasses have anti-glare
[21:25:46] <Tom_itx> ssi, not if you value your eyes
[21:25:50] <Tom_itx> etc
[21:27:33] <Tom_itx> the place i used to work gave us perscription safety glasses
[21:30:37] <Tom_itx> PetefromTn_, alot of times i would include the vise in the cad drawings
[21:30:51] <Tom_itx> i had one drawn up i could just drop in the drawing on a layer
[21:31:11] <Tom_itx> also the material block...
[21:31:17] <PetefromTn_> what did you setup the Z offset for?
[21:31:27] <XXCoder> https://www.youtube.com/watch?v=JlbH3snE5hA
[21:31:59] <Tom_itx> most of the time it would be either 3 or 6" above the base of the material depending on the part and how thick the material
[21:32:12] <Tom_itx> using a 123 block
[21:32:17] <Tom_itx> to set the tools
[21:32:36] <PetefromTn_> for the fixture location?
[21:32:48] <Tom_itx> for the material z location
[21:32:51] <Tom_itx> for safety
[21:33:07] <PetefromTn_> yeah that is what I do basically but not atop the part.
[21:33:09] <Tom_itx> then if you told the machine to go to Z0 it would clear the material and any clamps
[21:33:41] <Tom_itx> we would never set Z0 at the material top
[21:33:49] <PetefromTn_> I am wanting to use this to locate the fixture just in the odd chance the guy I am making this for sells a bazillion and I become a closet millionaire making them in my garage..
[21:34:16] <Tom_itx> just make a nice aluminum plate with grids in it
[21:34:26] <Tom_itx> i even made one for my cheap little sherline
[21:34:59] <Tom_itx> if you do it right your vise will fit right on it and be square when you bolt it down
[21:35:17] <Tom_itx> we always indicated them just to be sure
[21:35:28] <Tom_itx> and seldom had to move them much at all
[21:36:39] <PetefromTn_> meh I don't really want vise mounted to plates. This is actually a vise mounted fixture..
[21:37:02] <Tom_itx> use softjaws for it then
[21:38:15] <Tom_itx> notice in this one (hard to see the vise) i have the vise and material block shown for the operator:
http://tom-itx.ddns01.com:81/~webpage/cnc/P3.jpg
[21:38:31] <PetefromTn_> naah I would like to use the fixed jaws and parallels and some kinda fixture location this is probably NOT gonna be a massive number of parts but ya never know LOL.
[21:38:52] <Tom_itx> it just depends on the part
[21:39:01] <Tom_itx> as to how you hold it most efficiently
[21:40:42] <PetefromTn_> this is mostly just a large plate with a recatangular pocket out of the middle not thru cut and some holes tapped with an outside profile in 1/2 inch material really simple but I MAY have to make a bunch more possible.
[21:41:51] <Tom_itx> sounds like some step softjaws and a dowelpin is all you need for that
[21:42:09] <Tom_itx> or parallels i suppose
[21:42:17] <PetefromTn_> yeah don't even need the step jaws really..
[21:42:34] <Tom_itx> i'd sticky tape the parallels to the vise jaws
[21:42:56] <PetefromTn_> ?
[21:43:18] <Tom_itx> they won't move around on you when you swap parts
[21:44:01] <Tom_itx> double back tape
[21:44:51] <PetefromTn_> huh might try that. Got some carpet tape here.
[21:45:04] <Tom_itx> will you need to profile the blocks or are they to size to begin with?
[21:45:47] <PetefromTn_> no need to do a go around and finish pass of the profile...
[21:46:06] <Tom_itx> then step jaws are out
[21:46:29] <Tom_itx> unless i read that wrong
[21:46:50] <PetefromTn_> yeah that Is why I am making the fixture... Clamp it down to the fixture, drill holes, bolt it down and then finish machining.
[21:46:54] <Tom_itx> i read that as no, need to ....
[21:47:25] <PetefromTn_> It is about 13.5x8 inches and a funky outside shape.
[21:47:54] <Tom_itx> sounds like a work plate would work well for that
[21:48:19] <Tom_itx> 2 dowels in the back to locate it in y, pull them out once clamped
[21:48:39] <PetefromTn_> the interesting thing is the part is made from two different half inch plates both different but they share four holes so the fixture is working good I think.
[21:48:58] <Tom_itx> use the dowel in the tool holder for X
[21:49:31] <PetefromTn_> yup
[21:49:53] <Tom_itx> pre drill/tap those hole locations in the expendable plate
[21:50:02] <PetefromTn_> actually the plate along the x is not that important. Gonna be sawn off and just fit to the fixture.
[21:50:37] <Tom_itx> fixturing is an art
[21:50:38] <PetefromTn_> clamp to the fixture, drill four holes and screw it down then finish machine.
[21:53:14] <XXCoder> ohhh
http://www.phoronix.com/scan.php?page=news_item&px=MTc0NDQ
[22:00:10] <PetefromTn_> Love watching Top Gear on netflix LOL... THose guys are hilarious.
[22:01:32] <Tom_itx> we've been watching them for days
[22:01:39] <Tom_itx> starting from the beginning
[22:01:48] <PetefromTn_> some cool shows for sure..
[22:01:58] <PetefromTn_> I love the one with the Ariel Atom..
[22:02:03] <Tom_itx> more after their 'adventures'
[22:02:36] <PetefromTn_> I also love watching the Formula 1 drivers run the track...
[22:09:17] <XXCoder> https://i.chzbgr.com/maxW500/4979184128/h8DA9C8FC/
[22:09:23] <XXCoder> old but probably new to you gyuys lol
[22:09:55] <zeeshan> http://i.imgur.com/dXuuifl.jpg
[22:09:56] <zeeshan> :)
[22:10:02] <zeeshan> cheapo wire rack
[22:10:30] <zeeshan> was getting tired of digging through boxes
[22:10:32] <zeeshan> to find spools of wire
[22:10:34] <Valen> nice
[22:12:55] <Connor> So, question about Coolant nozzles .. Which side.. or both sides.. and if both sides.. would they not cancel each other out to some degree ?
[22:13:17] <XXCoder> from inside
[22:13:40] <XXCoder> was joking but I think there IS some tools that do that? lathe mainly
[22:13:45] <PetefromTn_> My Cincinatti has one pointing to the back of the machine and one pointing from the right side to the left and with lots of flow chips are not a problem.
[22:14:08] <Connor> PetefromTn_: Yea.. I know how your setup is. :) ROFL
[22:14:16] <PetefromTn_> well you asked...
[22:14:26] <Connor> Yea.. I was asking about other setups..
[22:14:42] <PetefromTn_> but you did not specify that...LOL
[22:15:02] <Connor> Saw a setup for servo controlled nozzle. He had one on each side.
[22:15:06] <zeeshan> hi XXCoder
[22:15:10] <XXCoder> yo
[22:15:28] <Connor> Looks easy enough to do..
[22:15:29] <zeeshan> data:image/jpeg;base64,/9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBhQSEBUUEBQQFBUVFBQSFRIYFBQWFRIWFBAVFBYUFBcXHCYfFxojGRQUHy8gIycpLCwsFR4xNTAqNSYrLSkBCQoKDgwOFw8PGikkHBwsKSkpKSkpKSwtKSksLCksLCksKSksLCksKSkpLCkpKSkpLCkpKSkpKSkuKSksLCksLP/AABEIAKMBNgMBIgACEQEDEQH/xAAcAAEAAgMBAQEAAAAAAAAAAAAABAUBAwYCBwj/xABEEAABAwIDBAcEBQsDBQEAAAABAAIDBBESITEFQVFhBhMiMnGBoQcUQpFSYnKx0RUjM0NTgpKTweHwFrLCRFTS0+Ik/8QAGQEBAAMBA
[22:15:30] <PetefromTn_> Haas machines have controllable coolant nozzles from one side.. they work decent.
[22:15:30] <zeeshan> er
[22:15:34] <zeeshan> http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Pablo/E%20Drilling/061267_new.jpg
[22:15:36] <zeeshan> talking about that? :D
[22:15:48] <zeeshan> http://www.sandvik.coromant.com/SiteCollectionImages/News/12_2/HPC.jpg
[22:15:50] <zeeshan> theres that fancy one too
[22:15:51] <XXCoder> oh yeah. yeah
[22:17:08] <zeeshan> i wonder how they make those spiral holes
[22:17:15] <Connor> Still too much to do and not enough Ummph to do it..
[22:17:58] <XXCoder> zee dunno. molded into rod pre-cut?
[22:18:06] <PetefromTn_> My cincinatti actually could be ordered with coolant thru spindle but mine does not have it.
[22:18:17] <PetefromTn_> UNFORTUNATELY
[22:18:20] <Connor> By the end of the day.. I don't feel like doing much.. and weekends are recharge time.
[22:18:31] <zeeshan> XXCoder: yea i think casting might be how they do it
[22:19:43] <Connor> I think I'm going to order Ball Screws with double nuts soon.
[22:20:30] <Connor> I need to get my backlash figured out and go ahead and start milling out the ball nut mounts.
[22:20:32] <XXCoder> ball screwing with double nuts :P
[22:23:57] <Connor> The Saddle will need some milling done to it.. and would like to go ahead and get oil groves cut and holes drilled/tapped too.
[22:24:50] <Tom_itx> Connor, coolant nozzles with valves to adjust output
[22:25:24] <PetefromTn_> I used my RF31 to machine all the slots and holes in my RF45
[22:25:25] <Tom_itx> those 'snakes' work pretty good
[22:26:04] <zeeshan> connor saddle needs to be machined
[22:26:07] <zeeshan> to fit double nutrs?
[22:26:18] <zeeshan> if it was a single nut, would it still need to be machined?
[22:27:10] <Connor> zeeshan: Yes.
[22:27:24] <Connor> Have to make a pocket for the nut to sit in.
[22:27:28] <zeeshan> ah
[22:27:35] <Connor> for the table.
[22:28:22] <Connor> the Y, Needs to have have to base opened up to get extended travel for single nut, or slightly more travel that stock with double.
[22:28:30] <PetefromTn_> You know what I am gonna say right... bring it by if you want..
[22:28:51] <Connor> PetefromTn_: Yup. I plan on it. I need to send you the plans so you can see what we're going to be doing.
[22:29:38] <PetefromTn_> okee..
[22:29:39] <Connor> but, before I can do any of it.. I have to clean up my shop.. then tear it down.
[22:30:28] <Connor> saddle will be easy enough.. it's the base of the mill.. I have to remove the column from it..
[22:30:46] <Connor> which means removing the spindle head..
[22:30:50] <Connor> ugg..
[22:31:02] <PetefromTn_> yeah but it only weighs like 2 lbs right hehehe
[22:32:30] <Connor> Umm. No. a wee bit more than that.. I just hope I don't throw my back out trying to take it all apart.
[22:32:51] <Connor> I've never had the column off of it before.. I really don't like the idea of trying to tram it in.
[22:33:19] <Connor> bad enough tramming in the spindle..
[22:33:24] <zeeshan> why
[22:33:28] <zeeshan> it take slike 10 min
[22:33:36] <zeeshan> er nm
[22:33:42] <zeeshan> i dont know your machine :P
[22:34:44] <Connor> Tramming the head is a bit easier with my tramming aids.. but.. I've never done the column.. not sure how to do it.
[22:34:53] <zeeshan> all i see is a way to tilt the spindle about the y axis
[22:35:01] <zeeshan> is there way to tilt it about the x axis?
[22:35:05] <zeeshan> (aka knod)
[22:35:11] <Connor> zeeshan: Shims.
[22:35:17] <zeeshan> ;/
[22:35:27] <Connor> for the X axis.
[22:35:38] <zeeshan> yea shimming can get annoying :p
[22:36:04] <Connor> column shimming for X too.. Y is just adjusting the column before locking down the bolts..
[22:36:51] <PetefromTn_> much as I am LOATHE to say it Hoss had a nice video showing a good way to do that..
[22:37:12] <Connor> PetefromTn_: Yea. Rolliedads method
[22:37:22] <PetefromTn_> yeah something like that.
[22:37:31] <zeeshan> i thought the generic method was to put 2 parallels
[22:37:37] <zeeshan> through in a test indicator
[22:38:03] <zeeshan> do the y rotation first
[22:38:05] <zeeshan> then do knod after
[22:38:30] <zeeshan> y rotation you just move the x axis side to side
[22:38:34] <zeeshan> and check for error
[22:38:45] <zeeshan> knod, you just raise/lower the table
[22:40:29] <Connor> Looks like I need a precession dowel rod.
[22:40:38] <zeeshan> no
[22:40:49] <PetefromTn_> I have a large sleeve here that I used for that.
[22:40:56] <zeeshan> you can do it with just parallels
[22:40:59] <zeeshan> mrpete shows how to do it
[22:41:01] <PetefromTn_> it is fround completely..
[22:41:16] <PetefromTn_> ground.
[22:41:47] <zeeshan> http://www.youtube.com/watch?v=HkVXJp61zLg
[22:41:51] <zeeshan> thats a good video
[22:42:03] <ssi> laser has been test fired :D
[22:42:05] <zeeshan> i bet you already have the tools to do it
[22:42:48] <Connor> zeeshan: First thing you have to do is tram the had to the COLUMN.
[22:42:56] <Connor> then tram the head + column to the table.
[22:43:10] <Connor> I have the tool to tram head or head+column to the table..
[22:43:13] <PetefromTn_> yup
[22:43:23] <Connor> it's tramming the head TO the column that is important.
[22:43:23] <zeeshan> i dont have a column!
[22:43:24] <zeeshan> :P
[22:45:20] <Connor> dinner time
[22:45:35] <PetefromTn_> at 11:30?
[22:47:08] <Tom_itx> well you can't have breakfast until you've had dinner...
[22:48:24] <jymmm> http://interestingengineering.com/toyota-create-free-piston-engine-with-no-crankshaft-and-electrical-output/
[22:50:51] <PetefromTn_> well Gnite all.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}