Back
[00:57:59] <XXCoder> http://www.bbc.com/news/business-28129967
[00:58:01] <XXCoder> wow
[00:58:03] <XXCoder> 10x??
[01:01:20] <ds3> 6
[01:04:23] <Jymmm> Anyone work with PU coiled tubing? Know if it can withstand constant cycling?
[01:05:27] <Jymmm> same with nylon coiled tubing?
[01:44:31] <anarchos> anyone use TTS?
[02:11:30] <Deejay> moin
[03:16:28] <agile_netvark> gmornin
[04:12:46] <SpeedEvil> agile_netvark: morning
[05:12:40] <maximilian_h> hello
[05:12:57] <maximilian_h> is there a way to set an interpreter variable from hal ?
[05:13:21] <maximilian_h> what I want to do is adjust the Z value through a gladevcp panel
[05:14:35] <maximilian_h> so that I can Z90+#1000
[05:14:57] <maximilian_h> where #1000 is the adjustment for the z axis
[05:40:42] <costas_> hi all. i am using cramps on bbb with pololu drivers. when i power up without issuing any motion comand the motor and the pololu i have connected is getting really hot. Any pointers as to what should i check?
[05:44:00] <archivist_herron> steppers do get hot
[05:44:22] <archivist_herron> mount them on the machine and that keeps them cooled
[05:44:38] <costas_> i mean more than normal
[05:45:01] <costas_> how mounting them on the machine will make them cooler?
[05:46:08] <ReadError> heatsink
[05:46:25] <ReadError> metal to pull and disipate heat
[05:46:36] <costas_> i have a setup with arduino which works and i want to pass into linux
[05:46:47] <costas_> i am using it for a 3d printer
[05:49:07] <costas_> also the behaviour of the motor is quite radical. i have jumps between a step and as time progresses the holding torque is less and less
[05:49:57] <RobertBerger> I guess what costas finds a bit strange is, that the stepper is getting unusually hot just to keep it in position.
[05:51:24] <costas_> and i can feel the motor like "pulsing"
[05:53:57] <ReadError> maybe you should try #reprap?
[05:54:22] <costas_> ok. thanx.
[06:20:34] <maximilian_h> is there a way to loadrt and2 and get more than 2 inputs, I'd need something like an and5
[07:04:33] <Tom_itx> maximilian_h, look at logic9
[07:04:46] <Tom_itx> http://linuxcnc.org/docs/html/man/man9/logic.9.html
[07:05:20] <maximilian_h> thanks
[07:05:26] <maximilian_h> that will work
[07:05:52] <maximilian_h> do you happen to know if I can set an interpreter variable like #1000 from hal ?
[07:06:11] <maximilian_h> what I want to do is to adjust a Z value through a gladevcp panel
[07:06:20] <Tom_itx> haven't tried that but i think it's possible
[07:06:20] <maximilian_h> so that I can Z90+#1000
[07:07:03] <Tom_itx> i'm off
[07:07:16] <bpuk> you could also chain 4 and2s - but that could get a bit fiddly, logic9 may be simpler
[08:46:29] <mutley_> helloooo
[08:46:48] <mutley_> anyone here experience with an Isel-Techno machine
[08:48:24] <jdh> leave it in the house, buy a new one!
[08:48:26] <jdh> <urk>
[08:48:37] <mutley_> or to be more precise an Isel Techno Davinci
[08:48:46] <mutley_> jdh: lol
[08:49:56] <jdh> that looks pricey.
[08:52:51] <CaptHindsight> they are made well
[08:53:46] <CaptHindsight> I wish someone in China would copy their designs and get it right
[08:54:23] <mutley_> this is a serious machine, it was sitting in the corner of on Old Skool tool makers workshop covered in dust
[08:54:54] <mutley_> hes got serious heavy old skool lathes mills etc, you the type that weigh tons and need reinforced floors etc
[08:55:20] <CaptHindsight> even the new skool machines are heavy
[08:55:28] <mutley_> and this little fella in the corner doing nothing but getting covered in dust,
[08:55:48] <mutley_> ye well you know what i mean, the ones painted grey with knobs and belts all over over ;p
[08:56:17] <mutley_> any got this up and running over weekend software wise, searched for and found all the manuals etc,
[08:56:54] <mutley_> was wondering if id need to update the controller and motors etc, as it has turned out, as it is it runs absolutely perfect,
[08:57:08] <CaptHindsight> they use decent parts, Isel will guarantee 1-2 thousandths accuracy and repeatability
[08:57:16] <mutley_> the chap has another two of them in the same corner, they are not in cabinets
[08:58:01] <mutley_> but no problem to build a cab for them, but i was curious as to how i would be able to get this up and running and was thinking id have to do a major controller and motor upgrade to it
[08:58:07] <CaptHindsight> does Isel have their own winders cnc software?
[08:58:25] <mutley_> but no, i even found a little old windows 3.1 application for running gcode
[08:58:44] <mutley_> so i can produce generic gcode in any CAM software
[08:59:19] <mutley_> and just run it through this very simple application, i can even "store" the program on the machine so all i have to do is press "play" repeatedly
[08:59:37] <mutley_> can even unplug, move it, replug in power and press play
[09:00:08] <mutley_> but i was wondering if anyone had had any experience with these, and if they had done any system upgrades to it
[09:00:25] <mutley_> just for future reference
[09:00:42] <mutley_> ive also checked the repeatability, its less than 10 micron
[09:00:47] <SpeedEvil> Nice!
[09:01:10] <mutley_> seriously id marry this thing if i could lol
[09:01:25] <mutley_> or should i say "mount" it
[09:01:30] <mutley_> ;p
[09:01:49] <SpeedEvil> All you need is the right tol
[09:01:50] <SpeedEvil> tool
[09:02:02] <SpeedEvil> morse-taper to vaculock
[09:02:11] <mutley_> ah yes tool changer
[09:02:54] <mutley_> that is one thing i would want to consider but any i have found seem to be sooo expensive, Gneral Auto Tool Changers i mean
[09:03:06] <mutley_> like �800 just for the spindle attachment
[09:03:38] <SpeedEvil> It doesn't really seem that hard to make a little thingy to grab a collet, and the shaft, apply torque, and grab the bit
[09:04:04] <mutley_> yea i was surprised at the cost
[09:04:14] <mutley_> so in the mean time ill just have to work with three spindles :)
[09:04:16] <mutley_> http://imgur.com/LiCwHkK
[09:04:34] <mutley_> that was it once i had heaved it through the front door into the halway
[09:04:55] <CaptHindsight> mutley_: does that version have servos?
[09:05:04] <mutley_> no its stepper
[09:05:10] <mutley_> full or half step only though
[09:05:20] <mutley_> 4mm pitch ball screw
[09:05:26] <mutley_> zero BL
[09:05:32] <CaptHindsight> 10um/step?
[09:05:49] <mutley_> errr i think so
[09:05:59] <mutley_> they say accuracy to 50 micron
[09:06:08] <mutley_> but ive checked this and its less than 10
[09:07:28] <mutley_> btw if anyone needs Kress Spindles....let me know
[09:08:02] <mutley_> 550watt FM6955's
[09:08:16] <mutley_> boxed new condition
[09:09:24] <mutley_> ok im going to crack on but just wanted to shout from the rooftops :) Very happy puppy
[09:09:46] * mutley_ needs sedation
[10:12:09] <ssi> marn
[10:17:42] <jdh> hola
[10:18:00] <jdh> do you have your g0704 on casters/rollers/etc?
[10:18:52] <ssi> no
[10:19:07] <jdh> do you know who here did?
[10:19:28] <ssi> no
[10:28:51] <archivist> naughty to have a lathe on wheels unless the frame is very stiff
[10:29:16] <jdh> Mill
[10:36:42] <archivist> same applies really, there are some simple tests you can do to show how flexible the frame is
[10:37:03] <Connor> I did.
[10:37:14] <Connor> I put my g0704 on casters.
[10:37:56] <jdh> Connor: just casters or one of those roll-around things/
[10:38:32] <jdh> I ordered one from grizzly last night. then I was wondering how I was going to get it on there.
[10:38:34] <Connor> D2260A - Mini Mobile Base
[10:38:36] <archivist> put dti on the table, lean against the head, move machine see how far the dti has moved
[10:39:11] <Connor> archivist: The WHOLE base is on casters.. it's not going to make any different with a small benchtop mill like the g0704
[10:39:33] <archivist> even more on a small machine
[10:40:06] <archivist> until you perform the test it is easy to think a machine is solid
[10:40:32] <Connor> I don't see how that has anything to do with putting it on casters.
[10:40:37] <Loetmichel> hrhr...
[10:41:02] <jdh> Connor: I ordered a D2057A
[10:41:10] <archivist> the floor flatness(lack of) will twist the machine
[10:41:42] <Loetmichel> http://www.golem.de/news/neotokyo-alleine-lauffaehige-half-life-2-mod-auf-steam-1407-107703.html <- this machine stood opn a office table... 4 feet made of 30mm square steel tube (1mm wall)...
[10:41:51] <Loetmichel> it wiggled like hjelley ,-)
[10:42:01] <Loetmichel> when moving fast
[10:42:15] <agile_netvark> correct url?
[10:42:16] <Loetmichel> oh
[10:42:17] <Loetmichel> v
[10:42:19] <jdh> looks like the one I ordered might be way too big?
[10:42:20] <Loetmichel> wrong linkt
[10:42:21] <Connor> archivist It would have to translate all the way up through the steel cabinet to twist the base..
[10:42:29] <Loetmichel> http://www.golem.de/news/neotokyo-alleine-lauffaehige-half-life-2-mod-auf-steam-1407-107703.html
[10:42:32] <Loetmichel> grrr
[10:42:37] <Connor> jdh: Yea.. because.. i have mine pretty tight.
[10:42:48] <Connor> you might call'm and see if you can change the order
[10:42:49] <skunkworks> our machines are leveled to .0005/foot... :)
[10:42:56] <archivist> Connor, try it, I would like to know how far it moves
[10:43:10] <jdh> skkunkworks: you have real machines
[10:43:37] <ssi> I always say I'm going to level my machines
[10:43:40] <ssi> but it rarely happens
[10:43:43] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_05.jpg
[10:43:55] <ssi> other than the plasma table because a little bit of out of level makes for a lot of water table slantyness :)
[10:43:58] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4935 <- this machine
[10:44:08] <Loetmichel> vnc and clipboard pisses me off sometimes ;-)
[10:44:57] <Connor> It's not a issue on THIS machine.
[10:45:23] <Connor> I could see it on a large lathe..
[10:45:29] <Loetmichel> the machine had about 12kg xz-head to move
[10:45:46] <Loetmichel> sometimes it looked that x stood still and the table moved ;-)
[10:46:25] <archivist> that base picture has no front cross members so easily transfers floor to mill base
[10:49:10] <jdh> cancelled and re-ordered.
[10:49:31] <ssi> jdh: ?
[10:49:42] <jdh> I was trying to make space for my new router and the mill will be better if I can turn it diagonally at times.
[10:49:47] <ssi> jdh: you ever get the rest of your 6040?
[10:50:21] <jdh> ssi: out for delivery now.
[10:50:45] <jdh> I spent last night cleaning up my g0704 enclosure and wall mounting that and the monitor.
[10:58:46] <jdh> heh... monoprice is selling a dual-extruder 3d printer
[10:58:50] <ssi> yea I saw that
[11:03:48] <jdh> anyone seen any cheap swingarm keyboard holder thingies?
[11:04:01] <jdh> or some method of holding a kb out of the way
[11:06:23] <archivist> search ebay for keyboard monitor arm
[11:06:38] <archivist> some are crap though
[11:06:39] <jdh> yeah, I've been doing that.
[11:07:36] <jdh> I have the monitor mounted already
[11:07:53] <SpeedEvil> Boring.
[11:08:13] <SpeedEvil> Keyboard/monitor arms should clearly be 4 axes minimum and controlled by linuxcnc
[11:08:17] <ssi> :D
[11:08:31] <ssi> and have computer vision which tracks the operator so as to always be in proper position
[11:09:20] <archivist> and not be bouncy when used
[11:10:32] <ssi> I need to draw up a fixture to hold a 55 gallon plastic drum on its side
[11:10:41] <ssi> cut a couple radiused plate blocks and weld up a frame
[11:10:59] * SpeedEvil needs to make something like that too
[11:11:03] <SpeedEvil> Compost incubator
[11:11:06] <agile_netvark> just use 2kw+ servo motors and proper ball screws to move the arms of your keyboard holder around
[11:11:10] <ssi> mine's for a water sump for the plasma table
[11:11:15] <agile_netvark> so you can, in case of emergency, scoop yourself up with it
[11:11:36] <agile_netvark> or hydraulics from an excavator
[11:11:42] <ssi> oooo, e-stop needs to fire some sort of ejection seat
[11:13:31] <agile_netvark> or one of the stronger industrial robot arms. hang it from the ceiling, attach a harness to it from which you dangle and "fly" around in your workshop.
[11:16:15] <ssi> https://www.youtube.com/watch?v=wOCmoYU6h1Q
[11:17:26] <SpeedEvil> agile_netvark:
https://www.youtube.com/watch?v=uRKHCRR9-C4 - related
[11:20:36] <agile_netvark> hehe
[11:23:44] <Loetmichel> My wife likes to joke... came just home, got to the fridge, put some ice into a glass for a cool soft drink, to to the wifes room, bend down to kiss her, slipped one of the ice blocks oth of the glass. Comment wife: "an husbend: as soon as he kisses his wife he looses his cool!" ;)
[12:06:33] <IchGuckLive> hi all B)
[12:06:53] <IchGuckLive> K6MLE: ?
[12:33:51] <Connor> I need to build a box for my touch screen monitor and get it mounted along with the MPG -E-Stop and other buttons I may want.
[12:34:33] <jdh> I need another eStop button now after moving my enclosure.
[12:35:36] <Jymmm> jdh: Make it a dead-man switch instead of a BRB
[12:36:14] <Jymmm> foot operated
[13:08:36] <IchGuckLive> hi tensateki
[13:08:50] <tensateki> howdy
[13:09:20] <IchGuckLive> if you got a question cnc related ask
[13:10:19] <tensateki> not yet, I'm just stumbling through trying to get a run-in-place joint_axes3 setup going
[13:10:41] <IchGuckLive> why joints
[13:10:51] <IchGuckLive> is it a rovot like
[13:11:00] <IchGuckLive> robot
[13:11:28] <tensateki> actually its a CNC plasma that has a motor on each end of the gantry
[13:11:48] <IchGuckLive> strepper
[13:12:01] <IchGuckLive> stepper
[13:12:04] <tensateki> did it once a year and a half ago for a different CNC plasma and am now doing it for a different machine
[13:12:08] <tensateki> yeah, stepper
[13:12:23] <ssi> tensateki: I just finished doing that myself
[13:12:29] <IchGuckLive> and the pinout is a Mesa or parport or else
[13:12:39] <ssi> switching my plasma machine to ja4/gentrivkins for dual homing
[13:12:44] <IchGuckLive> tensateki: many of us got sutch mashines
[13:14:00] <IchGuckLive> ssi: did you check my mailed kinetiks
[13:14:09] <tensateki> i'm just using ja3 beacuse I used it before and it worked on the other plasma. Is ja4 more current?
[13:16:48] <ssi> no haven't messed with it
[13:16:58] <ssi> tensateki: i dunno what's different between ja3 and ja4
[13:18:31] <IchGuckLive> ja4 alowes jogging while ja3 not does combined axis single jog
[13:19:38] <IchGuckLive> m habler did this kins overwork
[13:20:42] <tensateki> I don't remember having problems jogging with ja3 on the other machine
[13:22:17] <JesusAlos> hi
[13:22:24] <IchGuckLive> hi JesusAlos
[13:22:41] <IchGuckLive> lots of heart americans in pamplona today
[13:22:58] <IchGuckLive> as i follow on TVE International SanFermin
[13:23:14] <JesusAlos> And German too
[13:23:26] <IchGuckLive> oh i mised that
[13:24:05] <IchGuckLive> JesusAlos: is there a side on the web where the accident count is
[13:24:46] <JesusAlos> You just gave me an idea
[13:24:57] <JesusAlos> today only one accident
[13:25:38] <JesusAlos> some bull horn nailed the leg of a guy
[13:25:55] <JesusAlos> american I think
[13:28:58] <IchGuckLive> there are 16 accidents today according to the Lamana1
[13:29:12] <IchGuckLive> almost broken egs and arms 4 in holspital
[13:29:29] <IchGuckLive> Kegs "
[13:29:33] <IchGuckLive> KL
[13:29:55] <IchGuckLive> i realy need to change this crap keyboard
[13:31:10] <JesusAlos> Some of my friend go to Pamplona but only for the party
[13:31:23] <IchGuckLive> party all day long
[13:31:36] <IchGuckLive> ok im off BYE
[13:31:45] <JesusAlos> is incredible
[13:32:04] <JesusAlos> is really crazy
[14:18:16] <JesusAlos> by
[14:52:48] <Swapper_> Anyone know if i can get a mesa 7i77 to use only 2 wires to control a status light and pause function in a button ?
[14:55:46] <PCW> not sure I understand the question
[14:57:35] <PCW> Do you mean an illuminated push-button?
[15:03:47] <Jymmm> Swapper_: How would you expect ANY device (not just mesa) to be able to send a pause signal, and once paused, turn on a light with only two wires?
[15:05:58] <Smidge204__> Chassis ground?
[15:06:43] <Jymmm> Gawd, I hope not!
[15:07:29] <SpeedEvil> Jymmm: many ways
[15:07:35] <Smidge204__> Only other option would be to use both wires for the light, and have some sort of sensing on that circuit to trigger the pause
[15:07:41] <Jymmm> SpeedEvil: Name one
[15:07:48] <SpeedEvil> Jymmm: Dallas 1-wire bus
[15:08:00] <SpeedEvil> (which misleadingly has two wires)
[15:08:03] <Jymmm> SpeedEvil: AND illuminate a LED/light?
[15:08:09] <Smidge204__> Light bulbs don't have serial ports...
[15:08:26] <SpeedEvil> you'd need to add a capacitor and a FET and a diode, and use one of the GPIO parts
[15:08:44] <Smidge204__> And you can't use more wires because....?
[15:08:54] <SpeedEvil> That's probably the more sane question
[15:09:10] <Jymmm> SpeedEvil: AND illuminate a LED/light???
[15:09:22] <Swapper_> i was thinking on the lines of 1 wire or there of, some smart way that i can sense that the line that is iluminating the light is takne low
[15:09:45] <SpeedEvil> Swapper_: to do it analogy - add a LED and a 1K resistor to the two wires in parallel with the switch.
[15:10:09] <Smidge204__> Sure, voltage sense on the lamp circuit.
[15:10:12] <SpeedEvil> Swapper_: Apply +5V and 0V to the wires to light the LED. Apply the voltage the other way to not light the LED.
[15:10:34] <SpeedEvil> Measure the voltage across a 100 ohm resistor to check if the switch is pressed
[15:10:36] <Jymmm> You really want to fuck with a PAUSE switch like that?
[15:10:52] <SpeedEvil> Does this make sense - that's another question
[15:11:09] <Smidge204__> Wait - what kind of input is the pause signal in this case?
[15:11:10] <Swapper_> nah will probably rewire, but cant hurt to ask
[15:11:21] <Swapper_> its on a 7i77
[15:11:21] <SpeedEvil> Using the chassis of the machine is probably most simple in many cases
[15:11:22] <Jymmm> Yes it can.
[15:11:37] <Smidge204__> I have no diea what a 7i77 is
[15:11:39] <SpeedEvil> To get one wire for the LED, oen wire for the switch
[15:11:41] <Smidge204__> idea*
[15:11:41] <Swapper_> mesa 7i77
[15:11:42] <Swapper_> sorry
[15:12:00] <SpeedEvil> Most people will not have seen most models of equipment
[15:12:02] <Smidge204__> Oay, so it's a 7i77 from Mexico?
[15:12:24] <Swapper_> it senses 24v in
[15:12:26] <Jymmm> Yeah, that's what you want... Use chassis ground for return path of the thing that controls thousands of watts of potential and all to a loose bezel ring or screw.
[15:12:31] <Swapper_> and outputs 24v
[15:13:25] <Smidge204__> Okay, 24v. What kind of current? Maybe you could just run something in parallel
[15:13:36] <Smidge204__> Like a light duty relay
[15:13:56] <Swapper_> how would you wire it if you had 4 wires total and needed 1 status light (Green) for showing that the machine is running, and 1 estop
[15:14:35] <Swapper_> the estop is not connected to the mesa at all only to a contactor
[15:14:41] <Jymmm> Swapper_: Are yu jsut trying to cheapen out instead of buying/running more cabling?
[15:14:45] <jdh> I coudl send you soem wire.
[15:15:27] <Swapper_> its not the price of the wire, its the darn hassle of soldering the connector again :)
[15:15:35] <Swapper_> and its a 4 pole connector
[15:15:39] <Swapper_> guess i skip the light
[15:16:06] <jdh> PCW: working on that wireless daughterboard?
[15:16:26] <Jymmm> wireless?! HAHAHAHAHA, that's funny
[15:16:41] <jdh> c'mon, it's good enough for mach3 pendants
[15:17:09] <Jymmm> that's even funnier!
[15:17:32] <Swapper_> the usb pendant lags emensley on mach3...
[15:17:45] <Swapper_> same pendant in linuxcnc works like a charm
[15:17:56] <kfoltman> how about using MIDI controllers for pendants?
[15:19:18] <Swapper_> anyone have the HB04 pendant and runing them in gmoccapy ?
[15:19:18] * kfoltman will just throw this in: http://i.imgur.com/j7OsfVh.png
[15:19:40] <Swapper_> having some problem with the step functions not linking right in gmoccapy
[15:20:27] <Swapper_> kfoltman: is that a pcb trace?
[15:20:32] <Swapper_> mill trac
[15:20:59] <kfoltman> Swapper_: yes, fooling around with Python and some image library
[15:21:26] <kfoltman> trying to implement some toolchain for isolation milling
[15:22:01] <Loetmichel> kfoltman: why?
[15:22:17] <Loetmichel> use the existing ulp ofr eagle or Target
[15:22:27] <Loetmichel> both generater useable gcode
[15:22:28] <kfoltman> Loetmichel: I'm not using eagle
[15:22:37] <Loetmichel> so use target ;-)
[15:22:47] <kfoltman> target?
[15:22:51] <Loetmichel> that has an internal Gcode interface
[15:22:56] <Loetmichel> target 3001
[15:23:05] <kfoltman> I've tried visolate and pcb2gcode, wasn't happy with either
[15:23:07] <Loetmichel> which program do you use?
[15:23:11] <kfoltman> kicad
[15:24:38] <kfoltman> yeah it is a bit of NIHism, but the problem seemed interesting ;)
[15:25:31] <Loetmichel> hrhr
[15:25:45] <Loetmichel> iirc target can read ascii netlists and gerber/ecellon
[15:26:20] <Loetmichel> so you could export gerber in kicad and than import in target and use targets iso-milling routines ;-)
[15:27:18] <kfoltman> yeah but then I'd have to pay for target, and have another non-OSS tool in the toolchain
[15:28:16] <kfoltman> it is an option, but not a preferred one
[15:30:16] <Loetmichel> if you have less than 400 pins: there is a free version
[15:35:13] <kfoltman> my small matrix board has about 300, the large one is definitely more than 500
[15:35:47] <Loetmichel> oh, sorry
[15:35:58] <Loetmichel> the free version is 250 pin
[15:36:07] <Loetmichel> the "lite" is 400
[15:36:14] <Loetmichel> and the "economy 700
[15:36:19] <Loetmichel> and so on
[15:36:33] <Loetmichel> the "full" is 3000 eur iirc
[15:36:39] <kfoltman> 419 nets, more than 100 pads
[15:36:42] <kfoltman> errr
[15:36:45] <kfoltman> more than 1000 pads
[15:36:53] <Loetmichel> ouch
[15:37:01] <kfoltman> the matrix alone has 1064 pads, and then there are SOIC/SSOP breakouts
[15:37:01] <Loetmichel> that would be expensive then
[15:37:18] <Loetmichel> so target isnt an option
[15:37:32] <kfoltman> and I'm thinking of some TQFP breakout/prototyping boards
[15:37:44] <Loetmichel> it worked good for me so far:
http://www.cyrom.org/palbum/main.php?g2_itemId=14507
[15:37:57] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14501&g2_imageViewsIndex=1
[15:38:56] <kfoltman> looks nice for a homemade board
[15:39:52] <Loetmichel> https://www.youtube.com/watch?v=jMXxjT4nNxg <- chinese CNC604 at work ;-)
[15:40:05] <Loetmichel> 6040
[15:40:19] <kfoltman> heh, I was talking to my wife about buying a readymade instead of putting lipstick on my pig
[15:41:25] <kfoltman> vacuum bed?
[15:42:22] <Loetmichel> MDF and double sided tape
[15:43:01] <kfoltman> oh
[15:43:26] <Loetmichel> https://www.youtube.com/watch?v=BWTTP0RomA0 <- it has a vaccum table now ;-)
[15:45:02] <kfoltman> what kind of double sided tape?
[15:45:40] <kfoltman> also, an engraving bit or an endmill? (sorry, probably asked that question before, crap memory :/)
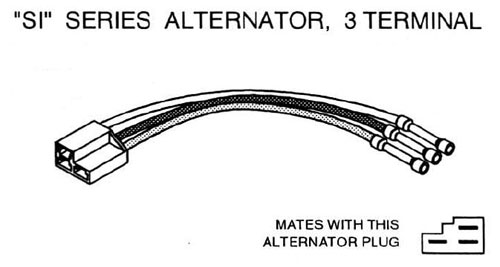
[16:00:22] <JT-Shop> /me found the plug for my alternator but not how to wire it up :(
[16:00:43] <Jymmm> spark plug?
[16:02:02] <Jymmm> oh, 'connector'
[16:03:41] <JT-Shop> http://cdn2.bigcommerce.com/server500/55923/product_images/uploaded_images/rc150xd.jpg
[16:03:48] <JT-Shop> that's the connector
[16:03:58] <Jymmm> JT-Shop:
http://www.ba-bamail.com/Content.aspx?emailid=11044&memberid=847674#.U7sEAKi6XIo
[16:04:28] * JT-Shop hates popups
[16:04:44] <Jymmm> JT-Shop: plug it it, hold two wires, spin it, if you get shocked, you know which wire is which =)
[16:05:13] <JT-Shop> it's got 3 wires and it won't do anything unless the field is energized
[16:05:24] <Jymmm> One should be GND, which I would think is common to the housing.
[16:05:45] <cradek> a car alternator can't shock anybody
[16:05:47] <JT-Shop> why should one be ground?
[16:05:50] <Jymmm> oh, does this have an EXTRNAL VR ?
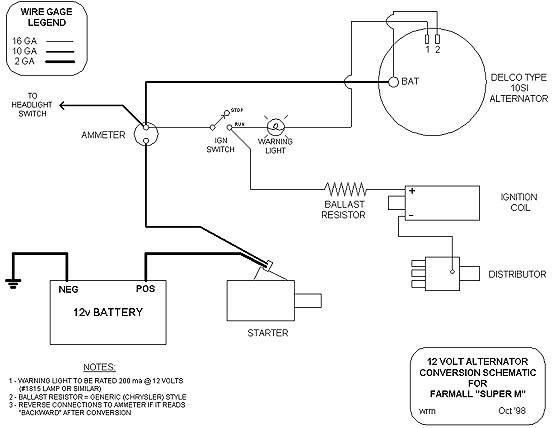
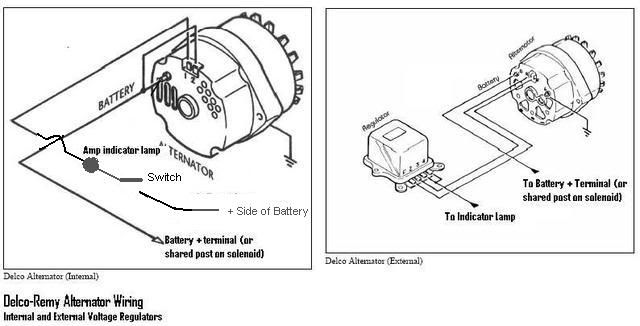
[16:06:11] <JT-Shop> delco remy internal vr
[16:06:32] <Jymmm> ohm it out
[16:06:45] <kfoltman> Loetmichel: I have some thin sheets of HIPS, any hints on mounting those? (no vacuum bed obviously)
[16:06:51] <Jymmm> the starter doens't have a "GND wire"
[16:06:55] <kfoltman> thin as in 1-2mm, very flexible
[16:07:14] <Jymmm> it uses the block for gnd, I'd suspect the alternator was the same is all
[16:07:36] <Deejay> gn8
[16:07:38] <JT-Shop> the alternator has a ground stud in the back of the case
[16:08:12] <cradek> JT-Shop: you can probably find a wiring diagram for whatever car it goes in. even a chilton will have that basic stuff I bet.
[16:08:26] <cradek> (it will say the wire colors)
[16:08:48] <JT-Shop> lol it's a refit on my '65 John Deere 350 crawler
[16:08:49] <Loetmichel> kfoltman: what is HIPS?
[16:09:02] <cradek> doesn't matter - find one for the car it's for
[16:09:13] <JT-Shop> the original one was a remote voltage regulator which is still there but not connceted
[16:09:30] <JT-Shop> I don't know what car it is from
[16:09:45] <cradek> ouch :-)
[16:10:00] <JT-Shop> the only ones I can find are two wires from the voltage regulator
[16:10:01] <cradek> in 65 weren't they still generators with the 3 terminal regulator?
[16:10:17] <JT-Shop> could be
[16:10:21] <cradek> (3 relay mechanical regulator)
[16:10:23] <Jymmm> http://www.yesterdaystractors.com/gallery/12valt.jpg
[16:11:28] <Jymmm> http://i11.photobucket.com/albums/a153/ASTRO95/Tractors/delco_wiring_botheditted-1.jpg
[16:12:41] <Jymmm> http://www.wallaceracing.com/alt-conversion.html
[16:13:26] <JT-Shop> the first link is a typical 2 wire vr on a delco
[16:14:08] <Jymmm> http://i468.photobucket.com/albums/rr47/chiefyota/v6alt.gif
[16:14:13] <JT-Shop> I should just give up and take the damn thing to the auto electric place and swap it for a normal one
[16:14:39] <cradek> seems like it would be very good to have a known alternator
[16:14:54] <JT-Shop> yea, I think so too
[16:15:03] <Jymmm> JT-Shop: You did the hard part already, just find the wiring and it be easy to replace the laternator in the future
[16:15:21] <archivist> what the competition was doing at the time
http://www.collection.archivist.info/searchv13.php?searchv4page=2&searchstr=alternator
[16:18:49] <cradek> JT-Shop: is it already 12v or are you converting it?
[16:20:29] <JT-Shop> they came with 12v
[16:20:47] <JT-Shop> someone before me swapped out the gen or alt with this one
[16:21:47] <JT-Shop> I restored the dash board with new gauges and want to hook everything up correctly
[16:23:10] <cradek> oh it was working before you started? :-)
[16:23:18] * Jymmm snickers
[16:24:15] <Jymmm> I'd hit a alternator repair shop, they would know almost by looking at it and could tell you the proper wiring
[16:24:48] <Tom_itx> JT-Shop, what about one of these:
https://www.google.com/search?q=delco+remy+3+wire+alternator+wiring+chart&client=firefox-a&hs=tqH&rls=org.mozilla:en-US:official&channel=sb&tbm=isch&imgil=lIigjVzoGddwOM%253A%253Bhttps%253A%252F%252Fencrypted-tbn0.gstatic.com%252Fimages%253Fq%253Dtbn%253AANd9GcS0L7p-8Z3bk_vmVmYLyIlsr7r2eccnqjPbDqV_FTc5AkJfIrElTg%253B899%253B1541%253B6TYqj1bQvDAoWM%253Bhttp%25253A%25252F%25252Fmightymo.org%25252FProj_OneWire.html&s
[16:25:31] <Tom_itx> "SI SERIES" alternator 3 terminal
[16:26:23] <Jymmm> rebuild shop
[16:26:29] <Tom_itx> pfft
[16:26:32] <Tom_itx> that's no fun
[16:28:15] <JT-Shop> all those are 2 wire plug + 1 wire for charge so they call them 3 wire alternators
[16:28:30] * JT-Shop goes to the auto shop to see what they say
[16:29:16] <Tom_itx> http://bob_skelly.home.comcast.net/~bob_skelly/alternator_conversion/wiring_alternator1.html
[16:29:30] <Tom_itx> 3-Wire Explained about 1/4 the way down
[16:29:57] <Tom_itx> i'll PM the txt to save your bandwidth
[16:32:33] <Tom_itx> pretty sure that one explains it
[16:36:04] <Tom_L> http://www.delcoremy.com/documents/electrical-specifications---selection-guide.aspx
[16:36:19] <kfoltman> Loetmichel: high impact polystyrene
[16:39:18] <anarchos> wow
[16:39:27] <anarchos> should i buy a factory in detroit for shits and giggles?
[16:40:02] <Jymmm> anarchos: Sure, $1 for the factory, but how much for the back taxes and manditory cleanup?
[16:40:11] <anarchos> heh
[16:40:20] <anarchos> there's stuff for sale at $0.65 a square foot
[16:40:34] <Jymmm> too expensive
[16:40:43] <Jymmm> You can buy for literally $1
[16:41:10] <SpeedEvil> anarchos: Does it come with free hoes?
[16:41:20] <SpeedEvil> Or other garden implements.
[16:41:24] <Jymmm> SpeedEvil: ...and thugs too
[16:41:33] <Jymmm> err slugs
[16:41:41] <anarchos> too bad i live on the other side of the continent, and in a different country
[16:41:45] <anarchos> :P
[16:42:00] <Jymmm> anarchos: thats ok, they'll STILL sell to you
[16:43:02] <anarchos> i just need to have a giant cnc gantry crane with a 6 axis robot arm so I can control the factory from home
[16:43:09] <anarchos> :P
[16:52:22] <Jymmm> anarchos: Just have one orobot shipped to your factory, and it can install the rest for ya
[16:52:47] <Jymmm> as well as cleanup, security, etc
[16:54:34] <anarchos> orobot?
[16:54:42] <Jymmm> robot
[16:54:57] <anarchos> ah :)
[16:55:35] <Jymmm> See also: Iron Man | Laura Croft Tomb Raider
[16:56:46] <Jymmm> alex_joni: Hey, when you did the three motor thing with wires and a washer, was that hard to configure?
[16:57:01] <alex_joni> Jymmm: that was 10yrs ago
[16:57:15] <Jymmm> alex_joni: So?
[16:57:23] <alex_joni> writing the kins was hard-ish
[16:57:27] <alex_joni> the rest is pretty easy
[16:57:42] <Jymmm> alex_joni: Oh, so it was a custom job, not just a config thing?
[16:57:51] <alex_joni> back then yes
[16:57:56] <Jymmm> and now?
[16:58:17] <alex_joni> now it's a config thing
[16:58:48] <Jymmm> alex_joni: I was thinking arial camera =)
[16:59:06] <alex_joni> has been done a while ago
[16:59:14] <Jymmm> ah
[16:59:19] <alex_joni> but you need a couple more DOFs
[16:59:25] <alex_joni> for turn/tilt
[16:59:38] <Jymmm> alex_joni: Yeah, nfc on that =)
[16:59:54] <Jymmm> google cam =)
[16:59:57] <alex_joni> an existing turn/tilt gimbal probably
[17:00:13] <spooq> hi
[17:00:23] <Jymmm> alex_joni: google street cam upside down
[17:00:33] <alex_joni> you could suspend the car
[17:00:34] <spooq> I'm going to give LinuxCNC a go, after my Mach3 machine died
[17:00:47] <Jymmm> alex_joni: lol
[17:00:50] <spooq> I'm trying to figure out if there is a screen for probing?
[17:01:05] <spooq> I haven't hooked up to my machine yet, just playing with the new computer offline
[17:01:23] <spooq> when I am able to un-estop, I can hit the probe button I think?
[17:01:52] <spooq> and then that runs a GUI to do the probing?
[17:16:28] <alex_joni> spooq: there is a probing program
[17:16:35] <alex_joni> but it depends what you want to accomplish
[17:20:36] <spooq> well I see the probe programs
[17:20:39] <spooq> theres a few
[17:20:55] <spooq> I'm looking for a screen that gives simple probing with a click
[17:21:04] <spooq> x/y/z to start with
[17:21:15] <spooq> more advanced stuff like hole center finding would be good too
[17:21:22] <spooq> or corner finding
[17:22:17] <JT-Shop> mystery solved the third wire is a tach wire and the best part is...
[17:22:30] <JT-Shop> it had a 24v regulator in it!
[17:24:11] <JT-Shop> the electric shop is converting it to conventional 2 wire 12v regulator
[17:24:53] <JT-Shop> now I can use the millions of wiring diagrams to hook up the sense and field wires
[17:29:42] <spooq> it seems like LinuxCNC doesn't have as many pre-made screens as Mach3?
[17:30:12] <JT-Shop> I wouldn't have a clue
[17:30:19] <alex_joni> spooq: nope
[17:30:28] <alex_joni> just a couple of existing GUIs
[17:30:32] <spooq> ok
[17:30:41] <JT-Shop> hi alex_joni
[17:30:43] <alex_joni> and there are some user configurable ones aswell
[17:31:22] <spooq> yeah I see the files on how to setup Halui with a couple buttons
[17:31:24] <alex_joni> pyvcp and such
[17:31:29] <spooq> to do z touch
[17:33:43] <spooq> I'll give it a go another day
[17:33:48] <spooq> cya guys
[18:00:48] <maZer`-> hi all :)
[18:22:29] <alex_joni> evening maZer`-
[20:13:24] <XXCoder> awesome!
http://sploid.gizmodo.com/fall-in-trance-with-this-time-lapse-video-of-wood-shave-1601281149
[20:15:04] <jdh> got the rest of my 6040. Went to check the web site for something and they seem to have stopped selling it in the last week.
[20:19:32] <CaptHindsight> jdh: did you get the last one?
[20:19:58] <jdh> could be!
[20:20:34] <XXCoder> you guys should watch the video
[20:21:38] <jdh> what video
[20:21:43] <XXCoder> http://sploid.gizmodo.com/fall-in-trance-with-this-time-lapse-video-of-wood-shave-1601281149
[20:21:56] <XXCoder> not that silly gif
[20:22:00] <jdh> does it have kittens?
[20:47:02] <jdh> anyone happen to have config info handy for carving-cnc 6040? driver timings, screws, uSteps, etc?
[20:50:16] <t4nk567> Does anyone here deal with EMC Clariion CX3 SAN arrays?
[20:51:01] <jdh> EMC = CNC machines run by LinuxCNC
[20:51:27] <t4nk567> rofl so i got the wrong emc
[20:52:01] <jdh> this EMC is no longer EMC due to your EMC's lawyers
[20:53:20] <ds3> EMC == Electro Magnetic Compliance
[20:54:47] <ds3> how do most folks here deal with moving projects in progress between machines? (alignment/realignment/etc)
[20:55:07] <jdh> have good index points on the work
[20:55:32] <ds3> how do you line up the index points?
[20:56:17] <ds3> say, you start a project on a 3D printer, move it to a laser cutter for trimming, and then to a mill for final surfacing
[20:57:37] <ds3> i know the old school method is to have a jig with a reference surface to locate the index points but...
[21:00:49] <jfigie> PCBs use tooling holes to align board to test machines and fixtures
[21:01:23] <jfigie> I have done that with work where i machined one side then flipped the part over.
[21:02:09] <ds3> isn't that a lot of work for one off's?
[21:02:23] <toastyde1th> that's why one-offs are expensive
[21:02:49] <ds3> been thinking of a camera to locate points and then feeding the X/Y's of the marks into a perl script to rewrite G-code
[21:03:02] <ds3> trying to find a way around it
[21:03:15] <ds3> problem is no single machine does everything
[21:03:35] <jfigie> why rewrite the gcode. just do rotational and linear translation.
[21:03:55] <ds3> is there a way to do it with G-code by itself?
[21:04:56] <toastyde1th> generally speaking auto-alignment in the g-code produces terrible looking parts
[21:05:09] <ds3> think a few years ago I asked about something like g54 to do it and it doesn't exists at that point
[21:05:12] <toastyde1th> it's best to print a part and treat it like you would a casting - your first operation is to machine reference surfaces on it
[21:05:50] <toastyde1th> usually cast parts will have reamed holes for location
[21:06:09] <ds3> that's what I remember from classes... for what I am thinking of, that'd would almost certainly mean having to do jigs to hold it
[21:06:17] <toastyde1th> nah, usually you just have a plate
[21:06:26] <ds3> isn't the plate the jig?
[21:06:33] <ds3> or do I have the wrong terminology?
[21:06:36] <toastyde1th> sure, but it's not one-part
[21:06:59] <toastyde1th> our shop had a bunch of jig plates and we just drilled holes in them as necessary, and marked off in the job book which plates had which holes
[21:07:17] <toastyde1th> and stamped numbers into the plate, so you'd have "plate 4, holes 24, 25, 26"
[21:07:41] <toastyde1th> lasts for years
[21:07:46] <toastyde1th> tons of jobs
[21:07:52] <ds3> ah and the plate would work for many parts by calling out different holes?
[21:07:54] <toastyde1th> esp. if you re-use the same fixturing pattern
[21:07:55] <toastyde1th> yep
[21:08:13] <toastyde1th> and we used spring pins, in the part
[21:08:23] <toastyde1th> not super accurate but close enough, within a few tenths
[21:08:37] <ds3> I'd be happy if I can get within a few thou
[21:09:27] <toastyde1th> the only issue is usually hold-down, you either need bolt holes in the part, or toggle clamps
[21:09:37] <ds3> would I be correct in concluding that cameras are not good enough?
[21:09:41] <toastyde1th> usually we had bolt holes in our parts anyway so we just marked and tapped the plate, too
[21:09:52] <toastyde1th> cameras can be good enough, but error prone
[21:10:03] <ds3> for stuff I am thinking of, magnets are sufficient hold downs
[21:10:15] <ds3> error prone in what way?
[21:10:27] <toastyde1th> you never have the part sitting on the table the same way twice
[21:10:34] <ds3> i.e. is it worse then trying to use a wiggler or a mechanical edge finder
[21:10:36] <toastyde1th> and most machines have servo problems at certian angles
[21:10:49] <ds3> I see
[21:11:23] <toastyde1th> with true alignment, you can have the part the same way in the machine, every time, and you can take it out, put it back, and be reasonably sure that no more than .001" will come off if you run the part again
[21:11:58] <toastyde1th> a camera works just fine for x,y alignment, just like an edge finder would
[21:12:02] <ds3> that's for the same machine... I'd think you lose more then that if you move to a different machine...i.e. mill to lathe
[21:12:14] <jfigie> if you have to pins or holes in the part you can use a coaxial indicator or center scope to locate the 2 holes. But I don't think this is very fast way to align the part
[21:12:16] <toastyde1th> that is entirely setup dependant
[21:12:38] <toastyde1th> for instance, if you really do care, you can pop new holes in your plate every single time
[21:12:49] <toastyde1th> and then your part positional tolerance is within the machine's free path tolerance
[21:13:44] <ds3> that's the other half that I been thinking of - what if my "1 inch" isn't really 1 inch... can I just scale it to use the 1st machine's definition of 1 inch
[21:13:51] <toastyde1th> sure
[21:14:07] <toastyde1th> the biggest source of error is in setup - any other errors can, with care, be calculated out
[21:15:00] <ds3> that almost sounds like something you need to learn as an apprendice rather then by reading
[21:15:15] <toastyde1th> it takes practice, really
[21:15:36] <toastyde1th> read about geometric tolerancing and positioning, and then think to yourself, "how am i generating these errors"
[21:15:49] <toastyde1th> what is my machine, what is my setup
[21:16:27] <ds3> I went through a class on GD&T... it is connecting that to reality that I am trying to do
[21:17:09] <toastyde1th> a pair of aluminum vise jaws are the most accurate fixture you can have in the shop
[21:17:21] <toastyde1th> the more of your setup you can machine in place, the more accurate you will be.
[21:17:34] <toastyde1th> everything that comes from off the machine and is put on, the more error.
[21:18:13] <ds3> no arguments with that; it is the moving between machines that has me scratching my head
[21:18:23] <toastyde1th> why?
[21:18:36] <toastyde1th> if you have fixture 1 on machine 1, and fixture 2 on machine 2
[21:18:57] <toastyde1th> as long as both fixtures are cut on their respective machines and not moved, you're going to have the same zero point on the part in both machines
[21:19:58] <toastyde1th> because you no longer have to align everything, you picked an arbitrary zero and cut from there.
[21:23:47] <ds3> but how do I transfer the '0' and orientation between the machines?
[21:43:37] <toastyde1th> you don't - you zero the machine, and cut the fixture wherever it's zeroed
[21:44:17] <toastyde1th> you don't pick a particular zero
[21:44:23] <toastyde1th> you just say "here's good enough"
[21:48:55] <skunkworks_> actually saw this on a car today..
http://www.ebay.com/itm/like/111184329130?lpid=82
[23:49:15] <anarchos> can linuxcnc run multiple machines from the same instance?
[23:53:32] <zeeshan> at the same time?
[23:54:25] <anarchos> yea
[23:54:36] <zeeshan> not that i've seen
[23:54:53] <zeeshan> you can have multiple configurations
[23:55:04] <zeeshan> but i don't think you can run em at the same time
[23:55:19] <anarchos> i 'spose it would be possible to run multiple linuxcnc boxes communicating to each other
[23:55:34] <zeeshan> yea
[23:55:47] <zeeshan> what are you trying to do
[23:56:25] <anarchos> i'm day dreaming about an overhead 6 axis robot arm on a gantry crane that can load/unload/manipulate parts on multiple cnc mills
[23:56:55] <zeeshan> do you know how it's done in industry?
[23:56:58] <XXCoder1> heh if we ever find a way to use 4th dimension...
[23:57:01] <anarchos> nope
[23:57:14] <XXCoder1> we would have x, y, z, w axises
[23:57:19] <zeeshan> so like say you're going from a turning operation -> robot -> grinder
[23:57:35] <anarchos> yeah, exactly
[23:57:52] <zeeshan> when the turning operation (program ends), it'll switch an output on a PLC
[23:58:18] <zeeshan> the plc then outputs a robot operation start
[23:58:38] <zeeshan> when the robot program ends, another relay is switched which the plc sees
[23:58:47] <zeeshan> and then the grinder operation starts
[23:58:58] <zeeshan> so basically what im saying is there is a master PLC that controls it all
[23:59:01] <anarchos> hmm
[23:59:05] <anarchos> that makes sense
[23:59:28] <zeeshan> they add a lot of redunancy steps in between
[23:59:55] <zeeshan> like they'll actually have a physical detector to see if for example the robot actually loaded the part right
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}