Back
[00:00:25] <zeeshan|3> theres 3.5 thou backlash in both X and Z
[00:00:58] <zeeshan|3> the way i checked for it is by pulling the entire axis ie for example the carriage in one direction and setting it to 0. pulled it in that direction again, and it would flex and return to 0. so i know all back lash was gone
[00:01:08] <zeeshan|3> and then i pulled it with one good tug in the opposite direction, and im getting 3.5 thou
[00:01:23] <zeeshan|3> what to do
[00:01:25] <Jymmm> pulled? as in physically?
[00:01:28] <zeeshan|3> yes
[00:01:33] <Jymmm> on what a router?
[00:01:38] <zeeshan|3> no my lathe
[00:02:03] <Jymmm> just spin the leadscrew and setup a TDI
[00:02:08] <zeeshan|3> i did
[00:02:11] <zeeshan|3> it does the same thing
[00:02:17] <zeeshan|3> if i move +.010 in one direction
[00:02:36] <Jymmm> Except you may be torquing one end
[00:02:43] <zeeshan|3> and command -0.010, it moves to -0.065
[00:02:53] <zeeshan|3> er it moves to 0.065 on the indicator
[00:03:09] <zeeshan|3> it's not consistent.. =/
[00:03:35] <Jymmm> is the setting soff?
[00:03:37] <Jymmm> off?
[00:03:46] <zeeshan|3> what setting
[00:03:50] <Jymmm> lcnc
[00:03:55] <zeeshan|3> you tell me
[00:04:00] <zeeshan|3> i was thinking its okay.. because
[00:04:05] <zeeshan|3> if i command +.010 it moves to 0.010
[00:04:05] <Jymmm> try 1.0"
[00:04:14] <zeeshan|3> if i command .020 it moves 0.020
[00:04:22] <Jymmm> ok
[00:04:37] <Jymmm> move it somewhere off end end
[00:05:09] <Jymmm> setup yout TDI so it's like 0.100"
[00:05:22] <Jymmm> command 4" away from the tdi
[00:05:32] <Jymmm> command -4"
[00:05:41] <Jymmm> or zero or whatever
[00:05:52] <Jymmm> you shoul be back on 0.100"
[00:05:55] <Jymmm> on the TDI
[00:06:10] <Jymmm> make sense?
[00:06:13] <zeeshan|3> yes
[00:06:26] <zeeshan|3> i gurantee you itll be at 0.965 :p
[00:06:30] <Jymmm> the 0.100" is so you can see if you gain/lose
[00:06:44] <Jymmm> ah
[00:06:56] <zeeshan|3> i mean 0.0965
[02:04:44] <Deejay> moin
[05:12:55] <jthornton> morning
[06:07:47] * JT-Shop heads for Cuba
[06:08:07] <archivist> moooooore holiday!
[06:08:08] <zeeshan|3> morning
[06:08:14] <zeeshan|3> http://i.imgur.com/0YSvu8o.png
[06:08:15] <zeeshan|3> from this
[06:08:16] <zeeshan|3> to THIS
[06:08:38] <zeeshan|3> http://i.imgur.com/Ok44zCv.jpg
[06:08:39] <zeeshan|3> it works!
[06:08:40] <zeeshan|3> :D
[06:09:45] <archivist> another happy bunny, up late or up early playing
[06:09:50] <zeeshan|3> up late
[06:09:55] <zeeshan|3> been up all night
[06:09:56] <zeeshan|3> messing with this thing
[06:10:12] <zeeshan|3> i still need to learn how to deal with coordinate sy stems
[06:10:17] <zeeshan|3> they're quite confusing
[06:11:07] <archivist> you can ignore "convention"
[06:11:23] <JT-Shop> just a day ride
[06:11:37] <zeeshan|3> archivist: do you have a cnc lathe?
[06:11:41] <archivist> yes
[06:11:52] <JT-Shop> zeeshan|3, have you read my tutorials?
[06:12:10] <zeeshan|3> JT-Shop: no, keywords to search for on google? :]
[06:12:18] <JT-Shop> gnipsel.com
[06:12:18] <archivist> beer cave
[06:12:28] <zeeshan|3> archivist: when you put in your work piece say a 2" diameter rod that sticks out 3" from the chuck
[06:12:30] <JT-Shop> LOL yea and that too
[06:12:36] <archivist> :)
[06:12:42] <zeeshan|3> what is your 'home'?
[06:13:07] <archivist> my home is nothing like the touch off
[06:13:27] <JT-Shop> my Z home is far end of travel from spindle
[06:13:39] <archivist> I home to Z far right and X to the rear
[06:14:07] <zeeshan|3> so the homing in linuxcnc buttons
[06:14:13] <zeeshan|3> are only there to setup your 'soft limits'
[06:14:14] <zeeshan|3> right?
[06:14:20] <JT-Shop> yup
[06:14:22] <zeeshan|3> ahhh..
[06:14:27] <archivist> home sets up hard limits
[06:14:39] <JT-Shop> I home Z right and X toward me
[06:14:55] <JT-Shop> I have front tools
[06:15:01] <zeeshan|3> so you know when you type G00 X0 Y0
[06:15:09] <zeeshan|3> is it going to the home location
[06:15:15] <JT-Shop> not really
[06:15:29] <zeeshan|3> mine kept on going to whatever i set my home location to be
[06:15:30] <archivist> not if touched off sensibly
[06:15:44] <JT-Shop> it will only go to home if you type G53 G0 X0 Z0
[06:15:46] <zeeshan|3> i didnt mess around with touch off yet
[06:15:51] <zeeshan|3> i mgoing to go through your tutorials for the lathe
[06:16:06] <zeeshan|3> N0010 G94 G90 G20 N0020 G00 X0.0 Z0.0
[06:16:08] <archivist> touch off is the important bit
[06:16:11] <zeeshan|3> that's what my cam spit out
[06:16:12] * JT-Shop has to go take the dog out so I can leave
[06:16:18] <JT-Shop> talk to you guys later
[06:16:21] <zeeshan|3> cya jthornton
[06:16:55] <zeeshan|3> in this g code case, what coordinate system is the G code using? ;p
[06:16:56] <zeeshan|3> for home
[06:17:02] <zeeshan|3> er for x0 z0
[06:17:27] <archivist> because the homing is usually to some fixed point, you then touch off to your work 0,0
[06:17:52] <zeeshan|3> see i didn't touch off
[06:18:08] <zeeshan|3> so maybe by default, linuxcnc just uses home x0 z0 if you don't touch off
[06:19:26] <archivist> there are stored offsets too, please get used to touch off
[06:20:01] <zeeshan|3> i just need to review my notes from school!
[06:20:05] <zeeshan|3> its been a while :)
[06:20:35] <archivist> school! /me points at the linuxcnc manual
[06:20:41] <zeeshan|3> haha
[06:22:28] <archivist> I turn a diameter, measure and enter dia/2 into the x touch off dialog, this corrects for the tool as well
[06:24:19] <archivist> with a quick change and a tool table, all the other tools I have offset from the start tool, others do something else with tool offsets and there may be changes afoot too
[06:24:39] <archivist> wear offsets
[06:25:08] <zeeshan|3> do you use a quick change tool post?
[06:25:10] <zeeshan|3> wedge or piston kind
[06:26:31] <archivist> I dont have pics, but it has two sides this
http://www.chronos.ltd.uk/engineering-tools/2011/chronos-quick-change-toolpost-for-your-myford-lathe-ml7-super-7/
[06:28:17] <archivist> I need a load more holders to make it sensible, too many bit changes with only 4
[06:29:00] <zeeshan|3> can never have too many tool holders
[06:30:21] <zeeshan|3> wow im passing out
[06:30:25] <zeeshan|3> sleep time
[06:30:26] <archivist> I got my machine back in 2009
http://www.collection.archivist.info/searchv13.php?searchstr=starturn
[06:30:48] <zeeshan|3> cute little thing!
[06:30:48] <zeeshan|3> :D
[06:31:07] <zeeshan|3> http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_04_starturn_encoder/IMG_1631.JPG
[06:31:09] <zeeshan|3> whered you get that encoder
[06:31:12] <archivist> to effin small for some work
[06:31:24] <archivist> it is built in
[06:31:29] <zeeshan|3> ah
[06:31:48] <zeeshan|3> looks like it makes nice pieces
[06:32:53] <archivist> internal thread on the starturn
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_05_06_Leawood/IMG_1240.JPG
[06:33:25] <zeeshan|3> nice!
[06:35:50] <archivist> someone asked why you need the taper in out on G76, that thread is one reason
[06:36:32] <zeeshan|3> what is it a pipe thread?
[06:37:05] <archivist> yes but a parallel version
[06:37:14] <zeeshan|3> ah
[06:37:38] <archivist> it exit taper means one can make blind threads with no safety groove
[06:37:48] <archivist> it/the
[06:39:55] <zeeshan|3> bah im so retarded
[06:40:01] <zeeshan|3> i read through the document and i finally get it.
[06:40:12] <zeeshan|3> i was supposed to touch off at the nose of my part
[06:40:34] <zeeshan|3> to define 0 0 at the center of rotation for x and z over all length
[06:40:35] <zeeshan|3> bah
[06:40:38] <zeeshan|3> will mess with it tommo
[08:10:27] <Tom_itx> JT-Shop, up 67 isn't shorter?
[09:40:58] <fenugrec> Can someone with a known-good system try this for me : 1- start latencytest; 2- from a terminal run "hdparm -t /dev/sda" ; the -t flag tests "buffered read speed". It takes about 3-4 seconds to run
[09:41:35] <fenugrec> On my system the latency jitter jumps up immediately from 6us to ~400us when I run hdparm. It seems I've isolated my problem
[09:50:59] <archivist_> my latency has stayed below 12000 during hdparm -t
[09:53:22] <fenugrec> archivist_: ok thanks ! So my system is insane. Not sure how I'm going to fix this... ( I can't change any parameters with hdparm -- "inappropriate ioctl", wtf )
[09:54:10] <archivist> chuck another hard disk in see if it improves
[09:55:21] <fenugrec> archivist: I tried one, it sucked (it had bad sectors actually so I chucked it afterwards)
[09:55:36] <fenugrec> I think I have an Olde 2GB HDD somewhere
[09:55:54] <archivist> ew, bit small for ubuntu
[09:56:59] <fenugrec> I was going to say "No just fine" but I just checked... 2.5GB ! Man there has to be a conspiracy against me.
[09:58:34] <fenugrec> I think I'll just run from a stupid bootable USB drive; at least with that I had rock-solid <15us jitter.
[10:10:51] <XXCoder1> wonder if puppylinux or one of those other tiny linuxs would work with kinuxcnc
[10:10:57] <XXCoder1> with mods probably
[10:15:35] <archivist> you have to screw about adding the realtime kernel
[10:16:16] <XXCoder1> I wonder if it is time to move linuxcnc to other packages
[10:16:51] <XXCoder1> puppylinux livecd runs faster than ubuntu on my laptop
[10:27:31] <XXCoder1> finally figured how to tweak gantry router parts to mesh well
[10:27:50] <XXCoder1> calculate height from where I want to just touch surface when its all way down
[10:28:29] <XXCoder1> then make sure Z axis is set same distance (I would actually add bit height to fit limit switch dunno)
[10:40:13] <XXCoder1> nice!
[10:40:17] <XXCoder1> lemme take screenshot
[10:42:17] <XXCoder1> https://dl.dropboxusercontent.com/u/53432577/cncideaRouterTweak.png
[10:43:17] <CaptHindsight> http://www.youtube.com/watch?v=hnDKqr-g3t4&feature=youtu.be Robot Control Integration Enhancements Using ROS-Industrial and MTConnect
[10:43:27] <XXCoder1> capt what ya think
[10:43:39] <XXCoder1> units is mm, 76 is just under 3 inches
[10:44:07] <XXCoder1> Z is now at highest position (machine zero I guess?)
[10:45:07] <CaptHindsight> looks like some sorta spindle holder mover
[10:45:38] <XXCoder1> the round thing is router
[10:45:46] <XXCoder1> store type, not too fancy
[10:46:15] <archivist> CaptHindsight, mtconnect seems sensible
[10:46:33] <CaptHindsight> XXCoder1: looks like ~0.5" thick plate
[10:47:01] <XXCoder1> one inch thick
[10:48:36] <XXCoder1> I got bunch of really fancy plywood
[10:48:50] <XXCoder1> 5 layers, each I would guess 1/5 inch each
[10:48:57] <XXCoder1> very strong.
[10:49:08] <CaptHindsight> XXCoder1: oh, I thought it was aluminum
[10:49:28] <XXCoder1> small peices though so cant use it everywhere lol too bad I certainly has enough
[10:49:42] <XXCoder1> not that rich yet unfortunately lol all you see that is brown is wood
[10:50:10] <CaptHindsight> should make for a good wood router and thin sheet metal
[10:50:29] <XXCoder1> yeah. thats why I think bit less than 3 inches height is fine
[10:51:19] <CaptHindsight> oh that's right you wanted to build this first and then build another with better materials
[10:51:30] <CaptHindsight> work your way up
[10:51:33] <XXCoder1> Though I'm thinking moving it up few more mm so it is OVER 3 inches not less
[10:51:50] <XXCoder1> yeah. get my skills up with basic model lol
[10:52:24] <CaptHindsight> granite epoxy casting is also inexpensive
[10:52:43] <XXCoder1> kinda yeah. but free wood is even cheaper
[10:52:56] <XXCoder1> free, expensive wood lol
[10:53:01] <skroon> hi
[10:53:07] <skroon> anyone in here also using cambam to generate gcode?
[10:53:24] <XXCoder1> me, kind of. havent bought it, dunno if want to yet
[11:00:04] <CaptHindsight> XXCoder1: you have to start somewhere, my first soldering iron was a big 150W pistol made for soldering tubes that I used to tinker with old radios
[11:00:23] <XXCoder1> lol yep
[11:00:47] <CaptHindsight> XXCoder1: my first machines were all second hand Craftsman power tools
[11:04:41] <renesis> internet machinists: what cheap bandsaw?
[11:04:51] <renesis> for cutting up stock for a micro mill
[11:05:18] <renesis> i have sears card so i was going to get first hand craftsman power tool
[11:06:40] <renesis> http://www.use-enco.com/CGI/INSRIT?PMAKA=199-9030&PMPXNO=953111&PARTPG=INLMK3
[11:06:52] <renesis> y/n/m?
[11:06:59] <CaptHindsight> renesis: if you're going to use it a lot get the longer warranty
[11:07:17] <CaptHindsight> Account Access Error @ enco
[11:08:04] <SpeedEvil> Have you reasd the manual?
[11:09:06] <renesis> http://www.grainger.com/product/SCHEPPACH-Vertical-Band-Saw-36K001?s_pp=false&picUrl=//static.grainger.com/rp/s/is/image/Grainger/36K001_AS02?$smthumb$
[11:09:33] <CaptHindsight> http://www.3ders.org/articles/20140620-mit-llnt-3d-printed-ultrastiff-ultralight-material.html
[11:09:40] <renesis> speedevil: no im just kind of wonder if people have had any particularly bad experiences with any of the china bandsaws
[11:10:05] <SpeedEvil> used bandsaws can be quite inexpensive on ebay
[11:10:09] <CaptHindsight> renesis: bad castings, bearings
[11:10:21] <archivist> crappy blades
[11:10:29] <renesis> you buy blades
[11:10:47] <CaptHindsight> too many corners cut
[11:10:56] <renesis> because yeah at few jobs, the shops had jet shit, and even that shit would break
[11:11:01] <SpeedEvil> http://www.ebay.co.uk/itm/ELEKTRA-BECKUM-D-49716-BAND-SAW-295-ONO-/171363413574?pt=UK_Home_Garden_PowerTools_SM&hash=item27e60e2e46
[11:11:02] <CaptHindsight> they just don't last
[11:11:12] <renesis> tho the machines were kind of abused
[11:11:16] <XXCoder1> http://www.woodgears.ca/bandsaw/homemade.html
[11:11:21] <renesis> so im worried about getting random china shit
[11:11:29] <renesis> but my current solution is a power jigsaw
[11:11:31] <renesis> sucks
[11:11:53] <CaptHindsight> I get bandsaws from craigslist
[11:12:02] <renesis> oh hmm
[11:12:14] <SpeedEvil> http://www.ebay.co.uk/itm/MULTICO-SINGLE-PHASE-240V-BANDSAW-IN-GWO-/131218366296?pt=UK_BOI_Building_Materials_Supplies_Carpentry_Woodwork_ET&hash=item1e8d395f58
[11:12:15] <CaptHindsight> look for brutes that might need some freshening
[11:13:18] <SpeedEvil> http://www.ebay.co.uk/itm/171334595033?_trksid=p2055119.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT - is an excellent example of that
[11:13:32] <SpeedEvil> err - not that one
[11:13:47] <SpeedEvil> http://www.ebay.co.uk/itm/161311402552?_trksid=p2055119.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[11:13:49] <SpeedEvil> That one :)
[11:13:52] <fenugrec> and buy quality blades with the correct tooth pitch for your need (i.e. 8 TPI will suck for sheet metal, etc.)
[11:14:24] <SpeedEvil> It's clearly been operated in that position, for example.
[11:14:46] <SpeedEvil> And while the table has bad surface rust, the roof of the building looks intact - so it won't have gotten wet
[11:15:05] <XXCoder1> flood?
[11:15:14] <SpeedEvil> naah.
[11:15:29] <SpeedEvil> That'll happen to cast iron if you don't protect it and leave it 10 years in an unheated building
[11:15:38] <CaptHindsight> http://wiki.ros.org/Industrial it overlaps Linuxcnc but ROS runs on the native controllers in the robots
[11:15:49] <CaptHindsight> archivist: ^^^
[11:15:51] <SpeedEvil> It is very light surface rust
[11:16:32] <CaptHindsight> archivist: the problem is having to support all those different robot controllers
[11:17:18] <CaptHindsight> archivist: vs Linuxcnc, but then you have to toss the native controller and replace with Linuxcnc hardware (PC + FPGA)
[11:17:42] <CaptHindsight> archivist: I guess it depends on what you goal is and starting point
[11:21:41] <XXCoder1> did anyone see the wood bandsaw link I posted? lol
[11:21:56] <XXCoder1> according to guy result was better than cheaper cast iron bandsaw
[11:22:10] <XXCoder1> but then guys selling plans for it. 21 bucks
[11:23:55] <SpeedEvil> Matthais is awesome
[11:25:35] <CaptHindsight> XXCoder1: and every reprap snake oil salesperson will tell you that it's going to change the world so buy their kit/plans/parts/krap
[11:26:13] <XXCoder1> usually but this guy is proven, quite a few others built from his plans
[11:26:39] <CaptHindsight> there an entire industry of snake oil disguised under the guise of maker-stuff
[11:27:15] <archivist> CaptHindsight, I see the mtconnect on the lathe/mill talking to a hal comp and linuxcnc and the robot as a separate problem
[11:28:38] <CaptHindsight> archivist: yes, that's where Linuxcnc could use a hook
[11:29:45] <CaptHindsight> that's also why I was recently looking into the open SCADA applications
[11:30:41] <CaptHindsight> linuxcnc controlling the individual machines but how to interconnect, manage and monitor them
[11:31:04] <SpeedEvil> http://www.woodgears.ca/bandsaw/homemade.html - above bandsaw
[11:31:20] <CaptHindsight> linuxcnc machines as part of a larger process
[11:32:18] <archivist> it seems that mtconnect is designed for just that
[11:32:59] <CaptHindsight> archivist: I'm trying to see how far it goes. So far I only see the interconnect
[11:34:00] <archivist> one part which we currently do in gcode is the loop for multi part perhaps this needs thinking about
[11:34:04] <CaptHindsight> archivist: what i don't see is the SCADA and GUI
[11:35:21] <CaptHindsight> archivist: yes, I was asked just recently how to program and keep track of how many parts are made
[11:35:30] <IchGuckLive> hi all B)
[11:36:12] <archivist> CaptHindsight, I have seen people mention counters a few times
[11:36:12] <XXCoder1> hey
[11:36:31] <IchGuckLive> sun is still up in germany as today the longest day of the year
[11:37:20] <XXCoder1> nice
[11:37:32] <XXCoder1> hey ich check this
https://dl.dropboxusercontent.com/u/53432577/cncideaRouterTweak.png
[11:39:16] <CaptHindsight> XXCoder1: I'd make that bandsaw frame out of epoxy granite before wood, or at least a wood composite like engineer beams
[11:39:28] <CaptHindsight> engineered beams
[11:40:11] <XXCoder1> capt yeah but then guy said it was actually bit more rigid than cast iron
[11:40:11] <CaptHindsight> but if i was shipwrecked and thats all I had ....
[11:40:49] <CaptHindsight> not in his chart :)
[11:41:15] <CaptHindsight> or say compare a 1/4" cast iron beam against 8" pine beam
[11:42:10] <archivist> wood may have more damping but never more rigid than cast for the same shape
[11:42:38] <CaptHindsight> spider webs are several times stronger than steel (tensile)
[11:43:42] <CaptHindsight> now if we could only find giant spiders to spin 4" thick web
[11:44:08] <CaptHindsight> think of how this would revolutionize architecture :)
[11:44:35] <archivist> you have to grow fat arse spiders though
[11:45:51] <CaptHindsight> there are poorly enough made cast iron bandsaws around where you could make a wooded one as strong
[11:47:01] <CaptHindsight> but it's a waste of time unless stranded with only wood working tools and leftover bandsaw parts (motors, bearings etc)
[11:47:17] <CaptHindsight> or you just like wood
[11:48:28] <IchGuckLive> i go wood bandsaw on monday about 15qm³
[11:48:42] <CaptHindsight> theoretically you could make a bandsaw out of cheese
[11:52:43] <LeelooMinai> Or cheese slices with a bandaw
[11:52:43] <CaptHindsight> http://www.woodgears.ca/bandsaw/cnc.html
[11:52:53] <CaptHindsight> Bandsaw vs CNC ^^
[11:55:28] <IchGuckLive> ive seen CNC bandsaws in Blackforest
[11:56:36] <pcw_home> That wooden bandsaw looks quite decent (stiff, quiet and low vibration)
[11:57:47] <CaptHindsight> better than the ones at HF :)
[11:58:12] <pcw_home> better than a standard decent cast iron 14"
[11:58:37] <pcw_home> quieter, lighter, stiffer
[11:59:50] <CaptHindsight> less durable, less stable, .... trade offs
[12:00:36] <XXCoder1> capt lol nice. guess cnc win
[12:01:09] <XXCoder1> if setup not included. but then if youre fixing to make say 10 of same parts cnc including setup would easily win
[12:03:52] <CaptHindsight> there probably a business there for wood saws if they could be made as cheaply as cast iron
[12:04:32] <XXCoder1> yeah. I cant do price comprasions I dont know how much cast iron costs vs wood heh
[12:04:37] <CaptHindsight> they just need to outlast the 1 year warranty
[12:08:14] <CaptHindsight> http://www.amazon.com/Jet-JWBS-14SF-Band-Saw/dp/B00EI40946 is this what you get for $1500 new?
[12:08:21] <IchGuckLive> oh i got real expensiv wood for my windmill scale projekt
[12:09:36] <IchGuckLive> tropic Kambala 15Years Dryed at 500USD per 4x4x10 inch
[12:10:49] <CaptHindsight> http://www.youtube.com/watch?v=E3AdR9Pt_Jo just use a DLP printer to print the frame and bake the polymer out
[12:12:16] <CaptHindsight> http://www.3ders.org/articles/20140620-mit-llnt-3d-printed-ultrastiff-ultralight-material.html
[12:16:37] <CaptHindsight> epoxy granite would be faster easier and less expensive, it would be heavy, but durable, rigid and very good dampening
[12:17:19] <CaptHindsight> wood would be lighter, larger but less durable
[12:21:21] <mozmck1> epoxy granite less expensive than wood? I'd have to see numbers to believe that.
[12:23:06] <CaptHindsight> less expensive than dlp printing and baking
[12:24:02] <CaptHindsight> granite is cheap , epoxy is ~$3lb
[12:24:06] <mozmck1> Oh, maybe so. Wood is remarkably durable.
[12:24:29] <mozmck1> I wood go with wood ;)
[12:24:48] <CaptHindsight> see there's a market
[12:25:10] <CaptHindsight> wood supplies for the wooden tool maker
[12:25:45] <mozmck1> market? I wouldn't pay for one - but if I were making one I'd go with wood over epoxy/granite. Actually, I would weld one up out of steel.
[12:26:30] <mozmck1> Before that though I'd buy an old good one for less than I could think of making one :) Just got a fairly new Delta 14" bandsaw at the flea market for $100
[12:27:16] <XXCoder1> I read website on how to make one, and total was bit over 400 bucks
[12:27:26] <XXCoder1> exoxy grinite that is
[12:28:42] <XXCoder1> found this lets see
https://www.youtube.com/watch?v=SWZ4V2EYmzk
[12:30:32] <CaptHindsight> XXCoder1: I could make one for for $1M
[12:30:47] <XXCoder1> lol anyone could
[12:30:54] <CaptHindsight> epoxy granite or wood
[12:31:54] <mozmck1> heh, watching that video - looks like he will more than $400 worth of time just getting the MDF off of the stuff!
[12:32:38] <XXCoder1> ignore the crystal woo stuff and this is interesting.
https://www.youtube.com/watch?v=kjG1x1YgjMg
[12:34:40] <CaptHindsight> I can't find any wooden bandsaws for sale, not even in China, wonder why
[12:34:52] <XXCoder1> its nice way to use swarf actually
[12:34:54] <CaptHindsight> XXCoder1: you might be able to patent this
[12:35:18] <XXCoder1> you guys has lots alum swarf. can make nice alum swarf expoxy
[12:35:36] <mozmck1> heh, that would be interesting
[12:36:06] <XXCoder1> wonder if alum swarf epoxy is tough enough
[12:36:10] <CaptHindsight> aluminum epoxy composite
[12:36:49] <ssi> zeeshan|3: are you still here?
[12:36:53] <CaptHindsight> it depends on the aluminum particle shape and sizes and the type of epoxy, you can read research papers on the subject
[12:37:02] <XXCoder1> guess so lol
[12:37:38] <XXCoder1> CaptHindsight: even if its not very strong it'd look REALLY cool.
[12:37:52] <CaptHindsight> long fiber vs short, particles types and shape and sizes, it's well studied
[12:38:26] <XXCoder1> maybe strong if its well mixed, from small swarf and longer ones from drills
[12:38:30] <CaptHindsight> even orientation
[12:39:44] <Tom_itx> long stringy crap from lathes
[12:40:07] <Tom_itx> 'rats nest'
[12:40:42] <ssi> I have tons of it
[12:40:59] <XXCoder1> ssi wanna try it? I dont have epoxy nor swarf alum lol
[12:41:06] <CaptHindsight> add glass fiber as well
[12:41:08] <XXCoder1> nor money tp buy any lol
[12:41:14] <ssi> epoxy is too expensive :)
[12:41:30] <IchGuckLive> hi scottycnc welcome to linuxcnc
[12:41:40] <ssi> the stuff I use is $120/gallon
[12:41:51] <CaptHindsight> pultrusions for structural applications they use clay as fillers
[12:42:02] <XXCoder1> how much pounds is one gallon? capt menioned 5 bucks a pound one
[12:42:16] <CaptHindsight> ssi: yeah end user, I pay $2-6/lb
[12:42:36] <CaptHindsight> 1 gal = 3.75L
[12:43:23] <ssi> 12lb per gallon
[12:43:29] <archivist> us gal (short changed size)
[12:44:00] <ssi> there are cheaper epoxies out there, but that's what I tend to use
[12:44:23] <CaptHindsight> I make them, and buy materials in drums
[12:44:23] <XXCoder1> for playing around I'd go for cheapest
[12:44:59] <scottycnc> anyone know if version 2.5.0 has all of support needed for mesa 7I76-5I25
[12:45:08] <ssi> scottycnc: it does
[12:45:23] <scottycnc> thanks ssi
[12:45:42] <scottycnc> is there any reason to upgrade to get the latest
[12:45:52] <ssi> I dunno, I haven't :)
[12:46:22] <pcw_home> If you use pncconf, later is probably better
[12:46:39] <pcw_home> Not sure what else changed
[12:49:18] <IchGuckLive> it is best to update to 2.5.4 as the new stepconf has a better pin declaration
[12:50:00] <scottycnc> ok
[12:50:17] <IchGuckLive> scottycnc: in 2.5.0 you may have to add the pin xml your own
[12:50:53] <IchGuckLive> there is a batch in the forum that makes all happen for you
[12:51:27] <scottycnc> so the latest live cd says 2.5.0
[12:51:35] <IchGuckLive> yes
[12:52:11] <IchGuckLive> go to system -> systemedit -> synaptic
[12:52:46] <IchGuckLive> press reload the packets
[12:52:58] <IchGuckLive> and then search for Linuxcnc
[12:53:18] <IchGuckLive> it shoudt show the 2.5.4 version to be updated
[12:53:31] <IchGuckLive> right click on it and update
[12:53:51] <scottycnc> ok... looking to see whether a 2.5.0 to 2.5.4 update is supported
[12:54:22] <IchGuckLive> http://linuxcnc.org/index.php/english/forum/39-pncconf/21670-5i25-firmware-xml-files-for-pncconf
[12:54:34] <IchGuckLive> this are the files that work on 2.5.0
[12:55:05] <IchGuckLive> if do not like to go forum just ask we can give you the files at mailing
[12:56:21] <scottycnc> ok thanks
[12:56:38] <IchGuckLive> NP we got lots of this combination in use
[12:56:47] <IchGuckLive> Most of us
[12:56:58] <scottycnc> had this mesa card sitting here for a couple months :)
[12:57:26] <IchGuckLive> dont forget to jumper the 5i25 to get power
[12:57:42] <scottycnc> ill have to reread the manual
[12:58:46] <IchGuckLive> scotty where in the world are you im in germany
[13:00:46] <scottycnc> usa
[13:00:56] <scottycnc> wie gehts
[13:01:20] <IchGuckLive> oh GUT im in Ramstein near the USAFB
[13:01:21] <XXCoder1> usa here too heh
[13:02:19] <scottycnc> im in massachusetts
[13:02:27] <scottycnc> been to germany a few years ago
[13:02:42] <scottycnc> for 4 months... darmstadt
[13:03:14] <IchGuckLive> what are you going to build or run Mill Lathe Plasma...
[13:12:17] <scottycnc> ive got an existing mill...
[13:12:29] <scottycnc> was using tiny dc servos
[13:12:48] <scottycnc> found some 400W mitsubishi ac servos for cheap with drivers
[13:13:41] <scottycnc> got all that working with a pulse generator..now want to run some actual g code
[13:13:50] <IchGuckLive> nice this wil add lots of speed
[13:14:02] <IchGuckLive> but real servos best to go at 7i77
[13:14:10] <IchGuckLive> not step/dir
[13:15:26] <XXCoder1> https://www.youtube.com/watch?feature=player_embedded&v=ot0Cxmk2aa4
[13:16:11] <scottycnc> yeah.. went with step dir cause thats what i was familiar with
[13:16:42] <scottycnc> couldnt believe the speed with these
[13:16:52] <scottycnc> was using the encoder output from the dc servo motor to jog the axis
[13:17:11] <scottycnc> that cnd bender is sick
[13:17:12] <scottycnc> btw
[13:17:45] <IchGuckLive> ok im off public viewing soccer championship tonight BYE
[13:20:22] <XXCoder1> yeah scott
[13:44:34] <zeeshan|3> hi!
[13:47:33] <archivist> zeeshan|3, a bit late to wake up
[13:47:38] <zeeshan|3> haha
[13:47:52] <zeeshan|3> i woke up dreaming about a tool crash
[13:47:53] <zeeshan|3> in cnc
[13:47:57] <zeeshan|3> and continuously press f1
[13:47:59] <zeeshan|3> and nothing stopping
[13:48:13] <archivist> press the esc key
[13:48:23] <LeelooMinai> Could be also a keyboard crash
[13:48:49] <zeeshan|3> archivist: im going to try 'touching off'
[13:48:50] <zeeshan|3> today
[13:50:11] <zeeshan|3> i need something nicer to make
[13:50:12] <zeeshan|3> other than a dildo
[13:50:28] <zeeshan|3> i think ill turn between centers and machine a handle for my drill press that's broken
[14:25:28] <ssi> zeeshan|3: I saw your backscroll about lathe homes
[14:25:38] <ssi> zeeshan|3: I went through all that mess too, and here's what I came up with
[14:26:26] <zeeshan|3> ssi: honestly, i was just confused about what 'home' was
[14:26:35] <ssi> first, I pick some "reference tool"
[14:26:49] <zeeshan|3> when these guys told me machine coordinate 0,0,0 = home, i understood it
[14:26:52] <ssi> and I set up X homing so that machine home has X0 at the tip of that reference tool
[14:26:57] <zeeshan|3> cause that's what its been called before when i ran machines
[14:27:14] <ssi> that way, with the reference tool in the machine, if I jog to X1.000 and take a cut, then it'll turn a 2.000 diameter
[14:27:20] <ssi> that's how it is on my g0602
[14:27:51] <ssi> on my hardinge HNC, the centerline of the turret is colinear with the centerline of the spindle at X0
[14:28:27] <ssi> either way, that gives you a definite picture of what the machine coordinates are relative to the actual hardware
[14:28:35] <ssi> then your tool table has offsets that "move" the tip of whatever tool you're using
[14:29:07] <ssi> the goal of all this is to be able, for a given tool, to be able to go to an absolute position and take a cut and know beforehand what diameter it'll turn
[14:29:33] <ssi> so for me, when everything is setup correctly, my G54 system has zero offset in X from my G53 system
[14:29:39] <ssi> ie there's no "touch off" for X
[14:29:49] <ssi> the only offset is the tool offset
[14:30:17] <zeeshan|3> so let me make sure im understanding you right
[14:30:22] <ssi> for Z, my HNC is set up so that the face of the turret is touching the nose of the spindle at Z0
[14:30:32] <zeeshan|3> your reference tool is what you use to touch off your part
[14:30:34] <ssi> on the g0602 it's arbitrary, I just touch off in Z
[14:30:42] <zeeshan|3> and all your other tools are offset based on that reference tool?
[14:30:43] <ssi> no what I'm saying is I don't touch off
[14:30:47] <zeeshan|3> oh
[14:30:53] <zeeshan|3> let me re-read :P
[14:31:57] <ssi> but you could do it as well by touching off the reference tool and having all your other tool offsets be relative to that one
[14:32:35] <ssi> and the best way to "touch off" on a lathe is to take a light cut, measure the diameter of the finished piece, and then use touch off to set the X dimension to half that diameter
[14:32:59] <ssi> because that's the ACTUAL distance to high precision of your tool to the centerline
[14:33:21] <ssi> it took me a really long time to figure out a method for working with coordinate systems and tool changes on the g0602
[14:34:00] <zeeshan|3> hehe
[14:34:10] <zeeshan|3> i'm currently only using one tool
[14:34:37] <ssi> what kind of lathe is it?
[14:34:42] <archivist> we all sort of learn a way on our machines and get comfy...ish
[14:35:00] <ssi> lathes are kinda crazy
[14:35:16] <ssi> they definitely take a different mindset than mills or other cartesian machines
[14:35:29] <ssi> and even if you're used to running a manual lathe, cnc changes the game
[14:36:00] <archivist> I hate the cnc not being as quick and simple as manual
[14:36:10] <ssi> yeah
[14:36:16] <ssi> I've run my cnc like a manual lathe a lot
[14:36:17] <zeeshan|3> 12x36 chinese lathe :P
[14:36:19] <ssi> just running MDI by hand
[14:36:23] <ssi> and it's... dangerous :)
[14:36:34] <zeeshan|3> ssi, ive machined parts before on the mill
[14:36:37] <ssi> I've had some spectacular crashes that way
[14:36:39] <zeeshan|3> with just a pendant lol
[14:36:55] <zeeshan|3> it's like manual.... without the feedback.
[14:36:57] <ssi> zeeshan|3: what do you have for a toolpost?
[14:37:01] <ssi> some sort of quickchange ?
[14:37:05] <zeeshan|3> a piston type quick change
[14:37:08] <ssi> ok good
[14:37:25] <ssi> if you have enough toolholders, you can set up multiple tools and they'll repeat pretty well
[14:37:39] <ssi> what you're after is the nose of the tool being repeatable relative to the center of the toolpost bolt
[14:37:53] <ssi> what type of tool are you working with right now?
[14:38:54] <zeeshan|3> i''m working with a standard ccmt insert right hand turning tool
[14:39:00] <archivist> and hope you can keep the post square when you have to move it for a job
[14:39:19] <zeeshan|3> archivist: that was my next question
[14:39:26] <zeeshan|3> do you guys leave the tool post in one standard position
[14:39:32] <ssi> yeah, so I made a riser block for my lathe that replaces the compound slide
[14:39:34] <zeeshan|3> and never mess with it?
[14:39:38] <zeeshan|3> ssi pics?
[14:39:39] <archivist> use the cross slide edges
[14:39:40] <ssi> and there's a shoulder milled into it and a dust groove
[14:39:53] <ssi> the QCTP fits snugly against that shoulder, so it repeats in X
[14:39:57] <ssi> which is all I care about on that machine
[14:40:15] <ssi> zeeshan|3: so something else to keep in mind
[14:40:24] <ssi> the tool radius in the tool table
[14:40:28] <ssi> and radius compensation
[14:40:47] <ssi> doesn't matter as long as you're cutting square
[14:40:58] <ssi> but once you start trying to turn tapers or radiuses, that is hugely importan
[14:41:20] <ssi> without radius compensation, it treats the tool like it comes to an infinite radius point, but it of course doesn't
[14:41:34] <ssi> and so it'll actually cut tapers or radii oversize if you don't do path compensation
[14:42:43] <zeeshan|3> ahh!
[14:43:05] <zeeshan|3> cnc lathing is so much differnt than what im used to
[14:43:09] <ssi> yep!
[14:43:11] <zeeshan|3> cnc milling feels a lot more straight forward.
[14:43:27] <ssi> yeah... it's funny because I've built seven CNC machines at this point
[14:43:30] <ssi> and I have zero cnc mills :(
[14:43:35] <ssi> and they're definitely easiest
[14:43:46] <zeeshan|3> heheh
[14:49:40] <zeeshan|3> ssi: what do you have as your 'reference tool'
[14:49:48] <zeeshan|3> a standard right hand indexable tool?
[14:50:00] <ssi> yeah
[14:50:05] <ssi> just the right hand tool I go to most of the time
[14:50:15] <zeeshan|3> you know what im thinking of buying..
[14:50:16] <zeeshan|3> this tool:"
[14:51:01] <zeeshan|3> http://www.youtube.com/watch?v=vLzax9sgvdg
[14:51:08] <zeeshan|3> its like the most universal tool :P
[14:51:17] <zeeshan|3> forward to 1min
[14:52:23] <XXCoder1> CaptHindsight:
http://i814.photobucket.com/albums/zz63/monsoongecko/Orgonite%20Photos/DSC03633.jpg
[14:52:40] <XXCoder1> imange kitchen counters like that lol
[14:54:19] <XXCoder1> the article its from is full of woo people
[14:56:35] <ssi> zeeshan|3: here's my little lathe
[14:56:41] <ssi> only vid I have up, it's from 3 years ago :P
[14:56:42] <ssi> https://www.youtube.com/watch?v=SiwqBze1y-0
[14:57:11] <ssi> and here's the "big" one
[14:57:11] <ssi> https://www.youtube.com/watch?v=bT6WoCzcD_0
[14:57:41] <zeeshan|3> i like that tool
[14:57:46] <zeeshan|3> whats that insert
[14:57:50] <ssi> I think it's VNMG?
[14:57:57] <ssi> I like them cause they have good clearance for s tuff like that
[14:58:01] <zeeshan|3> yes
[14:58:41] <zeeshan|3> thats a shit load of coolant in the second video hehe
[14:58:46] <XXCoder1> yeah
[14:58:51] <zeeshan|3> 3 hoses!
[14:58:53] <XXCoder1> where does it go to? floor?
[14:59:07] <ssi> nah there's a tray, it filters and reuses
[14:59:11] <ssi> it's a full enclosure machine
[14:59:28] <XXCoder1> ssi: check link I posted to a pic. thats what metal swarf epoxy would look like
[14:59:30] <ssi> https://fbcdn-sphotos-g-a.akamaihd.net/hphotos-ak-xaf1/t31.0-8/465123_811175720902_290089005_o.jpg
[14:59:38] <ssi> XXCoder1: yea I saw it
[14:59:48] <ssi> that pic is from before I converted it
[14:59:57] <syyl_ws_> i love those horrible big old cnc controlls :D
[14:59:58] <zeeshan|3> thats a monster!
[15:00:12] <ssi> I have a new machine with the same control
[15:00:15] <XXCoder1> ironic that its from woo site. it "does" stuff to physic energy apoparently lol
[15:00:20] <ssi> it's a diacro NC turret punch press
[15:00:30] <ssi> haven't done anything with it yet
[15:00:45] <ssi> oh here's another vid of the little guy running
[15:00:45] <ssi> https://www.youtube.com/watch?v=ywBOYxhBpSI
[15:00:55] <ssi> that's from very early when I first got the conversion done
[15:01:04] <ssi> but there's toolchanges in it
[15:01:40] <XXCoder1> unwatchable for me. too shaky camera
[15:01:45] <ssi> SORRY
[15:01:45] <zeeshan|3> your g0602 setup looks lkike mine
[15:01:53] <zeeshan|3> but you have a fancy chuck!
[15:02:02] <ssi> the 5C chuck?
[15:02:04] <ssi> it's handy
[15:02:05] <zeeshan|3> yes
[15:03:07] <ssi> I made a homemade spindle encoder in order to do spindle synchronized motion like threading
[15:03:23] <zeeshan|3> i gotta rewaterjet the disc i have right now
[15:03:29] <XXCoder1> http://uscomposites.com/epoxy.html
[15:03:30] <zeeshan|3> the index pulse isn't being read right
[15:03:32] <zeeshan|3> but phase a reads right.
[15:03:38] <ssi> https://fbcdn-sphotos-c-a.akamaihd.net/hphotos-ak-frc1/t1.0-9/205204_655375525742_5631970_n.jpg
[15:03:42] <ssi> I did mine on my plasma table
[15:03:57] <zeeshan|3> why do you have 3 sensors
[15:04:02] <ssi> ABZ
[15:04:41] <ssi> index pulse is just a deeper slot
[15:04:46] <zeeshan|3> yes
[15:05:12] <zeeshan|3> i'd have to break my optical sensor apart
[15:05:18] <zeeshan|3> to be able to move it deep enough :P
[15:05:20] <zeeshan|3> thats the problem hehe
[15:05:53] <ssi> ugh yeah this video is horrible :P
[15:06:13] <zeeshan|3> i like how your parting tool caught the part
[15:06:19] <zeeshan|3> if only all parts would come opff like that =D
[15:06:28] <XXCoder1> I have hard time watching handheld films, but shaky ones? bad
[15:06:33] <ssi> https://www.youtube.com/watch?v=IlVsiA06GqU
[15:06:52] <ssi> that's from working on the spindle encoder; I had to add schmidt triggers to clean up the signal
[15:12:07] * archivist looks at the cheap psu on the back wall to catch the chips
[15:12:19] <ssi> archivist: that's not a psu, it's a huge magnet to collect my chips
[15:12:38] <archivist> they explode nicely
[15:12:40] <ssi> :)
[15:13:09] <archivist> I was doing a test here and the vibration broke it
[15:13:55] <ssi> archivist: most of the stuff is in a nema box now
[15:14:06] <ssi> but I can't recall if the psu is or not
[15:14:08] <ssi> I know the drives aren't
[15:15:48] <archivist> I was testing a hobbing set up and had the stepper resonating and shaking the bench...phut a flash and smoke
[15:16:05] <ssi> that sucks
[15:16:12] <ssi> I've had poor luck with cheap power supplies
[15:16:40] <ssi> last year I built a bunch of bitcoin asic mining hardware, and I smoked a BUNCH of cheap power supplies
[15:17:18] <ssi> I ended up with psus out of HP DL380G5 servers; they're 80A @ 12V, and very reliable at 100% duty
[15:17:25] <ssi> and you can get them used very cheap
[15:17:32] <ssi> I think I paid $35 apiece for them on amazon
[15:20:56] <ssi> here it is
[15:20:56] <ssi> https://pbs.twimg.com/media/BbGW0_1CAAAWQ71.jpg:large
[15:24:17] <zeeshan|3> okay im gonna start my brass hammer project
[15:24:26] <ssi> heheh
[15:24:28] <ssi> have fun
[15:24:33] <zeeshan|3> hopefully i can make it without crashing anything
[15:24:37] <ssi> I'm gonna make endstop trip blocks for the plasma table
[15:24:42] <ssi> and try to get it recalibrated and homing properly
[15:24:47] <ssi> and then try out my new machine torch
[15:24:53] <ssi> https://pbs.twimg.com/media/BqmvjXCIIAAs-av.jpg:large
[15:24:55] <ssi> mount came out good
[15:25:26] <zeeshan|3> you must have a lot of space!
[15:25:31] <zeeshan|3> you have a lotta machines
[15:26:17] <ssi> not enough space :P
[15:26:44] <zeeshan|3> how big is your plasma table
[15:27:02] <ssi> 48"x48"
[15:27:09] <zeeshan|3> p.s. kant twist clamps are awesome
[15:27:14] <zeeshan|3> thats huge
[15:27:16] <ssi> 54" really, but working area I consider to be 4'
[15:27:27] <ssi> it's big enough for what I've needed
[15:27:42] <ssi> I have used close to 4' in one dimension, but never two
[15:27:42] <ssi> hehe
[15:27:46] <ssi> naw that's not true
[15:28:01] <ssi> I made some 36" diameter fence medallions with the silhouette of a golden retriever for a friend of mien
[15:28:16] <ssi> and yes I love kant twists
[15:28:23] <ssi> I have six of them, two each of three sizes
[15:52:59] <ssi> hm well this isn't good
[15:53:23] <ssi> hal wiring up my home switches, and the Z home signal in hal config is flashing occasionally without touching anything
[16:08:08] <ssi> ug this isn't good
[16:08:18] <ssi> I guess the limit wiring is probably picking up noise
[16:08:48] <ssi> pcw_home: you around and have any thoughts on this? these limits are NC switches hardwired between ground and GPIO on p2 of a 5i25
[16:09:22] <ssi> all I've done so far is hal wire in the Z max switch to the axis limit, and now it faults intermittently, very often
[16:09:29] <ssi> within 2 seconds of enabling the machine, it limit faults
[16:09:50] <LeelooMinai> May be some noise affecting the wires
[16:09:57] <ssi> that's what I'm assuming
[16:10:36] <LeelooMinai> You could maybe shield them or twist them in pairs and see if it helps
[16:11:04] <ssi> actually most of them are twisted pair, but this one isn't
[16:11:10] <ssi> I wonder if the others have the same issue
[16:13:50] <ssi> interestingly, watching the signal in hal-scope doesn't show any rising edges
[16:27:50] <Deejay> gn8
[16:50:33] <MrHindsight> gadzooks I think a small tornado just went by
[16:54:18] <MrHindsight> yeah, sounded like a train while i was milling
[16:54:34] * LeelooMinai imagines MrHindsight saying that without a roof over his head
[16:57:00] <LeelooMinai> I am so close of getting linuxcnc on 14.04
[16:57:41] <MrHindsight> it started shaking, I thought the mill was doing something funny but it was only 0.25" 6061
[16:57:43] <LeelooMinai> I got rtai compiled, using 3.8 kernel, even linuxcnc launches, but I cannot run latency-test
[16:58:00] <LeelooMinai> http://i.imgur.com/JlWKV05.png
[16:58:03] <MrHindsight> what happens?
[16:58:15] <LeelooMinai> shmdrv.ko not found
[16:58:27] <LeelooMinai> I googled that it's in some different place now
[16:58:43] <MrHindsight> it will compile, but you might not any decent numbers
[16:59:15] <LeelooMinai> Yes, right, got so far, I would like to at least try
[16:59:51] <LeelooMinai> Any idea what is this "machinekit" I keep encountering?
[16:59:56] <MrHindsight> tree branches in the parking lot, have to see what happened, bbl
[16:59:58] <LeelooMinai> How is it releted to liunuxcnc?
[17:05:50] <MrHindsight> LeelooMinai: that repo i gave you the link to ubcx-7i80 is an older branch of machinekit
[17:06:28] <LeelooMinai> A, I see - that's what I used here actually (that 7i80 one)
[17:06:47] <LeelooMinai> Tried master, but failed with some SSE problems
[17:07:02] <LeelooMinai> Or was it 2.5
[17:07:07] <LeelooMinai> Anyways, did not work
[17:07:09] <MrHindsight> water was blowing in sideways under the door
[17:07:27] <MrHindsight> have to rework those weather strips
[17:07:29] <LeelooMinai> SO no tornado, just a tsunami
[17:08:06] <Jymmm> I'm trying to ghetto together a 4" duct form dust collector to a 10" flange on a filter, any suggestions? Yes, I'm ebeing cheap about it, the filter only costed $20
[17:08:37] <zultron> LeelooMinai, I suspect that you're using an abandoned branch that's neither Machinekit nor LinuxCNC.
[17:09:25] <zultron> The 'ubc' stuff has been getting stale for several months now.
[17:10:05] <LeelooMinai> Any tips on what repository I should use then?
[17:10:20] <MrHindsight> zultron: he's using the branch that they use to get hm2-ether working with preempt_rt
[17:10:26] <MrHindsight> use/used
[17:10:53] <zultron> Ah ha, you know who did that work?
[17:11:04] <LeelooMinai> I am a she actually, but yes, I use the one I was pointed to, because it was supposed to be the best bet for compiling
[17:11:26] <zultron> What link were you given?
[17:11:32] <MrHindsight> LeelooMinai: sorry, my eyes are getting old
[17:12:03] <LeelooMinai> I took RTAI from the ShabbyX git
[17:12:16] <LeelooMinai> And the linuxcnc - I switched to 7i80 head
[17:12:19] <zultron> What Machinekit or LinuxCNC link were you pointed to?
[17:12:25] <MrHindsight> LeelooMinai: he means the ubcx-7i80 branch
[17:12:50] <MrHindsight> it's in the history^^ from a couple days ago
[17:13:02] <LeelooMinai> The linuxcnc one is just, well, I think the "official" one, let me check, because I tried so many things, now it gets confusing
[17:13:25] <MrHindsight> http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=shortlog;h=refs/heads/ubc3-7i80
[17:13:29] <zultron> Ah, this sounds similar
http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=shortlog;h=refs/heads/ubc3-7i80
[17:13:41] <MrHindsight> bingo!
[17:13:55] <LeelooMinai> git clone git://git.linuxcnc.org/git/linuxcnc.git linuxcnc
[17:14:01] <LeelooMinai> I used this one
[17:14:10] <zultron> I see, looks like micges's work.
[17:14:16] <MrHindsight> yes
[17:14:39] <LeelooMinai> is the machinekit one just a clone or something different?
[17:14:55] <MrHindsight> we have to separate out all the machinekit changes and rework it into linuxcnc
[17:15:09] <MrHindsight> memleak is going to work on that
[17:15:21] <zultron> Machinekit is a LinuxCNC fork. AFAIK, micges's 7i80 work is included in neither project.
[17:15:43] <MrHindsight> yet
[17:15:49] <zultron> Correct, not yet.
[17:16:10] <MrHindsight> over the next few months it should settle into place
[17:30:09] <MrHindsight> zultron: what is a good branch of machinekit to use for reference?
[17:30:59] <MrHindsight> anyone heading to the Machinekit fest next weekend in Madison, WI?
[17:32:16] <MrHindsight> https://github.com/machinekit/machinekit
[17:32:22] <LeelooMinai> Heh, machinekit gives the same error I have seen before: /home/leeloo/machinekit/src/objects/rtai-kernel/3.8.13-rtai/emc/kinematics/5axiskins.c:32:18: error: SSE register return with SSE disabled
[17:46:54] <MrHindsight> LeelooMinai: some threads on this:
http://psha.org.ru/irc/%23emc-devel/2013-06-11.html
[17:47:09] <MrHindsight> http://sourceforge.net/p/emc/mailman/message/31300751/
[17:49:21] <zultron> MrHindsight, there's only one branch of Machinekit:
https://github.com/machinekit/machinekit
[17:49:54] <zultron> Ahm, just as you said. :)
[17:50:41] <zultron> LeelooMinai, I think this is an issue with the kernel. There have been some messages on the RTAI list about it recently, if I'm not mistaken.
[17:51:05] <MrHindsight> yes, some kernel bug and there is a patch
[17:51:07] <zultron> You could try the RTAI kernel in the linuxcnc.org Debian archive.
[17:51:33] <zultron> Is it a kernel bug or an RTAI bug?
[17:51:51] <zultron> There's a reason SSE instructions aren't normally allowed in kernel space. :)
[17:51:56] <MrHindsight> LeelooMinai is trying to use a 3.8 kernel, possibly even 64b
[17:52:10] <LeelooMinai> Yes, on ubuntu 14.04
[17:52:14] <zultron> Sounds like uncharted territory.
[17:52:16] <MrHindsight> i forget the fix, I'll ask memleak later
[17:52:47] <MrHindsight> zultron: thanks, that makes it simpler
[17:52:50] <LeelooMinai> Well, I got it compiled from the 2.6 branch
[17:53:37] <LeelooMinai> But I get module 'shmdrv.ko' not found in directory /home/leeloo/linuxcnc/rtlib/rtai-kernel/3.8.13-rtai
[17:53:45] <LeelooMinai> When trying to run latency-teset
[17:54:02] <LeelooMinai> I cannot even find that .ko file on the system
[17:54:03] <zultron> Check if it was compiled in your build log.
[17:54:18] <zultron> It's part of the ubc3 sources you're compiling.
[17:54:26] <zultron> src/rtapi/shmdrv
[17:54:59] <LeelooMinai> I see the source files there for it, yes
[17:55:11] <zultron> Check if it's getting compiled in your build log.
[17:55:37] <LeelooMinai> Where is the build log? I see config.log only
[17:56:05] <zultron> It's the output of your './configure; make' commands. If you didn't save it, do so in the future. :)
[17:56:21] <zultron> Try looking in the rtlib directory for the .ko module.
[17:56:22] <LeelooMinai> A, right, I thought that's what you meant
[17:57:28] <LeelooMinai> Compiling realtime rtapi/rtapi_shmem.c
[17:57:28] <LeelooMinai> <command-line>:0:0: warning: "_FORTIFY_SOURCE" redefined [enabled by default]
[17:57:35] <LeelooMinai> Seems like it was compiling there
[17:57:44] <LeelooMinai> There's a warning, but no error
[17:57:53] <zultron> Can you do a pastebin of `ls -l /home/leeloo/linuxcnc/rtlib /home/leeloo/linuxcnc/rtlib/rtai-kernel`?
[17:58:55] <LeelooMinai> there's no rtai-kernel there
[17:59:14] <LeelooMinai> I have kernel compiled in /usr/src
[17:59:25] <zultron> Does this look familiar?
https://mail.rtai.org/pipermail/rtai/2014-June/026419.html
[17:59:31] <LeelooMinai> Ok, juse a sec
[18:00:05] <zultron> Try re-running './configure' and see if it detects any RTAI kernel sources.
[18:00:26] <LeelooMinai> http://pastebin.com/5U9iCiCq
[18:01:28] <LeelooMinai> checking if /usr/src/linux-headers-3.8.13-rtai is an RTAI kernel... no
[18:01:34] <zultron> Looks like RTAI kernel headers aren't found in your `./configure` command.
[18:01:40] <zultron> Yep.
[18:01:46] <LeelooMinai> checking usability of RTAI utility, /usr/realtime/bin/rtai-config... yes
[18:01:49] <LeelooMinai> ...
[18:02:05] <LeelooMinai> But I have RTAI compiled fine
[18:02:09] <zultron> Ah, this was fixed in Machinekit.... 3.8.13 is different from the older kernels.
[18:02:11] <LeelooMinai> I am also on rtai kernel now
[18:02:36] <zultron> https://github.com/machinekit/machinekit/pull/186
[18:03:10] <zultron> You can probably apply that patch directly to your source & detection will work.
[18:03:13] <LeelooMinai> Hmm, ok, so back to machine kit - but it failed 20 minutes ago - forgot now why
[18:03:25] <zultron> You'll still see the SSE problem.
[18:03:42] <LeelooMinai> A, right
[18:03:56] <zultron> MrHindsight promised to find you a fix for that. ;)
[18:04:40] <zultron> Anyway, gotta run. Good luck!
[18:04:45] <LeelooMinai> Ok, thx
[18:11:01] <zultron> LeelooMinai, Drive-by comment on the way out the door: you're really swimming in uncharted territory here. That branch is a developer's branch that probably hasn't seen a lot of testing, and you're running a kernel that hasn't been tested. Expect a bumpy ride.
[18:11:43] <LeelooMinai> Right, i will try a bit more - will try to apply that patch
[18:15:57] <MrHindsight> enabling fast math in linuxcnc makefile, and remove the 64b from SSE
[18:16:16] <MrHindsight> that's what worked for him
[18:17:19] <MrHindsight> LeelooMinai: ^^
[18:18:01] <LeelooMinai> Ok, in the meantime I cross-applied that patch from machinekit to detect ratai - will see now how it goes
[18:18:53] <LeelooMinai> Ok, configure found rtai now
[18:19:16] <LeelooMinai> I wonder what else will explode now
[18:22:04] <Jymmm> Anyone work with a manometer before?
[18:23:18] <renesis> is that a joke?
[18:23:34] <Jymmm> No, it's used to measure static pressure.
[18:23:35] <SpeedEvil> Jymmm: often
[18:23:41] * SpeedEvil makes his own
[18:23:54] <Jymmm> SpeedEvil: how accurate is your DIY?
[18:24:07] <LeelooMinai> Wonderful, a applied that patch, but I get SSE error in here now:)
[18:24:28] <SpeedEvil> Jymmm: ~1mm H2O as I haven't cared about it enough to get better
[18:24:54] <Jymmm> SpeedEvil: I need to see how close to 6" SP I am.
[18:25:11] <Jymmm> @900 CFM
[18:25:39] <SpeedEvil> Well - a loop of clear pipe, and a ruler will get you there
[18:25:53] <LeelooMinai> SpeedEvil: I hope you are not an op here too?
[18:26:00] <SpeedEvil> I might be.
[18:26:05] <SpeedEvil> I haven't checked recently.
[18:26:10] <Jymmm> SpeedEvil: Is it literally that simple to calibrate? Using a ruler?
[18:26:18] <LeelooMinai> That's evil
[18:26:34] <SpeedEvil> Jymmm: No - one inch of H2O is literally one inch of water pressure measured in inches of water.
[18:26:42] <SpeedEvil> Jymmm: that's how it's defined
[18:27:13] <Jymmm> SpeedEvil: I have lots of clear tubing, Just found this
http://www.dwyer-inst.com/Products/ManometerIntroduction.cfm
[18:27:32] <SpeedEvil> If you have a 'U' loop, 6" of pressure will move the water columns relative to either side by 6"
[18:28:07] <Jymmm> SpeedEvil: Is that 6" down AND 6" up?
[18:28:20] <Jymmm> on the left/right side of the 'U' ?
[18:28:23] <SpeedEvil> No - 3" down and 3" up - 6" total difference
[18:28:32] <Jymmm> ah
[18:28:55] <Jymmm> SpeedEvil: ad colored water is enough?
[18:29:24] <SpeedEvil> Coloured makes it easier to see
[18:29:25] <jdh> I have a magnehelic that does +/- 5" h2o.
[18:30:06] <Jymmm> SpeedEvil: So thats al I need is a ruler, lear tubing, and some water?
[18:30:13] <tjtr33> pcw_home, maybe of interest, a web based fpga gui editor from the Logi-bone people
http://www.valentfx.com/skeleton/?board=logibone
[18:30:33] <SpeedEvil> Jymmm: yes.
[18:30:40] <Jymmm> SpeedEvil: Does it need to be at any particular level in refernce to the air source?
[18:31:00] <Jymmm> (like when syphoning)
[18:31:36] <SpeedEvil> Nope. There just need to be no bubbles
[18:32:13] <Jymmm> Well, wouldn't they just float to the top anyway?
[18:33:13] <Jymmm> If it's THAT easy, I can just laser engrave a baseplate with a ruler on it
[18:33:44] <Jymmm> and some holes to cable tie the clear tubing
[18:34:47] <Jymmm> adjustable ruler, becasue murphy's law says I'lle never get the water level perfectly filled at 0" =)
[18:38:27] <LeelooMinai> MrHindsight: " and remove the 64b from SSE" <- what did you mean by that?
[18:39:18] <Jymmm> SpeedEvil: TY
[18:40:00] <SpeedEvil> np
[18:43:58] <The_Ball> Does anybody here have a workflow for creating tool passes for OpenSCAD objects?
[18:44:39] <zee-Lathe> http://i.imgur.com/F5Dp0X3.jpg
[18:44:41] <zee-Lathe> brass hammer almsot done
[18:49:58] <ssi> zee-Lathe: sweet!
[18:50:37] <zee-Lathe> i gotta make a handle
[18:50:41] <zee-Lathe> wondering what i should make
[18:50:47] <zee-Lathe> something all curvey and fancy? :D
[18:50:52] <ssi> zee-Lathe: yeah you definitely need to come up with a way to square your toolpost... if your toolpost is square, all your toolholders will be square, and then the geometry of the insert can go directly in your tool table
[18:51:13] <syyl> piece of rebar ;)
[18:51:16] <zee-Lathe> haha
[18:51:26] <zee-Lathe> i was thinking of using 1" aluminum round
[18:51:27] <zee-Lathe> stock
[18:51:30] <syyl> hmm
[18:51:33] <zee-Lathe> and making it look like those weird japenese dildos
[18:51:34] <syyl> i would go for wood
[18:51:46] <syyl> kinda classic
[18:51:47] <zee-Lathe> syyl its not a practical hammer
[18:51:47] <zee-Lathe> haha
[18:51:53] <zee-Lathe> its a cnc hammer
[18:52:04] <syyl> ok, then go for the dildo-style ;)
[18:58:31] <SpeedEvil> Why can't a CNC hammer be practical?
[19:00:06] <ssi> http://www.amazon.com/Grobet-Mallet-Diameter-Length-Weight/dp/B000RELP8K/ref=sr_1_4?ie=UTF8&qid=1403394113&sr=8-4&keywords=brass+hammer
[19:00:18] <ssi> ask him how much his will have cost him all up, then tell me it's practical :D
[19:01:10] <ssi> I wonder if I should take the opportunity of the rebuild of the plasma table to upgrade it to 2.6
[19:03:04] <SpeedEvil> Oh - I misunderstood.
[19:03:13] <SpeedEvil> I thought you meant a hammer, with CNC control.
[19:03:19] <SpeedEvil> Not...
[19:04:56] <XXCoder1> whew nice walk in park lol
[19:05:00] <Jymmm> SpeedEvil: CNC's don't have any thumbs to smash... DUH!
[19:05:04] <XXCoder1> also stopped by and bought a router for my cnc
[19:05:37] <Jymmm> XXCoder1: 2HP ?
[19:05:47] <XXCoder1> 1 hp actually
[19:05:59] <Jymmm> trim ruter?
[19:06:11] <XXCoder1> yeah it matches scale of my small cnc
[19:06:40] <Jymmm> fuck scale... MORE POWER!!! UG UG UG
[19:06:45] <XXCoder1> lol
[19:07:02] <XXCoder1> tim powers something? been long time since I last saw that show
[19:07:19] <Jymmm> yeah, not even in reruns that I've noticed
[19:07:40] <XXCoder1> oh well
[19:07:46] <XXCoder1> its hella funny
[19:08:16] <Jymmm> DVD's on netflix
[19:08:34] <Jymmm> 25 dicsc
[19:08:40] <ssi> lol
[19:08:51] <zeeshan|3> what do you think of this dildo for the hammer
[19:08:52] <Jymmm> 8 seasons
[19:09:04] <XXCoder1> dildo hammer
[19:09:19] <XXCoder1> for men and women
[19:09:32] <XXCoder1> single gift that works for both lol
[19:09:34] <ssi> when all you have is a dildo hammer, everything looks like a nail-shaped vagina
[19:09:37] <zeeshan|3> haha
[19:09:51] <zeeshan|3> http://i.imgur.com/mKKS8uB.png
[19:10:15] <zeeshan|3> i can shorten the straight section of that handle
[19:10:16] <ssi> zeeshan|3: looks like it's shaped exactly backwards to how you'd want it to be
[19:10:36] <syyl> looks kinda strange
[19:10:43] <zeeshan|3> thats the goal!
[19:10:46] <zeeshan|3> strange cnc hammer
[19:10:59] <ssi> in that case, mission accomplished? :D
[19:11:04] <zeeshan|3> yea its got curves
[19:11:07] <zeeshan|3> and a taper
[19:11:18] <ssi> better be using path compensation!
[19:11:19] <zeeshan|3> im gonna measure the accuracy after
[19:11:20] <ssi> :)
[19:11:26] <zeeshan|3> yes
[19:11:28] <zeeshan|3> thats why im doing this
[19:11:30] <syyl> voting for the rebar again ;)
[19:11:37] <pcw_home> ssi: bare 5I25 inputs will be just like bare parallel port inputs, very susceptible to impulse noise from motor drives etc
[19:11:39] <pcw_home> remedies are debounce, electrical filter (.1 uf cap across line) , or level shift
[19:11:50] <ssi> pcw_home: is there a software debounce option?
[19:12:00] <ssi> hm caps might be doable
[19:12:34] <ssi> I would have figured that holding them low with an NC switch would be a pretty solid noise-free low
[19:13:31] <pcw_home> you may have inductive pickup in that case
[19:13:45] <ssi> there is probably 30' of wiring involved here
[19:14:18] <pcw_home> make sure the switch wires are not parallel to motor drive wiring or AC wiring
[19:14:31] <ssi> they're absolutely parallel to motor drive wiring
[19:14:36] <ssi> and I dunno if there's a good way around it
[19:14:54] <ssi> since it all runs in cable chain across two four foot axes
[19:15:36] <pcw_home> So you have created a transformer :-)
[19:15:59] <ssi> hooray
[19:16:34] <pcw_home> Theres a debounce hal component that works well for this kind of impulse noise
[19:17:13] <ssi> hm I'll try it, thanks
[19:17:20] <ssi> hopefully it helps; I'd hate to have to rewire AGAIN
[19:17:56] <pcw_home> also using twisted pairs to the switches will help
[19:18:22] <ssi> well actually everything is twisted pairs right now, except I broke one pair in order to gain an extra line in existing wiring
[19:19:22] <Jymmm> pcw_home: I'm sure glad we have legal pot now, make finding slightly used carbon filters off CL super cheap =)
[19:19:42] <ssi> I rewired the whole thing last week, and I used four pieces of cat5 to do all the wiring :P
[19:19:57] <ssi> stripped the jackets off and ran it all inside snakeskin
[19:20:04] <Jymmm> cat5?! ewwwwwwwwwwwwwwwwww
[19:20:06] <ssi> yep
[19:20:08] <ssi> eww indeed
[19:20:38] <ssi> current capacity is just on the ragged edge for the motors, but they aren't heating up so I'm fine with it
[19:20:46] <ssi> only other concern I have is the flex characteristics
[19:21:07] <pcw_home> is the noisy wire the non twisted pair?
[19:21:08] <ssi> I'd have much rather used stranded UTP, but I used what I had :P
[19:21:14] <ssi> pcw_home: the one I've observed so far, yes
[19:21:48] <Jymmm> shielded 2pr from ome depot
[19:21:59] <Jymmm> 18ga even
[19:22:19] <ssi> Jymmm: the problem is getting 16 18ga shielded pairs to all run in a relatively small cable chain
[19:22:35] <pcw_home> twisted will make a major reduction in inductive pickup
[19:22:40] <Jymmm> get bigger chain
[19:23:15] <ssi> Jymmm: oh sure, i'll just get a nicer machine while I'm at it
[19:23:39] <Jymmm> there's smaller ga shielded too
[19:24:49] <ssi> pcw_home: I have two pairs running to the z car for switches, and they service two X switches, one Z, and the torch probe. Originally Z+ and floating torch probe shared a series NC line, but I broke that because I switched to ohmic sensing
[19:25:03] <Jymmm> To go thru all that grief and headache over cheapening out on the wiring and future headaches is all I'm thinking just not worth it
[19:25:17] <ssi> with a relatively small amount of rewiring, I can put the Z+ in series with X+/X-, on one pair, and probe can be the other pair
[19:25:26] <ssi> whereas right now it's a shared common setup
[19:25:30] <ssi> that might be my problem
[19:26:38] <ssi> I need to halwire X limits and see if they have similar issues
[19:26:41] <ssi> cause they're twisted
[19:29:13] <pcw_home> for minimum noise, each switch should have an independent pair from the 5I25 all the way out to the switch
[19:29:14] <pcw_home> that way any inductive pickup in the GPIO wire
[19:29:26] <ssi> common mode cancellation, yiea
[19:29:59] <ssi> the switches I'm talking about being in series are within two inches of each other
[19:30:12] <ssi> and it's all twisted in the style of vacuum tube heaters :)
[19:30:16] <pcw_home> yeah so that shoud be OK
[19:37:45] <XXCoder1> amazing.
http://www.ibtimes.com/goodbye-oil-us-navy-cracks-new-renewable-energy-technology-turn-seawater-fuel-allowing-1568455
[19:48:43] <jdh> uh huh
[19:54:43] <CaptHindsight> this time for sure!
[20:03:00] <thealch3m1st> has anyone here used machinekit on a beaglebone black?
[20:05:11] <CaptHindsight> thealch3m1st: several here have
[20:08:12] <thealch3m1st> I have a 3 axis machine which I was previously using with GRBL
[20:09:29] <thealch3m1st> I don't have any type of shield, I'm using a more ghetto setup with 3 drivers and some breadboards + wires
[20:09:44] <thealch3m1st> I'm trying to figure out how to convert this to machinekit / linuxcnc
[20:10:10] <thealch3m1st> this is the setup that I'm talking about:
http://imgur.com/9fJcoXa
[20:12:08] <thealch3m1st> I downloaded the machinekit from the link provided here:
http://blog.machinekit.io/p/machinekit_16.html
[20:12:47] <CaptHindsight> thealch3m1st: If you are using the same comnfigs and IO as the BBB + their shield/cape/sarape/cloak/ IO board then i don't see why it shouldn't work
[20:14:52] <CaptHindsight> thealch3m1st:
https://github.com/machinekit/machinekit is the current Git
[20:16:28] <thealch3m1st> CaptHindsight: whenever I run it on the image that I was talking about I always end up with some error
http://imgur.com/h8EDypQ
[20:17:50] <thealch3m1st> CaptHindsight: is the current git version sometihing I can download and compile on the beaglebone and replace the existing version or is it something I need to build from scratch?
[20:24:31] <CaptHindsight> I thought they had a #machinekit channel
[20:24:48] <thealch3m1st> I thought so too but it seemed rather empty
[20:25:07] <thealch3m1st> It's just me and another dude
[20:25:25] <CaptHindsight> wget
http://www.machinekit.net/deb/rootfs/wheezy/debian-7.4-machinekit-armhf-2014-05-19-4gb.img.xz seems to be the latest binary image
[20:25:42] <thealch3m1st> that's the one I have
[20:26:21] * LeelooMinai sighs
[20:26:47] <ssi> so I'm trying to convert to gantrykins
[20:27:03] <ssi> and I only see joints 0-2 in joint mode... what am I missing in configs so axis displays all four joints?
[20:27:17] <LeelooMinai> I disabled "mathfuns support in kernel" n RTAI and still get that SEE register return error
[20:28:32] <LeelooMinai> Hmm...
[20:28:42] <CaptHindsight> LeelooMinai: did you enable fast math in linuxcnc makefile?
[20:29:11] <LeelooMinai> I did, but before the above, then removed it - I will try again with it
[20:31:23] <CaptHindsight> thealch3m1st: the img is precompiled obviously, the Git has the source for you to build yourself
[20:32:14] <CaptHindsight> thealch3m1st: did you verify the checksum?
[20:32:23] <thealch3m1st> yes
[20:32:28] <thealch3m1st> the checksum matched
[20:32:40] <thealch3m1st> is the git source some sort of addon on linux
[20:32:47] <thealch3m1st> or is it full blown linux with the kernel and everything?
[20:33:20] <LeelooMinai> He meant that you can get the source using git
[20:33:21] <CaptHindsight> I had to blowup your screen shot...
[20:34:04] <CaptHindsight> can't load tool table
[20:35:05] <thealch3m1st> that screenshot is pretty big
[20:35:06] <CaptHindsight> thealch3m1st: I haven't tried that image, which configs are you using?
[20:35:26] <thealch3m1st> I just tried to load the pru stepper config as a test (first time using linuxcnc)
[20:35:32] <CaptHindsight> oh, pru-stepper.ini
[20:35:41] <thealch3m1st> but other configs I tried they all ended up in errors
[20:35:57] <CaptHindsight> ask on their mail list
[20:36:09] <CaptHindsight> or wait for somebody else here
[20:36:19] <thealch3m1st> ok. thanks :)
[20:37:04] <CaptHindsight> this time of the week is always quiet (Saturday eve/night
[20:37:26] <thealch3m1st> Is it more active during the week?
[20:37:50] <LeelooMinai> and again - same with -ffast-math
[20:37:58] * LeelooMinai scratches the head
[20:38:04] <thealch3m1st> -ffast-math?
[20:38:32] <thealch3m1st> nvm
[20:38:36] <LeelooMinai> I think I need to analyze a bit more what's going on here
[20:39:27] <LeelooMinai> From what I read linuxcnc is calling mathfunctions in RTAI and assuming it will get results using SEE registers?
[20:39:38] <CaptHindsight> weekdays US daytime to eve is most active
[20:39:41] <LeelooMinai> Or something like that...
[20:39:50] <thealch3m1st> :)
[20:40:40] <thealch3m1st> when you do lsmod are you supposed to see rtai or xenomai loaded?
[20:40:46] <thealch3m1st> machinekit@beaglebone:~$ lsmod
[20:40:46] <thealch3m1st> Module Size Used by
[20:40:46] <thealch3m1st> uio_pruss 4058 0
[20:40:46] <thealch3m1st> g_multi 49946 2
[20:40:46] <thealch3m1st> libcomposite 14725 1 g_multi
[20:40:46] <thealch3m1st> cpufreq_userspace 2009 0
[20:40:47] <thealch3m1st> nfsd 185424 2
[20:40:47] <thealch3m1st> evdev 7139 2
[20:41:09] <CaptHindsight> LeelooMinai: please post what kernel and RTAI you are using as well as if 32 or 64bit
[20:41:32] <CaptHindsight> I lost track and the person that went through this will see it later
[20:41:40] <thealch3m1st> because that's what I get. I'm only asking this because earlier i was trying something else and it complained about some module related to something realtime (don't remember the name exactly) is not loaded
[20:42:04] <LeelooMinai> 3.8.13-rtai x86_64
[20:42:32] <LeelooMinai> with matching 3.8 kernel
[20:42:47] <CaptHindsight> thealch3m1st: not sure, I thought they pasted good working images or you might have made some mistake on the way
[20:42:57] <ssi> guh... I'm not having much luck today
[20:43:05] <thealch3m1st> ok.
[20:43:09] <LeelooMinai> That part seems to be working fine. I booted that kernel and ran some RTAI test and it also looked ok
[20:43:09] <thealch3m1st> thanks
[20:43:49] <CaptHindsight> thealch3m1st: it's a linucnc fork and those devs are often in here
[20:43:52] <LeelooMinai> I applied the patch that made the linuxcnc recognize new rtai and this part works fine too
[20:44:33] <thealch3m1st> CaptHindsight: do you use linuxcnc or some fork? Is there a linuxcnc version for beaglebone?
[20:44:55] <CaptHindsight> machinekit is the fork of Linuxcnc for the BBB
[20:44:57] <LeelooMinai> The only problem now is that SSE one - I think what linuxcnc wants to do is not allowed - returning doubles or using sse even directly through kernel - something like that
[20:45:52] <thealch3m1st> oh, it appears I'm a little confused, I thoguht I saw a linuxcnc port on the list of beaglebone projects but that could've been machinekit.
[20:45:59] <thealch3m1st> That was a while ago.
[20:46:27] <LeelooMinai> And it tries to do that for example in the kinematics dir, calling sin() and cos(), etc.
[20:46:32] <CaptHindsight> machinekit will also run on x86
[20:46:47] <thealch3m1st> :)
[20:46:52] <LeelooMinai> I wonder if I could make it use some alternative libraries instead of ratai ones for that
[20:47:14] <LeelooMinai> Or even do something brutal and make it use float versions - but that would be n ugly hack:)
[20:48:09] <LeelooMinai> I think making it not use rtai for math would make more sense
[20:48:15] <LeelooMinai> Not sure how to do that though
[20:48:47] <LeelooMinai> Yet at least
[20:49:44] <LeelooMinai> It included "rtapi_math.h" - I guess It would have to be substituted
[20:50:32] <CaptHindsight> memleak had similar issues until he changed linuxcnc repos
[20:50:33] <LeelooMinai> Though I am not sure why there is speciel rtapi math header...
[20:50:51] <CaptHindsight> he'll be back in a few hours
[20:51:04] <LeelooMinai> Cannot it use normal math libs from c ro something like that?
[20:51:56] <LeelooMinai> Right, in the meantime I will exemine those headers a bit
[20:52:37] <LeelooMinai> Also, shouldn't there be like one repository for linuxcnc where everyone works? :)
[20:53:10] <LeelooMinai> So if someone fixes something, well, it's fixed
[20:55:59] <LeelooMinai> Hmm, there is math.h mentioned there but it's in the #else - if no RTAI present
[20:56:08] <LeelooMinai> I will force it to use that #else
[20:59:41] <ssi> why in the world does cnczone close threads
[21:00:11] <LeelooMinai> Maybe they have only one cpu:)
[21:00:23] <ssi> lol
[21:01:07] <ssi> I don't know why I seem to have a knack for choosing the road less traveled :(
[21:01:46] <LeelooMinai> I know something about it - I try to compile this thing for 3 days now
[21:01:56] <LeelooMinai> Because I want new os
[21:02:19] <ssi> I should stop working on this crap and go watch tv or something
[21:02:22] <ssi> it's not getting any better
[21:02:53] <LeelooMinai> Semms like I was building my cnc for a year, and then next year I will spend compiling linuxcnc
[21:03:34] <ssi> I jsut want to sell everything I own and buy a sailboat and disappear
[21:04:08] <XXCoder1> buy soylent. lots of it
[21:04:18] <LeelooMinai> I hope you do not get seasick easily
[21:04:20] <ssi> haha that's not a bad idea
[21:04:47] <ssi> nah I used to do a bunch of ocean diving, and i only got seasick once, in particularly nasty seas
[21:05:05] <ssi> and that was years ago before I hardened my stomach through lots of aerobatics training :)
[21:22:22] <jdh> I dive with a guy that gets seasick all the time. It looks miserable
[21:23:56] <ssi> I'm contemplating downsizing my life and then moving to SF
[21:24:18] <ssi> and lately the idea of getting a blue water sailboat and getting a liveaboard slip in the bay is starting to be compelling
[21:24:26] <ssi> it's actually quite a bit cheaper than an apartment
[21:25:03] <jdh> surely most everything in life is cheaper than an apt in the bay area
[21:25:05] <ssi> heh I can buy a $100k yacht, finance it over 10 years (about $1k/mo), and the note, insurance, slip, and annual haulout/bottom job will all be cheaper than a 2 bedroom apartment in the valley
[21:25:07] <Jymmm> if available
[21:25:20] <ssi> there's availability, I already checked
[21:25:36] <ssi> liveaboard slips are easier to get than hangars
[21:25:38] <ssi> checked on those too :P
[21:25:42] <ssi> probably have to get a hangar in san martin
[21:26:24] <XXCoder1> just remember boats is not designed to live in forever and stuff will wear down faster than house stuff would
[21:26:34] <XXCoder1> and no0 cnc stuff in yacht unless its that big lol
[21:26:37] <ssi> heheh
[21:26:39] <ssi> no cnc stuff
[21:26:42] <ssi> that's all gotta go
[21:26:47] <ssi> that's the other thing... they have techshop out there
[21:26:55] <ssi> I can sell ONE machine and pay for a lifetime membership to techshop
[21:27:43] <ssi> I have a lot of crap to get rid of... that's my primary hurdle right now
[21:27:50] <ssi> anyone want to buy a house that comes with a full shop? :P
[21:27:55] <ssi> aaaand an airplane?!
[21:27:58] <XXCoder1> me. $1000 total
[21:28:16] <jdh> I already offered $1200 for the lathe. you can throw in the rest.
[21:28:28] <Jymmm> ssi: where?
[21:28:33] <XXCoder1> fine. $2000
[21:28:34] <ssi> nw of atlanta
[21:28:43] <Jymmm> screw that!
[21:28:53] <ssi> yea I don't blame you
[21:28:58] <ssi> atlanta is rapidly becoming LA
[21:29:12] <XXCoder1> ssi just buy a barge
[21:29:20] <XXCoder1> turn it into home
[21:29:28] <Jymmm> techshop doesn't have lifetime memberhsips
[21:29:31] <ssi> Jymmm: sure they do
[21:29:52] <ssi> maybe not all the time, but they were selling them at maker this year
[21:29:54] <Jymmm> https://secure.techshop.ws/memberships.cfm?step=select_offer&offer=58
[21:30:05] <Jymmm> Yes, as promo's.
[21:30:21] <Jymmm> or when a new one opens
[21:30:31] <Jymmm> SJ was the newest that I know of
[21:30:46] <ssi> oh god do you live out there?
[21:30:50] <ssi> changed my mind, moving to canada
[21:30:57] <Jymmm> Good
[21:31:32] <Jymmm> ssi: you can open techshop Alaska!
[21:31:41] <ssi> I wanted to open one here, but they never responded to me
[21:32:48] <Jymmm> Before you go selling all your gear, you might want to actually VISIT a techshop first.
[21:33:03] <ssi> I've been to one
[21:33:27] <Jymmm> Their equiment gets SERIOUSLY abused.
[21:33:32] <ssi> so does mine :P
[21:33:42] <Jymmm> HAd to goto HF to buy straight drillbits once.
[21:34:09] <ssi> either way, it makes no sense to try to move any of this crap out there
[21:34:24] <ssi> both because there's no space for reasonable money, and because it just wouldnt' be sensible to pay to transport it
[21:34:37] <XXCoder1> like I said, buy a barge lol
[21:34:40] <XXCoder1> so much room in one
[21:34:49] <XXCoder1> its like 5 houses in one bpat
[21:35:16] <Jymmm> they dont even have one day passes anymore.
[21:37:56] <Jymmm> would it make sense that MDF would have consistant but varied "densities" in one direction?
[21:39:19] <Jymmm> Like ____---____---_____---
[21:40:26] <Jymmm> I'm seeing some "banding" occuring
[21:50:48] <XXCoder1> what tool was you cutting it with?
[21:51:03] <XXCoder1> if rotatary saw of some kind it might be some bad teeth
[22:10:45] <Jymmm> XXCoder1: the laser. I got a new tube a few days ago ($1200), and I'm having issues. Not sure if it's related or not. I did a realignment on the optics coulpe of days ago, but I've essencialy lost the first 1/4" in the X-axis to fubared artifacts.
[22:11:04] <XXCoder1> wonder if it wanders
[22:11:10] <XXCoder1> or glitch steps
[22:11:34] <Jymmm> If I shift everything over (material and artwork) by 1/4" it's fine.
[22:11:49] <XXCoder1> thats weird
[22:12:03] <XXCoder1> jigger at certain axis location?
[22:12:04] <Jymmm> Let me do another run, in a L2R only
[22:12:13] <XXCoder1> (note I'm not very familiar with that)
[22:12:18] <Jymmm> ...instead of bidirectional
[22:12:21] <Tom_itx> do you lose the 1/4" on the other side?
[22:12:37] <Jymmm> Tom_itx: the other side is 24" away
[22:12:43] <Jymmm> I haven't test that
[22:12:53] <Tom_itx> maybe you should
[22:13:08] <XXCoder1> wtf
https://www.youtube.com/watch?feature=player_embedded&v=5GFW-eEWXlc
[22:13:19] <Jymmm> let me do this L2R only first, then I'll do right side.
[22:20:31] <ssi> so... first things first.
[22:20:42] <ssi> the axes jog smoothly, but for some reason when I home, they stutter and jerk
[22:20:52] <ssi> this machine has run fine for ages, but it never had home switches before
[22:22:59] <skunkworks_> sounds like you are forcing home switches on a machine that doesn't want them...
[22:23:09] <skunkworks_> poor little machine
[22:23:28] <ssi> I wouldn't force them upon it if it would keep its gantry square and eat all its vegetables!
[22:29:52] <zeeshan|3> dildo hammer done
[22:29:53] <zeeshan|3> http://i.imgur.com/j8cfYVT.jpg
[22:30:03] <zeeshan|3> turned alright i think
[22:30:56] <skunkworks_> first lathe project?
[22:31:10] <zeeshan|3> yea just to check if the dimensions are coming out right
[22:31:14] <zeeshan|3> they seem to be pretty close to what im demanding
[22:32:21] <ssi> looks good
[22:32:24] <skunkworks_> neat
[22:32:41] <zeeshan|3> have you guys messed around with backlash compensation?
[22:32:54] <zeeshan|3> seems like i have 3.5 thou backlash in both x and z
[22:34:40] <zeeshan|3> is mach 3 a rip of linuxcnc
[22:34:53] <zeeshan|3> everytime i search for an error that i got in linuxcnc's intrepreter
[22:35:00] <skunkworks_> I think it used the same interpreter - but that is about it...
[22:35:00] <zeeshan|3> mach 3 forum posts with the same error come up!
[22:35:02] <skunkworks_> heh
[22:35:08] <zeeshan|3> ah okay
[22:51:12] <ssi> I'm fairly sure my stuttering homing issue is related to my glitchy wiring
[22:51:33] <skunkworks_> high school shop class
http://electronicsam.com/images/steam/DSC_3840.JPG
[22:51:42] <zeeshan|3> what sthat
[22:51:43] <skunkworks_> never made the fly wheel for it
[22:51:47] <zeeshan|3> ssi shield your wires? :p
[22:51:58] <skunkworks_> elbow steam engine
[22:52:05] <zeeshan|3> interesting \:D
[22:52:27] <ssi> zeeshan|3: not as simple as that right now, sadly
[22:55:41] <ssi> I think the debounce component might actually fix my issue :D
[23:03:03] <ssi> ok there we go
[23:03:09] <ssi> all four joints home beautifully
[23:03:27] <ssi> but now, when I switch into world mode and try to jog the Y axis, both joints instantly ferror
[23:04:33] <ssi> actually it looks like if I jog any axis, it ferrors in world mode
[23:04:52] <ssi> in joint mode I can jog, except joint mode only allows me to jog axes 0-2, which means I can't jog the right side of teh gantry even if I wanted to
[23:09:42] <XXCoder1> zeeshan|3: nice lol
[23:16:57] <CaptHindsight> zeeshan|3: my version of your lathe must use the softest iron known to China :)
[23:17:29] <zeeshan|3> it depends on impact? :p
[23:17:32] <zeeshan|3> *debts
[23:17:35] <zeeshan|3> ... *dents
[23:18:23] <XXCoder1> no
[23:18:27] <XXCoder1> it dents by seeing it
[23:18:40] <XXCoder1> just dont shout at it it'll work fine
[23:19:23] <CaptHindsight> it's good enough for rough work
[23:19:55] <zeeshan|3> honestly mine when operating manually
[23:20:08] <zeeshan|3> can holf 1/1 thou no prob
[23:20:19] <zeeshan|3> hold 1/2 thou i mean
[23:20:33] <CaptHindsight> was cutting hard steel yesterday, took forever
[23:20:47] <zeeshan|3> 4000 series?
[23:21:34] <CaptHindsight> heh, not this one, the top slide and cross slide bend
[23:21:55] <zeeshan|3> jus leave 10 thou for finishing
[23:22:00] <zeeshan|3> and do the 10 thou in 2 passes
[23:22:04] <zeeshan|3> :P
[23:23:08] <CaptHindsight> I'll find someone that wants it
[23:23:41] <XXCoder1> wouldnt mind getting it but not paying any money for it. :P
[23:23:50] <CaptHindsight> I just turned some 6061 just fine
[23:24:42] <zeeshan|3> the majority of work i did on my lathe before cnc was stainless
[23:25:23] <zeeshan|3> CaptHindsight: which lathe do you have exactly?
[23:25:37] <CaptHindsight> heh, it would take all day to make a 1" pulley out of 1.5" bar
[23:25:48] <zeeshan|3> lol
[23:27:09] <CaptHindsight> the one that is like yours is an Enco 2075 13" x 36"
[23:27:24] <CaptHindsight> er 13 x 40
[23:27:31] <zeeshan|3> thats bigger than mine :D
[23:27:44] <zeeshan|3> looks like the same lathe
[23:27:47] <CaptHindsight> it came also as a 12 x 36
[23:30:24] <CaptHindsight> http://www.ebay.com/itm/ENCO-110-2075-LATHE-12-039-039-X-36-039-039-/261366798165
[23:30:36] <CaptHindsight> only pic i can find
[23:30:53] <zeeshan|3> looks like mine
[23:31:04] <zeeshan|3> mine came with adifferent type of quick change gear box though
[23:31:10] <CaptHindsight> http://www.bid-on-equipment.com/uploads/25112012/149008-1.jpg
[23:31:30] <zeeshan|3> i cant beleiv eit sold for 2k
[23:31:32] <zeeshan|3> its inrough shape :P
[23:31:50] <CaptHindsight> it was sitting in the corner for the past few years, I just got it going again
[23:32:36] <CaptHindsight> this one had some sheared pins in the crossfeed gears and some torn wiring
[23:33:01] <zeeshan|3> nice
[23:33:03] <zeeshan|3> someone crashed it :P
[23:33:24] <CaptHindsight> like the tool was jammed and they left the feed on
[23:33:44] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/lathe/P6140010.jpg
[23:33:48] <zeeshan|3> sorry about photobucket pic
[23:33:53] <zeeshan|3> but is that what your wiring looked like
[23:33:55] <CaptHindsight> took more time to move it than fix it
[23:35:13] <CaptHindsight> not exact but similar, I just used a PLC and a couple of the relays
[23:35:40] <CaptHindsight> yours looked nicer
[23:38:27] <zeeshan|3> damn its already 12:20am
[23:38:29] <zeeshan|3> time flies
[23:40:51] <CaptHindsight> http://www.ebay.com/itm/Mori-Seiki-SL-1-/231261259369 just down the road from you
[23:41:29] <zeeshan|3> keep an eye out for a mill
[23:41:33] <zeeshan|3> im more than likely going to buy one
[23:41:37] <zeeshan|3> rather than convert mine to cnc
[23:41:48] <CaptHindsight> a bridgeport?
[23:41:52] <zeeshan|3> yea
[23:41:54] <zeeshan|3> a boss bridgeport would be nice
[23:41:59] <zeeshan|3> cause it already has ball screws
[23:42:00] <zeeshan|3> and steppers
[23:42:50] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-R2E3-CNC-Vertical-Mill-with-Tooling-/201112658143 maybe old NASA
[23:43:38] <CaptHindsight> wait
http://www.ebay.com/itm/Bridgeport-CNC-J-Head-Milling-Machine-Great-shape-with-Ball-screws-and-T-ram-/251564005037 and in NY!
[23:43:41] <zeeshan|3> that would fit
[23:43:44] <zeeshan|3> perfect in my garage
[23:43:59] <CaptHindsight> Price:US $999.99
[23:44:14] <zeeshan|3> rusted!
[23:44:15] <zeeshan|3> ;[
[23:44:25] <CaptHindsight> http://www.ebay.com/itm/bridgeport-CNC-/301218406125 in Moosup, Connecticut,
[23:44:51] <CaptHindsight> no, that's red oxide treated :)
[23:45:17] <zeeshan|3> that looks exactly like my mill
[23:45:23] <zeeshan|3> he just has ball screws in it
[23:45:23] <zeeshan|3> :D
[23:46:20] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-4hp-series-2-CNC-Three-Milling-machines-for-parts-ball-screw-feeds-/141320665785 in CA
[23:47:12] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-Interact-412-CNC-Vertical-Machining-Center-Heidenhain-TNC151-control-/321434922949 in WI
[23:47:39] <zeeshan|3> oo
[23:47:44] <zeeshan|3> that interact 412 is nice
[23:48:24] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-Series-1-CNC-Mill-w-Mach3-software-Retro-fitted-Indiana-No-reserve-/111387971218
[23:48:54] <CaptHindsight> the ad should read "Just needs Linuxcnc"
[23:48:59] <zeeshan|3> lol
[23:50:02] <CaptHindsight> read the ad "I'll even throw in the Shop to go with it for another $90,000!!! It sits on about an acre of land. 3 bdr. House with insulated 30 x 40 pole barn in the country. Any takers??? I'll close it out right now.."
[23:50:56] <Jymmm> Culver, Indiana
[23:51:26] <Jymmm> Eh, on a lake
https://www.google.com/maps/place/Culver,+IN+46511/@41.2149221,-86.4217654,15z/data=!3m1!4b1!4m2!3m1!1s0x8813e2adb55437a3:0xa626443dcbd3f98
[23:54:13] <CaptHindsight> http://www.ebay.com/itm/Matsuura-cnc-milling-machine-/131219723499 $4,000.00 or best
[23:54:39] <Jymmm> OUCH... Average Humidity 84
[23:54:54] <Jymmm> PHUK THAT! lol
[23:55:03] <CaptHindsight> http://www.ebay.com/itm/Used-HERMLE-CNC-MACHINE-UNIVERSAL-UWF-600-MINT-COND-/221465115019 WI
[23:55:32] <CaptHindsight> Jymmm: yeah humid today, had a small tornado pass by earlier when I was milling
[23:55:45] <Jymmm> CaptHindsight: You in indiana?
[23:55:51] <CaptHindsight> nearby
[23:55:57] <Jymmm> Lovely
[23:56:05] <Jymmm> tornado Alley I presume
[23:56:11] <Jymmm> ?
[23:56:19] <XXCoder1> reserve not met
[23:56:28] <CaptHindsight> tahs farther south and west but we get our share
[23:56:36] <CaptHindsight> tahs/thats
[23:57:30] <CaptHindsight> I though the mill was making funny sounds until I saw water flying in from under the door, it was raining sideways
[23:58:29] <CaptHindsight> http://www.ebay.com/itm/Tree-Journeyman-CNC-Vertical-Mill-2UVR-C-Milling-Machine-With-Vice-Collets-/310518420624 US $2,950.00
[23:59:25] <CaptHindsight> http://www.ebay.com/itm/HAAS-VF-1-CNC-Vertical-Machining-Center-1991-/221471889498 nice Haas for $5k
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
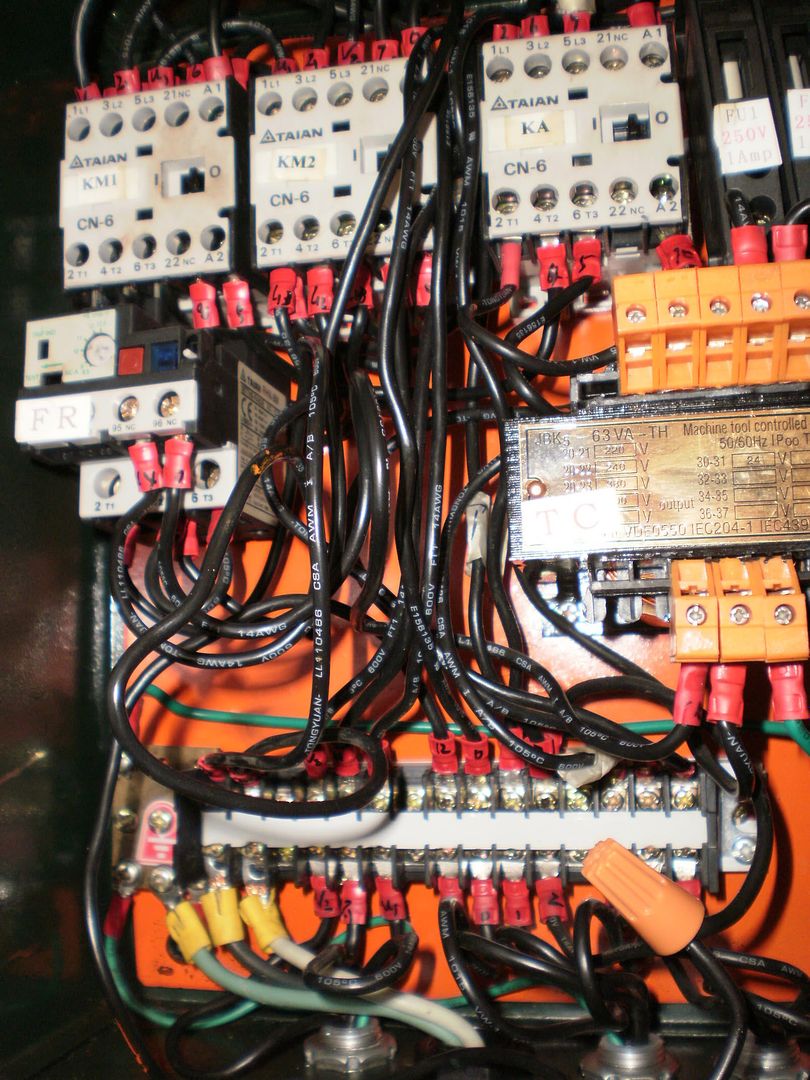{kind=link}