Back
[02:02:14] <Deejay> moin
[05:23:21] <eren_> can I ask a question?
[05:24:03] <ReadError> idk, can you?
[05:28:20] <micges> eren_basturk: I think you can
[05:30:46] <archivist_herron> eren_basturk,
https://workaround.org/getting-help-on-irc
[05:34:44] <kengu> eren_basturk: it seems to me that you cannot
[05:43:06] <ReadError> well, he did ask a question to see if he could ask a question
[05:47:08] <jthornton> eren_basturk, you did ask a question
[06:01:27] <kengu> ReadError: um. true.
[06:11:09] <eren_basturk> sorry I have just come
[06:12:09] <eren_basturk> Is there someone who work with BeagleBoneBlack with LinuxCNC?
[06:12:58] <eren_basturk> Is there someone who work with Linuxcnc on BeagleBoneBlack?
[06:19:50] <jthornton> yes, I'm sure there is someone but they might not hang out here
[06:51:16] <Jymmm> jthornton: you brew beer?
[06:54:05] <jthornton> from time to time I make a 15 gallon batch
[06:54:26] <Jymmm> jthornton: Whatdo you clean your stuff with?
[06:54:56] <jthornton> star san
[06:55:18] <Jymmm> that's a sterlizer iirc, what about cleaming?
[06:55:52] <jthornton> PBW
[06:56:47] <Jymmm> Ok, I saw that yesterday @ $15/LB, I might have found a DIY version
[06:57:12] <Jymmm> I'm waiting for a MSDS
[06:57:51] <Jymmm> Do you just soak in a PBW solution? How long?
[06:58:01] <jthornton> the container doesn't list the ingredients
[06:58:51] <Jymmm> The MSDS does, it's 30% Sodium Metasilicate
[06:58:52] <jthornton> 30 min or so with hot water then rinse with hot water
[06:59:06] <Jymmm> ok, cool
[06:59:44] <Jymmm> Red Devil TSP/90 is 100% Sodium Metasilicate, and $5/LB
[07:00:11] <Jymmm> The other 70% seems to be Oxiclean
[07:00:43] <Jymmm> But, I might have found al alternative to that too (Half the price)
[07:00:51] <jthornton> cool
[07:01:04] <Jymmm> http://forum.northernbrewer.com/viewtopic.php?f=1&t=11198&start=15
[07:01:25] <Jymmm> Let me find the DIY recipe...
[07:02:41] <Jymmm> jthornton:
http://www.bertusbrewery.com/2012/11/super-charge-your-oxiclean.html
[07:03:23] <Jymmm> TSP/90 in 4LB bag is $11
[07:03:34] <Jymmm> Ace Hardware
[07:04:29] <Jymmm> Oxiclean is about $2/LB, I might have found at half that
[07:04:50] <Jymmm> and in 1LB jars
[07:34:23] <PetefromTn_> Jymmm What are you doing man?
[08:28:38] <humble_sea_bass> i think he is starting a moonshine still
[10:08:37] <PetefromTn_> Makin some a dat White lighnin' huh LOL.
[10:09:30] <jdh> he's from your neck of teh woods. so to speak
[10:10:12] <PetefromTn_> well since I am NOT from my neck of the woods that is just fine LOL....
[10:10:48] <PetefromTn_> Trying hard to NOT be from my neck of the woods. In fact trying to get OUT of the woods and back to the beach hehehe
[10:11:09] * jdh checks Pete's neck.
[10:11:14] <jdh> yep, your neck of teh woods.
[10:11:50] <PetefromTn_> I want to check my own neck and have it be red.... From a Florida SUNBURN man!!
[10:12:03] <jdh> green mountain area is known for great 'shine and weed
[10:14:04] <PetefromTn_> The other night when I met that fellow to buy all these nice new tools we went on the way back to Knoxville's Market square and had some Rita's Italian Ices. The last time I had a Rita's Italian Ice I was in Port St. Lucie Florida. Brought back some nice memories hehe
[10:14:52] <jdh> There are two Rita's here and we are smaller than murville
[10:16:39] <_methods> http://www.420magazine.com/forums/cabinet-closet-grow-room-setup/80071-great-tennessee-pot-cave-pics-video.html
[10:16:47] <PetefromTn_> really thats nice..
[10:17:37] <jdh> I'm thinking that is not a good URL for work.
[10:17:48] <_methods> hehe
[10:17:52] <_methods> that guy had a great setup
[10:18:20] <PetefromTn_> Holy crap that is some seriously industrious nefarious activity going on there LOL
[10:18:26] <_methods> right
[10:18:41] <_methods> i guess there was a bigger one that was like the whole side of a hill
[10:19:31] <PetefromTn_> The way things are going in other states that may NOT be necessary anymore soon. If you want to toke the weed it will probably be available legally and taxable soon LOL
[10:19:48] <malcom2073> Lol, "these people were caught and prosecuted and they seemed to "disappear" from the face of the earth."
[10:19:52] <malcom2073> yeah, jail will do that :)
[11:20:23] <jdh> connor?
[11:48:15] <Connor> jdh: Yea?
[11:53:10] <jdh> how much were your new spindle bearings?
[12:05:45] <IchGuckLive> hi all
[12:06:24] <humble_sea_bass> i want a cave under my house
[12:06:43] <IchGuckLive> go for atomar safe defence
[12:08:38] <jdh> I want a diveable cave under my house.
[12:09:59] <bertrik> aka "sink hole" ?
[12:10:22] <jdh> well, teh sink could just be nearby.
[12:10:59] <jdh> http://www.naturalnorthflorida.com/img/4654610031319/peacock-springs-state-park.jpg
[12:11:10] <jdh> that one would be fine.
[12:12:00] <MrHindsight> humble_sea_bass: like the Corvette museum?
[12:26:37] <IchGuckLive> ho kfoltman how is it at your playe jhere in germany its getting dark but sunny
[12:39:24] <Connor> jdh: I don't remember.. I can look..
[12:39:35] <Connor> I had to buy the lower one twice because I messed it up.
[12:40:31] <JesusAlos> hi
[12:40:58] <FinboySlick> https://www.youtube.com/watch?v=s9IdZ2pI5dA <-- wow
[12:41:48] <FinboySlick> I wonder if it's more or less energy efficient than casting (flexibility aside).
[12:48:21] <malcom2073> Seen that before with welding, the laser thing is interesting
[12:52:54] <malcom2073> My guess would be it's more cost effective for one-offs, but less energy efficient once you get past making a couple of something
[12:53:36] <Jymmm> humble_sea_bass: I wish!
[12:56:53] <MrHindsight> they aren't concerned about efficiency the additive process allows you to make parts in one piece that can't be done by casting or machining alone, everyone really needs to start ignoring the recrap junk and really see what 3DP/additive manufacturing is about
[12:58:14] <FinboySlick> MrHindsight: I wasn't really referring to their concern, I was mostly just wondering if that would actually be efficient. You're only melting the volume that you're using and I'm assuming that lasers don't have a lot of waste heat.
[12:58:54] <MrHindsight> I understand what you were asking, it wasn't a complex question
[12:59:31] <malcom2073> Then what did reprap have to do with it?
[12:59:56] <MrHindsight> I wasn't just answering his question obviously
[13:00:47] <JesusAlos> http://imagebin.org/308192
[13:00:48] <JesusAlos> http://imagebin.org/308193
[13:00:53] <JesusAlos> automatic forniture
[13:01:39] <MrHindsight> if you want to compare casting and machining to DMLS and machining it would depend on how you do either
[13:01:42] <FinboySlick> JesusAlos: That's a tad more fancy than my livingroom ;)
[13:02:35] <JesusAlos> http://imagebin.org/308194
[13:02:38] <JesusAlos> http://imagebin.org/308196
[13:02:42] <JesusAlos> ofcourse
[13:02:54] <JesusAlos> only push button need for do wizzard
[13:03:23] <malcom2073> JesusAlos: videos? :)
[13:03:27] <malcom2073> Be really cool to see
[13:03:39] <JesusAlos> yes
[13:07:52] <MrHindsight> the problem with the laser is that they aren't 100% efficient, so even if the heat is used more efficiently as the point of sintering much of the energy has been lost producing it
[13:09:59] <tjtr33> JesusAlos, architect? i forget who said it... "You dont need a kitchen when you're sleeping" maybe Dreyfus
[13:10:17] <humble_sea_bass> lasers are like 15% efficient arent they
[13:11:21] <MrHindsight> yeah, give or take depending on the type, <50% covers most
[13:12:28] <MrHindsight> some solid state types have been ~80%
[13:12:40] <humble_sea_bass> do they scale
[13:13:18] <MrHindsight> CO2's 30%
[13:14:20] <MrHindsight> the 85% types have been low power for communications
http://www.nlight.net/nlight-files/file/technical_papers/nLight_SHEDs_CLEO06_v2.pdf
[13:14:51] <JesusAlos> http://youtu.be/Ahn__hCYczw
[13:15:45] <malcom2073> JesusAlos: private video
[13:16:13] <MrHindsight> I've never seen a very efficient foundry either
[13:16:35] <MrHindsight> much of the heat goes up the chimneys
[13:17:37] <humble_sea_bass> ther is plenty of money to be made in cogeneration plants
[13:17:53] <JesusAlos> http://youtu.be/Ahn__hCYczw
[13:19:08] <JesusAlos> Pressentation in Euroccucina 2014
[13:19:49] <tjtr33> JesusAlos, Gorgeous! Barcelona? nduction plates , teppanyaki grill & exhaust. Applause!!!
[13:19:56] <humble_sea_bass> the wealthy here wouldn't be caught dead with induction coockers
[13:20:30] <tjtr33> I didnt know :) ( poboy here )
[13:20:48] <humble_sea_bass> everybody wants vikings
[13:20:56] <tjtr33> JesusAlos, really nice work, are you using HAL to control?
[13:21:02] <humble_sea_bass> and this exhaust hoods with VFD motors
[13:22:15] <JesusAlos> :) yes HAL industion control
[13:22:21] <JesusAlos> induction
[13:22:25] <MrHindsight> humble_sea_bass: there is a cementitious siding maker near here that asked about recovering a few million BTU from each autoclave ..
[13:23:03] <MrHindsight> humble_sea_bass: they were just releasing it into the atmosphere as steam
[13:23:03] <tjtr33> Beatiful design, thanks for sharing
[13:23:21] <humble_sea_bass> yeah it silly to be tossing all those btu away
[13:24:17] <MrHindsight> humble_sea_bass: they weren't interested in recovering it as electrical power using a steam turbine, they just wanted to cool it a little before dumping it into a nearby pond
[13:24:18] <humble_sea_bass> but they need to figure out what they are going to use those btu for. in sky scrapers we just make hotwater with it
[13:25:08] <humble_sea_bass> I bet they don't have anything near them so they can't really heat stuff up and provide that as a service
[13:25:14] <JesusAlos> the fornitere design is do by www.gama-decor.es designer team
[13:25:15] <PetefromTn_> I have built a lot of interesting moving cabinetry pieces over the years, everthing from your typical hidden TV lifts to cabinets that hinge and conceal rooms to remote controlled hidden boxes to store firearms and safes. It is interesting stuff but unfortunately most people are not willing to pay for it.
[13:25:23] <JesusAlos> of www.porcelanosa.com group
[13:25:35] <MrHindsight> humble_sea_bass: it was enough power to run their offices
[13:25:38] <tjtr33> JesusAlos, are you looking for touch screen control? Please visit the Beaglebone-Linuxcnc WIki hosted by Charles.
[13:25:39] <tjtr33> you may find info there
http://blog.machinekit.io/p/machinekit_16.html
[13:25:42] <MrHindsight> and pay for itself
[13:25:48] <JesusAlos> alosindustrials.com do the automation and mechanical design
[13:26:21] <humble_sea_bass> you need to have an operating engineer on hand,
[13:26:27] <humble_sea_bass> at all times
[13:27:16] <MrHindsight> they already do, they run over a dozen high pressure steam autoclaves the size of rail cars all day long
[13:27:57] <humble_sea_bass> so why aren't they doing this again
[13:28:43] <MrHindsight> can we just cool it enough to dump it into a pond, so they bought a big chiller unit to cool it :)
[13:30:22] <humble_sea_bass> dumbasses
[13:30:57] <humble_sea_bass> anyways, nyc is going gaga over cogens, obviously operating under the assumption that gas will remain cheap
[13:31:36] <MrHindsight> humble_sea_bass: it makes no sense around here either
[13:31:41] <JT-Shop> is there anything like a latching relay in hal I have digital output controlling a second and third spindle and have estop killing them with and naturally if you reset the estop and the power button the spindles come back on
[13:31:48] <humble_sea_bass> and thinkign that con edison won't bring the hammer down on distribution prices
[13:32:13] <MrHindsight> humble_sea_bass:
http://www.jameshardie.com/main.shtml
[13:32:49] <humble_sea_bass> i've used their stuff in the past
[13:33:20] <tjtr33> JesusAlos, This engr may be of use: Albert Saenz Coromina of INAV controls in Barcelona, we built 6 pcs 7 axis cnc in Taiwan a few years ago.
[13:34:55] <tjtr33> bbl
[13:35:25] <JesusAlos> tjtr33: do you have web site?
[13:35:39] <JesusAlos> og Mr. Saenz
[13:36:17] <tjtr33> www.inavcnc.com
[13:37:12] <MrHindsight> humble_sea_bass: the metal foundries and mills around here are all but gone
[13:37:51] <JesusAlos> thank
[13:39:43] <humble_sea_bass> tu website no tiene mucha informacion
[13:40:22] <MrHindsight> FinboySlick: I can argue that the 3DP/mill is still much more efficient if you don't have a foundry nearby
[13:41:17] <FinboySlick> A head like that on some sort of multi-axis robot could make for interesting 'castings' too.
[13:41:25] <humble_sea_bass> or if you don't want to burn down your property with some backwoods homemade foundry
[13:41:25] <MrHindsight> but an efficient foundry close to the machine shop would consume less energy
[13:42:09] <MrHindsight> but they make for fun accidents
[13:44:05] <pcw_home> JT-Shop: the flipflop component might work
[13:50:24] <JT-Shop> pcw_home, thanks I'll give that a try
[13:58:47] <Connor> jdh: Check pm
[14:14:52] <Jymmm> ChuangTzu: A weaker version of OxiClean, but for $1/LB...
http://www.dollartree.com/household/cleaning/all-purpose-cleaning/20-Oz-Awesome-Oxygen-Cleaner/500c501c502p8832/index.pro
[14:17:22] <Jymmm> ChuangTzu: (I got the MSDS for it this morning)
[14:17:39] <MrHindsight> how do you know it's not just regular oxyclean that been cut with borax (and brighteners)?
[14:17:55] <Jymmm> MrHindsight: For the MSDS tells me so =)
[14:18:21] <JesusAlos> gn8
[14:18:30] <MrHindsight> Jymmm: what are the using for the oxidizers?
[14:18:53] <Jymmm> same as oxiclean
[14:20:00] <MrHindsight> Chemical Ingredients Sodium carbonate Sodium percarbonate Ethoxylated Alcohol C12-C16 Sodium polycarboxylate Sodium metasilicate
[14:20:10] <MrHindsight> yeah, all pretty low cost
[14:21:28] <MrHindsight> how much is oxyclean $2/lb?
[14:21:28] <Jymmm> oxiclean doesn't have Sodium metasilicate
[14:22:25] <MrHindsight> http://www.ahprofessional.com/_downloads/msds/MSDS-1605-OxiClean%20Versatile%20Stain%20Remover.pdf
[14:22:50] <MrHindsight> so they aren't even accurate MSDS's?
[14:23:34] <Jymmm> Ah, 2007 vs 2009 MSDS
[14:24:35] <MrHindsight> plus anything <1% non-toxic doesn't even have to be listed
[14:25:28] <Jymmm> OxiClean $2-$5/LB
[14:26:18] <MrHindsight> yeah but it's a name brand, you're not being a good consumer buy buying off brands
[14:29:03] <Jymmm> Never was trying to be.
[14:31:31] <Jymmm> Before I'd even think about using something that's $15/LB, I'm gonna try the cheaper stuff to see if it has any effect =)
[14:37:41] <jdh> I have a front loader washer (which sucks) it sued to start molding all the time until my wife started adding oxyclean or wtf it is
[14:38:02] <jdh> s/sued/used/
[15:00:23] <Jymmm> jdh: I heard that somewhere else too, unless you keep the front door cracked when not used.
[15:02:16] <Jymmm> jdh: Other than the funk, why does it suck?
[15:10:04] <humble_sea_bass> you always have to leave the door open on the front loaders for a bit after you wash
[15:10:20] <humble_sea_bass> unless you run a weekly cycle with bleach or borax
[15:17:04] <malcom2073> Anyone know why when I plug my linuxcnc live cd machine into my network, it starts using massive amounts of bandwidth?
[15:19:42] <MrHindsight> maybe the package manager?
[15:20:17] <malcom2073> hmm, doesn't look to be running, I'll double check
[15:23:13] <JT-Shop> dang that don't work either...
[15:24:09] * JT-Shop wished that flipflop had more than 3 words in the description :(
[15:25:05] <PCW> probably written a by a damned EE
[15:25:25] <JT-Shop> or it's programmer speak
[15:25:52] <JT-Shop> exactly true and no extra fluff
[15:26:08] <PCW> well hardware types swim in D FFs
[15:27:17] <PCW> so if set and reset are both false the output takes the value of the D pin on the rising edge of the clock
[15:28:55] <JT-Shop> what I have now is an and component that has motion.motion-enabled and digital-out as inputs and the out drives an output pin on the 7i76
[15:29:25] <JT-Shop> when they press the estop the motion.motion-enabled drops out and the spindles go off
[15:30:06] <JT-Shop> but when they press the power button they come back on... and that is what I'm trying to solve how to not have the spindles start back up
[15:30:45] <PCW> what should re-enable the spindles ?
[15:31:14] <JT-Shop> that's the sticky part
[15:31:41] <JT-Shop> an off to on transition from digital out would be correct I think
[15:32:12] <PCW> OK so digital out goes in to flip flop clock
[15:32:28] <JT-Shop> ok
[15:33:05] <PCW> and not motion.motion-enabled goes into reset
[15:33:43] <JT-Shop> that makes sense
[15:34:10] <PCW> and D is either tied high (setp) or used as an additional enable
[15:34:48] <JT-Shop> D == data I think
[15:35:13] <PCW> yes (doing this from man page memory)
[15:36:20] <PCW> so to get a high output you need:
[15:36:22] <PCW> reset low
[15:36:23] <PCW> data high
[15:36:25] <PCW> rising edge of clock
[15:37:18] <PCW> as soon as you assert reset (motion.motion-enabled going away)
[15:37:19] <PCW> you need to go through the same sequence to set the output high again
[15:44:09] <JT-Shop> PCW, thanks that works great
[15:45:52] <PCW> welcome (FPGAs are largely arrays of D Flip-flops so familiar territory)
[16:01:20] <JT-Shop> thanks again... now to see if I can add some redneck to the man page
[16:04:15] <Anonymoose> I've recently joined a local makerspace and to my surprise they had a disused CNC converted mini mill/drill machine.
[16:04:15] <Anonymoose> I am totally new to this sort of thing and had some questions I was hoping could be answered or I could be directed to appropriate 'noob' resources.
[16:04:15] <Anonymoose> I did some minor fixing of cables and got a computer in the shop and put LinuxCNC on it. Still looking for a parallel cable.
[16:04:15] <Anonymoose> Specifications (only things I 'know'):
[16:04:15] <Anonymoose> The stepper drivers are: K179
[16:04:15] <Anonymoose> The stepper motor encoders are: Tamagawa 2.2v 4.6A
[16:04:15] <Anonymoose> The computer has LinuxCNC installed on it.
[16:04:16] <Anonymoose> Questions:
[16:04:16] <Anonymoose> - Can the handwheels be turned manually without damaging the steppers?
[16:04:17] <Anonymoose> - Is it typical to wire the X & Y endstops to the kill switch?
[16:04:17] <Anonymoose> - What is the little motor on the back of the mill power supply box for? auto on/off?
[16:04:18] <Anonymoose> Album:
http://imgur.com/a/3fLxC
[16:04:53] <Anonymoose> Holy copy/paste batman, sorry folks
[16:06:58] <Anonymoose> I've done some searching about but i feel a it inadequate searching because I feel like I am missing out on key concepts/terms by which to search
[16:07:07] <Anonymoose> *feel a bit
[16:08:45] <JT-Shop> handwheels on the steppers?
[16:10:15] <Anonymoose> The handwheels are connected to a...post which comes ouf of the 'back' of a stepper via a split bolt with setscrew
[16:11:01] <JT-Shop> with the power off sure
[16:11:41] <Anonymoose> ah ok cool, thanks. i know some people had used it in the past with the power off to the 'controller' (chips everywhere)
[16:28:03] <Deejay> gn8
[19:46:12] <ChuangTzu> Jymmm: nice
[19:48:16] <tjtr33> Who was using Linuxcnc to make long tapered sections for Fly Rods?
[19:48:17] <tjtr33> http://www.tcdc.or.th/src/18073/herobike
[19:53:03] <tjtr33> haha I found that project in KrungThep but its from Greensboro N.C. apparently using local bamboo (in NC!)
[19:53:19] <Jymmm> ChuangTzu: I just soaked a carboy for ~4 hours, smells *MUCH* better now, but still getting rid of the suds from the dishsoap I originally used =)
[19:53:56] <Jymmm> ChuangTzu: NEVER use dishsoap to clean a container... m'kay!!! lol
[19:54:12] <ChuangTzu> yeah
[19:54:13] <ChuangTzu> lol
[19:54:25] <ChuangTzu> that's why i recommended the no rinse stuff :)
[19:54:37] <Jymmm> oh NOW he tells me..
[19:55:30] <Jymmm> I'm going to ghetto together a washing machine to recirculate water into the carboy and drain into a tub
[19:56:01] <XXCoder> you ne whos refabishing a cnc mill with new pump system?
[19:57:46] <Jymmm> ChuangTzu: Weird though, a lot of white "stuff" like broken up labels that got wet came out. not sure whats up with that.
[19:57:56] <ChuangTzu> hmm
[19:57:58] <ChuangTzu> dunno
[19:58:12] <Jymmm> aliens slim
[20:08:04] <Jymmm> ChuangTzu: Solar water fountain pump + 32 gal trashcan PROFIT
[20:12:08] <mutley_> mmm guten tag
[20:12:43] <mutley_> ok so i might get shot for asking this in here, anyone use cnc usb here?
[20:12:47] <mutley_> :)
[20:14:12] <mutley_> otherwise if not, it seems i have to "fine tune" some steps per unit on this cnc machine ive got here, now the thing is ive been "told" that the steps per unit for these ball screws is X and that value has been entered into the steps per unit in the software
[20:14:45] <mutley_> however, upon making a 100mm move, im travelling 99.9mm so im losing 0.1mm over 100mm
[20:15:39] <mutley_> so my quesiton is, in fine tuning steps per unit, is it "normal" for there to be a very slight deviation from the book spec compared to the real world actuality
[20:17:21] <mutley_> the value for X that i have been given is 1280 steps per mm, but ive actually had to tune this to 1281 on one axis, and 1281.8 on the other, this includes taking measurements to check levels of backlash and so forth, all dont with a block and large digi calipers
[20:17:48] <mutley_> just wondering if anyone had any thoughts on this
[20:18:18] <MrHindsight> cnc usb?
[20:18:27] <mutley_> yes using cnc usb
[20:18:37] <mutley_> or is that a in in here
[20:18:41] <mutley_> *sinn
[20:18:44] <mutley_> duh
[20:18:46] <mutley_> sin
[20:18:55] <MrHindsight> Linuxcnc on a usb stick or try to control real time hardware over USB?
[20:19:48] <mutley_> MrHindsight: huh?
[20:20:13] <mutley_> usb as good as any for realtime hardware control is it not? better than PPort
[20:20:15] <MrHindsight> can you define cnc usb? I'm not sure what you mean by that
[20:20:19] <mutley_> ahhh
[20:20:23] <mutley_> CNC-USB
[20:20:43] <mutley_> sorry my bad, the software and hardware is CNC-USB that is the name of it
[20:21:25] <MrHindsight> http://www.edingcnc.com/index.php?pagina=130_download_v4.01&taalid=1
[20:21:29] <mutley_> but in all honesty im more interested in the variance away from the book spec oof a ballscrew rather than anything to do with a particular type of software,
[20:21:46] <MrHindsight> it's all Linuxcnc in here
[20:22:09] <mozmck> probably
http://www.planet-cnc.com/
[20:22:15] <MrHindsight> do you have lots of backlash?
[20:22:58] <mutley_> planet-cnc.com
[20:23:21] <mozmck> USB is one of the worst for any kind of realtime control. I would go with a hand crank before USB for that.
[20:23:40] <MrHindsight> mutley_: do you have lots of backlash in your system?
[20:24:19] <mutley_> very little backlash, iirc its around 0.2 in the ball nuts
[20:24:30] <mutley_> however i know what your thinking
[20:24:36] <MrHindsight> 0.2mm?
[20:24:57] <mutley_> but ive accounted for that, ie ive moved the axis in the right direction to take out the backlash and moved in the same direction for measuring
[20:25:26] <mutley_> sorry what am i saying, 0.02-0.03 ish
[20:25:40] <mutley_> or is it 0.2, i cant recall now, dog tired ;p
[20:25:53] <mutley_> its a direct drive ball screw setuo
[20:25:57] <mutley_> setup
[20:26:20] <mutley_> mozmck: so what do you use then?
[20:26:52] <mutley_> my issue was ovality when cutting circles,
[20:27:19] <mutley_> i didnt buold or setup this machine, i just ut it back together when i got it here after collecting from seller
[20:28:21] <mutley_> a few bolt holes etc werent drilled straight, a few issues, got all sorted now accept this last niggle of ovality, on a 53mm diameter circle im getting about 0.3 ovality at 45 degress between the x and y directions
[20:28:29] <MrHindsight> where is all the play coming from the ballscrew nut or the bearings?
[20:28:29] <malcom2073> that planet-cnc stuff looks really cool
[20:28:53] <mutley_> the "init" speed which im assuming was the equivalent of jerk, was set to 10, so i turned down to 1
[20:29:19] <mutley_> and the accel was high too so thats been trned down
[20:29:31] <mutley_> hey malcom2073
[20:29:56] <mutley_> MrHindsight: its in the ballscrew nut i think,
[20:30:11] <mutley_> ive added the backlash figre into the software now though
[20:30:45] <malcom2073> Heya mutley_ :)
[20:31:21] <mutley_> ive got init speed set to 1 and accel set to 10, to me these seem safe numbers....would that be a correct assumption?
[20:31:22] <mozmck> I think the planet-cnc stuff is not doing anything realtime through usb. The realtime stuff (motion) is all done on board, and the USB link is for updating the GUI on a PC.
[20:31:57] <mutley_> aha that makes sense mozmck
[20:32:15] <mozmck> I use a file and hand crank drill :)
[20:32:35] <mutley_> lol
[20:32:41] <mutley_> well heres my little beastie
[20:32:42] <mutley_> http://imgur.com/b01ijTV
[20:33:14] <mutley_> im very pleased with it, biut its been doing this oval thing since ive had it, and now ive just about had it with it so time to get it sorted
[20:33:17] <malcom2073> Yowch that planet-cnc is expensive. I think I'll stick with linuxcnc and beaglebone black heh
[20:33:20] <mozmck> There are some USB motion boards like the Smoothstepper, but the USB has caused plenty of problems. Ethernet is a lot better it seems.
[20:33:26] <MrHindsight> http://www.planet-cnc.com/index.php?page=diy PIC Micro based
[20:34:01] <mutley_> ive heard ethernet is good, the planetcnc stuff simply came with the machine,
[20:34:23] <MrHindsight> you can get real time over ethernet
[20:34:46] <MrHindsight> it's fast and deterministic
[20:34:53] <mutley_> id be prepared to change if it was worthwhile, but i dont think the software is the cause of ovality, it was the travel distances, and it was consistent too, 0.3mm lost over 300mm of travel
[20:34:57] <PetefromTn> Evening folks.
[20:35:57] <XXCoder> mutley_: nice cnc!
[20:35:58] <mutley_> so going back to the original question (which might have got lost in the wood for trees) is it common for a ballscrew to need that kind of "fine"tuning
[20:36:02] <XXCoder> too bad about that oval thing
[20:36:05] <mutley_> XXCoder: thank you,
[20:36:10] <mutley_> yea its a pig
[20:36:31] <mutley_> hence my questions in here, i think ove got it sorted today, but wont tell until the morning when i run the machine again
[20:36:40] <MrHindsight> mutley_: not if it's in good shape, sounds like it's time to replace it
[20:37:07] <mutley_> MrHindsight: mmmm it being??? the ballscrew?
[20:37:19] <MrHindsight> worn is worn
[20:37:20] <mutley_> and ball nut of course
[20:37:29] <mutley_> aha you think it might be worn,
[20:37:54] <XXCoder> from what I see ball screws isnt that expensive
[20:38:04] <MrHindsight> I'm just going by the amount of play you mentioned in the nut, but maybe you're just guessing
[20:38:09] <XXCoder> chinese ones anyway which means bit iffy quality
[20:38:12] <mutley_> o kwell thats something i havent considered only because its a fairly new build, less than 12 months old
[20:38:36] <MrHindsight> I get bad parts right out of the box
[20:38:54] <XXCoder> mrhind got replacement or refunds?
[20:39:03] <MrHindsight> crunchy linear bearings, radial bearings with detents
[20:39:14] <mutley_> so i didnt really think of wear being part of the cause, i was more inclined to think it was the fine tune setup if indeed such a thing was common place
[20:39:42] <mutley_> MrHindsight: nah i did measure with a large digi caliper
[20:39:57] <MrHindsight> I don't know if your stepper controller is missing steps either
[20:40:01] <XXCoder> fine tuning and precision is almost symonous. wouldnt think there was anything precision would work fine without finetuning
[20:40:15] <mutley_> ie i moeved axis in one direction, set caliper to it and zeroed, then nudged back 0.1mm and read what the caliper was saying
[20:40:56] <mutley_> MrHindsight: yea the guy at zapp (where most of this machine was bought) mentioned that too, so ive checked the couplings, they are tight, and then also turned down the accel and init speeds
[20:41:09] <MrHindsight> does it come up short every time you move it? and at lower speeds?
[20:41:10] <mutley_> XXCoder: thats a fair comment
[20:41:52] <mutley_> MrHindsight: well, after i had turned down the speeds and accels, and changed the steps per unit from 1280 to 1281.8 i lost 0.01 over 300mm
[20:42:04] <XXCoder> missing steps?
[20:42:08] <XXCoder> if using steppers
[20:42:24] <mutley_> in the software also nothing had been entered into the backlash boxes, so i added that in too
[20:42:35] <MrHindsight> it's easy to miss with hand crank
[20:42:59] <mutley_> no hand crannk here
[20:43:24] <mutley_> or you mean when nudging in the software == hand crank
[20:43:29] <MrHindsight> mutley_: try the livecd with LPT
[20:43:33] <mutley_> nudging/jogging
[20:44:02] <mutley_> MrHindsight: never heard of that, dont even know what you mean
[20:44:11] <mutley_> LPT printer port ?
[20:44:17] <MrHindsight> I was referring back to mozmck's comment about the hand crank
[20:44:28] <MrHindsight> LPT = parallel port
[20:44:31] <mozmck> :)
[20:44:46] <mutley_> ok ok well i missed that if it was a joke,
[20:44:47] <MrHindsight> what are you using for stepper drivers?
[20:45:11] <mutley_> stepper drivers are Leadshine DM442
[20:45:31] <mutley_> this controller wont connect to a lpt port
[20:45:35] <mutley_> only usb
[20:45:52] <mozmck> good idea to hook it up with linuxcnc - might eliminate the software as a problem. Or on the other hand it might create a whole 'nuther set of problems...
[20:46:13] <mutley_> mozmck: ahh im with ya now
[20:46:17] <MrHindsight> http://www.leadshine.com/productdetail.aspx?type=products&category=stepper-products&producttype=stepper-drives&series=DM&model=DM442
[20:46:31] <mutley_> yea elimination is the way of diagnostics
[20:46:44] <mozmck> I think that's what MrHindsight was suggesting
[20:46:46] <MrHindsight> the PI connector has STEP and DIRECTION
[20:47:00] <zeeshan> http://imgur.com/s33bP02
[20:47:00] <MrHindsight> P1
[20:47:01] <mozmck> he would need a breakout board
[20:47:04] <zeeshan> 3d printed turbo
[20:47:54] <XXCoder> zeeshan: would it be strong enough
[20:48:03] <zeeshan> theyre using em on production cars
[20:48:06] <mutley_> mozmck: MrHindsight yea thats the one
[20:48:08] <zeeshan> so yea i'd say so :P
[20:48:13] <XXCoder> lol ok
[20:49:27] <mutley_> mmm ok so in all honesty i think you guys have given me some things to think about which was the purpose of my questions
[20:50:17] <mutley_> as i mentioned, i have made some tweaks and adjustment following my own initiative and will find out in the morning if they have worked for sure, i know i have got much more accurate travel now though so maybe i have fixed it
[20:50:52] <MrHindsight> direct drive 200 step per rev motor?
[20:51:28] <MrHindsight> and you're microstepping?
[20:51:40] <MrHindsight> with what ballscrew pitch?
[20:52:15] <MrHindsight> you might be microstepping so much that you have no torque left
[20:52:19] <mutley_> however...:)
[20:52:41] <mutley_> the pointers you guys have thrown up in response are very interesting
[20:52:43] <mutley_> the motor is
[20:53:32] <mutley_> SY608TH86 - 300 bbf
[20:55:11] <mutley_> looks like a 5mm pitch ballscrew
[20:55:22] <mutley_> ie just measured 5.2 with digi calipers
[20:55:41] <mutley_> so im taking 0.2 as shaky hand error
[20:55:54] <mutley_> or bad eyes, or combination of both
[20:56:07] <XXCoder> or bad screw lol
[20:56:16] <mutley_> or bad screw lol
[20:56:22] <mutley_> heh
[20:56:39] <zeeshan> i wanna drill a 40mm hole on the milling machine
[20:56:46] <zeeshan> my drill bit has a mt3 or mt2 shank on it
[20:56:54] <zeeshan> is there some sort of r8 to mt adapter?
[20:57:26] <zeeshan> hm google shows a few
[20:57:27] <zeeshan> :P
[20:57:39] <XXCoder> google is good. google is god.
[20:57:40] <mutley_> i must confess i did think that 1280 steps pr unit was a heck of a lot
[20:58:22] <mutley_> so the theory suggests im doing 5*1280steps per revolution...?
[20:59:09] <mutley_> 6040 steps per rev
[20:59:17] <mutley_> no 6400
[21:04:28] <mutley_> ahh its a SY60STH stepper
[21:05:37] <mutley_> mm ok so yes it is a 200 step per rev motor,
[21:05:49] <XXCoder> so its 1.8 degree
[21:05:58] <mutley_> yes
[21:07:03] <mutley_> so single stepping 200 steps == 5mm therefore 200/5 == single steps per mm
[21:07:28] <mutley_> 40
[21:08:08] <mutley_> so it must be running at 1/32 micro stepping
[21:08:38] <mutley_> do i really need such fine stepping on this
[21:08:53] <XXCoder> try cut finesteps
[21:08:56] <XXCoder> see what happens
[21:09:06] <XXCoder> *microsteps
[21:09:32] <mutley_> mmm yea might look at that too, 1/16 or 1/8
[21:09:50] <mutley_> so maybe possibly it is a missed step in the accel phase
[21:09:57] <XXCoder> it might make missed steps more olvious I guess
[21:11:37] <MrHindsight> I'd go with 4 steps max
[21:11:49] <MrHindsight> 1/4
[21:11:59] <XXCoder> for debugging better set to zero microstep?
[21:12:16] <MrHindsight> 5mm / 200 / 4 = 6.35um
[21:12:27] <MrHindsight> per step
[21:12:57] <MrHindsight> 1/2 will have 775 of the torque
[21:13:30] <mutley_> well that all makes sense having it laid out like that
[21:13:42] <MrHindsight> sorry ~ 70% of the full torque
http://www.micromo.com/microstepping-myths-and-realities.aspx
[21:14:05] <MrHindsight> 1/32 leaves with <5%
[21:14:21] <mutley_> it seems this machine has been setup in completely the wrong manner
[21:14:31] <MrHindsight> so you've mostly likely have been missing steps and have lash
[21:15:11] <mutley_> i think id tend to agree
[21:15:17] <MrHindsight> heh probably figured it was nice to have 781nm per step :) NOT
[21:15:19] <mutley_> MrHindsight: ^^
[21:15:59] <mutley_> mmm
[21:16:24] <MrHindsight> http://www.designnews.com/document.asp?doc_id=221386
[21:16:26] <mutley_> ok so thats more like barking up the right tree
[21:17:05] <mutley_> so given ive got a job to cut on the machine in the morning, do i look at these steps now at 02:59
[21:17:21] <MrHindsight> who needs sleep?
[21:17:34] <mutley_> lol tell me about it
[21:17:39] <mutley_> just meds
[21:17:41] <accuartisans> sleep is over rated:)
[21:17:58] <XXCoder> 1/64 microstepping??
[21:18:16] <mutley_> no its 1/32
[21:18:22] <XXCoder> 0.39um
[21:18:30] <XXCoder> I know. I was reading that article
[21:18:38] <mutley_> ahhh
[21:19:04] <XXCoder> I wonder whats smallest nema23 step angle
[21:19:10] <jdh> I run 25k steps on my parker drives
[21:19:13] <XXCoder> or largest # of steps per rotate
[21:19:32] <XXCoder> (full step only)
[21:19:56] <MrHindsight> I mostly use servos :)
[21:20:26] <XXCoder> http://www.omc-stepperonline.com/9deg-nema-23-bipolar-121v-038a-09nm1275ozin-23hm200384s-p-24.html?zenid=5f914c10d13e82941f0caaec3848b715 0.9 step angle. 400 steps
[21:24:04] <XXCoder> quick, someone invent 0.1 degree angle, 3600 step motor
[21:24:07] <MrHindsight> 6.375 oz in of torque at 1/32
[21:24:56] <MrHindsight> 0.1 deg 3m diameter, no problem
[21:25:17] <XXCoder> lol I guess due to nesscary windings or something
[21:26:21] <MrHindsight> http://www.orientalmotor.com/products/stepper-motors/stepper-motor-only-0-36.html
[21:26:39] <MrHindsight> 1000 steps per revolution
[21:26:44] <XXCoder> danh
[21:27:08] <mutley_> right kettles on
[21:27:25] <XXCoder> with his setup 5mm / 1000 / 4
[21:27:45] <XXCoder> 0.125um
[21:27:51] <mutley_> generally ive only heard of 0.9 and 1.8 degree stepppers
[21:27:52] <XXCoder> er 1.25um I think
[21:28:58] <mutley_> going to go through the data sheet and see what the DIP switch settings are for 1/4 stepping
[21:30:37] <MrHindsight> http://catalog.orientalmotor.com/item/stepping-motors--1068/pk-series-5-phase-stepping-motors/pk566pmb?&plpver=11&origin=keyword&by=prod&filter=0
[21:30:54] <XXCoder> 90 bucks each ouch
[21:31:10] <XXCoder> worth it if needed I guess
[21:31:11] <MrHindsight> lower cost than servo
[21:31:13] <XXCoder> wha
[21:31:37] <XXCoder> oh 0.36 angle lol thought site said 0.036 anglke
[21:31:46] <XXCoder> it would be insanely accurate
[21:32:11] <MrHindsight> http://catalog.orientalmotor.com/browser?&plpver=11&prodid=3001062&itemid=18021&assetid=51626
[21:32:16] <malcom2073> If you need high accuracy and high torque, why not go harmonic drive, or gear it down?
[21:32:23] <malcom2073> You can getcheap used harmonic drives off ebay for $20-$50
[21:32:43] <XXCoder> I dont need such accuracy, was just curious how fine steppers went to.,
[21:32:49] <malcom2073> Ah ok
[21:32:49] <MrHindsight> torque drops off over 140rpm
[21:33:17] <mutley_> ok so if i go down to 1/4 stepping
[21:33:44] <mutley_> ill have 800 steps per mm
[21:33:50] <mutley_> no thats not right
[21:34:03] <MrHindsight> 800 steps per 5mm
[21:34:06] <XXCoder> 5mm / 200 / 4
[21:34:17] <XXCoder> 200 * 4 steps
[21:34:26] * skunkworks_ hugs his parker drives
[21:34:42] <mutley_> ahh 800 steps per rev 800 / 5 / 4
[21:34:45] <MrHindsight> or 4 * 200 steps, either way :)
[21:35:23] <MrHindsight> 5um per step
[21:35:51] <MrHindsight> sorry 6.25um per step
[21:35:53] <XXCoder> heh I hope for 0.05mm accuracy with my cnc
[21:36:13] <XXCoder> bit rough but enough to have fun and learn
[21:36:29] <mutley_> xxcoder your calc is wrong i think
[21:36:51] * mutley_ injects more coffee
[21:36:57] <XXCoder> which one?
[21:37:03] <mutley_> nescafe
[21:37:06] <mutley_> ;p
[21:37:10] <XXCoder> mrhind was last to say numbers heh
[21:37:19] <mutley_> your 5mm/200/4
[21:37:41] <skunkworks_> has anyone mentioned the steppers really are only accurate to about 1/2 step if that...
[21:37:45] <MrHindsight> 5mm per rev / 200 full steps / 4 micro
[21:38:08] <mutley_> ok im doing 800 steps per rev / 5mm pitch / 1/4 stepping is that correct?
[21:38:12] <XXCoder> skunk I probably would try 1/4 steps see if any better lol
[21:38:20] <mutley_> ie 800/5/4
[21:38:25] <mutley_> == 40
[21:38:27] <MrHindsight> skunkworks_: they are just learning about them
[21:38:33] <skunkworks_> ok
[21:39:01] <MrHindsight> looks like somebody was losing steps at 1/32
[21:39:12] <mutley_> i dont want high steps i want a machine with integrity
[21:39:16] <mutley_> :)
[21:39:50] <XXCoder> yeah no more ovals lol
[21:39:53] <mutley_> popped in here for some friendly experiential aadvice seeing as i had heard so many bad things about you lot
[21:39:57] <mutley_> ;p
[21:40:07] <MrHindsight> heh, yeah avoid reprap
[21:40:09] <XXCoder> unless its one you really want lol
[21:40:16] <mutley_> only god knows why i didnt come in here before
[21:40:35] <mutley_> lol reprap whats that ;p
[21:40:45] <XXCoder> junk.
[21:41:06] <mutley_> lol so your quite a militant bunch in here then
[21:41:08] <XXCoder> dont get me wrong it could be fun but really
[21:41:10] <MrHindsight> reprap is a right wing conspiracy to further subvert facts and science
[21:41:16] <mutley_> lol
[21:41:24] <XXCoder> dunno. I dont think I own "quite"
[21:41:36] <XXCoder> lol hind
[21:41:50] <mutley_> well in my spread of interests and activities the reprap thing has helped me out a lot
[21:42:10] <mutley_> and then i invent a few things so being able to make things without moulds its just breathtaking tbh
[21:43:04] <XXCoder> If I ever upgrade my cnc electric system from crappy controller I would make 3d printer with it and old framework
[21:43:43] <mutley_> i like py printers because i can run them all day and night without disturbing neighbours
[21:43:47] <mutley_> *my
[21:44:05] <mutley_> but i like the CNC more if im honest because it makes so much noise ;p
[21:44:37] <mutley_> but also lots of good things on it aswell, im pretty good in Rhino so it lends well to both
[21:44:39] <MrHindsight> my neighbors never complain about the cnc machine tools, it's generally just the loud parties and drag racing
[21:44:46] <mutley_> lol
[21:45:09] <mutley_> i live where the birdsong is loud
[21:45:15] <MrHindsight> if they weren't invited
[21:45:28] <XXCoder> build a silence room
[21:45:58] <mutley_> ad poout the neighbours in it
[21:46:42] <XXCoder> hmm would covering cnc while its running make it quieter? I'm far from expert with noises.,
[21:46:54] <mutley_> a silence room 6x2x2
[21:47:15] <mutley_> nah not really, its very heavy and it goes through the floor and walls
[21:47:45] <XXCoder> mut I read article of using hockey pucks as vibration seperator
[21:47:50] <mutley_> i have been thinking about sound though, it seems rubber feet and moving away from adjoining wall and blocking uo a fireplace would make a big difference
[21:47:54] <XXCoder> means floor dont get vibration from cnc and other way too
[21:48:06] <mutley_> ahh yea those are solid hard rubber
[21:48:26] <XXCoder> I probably will use it too
[21:48:27] <mutley_> in fact i used to be a defenceman for richmond piwis long long ago
[21:48:54] <mutley_> ive actualy got some hard rubber covers from this www.turnsafe.com knocking about
[21:48:56] <XXCoder> be back in a bit
[21:49:09] <mutley_> xxcoder laters an thx for your help
[22:11:28] <sabotender> hmm where is...whats his name
[22:11:45] <sabotender> I wanted to comment on the craptastic link he sent me the other day
[22:11:55] <jdh> could be anyone
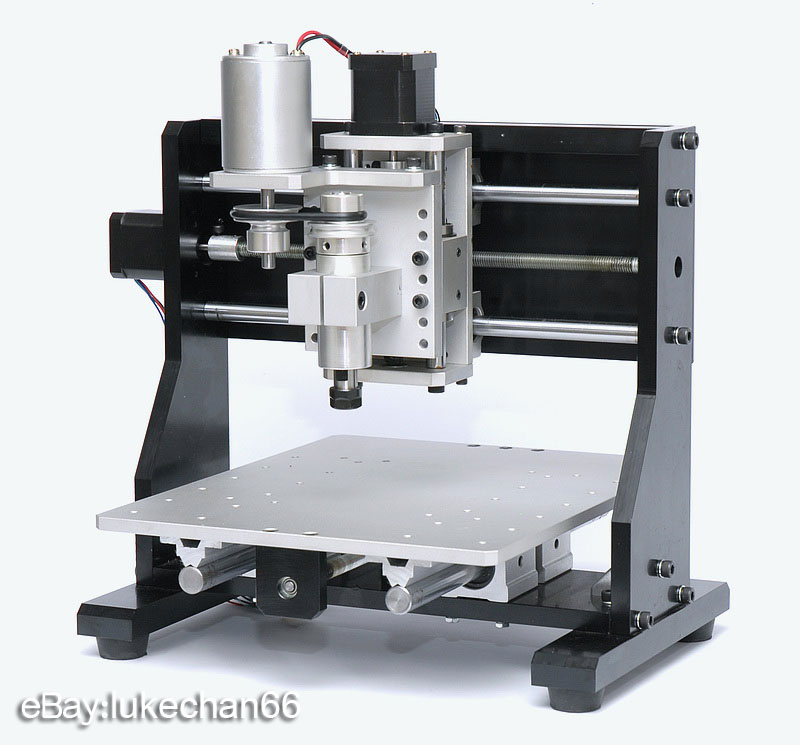
[22:14:06] <sabotender> this:
http://tinyurl.com/ldonrca
[22:14:06] <sabotender> <-- (craptastic cnc router) Doesn't compare to this:
http://tinyurl.com/amde7y8 <-- (Which may be a clone, but is a superiour clone)
[22:14:16] * sabotender waves at jdh
[22:14:48] <sabotender> not to mention that the spindle is a much higher quality
[22:15:20] <jdh> if you say so.
[22:16:00] <sabotender> but I do say so
[22:16:32] <jdh> ok!
[22:17:25] <sabotender> you do not agree?
[22:17:42] <jdh> I really have no opinion.
[22:18:00] <jdh> I just pointed out that it looked like a sable clone. Lukechan has been selling those for years
[22:18:35] <sabotender> was it you who mentioned that?
[22:18:38] <jdh> from the pictures, I woudl say that his spindle is superior.
[22:18:47] <sabotender> I could have sworn it was a-something
[22:18:54] * sabotender has a poor memory
[22:19:07] <jdh> I posted the ebay link with the router only, andypugh posted the version with spindle/etc
[22:20:10] <sabotender> ah I did not see your posting
[22:20:55] <sabotender> the panther seems to be built sturdier as well
[22:21:26] <sabotender> which cnc mill/router do you own?
[22:21:49] <jdh> I would wonder why you thought the kress clone dremel thing is superior to the other spindle though.
[22:22:37] <sabotender> you are saying that the tiny spindle on the ebay link is better than the panther spindle?
[22:23:20] <jdh> no way to say from the pics, but I would assume the ebay one has at least two bearings that are replaceable.
[22:23:28] <jdh> no way to tell what is in teh plastic housing
[22:24:25] <sabotender> that 'dremel thing' appears to have more torque or whatever you call it, based on the videos that ive seen of it in action
[22:24:34] <jdh> I take that back... the panther one is junk.
[22:25:11] <sabotender> okay, what are your reasons?
[22:25:39] <jdh> the chuck is junk.
[22:25:43] <jdh> or junk
[22:25:48] <jdh> or junk
[22:26:16] <sabotender> huh
[22:26:23] <sabotender> What is wrong with the chuck
[22:27:20] <jdh> it's a jacobs chuck on some unknown motor that might have bearings.
[22:28:09] <sabotender> and jacobs chucks are bad?
[22:28:29] <jdh> they are fine for holding a drill bit in your hand drill
[22:31:35] <sabotender> oh I thought you were going to elabourate. Why are jacobs chucks bad for this particular application?
[22:32:18] <jdh> it's not really up for debate.
[22:32:51] <sabotender> fascinating
[22:32:58] <jdh> not really.
[22:33:38] <jdh> http://tinyurl.com/mjkaglm
[22:33:47] <sabotender> oh I am genuinely interested. I will ask other individuals for their opinion about the matter
[22:34:00] <jdh> excellent idea.
[22:35:33] <sabotender> hmm
[22:35:48] <jdh> I am far from an expert on things CNC and machining.
[22:36:05] <sabotender> ah I see
[22:36:21] <jdh> but, I'll stick with my junk call on that spindle.
[22:37:04] <sabotender> I just assumed that you had an informed reason on your stated opinion. Please forgive me if I was incorrect.
[22:37:16] <jdh> I do, but it's not worth going in to.
[22:39:10] <sabotender> interesting.
[22:39:13] <jdh> not really.
[22:39:51] <jdh> there is nothing interesting at all about discussing end mills in jacobs chucks.
[22:40:04] <sabotender> Oh I assure you it is, but I have better things to do than to attempt to get information from you, so....bbl
[22:40:22] <jdh> like, research it yourself?
[22:41:08] <jdh> but, I understand the attraction. Even though I know it is an incredibly bad idea, I've done it a time or two.
[22:41:30] <cradek> this is very dysfunctional
[22:41:39] <jdh> yeah, it's late.
[22:41:41] <jdh> for me.
[22:42:12] <jdh> I could point you to 10 other places saying jacobs chucks suck for milling, but they are easy enough to find.
[22:42:41] <cradek> in addition to usually having poor runout, most jacobs chucks are mounted by a taper, which means it may not stay locked if there's side force. they really are just for drilling.
[22:43:04] <jdh> that one probably isn't a taper
[22:43:10] <cradek> it's true that you can easily find this out with a bit of googling, but it helps to know what to look for
[22:43:30] <cradek> (I didn't look at it)
[22:43:53] <jdh> http://tinyurl.com/lzrojky
[22:45:25] <cradek> hm yeah, probably not ideal for milling, but not dangerous because those tiny jacobses are mounted by a thread and I doubt the spindle reverses
[22:45:49] <jdh> just runout and slippage
[22:45:51] <cradek> that spindle is probably much better than a dremel
[22:46:03] <jdh> might even have a bearing housing in the metal part
[22:46:05] <cradek> (a very low bar)
[22:46:31] <cradek> yeah but I agree the jacobs is a fairly bad sign
[22:46:33] * cradek shrugs
[22:47:15] <jdh> http://farm4.staticflickr.com/3754/9357480386_b4738d5752_c.jpg
[22:47:41] <jdh> that one might also suck, but for different reasons. It at least has an ER11 collet which gives it a better chance at less suckage
[22:47:47] <cradek> looks like ER
[22:48:26] <cradek> yep
[22:49:11] <cradek> the adjustable Z offset is a bit more clever than usual
[22:49:35] <cradek> using the stepper motor bearings for thrust is a bit less clever than usual
[22:49:51] <jdh> so, I was drilling some holes in 6061 last week with my mill. I needed to straighten some edges on the side and went ahead and stuck a cheap 1/2" endmill in the jacobs chuck.
[22:50:02] <jdh> even though I knew better
[22:50:06] <cradek> eek
[22:50:13] <cradek> you should've known better :-)
[22:50:28] <jdh> I caught it before it hit the ground and didn't even hurt myself.
[22:55:18] <jdh> I made part of it out of crap Home Depot aluminum angle. That stuff doesn't cut so much as it just tears apart.
{kind=link}
{kind=link}