Back
[00:04:34] <XXCoder2> lee hmm but I dont know anyone
[01:37:19] <_abc_> Hello. Can somone please tell what the most recent version of tcl/tk is, which they have on a linuxcnc stock install? I.e. ubuntu lts 10.04 based linuxcnc, presumably updated several times.
[01:37:26] <_abc_> (carefully updated...)
[02:03:40] <Deejay> moin
[07:37:39] <ssi> woo, 11 hours of sleep :D
[07:49:25] <Loetmichel> ssi: btw;: are yiou in any way related to the shredder company?
[08:36:40] <ssi> Loetmichel: nope!
[09:49:25] <ssi> lonely in here this morning
[09:50:01] <jdh> we were waiting for you.
[09:50:17] <ssi> been here for two hours!
[09:51:01] <jdh> I thought you went back to sleep.
[09:51:08] <ssi> you thought wrong, sucka
[10:03:26] <ssi> hey jdh I have a proposition for you
[10:03:53] <ssi> come fix the pneumatics on my hardinge, and I'll subsidize the price of the 602 down to your $1200 :)
[10:36:27] <jdh> ssi: I'm already back home. Could have diverted through atlanta, but no longer.
[10:37:35] <ssi> booo
[10:39:14] <jdh> and, you never sent me pics.
[10:39:23] <ssi> ok ya got me there
[10:39:54] <jdh> and anything that involves I285 has to be really worth it.
[10:40:06] <ssi> psh
[10:40:25] <ssi> actually I wouldn't use 285 to get to my house from wherever you're coming from
[10:40:35] <ssi> down 85, up 75 is better in my opinion
[10:40:41] <ssi> 285 is slightly SHORTER, but not faster
[10:41:02] <jdh> coming in 20 from the east.
[10:41:11] <ssi> oh well then no 285 that way either
[10:41:18] <ssi> 20 to the connector and up
[10:41:22] <ssi> shorter AND faster
[12:07:05] <Connor> ssi: Why you selling your lathe ?
[12:08:00] <IchGuckLive> hi all B)
[12:08:37] <LeelooMinai> any thoughts of stepper motor temperature? I have DQ542MA Chinese drivers with a switch for holding current (set to half of the max I think now,) and my steppers get to about 62 or so deg C - not sure if that's normal or I should chance some current settings?
[12:08:45] <jthornton> http://www.spyderpalooza.com/ chance to win a Can Am Spyder and help a wounded warrior
[12:08:53] <LeelooMinai> chance=change
[12:08:55] <ssi> Connor: I have three lathes, it doesn't get used, and I need to start trimming down
[12:09:21] <IchGuckLive> LeelooMinai: what vots are on the %42
[12:09:25] <IchGuckLive> 542
[12:09:43] <LeelooMinai> What what? :)
[12:09:48] <IchGuckLive> 24V 36V 48V
[12:09:54] <archivist> LeelooMinai, mint get hot too if not cooled by the machines metalwork
[12:09:59] <LeelooMinai> The PSU is 36V one
[12:10:01] <archivist> mine
[12:10:13] <IchGuckLive> thats ok at that
[12:10:22] <archivist> hot is relatively normal for steppers
[12:10:44] <IchGuckLive> <- adrees with archivist
[12:11:01] <Connor> agrees
[12:11:03] <LeelooMinai> Well, the thing that worries me, is that the frame acts as a heatsink - will it not change shape a bit if steppers will continuously heat it like that?
[12:11:26] <IchGuckLive> never mind
[12:11:35] <archivist> not enough to worry about
[12:11:47] <IchGuckLive> if you go up to 48V it will cool down to about50Deg
[12:12:15] <LeelooMinai> Hmm... I think some time in the future I will mount therrmocouples on those steppers
[12:12:29] <LeelooMinai> TO have some data/idea of what happens with them
[12:12:41] <CaptHindsight> LeelooMinai: yes, but not beyond what your linear bearings actually twist and turn
[12:13:05] <LeelooMinai> Do servos heat as much too?
[12:13:11] <archivist> my well mounted steppers only get warm, the one on pillars gets hot
[12:13:46] <LeelooMinai> Did anyone mount cooling fans for steppers? :)
[12:13:47] <Connor> LeelooMinai: Your over thinking it..
[12:13:54] <archivist> servos will run cooler because the only use power under load
[12:14:25] <LeelooMinai> Connor: Well, I am trying to get an idea if to worry - 62 deg C is actually pretty hot if you touch it - almost burning hot
[12:14:32] <archivist> ssi only 3, not enough lathes to call an excess
[12:15:00] <Connor> One thing is.. most good quality drivers will reduce current if the steppers are idle..
[12:15:01] <ssi> archivist: I have three lathes, two of them CNC, and no CNC mill :(
[12:15:15] <Connor> what sort of driver you using ?
[12:15:35] <archivist> I dont like drivers reducing current
[12:15:38] <LeelooMinai> Connor: The drivers I have have a dip switch there to set the holding current to full or half the maximum - that's all (DQ542MA)
[12:15:39] <IchGuckLive> Connor: leadshine clones
[12:16:06] <IchGuckLive> LeelooMinai: you respected RM to Peak
[12:16:07] <LeelooMinai> I just bought most affordable ones for the start - I need to get a sens of all of this first to think about something more fancy (if needed)
[12:16:21] <CaptHindsight> LeelooMinai: not sure what tolerance your bearings and screws have but I use a similar design for machines that hold <10um accuracy and repeatability
[12:16:33] <LeelooMinai> I believe so - I have 3A steppers there - they are pretty big
[12:17:00] <LeelooMinai> 57BYGH1150003B
[12:17:08] <IchGuckLive> try to get one down and see igf they stall on load
[12:17:37] <LeelooMinai> Right, I guess I can set the current down
[12:17:59] <LeelooMinai> What are your thoughts on servos in such machines instead of steppers? Does it even make sense to consider them?
[12:18:03] <IchGuckLive> BUT as we all said it is ok at that temp
[12:18:33] <LeelooMinai> I mean - would I gain anything or I should not bother?
[12:18:40] <IchGuckLive> budget is all you need
[12:18:54] <CaptHindsight> LeelooMinai: I rarely use steppers, but it depends on what your machine is for
[12:19:30] <IchGuckLive> i run a 2,5tonn mashine on nema 23 with 30:1 gearing and it works
[12:19:55] <IchGuckLive> no room for nema34 12Nm
[12:19:56] <LeelooMinai> Well, it's really just a hobby CNC "platform" for all sorts of experments with attachments - drilling, millin, using laser to cut things later or make pcb stencils, etc.
[12:20:15] <CaptHindsight> how fast do you need it to go, how accurate etc etc
[12:20:24] <IchGuckLive> you are good to stay your setup
[12:20:51] <LeelooMinai> I would value accuracy more than speed - that's why I used 5mm per rev ballscrews
[12:20:54] <IchGuckLive> LeelooMinai: what board you got or a mesa involved
[12:21:13] <LeelooMinai> I plan to buy mesa 6i25 kit soon
[12:21:19] <IchGuckLive> Ballscrews so you are realy in business
[12:21:33] <LeelooMinai> For now I have MB with parallel port and cheap chinese BOB
[12:21:51] <IchGuckLive> did you consider the 20/25 accuracy gearing-timingbelt makeover
[12:22:06] <IchGuckLive> its actuly the 1,25 divider
[12:22:11] <CaptHindsight> LeelooMinai: I'd work on getting that machine square first
[12:22:32] <IchGuckLive> so 32/40 is also a good kombination
[12:22:46] <LeelooMinai> CaptHindsight: Yes, once I figure out homing, that's my next step. I have those linear scales attached - I was hoping this will help me during sqaeing it
[12:23:14] <LeelooMinai> IchGuckLive: You live in Europe maybe? :)
[12:23:18] <IchGuckLive> oh did you read the homing in tehe integreter manual
[12:24:10] <LeelooMinai> I did. But yesterday I forgot I did not cut the end block mout to right size yet and crashed the thing inot one side before it reached the switch:)
[12:24:13] <IchGuckLive> yes europ 400/5 eqels 0.01 precise here with a 20/25 system on it PERFECT setup
[12:24:15] <ssi> IchGuckLive: btw I got all my homing working
[12:24:17] <Connor> Steppers vs Servos is a long time debate.. If spec'd correctly.. Steppers are just fine.
[12:24:31] <ssi> IchGuckLive: gantrykins is no good... I ended up switching to ja4/gentrivkins
[12:24:32] <CaptHindsight> LeelooMinai: what metrology do you have? You seem to get how this works more than most.
[12:24:44] <LeelooMinai> IchGuckLive: I asked because you used k instead of c - I was born in Poland, I would do it sometimes too
[12:24:50] <IchGuckLive> ssi i hacked my own skins now
[12:24:57] <ssi> sounds painful :D
[12:25:03] <LeelooMinai> CaptHindsight: Metrology?
[12:25:03] <Connor> and are easier to use in the long run. Servo's require some sort of reduction most of the time, and you have to tune them. which can be a PITA
[12:25:30] <LeelooMinai> Well, today in the morning I cut that block to size, so soon I will test homing again
[12:26:18] <LeelooMinai> Still lots of things to do later. I would like to build some kind of acrylic or polycarbonate case for it
[12:26:25] <CaptHindsight> LeelooMinai:
http://en.wikipedia.org/wiki/Metrology
[12:27:26] <LeelooMinai> CaptHindsight: I am just a hobbyist - I worked as a programmer, then picked up EE as a hobby 3 years ago. Also decided I would like to have CNC to get into maybe some robotics
[12:28:33] <LeelooMinai> So it's all new to me, but I read a lot and have some ideas about how those things work
[12:28:45] <CaptHindsight> LeelooMinai: keep "over thinking", that an impressive first machine using just a drill press and router table
[12:29:19] <LeelooMinai> CaptHindsight: Well, I also used a mitre saw with a blade for aluminum
[12:29:38] <LeelooMinai> That's why I tried to stay away from steel - I would have problems cutting it
[12:30:34] <LeelooMinai> I guess I could use an angle grinder with one of those cutof disk - I don't know - I am more comfortable with aluminum
[12:30:54] <CaptHindsight> when you get some measurement tools you can square that up, then replace/improve parts
[12:31:39] <LeelooMinai> Right, I have dial indicators and those attached linear "callipers" - will use these for now to make it decent
[12:32:51] <LeelooMinai> At some time I will also RE the interface to those scales and maybe will design some kind of readout and get the data into the PC - for now they jsut have small LCD displays
[12:33:48] <LeelooMinai> They were pretty cheap:
http://www.aliexpress.com/item/0-150mm-0-01mm-Remote-Digital-Readout-digital-linear-scale-External-Display-5403-150/1083607144.html
[12:34:17] <LeelooMinai> But they also have those glass ones, with better accuracy:
http://www.aliexpress.com/item/Free-Shipping-300mm-500mm-Glass-Scale-Linear-Scale-for-Digital-Readout-System-HXX/1550423747.html?s=p
[12:34:27] <LeelooMinai> I thought they may be a bit overkill for now though
[12:34:36] <CaptHindsight> if you're concerned about thermal expansion then you'll be able to figure out encoders and scales
[12:35:33] <LeelooMinai> How about cooling the steppers? :)
[12:35:41] <CaptHindsight> build a cheap interferometer and watch it grow over temp
[12:36:30] <CaptHindsight> you'll see a few microns in Z
[12:36:43] <CaptHindsight> before and after the steppers heat it up
[12:37:19] <LeelooMinai> Right, I guess if this will really become a problem I will think more, but for now I will concentrate on basics
[12:37:44] <CaptHindsight> won't be a problem
[12:38:18] <CaptHindsight> increase the surface area or the rate of airflow across them
[12:38:28] <CaptHindsight> if you want
[12:39:27] <CaptHindsight> unless you use it 24/7 you won't have problems soon
[12:39:58] <LeelooMinai> No, it's not for "production" or anything - just light hobby use
[12:40:30] <IchGuckLive> i only boil the water on a 10hr shift on the plasma
[12:40:53] <IchGuckLive> the steppers are quit cool
[12:41:26] <IchGuckLive> 32meters of movement per sheet about 150 to 180 sheets per shift
[12:42:55] <ssi> LeelooMinai: god help you when you start learning about scraping iron
[12:43:35] <LeelooMinai> I actually saw a video about it:)
[12:43:44] <archivist> hot chips flying around the place
[12:44:06] <ssi> LeelooMinai: that stuff fascinates me... being able to make reference flat surfaces without a reference flat surface
[12:44:13] <ssi> or make a dead square without a square reference
[12:44:41] <LeelooMinai> Well, they guy I watched was using a granite slab for it - what are they called... forgot
[12:44:47] <ssi> surface plate
[12:44:50] <LeelooMinai> Right
[12:44:53] <ssi> that's the way it's done mostly
[12:44:57] <ssi> but read about the history of metrology
[12:45:05] <ssi> people could measure to a millionth of an inch in 1850s
[12:45:07] <ssi> amazes me
[12:45:13] <IchGuckLive> hot chipping on crome iron is good but on Titanium it will burn your shop
[12:45:26] <LeelooMinai> But it seemed laborous - I am really not into things that require a lot of physical effort:)
[12:45:40] <ssi> it's laborious alright... I tried it. didn't like it
[12:45:53] <CaptHindsight> LeelooMinai: and hand lapping
[12:45:59] <ssi> I wanted to see if I could scrape in my clausing lathe
[12:46:06] <ssi> it's a nice lathe but its worn out
[12:46:21] <LeelooMinai> Right, that reminds me that I left the task of making the actual XY table part for my machine for later
[12:47:00] <LeelooMinai> Because once I looked into some nice aluminum ones (alcoa or something... the ones that are made for flatness), and almost fained when quoted the price
[12:47:19] <ssi> yeah, mic6 cast tooling plate :)
[12:47:29] <LeelooMinai> O, right, this one
[12:48:06] <LeelooMinai> So I guess that's out of the question now. I am not sure also if I want to drill some holes in that plate, or have those t-slots like I saw or what - I will need to somehow fix anything I will wont to work with
[12:48:20] <LeelooMinai> want*
[12:48:48] <LeelooMinai> Hmm, that homing did not work as I expected - it just ended with limit switch tripping error now
[12:49:10] <LeelooMinai> I thought it should just go the other way after hitting the limit switch
[12:49:19] <IchGuckLive> http://foengarage.de/pcb.jpg LeelooMinai
[12:49:58] <LeelooMinai> O, right, I may try this too, though currently I just etch prototpye pcbs or just order ones from iTead fab
[12:50:42] <LeelooMinai> https://www.flickr.com/photos/100017731@N03/13961452253/ <- those are all designed by me and made in China (pcbs that is), but reflowed at home
[12:50:43] <IchGuckLive> thealch3m1st: Welcome
[12:51:17] <Connor> LeelooMinai: Pic of you machine?
[12:51:40] <LeelooMinai> Connor:
https://www.flickr.com/photos/100017731@N03/14215648455/in/photostream/
[12:52:02] <LeelooMinai> There are more pics in the photostream
[12:52:08] <LeelooMinai> I am on two of them too
[12:52:56] <ssi> LeelooMinai: cnc work is really good for polymaths, which you clearly are :)
[12:53:04] <ssi> LeelooMinai: you have to have skills in a lot of disciplines
[12:53:32] <IchGuckLive> but not to bee the perfect master nerd
[12:53:33] <LeelooMinai> Yes, I guess programming and EE skills are good
[12:53:37] <ssi> yep
[12:53:52] <IchGuckLive> lots of gardeners use CNC
[12:53:54] <ssi> I'm similar... software and EE by trade
[12:54:09] <ssi> but I've dabbled in lots of fields
[12:54:16] <ssi> https://www.flickr.com/photos/100017731@N03/13576450145/in/photostream/
[12:54:19] <ssi> I like that display... oled?
[12:54:43] <LeelooMinai> I need new things - otherwise after few years I would get bored and depressed
[12:54:57] <LeelooMinai> Yes, thats a tiny oled - they are pretty cheap from Chine - $4 or so
[12:55:15] <LeelooMinai> But they are super-nice in terms of contrast and visibility in daylight
[12:55:18] <ssi> LeelooMinai: last year I designed and built a bunch of bitcoin asic miners
[12:55:29] <IchGuckLive> i got one that caress Basilikum with a cnc to grow faster in his Dr examiin
[12:55:51] <ssi> this winter I was hired to retrofit a cnc mill for a company that does hydroponics, and then later they had me design and manufacture them an industrial control to run all their environmental systems
[12:56:09] <LeelooMinai> A, those - I used to mine too - that big TV I have there is because one day when bitcoin went to $1000 or so, I found 0.75 BTC ina backup and sold it:)
[12:56:15] <ssi> haha
[12:56:22] <ssi> I bought a bunch of gold with btc
[12:56:27] <ssi> and still have 11btc kicking around
[12:56:38] <IchGuckLive> ssi: it goes on and one till your worklive ends and beond
[12:56:38] <ssi> miners are still running, but not making nearly the dent they used to
[12:56:46] <ssi> I have 500GH of asics online
[12:56:55] <ssi> was quite a setup back in october
[12:56:56] <LeelooMinai> right, I think now even those asics are not that profitable
[12:57:13] <LeelooMinai> But if one had them early at the right time... :)
[12:57:14] <ssi> not anymore
[12:57:21] <ssi> they're still making more than the power it takes to run them atleast
[12:57:27] <Connor> Bit Coins too much like a pyramid scheme IMHO....
[12:57:34] <IchGuckLive> i will be off of all stuff on 30th Aug this year
[12:57:39] <ssi> LeelooMinai:
https://pbs.twimg.com/media/BbGW0_1CAAAWQ71.jpg
[12:57:45] <ssi> Connor: just cause you don't understand it :)
[12:57:46] <IchGuckLive> no more CNC or even no WWW
[12:57:55] <ssi> IchGuckLive: where you going?
[12:58:00] <Connor> ssi: No. I understand it.
[12:58:03] <IchGuckLive> in the outback
[12:58:06] <ssi> nice
[12:58:17] <ssi> Connor: if you understood it you wouldn't consider it a pyramid scheme :P
[12:58:25] <LeelooMinai> I was not very speculative when I mined - just did calculations and knew they will bring some money - at least I have some free GPUs now and made maybe $1k or so, that's all. I am not into gambling.
[12:58:43] <ssi> LeelooMinai: I gambled a lot of my time, but not so much money
[12:59:01] <ssi> LeelooMinai: I got four chips as samples back in july of last year from a friend, and developed a board and wrote a mining client
[12:59:05] <IchGuckLive> ssi: burningman type
[12:59:16] <ssi> once I had it working, I spent the money I had mined so far to buy more chips
[12:59:33] <ssi> did that twice... then spent $2500 out of my own pocket along with $2500 in bitcoin to buy a bunch of chips, those have been running ever since
[12:59:38] <ssi> and they've earned about $20k total
[12:59:48] <IchGuckLive> ssi chips with couponing you can get some free
[13:00:06] <IchGuckLive> Potato chips
[13:00:07] <LeelooMinai> ssi: That's still a win - and you did some EE design which is interesting imho
[13:00:12] <ssi> LeelooMinai: exactly
[13:00:28] <ssi> I was a bit too aggressive... I put twelve chips on a board that was 50x100mm
[13:00:39] <ssi> the chips were around 5W apiece
[13:00:43] <ssi> VERY hot board
[13:00:48] <ssi> ended up having blistering and delamination
[13:01:08] <LeelooMinai> You did not put some active cooling on them?
[13:01:10] <ssi> also it takes about 40A at 0.75V to run 12 chips
[13:01:13] <ssi> yes there's active cooling
[13:01:15] <ssi> https://pbs.twimg.com/media/BbGW0_1CAAAWQ71.jpg
[13:01:16] <IchGuckLive> EE need space around them
[13:01:40] <LeelooMinai> ssi: Ok, I see you went pretty extreme there:)
[13:01:42] <ssi> so there's 4 x 4 x 12 chips in that picture... 192 chips
[13:01:45] <ssi> about 1000W
[13:01:58] <ssi> that one server power supply is 80A @ 12V, running the whole thing
[13:02:12] <ssi> it was an interesting ee challenge :)
[13:02:24] <LeelooMinai> And all asics? That must be one crazy hashrate there...
[13:02:30] <ssi> yeah all asics
[13:02:33] <ssi> they're 2.5GH apiece
[13:02:37] <ssi> around 500GH total
[13:02:37] <IchGuckLive> at that amount SDram is the way to go
[13:03:16] <ssi> for reference, video cards do about 0.7GH each, at a cost of about 200W each
[13:03:20] <ssi> these chips do 2.5GH on 5W
[13:03:22] <ssi> pretty amazing
[13:03:52] <LeelooMinai> Yes, the only problem is that more crazy people like you do that and it's not so profitable any more:)
[13:04:07] <ssi> it's definitely harder now
[13:06:34] <ssi> oh another fun thing I did
[13:06:48] <ssi> before I got the asics, I wrote a hasher implementation in verilog, with SPI host
[13:06:54] <ssi> had an fpga on a beaglebone black hashing
[13:07:06] <ssi> not a particularly good fpga for it, but it was a cool proof of concept
[13:07:07] <jdh> dcc send ssi life
[13:07:10] <jdh> <urk>
[13:07:24] <ssi> jdh: I've lived a dozen lives, thank you very much :)
[13:08:00] <LeelooMinai> That's nice. I am designing an STM32 dev board now with Lattice FPGA - at least I was, but now I am getting this CNC to work
[13:08:20] <LeelooMinai> So many things to do, so little time
[13:08:23] <ssi> yep
[13:08:37] <ssi> need to figure out how to become independently wealthy so I dont' have to waste all my time working
[13:08:51] <LeelooMinai> Maybe kickstart something:)
[13:08:57] <ssi> actually I have before
[13:09:00] <ssi> just not something to make me wealthy
[13:09:02] <jdh> yeah, that work thing sucks
[13:09:31] <LeelooMinai> I saw some pretty stupid projects get founded hundreds of thousands of dollars
[13:09:41] <ssi> yeah, that's kickstarter
[13:09:52] <LeelooMinai> And awsome ones that did now make it:)
[13:09:53] <ssi> ours was a record, so not a stupid project, but not a world-changing technology product either
[13:09:54] <DaViruz> solar roadways for example ;)
[13:10:04] <ssi> it was mostly just a good way for us to force our friends and family to give us money :)
[13:10:09] <Connor> ssi yours ? what was it ?
[13:10:17] <LeelooMinai> Dave on eevblog made a video about those roadways
[13:10:24] <ssi> Connor:
https://www.kickstarter.com/projects/cboehmig/used-for-comparisons-new-album-the-great-divide
[13:10:36] <LeelooMinai> Pointing out how they will not work
[13:11:11] <Connor> LeelooMinai: Roadways ?
[13:11:32] <LeelooMinai> Yes, those hexagonal solar panels in the roads
[13:11:40] <LeelooMinai> With leds
[13:11:44] <Connor> Oh. I thought that was a very neat idea
[13:11:53] <LeelooMinai> In theory maybe
[13:12:01] <ssi> I'm all about alternative energy, when it's sensible
[13:12:06] <ssi> it's just rarely sensible these days
[13:12:19] <ssi> kneejerk environmentalism doesn't do anything for me
[13:12:32] <LeelooMinai> https://www.youtube.com/watch?v=obS6TUVSZds
[13:12:38] <LeelooMinai> The title says it all:)
[13:12:51] <ssi> ahaha
[13:13:04] <LeelooMinai> Connor: Do you have by a chance a channel on youtube? I watched some Connor EE channel once
[13:14:26] <Connor> https://www.youtube.com/user/Conno9220
[13:14:30] <Connor> Just that.
[13:14:31] <LeelooMinai> I think he is right though, they seem like a nice idea, but from the practical point, when you calculate all that is involved - maybe be not that great, unless technology gets better in some areas
[13:15:01] <LeelooMinai> O, I see - that's not that Connor then - he was called Connor Wolf
[13:16:09] <LeelooMinai> I also wonder what would drivers really say if someone told them they will drive on glass:)
[13:19:32] <ssi> I've said it before, and I'll say it again... the internet is full the fuck up with armchair engineers
[13:21:10] <ssi> I got in an argument with an armchair engineer once upon a time who was convinced the future was tethered platforms that fly 15k' up and generate wind power
[13:21:16] <LeelooMinai> I think that solar roadways project got $2 mil or so in funds - basically free money for the people behind it
[13:21:23] <DaViruz> https://www.youtube.com/watch?v=uuGoDlG-qeA#t=69
[13:21:33] <DaViruz> that's what i'd say if everyone had to drive on glass
[13:22:36] <LeelooMinai> Only 1 season - you had to remind this
[13:22:54] <DaViruz> it's a shame
[13:24:17] <Connor> LeelooMinai: Yea.. I do Robotics and CNC stuff for hobby.. Not very much in the way of videos etc..
[13:25:03] <LeelooMinai> Hm, apparently that stepper that got to 62 deg C was one that had the holding current switch in other way - had full current hold, not half-current as the other ones. It's not so bad then.
[13:25:39] <LeelooMinai> I watch tv shows when I eat something:)
[13:26:22] <LeelooMinai> So I don't just sit and eat there and I don't feel guilty I waste my time on tv show eaither
[13:27:01] <jdh> you could be looking at pics of kittens on the internette instead
[13:28:07] <LeelooMinai> I like cats, and have one, but one has to draw a line somewhere
[13:28:14] <ssi> hahah
[13:29:35] <jdh> http://tinyurl.com/nunud5m There you go.
[13:30:41] <LeelooMinai> What were you making stone-age spears there? :)
[13:31:34] <jdh> spears?
[13:31:42] <LeelooMinai> https://plus.google.com/photos/112430417093824344570/albums/5966301610685966705/5966302244434227970?banner=pwa&authkey=CMOD7bDvp8SqPw&pid=5966302244434227970&oid=112430417093824344570
[13:31:46] <IchGuckLive> im off bYE
[13:31:55] <jdh> oh. I thought the tinyurl would go to the single pic, not the album
[13:32:13] <jdh> those are shark teeth
[13:32:15] <LeelooMinai> I got whole album
[13:32:44] <LeelooMinai> Why do you have so many shark teeth - that's a bit wierd
[13:33:13] <jdh> I collect them.
[13:33:23] <jdh> in buckets, then I sell them.
[13:33:38] <LeelooMinai> So you find them on a shore?
[13:33:44] <LeelooMinai> Or kill the sharks? :)
[13:33:50] <jdh> in the ocean. 90-110ft deep
[13:34:12] <LeelooMinai> A, I see - so you scuba dive for them?
[13:34:32] <jdh> yep
[13:34:52] <LeelooMinai> I am not sure if I would do that if those teeth are on the bottom...
[13:35:02] <ssi> where's your sense of adventure? :)
[13:35:10] <jdh> the sharks they came from have been dead for millions of years
[13:35:19] <LeelooMinai> Ask me again ahen a shark attacks you
[13:35:48] <ssi> heh as someone who has fed sharks by diving, I promise I'm not concerned about it :)
[13:35:49] <LeelooMinai> O, so those are that old... hmm... ok
[13:35:57] <ssi> s/by/while/
[13:36:05] <jdh> sharks don't really 'attack' anyone
[13:36:49] <LeelooMinai> No?
[13:37:05] <mozmck1> they just eat them alive :)
[13:37:10] <LeelooMinai> they jsut eat them I guess
[13:37:35] <LeelooMinai> Some of those teeth look pretty big
[13:37:37] <ssi> three fatal shark attacks in the us from 2006 to 2010
[13:37:42] <ssi> those are pretty long odds
[13:37:49] <jdh> the biggest I've found was 6.5"
[13:38:05] <mozmck1> can't be, "sharks don't really attack anyone"!
[13:38:07] <LeelooMinai> I read that the most deaths from creatures like that are from crocodilles/alligators
[13:38:22] <LeelooMinai> Thousands in India for example
[13:38:28] <jdh> we have alligators. and lots of sharks here.
[13:38:40] <LeelooMinai> I guess that's what happens though if you do your laundry in a river full of them
[13:38:41] <ssi> humans are terrible at evaluating risk
[13:38:47] <jdh> not me.
[13:39:06] <ssi> refuse to get in the ocean for fear of sharks, but will drive cars :)
[13:39:17] <jdh> no kidding.
[13:39:38] <jdh> driving down I95 is the most dangerous part of cave diving for me.
[13:39:42] <ssi> :)
[13:39:44] <ssi> I used to cave
[13:39:50] <mozmck1> heh, in Okefenokee I was told people have set their 2 and 3 year old's on full grown momma aligators for a picture.
[13:40:09] <LeelooMinai> I hope they had at least few of those children
[13:40:29] <_abc_> ssi: You never got stuck and had to be rescued, right?
[13:40:35] <ssi> nope
[13:40:59] <_abc_> mozmck1: Early birds get eaten, late ones get a nice photo
[13:41:00] <jdh> in general, there are no rescues from cave diving, just recoveries.
[13:41:07] <mozmck1> workers stopped them right quick. said they keep them well fed and have not had many problems overall.
[13:41:12] <_abc_> jdh: Did you see the German guy they got out now
[13:41:20] <ssi> often there's not even a recovery :)
[13:41:29] <jdh> nope
[13:41:49] <ssi> jdh: my latest batshit obsession is I want to get into blue water sailing
[13:41:56] <jdh> Edd has actually done 3 rescues in the last couple years.
[13:42:06] <LeelooMinai> It seems thare are many things that can go wrong when diving in close spaces
[13:42:13] <jdh> which is like 3x as many as ever before
[13:42:19] <ssi> LeelooMinai: oh yeah, tons of things that can go wrong... redundancy is your friend
[13:42:26] <jdh> risk mitigation via redundancy
[13:42:29] <_abc_> So what's the highest tcl/tk version you people have on a linux cnc machine running on ubutu 10.04 lts base?
[13:42:43] <LeelooMinai> jdh: You mean having a twin? :)
[13:43:15] <_abc_> Seriously, can someone please look?
[13:43:27] <ssi> "you people" hahah
[13:43:35] <LeelooMinai> I installed it on 12.04 and have tcl8.6 I think... let me see
[13:43:39] <_abc_> ssi: In the case of kids@alligators, redundancy planning means having twins?
[13:43:41] <mozmck1> friend of my dad's was in an underwater cave by himself, dropped the rope trying to get his light to come back on, almost ran out of air before finding the rope in the dark.
[13:44:03] <ssi> "by himself" was failure #1
[13:44:08] <ssi> solo caving is asking for trouble
[13:44:10] <_abc_> ssi: sorry 'you people and apes' ;)
[13:44:11] <LeelooMinai> _abc_: Why 10.04? 12.04 installation is pretty easy. I tried 14.04, but gave up after 3 days though:)
[13:44:13] <mozmck1> yep - he didn't do that again.
[13:44:20] <_abc_> LeelooMinai: the live cd is 10.04?
[13:44:24] <jdh> sailing bores the hell out of me.
[13:44:32] <mozmck1> solo underwater caving is worse
[13:44:39] <CaptHindsight> humans are good at evaluating risk, it's the socialization via mass media that runs them off the rails of critical thinking
[13:44:41] <LeelooMinai> _abc_: Well, yes, but do you have to use it?
[13:44:50] <_abc_> LeelooMinai: No, but it is the least effort way
[13:44:51] <jdh> I almost always do solo caving. Much more pleasant.
[13:44:52] <ssi> mozmck1: to be clear that's the only kind of caving I recognize ;)
[13:44:56] <_abc_> LeelooMinai: I hate ubuntu
[13:45:23] <_abc_> solo caving and solo diving, the most straightforward ways to improve the gene pool
[13:45:29] <jdh> bah
[13:45:29] <LeelooMinai> _abc_: But isn't that 10.04 live cd ubuntu too?
[13:45:41] <_abc_> maybe solo para jumping counts too with extra points for night jumps
[13:45:59] <_abc_> LeelooMinai: yes! Also it is the crappies linux distro I have seen since about 1995
[13:46:00] <LeelooMinai> And without parachute for extra points too
[13:46:15] <jdh> I like solo ccr scooter cave diving myself.
[13:46:29] <_abc_> macho
[13:46:38] <LeelooMinai> _abc_: It's kind of ancient - that's why I tried to get modern one working - 12.04 32-bit is 10 minutes of work thugh.
[13:46:51] <_abc_> I know but I would rather not touch it at all
[13:47:02] <_abc_> It has this MUSKY smell ... ;)
[13:47:06] <LeelooMinai> _abc_: All the packages are already there - you just install them and thone
[13:47:13] <LeelooMinai> done*
[13:47:26] <_abc_> The machine I need to get this on is so old it will probably croak during install
[13:47:54] <LeelooMinai> It gets weird when compiling for 64-bit and using git sources and different rtai versions and patches and...
[13:48:07] <_abc_> http://www.cnczone.com/forums/linuxcnc-formerly-emc2-/22969-use-ubuntu.html aha! this is how real men do it!
[13:48:34] <LeelooMinai> _abc_: I think you should be able to use Debina relatively easy too
[13:48:38] <LeelooMinai> Debian*
[13:49:39] <LeelooMinai> _abc_: I must tell you though, at least Ubuntu installs painlessly. I tried installing Debian 2 days ago, and it had all sorts of problems with network for example
[13:50:24] <LeelooMinai> DHCP did not work at all
[13:51:37] <LeelooMinai> But you are probably even more weird and will try to run linuxcnc on BSD or something like that
[13:53:36] <_abc_> I hate Ubuntu
[13:53:54] <_abc_> I'd rather rewrite axis in asm than run linux for human beings
[13:54:04] <CaptHindsight> lol
[13:55:14] <LeelooMinai> linux for human beings is almost liek an oxymoron
[13:55:29] <_abc_> "almost"? Why almost?
[13:56:11] <LeelooMinai> But I use Ubuntu anyways - at least I have higher chance of googling and solving somehting if I need too
[13:56:29] * _abc_ prefers the knowledgeable people in #slackware
[13:57:54] <LeelooMinai> But yes, it's a bit worrying that linuxcnc is so tightly tied to specifics of the os
[13:58:14] <CaptHindsight> well Ubuntu's plan was to start with a widely accepted distro and then slowly change everything to get everyone doing it the Ubuntu way
[13:58:35] <LeelooMinai> It kind of works I would say
[13:58:46] <mozmck1> It's un-avoidable that realtime control software by tied to specifics of the os
[13:58:48] <LeelooMinai> It must be by far most popular now?
[13:58:56] <CaptHindsight> Android blind sided them and then they decided to go after tablets and phones vs a working PC desktop
[13:59:45] <CaptHindsight> they were suckered by gnome3 as well, but that foundation is on it's last breath, the people have spoken
[14:00:44] <mozmck1> Even Mach3 is tied that way - it's just that the OS has fewer changes. For each os update though it has required some tweaking in the parport driver.
[14:00:44] <LeelooMinai> mozmck1: Maybe if there was at least an agreement on the real time part - it's broken between few solutuions too
[14:00:47] <CaptHindsight> now Ubuntu is partnering with Amazon and others
[14:00:59] <SpeedEvil> mozmck1: not quite - you can have realtime offloaded to hw
[14:01:10] <_abc_> ^ what SpeedEvil said
[14:01:24] <LeelooMinai> Right, 14.04 comes up with this Amazon icon I had to unpin from the launcher because it was annoying me:)
[14:01:48] <mozmck1> Same with linuxcnc...
[14:02:41] <_abc_> LeelooMinai: Ah and you think the tracking code was turned off when you unpinned it?
[14:02:41] <LeelooMinai> Maybe if linux kernel started to take real time option seriously
[14:03:05] <_abc_> There are realtime shedulers in the linux kernel already
[14:03:06] <mozmck1> They are to a degree with preempt-rt
[14:03:07] <LeelooMinai> _abc_: I don't know:) I still would like to use 14.04 just for the long time support
[14:03:08] <_abc_> Several
[14:03:42] <_abc_> Using rtai kernels with usb time stretching interfaces to real hw is a waste of time anyway
[14:03:42] <LeelooMinai> But preempt-rt from what I understand is just a patch and is not as real time as rtai and that other one, e, xenomai?
[14:03:43] <CaptHindsight> LeelooMinai: maybe Linux Mint or debian for you
[14:04:00] <LeelooMinai> Debian could not even install for me
[14:04:01] <CaptHindsight> LeelooMinai: that is correct
[14:04:13] <_abc_> LeelooMinai: rtai is very drastic it makes linux actually run only as a side plot
[14:04:34] <CaptHindsight> but preempt_rt works fine for all applications except for software stepping on LPT
[14:04:39] <LeelooMinai> I wish kernel just had a serious support for realtime that would unify this for spftware like liunuxcnc
[14:05:12] <LeelooMinai> Because after this 3 day experience with compiling all those versions of rtai and what not, I am a bit scared:)
[14:05:16] <CaptHindsight> so it's lots of work just to save $150 on hardware (fpga and IO board)
[14:05:28] <_abc_> Just use the hard sheduler with the preempt_rt patch and it should work fast enough that any parallel port will not notice
[14:05:37] <mozmck1> Yes, but the vast majority of users have no use for something like that, so it is not a priority - might even be totally rejected by the linux devs.
[14:06:12] <_abc_> mozmck1: real time kernels have other uses besides driving ancient parallel ports directly
[14:06:18] <LeelooMinai> Well, that's another thing - offloading realtime to external hardware is another solution, but it's not as flexible as having os that can do that in software
[14:06:30] <mozmck1> _abc_: Yes, but not for most users.
[14:06:34] <_abc_> mozmck1: you must realize the plethora of tiny boxes running linux and operating hardware can use this very very well
[14:06:47] <_abc_> rpi being just the raspberry on the cake in that pile
[14:06:53] <LeelooMinai> Especially now when all those little embedded boards running linux pop up - I even saw one with fpga
[14:07:17] <LeelooMinai> Someone also linked that banan pi - it seems to be good value
[14:07:24] <mozmck1> I imagine as the demand for hard realtime in the kernel increases, so will the supply.
[14:07:37] <LeelooMinai> banana - I think it's Chinese clone with extras like gigabit ethernet
[14:08:01] <CaptHindsight> banana pi $30 allwinner A20 in the Rpi form factor
[14:08:24] <LeelooMinai> So if that could do the realtime fine, $150 saving would be actually important
[14:08:40] <_abc_> mozmck1: Exactly. Especially since the tiny boards are massively underpowered which leads to serious smoke letout potential when hardware timing is reasonably demanding. Letting a gate motor move the gate well past the end post is just an example.
[14:08:40] <CaptHindsight> preempt_rt was ~80uS and xenomai ~40uS on the A20
[14:09:00] <_abc_> Acorn?
[14:09:04] <_abc_> What A20?
[14:09:17] <CaptHindsight> allwinner A20
[14:09:18] <LeelooMinai> _abc_: It's what Chinese tablets use
[14:09:23] <_abc_> ah
[14:09:44] <CaptHindsight> http://www.allwinnertech.com/en/clq/processora/2014/0223/265.html
[14:09:51] <LeelooMinai> I think it has multiple cores
[14:10:08] <CaptHindsight> A20 is 2 cores, A80 has 8
[14:10:15] <LeelooMinai> raspberry pi jsut has one
[14:10:18] <mozmck1> It would be nice to see something like rtai be standard in the kernel. Basically a realtime module which if enabled would get first access to *all* interrupts, etc.
[14:10:19] <_abc_> https://sites.google.com/site/bifferboard/Home/desktop-linux-distributions/slackware/rtai/rtai/satellite-dish-positioner-using-rtai crazy stuff they do with this
[14:10:24] <CaptHindsight> http://linux-sunxi.org/A20
[14:10:27] <LeelooMinai> That banana thing has more than 1 too I think
[14:10:40] <CaptHindsight> the banana pi uses the A20
[14:10:51] <LeelooMinai> a, right, ok, so same thing
[14:10:55] <CaptHindsight> the SOC is ~$6ea
[14:10:58] <_abc_> mozmck1: rtai sort of sees the kernel as a low priority app... you are more likely to see linux as a plug in module for a rtai kernel...
[14:11:35] <mozmck1> _abc_: some of those little projects would be better served with a little microcontroller. linux is *way* overkill
[14:11:54] <_abc_> Hey Forth was written by an astronomer guy for telescope control...
[14:11:57] <LeelooMinai> Yes, but some people don't have μC skills
[14:12:05] <CaptHindsight> but a nice low cost wonder box is handy
[14:12:11] <mozmck1> _abc_: I'm not sure about that, because then the rtai kernel would have to support all the hardware.
[14:12:14] <LeelooMinai> But they have programming ones in general, so use Linux as an overkilled controler
[14:12:42] <mozmck1> If you can program anything, you can learn to use and arduino (from what I hear anyhow).
[14:12:53] <_abc_> Oh god they shoehorned rtai into openwrt already
[14:12:58] <_abc_> I am telling you it is everywhere
[14:13:01] <CaptHindsight> the dunios cost more than the banana pi
[14:13:05] <LeelooMinai> And those linux-capabe boards get cheaper and cheaper mainly due to smarphones and tablets
[14:13:11] <_abc_> Don't mention duino
[14:13:15] <_abc_> made of fail
[14:13:16] <CaptHindsight> I wish the ST boards were more popular
[14:13:41] <CaptHindsight> well choices are nice
[14:13:42] <mozmck1> What ST boards? I use mostly NXP chips myself.
[14:13:42] <LeelooMinai> CaptHindsight: They are, just not in the large "maker" and what not circles
[14:13:59] <LeelooMinai> mozmck1: Similar thing - just ARMs from ST
[14:14:06] <LeelooMinai> ST has quite a range of them
[14:14:07] <_abc_> http://linuxcnc.org/index.php/english/download shouldn't someone compile a 12.x lts iso already?
[14:14:47] <LeelooMinai> _abc_: Unfortunatelly they did not. But getting things to run on 12.04 32-bit is pretty easy
[14:14:49] <mozmck1> Yes, I've looked at the ST chips, but they cost more, did less, and had worse docs than the NXP (a couple years ago anyhow).
[14:15:19] <LeelooMinai> mozmck1: I would not say that - they are pretty strong features all over the place
[14:15:25] <LeelooMinai> have*
[14:15:59] <LeelooMinai> mozmck1: As to the docs, I don't know - imho they are not terrible
[14:16:22] <LeelooMinai> mozmck1: And all the dev boards they have are very nice too, and cheap
[14:16:43] <mozmck1> Could have changed since I first looked at them, but they definitely cost a lot more at the time. I think they did not have cortex-M0 at the time either?
[14:17:23] <LeelooMinai> They have M0 for a long time. Some super cheap M0(+) μCs now too - F0 line I think
[14:17:28] <mozmck1> anyhow, I'm sure they are good, but I am not sorry I went with NXP.
[14:17:58] <LeelooMinai> Well, NXP or ST - still much better than using Arduino:)
[14:18:05] <mozmck1> agreed
[14:24:31] <_abc_> NXP what? ARM?
[14:24:58] <mozmck1> LeelooMinai: hmm, the STM32F030K6T6 is cheaper than the equivalent NXP chip now, might have to take another look at ST chips.
[14:25:12] <mozmck1> ARM cortex-M series chips.
[14:25:22] <mozmck1> m0, m3
[14:54:05] <Jymmm> PCW: Howdy!
[15:04:15] <skroon> hi
[15:05:03] <LeelooMinai> Hmm... is "joint" 1 Y axis?
[15:05:54] <LeelooMinai> When homing on X I get join 1 error
[15:06:26] <LeelooMinai> and I just checked that X limits are configured for X switch + Home
[15:07:37] <ssi> LeelooMinai: there's an "ignore limits while homing" field in the ini
[15:07:55] <ssi> but yes in trivkins joint 1 is Y
[15:08:06] <LeelooMinai> I have them set to YES
[15:08:09] <ssi> ok
[15:08:29] <LeelooMinai> Right, I think there's something wrong with switches for x being read as y
[15:13:13] <Connor> LeelooMinai: So, that's you in the face shield and respirator ? :)
[15:13:35] <Connor> oh. and hearing protectors..
[15:13:51] <LeelooMinai> Yes, and with the compass an z-axis
[15:13:59] <Connor> Oh yea.
[15:14:03] <Connor> saw that one too
[15:14:21] <LeelooMinai> When I do some noisy stuff I need to have those protectors - someohow I cannot stand loud noise
[15:15:04] <Connor> Me too. I use face shield as well.. I have a VERY hard time with respirators though.. they burn me up.. and cause my glasses to fog up.
[15:15:11] <LeelooMinai> And shield, well, when I use some carbide saws or routing bits - better safe than sorry
[15:17:02] <Connor> 5th Element? :)
[15:18:59] <Jymmm> Connor: no boob bandage wearing chick?
[15:19:37] <Connor> Jymmm: LeeLoo was her name.
[15:19:45] <Jymmm> I suspect a LOT of double stick tape was used when she was wearing that.
[15:23:04] <LeelooMinai> Hmm
[15:23:21] <LeelooMinai> When I home the thing keeps moving in the initial direction
[15:23:29] <LeelooMinai> Instead of backing off
[15:24:49] <LeelooMinai> The wizard created this ini entries: HOME_OFFSET = 200.000000 HOME_SEARCH_VEL = 50.000000 HOME_LATCH_VEL = 3.125000 HOME_IGNORE_LIMITS = YES HOME_SEQUENCE = 2
[15:25:18] <JT-Shop> anyone know of plans for a vibrating parts finisher?
[15:25:19] <LeelooMinai> I looked at the docs for homing and both _VEL being positive seems valid there
[15:25:56] <JT-Shop> LeelooMinai, does the axis pass the switch up?
[15:26:14] <LeelooMinai> It seems to want to go further yes
[15:26:22] <LeelooMinai> Maybe home offset should be negative?
[15:26:27] <JT-Shop> try cutting search vel in 1/2
[15:26:54] <LeelooMinai> Shouldn't it detect the switch though regardless of velocity?
[15:27:31] <JT-Shop> if it is connected up yea, are you sure the switch input goes to the axis home input?
[15:28:36] <LeelooMinai> I have chosen in the wizard X Both Linit + home, etc. Like this:
http://i.imgur.com/HOVAXMA.png
[15:29:24] <LeelooMinai> Maybe offset is measured from the right switch and should be negative
[15:30:20] <LeelooMinai> HOME_OFFSET: "Contains the location of the home switch or index pulse, in joint coordinates. It can also be treated as the distance between the point where the switch or index pulse is latched and the zero point of the joint. After detecting the index pulse, LinuxCNC sets the joint coordinate of the current point to HOME_OFFSET. The default value is zero."
[15:30:22] <JT-Shop> the axis should approach the switch, trip the switch, back off, and return back to the switch with both search and latch the same
[15:31:18] <LeelooMinai> I find what I quoted a bit unclear. It states that location is in joint coordinates - are those different of axis coordinates?
[15:34:18] <JT-Shop> joint and axis get intermingled a lot
[15:34:32] <JT-Shop> so does the axis do as I described above?
[15:34:44] <LeelooMinai> No - it wants to keep going
[15:34:50] <Jymmm> JT-Shop: You ever dealt with CFM/SP measuring?
[15:34:57] <LeelooMinai> I read this:
http://www.linuxcnc.org/docs/2.4/html/config_stepconf.html#sec:Axis-Travel-Home
[15:35:30] <LeelooMinai> But this uses fields that are different that ini entries and it's not really easy to understand how those two relate
[15:37:48] <LeelooMinai> Does this seem ok?
http://i.imgur.com/9wmlJyb.png
[15:38:07] <jdh> what was in the above stream?
[15:38:14] <JT-Shop> I can't look at images I'm out of bandwidth
[15:38:26] <LeelooMinai> I imagined this sets the home in the middle of the axis, and the switch at the right end of it
[15:38:33] <JT-Shop> Jymmm, no
[15:38:50] <LeelooMinai> JT-Shop: It's the X Axis Configuration dialog
[15:39:03] <JT-Shop> stepconf?
[15:39:15] <LeelooMinai> JT-Shop: Hoem location: 0, Table travel -200 to 200, home switch loc 200
[15:39:22] <LeelooMinai> Yes
[15:39:41] <jdh> there is a nice homing and limits page in the wiki
[15:40:03] <Jymmm> JT-Shop: SPR:200, MS:4, Teeth: 1:1, pitch 5mm/rev, vel:50mm, acc: 100nn, home:0, travel -200 to 200, search vel: 25,
[15:40:04] <LeelooMinai> Yes, I read that, but they use ini names there, not those from the dialog
[15:40:25] <LeelooMinai> I could edit ini directly, but it will get desynched with the wizard
[15:40:36] <LeelooMinai> Which for now I may want to use
[15:40:47] <JT-Shop> normally you set the X axis to -1 and 400 and home is 0
[15:41:30] <LeelooMinai> Why -1?
[15:41:46] <LeelooMinai> I have switches that are supposed to act both as limit and home
[15:42:01] <Jymmm> JT-Shop: (Thanks on the CFM/SP, thing. It's not even EOM yet)
[15:42:18] * JT-Shop has to get parts into the powder coat oven brb
[15:42:28] <Connor> Your offsetting your X by -1 so that it can be 0 to 400
[15:43:16] <Connor> Most router setups are set for X and Y in the positive.
[15:43:27] <LeelooMinai> I want to have the 0,0,0 point in the middle of the table though
[15:43:33] <jdh> why?
[15:43:43] <Jymmm> LeelooMinai: Were you attempting to make "HOME" the center of your travel?
[15:43:50] <LeelooMinai> Yes
[15:43:59] <jdh> home can be anywhere, it doesn't have to be 0
[15:44:10] <LeelooMinai> So after homing the machine is centered
[15:44:18] <Connor> On my router.. 0,0 is front left corner.
[15:44:19] <jdh> otoh, I don't think I really use machine coords ever
[15:44:21] <LeelooMinai> More or less
[15:44:33] <jdh> 0,0 is also my front left corner
[15:44:41] <Connor> that's pretty typically.
[15:44:56] <jdh> sometimes, I wish it was back left of my vise on my mill.
[15:45:28] <Connor> my MILL is different.. -9" to +9, and -3" to 3"
[15:45:37] <LeelooMinai> Hmm... I don't know - I imagine the table like a graph with X-Y axis - with 0.0 point in the centre
[15:46:02] <Connor> right now, use the upper right hand quadrant of the graph..
[15:46:05] <LeelooMinai> Hence my config - you think it's invalid?
[15:46:16] <Connor> putting 0,0 to the front left.
[15:46:23] <Jymmm> LeelooMinai: Do you have an absolute reference at your "center" by chance?
[15:46:50] <LeelooMinai> No, I wanted it to be middle point between switches
[15:47:16] <LeelooMinai> For now at least - when I get that mesa board I will have more inputs and may amek some home switches?
[15:47:23] <jdh> so I have enough cash in my PP account for a chinese 6040 again but I still can't bring myself to buy it.
[15:47:40] <Jymmm> I mean a physical absolute reference at center. As i an example case of one of the switch cam loose and you had to recalibrate your table.
[15:47:44] <Connor> LeelooMinai: No need. limit use as a home is fine.
[15:48:12] <Jymmm> jdh: 6040 what?
[15:48:19] <jdh> chinese router
[15:48:26] <jdh> connor: you only get 6" of Y?
[15:48:42] <Connor> jdh: With the vise not mounted @ front.. yes.
[15:48:47] <Jymmm> jdh: domestic or import?
[15:48:52] <Jymmm> loation
[15:48:55] <Jymmm> location*
[15:48:58] <jdh> china
[15:49:09] <Jymmm> add 30%
[15:49:13] <jdh> http://www.carving-cnc.com/cnc6040-series/cnc-6040z-s80-new-router-engraver-drilling-and-milling-machine.html
[15:49:19] <jdh> it's $1900 shipped
[15:49:34] <jdh> or $1525 shipped from random ebayer
[15:49:52] <JT-Shop> LeelooMinai, home is not in the center of any CNC machines that I've seen, it's a beginners mistake
[15:49:54] <Connor> LeelooMinai: What do you have for X min and X max, Hoe Offset, Home search and Latch Vel ?
[15:49:56] <Jymmm> jdh: EXCLUDING port fees, customs fees, etc
[15:49:58] <Connor> and Finial Vel ?
[15:50:16] <jdh> Jymm: never heard of anyone buying from them getting hit with those
[15:50:25] <jdh> and there are a lot of them out there.
[15:50:25] <LeelooMinai> Connor: The wizard created this ini entries: HOME_OFFSET = 200.000000 HOME_SEARCH_VEL = 50.000000 HOME_LATCH_VEL = 3.125000 HOME_IGNORE_LIMITS = YES HOME_SEQUENCE = 2
[15:50:26] * JT-Shop has some left over finials
[15:51:02] <Jymmm> jdh: Ok, I just know some import lasers directly from china and they've had to deal with that is all.
[15:51:08] <LeelooMinai> JT-Shop: Ok, but what is a reason for it being a mistake?
[15:51:18] <Connor> okay. when it homes.. does it start off the correct direction ? WHICH switch is the "Home" Switch" left or right..
[15:51:26] <Jymmm> jdh: Heh, I'm selling my 24"x24"x5" router
[15:51:37] <JT-Shop> you don't machine in machine coordinates
[15:51:38] <LeelooMinai> right is supposed to be home, and yes, it moves to it, but tries to go over it
[15:51:41] <SpeedEvil> Jymmm: I'll swap you two tins of pineapples for it.
[15:51:50] <jdh> I'll throw in a can of anchovies
[15:51:52] * SpeedEvil needs to build a CNC router.
[15:52:08] <SpeedEvil> It's that, or cut up ~75 sheets
[15:52:20] <JT-Shop> LeelooMinai, either the control is not "seeing" the transition from on to off or your going too fast
[15:52:22] <Connor> you verified that the home switch is tripping in hal?
[15:52:26] <LeelooMinai> JT-Shop: You machine in, what then - workpiece coordinates?
[15:52:27] <Jymmm> It's made form 80/20
[15:52:40] <Connor> you may need to invert it..
[15:52:40] <jdh> cool. Ship it here and I'll send you some cash.
[15:52:49] <jdh> if I like it.
[15:52:52] <SpeedEvil> I shall be making mine from half inch ply. Quite a lot of it.
[15:53:00] <Jymmm> jdh: CBD =)
[15:53:05] <JT-Shop> LeelooMinai, yes
[15:53:12] <LeelooMinai> Connor: Yes, switches work fine - I tested with that port test utility with green/red circles
[15:53:29] <Connor> okay, So when NOT tripped, green, or red ?
[15:53:41] <LeelooMinai> red
[15:53:46] <jdh> it wouldn't move at all if it were inverted would it?
[15:53:59] <Connor> If homing possibly
[15:54:22] <Connor> HOME_IS_SHARED
[15:54:25] <Connor> needs to be set as well.
[15:54:27] <Connor> to 1
[15:54:42] <Connor> which is probably the problem.
[15:55:29] <Connor> and set a HOME_FINAL_VEL too lower value than the latch and search
[15:55:50] <LeelooMinai> Connor: HOME_IS_SHARED is not in the ini - but I did not edit it - it was generated like it
[15:56:40] <Connor> Hmm.
[15:56:43] <LeelooMinai> Connor: Doesn't this selection mean the same thing?
http://i.imgur.com/IXWoaRQ.png
[15:56:47] <LeelooMinai> Or should
[15:57:20] <Connor> maybe that's obsolete..
[15:58:11] <Connor> go ahead and add that in.
[15:58:13] <LeelooMinai> Is anyone using this wizard anyway? :)
[15:58:15] <Connor> HOME_HS_SHARED = 1
[15:58:37] <Connor> It's good to get started.. but, after that.. it's nano or gedit time. :)
[15:58:42] <LeelooMinai> I think it's time to open docs for this ini file
[15:58:52] <Connor> http://www.linuxcnc.org/docs/devel/html/config/ini_config.html
[15:59:04] <JT-Shop> devel?
[15:59:09] <Connor> but, try HOME_IS_SHARED = 1
[15:59:13] <LeelooMinai> I run 2.5
[15:59:21] <Connor> http://www.linuxcnc.org/docs/html/config/ini_config.html
[15:59:23] <Connor> sorry
[15:59:34] <LeelooMinai> E, that's for multiple axis
[15:59:47] <LeelooMinai> I have separate switches on all axis though
[16:00:17] <Connor> Oh yea.
[16:00:25] <Connor> been a LONG while since I messed with homing.
[16:00:44] <LeelooMinai> ok, I will figure it out eventually - will just read more docs, thx:)
[16:01:29] <Connor> LeelooMinai: Question, do you have the homes set in N.O. or N.C. setup ?
[16:01:41] <JT-Shop> LeelooMinai, only beginners use the wizard then move on to hand editing to fine tune
[16:01:43] <LeelooMinai> NC - I thought that is more reliable
[16:01:54] <Connor> okay, just checking.
[16:02:04] <Connor> NC is correct in 99.9% of the cases.
[16:02:06] * JT-Shop doesn't see where you can define the home sequence in stepconf wizard...
[16:02:13] <LeelooMinai> Otherwise if a wire or joint breaks...
[16:02:19] <JT-Shop> correct
[16:02:37] <LeelooMinai> JT-Shop: It's in axis configuration step
[16:02:56] <Connor> okay.. so -200 to 200 right?
[16:03:11] <LeelooMinai> Yes, and home is 0
[16:03:30] <LeelooMinai> And home switch is 200
[16:03:38] <Connor> okay.. and -200 is to your left, and 200 is to your right
[16:03:45] <LeelooMinai> Right
[16:04:05] <Connor> Umm. Hmm.. I home on the left.
[16:04:14] <Connor> what is your search latch and final set to ?
[16:04:16] <JT-Shop> better specify that the tool moves to the right not the table
[16:04:35] <Connor> ROUTER so Assuming TOO moving, not table.
[16:04:46] <Connor> TOOL
[16:04:55] <JT-Shop> I try not to assume
[16:05:00] <LeelooMinai> Well...
[16:05:07] <LeelooMinai> I have fixed gantry
[16:05:09] <Connor> table moves in the Y based on the pictures.
[16:05:29] <LeelooMinai> Yes, table moves for Y only
[16:06:13] <Connor> Okay. set the HOME @ 195 with the offset to 0
[16:06:26] <LeelooMinai> Hmm, but indeed... I am configuring X axis with table travel...
[16:06:38] <Connor> err.
[16:06:41] <Connor> backwards.
[16:06:41] <LeelooMinai> Should I invert everything there?
[16:06:50] <Connor> Home to 0 offset to 195
[16:07:36] <Connor> lets get it moving and homing then you can flip stuff around after. :)
[16:07:41] <LeelooMinai> Is offset "Home switchl ocation?
[16:07:46] <Connor> Yes.
[16:07:58] <LeelooMinai> So I set it before the end of table?
[16:08:05] <Connor> Yes.
[16:08:26] <Connor> or after.
[16:08:36] <Connor> technically, could be after..
[16:08:45] <Connor> because it it's shared..
[16:09:02] <Connor> you'll want the soft limits (MIN and MAX) to kick in before using the hard limit
[16:09:07] <LeelooMinai> I got "joint 1 on limit switch error"
[16:09:17] <LeelooMinai> I thought that's Y axis:/
[16:09:46] <Connor> It possible you have X and Y switches wired to wrong inputs ?
[16:10:16] <Connor> How much over travel do you have on your X?
[16:10:16] <LeelooMinai> Let me trip this switch by hand
[16:10:34] <LeelooMinai> Hmm, same thing
[16:10:46] <LeelooMinai> I double checked wiring. Let me see again.
[16:11:03] <Connor> you may want to do max 200 and home 205
[16:11:17] <Connor> err.. home offset
[16:11:18] * JT-Shop goes back to making parts on the mill
[16:11:54] <LeelooMinai> Connor: I think yes, I have X and Y miswired
[16:12:05] <LeelooMinai> I knew I should triple-check
[16:12:08] <Connor> okay. so don't change it pysically.
[16:12:16] <Connor> just switch the pins in the .hal file.
[16:12:19] <LeelooMinai> RIght
[16:12:54] <Connor> that would explain why it just kept on going right past the switch.. it never tripped the correct one. :)
[16:13:22] <LeelooMinai> Yes, I actually suspected that initially, then "checked" the wiring
[16:14:58] <LeelooMinai> Ok, now it almost did it
[16:15:05] <Connor> Almost ?
[16:15:09] <Connor> what happened?
[16:16:01] <LeelooMinai> Well, wen right, tripped the switch, then a bit left, right again, and started moving left but, not sure what was that, like it stalled - maybe too fast?
[16:16:22] <LeelooMinai> The second time it worked though
[16:16:28] <Connor> It first does a rough pass to find the switch..
[16:16:32] <LeelooMinai> Or maybe it's the coupler not holding
[16:16:45] <LeelooMinai> Maybe I should tighten it
[16:16:46] <Connor> then a slower pass to be more accurate.
[16:17:23] <Connor> http://linuxcnc.org/docs/html/config/ini_homing.html#_home_sequence
[16:18:27] <LeelooMinai> I should welded those couplers:)
[16:19:18] <Connor> what do you have for search and latch values ?
[16:19:32] <Connor> and offset and max now ?
[16:20:05] <LeelooMinai> home switch loc 195
[16:20:15] <LeelooMinai> latch direction samme
[16:20:27] <Connor> latch is 195 ?
[16:20:32] <LeelooMinai> Yes
[16:20:32] <Connor> wow. okay.
[16:20:47] <Connor> Do this. Max 200, home offset 205, search 50, latch 5
[16:21:09] <Connor> it'll search @ 50mm/s latch at 5mm/s
[16:21:20] <Connor> set soft limit to 200, and hard limit is 205
[16:21:23] <LeelooMinai> In the wizard I cannot specify the value for latch - it only has options same/opposite
[16:21:54] <Connor> okay.. time to step away from the wizard...
[16:22:07] <Deejay> gn8
[16:22:17] <Connor> the search and latch are velocity values..
[16:22:17] <Connor> no location
[16:22:22] <Connor> err..not locations.
[16:22:47] <LeelooMinai> Hmm, with 205 it tries to go through the right side again
[16:23:04] <Connor> you mean too much ?
[16:23:08] <Connor> too far ?
[16:23:20] <LeelooMinai> It hits the wall and keeps pushing:)
[16:23:41] <Connor> did it pass the switch first ?
[16:23:43] <LeelooMinai> I will enter 195 again
[16:24:52] <Connor> 400mm of travel is that EXACT or do you have any over travel available ?
[16:25:28] <LeelooMinai> It's not exact - just some close numbers less than what is there I think
[16:25:44] <Connor> OH. and if you changed the ini file manually.. then used the wizard again.. it undone your changes.
[16:26:03] <Connor> so, if you flipped the pins in the .hal file for the X and Y switch swap..
[16:26:08] <Connor> then the wizard blew that away
[16:26:18] <LeelooMinai> I know, I flipped them in the wizard
[16:26:52] <Connor> You need the home/limit to be outisde of the min max range..
[16:26:52] <LeelooMinai> Ok, I will abanod that wizard from now on - I don't like it any more
[16:26:59] <LeelooMinai> abandon*
[16:27:00] <Connor> otherwise, it'll trip before you hit soft limits
[16:27:17] <Connor> which is why I said offset to 205
[16:27:36] <Connor> if -200 and 200 is going to be your soft limits
[16:27:46] <LeelooMinai> soft limits are the MIN_LIMIT and MAX_LIMIT values?
[16:27:52] <Connor> yes
[16:28:06] <LeelooMinai> What are "hard" limits then?
[16:28:11] <Connor> your limit switches
[16:28:26] <Connor> which should be a tad larger than the soft limits
[16:29:06] <Connor> you never really want to hit your hard limits if you can help it.
[16:29:11] <Connor> after you've homed.
[16:29:25] <Connor> which is why I asked if you had a any over travel..
[16:29:31] <LeelooMinai> "MAX_LIMIT = 1000 - The maximum limit (soft limit) for axis motion, in machine units. When this limit is exceeded, the controller aborts axis motion."
[16:29:33] <Connor> you may need to make them something like -195 and 195
[16:29:38] <LeelooMinai> What is that 1000 doing there?
[16:30:13] <Connor> Not sure.. something that the wizard dropped in ?
[16:30:18] <Connor> that should be 200
[16:30:23] <Connor> based on what you've told me.
[16:30:25] <LeelooMinai> No, docs:
http://www.linuxcnc.org/docs/devel/html/config/ini_config.html
[16:30:55] <LeelooMinai> Maybe default?
[16:31:04] <Connor> yes. -1000 and 1000 are the defaults.
[16:31:11] <Connor> for a machine with 2000mm travel
[16:31:23] <LeelooMinai> Ok, then it states that the machine will abort movement outside it...
[16:31:35] <LeelooMinai> So how can it even home if the switch will be outside the range?
[16:31:39] <Connor> right.. exception is when homing and you have IGNORE_LIMITS
[16:31:54] <Connor> it ignores soft limits all together.
[16:31:56] <LeelooMinai> I see
[16:32:05] <Connor> and since your home is your hard limit, you need IGNORE_LIMITS
[16:33:46] <Connor> so, min -200, max 200, offset 205 (shrink min and max and offset as needed), home 0 search 50, latch 5 and give it a go
[16:35:03] <Connor> it should move right, at 50mm/s till it hits the switch.. backs off to the left, then travel's right again at 5mm/s then left again (at max velocity) till it hits 0
[16:35:29] <LeelooMinai> I hate this noise
[16:35:38] <LeelooMinai> It hit the right side again
[16:36:06] <Connor> okay, tripple check your pins for the switches again.
[16:36:33] <Connor> either, it's maxing out before tripping the switch, or the pins are swapped again.
[16:36:35] <LeelooMinai> The switch is ok, because I just pressed it and get join 0 switch error
[16:37:08] <LeelooMinai> OK, maybe when the thing swuashed right side it bent the limit switch - let me see
[16:38:42] <LeelooMinai> Yes, that was it, but now I get "home switch inactive before start of backoff move"
[16:38:51] <LeelooMinai> SO maybe that 2005 should be less or something liek that?
[16:38:55] <LeelooMinai> 2005*
[16:39:07] <LeelooMinai> 205
[16:39:27] <Connor> You jogging off the switch before you home again ?
[16:39:36] <LeelooMinai> Yes
[16:40:36] <LeelooMinai> I think when it runs into the switch it's doing something brutal
[16:41:27] <Connor> that sounds like it went past the switch
[16:41:58] <Connor> or, bent it as it was activating the switch.
[16:42:34] <Connor> could try dropping the search from 50 down to say 30
[16:42:41] <Connor> to see if that makes a difference.
[16:43:15] <Connor> picture of how you have your switches setup ?
[16:44:21] <LeelooMinai> Ok, it worked this time, a sec
[16:44:50] <LeelooMinai> Connor pretty much as like on the bottom there:
https://www.flickr.com/photos/100017731@N03/14215648455/
[16:44:59] <LeelooMinai> They are set so that blocks hit them
[16:46:44] <Connor> ok, so 30 did better than 50? or it just worked at 50 ?
[16:47:07] <LeelooMinai> I used 25
[16:47:23] <Connor> ok.
[16:47:50] <LeelooMinai> I think now I need to adjust the couplers etc. and things like that. But at least I know how to make other axis home - thx
[16:48:12] <Connor> Good Deal.
[17:05:18] <ssi> LeelooMinai: sorry I got distracted, you get your homing working?
[17:06:24] <LeelooMinai> More or less - at least for X axis, so I will do the rest. I need to adjust some things though now - couplers, switches
[17:06:50] <LeelooMinai> I don't like my x-axis coupler - it wobbles a bit
[17:06:54] <LeelooMinai> z-axis*
[17:12:52] <JT-Shop> [15:07]<JT-Shop> try cutting search vel in 1/2
[17:16:08] <LeelooMinai> JT-Shop: The problem was that the X and Y stops were switched so it rammed the X switch and then it was end a bit and did not detect further
[17:16:18] <LeelooMinai> end=bend
[18:06:05] <mshaver> Does G91 affect probing? Can I do G91G38.2Z-2.0 for example and do a probe move that's two units negative from the current position?
[18:16:27] <mshaver> So, I tried it, and YES! You can do incremental probe moves. I am so happy! Well, as happy as someone can be over incremental probe moves :)
[18:22:06] <CaptHindsight> preempt-rt staying at 23us on Asus f2a85-v pro
https://www.asus.com/Motherboards/F2A85V_PRO/, A10 5800K
http://products.amd.com/en-gb/DesktopAPUDetail.aspx?id=44
[18:22:34] <CaptHindsight> LeelooMinai: which mainboard and cpu are you using?
[18:44:51] <LeelooMinai> ASUS H81M-D PLUS + cheap Intel Celeron G1840 Haswell Dual-Core 2.8GHz
[18:46:02] <LeelooMinai> MB was $60 or so and CPU similar - pretty cheap, but still those are modern components
[18:47:18] <zeeshan|3> hi
[18:49:08] <zeeshan|3> so i have double shaft stepper mtoors
[18:49:09] <zeeshan|3> http://www.xylotex.com/images/StepperMotor.jpg
[18:49:15] <zeeshan|3> with the wires that stick out of the body like trhat
[18:49:32] <zeeshan|3> how do most people wire them to the stepper driver?
[18:49:39] <zeeshan|3> i currently have a receptacle at the controller box.
[18:49:59] <zeeshan|3> but i want a way to disconnect the wire directly at the stepper motor, rather then permanently soldering it in :p
[18:50:25] <LeelooMinai> I used XLR (i think that's the name) connectors
[18:50:34] <zeeshan|3> yes, thats whats on my controller box
[18:50:41] <zeeshan|3> but how am i supposed to attach xlr to the stepper body :p
[18:51:23] <LeelooMinai> zeeshan|3: Look at the top - I put the four wires into protective tube, then added connector receptacle, and just zipped that into the stepper
[18:51:31] <LeelooMinai> https://www.flickr.com/photos/100017731@N03/14362017434/
[18:52:11] <zeeshan|3> ah
[18:52:12] <zeeshan|3> i see!
[18:52:14] <LeelooMinai> So I can just disconnect cable from both the stepper and the drivers
[18:52:37] <LeelooMinai> Solidering it permanently would be a bit lame imho:)
[18:52:46] <zeeshan|3> well not really man
[18:52:50] <zeeshan|3> cause you can disconnect it from the controller side
[18:52:57] <zeeshan|3> i have xlr at the controller
[18:53:10] <zeeshan|3> it's not like you need to disconnect the stepper all the time..
[18:53:20] <LeelooMinai> Yes, but you may want to change cable length or who knows not int he future - having it like that is more flexible
[18:53:26] <zeeshan|3> mainly to replace it , in which case you gotta solder a xlr connect on it regardless
[18:54:00] * zeeshan|3 is getting defensive cause i'm lazy and im thinking of permanently soldering it on the motor side haha
[18:54:18] <zeeshan|3> ps, thats a huge chunk of aluminum
[18:54:19] <LeelooMinai> Up to you - I like it more modular
[18:54:22] <zeeshan|3> for your gantry
[18:54:57] <LeelooMinai> Yes, well, but it's just aluminum - that's probably comparalble to what... 1/3 inch steel
[18:55:43] <zeeshan|3> i only have a few chunks of 1 1/2" 6061
[18:55:47] <zeeshan|3> but nothing as big as that
[18:55:56] <zeeshan|3> i wish i had more!
[18:56:09] <LeelooMinai> I think it was about $70 or so per one side for those slabs
[18:56:25] <LeelooMinai> Not cheap, but not stellar too
[18:56:50] <jthornton> LeelooMinai, that's why you want to test homing with very slow speeds
[18:57:20] <CaptHindsight> LeelooMinai: kernel config:
http://dpaste.com/22CPR57 3.12.22-rt34 try this
[18:58:06] <zeeshan|3> LeelooMinai: are you using 3x3" solid square
[18:58:17] <zeeshan|3> (bottom part where the slabs attach to)
[18:58:30] <LeelooMinai> CaptHindsight: I am traumatized after 3 days of compiling and patching stuff - I am not trying anything for a while:)
[18:59:15] <LeelooMinai> zeeshan|3: No, those are filled with sand and ended with solid blocks:
https://www.flickr.com/photos/100017731@N03/9630753355/
[18:59:24] <LeelooMinai> Solid were too expensive
[18:59:41] <LeelooMinai> But I figured that this should be pretty rigid too
[18:59:43] <CaptHindsight> if anyone else can try it and report back about that kernel it would be great
[19:00:10] <LeelooMinai> CaptHindsight: But this is only pathed preempt, right?
[19:00:20] <zeeshan|3> LeelooMinai: you're from toronto?
[19:00:31] <LeelooMinai> No, kitchener - not far away
[19:00:37] <zeeshan|3> oh im in hamilton
[19:00:39] <zeeshan|3> you're close by
[19:00:49] <zeeshan|3> (i was surfing through your pics and saw the toronto skyline pic)
[19:01:38] <zeeshan|3> if you need stuff, let me know! :P
[19:02:02] <LeelooMinai> I need a lot of stuff - for example 10GHz oscilloscope would be nice:)
[19:02:09] <zeeshan|3> ahha i'm far from electronics
[19:02:12] <CaptHindsight> I used to drive through Hamilton all the time
[19:02:13] <zeeshan|3> i mean more so machining related
[19:02:23] <zeeshan|3> like dial indicators
[19:02:38] <zeeshan|3> http://i.imgur.com/Q87RZTz.jpg
[19:02:39] <zeeshan|3> i got too many
[19:02:45] <zeeshan|3> i can get rid of some
[19:02:48] <LeelooMinai> RIght, so maybe one of those CNC machines they show on youtube that can make whole car engine body in 1 hour:)
[19:03:08] <zeeshan|3> are you an engineer?
[19:03:29] <zeeshan|3> CaptHindsight: why dont you drive through hamilton anymore? :{
[19:03:32] <LeelooMinai> No, just a hobbyist - "retired" programmer that plays with EE and insteresting tech things
[19:03:52] <zeeshan|3> cool
[19:04:26] <zeeshan|3> i'm a scavenger, engineer, fabricator, machinist
[19:04:34] <zeeshan|3> i'm terrible with microelectronics
[19:04:35] <zeeshan|3> :{
[19:04:49] <zeeshan|3> my friend was throwing away some stereo equipment
[19:04:55] <zeeshan|3> i ripped it apart, and i found this in there:
[19:04:59] <zeeshan|3> http://i.imgur.com/o7Pjt2t.jpg
[19:05:03] <zeeshan|3> a big ass heat sink
[19:08:18] <LeelooMinai> Worth keeping I guess
[19:08:41] <zeeshan|3> the transformer is some 110v to 24vdc
[19:08:45] <zeeshan|3> er 24vac
[19:08:51] <zeeshan|3> thats always useful for industrial controls
[19:09:26] <zeeshan|3> LeelooMinai: you know i suspected instantly you were from my area
[19:09:35] <zeeshan|3> because of the cross-slide vise you have
[19:09:38] <zeeshan|3> princess auto :D
[19:09:50] <zeeshan|3> it
[19:09:53] <zeeshan|3> it's an awesome vise
[19:10:08] <LeelooMinai> A, right - indeed, ordered it from there. Cheap ass one, but was useful with floor drill press
[19:10:19] <zeeshan|3> yea, i use it all the time on mine
[19:10:32] <zeeshan|3> can do light milling with it
[19:10:39] <zeeshan|3> (not safe, but its doable)
[19:10:40] <LeelooMinai> Great for aligning drill bits
[19:10:51] <tjtr33> is mha's log site down?
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2014-06-23.html
[19:11:10] <LeelooMinai> I can read that page fine
[19:11:16] <tjtr33> thx
[19:11:17] <zeeshan|3> http://i.imgur.com/knSHKUN.jpg
[19:11:22] <zeeshan|3> its hiding in that mess
[19:11:34] <zeeshan|3> i usually keep it free floating
[19:11:40] <LeelooMinai> What is the blue thing with holes (for hands)?
[19:11:40] <zeeshan|3> which defeats its purpose hehe
[19:11:48] <zeeshan|3> sand blaster from princess auto
[19:12:23] <LeelooMinai> Hmm... so you put hands there to hold something and blast it?
[19:12:26] <zeeshan|3> http://i.imgur.com/UcxpeZO.jpg
[19:12:28] <zeeshan|3> better pic
[19:12:34] <zeeshan|3> yea, the black thing a door, you load your part up from tehre
[19:12:44] <zeeshan|3> on the left side you hook up a shop vacuum so it sucks the dust
[19:12:56] <zeeshan|3> and theres a gun inside the cabinet
[19:13:20] <zeeshan|3> but you'll need a big air compressor to run it (like 16scfm) and a dryer
[19:13:25] <zeeshan|3> otherwise the moisture clogs the gun
[19:14:16] <LeelooMinai> Interesting. I have to stop buying big tools though - my mom would kill me:)
[19:14:32] <LeelooMinai> I have the floor drill press in my room actually
[19:14:54] <LeelooMinai> And I changed my closet into workbench - my mom though I went crazy
[19:15:03] <zeeshan|3> rofl
[19:15:12] <zeeshan|3> take over the garage
[19:15:21] <LeelooMinai> I don't have one:)
[19:15:22] <zeeshan|3> or the basement
[19:15:52] <LeelooMinai> Right, that's parially taken over, but I don't like sitting there - I feel like a rat
[19:16:02] <zeeshan|3> im impressed that your xyz machine has been built with a drill press
[19:16:16] <LeelooMinai> Well, drill press, table router and mitre saw
[19:16:50] <zeeshan|3> i notice your table has been face milled too
[19:16:51] <LeelooMinai> Mitre saw with nice alu blade took care of cutting beams and brackets, etc.
[19:17:31] <zeeshan|3> one more q
[19:17:35] <LeelooMinai> That's using wood router - kind of MacGyver style -
https://www.flickr.com/photos/100017731@N03/10046651986/
[19:17:37] <zeeshan|3> you klnow your red mini dial indiactor holder
[19:17:40] <zeeshan|3> did you get that from shars?
[19:17:47] <LeelooMinai> From aliexpress
[19:17:56] <LeelooMinai> I buy a lot from there
[19:18:04] <zeeshan|3> okay, cause i ordered one from shars, and i never got it, it got lost in the mail
[19:18:09] <zeeshan|3> i really want one that small
[19:18:36] <LeelooMinai> You mean those ones, right?
https://www.flickr.com/photos/100017731@N03/14239031355/
[19:18:58] <LeelooMinai> I use them to hold oscilloscope probes - they are pretty nice as you can set them with just one knob
[19:19:00] <zeeshan|3> wood router works great with the approrpiate cutter for aluminum
[19:19:05] <zeeshan|3> yes those ones
[19:19:35] <LeelooMinai> I just used carbide routing bits - I decided that if they explode it will be small loss:)
[19:20:03] <zeeshan|3> haha
[19:20:08] <LeelooMinai> I guess building the first machine like that is the most problematic
[19:20:19] <LeelooMinai> Later it can be used to build other things
[19:20:32] <zeeshan|3> your machine looks beefy enough
[19:20:33] <LeelooMinai> Or other machines mybe - more specialized
[19:20:35] <zeeshan|3> to cut steel
[19:21:20] <LeelooMinai> I will try to stick to alu though - steel is to hard core for a hobbyist:)
[20:05:51] <LeelooMinai> any comments on difference between those couplers:
http://www.aliexpress.com/item/3pcs-lot-8mm-x-10mm-aluminium-flexible-shaft-coupling-Plum-coupling-coupler-D20-L30-MB0013-3/729991382.html
[20:06:01] <LeelooMinai> and the ones that have helical cut in them?
[20:12:33] <jdh> those tend to have some lash in them
[20:16:22] <LeelooMinai> Hmm... But they seem to be pretty common too and priced a bit higher
[20:21:11] <jdh> the lovejoy style has the lash
[20:21:47] <jdh> the helical ones tend to snap, but sometimes they need to. Rarely opportune though.
[20:21:54] <jdh> I like Oldham style couplers.
[20:22:36] <LeelooMinai> lovjoy is the one with "spider"?
[20:22:43] <jdh> yes
[20:23:13] <LeelooMinai> Why would people use them then if they have backslash?
[20:24:21] <jdh> I think lovejoy(tm) makes some that claim zero backlash
[20:25:05] <jdh> http://www.lovejoy-inc.com/content.aspx?id=544
[20:25:20] <jdh> Jaw designs usually are not recommended for engine-driven or frequent start-stop-reversing applications because of backlash
[20:29:50] <LeelooMinai> So for cnc they are probably not a good choice? Helical ones should be better?
[20:30:47] <jdh> that is my opinion. I would probably get oldhams thouhg
[20:31:14] <LeelooMinai> they don't seem to have cheap odlham-style ones on aliexpress
[20:32:13] <jdh> I don't see any
[20:34:09] <jdh> guess it depends on your definition of cheap though.
[20:34:40] <LeelooMinai> I am a poor hobbyist - cheap means <$5 per one
[20:35:05] <jdh> bah... you have tons of nifty toys
[20:35:27] <LeelooMinai> None of them are expensive - I have to save to buy anything nice.
[20:35:43] <jdh> me too
[20:36:06] <LeelooMinai> OR find deals - for example the floor drill press I bought from a guy that bought two by accident
[20:37:22] <jdh> how do you accidentally buy two. and why not just return one.
[20:37:46] <LeelooMinai> Don't ask me - he sold it to me new in the box for $250
[20:42:38] <zeeshan|3> LeelooMinai: what side do you need
[20:42:43] <zeeshan|3> i have a lot of couplers ill never use
[20:42:55] <zeeshan|3> the aluminum slit ones are a piece of shit for my application
[20:42:58] <LeelooMinai> zeeshan|3: I already ordered helical ones
[20:43:03] <zeeshan|3> cause i have 1200oz-in steppers
[20:43:06] <LeelooMinai> I needed 8 to 10mm
[20:43:13] <zeeshan|3> oh
[20:43:17] <zeeshan|3> mine are 16mm to 1/2"
[20:43:19] <zeeshan|3> and 10mm to 1/2"
[20:43:47] <LeelooMinai> 1200 sounds large, I think mine are 450 or so
[20:44:06] <zeeshan|3> cant have too much torque when turning and milling
[20:44:07] <zeeshan|3> :P
[20:44:21] <zeeshan|3> i picked the motors based o nthe fact that i will be machining 4340
[20:44:31] <zeeshan|3> which requires a considerable amount of feed force
[20:44:34] <LeelooMinai> Well, I the ones I have are not exactly tiny - or so I thought
[20:44:47] <LeelooMinai> That's steel right?
[20:44:57] <zeeshan|3> chromoly steel, one of the hardest
[20:45:15] <LeelooMinai> I doubt I will go there (steel)
[20:45:34] <LeelooMinai> I bet all the cutters and other tools for it are expensive
[20:46:05] <zeeshan|3> yea my tooling costs more than the machine itself
[20:46:15] <zeeshan|3> i thought people were joking about that back in the day
[20:47:10] <zeeshan|3> http://www.youtube.com/watch?v=oospKiICksY&list=UUy-Z-COl0WvPmSLXMOvtedg
[20:47:14] <zeeshan|3> i dunno if you saw this the other day
[20:47:23] <LeelooMinai> I have a KMC (?) big catalogoue and when I look inside the prices of some tools are pretty scary
[20:47:28] <zeeshan|3> kbc
[20:47:33] <zeeshan|3> but kbc is pretty expensive
[20:47:36] <LeelooMinai> Right, KBC
[20:47:51] <zeeshan|3> i buy from kijiji or ebay auctions
[20:47:51] <LeelooMinai> They have some cheap things too - under KBC brand mostly
[20:47:53] <zeeshan|3> or farm auctions
[20:48:02] <LeelooMinai> Probably get them from China
[20:48:09] <jdh> brass dildo cutting?
[20:48:14] <zeeshan|3> yea its unbranded, itll be chinese
[20:48:21] <zeeshan|3> but nothing wrong with chinese, when it comes to most things..
[20:48:24] <zeeshan|3> jdh yessir
[20:48:25] <LeelooMinai> I bought some - like a center punch set - was better than nothing
[20:48:26] <zeeshan|3> you wants?
[20:48:31] <jdh> except chinese steel
[20:48:39] <zeeshan|3> chinese steel is okay
[20:48:43] <zeeshan|3> as long as it's from taiwan
[20:49:03] <zeeshan|3> jdh i've been doing tests on 5052 made in china
[20:49:04] <jdh> that's not chinese. unless you ask the chinese
[20:49:06] <zeeshan|3> at my school lab
[20:49:15] <zeeshan|3> and comparing them to the 5052 made by "alcan"
[20:49:27] <LeelooMinai> I bought some cobalt drills from aliexpress - I used them for making the CNC - they seem to be fine
[20:49:44] <zeeshan|3> the best way i can describe it, is the chinese aluminum is not 5051
[20:49:46] <zeeshan|3> (5052)
[20:49:56] <zeeshan|3> cause it has have the formability of the 5052 made by alcan
[20:49:57] <zeeshan|3> lol
[20:50:16] <zeeshan|3> LeelooMinai: why are you using cobalt bits for drilling into aluminum :P
[20:50:25] <jdh> I've bought chinese carbide and HSS endmills. I prefer used .us HSS over either.
[20:50:48] <LeelooMinai> Well, I may have overkilled them a bit, but I also needed to make some holes in those steel angles
[20:51:01] <zeeshan|3> how slow does your drill press go?
[20:51:11] <LeelooMinai> from 300
[20:51:23] <zeeshan|3> 300 rpm , hss steel will cut through steel like butter
[20:51:55] <LeelooMinai> Maybe, but those cobalt drills cut like through water for me:)
[20:52:41] <LeelooMinai> I used transmission fluid to keep them cool
[20:55:04] <zeeshan|3> ive been using this stuff:
[20:55:20] <zeeshan|3> http://www.princessauto.com/pal/en/Band-Saws/4-Litre-Cutting-Oil-Coolant/8034012.p
[20:55:24] <LeelooMinai> Ok, I played with g codes, moving things around, just because it was fun and sounded weird
[20:55:25] <zeeshan|3> ive been trying to find a dealer for this though:
[20:55:36] <LeelooMinai> I am ready for next step
[20:55:57] <LeelooMinai> I used transmission fluid for tapping too
[20:56:01] <jdh> sharpie?
[20:56:07] <LeelooMinai> It's pretty cheap and I foudn a lot of it in my basement
[20:56:52] <LeelooMinai> No, I am thinking that since I have that nice Proxxon rotary tool, I should maybe make a bracket for it and attach it to the X-axis and to something light in wood drill some holes
[20:57:02] <LeelooMinai> Z-axis
[20:57:20] <zeeshan|3> http://ecx.images-amazon.com/images/I/41IxTgK7KYL._SY445_.jpg
[20:57:21] <zeeshan|3> that stuff
[20:57:25] <zeeshan|3> cant find a dealer for it lcoally =/
[20:57:44] <LeelooMinai> I have two of those:
http://www.proxxon.com/us/micromot/38472.php?list
[20:57:51] <LeelooMinai> Because they send me two by accident
[20:58:04] <zeeshan|3> run dual cutters :D
[20:58:05] <LeelooMinai> One I use for pcbs, so I can attach one to the CNC for now I guess
[20:58:30] <LeelooMinai> They are so much nicer than Dremels
[20:58:40] <LeelooMinai> And not that expensive
[20:59:20] <LeelooMinai> Not for milling or anything, but for some small precision work they should do
[20:59:53] <zeeshan|3> if you look on kijiji
[20:59:55] <LeelooMinai> I don't even know what to use for milling. I saw some spindle kits on aliexpress, but they require VFD and in total this may be not cheap
[21:00:07] <zeeshan|3> http://www.busybeetools.com/product_images/35/5235/1613AEVS_zoom.jpg
[21:00:11] <zeeshan|3> you can find one of those for pretty cheap
[21:00:22] <zeeshan|3> ive personally put a 1/2" cutter in one of those
[21:00:26] <zeeshan|3> and cut through 6061 like butter
[21:00:42] <LeelooMinai> I saw some people using bosh, e... hmm... colt?
[21:00:53] <LeelooMinai> A tiny router
[21:01:07] <zeeshan|3> looks nice
[21:01:08] <LeelooMinai> Not sure if that would work well when milling alu
[21:01:31] <zeeshan|3> it uses a 1/4" collet apparently
[21:01:35] <zeeshan|3> so you'd be limited to small end mills
[21:02:34] <LeelooMinai> May be a good way to start though
[21:02:57] <LeelooMinai> Mill some alu case for one of my EE projects or something like that
[21:05:02] <LeelooMinai> I think some people also mentioned this one:
http://toolmonger.com/2012/03/20/preview-makita-compact-router/
[21:05:09] <LeelooMinai> But it may be more expensive
[21:07:07] <LeelooMinai> But for now I need to devise some method of attaching that proxxon - it has 20mm collar, but I don't have a drill or anything with exactly that diameter
[21:08:07] <zeeshan|3> you need to make a 20mm hole in a square block?
[21:08:28] <LeelooMinai> Yes, something like that and then cut a slot so I can clamp the proxxon
[21:08:36] <zeeshan|3> so then it doesnt really need t obe 20mm
[21:08:39] <zeeshan|3> you can make it a bit smaller
[21:09:12] <zeeshan|3> 25/32 or even 3/4"
[21:09:37] <LeelooMinai> All I have is a set of bi-metal saws - they work decent in alu though. I made holes for couplers/shafts with them
[21:10:24] <LeelooMinai> They clog fast, but with frequent cleaning, they make the hole, eventually:)
[21:10:49] <zeeshan|3> http://www.princessauto.com/pal/en/Drill-Presses/5-pc-Titanium-Coated-Silver-And-Deming-Drill-Bit-Set/3410934.p
[21:10:51] <LeelooMinai> So maybe I will try that tomorrow
[21:10:55] <zeeshan|3> this goes on sale for 20bux
[21:11:36] <LeelooMinai> Hmm, those are big drills
[21:11:41] <zeeshan|3> 3/4" hole saw will work too
[21:11:45] <zeeshan|3> your drill press can handle either one
[21:11:59] <zeeshan|3> the hole saw you'll just need to clamp it good :p
[21:12:29] <LeelooMinai> Right, I have nice clamps - some time ago I discovered that I want nice clamps
[21:12:56] <zeeshan|3> i scored a shit load of c-clamps off kijiji!
[21:13:02] <zeeshan|3> did i mention i love kijiji?
[21:13:03] <zeeshan|3> :p
[21:13:15] <LeelooMinai> My sister buys a lot from there
[21:13:34] <LeelooMinai> But it requires a lot of "hunting"
[21:13:44] <zeeshan|3> yes
[21:14:12] <LeelooMinai> I trey to find some electrical panel there for all the cnc electronics - drivers, bob, psu, etc.
[21:14:15] <LeelooMinai> try*
[21:14:35] <zeeshan|3> i go to a place in hamilton for my panels
[21:14:41] <zeeshan|3> electrical materials company
[21:14:58] <LeelooMinai> I think hammond makes boxes like that
[21:15:08] <LeelooMinai> But I don't really leave my room:)
[21:15:15] <LeelooMinai> I buy everything on internet
[21:15:16] <zeeshan|3> http://i.imgur.com/5I4eX43.jpg
[21:15:19] <zeeshan|3> 12x12"
[21:15:22] <zeeshan|3> for 18$
[21:15:25] <zeeshan|3> 6 deep
[21:15:37] <LeelooMinai> Right, that seems perfect
[21:15:47] <zeeshan|3> http://i.imgur.com/FSZbsdA.jpg
[21:15:49] <LeelooMinai> but it's not "normal" price, right?
[21:16:05] <zeeshan|3> 24x24x9" deep
[21:16:10] <LeelooMinai> You put the MB there too? :)
[21:16:12] <zeeshan|3> 50 something dollars
[21:16:16] <zeeshan|3> haha yea
[21:16:16] <LeelooMinai> I would be afraid of doint that
[21:16:22] <zeeshan|3> it's working out fine so far
[21:16:32] <LeelooMinai> I mean those drivers must generate tons of noise
[21:16:43] <zeeshan|3> the vfd for sure
[21:16:48] <zeeshan|3> not supre about the steppers
[21:16:55] <zeeshan|3> plus computers use digital signals
[21:17:02] <zeeshan|3> usually differential
[21:17:06] <Jymmm> zeeshan|3: wth i the orange thing?
[21:17:07] <LeelooMinai> And VFD, yes... I had this idea too originally, but decided it's too risky
[21:17:07] <zeeshan|3> so i figured , why not :P
[21:17:21] <LeelooMinai> So just used normal pc case
[21:17:28] <Jymmm> zeeshan|3: wth is the orange thing?
[21:17:33] <zeeshan|3> i left enough room around both the stepper driver and vfd to mount a farady cage
[21:17:34] <zeeshan|3> if need be!
[21:17:41] <zeeshan|3> Jymmm: lol heat sink
[21:17:44] <zeeshan|3> you dont like my heatsin?!?
[21:17:58] <LeelooMinai> Looks like a batterfly
[21:18:03] <zeeshan|3> http://images.anandtech.com/reviews/cooling/2007/zerotherm-btf90/btf90.jpg
[21:18:03] <LeelooMinai> butter*
[21:18:04] <zeeshan|3> !
[21:18:17] <Jymmm> zeeshan|3: Jut nfc what it was.
[21:18:20] <zeeshan|3> ps. 'fuck that heatsink'
[21:18:26] <LeelooMinai> Let me guess - it's calld that too:)
[21:18:27] <zeeshan|3> i sliced my hand on it hard the other day
[21:18:35] <zeeshan|3> the blades are FRIGGING sharp
[21:18:48] <Jymmm> zeeshan|3: so it's a lethal heatsink
[21:18:53] <zeeshan|3> yes
[21:19:18] <zeeshan|3> LeelooMinai: honestly man, if i were to have noise issues
[21:19:24] <zeeshan|3> i shouldve had them by now right?
[21:19:35] <zeeshan|3> i dont have my limit switches hooked up, and thats it so far
[21:19:51] <zeeshan|3> and ive tested the optical encoder signals for my spindle and theyre outputting a square wave into hal
[21:20:35] <LeelooMinai> I guess... the other reason I decided just to use PC case is that if I plug in a card there, like a mesa, it will be easier to mount it
[21:21:12] <zeeshan|3> i had it all in a pc case before
[21:21:16] <zeeshan|3> but the wiring got messy =/
[21:21:26] <zeeshan|3> (even the vfd was in there lol
[21:21:31] <LeelooMinai> No, I mean PC in the PC case, the drivers and bob in a separate one 0 that's my plan
[21:21:36] <zeeshan|3> oh
[21:22:15] <zeeshan|3> i always try to run my vfd to motor wires in armor cable
[21:22:21] <zeeshan|3> cause it acts like a shielded cable
[21:22:41] <Jymmm> ...that orange buterfly hetsinks can't penetrate
[21:22:47] <zeeshan|3> Jymmm: what!
[21:23:19] <LeelooMinai> Hmm, it's definitely obvious we live close - I have the same blue wire connectors, same lamp somewhere, and same mastercraft, e, grinder?
[21:23:32] <Jymmm> zeeshan|3: zeeshan|3: i always try to r cause it ...that orange buterfly hetsinks can't penetrate acts like a shielded cable un my vfd to motor wires in armor cable
[21:23:56] <zeeshan|3> that lamp and grinder are one assembly
[21:24:00] <zeeshan|3> mastercraft
[21:24:00] <Jymmm> zeeshan|3: just read the scrollback
[21:24:13] <LeelooMinai> A, lol, right - that's why it looked familiar
[21:24:36] <zeeshan|3> i get my stuff from everywhere man :P
[21:24:37] <Jymmm> zeeshan|3: just read the scrollback sequencially
[21:25:32] <zeeshan|3> Jymmm: lol
[21:25:46] <LeelooMinai> zeeshan|3: So that VFD is that for a spindle from China?
[21:25:55] <Jymmm> zeeshan|3: Did ya forget what you wrote already?!
[21:26:19] <zeeshan|3> Jymmm: it seems so :P
[21:26:33] <Jymmm> zeeshan|3: BTW... Ewwwwwwww on the black tape on the din connector
[21:26:55] <LeelooMinai> Isn't it heatshrink tube?
[21:27:11] <Jymmm> too shiny
[21:27:27] <Jymmm> and is covering the strain relief
[21:27:29] <zeeshan|3> electrical tape for the win!
[21:27:45] <LeelooMinai> A, there, outside
[21:27:53] <Jymmm> zeeshan|3: you should use heat shrink to build up the thickness so the strian relief works
[21:28:16] <zeeshan|3> LeelooMinai: you can see it here what the vfd is driving
[21:28:17] <zeeshan|3> http://i.imgur.com/zOgYeo2.jpg
[21:28:21] <zeeshan|3> 3hp 3 phase motor
[21:28:31] <zeeshan|3> Jymmm: im lazy man
[21:28:37] <zeeshan|3> my wiring is only professional for car stuff
[21:28:46] <zeeshan|3> when it comes to machinery, im a hackjob
[21:29:00] <Jymmm> zeeshan|3: That's even wose, as you're under a dash. This is bench top ZERO excuses
[21:29:03] <zeeshan|3> and btw, thats an old pic :)
[21:29:04] <XXCoder2> heys
[21:29:16] <Jymmm> XXCoder2: <----- Ho
[21:29:17] <zeeshan|3> hi
[21:29:29] <LeelooMinai> zeeshan|3: What is that whole motor thing even for?
[21:29:37] <zeeshan|3> turns the spindle on the lathe
[21:30:05] <Jymmm> LeelooMinai: If you ever see heatshrink that shiny, RUN! it's crap.
[21:30:22] <LeelooMinai> A, lathe - somehow that does not get me very excited - unless I was planning to make a chess set or something:)
[21:30:41] <zeeshan|3> majority of my machining is done on lathe
[21:30:45] <zeeshan|3> cause im working with shafts and gears
[21:30:52] <zeeshan|3> i sometimes use the mill
[21:31:03] <Jymmm> zeeshan|3: You don't give a shaft!
[21:31:12] <LeelooMinai> And what are those gears for? Some projects or you make them to sell?
[21:31:12] <zeeshan|3> http://i.imgur.com/j8cfYVT.jpg
[21:31:14] <zeeshan|3> remember that?
[21:31:16] <zeeshan|3> i posted it yesterday :P
[21:31:27] <zeeshan|3> LeelooMinai: car stuff
[21:31:30] <XXCoder2> how fast can lathe cnc be anyway? can it make square beam out of round stock by spinning and cutting
[21:31:44] <zeeshan|3> XXCoder2: ofcourse
[21:31:47] <Jymmm> zeeshan|3: is that cat5 I see there???
[21:31:58] <zeeshan|3> Jymmm: you still picking on my wiring?
[21:31:59] <zeeshan|3> :D
[21:32:09] <Jymmm> zeeshan|3: Kinda.
[21:32:09] <LeelooMinai> It would have to be pretty wel synchronized I think...
[21:32:28] <zeeshan|3> #1 use for my lath eis big threading
[21:32:34] <zeeshan|3> like a 1 1/2" threads
[21:32:55] <Jymmm> zeeshan|3: After all the crap that I have seen and repaired over stupid shit, yea, I kinda do.
[21:33:18] <zeeshan|3> also you need a lathe to do long boring
[21:33:19] <XXCoder2> hey lee
[21:33:27] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/E17AE951-BCE5-4467-B059-745F6E0CA1DD_zps07ab2cxv.jpg
[21:33:29] <zeeshan|3> for example for the steam engine
[21:33:38] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/valve_zps4e4c6689.png
[21:33:39] <zeeshan|3> or make that
[21:33:43] <zeeshan|3> Jymmm: my wiring is fine :P
[21:34:01] <Jymmm> zeeshan|3: But don't feel bad, I gave skunkworks_ shit over lack of panduit too.
[21:34:16] <zeeshan|3> haha
[21:34:18] <Jymmm> zeeshan|3: Uh, BULLSHIT. electrical tape never belongs in CNC
[21:34:40] <LeelooMinai> It does not belong almost anywhere
[21:34:42] <Jymmm> zeeshan|3: unless you are working on cnc machinery that produces electricaltape =)
[21:34:50] <zeeshan|3> lol
[21:35:19] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/043BE080-A207-42E0-B50A-043F615774EB-16172-0000162E033AEB12_zpsda10c7bd.jpg
[21:35:25] <zeeshan|3> fittings like this made on the lathe too
[21:35:31] <XXCoder2> 3d printer would be better suited for printing tapes :P
[21:35:37] <zeeshan|3> v band flanges made on the lathe too
[21:35:48] <zeeshan|3> theres countless shit the lathe is used for and the mill cant do it
[21:35:51] <Jymmm> XXCoder2: glorified hot glue guns
[21:35:52] <zeeshan|3> at least a 3 axis mill
[21:36:20] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/209F4E18-4326-459B-B434-E4D917B21701-4335-0000055369B9CDC6_zps983ec40e.jpg
[21:36:26] <zeeshan|3> another applicatrion (those bushings lol)
[21:37:09] <Jymmm> zeeshan|3: I bet this was your "my wiring is fine" too, huh?
http://i51.tinypic.com/2eanmvd.jpg
[21:37:17] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/intake-2.jpg
[21:37:20] <zeeshan|3> velocity stacks made on the lathe too
[21:37:34] <zeeshan|3> lol
[21:37:39] <Jymmm> =)
[21:37:40] <zeeshan|3> Jymmm: fine i will heat shrink my wire!
[21:37:43] <zeeshan|3> i can still do it
[21:37:51] <Jymmm> zeeshan|3: TY
[21:38:07] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/eng_parts.jpg
[21:38:10] <zeeshan|3> heres more applications of lathe
[21:38:13] <Jymmm> zeeshan|3: the strain reliefs on DIN connectors work pretty well actually.
[21:38:21] <zeeshan|3> can i stop posting why a lathe is useful now? :P
[21:38:34] <zeeshan|3> Jymmm: i wanted to seal em
[21:38:36] <Tom_itx> no
[21:38:39] <zeeshan|3> cause they dont look water proof
[21:38:49] <zeeshan|3> Tom_itx: no to me?: P
[21:39:01] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/turbo6.jpg
[21:39:03] <zeeshan|3> another flange!
[21:39:03] <Jymmm> zeeshan|3: the case isn't waterproof, whats your point?
[21:39:03] <LeelooMinai> Are there any special techniques for squaring CNC the first time? For no I can think of attaching indicator to the z-axis base and jsut run the x-axis to see how the distance to bed changes, but that's only one part of it
[21:39:06] <zeeshan|3> made on lathe
[21:39:13] <zeeshan|3> Jymmm: it is now
[21:39:20] <zeeshan|3> it's all sealed with caulking
[21:39:37] <Jymmm> I dont want to know
[21:39:39] <Tom_itx> LeelooMinai sure there are
[21:40:05] <LeelooMinai> Do I need something else than indicator and scales I have on all axis?
[21:40:09] <Tom_itx> make sure Z is straight up and down
[21:40:30] <zeeshan|3> if you were looking at your router from the side vide, you'd be checking for rotation aka knod
[21:40:37] <Tom_itx> make sure when you put an indicator in the spindle and move it around the bed, it doesn't change
[21:40:40] <zeeshan|3> and if you looked at it from the front view rotation
[21:41:40] <LeelooMinai> I also need to make sure the axis are perpendicular
[21:42:01] <LeelooMinai> X and Y for example
[21:42:07] <zeeshan|3> just attach your indicator to the axis of choice ie X axis
[21:42:15] <zeeshan|3> and mvoe it relative to the table
[21:42:21] <zeeshan|3> and check for misalignment
[21:42:33] <LeelooMinai> Right
[21:42:36] <XXCoder2> Tom_itx: is that method to check if bed is flat or making sure router is pointing exactly down?
[21:42:58] <Tom_itx> you get Z straight up and down first
[21:43:19] <LeelooMinai> How about calibration? If I move 5mm I notice I get a bit less on the digital scales - is that some stepper motor problem?
[21:43:38] <Tom_itx> once you get it all exact, tell it to move in a square about the table and see if the indicator ends up in the same spot it started
[21:43:40] <zeeshan|3> its easy to check for stepper problem
[21:43:51] <zeeshan|3> command to move it 0.050", then move it 0.050"
[21:44:00] <zeeshan|3> if it doesnt move another 0.050, more than likely your stepper's arent configured right
[21:44:02] <LeelooMinai> I mean stepper motor tolerance not repeatibility
[21:44:23] <LeelooMinai> It seems to prepeat well, just be out of scale a bit
[21:44:27] <zeeshan|3> you should know your lead screw tolerance, just by calculating it..
[21:44:32] <zeeshan|3> whats your pitch on your lead screw?
[21:44:35] <LeelooMinai> 5mm
[21:44:39] <zeeshan|3> and are you direct driving your steppers?
[21:44:42] <LeelooMinai> 5mm per rev that is
[21:44:46] <LeelooMinai> Yes
[21:44:50] <XXCoder2> LeelooMinai: does it "lose" distance each time it travels forward and back?
[21:44:55] <zeeshan|3> sorry, i work in inches lol
[21:44:56] <LeelooMinai> No
[21:45:04] <XXCoder2> or only certain direction and recovers on return?>
[21:45:21] <zeeshan|3> so your steppers do 200 steps for 360 degrees.
[21:45:38] <zeeshan|3> 5 mm = .196" , .196" / 200 = .0009"
[21:45:42] <LeelooMinai> Yes, well, let me test it now - I will move, say, 5cm and see what the scale says
[21:45:57] <LeelooMinai> How do I move relatively?
[21:45:57] <zeeshan|3> 0.025 mm should be your error
[21:46:16] <LeelooMinai> I only played with G00 for now - that's all I learned:)
[21:46:23] <zeeshan|3> just go into axis
[21:46:34] <zeeshan|3> and select whatever axis, and change the continuous to a value..
[21:46:37] <zeeshan|3> and click + once
[21:46:45] <LeelooMinai> But it has 5mm max
[21:46:55] <LeelooMinai> I guess I can add it to the ini, right?
[21:47:24] <LeelooMinai> NCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
[21:47:28] <zeeshan|3> yea
[21:47:31] <LeelooMinai> ^ is that for that menu?
[21:47:41] <LeelooMinai> ok
[21:49:28] <LeelooMinai> ok, moved 50mm, the scale shows 49.92mm
[21:49:51] <LeelooMinai> I will noe move -50mm
[21:50:17] <LeelooMinai> And spot on 0.00mm
[21:50:24] <LeelooMinai> So it's a scaling issue
[21:50:48] <zeeshan|3> i dont thinkso
[21:50:51] <zeeshan|3> if its 1:1 ratio
[21:50:56] <zeeshan|3> and 5mm pitch, it cant be scaling issue
[21:51:00] <zeeshan|3> it can be lead screw error
[21:51:26] <LeelooMinai> But aren't those steppers rated for 5% accuracy?
[21:51:32] <LeelooMinai> I remember reading something like that
[21:52:44] <LeelooMinai> Mine has step accuracy +/- 5% in the datasheet - is that unusual?
[21:53:07] <zeeshan|3> link
[21:53:13] <LeelooMinai> Also, there's some calibration menu in the axis
[21:54:12] <LeelooMinai> http://wantmotor201204.sell.everychina.com/p-91230881-wantai-3-axis-nema-23-stepper-motor-57bygh115-003-425oz-in-driver-dq542ma.html
[21:54:22] <LeelooMinai> ^ it's the motor that is in that kit, there's specs below
[21:55:04] <zeeshan|3> 0.09 degree error
[21:55:05] <zeeshan|3> hmm
[21:55:40] <LeelooMinai> "A step motor is a mechanical device that is manufactured to a certain tolerance. Typically a standard motor has a tolerance of +/- 5% non accumulative error regarding the location of any given step."
[21:55:47] <LeelooMinai> From
http://www.geckodrive.com/support/step-motor-basics/accuracy-and-resolution.html
[21:55:52] <LeelooMinai> So it seems to be "normal"
[21:56:12] <zeeshan|3> non accumulative error
[21:56:14] <zeeshan|3> nice
[21:56:28] <LeelooMinai> But it's non accumulative - yes, it will cancel after a rotation
[21:56:42] <LeelooMinai> I think
[21:56:47] <zeeshan|3> i dunno i might be calculating this wrong
[21:56:47] <zeeshan|3> but
[21:57:25] <zeeshan|3> 5% error of 1.8 deg means 0.09 degree max error, 360/0.09 = 4000 , 5mm/4000
[21:57:38] <zeeshan|3> = 0.00125 mm error
[21:57:49] <zeeshan|3> which doesnt explain the 0.08mm error you're getting
[21:58:02] <LeelooMinai> Hmm... I have 800 steps per rev now
[21:58:21] <LeelooMinai> But anyways, 50mm that's 10 revs
[21:59:02] <LeelooMinai> But as they write non-accumulative, yes, I have no idea
[21:59:22] <LeelooMinai> Unless my measuring scale is not perpendicular:)
[21:59:32] <zeeshan|3> use your dial indicator
[21:59:36] <zeeshan|3> and move it smaller
[21:59:42] <zeeshan|3> half the range of your dial indicator
[21:59:56] <LeelooMinai> Right, let me think how to attach it
[22:00:39] <LeelooMinai> I have magnetic holers - oops
[22:00:43] <LeelooMinai> holders*
[22:01:19] <XXCoder2> heh if you invent a way to hole magnetic field..
[22:01:20] <LeelooMinai> I could measure to the gantry wall I guess
[22:02:19] <LeelooMinai> I need to MacGuver something now with a screw
[22:03:31] <zeeshan|3> use a 25lb steel dumbell
[22:03:32] <zeeshan|3> :P
[22:04:57] <XXCoder2> would this work
http://www.aliexpress.com/item/2014-New-6-150-mm-Digital-Vernier-Caliper-Micrometer-Guage-Electronic-Accurately-Measuring-Stainless-Steel-7/1867972985.html or will it fall apart as soon as I look at it? lol
[22:04:59] <LeelooMinai> ok, I know, rails are steel
[22:05:26] <skunkworks_> you have 5mm lead screws - direct drive?
[22:05:45] <zeeshan|3> XXCoder2: plastic jaws are a fail
[22:06:03] <skunkworks_> so - each full step is .025?
[22:06:11] <XXCoder2> one dollar lol
http://www.aliexpress.com/item/EXPLOIT-TOOLS-60-mm-Mini-Plastic-Digital-CALIPER-VERNIER-GAUGE-MICROMETER/1860820598.html
[22:06:22] <XXCoder2> it even has exploit in store name :P
[22:06:46] <LeelooMinai> XXCoder2: Buy the ones I linked yesterday:
http://www.aliexpress.com/item/FRS1021-150-Free-shipping-150mm-6-Digital-CALIPER-VERNIER-GAUGE-MICROMETER-Stainless-Steel-with-perfect-package/1781637577.html?s=p
[22:06:53] <LeelooMinai> Or similar
[22:07:01] <skunkworks_> You can't expect much more than .025mm positioning...
[22:07:08] <zeeshan|3> LeelooMinai: ! why do you buy online!
[22:07:26] <LeelooMinai> zeeshan|3: As opposed to what? :)
[22:07:35] <LeelooMinai> Flying to china? :)
[22:07:42] <zeeshan|3> no
[22:07:43] <XXCoder2> lee thanks I wiped cart by mistake so have to find em all again lol
[22:07:47] <zeeshan|3> http://www.canadiantire.ca/en/pdp/tools-hardware/measuring-tools/specialty-measuring/mastercraft-digital-caliper-0586800p.html#.U6jnQbG0TOU
[22:07:51] <zeeshan|3> !
[22:07:53] <zeeshan|3> its local
[22:08:01] <zeeshan|3> not as cheap
[22:08:03] <zeeshan|3> but still :P
[22:08:20] <LeelooMinai> zeeshan|3: That on sale and $15 + tax - on ali you can get lower
[22:08:26] <toastyde1th> tbh if there's one thing you should buy mitotoyo, it's calipers
[22:08:35] <toastyde1th> 30-40 dollar mics? fine
[22:10:03] <LeelooMinai> ok, ready to do indicator test with 5mm
[22:10:07] <XXCoder2> lee I changed state to oregon site dont check zipcode apparently so everything else in my address is same. USPS will correct it :P plus msg says Change state to Washington
[22:10:08] <CaptHindsight> they are cheaper in Japan, if you're in the neighborhood
[22:10:42] <zeeshan|3> toastyde1th: i have both mitutoyo dial caliper, and digital vernier
[22:10:42] <zeeshan|3> and both of them read the exact same as my mastercraft china import
[22:10:42] <zeeshan|3> on gauge blocks
[22:10:42] <zeeshan|3> i usually use the mitutoyos for "precise work"
[22:10:42] <zeeshan|3> and the mastercraft ones for scribing the shit out of stuff :p
[22:10:46] <LeelooMinai> Hmm 5.005
[22:11:07] <LeelooMinai> So it my linear scale 0 it must be not parallel and I will need to fix it
[22:11:07] <toastyde1th> zeeshan|3, they usually do read the same until something goes wrong
[22:11:40] <toastyde1th> the imports also wear much faster and can have parallelism issues, which only crops up when you aren't expecting it
[22:12:57] <LeelooMinai> Then you buy another pair"_
[22:13:12] <zeeshan|3> toastyde1th: to be honest with you, for a home shop machinist
[22:13:17] <zeeshan|3> ive had mine for about 5 years now
[22:13:20] <LeelooMinai> Even if you buy 5 it will be probably be still cheaper
[22:13:20] <zeeshan|3> and they've seen a shit load of abuse
[22:13:33] <zeeshan|3> i will never use my expensive calipers on a daily basis
[22:13:38] <zeeshan|3> nor will i use em for scribing! :{
[22:13:39] <zeeshan|3> they cost too much
[22:14:16] <CaptHindsight> whats happenin in Toronto this time of year? might be doing a road trip to NY via the 401
[22:16:17] <zeeshan|3> CaptHindsight: im anerd
[22:16:22] <zeeshan|3> i stay in my garage
[22:16:25] <zeeshan|3> or campus :P
[22:16:34] <zeeshan|3> and ocassionally the race track
[22:18:19] <zeeshan|3> toastyde1th: one place i've seen a siginficant deviation between chinese and proper company tools is a dial indicator
[22:18:22] <zeeshan|3> mechanical kind
[22:18:40] <zeeshan|3> my 1" chinese 0.001 indicator is out by 0.006" over 1" travel
[22:18:44] <toastyde1th> that's where it bothers me least
[22:18:54] <zeeshan|3> for me it bothers me a lot
[22:19:02] <zeeshan|3> cause i use dial indicators on the mill for each axis
[22:19:11] <zeeshan|3> they're my DRO :)
[22:19:12] <toastyde1th> bold
[22:19:25] <toastyde1th> i've only ever used dial indicators as a stop
[22:19:45] <zeeshan|3> theres no point in throwing glass scales on a machine ill prolly convert to cnc
[22:19:52] <zeeshan|3> so im just making the indicators work for now
[22:20:47] <toastyde1th> out of curiosity, why do you need a dro on a manual mill
[22:21:04] <zeeshan|3> bolt circles
[22:21:19] <zeeshan|3> my X screw has almost 45 thou backlash
[22:21:21] <zeeshan|3> it confuses me sometimes :P
[22:21:24] <toastyde1th> lol
[22:32:18] <toastyde1th> i always did bolt circles via layout
[22:32:45] <toastyde1th> drill press that shizz right up
[22:34:23] <zeeshan|3> for some reason
[22:34:36] <zeeshan|3> i love putting 3 dowels equially spaced for alignment
[22:34:41] <zeeshan|3> so they have to be pretty dead on
[22:34:55] <zeeshan|3> =/
[22:34:58] <toastyde1th> wut
[22:35:07] <toastyde1th> 3 dowels for alignment?
[22:35:17] <zeeshan|3> yes, on the face of a hub
[22:35:29] <zeeshan|3> where you can't register on the inner diametr
[22:35:50] <toastyde1th> time to make you some diemaker's buttons
[22:36:03] <toastyde1th> and stop farting about with dial indicators
[22:36:34] <toastyde1th> get them pins dead fuckin' nuts on a manual mill with a boring head
[22:36:42] <toastyde1th> .0002" if you've got a steady hand
[22:53:59] <LeelooMinai> toastyde1th: You sound like a machinist-rapper:)
[22:54:06] <toastyde1th> hahaha
[22:59:20] <toastyde1th> i'm of the opinion that diemaker's buttons are probably the most underused tool available to manual machinists
[22:59:30] <toastyde1th> so i try to evangalize them where possible
[23:00:40] <LeelooMinai> Same here.
[23:00:45] <LeelooMinai> BTW, what are they?
[23:01:33] <LeelooMinai> http://www.zazzle.ca/die+maker+buttons ? :)
[23:01:47] <toastyde1th> they're essentially washers on steroids - you drill a hole in a bar, and turn the bar to some nice size
[23:01:58] <toastyde1th> sandpaper it, whatever, give it a nice finish that doesn't have tool marks
[23:02:33] <toastyde1th> chop the bar up into .5" or so slugs
[23:02:54] <toastyde1th> now what you can do is rough drill holes in a part, big enough for a small bolt to fit in
[23:03:13] <toastyde1th> put a washer on the bolt, put a diemaker button under that, and bolt the button to the part
[23:03:35] <toastyde1th> now you can do things like use a surface plate, height gauge, calipers, etc
[23:03:49] <toastyde1th> to precicely set the position of these buttons
[23:04:11] <toastyde1th> the best way to do it is a cheap height gauge with a dial indicator, and a cheap set of gage blocks.
[23:05:06] <toastyde1th> or for a bolt hole circle, you measure between the buttons themselves
[23:05:19] <Jymmm> toastyde1th: diemaker button ???
[23:05:39] <toastyde1th> either way, once they're in position, you tighten them down lightly, and take them over to the mill (preferably lathe faceplate, actually)
[23:05:59] <toastyde1th> line up the first button with a dial indicator, clamp the part down, and pull the button off
[23:06:04] <toastyde1th> drill + bore
[23:06:25] * LeelooMinai pretends the above is clear and simple
[23:06:29] <toastyde1th> sry
[23:08:56] <toastyde1th> a diemaker's button is just a set of thick rings that are all the same size
[23:09:08] <toastyde1th> you position the rings on your part, because rings are easy to locate and move with bolt tension
[23:09:29] <toastyde1th> (bolt through the center)
[23:09:46] <toastyde1th> since the bolt's in the center, you can also use the ring to find your position on the mill to drill and bore a hole very accurately
[23:10:25] <Jymmm> I'll take your word for it =)
[23:10:38] <toastyde1th> it's how they used to make stamping die sets and injection molds before cnc
[23:11:12] <toastyde1th> very-high-accuracy machine tools existed only after the 1960s or so
[23:12:50] <toastyde1th> sigh
[23:14:05] <Jymmm> tell the pyramid makers that =)
[23:14:18] <toastyde1th> no machine tools involved in the pyramids :D
[23:14:35] <Jymmm> you never know
[23:14:42] <toastyde1th> it's true
[23:14:44] <toastyde1th> aliens could have done it
[23:14:52] <Jymmm> exactly
[23:16:24] * LeelooMinai imagines caterpillar shaped aliens on some planet saying to each other "I could not have done it"
[23:17:00] <mozmck1> toastyde1th: do you have a link to more information on diemaker buttons?
[23:17:14] <toastyde1th> nope, they're just in every diemaker's book i've got
[23:17:18] <mozmck1> using them in particular?
[23:17:38] <mozmck1> I don't know that I have a book on diemaking in particular...
[23:17:52] <toastyde1th> a lot of the really old books don't even bother to explain what they are, they just say "use buttons for these type of layout tasks"
[23:18:16] <mozmck1> It's the using them that I'm having trouble understanding from your description.
[23:18:20] <toastyde1th> oh
[23:18:53] <toastyde1th> so you have a bunch of these buttons bolted loosely to a plate or something. You now measure, however you please, from your reference edges to the button centerline.
[23:19:58] <mozmck1> ok...
[23:20:17] <toastyde1th> if you have a hole you need 5.000" from an edge, and you have a .500" button, you're going to set your part with the datum side down on a surface plate, set your height gauge to 5.250", and tap the button around until it's zeroed
[23:21:10] <LeelooMinai> Hmm any suggestions on how to make xy table on my CNC? The only material I can see in the local shop is hot rolled 1/4 plate - is that pretty much useless for this purpose?
[23:21:24] <LeelooMinai> A36
[23:21:35] <mozmck1> I see. and then use a center or edge finder to locate the center on the mill?
[23:21:42] <toastyde1th> mozmck1, yep
[23:21:47] <toastyde1th> preferably you use a dial indicator
[23:22:07] <toastyde1th> and sweep around the edge until it reads 0 runout
[23:22:22] <mozmck1> I see.
[23:22:30] <toastyde1th> don't even need the mill xy table for this, which is why the lathe was predominantly used for boring holes
[23:22:38] <Connor> LeelooMinai: You already have a table.. you just need a spoil board ?
[23:23:04] <LeelooMinai> Well, I have a minimal bed that connects the rail blocks
[23:23:26] <LeelooMinai> I need to put something on on so that I will be able to somehow clamp workpieces to it
[23:23:28] <Connor> MDF ?
[23:23:30] <mozmck1> I have a punch press, maybe I should use my antique lathe to make some dies for it - I'm sure I'd learn a lot.
[23:23:31] <toastyde1th> (a hole bored on a lathe is usually more dimensionally stable)
[23:23:46] <Connor> cheap, can replace it.
[23:23:55] <Connor> stable.
[23:24:04] <LeelooMinai> And how will I clamp to mdf?
[23:24:29] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[23:24:35] <Connor> that's my router.
[23:24:50] <toastyde1th> mozmck1, at least personally it made a lot of things I thought were difficult, much simpler
[23:24:53] <mozmck1> toastyde1th: stable, not accurate?
[23:25:07] <toastyde1th> accuracy is improved if you have the gear to do it
[23:25:23] <LeelooMinai> Connor: Isn't mdf, hmm, not wery flat and dependant on humidity?
[23:25:24] <toastyde1th> for instance, it's easier to move a lathe .0001" than it is an inexpensive boring head
[23:25:30] <mozmck1> yes, I'm sure there were many tricks like that.
[23:25:46] <LeelooMinai> Connor: Or is it some special mdf?
[23:25:52] <toastyde1th> the hole is less likely to have major geometric defects in it, is what i meant
[23:26:02] <mozmck1> ok, so you do mean accurate? I think of stability as not changing with temperature etc.
[23:26:18] <mozmck1> crosstalk there.
[23:26:22] <toastyde1th> nah, i mean geometric consistency, as in gd&t
[23:26:25] <Connor> LeelooMinai: It's more stable than wood.. as long as the humidity doesn't change drastically.
[23:26:26] <mozmck1> I see.
[23:26:39] <toastyde1th> like, if you drill a hole with a drill, you wind up with a somewhat triangular hole
[23:26:55] <Connor> if in house in AC should be good.
[23:26:57] <toastyde1th> if you mill a hole with circular interpolation with CNC, you wind up with a square hole
[23:27:16] <mozmck1> or polygonal
[23:27:18] <LeelooMinai> Connor: So what do you mill with that mdf base?
[23:27:42] <toastyde1th> but on a lathe or boring head in a mill, you wind up with a fairly concentric/cylindrical hole
[23:27:58] <LeelooMinai> I saw people using fancy mic6 plates with lots of holes
[23:28:04] <toastyde1th> the boring head/mill tends to be very much not-perpendicular (normal) to the reference surface
[23:28:20] <Connor> LeelooMinai: I routed out slots using the router manually.
[23:28:23] <toastyde1th> whereas the lathe gives you quite a perpendicular hole, with the downside being a bit of conic error
[23:28:35] <toastyde1th> but the conic error winds up being so tiny few applications care about it
[23:28:35] <Connor> You can surface the spoil board with the router itself too.
[23:28:52] <Connor> using 1/2" bit.
[23:28:55] <LeelooMinai> Slots for the t-slots?
[23:29:02] <mozmck1> conic because of ways not being perpendicular or bit deflection?
[23:29:08] <Connor> Yea. I milled that using the router before I mounted it.
[23:29:18] <toastyde1th> the spindle not being parallel to the ways
[23:29:26] <LeelooMinai> Ah, I see - you have 4 t-slots there
[23:29:38] <toastyde1th> if your ways are ultra-worn, you can get some crazyness going on, but usually not measurable over most bored distances
[23:29:40] <Connor> You can also use 3" x 1" 80/20 or similar and make a bed.
[23:29:52] <mozmck1> I see, but in a good well setup lathe that should be quite minimal.
[23:29:57] <toastyde1th> yep
[23:30:16] <toastyde1th> and if you care-care, you can align the compound slide to the spindle
[23:30:22] <toastyde1th> and use that for boring.
[23:30:22] <mozmck1> Not that mine is :( I need to get it set and leveled.
[23:30:37] <LeelooMinai> Ok, I think a bed like that would be good for the beginning - should not be expensive if I can find those t-slots chea
[23:30:42] <LeelooMinai> cheap
[23:31:15] <Connor> I also went back and drilled 35 holes and put nuts on the underside.
[23:32:02] <Connor> T nuts...
[23:32:05] <LeelooMinai> Connor: Did you buy the t-slots online somewhere?
[23:32:24] <Connor> You can get those at any typical wood working shop.
[23:33:10] <LeelooMinai> And one of those sets then cam be used, right?
http://www.ebay.ca/itm/Grizzly-G1076-Clamping-Kit-for-5-8-Inch-T-Slots-52-Piece-/151177897655?pt=BI_Tool_Work_Holding&hash=item2332e7a6b7&_uhb=1
[23:33:36] <Connor> Umm.. you need to use slightly smaller
[23:33:40] <Connor> depending on the size you get.
[23:33:49] <Connor> I think 1/4" set is what my slots are.
[23:34:03] <LeelooMinai> Right, they have different sizes
[23:34:07] <toastyde1th> strap clamps
[23:34:08] <toastyde1th> fyi
[23:34:13] <LeelooMinai> Ok, sounds like a plan, thx
[23:34:15] <Connor> I use the wood working style..
[23:34:19] <toastyde1th> is what those are called
[23:34:28] <Connor> you see them in my picture..
[23:34:31] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[23:36:11] <LeelooMinai> Connor: lol, for long time I thought that that thing to the left is some very poor man's speaker column
[23:36:37] <Connor> rofl. No. fan for the electronics.
[23:36:41] <LeelooMinai> I think that's a signal I should go to sleep
[23:36:59] <Connor> http://www.ivdc.com/cnc/cnc4.jpg
[23:37:31] <LeelooMinai> That's a big fan
[23:38:37] <Connor> 120v.. was from the Dot Matrix sound proof box I took the plexi from
[23:39:32] <LeelooMinai> Ok, I go to sleep - tomorrow more CNC adventures for me I guess
[23:46:16] <XXCoder2> zeeshan|3: better that than my cheapass calipier. its around 1 mm off :P
[23:46:29] <XXCoder2> in least its consitient so easy to just add 1 mm
[23:47:37] <zeeshan|3> just zero em out?
[23:48:03] <XXCoder2> zee zero what?
[23:48:25] <XXCoder2> it has nothing to zero out, its tape thats taped wrong place lol
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
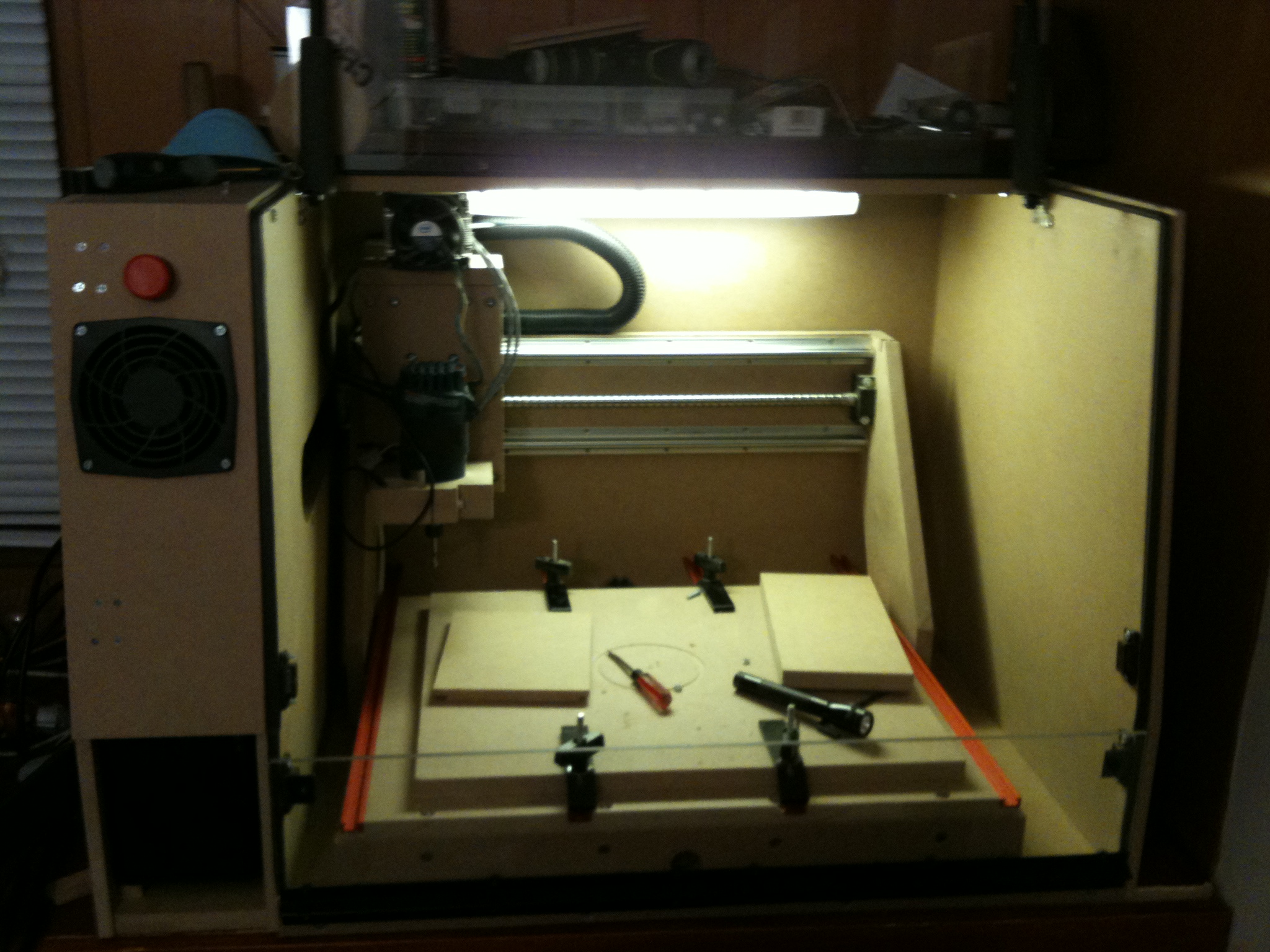{kind=link}
{kind=link}