Back
[00:00:02] <PetefromTn> Cya man..
[00:00:24] <PetefromTn> norah Jones...sorry
[00:00:42] <PetefromTn> I better hit the sack too
[00:00:53] <PetefromTn> nite all..
[00:49:49] <ssi> anyone know offhand how much current the 7i76 needs from the 5v provided from 5i25?
[00:50:05] <ssi> I want to try to run this relay card from it as well, and the relay card needs 640ma with all relays on
[00:50:15] <ssi> 5i25 can supply 1A per daughtercard
[01:55:37] <Tecan> there i got it with a relay
[02:12:38] <Deejay> moin
[05:56:14] <Loetmichel> *yaaaawn*... mornin'!
[06:07:50] <JesusAlos> yep
[06:09:13] <archivist> JesusAlos,
http://tog.acm.org/resources/GraphicsGems/
[06:10:47] <JesusAlos> It seems interesting
[06:11:17] <JesusAlos> I study it
[06:11:21] <JesusAlos> thank archivist.
[06:13:03] <archivist> there is a connect algorithm for connecting boxes that you could adapt to join letters or entities
[06:14:13] <archivist> happens to be on my box as I used it
http://www.archivist.info/erd/con2d.c.txt
[06:15:48] <JesusAlos> for what project you use?
[06:15:55] <archivist> I converted to php almost identical
[06:15:58] <archivist> http://www.archivist.info/erd/con2d.php.txt
[06:16:20] <archivist> used it to draw a database ERD diagram
[06:18:21] <jymmm> Graphic Gems?
[06:18:39] <archivist> http://www.archivist.info/erd/erd.php?drawing=1
[06:18:50] <archivist> from the books yes
[06:19:36] <archivist> I should implement a linuxcnc hal version
[06:19:37] <jymmm> it does org charts?
[06:20:30] <archivist> there may be that type of chart in the books dunno
[06:20:50] <jymmm> I was just tryinng to figure out WHAT it is
[06:24:30] <jymmm> That's just a hella lot of code/maths for an org chart in comparison to
http://codepad.org/S2HOq9U9
[06:26:39] <archivist> it is a different language
[06:27:39] <jymmm> Wouldn't matter; It's still a a lot of math/code
[06:28:35] <archivist> you fail to see the language difference, it is probably very similar
[06:29:29] <jymmm> Did you run the code I linked to?
[06:29:45] <jymmm> err PostScript
[06:29:57] <archivist> there is no understanding line 12 for example unless you know PS
[06:33:35] <archivist> comparing obfuscated and shortened PS to commented C
[06:41:17] <jymmm> looks awfully repetitive.
[06:51:44] <archivist> stand back and look at the block similarity in the ps version, I think it is the same algorithm
[06:53:28] <jymmm> Sure, for RGB, but not excessively so.
[06:54:18] <archivist> those 3 blocks are for the exit points of a box
[06:54:45] <jymmm> in the link you gave?
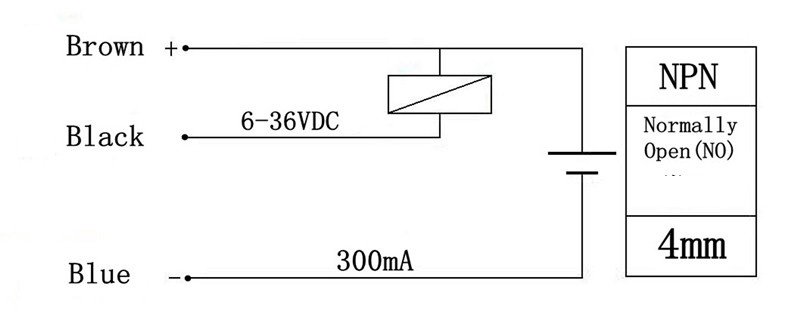
[09:33:17] <andypugh> pcw_home: My lathe has gone down, and I have things I want to make. The problem is with one of my home-made optical limit switches. I think I will swap it for an inductive proximity switch, but I am not sure how to connect that to the 7i43 IO pins. This machine has a sort-of home-made BoB with ULN chips on outputs, and most of the inputs wired diect from opto-sensors.
[09:34:07] <andypugh> I guess that the safe way to do it would be to drive an optocoupler from the proximity sensor, but I am wondering if there is a simpler way
[09:35:21] <andypugh> I suspect that it would be easier if the Prox wasn’t NPN
[09:35:46] <archivist> npn open collector?
[09:36:00] <archivist> easy to drive an opto with that
[09:36:29] <andypugh> Yes, but I was planning on making stuff today, not pcbs.
[09:36:44] <archivist> rats nest wiring
[09:39:29] <archivist> or rip something to bits to get stuff to fix current limit switch
[09:45:30] <andypugh> It is encapsulated in Fimo
[09:49:31] <pcw_home> 3 wire NPN?
[09:51:17] <archivist> which side failed the led or the sensor, saw in half, make other side
[09:54:25] <pcw_home> a 3 wire NPN sensor will drive a 7I43 input directly (since its just a open or short to ground on the output)
[09:56:06] <pcw_home> but a wiring mistake(open gnd or miswire) could be bad since those sensors often need at least 12V to operate
[09:57:40] <JesusAlos> by
[11:21:48] <CaptHindsight> many of the lower cost NPN and PNP proximity sensors come with terrible info on how they actually work or how to connect them for you application
[11:21:53] <CaptHindsight> http://www.ibestchina.com/UploadFiles/2005122102828261.gif
[11:27:17] <CaptHindsight> http://img.alibaba.com/img/pb/517/981/505/505981517_675.jpg lol
[11:28:46] <archivist> I am amazed at the lack of documentation quality over there
[11:54:01] <CaptHindsight> archivist: it's an interesting dilemma, they won't ask or correct each other so that nobody loses face
[11:55:09] <IchGuckLive> hi all
[11:59:13] <XXCoder> hey
[12:03:33] <Deejay> re
[12:23:20] <XXCoder> wb
[12:23:29] <jdh> thanks
[12:29:52] <seltecc> hi everyone...
[12:30:01] <syyl_ws> mh
[12:30:08] <IchGuckLive> ;-)
[12:32:04] <IchGuckLive> seltecc: how is weather in berlin
[12:32:25] <seltecc> beautiful.....
[12:35:49] <IchGuckLive> ravenlock: is your 4 axis running well
[12:43:48] <XXCoder> wild guess: no? lol
[12:51:24] <syyl_ws> there is no gcode to rotate the coordinate system, isnt it?
[12:52:04] <syyl_ws> oh
[12:52:05] <syyl_ws> there is
[12:54:26] <syyl_ws> that is nice
[12:55:01] <andypugh> pcw_home: Thanks. Lathe working again. Now what was it I was going to make?
[12:57:34] <pcw_home> ahh cmon, you're not that old...
[12:58:02] <XXCoder> dilios., what else? loo
[12:58:05] <XXCoder> lol
[12:58:12] <andypugh> It is more a case of which of the many jobs on the list was the one I had intended to do today.
[13:01:42] <pcw_home> roll the dice...
[13:03:02] <archivist> or pick from the top of the pile
[13:06:59] <IchGuckLive> hi fenugrec
[13:07:09] <fenugrec> Hi fellas
[13:07:45] <IchGuckLive> still all axes moving ;-)
[13:08:56] <fenugrec> I don't usually do this, but I want to clone a linuxcnc installation to a new HDD; apart from copying the filesystem what else will I need to do ? Update the UUID in the grub configs and in fstab; anything else ?
[13:09:44] <fenugrec> Plan B is to re-install from the linuxCNC live CD, and copy /etc/* and /home/* to the new install
[13:09:52] <jdh> dd(1)
[13:10:01] <IchGuckLive> fenugrec: plan B ias good to go
[13:10:01] <fenugrec> not sure which is faster; I'm allowing myself 10 minutes to think about it
[13:10:17] <IchGuckLive> fresh is 45min and you will get a full new system
[13:11:10] <fenugrec> ok, I'm almost sold.
[13:12:18] <IchGuckLive> dont forget to go to 2.5.4
[13:12:35] <IchGuckLive> on upgrat with synaptic linuxcnc only
[13:12:40] <IchGuckLive> to get the big benefit
[13:14:02] <seltecc> anyone in berlin using the xbox kinect for 3d scans?
[13:14:39] <IchGuckLive> the new Blender got a interface for direct stl to 3d printing at kinect input
[13:16:52] <fenugrec> Other topic : I would have a small patch to propose for /docs/src/install/Latency_Test.txt ; just a few words mentioning "hdparm -tT /dev/sda" as an excellent way to test worst case jitter
[13:17:34] <fenugrec> Where can I submit it for review ? do I file a bug somewhere?
[13:17:41] <IchGuckLive> fenugrec: do that inside develc irc
[13:17:45] <fenugrec> ok
[13:18:18] <IchGuckLive> hdparm might intersept the second core
[13:18:35] <IchGuckLive> you need to clean at grub to isoplus
[13:19:02] <fenugrec> IchGuckLive : what do you mean ? what second core ?
[13:20:05] <IchGuckLive> the HDD parameter intersects to multicore to get better access
[13:22:55] <fenugrec> not sure I understand. But on HDD #1 I had, max jitter would go from 10us to >500us when running "hdparm -t /dev/sda" ; now with HDD #2 running "hdparm -t /dev/sdb" has no effect on max jitter. This is one a single-CPU system.
[13:24:23] <pcw_home> if you have a disk transfer error rt typically goes south
[13:24:52] <IchGuckLive> sdb will not effect at all as sda contains bin
[13:27:02] <fenugrec> In my case, HDD #1 was promising after 1-2 hours of latency-test, but after 12h sometimes max jitter would spike up at certain disk accesses. hdparm -t just runs a representative (although extreme) test that allows one to find a problem that might not show up unless doing very long latency tests
[13:27:31] <IchGuckLive> you normaly dont run g-code at 2hr
[13:27:56] <pcw_home> look at the SMART data for drive #1, it may be failing
[13:28:08] <fenugrec> IchGuckLive: I'm pretty sure I isolated the problem. I can also boot from the liveCD, (so sda is not used by the OS), run "hdparm -t /dev/sda" and the jitter would still explode.
[13:28:50] <fenugrec> pcw_home : no, I checked. It's DMA-related I think. I tried deactivating or changing the DMA mode but hdparm doesn't work with the new ATA drivers
[13:29:11] <IchGuckLive> ok up to you
[13:29:12] <gene78> google says there are at least 2 gcode markup utils for gedit. Apparently my backup recovery is incomplete.
[13:29:25] <pcw_home> sure its not a interface CRC error?
[13:29:34] <gene78> where can I dl the best one?
[13:29:47] <fenugrec> pcw_home: SMART showed nothing of the sort...
[13:30:21] <IchGuckLive> gene78:
http://cnc-club.ru/forum/viewtopic.php?t=80
[13:30:34] <pcw_home> OK Just saying I have seen the same behavior with a failing drive
[13:30:50] <fenugrec> IchGuckLive: the idea is to have a system I can trust; with the previous HDD I knew sometimes the latency would be way off. I'm just suggesting that "hdparm -t" can be used to find this kind of problem reliably
[13:32:19] <IchGuckLive> fenugrec: so goto the wiki latency problems and write a note
[13:32:20] <fenugrec> pcw_home : it could very well be failing; it's an old IDE drive; maybe its SMART report just doesn't contain the relevant info.
[13:33:06] <IchGuckLive> im off BYE
[13:33:10] <fenugrec> IchGuckLive: parts of the wiki seemed to be copied from /docs/installed/Latency_Test.txt , I was thinking of editing both
[13:34:17] <gene78> Thats the one, thank you.
[13:39:50] <gene78> humm, its an xml script, how do I exec it to install?
[13:40:11] <gene78> sh complains about a newline in line 1
[13:40:57] <gene78> needs a "d2u" applied?
[13:42:37] <gene78> and no d2u on that machine... Grrr
[13:46:53] <gene78> And, synaptic can't find it. Bummer
[13:48:37] <archivist> check name
[13:51:20] <gene78> its in another util pkg, but I've not found it, still looking though
[13:52:34] <archivist> dos2unix
[14:00:27] <r4ndomt4g> heya all, im having a problem with random z drift on a "closed loop" taig dsls. over lots of z motions it loses its home, sometimes it averages out and sometimes it drifts off over a mm or more. G61 seems to help when the back-and-forth distance is constant, but for example if i run some test code with just a bunch of random little z back-and-forths and a dial i can see the home drifting all over t
[14:00:27] <r4ndomt4g> he place..any ideas?
[14:01:15] <archivist> r4ndomt4g, make sure the dirdelay is set ok
[14:01:32] <gene78> and synaptic is not showing it to me, adding more repo's now
[14:01:37] <archivist> might be losing the step at a reverse
[14:02:00] <archivist> gene78, dos2unix is on my ubuntu box
[14:02:15] <archivist> no futzing to find it
[14:03:06] <gene78> and the files window goes blank when I add the 2 to dos. WTF?
[14:05:04] <gene78> Thats in the quick search windowbox. Is it on the install cd?
[14:05:43] <archivist> open a terminal type dos2unix
[14:06:09] <archivist> no gui crap
[14:07:07] <gene78> command not foiun
[14:07:14] <r4ndomt4g> archivist: would a quick test of that be to insert G4's between direction changes? ill give that a try now
[14:07:14] <gene78> command not found
[14:07:45] <archivist> r4ndomt4g, not really you need to actually increase the delay
[14:09:17] <r4ndomt4g> ok thnx ill give it a try
[14:09:22] <archivist> gene78,
http://www.virtualhelp.me/linux/164-dos2unix-missing-ubuntu-1004
[14:10:02] <archivist> this box is 8.04 :)
[14:25:04] <gene78> did all that, no bisquit, unexpected newline in line 1 when I do an "sh ./gcode.lang"
[14:25:18] <gene78> damn I am feeling dumb!
[14:28:47] <gene78> Must be time to go build a pot of coffee...
[14:50:00] <r4ndomt4g> tried a bunch of different direction timing values, no change
[14:51:14] <r4ndomt4g> its frustrating because the drifting seems totally random even for the same set of code
[14:53:14] <r4ndomt4g> but if the z moves up and down by say a constant mm and G61 is on, there's no drift whatsoever
[14:54:26] <r4ndomt4g> the closed loop system isn't throwing any flags for missed steps
[14:55:18] <archivist> r4ndomt4g, another possibility is a dumb drive that powers down after x time, these can lose steps, is g61 producing less dwell time so stopping that power down
[14:55:58] <archivist> mechanical slip of the coupling catches out a number of users too
[14:56:42] <archivist> which side of your coupling is the feedback
[14:59:24] <r4ndomt4g> optical encoders on the back of the steppers, i call it pseudo-closed loop because the driver kind of caches a certain number of steps but then just throws up an error if it ends up missing any
[14:59:30] <r4ndomt4g> at least thats how i understand it
[15:00:17] <archivist> that would tend to say you have a mechanical problem
[15:04:07] <r4ndomt4g> i've checked that out too and could still be the case, but the z is pretty solid and backlash is generally under 0.001". its pretty new and i keep it pretty clean and lubed, its just these crazy engravings with lots of varying z motions that i notice any trouble
[15:05:45] <archivist> had couplings come loose on mine too, been there done that :)
[15:06:09] <archivist> this is not a backlash effect
[15:07:58] <r4ndomt4g> i've suspected power quality too but i'd rather start taking apart the axis than spring for a good power conditioner just yet
[15:14:06] <r4ndomt4g> heya ChuangTzu! wanna come see some taig guts? lol
[15:25:49] <gene78> got it, 4th time thru the .ru page I found where to put it, and now it Just Works. Nother problem whupped.
[15:38:57] <somenewguy> r4ndomt4g: a fellow taig operator
[15:43:48] <somenewguy> how did you adjust ur gibs and bronze nut? took me a while to make mine happy
[15:44:20] <somenewguy> I bought mine from a guy who sounded like he used it alot, but the wear is not crazy but everything was setup wrong so I got pretty intimate w/ it the first few weeks
[15:45:00] <somenewguy> unheated work space in the dead of winter lead to a lot of lost steps untill it warmed up, very hard to dial it all in right, narrow range of happy settings
[16:06:40] <r4ndomt4g> somenewguy: i've been hesitant to mess with the factory torques on em (heard they could be pretty touchy) but thats what im looking into next
[16:10:34] <somenewguy> they aren't too bad, just get a large section of bench and 4 hours to get the Z right
[16:10:50] <somenewguy> there are a handfull of youtube videos from the mfr that layout how to adjust it all
[16:11:02] <somenewguy> most of your time will be wasted getting the belt straight again
[16:11:10] <somenewguy> did you CNC a manual mill, or add encoders to a cnc model?
[16:13:01] <r4ndomt4g> ha yeah the belt was such a pain, now i keep like 3 backups. its the dsls 3000, came with the encoders and whatnots
[16:16:43] <somenewguy> r4ndomt4g: I shocklingly have yet to break one, but it is clearly wearing. heres atip: it can be quieter!
[16:17:37] <somenewguy> best way to tell you finally aligned it well is fiddling with it at all makes it louder lol, when the belts straight hte machine is quite quiet. I don't konw why they added the encoder motors, since they have the same torque as before, but teh integrated spindle on/off is really nice!
[16:17:47] <somenewguy> I added that to mine
[16:18:34] <somenewguy> I was thining about addign an encoder w/ like 1/8 resolution on the Z axis, jsut to let the machine know when it lost steps, but i dont see the value as being high enough
[16:18:40] <somenewguy> I'd rather a BLDC spindle motor!
[16:18:52] <somenewguy> bbl, picking up a new compressor
[16:21:31] <ChuangTzu> r4ndomt4g: lol
[16:23:00] <Deejay> gn8
[17:13:57] <Loetmichel> *sweating like a pig* ... i should bring back the wire coat hangers to the dry cleaner more often. just cleaned up the laundry room... got three boxes full of wire hangers after sorting the big pile... about 600 pcs... :-(
[18:13:16] <jthornton> get rich at the scrap yard with all that
[18:35:24] <andypugh> Cheap welding rods for cheap parts.
[18:36:03] <andypugh> r4ndomt4g: Try lower accel settings as an experiment.
[18:41:08] <andypugh> Loetmichel: The internet is not very helpful for the term “sweating like a pig”. Which is interesting. Bascally pigs don’t sweat, but this alternaive explanation here is even more wrong:
http://www.neatorama.com/2011/08/29/the-expression-sweating-like-a-pig-has-nothing-to-do-with-pigs/#!biPa2G
[18:41:49] <andypugh> The idea that you would wait until there was condensation on your newly cast iron is just silly.
[18:49:06] <ChuangTzu> lol
[18:58:11] <andypugh> Night all
[19:00:43] <jdh> the worst is about.com
[19:03:48] <ssi> hi
[19:09:01] <jdh> not in years
[19:09:14] <ssi> did you get all boring?
[19:09:27] <jdh> pretty much
[20:12:29] <tjtr33> robotics at its best ( and maybe creepiest)
http://www.hansonrobotics.com/
[20:12:38] <tjtr33> CaptHindsight, ^^^
[20:17:50] <Tecan> http://netpipe.ca/wp/?page_id=893
[20:18:39] <XXCoder> heh built my tablesaw stand :P
[20:18:43] <XXCoder> I progress so slowly
[20:41:21] <humble_sea_bass> what kind of table saw are you using
[21:35:02] <XXCoder> humble_sea_bass: hey
[21:35:10] <XXCoder> cheapo obne from feight
[21:38:43] <humble_sea_bass> those are pretty decent knockoffs of the dewalt ones that get used out in the field
[21:39:00] <XXCoder> yeah just would have to use it on floor for first time bahh
[21:39:18] <XXCoder> because nowhere to put it to safely cut sheet for stand
[21:39:35] <XXCoder> but only need do it once then has it on stand for that on
[21:40:37] <humble_sea_bass> that always sucks. the only time i launched a piece of lumber from a table saw was using it on the floor
[21:41:00] <XXCoder> fun
[21:41:19] <XXCoder> I plan to build jig for it too. make it easier for me to cut stuff
[21:41:46] <humble_sea_bass> table saws are all about jigs mang
[21:42:03] <XXCoder> did you see woodgears corner jig?
[21:42:07] <XXCoder> damn is it awesome
[21:42:30] <humble_sea_bass> that woodgears guy is the best
[21:42:44] <XXCoder> indeed
[21:45:10] <XXCoder> ever made anything he madE?
[21:46:14] <humble_sea_bass> i op for a more off the shelf approach
[21:48:55] <XXCoder> lol yeah the more pricy way
[21:53:03] <humble_sea_bass> when I was a woodworker I'
[21:53:13] <humble_sea_bass> d make my own jigs
[21:53:43] <humble_sea_bass> these days, I'm all about optimizing weekend fun
[21:54:02] <XXCoder> lol ok
[22:38:40] <jymmm> I have a quality vac pump (looks like an air brush compressor), I want to use it free flow for the air assist in my laser.
[22:39:10] <jymmm> If I add a chamber, would that increase volume, flow, pressure at all by chance?
[22:40:19] <jymmm> or just smooth out the pulses?
[22:40:48] <XXCoder> how do air assist laser?
[22:40:52] <ssi> you mean like a reservoir?
[22:41:00] <jymmm> ssi: yeah
[22:41:11] <ssi> how much pressure does the pump make?
[22:41:20] <ssi> btw I'm still trying to figure out what I'm going to use for air assist on mine
[22:41:37] <jymmm> It's free flowing, no gauge or valve
[22:41:54] <jymmm> let me find the specs for it
[22:42:05] <ssi> I would imagine that adding a tank would allow it to pressurize up to some point
[22:45:37] <jymmm> 15 l/min, 2.5 bar g, 100 mbar abs
[22:49:05] <XXCoder> how does air assist laser? lol
[22:49:16] <ssi> more importantly
[22:49:22] <ssi> what sort of flow and pressure do you need for the air assist?
[22:50:17] <jymmm> 2.5 bar = 36 PSI, that should be ok
[22:56:21] <XXCoder> oh blows smoke away
[22:56:41] <os1r1s> jymmm: The cfm will likely be low
[22:58:00] <os1r1s> I use 30 psi at 4 cfm
[22:58:24] <ssi> for laser?
[22:58:28] <ssi> what's your source?
[22:58:29] <os1r1s> yes
[22:58:36] <XXCoder> superman
[22:58:43] <os1r1s> a full compressor
[22:59:13] <os1r1s> I used to use an airbrush compressor, but they are weak at open flow
[23:00:03] <ssi> I'm concerned about my shop air being clean and dry enough
[23:00:32] <os1r1s> I use an oilless
[23:00:43] <jymmm> UN022 AVP ->>>>>>>>>
http://www.knfusa.com/?eID=downloadDialog&file=fileadmin/user_upload/PDF/US/Operating_instructions/Lab/121224-210799-UN022_026A_P_UN022_026S_P_rev050812.pdf
[23:01:34] <jymmm> os1r1s: model?
[23:01:59] <os1r1s> jymmm: Current or previous?
[23:02:10] <jymmm> now
[23:03:05] <XXCoder> isnt typical compressor spit water (and sometimes rust!)
[23:03:06] <os1r1s> jymmm:
http://www.californiaairtools.com/ultra-quiet-oil-free-air-compressors/2-0-hp-air-compressors/cat-4620a/
[23:03:24] <XXCoder> depends on how well maintaned compressor is, but yeah
[23:04:15] <os1r1s> I use a dryer for mine.
[23:04:57] <jymmm> fuck me thats quiet!
[23:05:10] <os1r1s> jymmm: Its really quiet
[23:05:19] <jymmm> how much?
[23:05:25] <XXCoder> ah more fancy than your typical shop compressors
[23:05:29] <os1r1s> I keep it upstairs in my workshop
[23:05:37] <os1r1s> alum tanks too
[23:05:43] <XXCoder> yeah no rust
[23:05:53] <XXCoder> still bit water but as long as keep clean shouldnt be issue
[23:06:14] <jymmm> os1r1s: how much?
[23:06:33] <os1r1s> I think 360 or so
[23:06:40] <zeeshan> ssi
[23:06:42] <zeeshan> use an air dryer
[23:06:49] <zeeshan> :p
[23:07:00] <ssi> GEE THAT NEVER WOULD HAVE OCCURRED TO ME
[23:07:18] <XXCoder> oh yeah air dryer. thats still new to me
[23:07:24] <zeeshan> stop worrying when you know the solution
[23:07:38] <ssi> I don't know where you live
[23:07:42] <ssi> but air dryers don't work that well here
[23:07:47] <XXCoder> 2 of em?
[23:07:50] <XXCoder> chained?
[23:07:53] <zeeshan> ssi
[23:07:59] <zeeshan> didnt you say you were like 5 hours from me?
[23:08:04] <zeeshan> i'm in hamilton, ontario canada
[23:08:05] <zeeshan> near toronto
[23:08:11] <zeeshan> you don't need a chained dryer
[23:08:15] <zeeshan> you just need a proper one
[23:08:25] <zeeshan> meant to handle the airflow you're looking for
[23:08:47] <ssi> more like 9 hours from you
[23:08:49] <ssi> due south
[23:08:51] <os1r1s> jymmm: I use the same compressor for my small mill and lathe
[23:09:00] <ssi> where it's 150% relative humidity 345 days a year
[23:09:05] <zeeshan> thats not a big deal
[23:09:11] <XXCoder> 150% lol
[23:09:19] <jymmm> os1r1s: Nice, can you use air tools on it?
[23:09:26] <ssi> tell that to my 4' long dessicant dryer which needs to be baked every three days
[23:09:36] <jymmm> os1r1s: ratchet, impact, grinder?
[23:09:40] <zeeshan> you just need a dryer to drop the temp down to the dew point
[23:09:49] <zeeshan> dessicant dryers are bullshit
[23:09:53] <zeeshan> i'm talking about a real dryer
[23:09:58] <zeeshan> like a refigerator
[23:10:07] <os1r1s> jymmm: I could, but I don't. ratchet yeah, might be light for the impact and grinder
[23:10:08] <zeeshan> http://www.dvcompressors.com/air-treatment-2/air-dryers/
[23:10:09] <zeeshan> those
[23:10:11] <ssi> send me onu
[23:10:12] <ssi> one
[23:10:14] <zeeshan> left one
[23:10:17] <zeeshan> buy one yourself
[23:10:18] <zeeshan> theyre cheap
[23:10:26] <zeeshan> at leas tin the used market :P
[23:10:40] <ssi> how cheap is cheap
[23:10:43] <zeeshan> you'll have so much water
[23:10:45] <zeeshan> you can drink out of it!
[23:10:46] <ssi> doesn't look cheap
[23:10:52] <zeeshan> i paid 200bux for mine used
[23:10:55] <zeeshan> theyre like 600 new
[23:11:06] <jymmm> https://www.youtube.com/watch?v=KETQfwtA3a0
[23:11:09] <zeeshan> theyre cheap compared to an air compressor
[23:11:13] <zeeshan> that costs like 1000$ for 18scfm
[23:11:24] <jymmm> diy air dryer
https://www.youtube.com/watch?v=KETQfwtA3a0
[23:12:24] <zeeshan> my air had to be stupid clean
[23:12:33] <zeeshan> when i was trying to prep my car for paint
[23:12:39] <zeeshan> any water bubbles up in the primer
[23:12:46] <zeeshan> oil is even worse
[23:13:04] <zeeshan> http://www.mig-welding.co.uk/air-system/microblistering.jpg
[23:13:07] <zeeshan> does that kind of non sense
[23:14:31] <zeeshan> http://i.imgur.com/f9Agmon.jpg
[23:14:33] <zeeshan> dryer on top
[23:14:59] <ssi> so where do I get one used
[23:15:07] <zeeshan> look on craigslist
[23:15:15] <CaptHindsight> or use waterborne primer and finishes :)
[23:15:23] <zeeshan> CaptHindsight: those require
[23:15:27] <zeeshan> a shit load of drying fans
[23:15:33] <zeeshan> like 5000 scfm
[23:15:53] <XXCoder> hmm
https://www.youtube.com/watch?v=kxsNbQbpr3k
[23:16:15] <ssi> http://atlanta.craigslist.org/nat/tls/4532315363.html
[23:16:24] <zeeshan> i usually search for
[23:16:27] <zeeshan> 'air compressor dryer'
[23:16:32] <ssi> http://atlanta.craigslist.org/nat/tls/4557586159.html
[23:16:33] <zeeshan> yea thats perfect!
[23:17:24] <ssi> does it get plumbed between the pump and tank, or downstream of the tank?
[23:17:25] <zeeshan> itried to sand blast with a dessicant dryer before
[23:17:28] <zeeshan> wasn't working good
[23:17:35] <zeeshan> downstream of tank
[23:18:00] <XXCoder> fucking too many handheld films
[23:18:10] <XXCoder> those make me sick. literally
[23:18:22] <zeeshan> im sure you can find a 35scfm one for 200bux
[23:18:28] <zeeshan> i cant find the article
[23:18:47] <zeeshan> but they recommend to get at least double the scfm of your air comp
[23:18:59] <ssi> compressor is 18
[23:19:06] <XXCoder> theres air dryers that just hose though freezer
[23:19:18] <zeeshan> XXCoder: this is what this is
[23:19:27] <XXCoder> if you got working but junk freezer you got one already got ari dryer, just gonna mod
[23:19:31] <jymmm> diy air dryer
https://www.youtube.com/watch?v=KETQfwtA3a0
[23:19:48] <ssi> I have six windowshakers on hand
[23:19:54] <ssi> I could probably cobble sometihng together
[23:19:57] <ssi> but that sounds terrible
[23:20:04] <zeeshan> i was thinking about building it myself
[23:20:07] <zeeshan> but it was cheaper just to buy it
[23:20:37] <XXCoder> http://www.autobody101.com/forums/viewtopic.php?t=11377
[23:21:14] <zeeshan> i like the first comment
[23:21:14] <zeeshan> lol
[23:21:18] <zeeshan> ooks like a nice project and well thought out but did you happen to see how much the eaton air driers are. i got a 7.5hp comp with the matching air drier. i think the drier cost me $400 bucks or so.
[23:25:38] <XXCoder> so far I see, theres 2 types
[23:25:45] <XXCoder> remove before or aftwer compressor
[23:30:15] <CaptHindsight> http://www.3ders.org/articles/20140716-hurco-files-patent-for-cnc-based-3d-printing.html where have I seen this before?
[23:30:49] <XXCoder> oh brother
{kind=link}
{kind=link}
{kind=link}
{kind=link}