Back
[00:41:47] <ssi> hrm
[00:42:43] <XXCoder> hey s
[00:45:30] <ssi> what's up
[00:47:21] <XXCoder> not much getting ready to sleep
[00:47:32] <ssi> I need to sleep, but I'd rather work on stuff :P
[00:47:40] <ssi> i need to cut some more brackets and do more extrusion work
[00:47:47] <ssi> try to get my tube mounts and rear mirror mounts installed
[00:50:27] <XXCoder> good luck, going to sleep now :)
[01:52:15] <RyanS> Is it pretty noticeable the machinability difference between 304 and 316 we have heaps of stainless bar, but I wouldn't have a clue if it was 3**, 3**L, 4 series
[01:55:50] <seltecc> my y axis goes in the same dir when I manual jog with arrow keys....:(
[01:57:30] <archivist> seltecc, does the dir pin change properly
[01:58:53] <seltecc> " dir pin change" I don t understand...?!
[01:59:10] <seltecc> do you mean pin assignment?
[01:59:38] <archivist> check with a multimeter if the actual wire to the dir pin on the drive changes
[02:00:38] <seltecc> sorry, but I think I can fix this in the hal or ini file....
[02:00:44] <archivist> easier with an oscilloscope
[02:01:14] <archivist> I am trying to help you discover wiring or software
[02:01:38] <seltecc> sure but I don t have an osci...
[02:01:51] <archivist> multimeter?
[02:02:27] <seltecc> nice thank you for this , this is why I love this forum... :)
[02:03:03] <seltecc> multi yes....
[02:03:14] <archivist> linuxcnc also has a built in scope called halscope
[02:03:33] <seltecc> can I fix this in software?
[02:03:59] <seltecc> aha, yeah...
[02:04:44] <seltecc> and there?
[02:05:07] <archivist> whether a wiring error can be fixed in software depends on the error
[02:06:11] <RyanS> Could you hazard a guess all this stainless was from a fire salewhen Kodak closed in Melbourne (I believe it was their internal maintenance shop), is plausibly 316 ie contact with chemicals? It is tough as helll to saw
[02:06:50] <seltecc> okay...
[02:07:02] <archivist> stainless is a pain to machine and cut
[02:07:26] <seltecc> really...?!
[02:07:50] <RyanS> Doesn't it depend on grade
[02:08:11] <seltecc> has anyone tried titanium ?
[02:08:46] <RyanS> I have some titanium I've never tried to machines. I wonder if it is worth much to sell
[02:09:37] <seltecc> a tip how to use halscope...?
[02:09:53] <archivist> the manual :)
[02:10:11] <seltecc> okay...
[02:10:25] <Jymmmm> maybe the wiki?
[02:10:45] <RyanS> I recently got some stainless CCMT tips , the finish is really good can Take a 2 mm cut
[02:10:53] <Jymmmm> Cause the manual is lacking imo
[02:11:20] <RyanS> 2.5 gets nasty
[02:18:01] <archivist> http://linuxcnc.org/docs/html/hal/tutorial.html#sec:Tutorial-Halscope
[02:25:43] <seltecc> thx
[02:39:08] <Jymmmm> Alrigth, that was better than expected.
[02:53:34] <ssi> despite all my careful planning, I'm still not going to get full Y travel :(
[06:48:42] <Deejay> moin
[07:10:07] <jthornton> morning
[07:11:49] <jymmm> Mornin
[07:26:11] <Tom_itx> Morning... overcast and showers
[08:03:04] <jthornton> sunny n cool here
[08:05:00] <archivist> sunny warm and bored
[08:08:20] <XXCoder> cloudy for first time for a while, and actually cool. woot
[08:12:15] <skunkworks> sunny and cool here also.
[08:13:25] <SpeedEvil> Sunny and warm here.
[08:14:50] <skunkworks> heh - fastest I can transfer over bonded gb nics is around 1gb/min. (rsync over ssh) that is a TB every 20 hours or so..
[08:15:12] <skunkworks> the limit seems to be the lowly atom processor
[08:18:16] * jthornton goes out to repair the shingles on the shop before the rains come this evening
[08:18:26] <jthornton> seems like backhoe wins every time
[08:22:33] <SpeedEvil> skunkworks: do you actually need encryption?
[08:24:11] <cradek> nc and mbuffer on both ends is the real winner if you want to saturate a network
[08:25:39] <skunkworks> heh - I am running blowfish or one of the other lightweight incryption.. and no. Rsync over nfs is faster but none of that is setup.
[08:25:42] <SpeedEvil> Or just FTP
[08:26:08] <cradek> ftp does setup for every file
[08:31:51] <skunkworks> yah - the server has to be up somewhat while this is happening.. :)
[08:32:15] <skunkworks> and so far no one has complained about the speed...
[08:35:58] <SpeedEvil> cradek: yes, it does, and you might not care if the files are large
[11:14:59] <K6MLE> Can someone tell me if DIRHOLD and DIRSETUP should be the same value, or if there's a relationship between the two?
[11:16:36] <cradek> they're not necessarily the same, and there's not really a relationship
[11:17:15] <K6MLE> Thank you ... I'm seeing an occaisional missed direction change ...
[11:17:55] <cradek> you mean the first step after direction change goes the wrong way?
[11:19:03] <cradek> some drivers step on the falling edge of the step signal, some on the rising -- be sure you have your active level right
[11:19:19] <K6MLE> yes, and perhaps equally important, a motor takes several steps in the wrong direction ...
[11:19:58] <K6MLE> I'm pretty sure I have this set right for the G540 drive.
[11:20:08] <cradek> several steps?? weird
[11:20:19] <cradek> that doesn't seem like a timing problem
[11:20:36] <pcw_home> Maybe an electrical problem (marginal levels)
[11:20:40] <cradek> I think the G540 has opto inputs. I wonder if you have enough current to drive them?
[11:20:41] <K6MLE> It's like it will miss the direction change altogether and just continue stepping in the wrong direction.
[11:21:05] <cradek> grab a (real) scope and see what your signals look like
[11:21:21] <K6MLE> The scope is my next step ...\
[11:22:19] <K6MLE> The DB9 connectors are still open (uncovered) so I can get easy access to the signals ...
[11:22:29] <pcw_home> is this all axis or just one?
[11:23:24] <K6MLE> I notice it across ALL.
[11:28:19] <K6MLE> Just re-checked the G540 user manual ... says all step and direction signals are active high, which is how I have LinuxCNC configured.
[11:29:08] <pcw_home> weird maybe your port has weak high level drive
[11:29:49] <K6MLE> I think, as suggested earlier, it's time for me to hook up a scope and check out the signals ... !
[11:30:17] <K6MLE> I'll head to the CNC box and log check back in from there ... BIAB
[11:30:25] <pcw_home> even a voltmeter
[11:31:59] <pcw_home> does the delayed direction problem only happen in one direction?
[11:32:01] <pcw_home> (I would expect this with weak drive)
[11:35:48] <k6mle-CNC> Looks like I'll need a breakout for the DB25 off the parallel port ... back to the soldering iron!
[11:37:08] <ssi> hallo leute! wo sind meine laserdeutschlanderen?!
[11:37:50] <Loetmichel> ssi: wrong langugage ;)
[11:37:57] <ssi> hahaha
[11:38:03] <ssi> so I have an issue
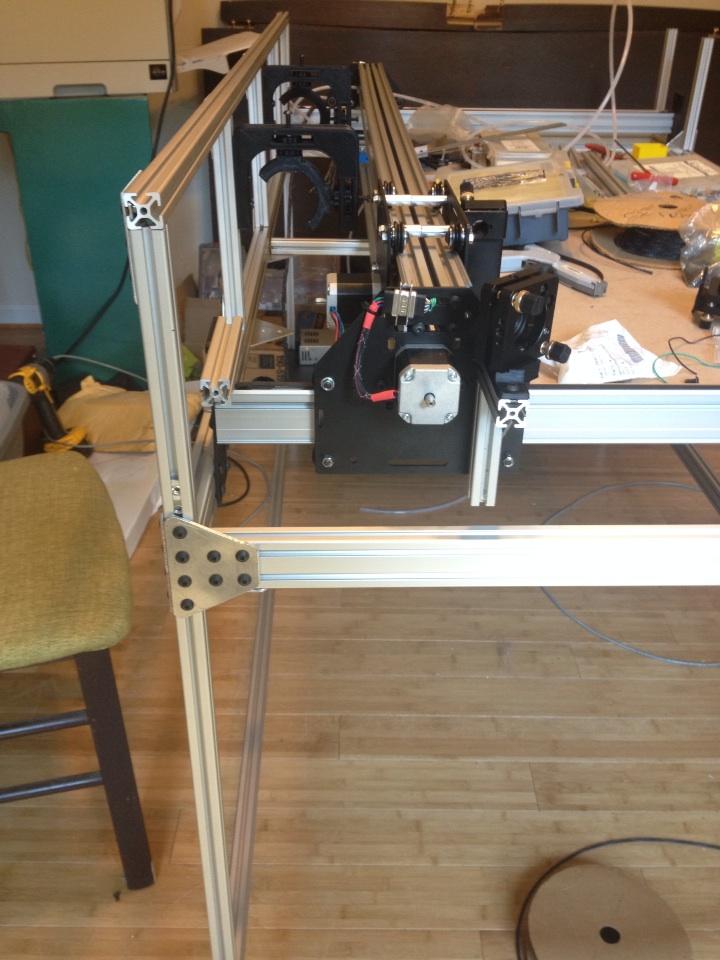
[11:38:16] <ssi> despite all my careful planning, my tube mount still interferes with my Y travel
[11:38:24] <ssi> https://pbs.twimg.com/media/Bswe1z-IMAARdg5.jpg:large
[11:38:29] <ssi> so I have basically two options
[11:38:42] <ssi> I can move the tube behind the table, and frame a box around it to support and protect it
[11:38:52] <ssi> or I can move it BELOW the table, and add a fourth bounce mirror
[11:39:12] <ssi> I'm not real clear on the cost of an extra mirror
[11:39:22] <ssi> by cost I mean efficiency, power loss, etc
[11:39:32] <ssi> as well as the additional alignment challenges I guess
[11:41:30] <Connor> I say behind.
[11:41:42] <Connor> adding a 4th mirror is just going to make it that much harder to align.
[11:42:27] <ssi> well... as far as alignment difficulty goes
[11:42:35] <ssi> adding 10" to the footprint is a cost I have to bear perpetually
[11:42:42] <ssi> having to spend time aligning is a cost I bear once
[11:42:45] <ssi> or maybe occasionally
[11:42:59] <jdh> connor: did you get teh phase 3 plans?
[11:43:16] <Connor> jdh: Downloaded them last night.. not opened up the attachment yet
[11:43:51] <Connor> ssi how much does it interfere ?
[11:43:55] <jdh> same here. are they the same screws? Could I just get the new double nuts?
[11:44:04] <ssi> I've lost 2.5" already, and I haven't added cable chain etc yet
[11:44:16] <ssi> and actulaly I'm .25" short on the front side, so call it probably 4" all up
[11:44:19] <ssi> down from 24 to 20
[11:46:48] <jdh> do you need 24" now?
[11:47:02] <jdh> will you run in to other things you want to change after it is working.
[11:47:07] <ssi> I dunno! :)
[11:47:26] <jdh> leave it as is. refit when you need 4 more inches.
[11:49:00] <ssi> well... I'm also concerned about leaving it where it is, cause the motion can slam the gantry into the tube right now
[11:49:16] <ssi> I can build mechanical endstops in, but I'd feel better if the tube was boxed into its own compartment
[11:49:23] <ssi> I may just go ahead and put it behind
[11:49:28] <ssi> it'll be much easier to build that putting it below
[11:49:32] <jdh> put it behind and build a shelf over it
[11:49:50] <ssi> hm monitor stand maybe :D
[11:49:54] <jdh> where you can store all that crap that will eventually fall
[11:57:51] <Connor> ssi half way behind..
[12:02:32] <ssi> Connor: the problem with halfway behind is it doesn't give me good firm structure to mount to
[12:02:57] <Connor> it's 80/20. :) You can add to it easily enough to do that. :)
[12:03:23] <ssi> yeah
[12:03:32] <jthornton> the first thing the printer does when you replace an ink cartridge is waste some ink!
[12:03:55] <jdh> you should see what it does while you are sleeping.
[12:08:11] <IchGuckLive> hi all B)
[12:09:00] <IchGuckLive> ssi first shot to tube action done
[12:13:14] <ssi> IchGuckLive: eh?
[12:13:51] <IchGuckLive> i see you getting forward on mirror mount did you chack a line move
[12:13:59] <ssi> not yet
[12:14:04] <IchGuckLive> ok
[12:14:16] <ssi> I bought a cheapy laser pointer, at some point I'm going to mount it to start getting alignment roughed in
[12:14:22] <ssi> right now I'm trying to figure out where I'm going to mount the tube
[12:14:26] <ssi> https://pbs.twimg.com/media/Bswe1z-IMAARdg5.jpg:large
[12:14:34] <ssi> it eats up more Y travel than I wanted
[12:14:45] <ssi> so I'm devising a scheme to move the tube back, which means making the frame slightly bigger at the top
[12:15:02] <IchGuckLive> i did a pointer tube Y station to check the gcode
[12:15:28] <IchGuckLive> on pyvcp button the pointer jumps in via optovirer Y
[12:15:46] <ssi> is your pointer on the head aimed at the spot, or are you beamcombining somehow
[12:15:59] <IchGuckLive> and the tube is back at X allined so out of mashine way
[12:16:17] <IchGuckLive> its 25Euros at 30CM
[12:19:28] <IchGuckLive> hi seltecc
[12:19:33] <IchGuckLive> Heiss heute
[12:19:36] <seltecc> hallochen
[12:19:53] <seltecc> yup, zumindest hier in berlin...
[12:20:22] <IchGuckLive> in and around Ktown it is mutch hotter then up where you are
[12:20:39] <IchGuckLive> French boarder full spain heat hitted
[12:20:54] <seltecc> ich hab deinen vidokanal nicht gefunden....
[12:21:46] <IchGuckLive> http://www.youtube.com/user/magic33de/videos
[12:22:03] <seltecc> aha, danke....
[12:22:56] <seltecc> aha du bists...wir hatten schon mal das vergnügen....
[12:24:52] <seltecc> meine a und b motoren werden heiss, obwohl ich bei nema 23 mit 2 Nm den strom auf 1,8 ampere gesetzt habe.....ne idee, was das proplem sein könnte?
[12:25:34] <IchGuckLive> seltecc: hit my nick for german help
[12:27:13] <CaptHindsight> looks like I should avoid flying on Malaysia Airlines
[12:27:25] <ssi> living up to your nick there!
[12:27:50] <CaptHindsight> this should be interesting
[12:28:48] <CaptHindsight> ssi: what brand of t-slot is that in the pic?
[12:28:59] <ssi> I dunno what brand it is... I get it from mcmaster
[12:29:05] <ssi> but it's similar if not identical to the misumi 20mm
[12:30:46] <IchGuckLive> CaptHindsight: russin misses hit good
[12:31:39] <CaptHindsight> I know McMaster sources from Metal Supermarkets for lots of their raw materials
[12:32:49] <CaptHindsight> they say 80-20 compatible for the T-slot
[12:34:44] <ssi> the inch stuff is 80/20 compatible
[12:34:47] <ssi> this stuff is metric
[12:35:12] <CaptHindsight> http://www.mcmaster.com/#metric-t-slotted-framing/=svmjsy does it have the grooves as shown in the pic?
[12:35:31] <jymmm> It's compatible... by a factor of 25.4 =)
[12:35:40] <ssi> no, the metric stuff is smooth, the inch s tuff has the grooves
[12:38:21] <ssi> heh my HV power supply just came
[12:38:24] <ssi> it looks like a piece of crap :P
[12:38:49] <CaptHindsight> does it say "Zenith" on the side? :)
[12:38:57] <ssi> I wish :P
[12:39:00] <ssi> it says "MAJOR"
[12:39:07] <ssi> and also a bunch of chinese
[12:42:03] <jymmm> CaptHindsight: Zenith?! How dumb is that... HEATHKIT silly!
[12:42:30] <ssi> auction showed it coming with an anode cap, but it didn't
[12:42:33] <ssi> and the anode lead is pretty short
[12:49:31] <IchGuckLive> hi sylphiae
[12:50:33] <sylphiae> hi
[12:55:53] <Connor> ssi Ebay ? I would complain to the seller.
[12:55:58] <jdh> heh
[12:56:06] <IchGuckLive> sylphiae: if CNC related poblems or linuxcnc just ask
[12:56:22] <jdh> I assume it was cheap and came from china?
[12:58:42] <sylphiae> IchGuckLive: thanks, i'm good for now
[13:00:59] <IchGuckLive> :-)
[13:02:15] <ssi> Connor: I did
[13:07:40] <k6mle-CNC> I have looked at the direction signals with a breakout box and they appear to be getting sent as they should, however, the motor doesn't always change direction!
[13:08:08] <k6mle-CNC> Am I back to a hold/setup timing issue again?
[13:09:26] <archivist> probably not
[13:09:36] <IchGuckLive> hi k6mle
[13:09:45] <k6mle-CNC> Hi Ich
[13:09:50] <archivist> when you looked at the signal was it properly 0 or 5 v
[13:09:55] <IchGuckLive> still geck hassard
[13:10:02] <jdh> I have had a stepper not change direction due to a loose motor wire. I would not have thought that possible except that replacing the ferrule and re-tighening it made it work perfectly
[13:10:23] <k6mle-CNC> There seems to be some noise on it, but not a lot.
[13:11:07] <archivist> and looking via halscope is not analogue on a parport pin
[13:11:16] <k6mle-CNC> jdh: I might as well try resoldering the motor wires to the DB9 ...
[13:11:54] <cradek> very bad mechanical resonance or very wrong acceleration settings can cause a motor to turn the wrong way, too
[13:12:25] <k6mle-CNC> arch: I was using the "test this axis" jog function (letting it go back and forth over a .5" area to confirm my direction findings ...
[13:12:26] <cradek> I wonder what kind of "breakout box" this was and whether you looked with a scope
[13:13:09] <jdh> and did the scope show a full 5v and return to 0v
[13:13:19] <k6mle-CNC> The breakout box is a rarely-used GC Electronics unit ...
[13:13:43] <k6mle-CNC> Scope is a Fluke 196B scopemeter ...
[13:14:08] <k6mle-CNC> scope did make the transition from +5 to 0v.
[13:14:25] <archivist> is the pin going fully 0-5 or just about halfway
[13:14:47] <k6mle-CNC> pin is making the full swing ...
[13:14:48] <jdh> and it isn't a laptop?
[13:15:07] <k6mle-CNC> not laptop ... desktop
[13:15:42] <archivist> I diagnosed one breakout by going the other side of the opto IN a driver to see if the signal got through (it did not)
[13:16:20] <k6mle-CNC> I've looked at the signals on the output of the breakout box and they do appear.
[13:16:42] <jdh> he means look at the other side of teh opto on the g540
[13:16:52] <archivist> full swing ?
[13:17:05] <k6mle-CNC> arch: 0 - 5v
[13:17:06] <archivist> I got half swing
[13:18:22] <k6mle-CNC> arch: checked again ... it IS half swing!
[13:18:22] <archivist> if the dir pin swings properly the driver is at fault
[13:19:00] <archivist> half swing is a symptom of a series resistor in the driver AND breakout board
[13:19:22] <archivist> therefore insufficient drive to the internal opto
[13:19:56] <k6mle-CNC> So the G540 has optos on the DB25 inputs?
[13:20:26] <PCW> Yes a common and fairly bad design decision
[13:20:30] <archivist> my drivers do (longshine)
[13:21:03] <archivist> the brave shorts the external series R
[13:21:22] <PCW> trying to drive high current OPTOs from a active HIGH TTL output
[13:21:34] <archivist> we need to write that problem up on the wiki methinks
[13:21:59] <k6mle-CNC> I could make a kluge breakout ... just a pair of DB25's with wire between ... bypassing anything inside this breakout box?
[13:22:22] <archivist> I use open collector buffers
[13:22:25] <PCW> you might try a pullup resistor on a DIR line
[13:23:14] <k6mle-CNC> PCW: I don't have an 'easy' source of 5v ...
[13:23:35] <k6mle-CNC> for a pullup.
[13:23:41] <PCW> say 330 Ohm (usb cable for 5V)
[13:24:04] <cradek> what do you have plugged into what with what? is this breakout thing a permanent part of it?
[13:24:25] <PCW> G540= built-in breakout
[13:26:14] <k6mle-CNC> I have a cable foming from the computer's parallel port, directly to the GC breakout box; the output of the breakout box goes to the DB25 of the G540.
[13:26:41] <archivist> what is on the GC thing
[13:26:42] <k6mle-CNC> I'd normally only run the cable from the computer directly to the G540 ...
[13:26:42] <cradek> what is a GC breakout box?
[13:26:46] <PCW> did you try the G540 directly connected to the PC
[13:26:52] <PCW> ?
[13:27:34] <k6mle-CNC> Just introduced the breakout box this morning to try and give signal access for a scope ... the breakout box is probably something dating back to the 1980's!
[13:30:31] <k6mle-CNC> I'm going to pull the motor cable and resolder the wires to the DB9's ... they currently are going through a connector that was an adapter from the old system.
[13:30:35] <cradek> so depending what's in there, you may have changed the behavior you're trying to measure
[13:30:58] <k6mle-CNC> depending on what's in the breakout box?
[13:31:03] <cradek> yes
[13:31:58] <k6mle-CNC> I've looked for a schematic for it ... can't locate one ... it has LED's, DIP switches and jumper connectors on it ... I guess it was also used to reconfigure RS232 on the 'fly'!
[13:32:37] <cradek> oh it's a serial breakout box. it may not have ground wired...?
[13:33:00] <IchGuckLive> DONT go of the problem yu are trifting away from dir
[13:33:06] <cradek> I suppose if you did turn all the switches on, it would work fine, but don't trust the LEDs
[13:33:58] <k6mle-CNC> It does pass pins 18 - 25 through, which are called as ground by Gecko.
[13:34:03] <k6mle-CNC> I worry the LED's are introducing some signal loading problems...
[13:34:12] <cradek> mine here won't connect (doesn't have a switch for) pin 1, which is a useful parport signal
[13:34:44] <cradek> or maybe it's always connected, I dunno
[13:35:16] <cradek> yes it expects +-9 or more. an LED can be a big load on a parport.
[13:35:29] <IchGuckLive> im off BYE
[13:35:35] <k6mle-CNC> For the moment, let me get this motor cable resoldered and remove it as a variable.
[13:35:37] <cradek> I would not trust it
[13:35:40] <k6mle-CNC> See you Ich!
[13:36:23] <CaptHindsight> there are ~$10 LPT breakout boards on ebay that buffer the outputs and also have optos on the inputs
[13:36:44] <CaptHindsight> some even have relays for the spindle motor
[13:37:09] <k6mle-CNC> can't even build one for that low price!
[13:38:21] <CaptHindsight> for $15 they come with a 3ft LPT cable
[13:39:13] <k6mle-CNC> okay ... going to take care of the motor cable and try it after lunch ... BIAB
[13:39:41] <CaptHindsight> http://www.ebay.com/itm/111149514180
[13:40:07] <CaptHindsight> http://www.ebay.com/itm/310702269807 the USB is just for 5V from the PC
[13:42:09] <skunkworks> http://youtu.be/HPzow8L1dxw
[13:42:27] <skunkworks> that is one of those cheap bobs running from a 5i25..
[13:45:21] <ssi> skunkworks: what is that table from?
[13:45:47] <skunkworks> it is a turco trainer - got it from a local school auction
[13:45:55] <ssi> I like it
[13:46:03] <skunkworks> it is a cool little machine
[13:46:13] <DaViruz> ha ett nytt
[13:46:15] <DaViruz> aha
[13:46:42] <skunkworks> http://electronicsam.com/images/emco/terco.JPG
[13:48:00] <DaViruz> ..wrong channel
[13:55:11] <ssi> that's pretty cool
[13:55:15] <ssi> the round column isn't ideal tho
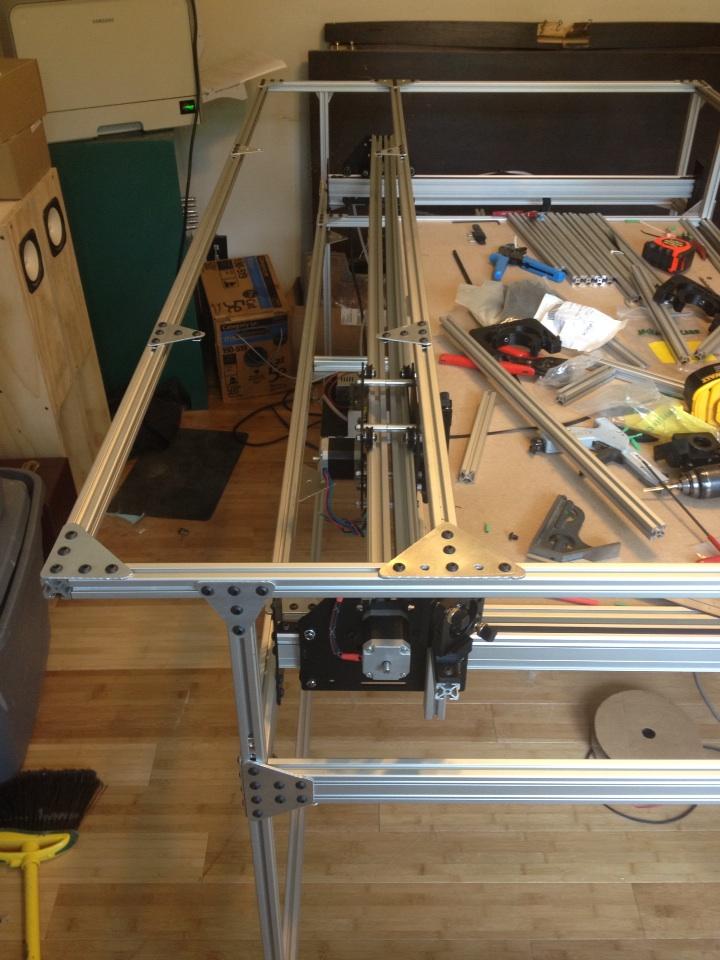
[13:58:31] <ssi> https://pbs.twimg.com/media/BsxD2xKIYAAPEFb.jpg:large
[13:58:39] <ssi> ok frame extension is begun
[13:58:49] <ssi> that should give me plenty of room for the tube
[13:58:58] <ssi> just gotta figure out if I want to enclose that square or angled
[14:25:35] <jthornton> ssi, what are you building?
[14:28:14] <ssi> laser
[14:28:24] <jthornton> cool
[14:32:07] <ssi> so I got teh parker servos in the mail
[14:32:16] <ssi> the cables it came with are very nice, but I don't think they're compatible with the gemini drives
[14:32:30] <jdh> we have thoses servos on aries drives
[14:33:44] <ssi> yeah... the aries has a db9 for feedback
[14:33:54] <ssi> the encoder cables on these are terminated with db9s
[14:34:03] <ssi> but the power cables are terminated with CPCs
[14:34:32] <jdh> round thingies?
[14:34:49] <ssi> ya
[14:34:54] <ssi> circular plastic connectors :P
[14:35:02] <jdh> that's what I said.
[14:35:08] <ssi> :)
[14:36:03] <ssi> trying to find info on the motors so I can get the encoder pinout
[14:36:07] <ssi> curious what pins these cables break out
[14:36:16] <ssi> cause the encoder connector on the motor is 17 pins, but only 8 are carried out
[14:36:31] <jdh> we have some others that store teh config in the encoder.
[14:36:37] <ssi> model # on the motor is CM231BL
[14:38:25] <ssi> ok that means it's custom, CM231BL would be a SM231BL
[14:39:40] <jdh> do they have gearboxes?
[14:39:43] <ssi> http://www.compumotor.com/literature/pdf/pg196_sm_wiring.pdf
[14:39:48] <ssi> no gearboxes, but they do have brakes
[14:40:46] <ssi> this isn't helpful heh
[14:41:07] <jdh> that's a lot of wires
[14:41:17] <ssi> yeah... heh
[14:41:22] <ssi> there's two big connectors on these motors
[14:41:35] <ssi> the left one is six high-current pins, the right one is 17 smaller pins
[14:41:38] <ssi> although four are unpopulated
[14:42:14] <ssi> found specs tho
[14:42:57] <ssi> 54oz-in stall torque, 160oz-in peak torque, 7500rpm rated speed, 4.8A current at speed, 44oz-in torque at speed
[14:44:28] <jdh> what are you going to put them on?
[14:44:31] <automata> PCW: can you direct me to a 7i90 firmware that has EPP host, 2x 7i47 and smart serial master(host)
[14:44:38] <ssi> probably the 704 :p
[14:44:46] <jdh> with a gearbox?
[14:44:50] <ssi> yeah
[14:44:55] <ssi> I already have reductions built
[14:45:37] <automata> I found 7i90_epp_svst8_12_2x7i47.bit in the download... but how can I verify the smart serial master on J1 will work
[14:45:45] <ssi> https://pbs.twimg.com/media/BKLi5haCMAIynMD.jpg:large
[14:46:13] <automata> also, how can I modify that pin file to do 12 encoders and 12 stepgens for the 7i47's
[14:46:17] <ssi> may have to recut the plates to support the nema23 profile
[14:46:19] <ssi> may work as is
[14:46:29] <ssi> looks like I'll need smaller bore pulleys
[14:46:44] <jdh> that's a lot of stepgens and encoders
[14:47:13] <ssi> https://pbs.twimg.com/media/BKR1ZaVCcAAQ_7t.jpg:large
[14:47:49] <ssi> maybe I'll leave those as is and put these servos on the plasma table instead :P
[14:47:53] <ssi> might be a waste
[14:58:38] <CaptHindsight> the $10 PCIe LPT cards come with a windows config utility to modify the config EEPROM
http://www.ebay.com/itm/170988778068
[15:24:54] <Deejay> gn8
[15:38:43] <Flipp> linuxcnc newb question: why do most builds use LPT ports?
[15:39:47] <cradek> they are cheap/free and plentiful and work tolerably well
[15:39:54] <cradek> but we have much better options nowadays
[15:58:25] <ssi> Flipp as opposed to what?
[15:59:35] <Flipp> ssi: ethernet, usb, uart, etc
[16:00:03] <ssi> mostly latency and realtime guarantee issues
[16:06:45] <k6mle-CNC> Changed the setup here and have the motor cables nice and tight ... still getting a missed direction change ... only testing the X axis at the moment ...
[16:19:41] <jymmm> cradek:
http://codepad.org/S2HOq9U9
[16:20:30] <ssi> jymmm: talk american
[16:21:13] <k6mle-CNC> Are there any adjustments that can be made to the INI file that could have an effect on missing direction changes?
[16:21:23] <k6mle-CNC> Or would it be all in the HAL file?
[16:21:33] <ssi> have you tried lengthening dirsetup/dirhold?
[16:21:48] <k6mle-CNC> That's in HAL, right?
[16:22:00] <ssi> well yes, but usually the hal file includes a variable from the ini file
[16:22:27] <k6mle-CNC> Let me check what the values are now ...
[16:23:18] <ssi> my G540 machine's timings are 700/700 for dirsetup/dirhold and 2000/2000 for steplen/stepspace
[16:23:40] <k6mle-CNC> Thanks, that's good to know ...
[16:24:31] <k6mle-CNC> Okay .. I found the lines in the HAL file ... Dirhold and dirsetup are at 200
[16:24:46] <ssi> set your timings the same as mine and see where that gets you
[16:25:20] <k6mle-CNC> Okay ... I see them in the HAL file, but not in the INI ... unless I've been staring at this stuff too long!
[16:25:32] <ssi> if they're in hal, change them in hal
[16:25:38] <ssi> depends where your initial config came from
[16:25:57] <ssi> in my configs, I have lines that look like this:
[16:25:57] <ssi> setp hm2_5i25.0.stepgen.02.dirsetup [JOINT_2]DIRSETUP
[16:26:17] <ssi> and that references the DIRSETUP value under the [JOINT_2] section of my INI file
[16:26:22] <ssi> but i could just as easily put a number there
[16:26:46] <k6mle-CNC> This is on the X axis in my HAL file: setp stepgen.1.steplen 1
[16:26:58] <k6mle-CNC> is what you have set for 2000?!
[16:27:25] <ssi> yeah, but I use mesa for stepgen, so it may not be apples to apples
[16:27:33] <ssi> sorry, I don't use software stepping at all, so I'm not an authority there
[16:27:49] <k6mle-CNC> ah ... okay ...
[16:27:51] <ssi> stepgen.N.steplen u32 rw
[16:27:51] <ssi> The length of the step pulses, in nanoseconds. Measured from rising edge to falling edge.
[16:28:00] <ssi> 1 nanosecond sounds a bit too short for your step pulse though :)
[16:28:09] <ssi> 2us sounds much more reasonable :)
[16:28:48] <ssi> my hm2 driver's steplen param is also in ns
[16:28:52] <ssi> so yeah, I'd say change that to 2000 :)
[16:29:01] <k6mle-CNC> Well ... let me try it with just the setup/hold times changed to 700 ... if nothing improves, I'll try the steplen...
[16:29:16] <k6mle-CNC> seem reasonable?
[16:29:27] <ssi> I'd suggest going ahead and setting them to sane values
[16:29:39] <ssi> I think you'll find that if you don't, you may silently lose steps
[16:29:56] <k6mle-CNC> okay
[16:30:20] <k6mle-CNC> I also have: setp stepgen.1.stepspace 0
[16:30:29] <ssi> also 2000
[16:30:29] <k6mle-CNC> That doesn't seem right either!
[16:30:49] <k6mle-CNC> Okay ... making those changes ... then I'll test ...
[16:36:52] <k6mle-CNC> Still getting dropped direction changes ... using stepconf and testing the X axis by letting it jog back and forth in a .5" area ...
[16:43:43] <JT-Shop> k6mle-CNC, have you seen the stepper test in the manual?
[16:44:14] <k6mle-CNC> Which manual ... I think I have several ...?
[16:45:48] <JT-Shop> http://www.linuxcnc.org/docs/html/common/Stepper_Diagnostics.html
[16:46:03] <JT-Shop> I've used the html so long I forget which manual it is in
[16:46:22] * JT-Shop needs to combine the pdf's into one for 2.6 maybe
[16:46:55] <k6mle-CNC> I haven't worked through that one ... looks like a grand idea! :)
[16:49:49] * JT-Shop goes to play in the dirt with big toys
[17:09:27] <Flipp> jymmm: nice cube
[17:18:28] <ssi> https://pbs.twimg.com/media/Bsxx-rSIAAAnbro.jpg:large
[17:18:30] <ssi> getting there
[17:21:05] <Flipp> ssi nice. going router or laser?
[17:21:22] <ssi> laser
[17:21:41] <ssi> it'd be a bit flimsy for my tastes as a router
[17:22:37] <PetefromTn_> OOh I spy some custom speakers there LOL..
[17:22:43] <ssi> heh
[17:22:56] <ssi> those are those ugly ass bk12ms I built out of cheap plywood and drywall screws
[17:23:03] <ssi> "custom"
[17:23:24] <ssi> on top of them though is a pair of alpair 12p drivers
[17:23:33] <ssi> maybe i'll lasercut boxes for them :P
[17:23:46] <PetefromTn_> LOL nice..
[17:24:22] <PetefromTn_> I was invited to a guys house this weekend locally who has apparently some kinda sweet sick custom built system he wants me to hear and see...
[17:24:32] <ssi> cool
[17:24:36] <ssi> take notes about what you see and report back :)
[17:25:10] <PetefromTn_> Oh definitely. I am trying to scrape up some nice music to listen to. Been enjoying some Norah Jones and Simply Red in the shop today.
[17:26:45] <PetefromTn_> Apparently he has some really amazing mono blocks he designed too that I am interested to see. He told me about them over the phone. I don't understand 85.9% of what he was talking about but apparently it is awesome LOL...
[17:27:20] <PetefromTn_> You are making good time on that setup won't be long before you are buring your name into some balsa LOL...
[17:27:48] <ssi> i'm gonna be hamstrung waiting on the tube here before too long
[17:27:53] <ssi> tube isn't supposed to come til next thursday: (
[17:28:30] <ssi> but I guess that'll give me time to get wiring done and start writing hal configs
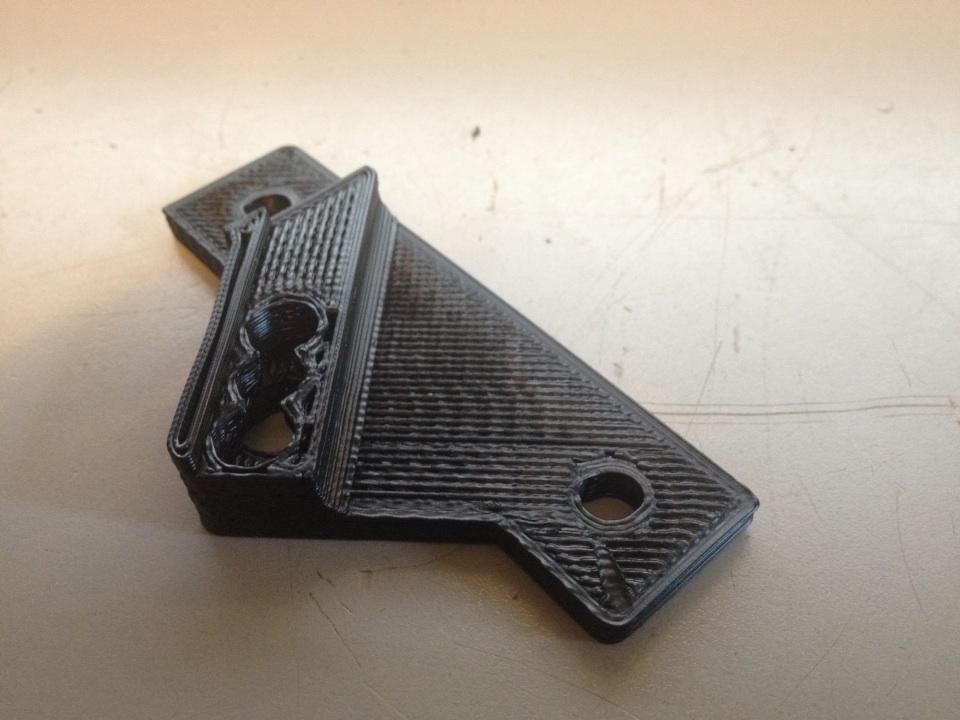
[17:30:18] <ssi> printing a new mirror mount now
[17:30:37] <ssi> need to shift the mirror along Y by about 8mm
[17:31:38] <ssi> http://www.prototechnical.com/~imcmahon/mirrormount.png
[17:41:13] <jymmm> Flipp: I thought so
[17:42:23] <ssi> https://pbs.twimg.com/media/Bsx3sw0IYAAveyr.jpg:large
[17:42:29] <ssi> https://pbs.twimg.com/media/Bsx3wLiIYAA9xp7.jpg:large
[22:00:43] <XXCoder> ssi: nice to own 3d printer eh
[22:04:08] <jymmm> Everyone has a glue gun.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}