Back
[02:14:47] <Deejay> moin
[06:37:45] <jthornton> morning
[06:45:58] <Deejay> hi
[06:46:14] <malcom2073> Hi
[06:50:12] <amaldo> Hi. Is this the correct place to ask a question about MachineKit? I want to test LinuxCNC with rt_preempt realtime instead of rtai. But I'm having problems loading the hal module for the Mesa 5i25 card.
[06:53:01] <gonzo_> I expect yopu are in the right place. But you may have to wait till a little later in the day for the US guys to be around
[06:53:22] <malcom2073> I'm using machinekit, but unfortunatly I don't have any experience with Mesa cards
[06:53:40] <amaldo> gonzo_, Thanks, I will trying in the meantime.
[06:54:27] <malcom2073> amaldo: You may also have better luck on the machinekit google groups
[06:55:05] <amaldo> The reason I'm trying the rt_preempt approach is that on my i5 machine, the latency and jitter values are outrageous under rtai (usually wakes up after 2mS instead of 1mS). The numbers under rt_preempt are, on the contrary, great. About 10-30uS jitter on the 1mS test.
[06:55:26] <amaldo> malcom2073, Thanks. Will have a look there too.
[06:57:12] <CaptHindsight> isn't xenomai what everyone was using on the BBB, RTAI is a work in progress
[07:01:11] <amaldo> Actually, I want to run this on a normal PC (i5), It is just that RTAI is not working right, while rt_preempt does.
[07:03:30] <malcom2073> xenomai is what I'm using, and afaik what others are also using on the BBB
[07:04:55] <CaptHindsight> amaldo: what exactly do you want to run on your x86 PC? You were asking about machinekit for an ARM cpu
[07:05:26] <malcom2073> CaptHindsight: Machinekit isn't just for BBB :)
[07:05:40] <amaldo> malcom2073, are you running machinekit on a PC too?
[07:05:49] <malcom2073> amaldo: No, I'm running it on a BBB.
[07:06:43] <amaldo> CaptHindsight, It seemed to be the newest code that supports running under a rt_preempt patched kernel. It looks like it also should run on a normal PC.
[07:14:23] <amaldo> malcom2073, out of curiosity, what hardware do you have connected to the BBB?
[07:14:32] <malcom2073> amaldo: a Gecko G540
[07:14:39] <malcom2073> connected through a PMDX-432 cape
[07:15:36] <amaldo> malcom2073, nice! And it is not even expensive.
[07:15:47] <CaptHindsight> amaldo: what benefits do you see for your application for machinekit vs linuxcnc?
[07:15:53] <malcom2073> Not terribly.
[07:18:57] <amaldo> CaptHindsight, I tried the latest git code from linuxcnc, but it seems to depend on RTAI still. I found some old forks called "Unified-..." where there is an option to use RTAI, Xenomai, or rt-preempt. It seemed to me that those went on to become machinekit.
[07:20:18] <amaldo> CaptHindsight, since RTAI is behaving strangely on my PC, I went on to try something else. RTAI has horrible latency times on this PC. I tried with the bootable CD, and also compiling my own kernel with the newest RTAI patches.
[07:21:10] <CaptHindsight> I viewed machinekit as a port of linuxcnc to the BBB for headless applications. What am I missing?
[07:22:14] <CaptHindsight> amaldo: I follow you. I'm just wondering why you want to run machinekit on x86?
[07:22:41] <CaptHindsight> I also understand that machinekit can also run ob x86
[07:22:51] <CaptHindsight> ob/on
[07:23:39] <amaldo> CaptHindsight, actually, I just want LinuxCNC, but doing realtime over rt_preempt, and using a Mesa 5i25 card (+7i76)
[07:24:47] <cradek> if rtai has horrible latency, it's a bios setting or hardware problem
[07:24:57] <cradek> all the compiling in the world won't fix that
[07:25:24] <CaptHindsight> amaldo: what results do you get from the Linuxcnc livecd latency test?
[07:25:27] <amaldo> cradek, actually, it seems like a software issue. no matter how I abuse the machine under rt_preempt, I don't get any worse latency than 30uS.
[07:26:26] <CaptHindsight> amaldo: what hardware is this on? (cpu and chipset)
[07:26:41] <CaptHindsight> i5?
[07:26:48] <cradek> that's extremely surprising. are you using a known-good rtai build? they can be kind of hard to get working right.
[07:26:50] <amaldo> CaptHindsight, let me the exact data. Yes, i5
[07:27:25] <cradek> the memleak 3.4.55 rtai kernel package works well for me on an i3
[07:28:13] <CaptHindsight> amaldo: how about the older 2.6 RTAI on 10.04 livecd?
[07:28:37] <cradek> yes that one is also known good
[07:28:42] <amaldo> CaptHindsight, I haven't tried the older CD. The network does not work.
[07:29:29] <CaptHindsight> amaldo: how does the 3.4.55 RTAI work with the i5?
[07:29:39] <amaldo> CaptHindsight, Intel i5-2400 CPU @ 3.1GHz (quadcore). Mainboard: P8H67-M Pro
[07:29:40] <cradek> I've used lots of e1000 pci cards with lucid
[07:30:55] <amaldo> Yes, I actually had to get an additional e1000 pci card. I can put that back in to try later with the other bootable CD.
[07:31:18] <amaldo> CaptHindsight, cradek : So is the old 10.04 live cd known to work better on some machines?
[07:31:28] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?LinuxCNC_On_Ubuntu_Precise did you try this or what distro kernel combos have your tried?
[07:32:00] <cradek> better than what? it has been used on a huge variety of hardware for years
[07:32:06] <CaptHindsight> amaldo: the 10.04 livecd works fine on most machines
[07:32:24] <amaldo> I see.
[07:32:53] <cradek> you have way too many unknowns and using known-good rtai builds would narrow it down a lot
[07:32:55] <CaptHindsight> the only problem tends to be gpu hardware accel for newer boards
[07:34:31] <amaldo> CaptHindsight, I can try this later. What I've done now is this: Debian wheezy. Kernel 3.8.13 with the latest rtai-4.0 patch applied.
[07:34:58] <CaptHindsight> rtai 4.0 is still in the works
[07:35:03] <CaptHindsight> not stable
[07:35:34] <cradek> my desktop mill is wheezy: Linux emc 3.4.55-rtai-2 #1 SMP PREEMPT Sun Dec 15 23:40:48 MST 2013 i686 GNU/Linux
[07:35:54] <amaldo> CaptHindsight, That might explain things. I will go try 3.x
[07:36:13] <amaldo> cradek, did you compile that kernel yourself?
[07:36:30] <cradek> no, I just installed the deb
[07:36:56] <cradek> I'd rather hack on linuxcnc than futz with kernels
[07:37:44] <amaldo> cradek, can you point me to the wheezy repo where that kernel is?
[07:38:22] <amaldo> cradek, I don't mind compiling my own, but right now I'd rather go with some tested versions to see if I can get rid of this weird bug.
[07:38:47] <cradek> I think I grabbed it from
http://linuxcnc.org/dists/precise/base/binary-i386/
[07:39:08] <cradek> those firmware packages will work too
[07:39:10] <CaptHindsight> building RTAI is tricky
[07:41:44] <amaldo> CaptHindsight, yes, I found conflicting info about which options should be enabled while compiling the rtai-patched kernel.
[07:43:13] <CaptHindsight> memleak battles with it all the time
[07:43:48] <CaptHindsight> that's why there is the 3.4.55 RTAI .deb
[07:47:51] <amaldo> CaptHindsight, If that one works for me, I'll have a closer look at the options chosen to compile that kernel vs what I had.
[07:49:08] <CaptHindsight> https://github.com/ShabbyX/RTAI/blob/master/README.INSTALL
[07:49:51] <CaptHindsight> if you're interested in helping support newer kernels that would be great
[07:51:03] <CaptHindsight> the way it's been working for the past year is the new development does on at github.com/ShabbyX/RTAI
[07:52:26] <CaptHindsight> the it gets merged (rewritten) at RTAI.org
[07:53:58] <amaldo> CaptHindsight, thanks. That's a good pointer. Could have saved me time to find that before.
[07:54:36] <Cylly> soo. got the remote cam perfected... works great... ->
http://youtu.be/AkKHPsJtZlc
[08:08:37] <amaldo> CaptHindsight, I see that the 3.4.55 debs are all for i386. Anyone running this on amd64?
[08:13:02] <CaptHindsight> memleak got RTAI amd64 running, but it didn't get much testing
[08:14:18] <CaptHindsight> amaldo: you can use the i386 with PAE if you need more memory
[08:17:17] <amaldo> CaptHindsight, I put the hard drive from the i5 on an AMD APU (A10-7850K) machine, and I got 19260nS max jitter after a lot of abuse (1 hour)
[08:17:58] <amaldo> CaptHindsight, using RTAI 4.0, kernel 3.8.13, and AMD64.
[08:18:49] <CaptHindsight> we usually get under 10uS on AMD in the past 5+ years
[08:18:59] <amaldo> CaptHindsight, so that's why I suspected the software not liking that i5. It worked fine on the AMD machine.
[08:19:31] <CaptHindsight> well RTAI 4.0 was made more stable but it still needs work
[08:19:51] <amaldo> CaptHindsight, Sure, it is not impressive, but it's workable.
[08:20:08] <CaptHindsight> expect to spend lots of time if you really want bleeding edge RTAI
[08:20:15] <amaldo> CaptHindsight, On the i5 using rt_preempt, I get 3478 nS max jitter if I disable frequency scaling. That is pretty neat.
[08:20:51] <CaptHindsight> amaldo: is that with the cpu held at max freq?
[08:20:55] <amaldo> CaptHindsight, yep.
[08:21:26] <CaptHindsight> preempt_rt is also easier to build
[08:21:39] <amaldo> CaptHindsight, that was about 5min, running four burnP6 and 4 glxgears, plus network and hd use.
[08:22:22] <CaptHindsight> amaldo: opening firefox + flash tends to give us the biggest bumps
[08:23:00] <CaptHindsight> spend a few minutes on youtube and some flash heavy site for some real abuse
[08:23:11] <amaldo> CaptHindsight, yep, so you can see why I was tempted to use machinekit with it. Are the changes on that direction going to be ported to linuxcnc too?
[08:23:18] <amaldo> CaptHindsight, ok, will try that.
[08:24:41] <CaptHindsight> the wait is on RTAI.org to fix and update afew things before it makes it back to Linuxcnc
[08:30:34] <amaldo> CaptHindsight, I just tested that. I got 15.5uS max, I would not have guessed that watching fullHD videos on youtube using flash was more difficult to the RT system than cpu-burn and glxgears.
[08:30:43] <pcw_home> Preemt-RT is also more up to date so supports newer hardware
[08:31:06] <amaldo> CaptHindsight, so to correct that, the i5 using rt_preempt amd64 got 15.5uS max jitter.
[08:31:58] <pcw_home> YOou wont know the performance until you look at hardware timing (the latency test does no I/O so misses hardware blocks)
[08:33:11] <amaldo> pcw_home, any easy way to measure that? Will I need an OSC and signal generator? :)
[08:33:44] <pcw_home> toggle an output bit
[08:35:15] <amaldo> pcw_home, you mean, toggle an output bit with a certain frequency, and then look physically at the signal coming out (with an oscilloscope, and the jitter there?
[08:36:36] <pcw_home> Yes or if its a mesa card or some other card with a timer, sample the free running timer and calculate deltas
[08:37:23] <pcw_home> or if the mesa config has the DPLL, there's a pin for instantaeous error
[08:37:37] <amaldo> pcw_home, I got the 5i25 (+7i76) here.
[08:37:52] <amaldo> actually a 6i25.
[08:53:24] <amaldo> I just booted the i5 with the official linuxcnc 10.04 ubuntu CD, and ran the latency test. Had to install flash also. I got 9.9uS max jitter (about the same for both threads).
[08:53:57] <amaldo> pcw_home, I don't know yet enough the mesa card to measure those signals. Any pointers on how to program that?
[08:55:39] <amaldo> I had tested this machine with that CD before, but had really horrible latency values (I think almost 1mS). The only thing between then and now is that I upgraded the BIOS to the latest version.
[08:57:53] <CaptHindsight> it's probably in the ballpark of 10uS
[08:58:57] <CaptHindsight> BIOS updates can make a big difference, even settings
[09:01:23] <amaldo> CaptHindsight, I had played with all the BIOS settings before, trying to get rid of the horrible values. But to no avail. Right now it even has those nice values even with almost all BIOS settings at default. I should try to flash the old version to be sure, but I don't know if it will let me.
[09:01:47] <amaldo> Anyway, thanks a lot people. You have pointed me in the right direction.
[09:01:53] <CaptHindsight> it's not as dangerous as it used to be
[09:02:37] <CaptHindsight> turning off power management and any speed stepping helps the most
[09:04:06] <amaldo> CaptHindsight, Yep, I had done that before, but still was bad. The 10uS value now is even with those on. Or maybe the realtime 'gods' are just smiling at me today.
[09:04:21] <CaptHindsight> http://hackaday.io/project/962 "uses cheap RC Servomotors combined with Hall Effect sensors, using a closed-loop controller to precisely position the extruder."
[09:04:44] <CaptHindsight> amaldo: good juju today
[09:05:55] <malcom2073> Their use of the word namespace. "You keep using that word... i do not think it means, what you think it means"
[09:08:56] <CaptHindsight> arekm: They don't listen to experienced people. B: They like to poorly reinvent the wheel. C: Voices tell them to "just do it". D: Who the F*** knows?
[09:09:37] <arekm> good to know ;P
[09:09:54] <CaptHindsight> sorry, not sure how that ended up on the front of that :)
[09:11:13] <CaptHindsight> "We have replaced stepper motors with DC motors and a new kind of encoder called a hall effect orientation encoder." New to whom?
[09:11:19] <CaptHindsight> cave people?
[09:11:55] <amaldo> hehe... 'new kind of encoder'. :)
[09:12:03] <_methods> cave people = 3d printer people
[09:12:14] <malcom2073> I take offence to that :P
[09:12:34] <CaptHindsight> _methods: well if it walks and talks like a .....
[09:12:39] <_methods> heheh
[09:12:48] <_methods> talks like a caveman?
[09:12:51] <archivist> the wheel has been reinvented since before the wheel was invented
[09:13:26] <_methods> i love how there are these books about gcode that they just ignore
[09:13:40] <_methods> seems like nist made some standards
[09:14:45] <_methods> but whatever it give me good lulz
[09:15:05] <amaldo> Anyone here used LinuxCNC with EtherCAT motion controllers?
[09:15:19] <CaptHindsight> _methods: well that's for us old fogeys. You can't trust old people.
[09:15:27] <_methods> http://www.thinkcomputers.org/20-of-the-worst-pc-setups/
[09:17:08] <_methods> some funniez in there
[09:20:52] <pcw_home> amaldo: yes:
[09:20:54] <pcw_home> http://www.youtube.com/watch?v=yR9rCFavFjU
[09:22:41] <amaldo> pcw_home, very cool video. I have used the igH ethercat master before. Where is the code to try it out?
[09:23:42] <pcw_home> Probably best to ask Andreas Shiffler on the LinuxCNC forum
[09:24:35] <CaptHindsight> multiple drives from one NIC is nice
[09:24:59] <amaldo> pcw_home, thanks. Found this
https://github.com/sittner/linuxcnc but it looks like the last comit was in july 2013
[09:25:17] <pcw_home> one way to check actual hardware jitter on any Mesa card with a stepgen is to set the stepgen up in velocity mode
[09:25:18] <tjtr33> amaldo Andreas Schiffler doesnt log in here but look at his Linuxcnc&Ethercat work on youtube, one of 'em
http://www.youtube.com/watch?v=yR9rCFavFjU
[09:25:19] <pcw_home> set the velocity so you get say 5 MHz and then use the DDT comp to get deltas
[09:25:30] <CaptHindsight> http://linuxcnc.org/lucid/emc2/emc2/emc2/index.php/german/forum/24-hal-components/22346-ethercat-hal-driver
[09:27:01] <tjtr33> a retrofit he did
http://walter.roschi.eu/cnc-retrofit/
[09:28:17] <amaldo> tjb1, CaptHindsight : Thanks for the links.
[09:29:06] <CaptHindsight> just think what might have happened if he had access to those new hall effect thingies :)
[09:35:18] <amaldo> :) wait until they discover optical encoders.
[09:55:33] <amaldo> Gotta go. Thanks for all the help.
[11:23:33] <JT-Shop> 3,096 miles in 9 days on the GoldWing!
[11:24:34] <jdh> damn
[11:25:19] <archivist> saw ass
[11:25:59] <JT-Shop> an Advil a day keeps the butt pain away...
[11:27:32] <Jymmm> I thought that was Prep-H
[11:27:43] <Jymmm> or Immodium AD
[11:28:04] <Connor> Jymmm: Depends on the kind of Butt pain...
[11:28:29] <Connor> It some cases, it could be both Advil and Prep-H :)
[11:28:58] <JT-Shop> wearing LD Comforts helps a lot
[11:29:25] <Jymmm> wearing what?
[11:29:37] <JT-Shop> http://www.ldcomfort.com/
[11:29:52] <Jymmm> ah
[11:49:41] <zeeshan> that was fun
[11:50:07] <zeeshan> .5" depth of cut 1/2" 2 flute carbide end mill, 6061-t6 material
[11:50:21] <zeeshan> aluminum chips were flying everywhere
[11:57:35] <IchGuckLive> hi all B)
[11:58:21] <IchGuckLive> zeeshan: even more fun is to mill casting resin
[11:59:43] <IchGuckLive> JT-Shop: how is your back after that ride
[12:02:39] <JT-Shop> no problems at all I rode my GoldWing
[12:02:54] <JT-Shop> it's a couch on wheels with a stereo \
[12:03:35] <IchGuckLive> i kow there is a big goldwing meeting here with arpound 1000 menbers every year
[12:04:14] <JT-Shop> that's a bunch of bikes
[12:06:40] <IchGuckLive> we got about 4 harlay shops here as there are >50k US members around
[12:31:22] <IchGuckLive> hi Tugge ho is the waether up there in finland
[12:47:10] <IchGuckLive> seen! revo14
[12:47:44] <FinboySlick> IchGuckLive: Doesn't the ! go first?
[12:48:01] <IchGuckLive> ;-)
[12:48:16] <IchGuckLive> seen revo14?
[12:48:31] <IchGuckLive> !seen revo14
[12:48:31] <the_wench> last seen in #linuxcnc 2014-05-25 19:45:42GMT 46:44:53 ago, saying joined chan
[13:14:06] <Loetmichel> *grrr* i think my gaming PC needs a bigger PSU. Just got THREE half-second brownouts (because of a nearby thunderstorm) ... gaming PC : three reboots. Bitcoin miner PC, on the same wall socket: just mining away like nothing happened ?!?
[13:15:43] <FinboySlick> Loetmichel: They must both keep the room pretty warm.
[13:17:14] <IchGuckLive> FinboySlick: its hevy thunder here
[13:17:27] <IchGuckLive> lots of houses floddes
[13:18:07] <FinboySlick> IchGuckLive: Doesn't feel like summer is comming here either. It's almost as if England exported its weather to the colonies.
[13:18:10] <IchGuckLive> after a long drought the ground can not take that amound of water in short time
[13:18:32] <IchGuckLive> no it has been so nice
[13:23:47] <CaptHindsight> are there any small PLC's that have a really easy to use UI? No ladder, no RLL
[13:25:50] <CaptHindsight> for simple process control, you have everything programmed, but the non-programmer user and change some IO's, like ON/OFF times , how fast an output might flash (lamp) etc etc
[13:26:22] <IchGuckLive> CaptHindsight: LOGO or automotion DL6
[13:28:47] <FinboySlick> CaptHindsight: While you're around. You think a Samsung Galaxy S4 OLED screen would be strong enough to work with a resin 3D printer? The print envelope would be small but the resolution is not half bad.
[13:29:35] <CaptHindsight> IchGuckLive: those are too complex, I'm looking for something like a light version of Lab View that runs on a desktop
[13:29:59] <CaptHindsight> FinboySlick: yes and no :) ....
[13:30:16] <IchGuckLive> CaptHindsight: connected by usb how many IO
[13:30:40] <CaptHindsight> the issue with LCD screens like those is that they have 3 sets of pixels
[13:31:08] <FinboySlick> CaptHindsight: It's OLED though I assume that it has 3 sets of pixels too.
[13:31:18] <CaptHindsight> yes RGB
[13:32:04] <CaptHindsight> there are photoinitiators for RED but they also make the resin sensitive to heat
[13:32:28] <CaptHindsight> so they have to be refrigerated or activated right before use in a dark area
[13:32:58] <FinboySlick> OK. So to be practical, you pretty much need UV.
[13:33:58] <CaptHindsight> you could just use the Blue light though but then the next hurdle is how do you expose the resin since the blue pixels are interlaced with the R and G leaving a space
[13:34:29] <CaptHindsight> a monochrome LCD make it easier
[13:34:42] <CaptHindsight> but there is a limited selection
[13:34:57] <FinboySlick> And I imagine they let a lot of light seep through.
[13:34:59] <CaptHindsight> but there are some high dot pitch mon lcd's for medical imaging
[13:35:13] <CaptHindsight> no they work fine
[14:31:34] <CaptHindsight> FinboySlick: not mine but here's one at work
http://www.youtube.com/watch?v=MS1t3tHsx9k
[15:50:17] <Deejay> gn8
[16:04:30] <CaptHindsight> has anyone ever tried to use
http://oscada.org with linuxcnc?
[16:14:35] <_methods> looks interesting
[16:14:38] <_methods> very russian
[16:16:44] <CaptHindsight> I looked at comedi with linuxcnc
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Debian_Etch_Compile_RTAI#Comedi_support_for_RTAI
[16:36:23] <CaptHindsight> http://www.openplcproject.com/ the first fully open source Programable Logic Controller
[16:38:08] <Tom_itx> looks like JT-Shop might be getting some weather.
[16:42:04] <Tom_itx> CaptHindsight is that your handiwork?
[16:42:31] <CaptHindsight> heh, nope, just spotted it in my searches today
[16:42:45] <Tom_itx> i thought you were working on some such board
[16:44:22] <CaptHindsight> depends on how well all the allwinner linux support turns out
[16:44:46] <Tom_itx> not sure i'm crazy about their socket choice
[16:45:55] <JT-Shop> Tom_itx, dang near got caught on the BlueWing by it when I went to town to gas it up
[16:46:36] <Tom_itx> i was checking the weather here since it just started raining as i neared home. seems you're gonna get more than us
[16:54:39] <JT-Shop> looks like the worst has passed but who knows... I think I'll wait to put out the grass seed
[19:49:11] <XXCoder> woot
[19:49:17] <XXCoder> I got screwed
[19:49:20] <XXCoder> ballscrewed
[19:49:21] <XXCoder> lol
[19:49:26] <XXCoder> I got package
[19:50:22] <zeeshan> yayyyyy
[19:50:33] <XXCoder> gonna open it soonish
[19:50:44] <XXCoder> bit tired so relaxing till dinner
[19:50:55] <zeeshan> yea i came home
[19:50:57] <zeeshan> and passed right out
[19:51:00] <zeeshan> i guess its the heat
[19:51:14] <XXCoder> not heat here, just standing whole day at work lol
[19:51:21] <XXCoder> finishing results from cnc
[19:51:37] <zeeshan> XXCoder: where do you work again?
[19:51:45] <XXCoder> it was slow because giant cnc router was down
[19:52:05] <XXCoder> training job at machinist shop. big one that supplies parts to boeing
[21:46:06] <scooty_puff> where is a good place to buy stepper drivers? like ones that can handle at least 2 amps
[21:46:23] <zeeshan> probotix
[21:46:28] <zeeshan> has some for cheap for that much amperage
[21:47:01] <zeeshan> http://probotix.com/stepper_motor_drivers/SideStep/
[21:48:38] <scooty_puff> is probotix legit? im about to spend $250 with them
[21:51:40] <XXCoder> just opened ballscrew box
[21:51:53] <XXCoder> they look to be much better quality than sbr rails
[21:52:03] <XXCoder> very well done
[22:04:15] <CaptHindsight> scooty_puff:
http://leadshineusa.com/
[22:05:16] <XXCoder> leadshine uhh heh was that stuble hint of poisonous lead and the movie the shining? ;)
[22:05:24] <scooty_puff> thanks but youre like 10 minutes too late
[22:07:24] <somenewguy> could someone post a bug for me in the proper place? I can't figure out SF site and really don't have the time right now (work) but i don't want it to get forgotten
[22:08:26] <somenewguy> summed up in one line, in axis in linuxcnc 2.5.4 on 10.04, if you jog A axis, press shift while jogging, release a axis jog key, and then release shift, the A axis will continue to jog
[22:08:56] <CaptHindsight> sounds like a latching jog feature :)
[22:09:04] <XXCoder> even if it hits limit button?
[22:09:24] <somenewguy> my a axis is wrapped, so there should be no limit if i read the manuals correctly
[22:09:36] <somenewguy> no soft limits applied, no limit switches eihter
[22:13:18] <zeeshan> XXCoder: im glad you like em!
[22:13:22] <zeeshan> btw update for you guys
[22:13:32] <zeeshan> cnc4pc aka arturo is excellent.
[22:13:42] <zeeshan> he's taking back the burnt supply and the working one
[22:13:50] <zeeshan> and giving me a toriodal in exchange.
[22:13:57] <CaptHindsight> nice
[22:14:07] <zeeshan> ps. don't run smps supply
[22:14:13] <zeeshan> without a snubber circuit!
[22:14:18] <zeeshan> or they will blow up from back emf
[22:14:37] <CaptHindsight> what were you supplying with it?
[22:14:42] <somenewguy> mines fine
[22:14:48] <zeeshan> 110VAC
[22:14:50] <somenewguy> but its only driving nema 23s lol
[22:14:56] <zeeshan> output was 72VDC 8A
[22:15:01] <zeeshan> running 1200oz-in steppers
[22:15:04] <zeeshan> nema23
[22:15:05] <zeeshan> wer
[22:15:08] <zeeshan> er, nema34
[22:15:28] <zeeshan> it blew up at the end of a jog
[22:15:32] <zeeshan> at 150 ipm
[22:15:40] <somenewguy> thats a sprint in my book
[22:15:53] <zeeshan> arturo specifically says to run the snubber circuit
[22:15:59] <zeeshan> while automation technologies doesnt
[22:16:08] <zeeshan> it just seems like automation technologies is a reseller
[22:16:22] <zeeshan> and doesn't know much about the products it sells when it comes to everything but steppers and stepper drivers
[22:16:45] <somenewguy> I am homebrewing a small unregulated supply for my machine, what do you think about a mov to protect from spikes?
[22:16:48] <Connor> cnc4pc.com
[22:16:50] <CaptHindsight> he's a ME (PhD) not an EE
[22:16:52] <Connor> is arturo
[22:16:57] <zeeshan> Connor: yes
[22:17:08] <zeeshan> i bought the supplies from automation technologies
[22:17:12] <zeeshan> but im returning them back to cnc4pc
[22:17:20] <Connor> what happened ?
[22:17:24] <zeeshan> since arturo supplies automation technologies with the power supplies
[22:17:31] <zeeshan> Connor: one of my smps shot plasma out the fan
[22:17:32] <zeeshan> lol
[22:18:30] <Connor> not cool
[22:18:34] <zeeshan> yea
[22:18:41] <zeeshan> luckily the plasma didnt burn my motherboard
[22:18:45] <zeeshan> cause the mobo took the blunt of the plasma
[22:19:07] <Connor> youch.
[22:20:52] <zeeshan> the only thing im not looking forward to
[22:21:00] <zeeshan> is drilling 4 holes in the enclosure while it's assembled
[22:21:18] <zeeshan> im thinking i can put 4-5 layers of duct tape at the location where the hole will be made
[22:21:22] <zeeshan> and take it easy
[22:21:27] <zeeshan> and keep a shop vac on the back side of the hole
[22:21:46] <Connor> all i can say is.. Vacuum.. and and use a punch to dimple the enclosure before drilling.
[22:21:59] <zeeshan> actually
[22:22:06] <zeeshan> you just gave me an excellent idea
[22:22:09] <zeeshan> i can use greenlee punches
[22:22:13] <zeeshan> and that way i wont have chips
[22:22:20] <zeeshan> its only a 1/4" hole
[22:23:05] <XXCoder> zeeshan: nice!
[22:23:10] <Connor> I have a set of chassis bunches.. but that's for bigger holes.. and the require a pilot hole.
[22:23:52] <XXCoder> sigh. still cant find good place to buy couplers.
[22:24:06] <Connor> XXCoder: What kind are you looking for ?
[22:24:31] <XXCoder> nema 23 to I think 1/2 inch dia screws
[22:24:43] <Connor> 1/2" ??
[22:24:50] <Connor> Dang.. it not turned down?
[22:25:02] <XXCoder> turned down?
[22:25:21] <Connor> the end of the screw. 1/2" awful big..
[22:25:28] <XXCoder> oh it is thick screw
[22:25:35] <Connor> what kind ?
[22:25:41] <XXCoder> ballscrews
[22:25:53] <Connor> from where?
[22:26:11] <XXCoder> http://www.ebay.com/itm/3-ballscrews-RM1605-300-600-600mm-3-nuts-BK-BF12-/250451252435?pt=BI_Heavy_Equipment_Parts&hash=item3a500ed4d3
[22:26:35] <Connor> okay, those should be turned down..
[22:26:42] <Connor> you better check then end and make sure..
[22:26:50] <zeeshan> XXCoder: are you sure its 1/2"?
[22:26:55] <zeeshan> the ball screw end for a 1605 should be 10mm
[22:27:03] <XXCoder> hmm
[22:27:17] <Connor> or 3/8"
[22:27:21] <XXCoder> 0.39 in
[22:27:25] <XXCoder> mihht be it
[22:27:51] <XXCoder> it says 16 mm
[22:28:05] <XXCoder> 0.629 in appro
[22:28:28] <Connor> WHAT? The ballscrew is 16mm...
[22:28:37] <Connor> it should be turned down...
[22:28:53] <XXCoder> I still dont know what turned down is
[22:29:04] <Connor> the SMOOTH part of the ballscrew..
[22:29:14] <Connor> the part that's NOT screw..
[22:29:17] <CaptHindsight> are the ballscrew ends even machined?
[22:29:19] <Connor> I.E the ends.
[22:29:30] <XXCoder> yeah it seems to be 16 mm at ends
[22:29:49] <Connor> Is that the kit you got ?
[22:29:53] <XXCoder> yep
[22:30:02] <Connor> do they look like the pictures ?
[22:30:08] <XXCoder> exact.
[22:31:16] <Connor> 12mm
[22:31:20] <CaptHindsight> so probably 1605 ballscrew with 12mm ends
[22:31:23] <Connor> they came with BF and BK 12mm
[22:31:43] <XXCoder> oh! misread chart. 16mm is dia of ball screw itself
[22:31:52] <Connor> http://www.mcmaster.com/#oldham-couplings/=s5lr9b3
[22:31:54] <Connor> http://www.mcmaster.com/#oldham-couplings/=s5lr9b
[22:31:57] <Connor> use those.
[22:32:18] <Connor> need of total of 2 hubs and 1 disk per motor/ballscrew.
[22:32:34] <Connor> you can get clamping or set screw..
[22:33:01] <Connor> if they don't have them in mm.. get the closest size and drill / ream them out..
[22:33:26] <XXCoder> makes sense. looks pretty good prices
[22:33:27] <Connor> I use Acetel discs..
[22:33:50] <Connor> and I have purchased a extra disc in case I broke one.. as they can act as a mechanical fuse.
[22:34:02] <XXCoder> slightly confused on one thing
[22:34:12] <XXCoder> one clamps on motor, one on shaft
[22:34:16] <Connor> Oh. and you and use clampping on one side and set screw on the other.
[22:34:18] <XXCoder> but they dont seem to be connected
[22:34:19] <Connor> yup.
[22:34:23] <XXCoder> ahh
[22:34:34] <XXCoder> so I have to provide framework so they stay together?
[22:34:35] <Connor> that's what the disc does.
[22:34:49] <Connor> one sec.. picture time..
[22:35:19] <XXCoder> $10.14 each (cheapest) each hub and 2 each screw. ow
[22:35:26] <XXCoder> disc is $2
[22:36:19] <zeeshan> fak that stuff
[22:36:21] <zeeshan> use solid couplings
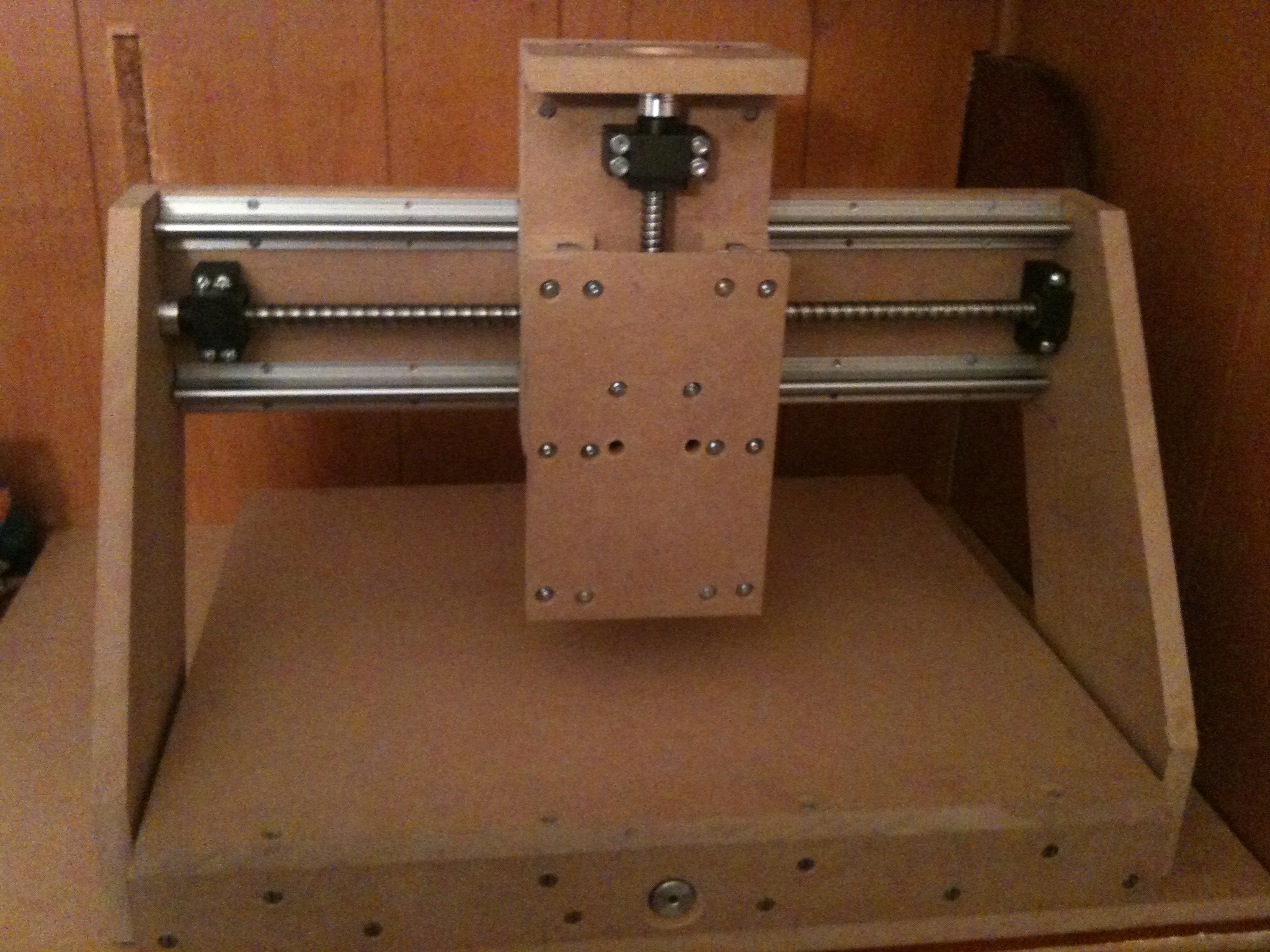
[22:36:23] <Connor> http://www.ivdc.com/cnc/conversion/machine_x_y_done.JPG
[22:36:25] <zeeshan> real men use solid couplings!! :D
[22:36:32] <XXCoder> lol
[22:36:39] <Connor> zeeshan: and break the shaft on the stepper ?
[22:36:41] <zeeshan> im using a solid one
[22:36:44] <zeeshan> seems fine
[22:36:46] <zeeshan> tom is also
[22:36:56] <zeeshan> the shaft isn't gonna break
[22:36:58] <zeeshan> if its aligned right
[22:36:59] <XXCoder> I need something breakable to save motor. I will be running cnc like an idiot like I am
[22:37:06] <Valen> Connor: dude, scale your pictures ;->
[22:37:12] <Connor> oldham allow for offset
[22:37:42] <zeeshan> Connor: looking good!
[22:37:43] <Connor> and make it real easy to remove and re-install the steppers..
[22:37:50] <zeeshan> ive had mine on and off
[22:37:51] <Valen> you can get solid couplings to allow a little bit of misalignment
[22:37:53] <zeeshan> a couple times now
[22:37:59] <Valen> well kinda solid
[22:38:09] <Valen> http://www.motioncontroltips.com/2012/08/28/reli-a-flex-shaft-couplings-offers-long-life-low-kinematic-error/
[22:38:11] <zeeshan> both my stepper and ball screw are within 3 thou of each other
[22:38:12] <Valen> that kinda thing
[22:38:47] <zeeshan> Connor: you and me haave been working on our cnc conversions forever
[22:38:50] <Connor> Unless you get those in stainless which are $$$ they'll break.. at least my alumn ones did.
[22:38:52] <zeeshan> im getting sick of working on it!
[22:38:52] <zeeshan> :D
[22:39:07] <Connor> zeeshan: Mine is been done for a while.. just been upgrading it..
[22:39:13] <Connor> I.E adding the enclosure etc.
[22:39:20] <zeeshan> o
[22:39:35] <Connor> XXCoder: All I can say is.. spend the $$ on the oldham's
[22:39:45] <Connor> Is this for a homemade or a conversion ?
[22:39:58] <XXCoder> con homemade. first one, wood frame
[22:40:28] <Connor> I used Alumn Beam couplers on my Router..
[22:40:41] <Connor> oldhams would have made it easier.
[22:40:53] <zeeshan> those aluminujm beam couplers are a piec eof shit
[22:40:56] <zeeshan> they have backlash
[22:40:58] <zeeshan> a lot of it
[22:41:11] <zeeshan> like 10 thou
[22:41:18] <Connor> they shouldn't.
[22:41:21] <XXCoder> even supposely zero like this
http://www.amazon.com/Series-12%C2%A1%C3%8112mm-Flexible-Coupling-Coupler/dp/B00GSLS7L4/ref=sr_1_25?s=hi&ie=UTF8&qid=1401247383&sr=1-25&keywords=cnc+shaft+12+mm+.25+in
[22:41:23] <zeeshan> well mine did
[22:41:23] <Connor> if mounted and used correctly.
[22:41:26] <zeeshan> thats why i converted to solid
[22:41:36] <Valen> they can't have backlash
[22:41:37] <zeeshan> and the backlash is 0.0005 now
[22:41:47] <zeeshan> Valen: i believe mine were stretching
[22:41:47] <Connor> XXCoder: those are the ones I used on my router..
[22:41:48] <zeeshan> or deforming
[22:41:59] <Valen> thats different ;->
[22:42:10] <zeeshan> i think theyre meant for small steppers
[22:42:15] <XXCoder> cant find any meteric one end and imperial other end
[22:42:15] <zeeshan> like 180-200oz-in
[22:42:16] <zeeshan> not big ones
[22:42:17] <Connor> XXCoder: Had 3 of them break.. had to get replacements..
[22:42:30] <zeeshan> Connor: what size steppers?
[22:42:34] <zeeshan> were they breaking on
[22:42:39] <XXCoder> NEMA 23 here
[22:42:41] <Connor> XXCoder: You'll have to get one sized under-sized and drill it
[22:42:54] <Connor> NEMA 23, 340oz I think..
[22:42:58] <XXCoder> good thing I already plan to buy drill press
[22:43:01] <XXCoder> have to have one
[22:43:05] <XXCoder> I suck on hand drilling
[22:43:23] <Connor> Honesty.. I think I hand drill mine..
[22:43:28] <XXCoder> if I hand drill probably do 45 angle on something that should be nice and 90 angle ;)
[22:43:37] <Connor> Held them in a wood vblock..
[22:44:13] <XXCoder> well guess its 12mm - 6 mm then. easy enough to expand 6mm to 6.35 mm (1/4 in)
[22:44:14] <zeeshan> wtf
[22:44:19] <zeeshan> they were yieldingf with 340oz-in
[22:44:20] <zeeshan> lol
[22:44:30] <zeeshan> clearly theyre not designed for fatigue
[22:44:48] <zeeshan> Connor: do the oldham couplers wear?
[22:45:10] <zeeshan> drilling the coupler on a drill press
[22:45:17] <zeeshan> will mean the coupler itself will have runout
[22:45:19] <Connor> zeeshan: They can.. but, not very much.
[22:45:35] <zeeshan> cause its quite hard to get the hole concentric with the OD
[22:45:44] <Connor> zeeshan: Thats why I used a hand drill
[22:45:56] <zeeshan> still youll get 20 thou runout
[22:45:57] <zeeshan> er
[22:46:03] <zeeshan> 20 thou out of concentricity
[22:46:15] <zeeshan> i ruined one of my timing belt pulleys like that
[22:46:16] <zeeshan> =[
[22:46:32] <zeeshan> im gonna bore it on the mill when i get the other ones in
[22:46:41] <zeeshan> since the lathe is out of service
[22:46:43] <Connor> zeeshan: They're flex couplers..
[22:46:58] <Connor> and the Oldhame's can take the miss-alignment too.
[22:47:19] <zeeshan> well the more theyre out of alignment
[22:47:22] <zeeshan> the quicker they'll wear?
[22:48:06] <XXCoder> other problemic part for me is somehow mount my nema 23. I will probably just use pipes though. where do I source those screws thats compitable with nema motors thread and such?
[22:48:23] <Connor> It'll take allot of use for the Acetel to wear..
[22:48:44] <XXCoder> oh. lol
http://www.amazon.com/Coupling-Coupler-D25L30-Ceramic-Machinery/dp/B00IJ67D0W/ref=sr_1_1?s=hi&ie=UTF8&qid=1401247835&sr=1-1&keywords=cnc+shaft+12+mm+.25+in
[22:48:48] <XXCoder> this is exact size
[22:49:29] <Connor> Not too sure about that one..
[22:49:52] <Connor> not sure if that is 0-backlash.. those are known as spider or love-joy..
[22:50:29] <Connor> XXCoder: bolt with through pipe not exactly good idea.. those can torque or twist.
[22:50:40] <XXCoder> http://www.amazon.com/Generic-6-35mmx12mm-Flexible-Coupling-Connector/dp/B00EQ1Y54G/ref=sr_1_2?s=hi&ie=UTF8&qid=1401247945&sr=1-2&keywords=cnc+shaft+12+mm+6.35+mm
[22:50:45] <XXCoder> exact size too
[22:51:01] <Connor> give those a try..
[22:51:19] <XXCoder> yeah strightfoward enough. also buy 4 of em because I probably would break one lol
[22:51:30] <XXCoder> oh yeah
[22:51:53] <Connor> okay.. I think #10 screw
[22:52:14] <Connor> Don't remember.. Mine are through bolted.
[22:52:15] <XXCoder> how do I use the antibacklash "nut" on my ballscrews? its on side and I want parallel surface connect to it
[22:52:37] <Connor> XXCoder: How do you mean ?
[22:52:51] <XXCoder> look at kit I bought, its that thingy on screw
[22:52:59] <XXCoder> part that moves with rotation
[22:53:15] <Connor> yes.
[22:53:22] <Connor> so, you make a ballnut mount..
[22:53:28] <CaptHindsight> the first Amazon ones ^^ will flex and twist
[22:53:41] <Connor> http://www.amazon.com/Generic-6-35mmx12mm-Flexible-Coupling-Connector/dp/B00EQ1Y54G/ref=sr_1_2?s=hi&ie=UTF8&qid=1401247945&sr=1-2&keywords=cnc+shaft+12+mm+6.35+mm
[22:53:48] <Connor> those are the ones if your going cheap.
[22:53:58] <XXCoder> yeah already decided on
[22:54:08] <XXCoder> I just want order all at once
[22:54:41] <Connor> ballnut mount.. Take a block.. little taller than the ballnut, drill hole so that bull nut can go through it.. then bolt it on.
[22:54:41] <zee-Lathe> c
[22:54:44] <zee-Lathe> woohoo
[22:54:46] <CaptHindsight> https://sdp-si.com/eStore/Catalog/Group/99
[22:54:50] <zee-Lathe> power line networking sucessful
[22:54:57] <XXCoder> so i really am required to make that? aw
[22:55:17] <Connor> XXCoder: How else you going to connect it ?
[22:55:23] <XXCoder> indeed
[22:55:38] <Connor> You can make them out of wood, plastic or metal.
[22:55:44] <Connor> depending on what tools you have.
[22:55:47] <Connor> I made mine out of MDF.
[22:55:51] <XXCoder> it'll hve to be wood
[22:56:13] <Connor> and I used cross dowl nuts..
[22:56:20] <XXCoder> ok #10 screws gonna look for that later
[22:56:21] <Connor> in the MDF.
[22:56:31] <Connor> McMaster is Cheap.
[22:56:35] <Connor> and double check that..
[22:56:44] <Connor> with your stepper.
[22:57:38] <Connor> http://www.ivdc.com/cnc/cnc1.jpg
[22:57:47] <Connor> that's how I did mine.. I didn't use standoffs on it..
[22:57:57] <Connor> I mounted the steppers straight to the wood.
[22:58:13] <CaptHindsight> you want the oldham or bellows type not the lovejoy
[22:58:17] <XXCoder> probablyu way I will do
[22:58:26] <Connor> I lost a tad of travel on the Z..non on X or Y
[22:58:45] <XXCoder> as long as it has 3 or 4 in left I'm fine
[22:59:00] <XXCoder> I doubt I will need to use stock taller than 6 in
[22:59:08] <XXCoder> 6 in travel then
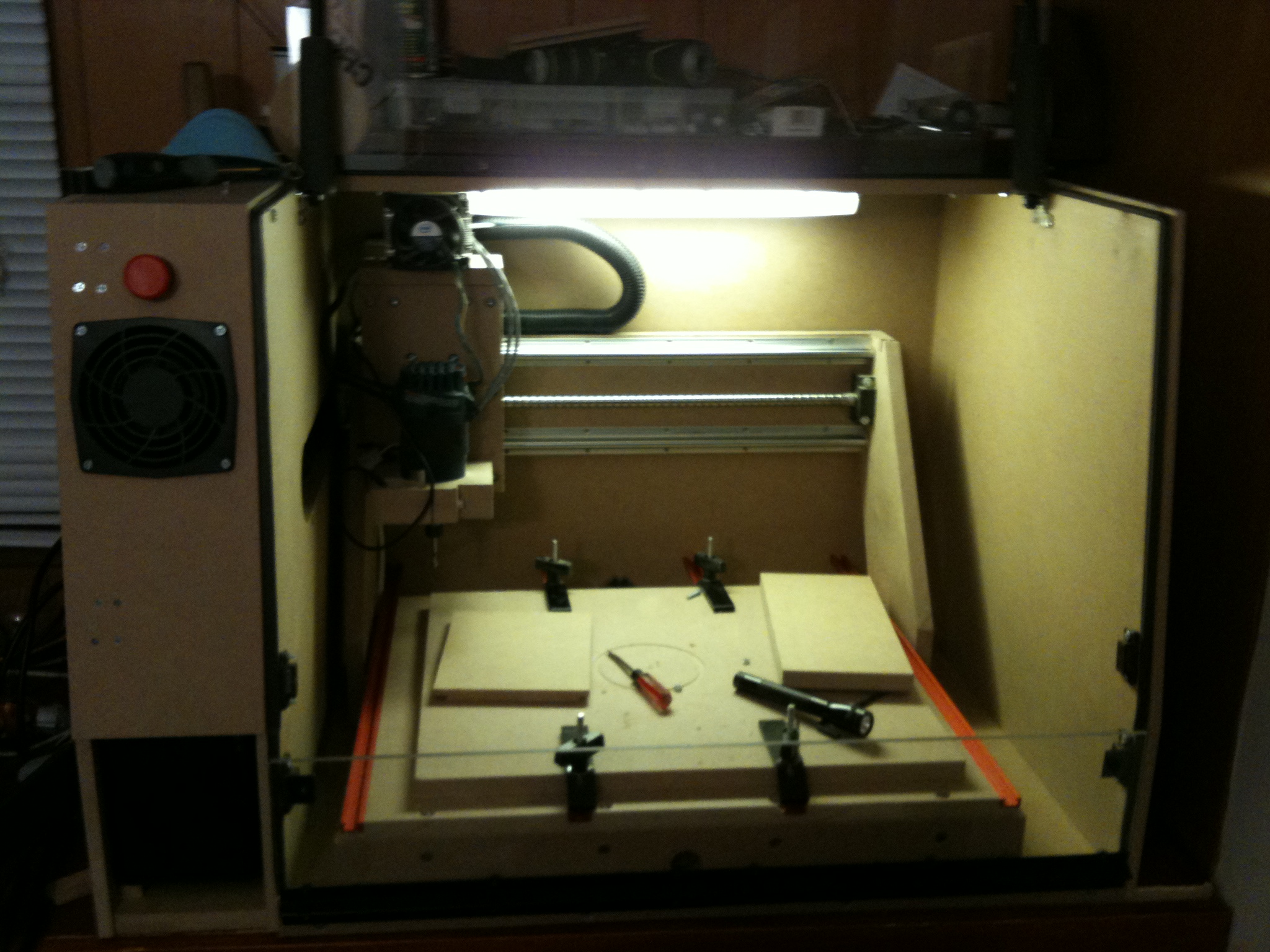
[22:59:21] <Connor> http://www.ivdc.com/cnc/cnc7.jpg
[22:59:35] <Connor> you can see the stepper going through the wall.. :)
[22:59:40] <XXCoder> lol yep
[22:59:46] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[22:59:52] <zee-Lathe> this is awesmoe
[22:59:56] <zee-Lathe> max jitter is 3411
[23:00:22] <XXCoder> so you just used gaint block of wood to hold router
[23:01:02] <Connor> 2 3/4" mdf laminated together, then I used a hole saw to drill it out.. then cut a slit.
[23:01:25] <Connor> that's a Bosh Colt.
[23:01:39] <Connor> What type of wood you using ?
[23:02:09] <Connor> Little hint when using a hole saw with MDF..
[23:02:28] <XXCoder> plywood for some parts, just wood for rest
[23:02:44] <CaptHindsight> http://docs-europe.electrocomponents.com/webdocs/0fb8/0900766b80fb8242.pdf differences in couplings
[23:02:46] <XXCoder> I really need to get a truck somehow so I can get larger wood parts from work lol
[23:03:12] <Connor> start the hole with the hole-saw.. just to mark the hole.. then.. using a forstner bit and drill 2 holes on the inside perimeter of the larger hole... on either side..
[23:03:28] <Connor> this allows the MDF chips/dust to clear out so you don't burn up the hole saw.
[23:03:39] <XXCoder> interesting
http://www.mycncuk.com/forums/attachments/gantry-router-build-logs/7405d1353177713-wobblycogs-cnc-mk1-wobblycogs-cnc-v4-gantry-connection-2.png
[23:03:41] <Connor> XXCoder: What sort of plywood ?
[23:03:57] <XXCoder> con high quality one. expensive. good thing I got it free from trash
[23:04:11] <CaptHindsight> http://www.motioncontrolonline.org/i4a/pages/index.cfm?pageID=4151
[23:05:55] <CaptHindsight> http://www.motioncontrolonline.org/i4a/pages/index.cfm?pageID=4144
[23:07:10] <XXCoder> nice summary
[23:07:28] <CaptHindsight> http://www.youtube.com/watch?v=uGxfchLe-_I Lecture - 20 Shaft Couplings
[23:08:11] <XXCoder> old videos tend to have good autocaptions but not this pone
[23:09:18] <XXCoder> Connor: any pic of how you connected to ballnut
[23:09:22] <XXCoder> wood cnc
[23:09:45] <zeeshan> Connor: how much did that wood router cost you
[23:09:46] <zeeshan> total
[23:10:41] <Connor> Honestly.. No.. But, it's simple. A block of 3/4" wood. Hole in center large enough for ballnut to fit through (the round part) 4-6 holes for the bolts to go through, then 2 holes from the top to bolt it to the gantry
[23:11:08] <XXCoder> pretty strightforward. thanks
[23:11:36] <Connor> zeeshan: I lost track. more than it was suppose to be.. I ended up ordering 2nd set of screws because dumba$$ didn't tell me they weren't machined.
[23:11:51] <zeeshan> i want to make a cnc plasma
[23:11:53] <zeeshan> after this
[23:12:03] <Connor> $1200-1500 counting the Atom Based PC, The steppers, electronics, and E-chain
[23:12:10] <Connor> and the bosh colt router.
[23:12:18] <zeeshan> thatrs not bad at all
[23:12:37] <Connor> I'm going to rework most of it out of Alumn at some point.
[23:12:47] <XXCoder> so far mine is cheaper a bit lol but then dont have all parts yet
[23:13:10] <XXCoder> I would skip it and just stright uo buy that 2' x 3' 8020 rail kit as upgrade
[23:13:24] <Connor> I had to buy the MDF, the Cross Dowels / Barrel Nuts..
[23:13:28] <XXCoder> its not expensive $1399 something. no electric suystem though
[23:14:17] <Connor> the plexiglass, is from a old dot matrix printer enclosure..
[23:14:33] <XXCoder> got $200 off but pretty close
http://www.finelineautomation.com/products/complete-2-x3-router-kit
[23:14:56] <Connor> I got so lucky on allot of the measurements on that thing, it's not even funny.
[23:15:15] <XXCoder> I probably wull go backwards on my cnc
[23:15:20] <XXCoder> Z first, Y then X
[23:15:23] <Connor> I never planned on putting the PC right next to it built in like that.. it just so happened that I had enough space on that side to do it.
[23:15:44] <Connor> I wanted it to have a footprint of 2' x 3' and fit under that shelf.
[23:15:49] <XXCoder> do Z first so after that I has known dimensions to build Y frame and so on
[23:15:57] <Connor> that in that picture.
[23:16:08] <CaptHindsight> http://www.youtube.com/watch?v=mS6-Tzjeths ghetto conductive trace glue gun printer
[23:16:56] <Connor> I need to source new gas springs.. ones that are designed to be stored parallel to the ground instead of 60-90 degrees.
[23:17:07] <Connor> gas leaked out.
[23:17:09] <Connor> Oh well.
[23:17:18] <Connor> back later.
[23:17:27] <XXCoder> later thanks too!
[23:46:45] <tjtr33> CaptHindsight, i didnt see any wires laid into the gamepad. now i read they use a separate conductive ink head. demo not very exciting, single layer single sided pcb aint got a lot of bragging rights
[23:48:00] <tjtr33> more interesting from 1968
http://www.youtube.com/watch?v=QQhVQ1UG6aM
[23:48:54] <tjtr33> more complete than this
http://meemoo.org/iframework/
[23:49:16] <XXCoder> seriously though controllers couldnt be simplier
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}