Back
[00:06:28] <nnnnn> anyone know of a way to find the pinout of an all grey colored wire encoder?
[00:12:52] <nnnnn> anyone know of a way to find the pinout of an all grey colored wire encoder?
[00:18:47] <nnnnn> anyone know of a way to find the pinout of an all grey colored wire encoder?
[00:28:44] <nnnnn> anyone know of a way to find the pinout of an all grey colored wire encoder?
[00:39:22] <Connor> nnnnn: Best bet is too look up the model number of it.
[00:39:42] <nnnnn> yeah... couldnt find it
[00:39:53] <CaptHindsight-sh> nnnnn, that like asking: How heavy are rocks?
[00:39:53] <Connor> what brand ?
[00:40:24] <nnnnn> its four pin...
[00:40:38] <Connor> 4 pin?
[00:40:51] <nnnnn> its a buehler motor inc 1.61.106.003.51
[00:41:01] <Connor> So, A, B, Ground and +5v
[00:41:03] <nnnnn> 4 pin quad encorder output
[00:41:08] <Connor> no index.
[00:41:12] <nnnnn> just dont know which is ab vcc and gnd
[00:41:19] <nnnnn> no index
[00:41:39] <Connor> no chance of really being able to tell.
[00:41:49] <Connor> you taken the top of the encoder ?
[00:41:54] <Connor> might look at the sensor..
[00:41:59] <Connor> sometimes they have them labeled.
[00:43:00] <nnnnn> yep, took off the top the disk is in way of sensor
[00:43:41] <Connor> the part # for the motor isn't going to do you any good.. the encoder should have a part # on it.. or at least a manufacture.
[00:46:07] <nnnnn> on the pcb of the encoder it says h080
[00:47:04] <Connor> http://www.motors.wrobots.com/buhler-1.php
[00:47:16] <Connor> That it ?
[00:50:01] <Connor> nnnnn: Yes? No? Maybe?
[00:50:29] <nnnnn> nope
[00:51:09] <Connor> What is the motor out of ?
[00:53:33] <nnnnn> giant xerox printer
[00:54:44] <Connor> yea, that's a long shot.
[00:55:00] <Connor> not sure..
[01:08:16] <nnnnn> yeah im not sure.,...
[01:19:30] <nnnnn> http://vancouver.en.craigslist.ca/van/ele/4340770913.html
[01:19:33] <nnnnn> thats it
[01:21:16] <nnnnn> http://www.pinnaclemicro.com/computer/dsku.php?g=005K12670&m=Xerox&gclid=CO__8MzSw70CFa1j7AodVkoAZQ
[02:07:50] <Deejay> moin
[02:09:45] <Jymmm> ug
[07:02:08] <R2E4> mornin folks!!!
[07:26:54] <jthornton> can I access the localhost on a computer on my LAN?
[07:27:12] <Tom_itx> why not?
[07:27:25] <loddel> helo
[07:27:34] <archivist> if you drop the security
[07:28:12] <archivist> how is dependent on the various OSs
[07:28:26] <Tom_itx> i don't leave it unsecure but once in a while i do it to transfer some files
[07:29:09] <Tom_itx> or toss em on my server and pull them down to the other pc
[07:29:20] <Tom_itx> just about as easy
[07:30:14] <archivist> anything from ftp,sftp to an rlogin, and even a windows type share
[07:34:57] <PetefromTn_Andro> Mornin' fellow CNC junkies!!!
[07:36:45] <R2E4> Hiya Pete
[07:37:06] <R2E4> Got so,me chips last night.
[07:37:07] <PetefromTn_Andro> Hey R2..
[07:37:17] <PetefromTn_Andro> Sweetness...
[07:37:44] <R2E4> along with a wet floor
[07:37:48] <Tom_itx> i use winscp on windows or filezilla on ubuntu
[07:38:44] <PetefromTn_Andro> Damn that sucks. .why?
[07:39:01] <R2E4> I didnt do my coolant tank properly.
[07:39:20] <R2E4> Gonna have to redo it. What product did you use on yours after welding?
[07:39:24] <PetefromTn_Andro> :(
[07:40:03] <R2E4> I dont care, My machine cut some pieces last night. I am happy happy!
[07:40:08] <Tom_itx> epoxy paint
[07:41:40] <PetefromTn_Andro> I Tig welded the holes then roughed it up with wire wheel brush stiff then coated with west system epoxy....then industrial epoxy based immersion proof paint...
[07:42:09] <R2E4> Inside tank or outside?
[07:42:50] <PetefromTn_Andro> Entire inside...
[07:43:47] <JT-Shop> Tom_itx, how would I access the localhost on a different computer from this one?
[07:43:55] <JT-Shop> both are linux
[07:45:07] <skunkworks> Localhost is just local netowrk access. - you should also be able to replace localhost with it's ip address (if ports are setup correctly)
[07:45:20] <JT-Shop> ah ok
[07:47:26] <Tom_itx> give yourself rights
[07:47:59] <Tom_itx> or with filezilla just login with the ip and user/password
[07:48:31] <JT-Shop> I want to run a php program located in the beer cave from up here
[07:48:40] <Tom_itx> putty
[07:48:57] <Tom_itx> i run my server from windows with putty
[07:49:09] <Tom_itx> it has no kbd or monitor
[07:49:52] <Tom_itx> i haven't tried it with linux
[07:49:55] <JT-Shop> I just happen to have apache stuff on one computer so I am trying to run the php program from other computers
[07:50:17] <Tom_itx> maybe an ssh terminal
[07:51:54] <R2E4> I use putty also, its great
[07:52:23] <Tom_itx> i suppose putty runs on linux, i've just never tried it
[07:52:24] <eren_bbbbb> hi all, is there a person who wants to help in a 5 minute to help introduce linuxcnc?
[07:52:29] <Tom_itx> that will give you a terminal
[07:52:47] <Tom_itx> eren_basturk ask
[07:52:51] <Tom_itx> someone will reply
[07:53:01] <jthornton> seems like I just have to type in the local ip address/folder and I'm in
[07:53:12] <eren_basturk> i have started to learn linux cnc today
[07:53:21] <Tom_itx> jthornton, too simple ehh?
[07:53:30] <eren_basturk> but i dont know how can i crate a gui
[07:53:34] <eren_basturk> how to connect
[07:53:42] <Tom_itx> get the live cd
[07:53:57] <eren_basturk> i setup linuxcnc
[07:54:18] <eren_basturk> and i'm writing to you on linuxcnc
[07:54:27] <eren_basturk> and i am expert on linux but
[07:54:44] <eren_basturk> i couldnt understand architecture of linux
[07:55:00] <eren_basturk> there are lots of things in linux cnc menu
[07:55:24] <Tom_itx> run one of the sims
[07:55:39] <eren_basturk> which one
[07:55:48] <Tom_itx> that's up to you
[07:56:35] <eren_basturk> you i run linuxcnc icon
[07:57:07] <eren_basturk> also if you know any video link to getting started to linuxnc
[07:57:12] <eren_basturk> i can start
[07:57:26] <eren_basturk> but i dont know how can i configure it
[08:06:33] <eren_basturk> i think you are busy maybe next time but i wonder that why doesn't anyone prepare a introduction as video?
[08:07:36] <R2E4> eren_basturk: Install from live CD, and it will install linux and linuxcnc and then you run the stepconf or pncconf wizards.
[08:07:56] <eren_basturk> i have already installed it
[08:08:21] <eren_basturk> i can run stepconf and pncconf wizards but
[08:08:31] <R2E4> go in the menus and run stepconf if your using steppers or pncconf if your using servos
[08:08:33] <eren_basturk> how should be the settings
[08:09:01] <eren_basturk> firstly i want to drive only a gamepad to learn basics of linuxcnc
[08:09:13] <eren_basturk> i am runing pncconf
[08:30:58] <humble_sea_bass> you learn the basics by driving spindles into your bed
[08:31:07] <humble_sea_bass> texas style
[08:31:33] <PetefromTn_Andro> Bigger than shit in Texas....LOL
[08:33:16] <eren_basturk> i need video tutorial
[08:33:31] <eren_basturk> but as i see there is no video tutorial
[08:33:54] <tjtr33> eren_basturk, begin learning by using a simulation . run linuxcnc, look for 'sim' then 'sim axis'. get familiar before trying to program . read the 'getting started guide'
[08:34:03] <PetefromTn_Andro> Try YouTube....lots of bids there on linuxcnf
[08:34:53] <R2E4> here's some linuxcnc tutorials...
https://www.youtube.com/user/MrXepecine/videos
[08:38:29] <eren_basturk> thanks for your supports i'll start with this direction
[08:41:25] <tjtr33> andreas schiffler has vid where he carpet tapes cell phone onto table, uses it to measure acceleration of his linuxcnc machine
https://www.youtube.com/watch?v=7kn-G5HFjD8
[08:41:51] <tjtr33> very cool feature is that his ethercat drives have built in jerk limit
[08:49:42] <humble_sea_bass> why didn't he just use a 10 dollar accelerometer chip
[08:51:59] <PetefromTn_Andro> You know its bad when the coolant looks yellow and when you go to add more to the machine the new stuff is blue LOL....jeez man.
[08:53:53] <humble_sea_bass> "vintage"
[08:54:06] <humble_sea_bass> it is of a different vintage
[08:54:23] <humble_sea_bass> you gotta learn to spin things in a positive manner
[08:54:51] <PetefromTn_Andro> LOL
[08:55:20] <PetefromTn_Andro> Yeah its like a fine whine it just gets better with age....YEAH RIGHT!!
[08:59:09] <PetefromTn_Andro> I guess these guys are too busy making money to do any sorta maintenance
[09:32:07] <PetefromTn_Andro> Trying to upload a pic of that large steel ring halves they are milling here today ...
[09:33:45] <PetefromTn_Andro> And the mother of all shell mill extensions LOL ...
[09:36:23] <PetefromTn_Andro> Damn smartphone is not cooperative.
[09:41:58] <pcw_home> "tjtr33 very cool feature is that his ethercat drives have built in jerk limit"
[09:41:59] <pcw_home> Actually it would be trivial to add jerk limitation to linuxcnc ( a limit4 comp for example)
[09:42:01] <pcw_home> but just like adding it at the drive, the tool path would be wrong
[09:46:41] <shaun413> Anyone here use sherline
[09:52:12] <pcw_home> could be useful for G0 (indexing) however
[09:55:26] <PetefromTn_Andro> Tom_ITX has a sherline I think..
[10:35:20] <marmite> so iam still in the phase where i cant find a good spindle for my widgitmaster:<
[10:36:42] <jdh> how about a bosch colt
[10:37:00] <marmite> seems large for my machien
[10:37:16] <marmite> nothing larger then a dremel
[10:37:21] <jdh> hwo about a wolfgang
[10:37:39] <marmite> yeah wolfgang have been in my mind for awhile now
[10:37:52] <jdh> https://www.youtube.com/watch?v=r9mlJMu73dA
[10:37:58] <jdh> that has a colt
[10:38:23] <marmite> yeah but a large widgitmaster
[10:38:24] <marmite> i have the midi
[10:39:34] <marmite> https://dl.dropboxusercontent.com/u/15996745/Photo%202014-01-28%2018%2058%2046.jpg
[10:40:15] <jdh> those steppers look funky
[10:40:48] <jdh> what's teh tequila for?
[10:41:07] <marmite> vextra steppers
[10:41:19] <marmite> aluminium ^^
[10:41:19] <marmite> :D
[10:41:37] <marmite> its more like russian booz
[10:42:57] <marmite> http://www.aliexpress.com/item/400w-machine-tool-spindle-air-cooling-DC24-52V-Carving-drilling-milling-polish-punching-12000RPM-speed-universal/1350829723.html have allso been in my mind.
[10:43:18] <marmite> but have heard mixed about them
[11:25:44] <Loetmichel> sooo, rotational axis fits the Gantry now... and first workpiecce works like a charm... nor end of workday, going home ;-) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14817 http://www.cyrom.org/palbum/main.php?g2_itemId=14820
[11:42:26] <jdh> nifty. Did you make it or buy it?
[11:45:57] <IchGuckLive> hi all B)
[11:52:40] <IchGuckLive> seen! eren_basturk
[11:52:59] <IchGuckLive> !seen eren_basturk
[11:52:59] <the_wench> last seen in 2014-04-03 15:58:12GMT 01:37:34 ago, saying Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]
[11:53:56] <IchGuckLive> shaun413: still around
[11:55:38] <archivist> found a polygon on the net, saved the info, I want one
http://www.collection.archivist.info/archive/mirror/coventry_tool_polygon/
[11:58:48] <IchGuckLive> arch its a realy old laser line polygone i got a driver kit here to drive it
[11:59:11] <IchGuckLive> i also got soome smaller ones i beleve 70-80mm diameter
[11:59:30] <archivist> I have an 8 sided one
[11:59:39] <IchGuckLive> ;-)
[12:00:26] <archivist> I used one with a cheap colimator to test some rotaries
http://www.collection.archivist.info/searchv13.php?searchstr=polygon
[12:00:41] <IchGuckLive> in early laser days they are used to produse grid over the heads of the crowed
[12:01:19] <archivist> these are measuring tools not entertainment
[12:02:36] <jdh> I measure things for fun.
[12:02:54] <jdh> well, I call it fun. My Dr. calls it OCD.
[12:03:39] <archivist> it is interesting find out how bad some tooling really is
[12:10:48] <Loetmichel> IchGuckLive: the laser show polygons re orders of magnitude less precise than the measurement ones
[12:10:54] <Loetmichel> btw: did you see?
[12:11:02] <Loetmichel> [18:08] <Loetmichel> sooo, rotational axis fits the Gantry now... and first workpiecce works like a charm... nor end of workday, going home ;-) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14817 http://www.cyrom.org/palbum/main.php?g2_itemId=14820
[12:11:36] <Loetmichel> jdh: the rotational axis was delivered with the CNC router
[12:11:55] <Loetmichel> it just dont fit under the gantry... chinese thinking ;-)
[12:12:32] <archivist> that is the reason I had to jack my Z, getting under
[12:12:33] <IchGuckLive> nice profilings you used
[12:12:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14811 <- misses by about 12mm
[12:12:43] <Loetmichel> profilings?
[12:12:53] <IchGuckLive> the frame
[12:13:09] <Loetmichel> that was stock 8,, aluminium sheet, i just made 4 custom "unterlegplatten" for the gantry
[12:13:13] <IchGuckLive> what SBR size is the liniar
[12:13:20] <Loetmichel> and used longer screws
[12:13:43] <Loetmichel> the router is a stock CNC 6040 from china
[12:13:52] <Loetmichel> the sbr are 20mm iirc
[12:14:19] <IchGuckLive> ah ok from captain did he gave you a best price offer
[12:14:46] <Loetmichel> ???
[12:14:55] <Loetmichel> which captain?
[12:15:04] <IchGuckLive> from the channel here
[12:15:06] <Loetmichel> i ordered that mill last year for the company
[12:15:11] <Loetmichel> no, from ebay
[12:15:13] <IchGuckLive> oh
[12:15:54] <IchGuckLive> since the dayly train from chongching to leipzig is no on delevering is reduced to 4 days
[12:43:50] <MrHindsight> I haven't found a router yet from China that didn't need rebuilding right out of the box
[12:45:24] <MrHindsight> how to properly mount a ballscrew is the only major issue, the rest is mostly cosmetic
[12:46:36] <MrHindsight> split bearings for supported round bearings are also hit or miss, some sound like they have square vs round balls inside
[12:47:59] <MrHindsight> I think some vendors use the same bearings found on the low cost miter saws that rumble as you slide them
[12:59:16] <XXCoder2> wow my car somehow got a mouse. a fucking mouse.
[12:59:21] <XXCoder2> plan to lay traps soon lol
[12:59:30] <XXCoder2> hope mouse dont decide to eat wires yet
[13:05:07] <shaun413_> Yes
[13:05:23] <shaun413_> Ichgucklive
[13:09:56] <IchGuckLive> shaun413_: hi you got a problem with sherline today
[13:10:59] <shaun413_> No
[13:11:05] <shaun413_> I'm looking into getting one
[13:11:09] <shaun413_> Wanted some insight
[13:11:38] <IchGuckLive> ok then for the futher just ask nit saying anyone her got a sherline
[13:13:31] <shaun413_> Ah
[13:14:00] <IchGuckLive> ;-)
[13:14:28] <archivist> better to ask the real questions than a poll type question
[13:15:04] <shaun413_> I just wanted to know if that's what you would recommend
[13:15:08] <shaun413_> Vs something else
[13:17:10] <MrHindsight> anyone else try the Leadshine MX3660 3 axis stepper drive and breakout IO?
[13:17:57] <MrHindsight> amazing quiet stepping a lower speeds
[13:18:23] <IchGuckLive> MrHindsight: i use only standalone drivers from leadshine if one fails its not that expensive to replace
[13:18:31] <MrHindsight> http://leadshineusa.com/productdetail.aspx?type=products&category=accessories&producttype=multiple-axis-stepper-drives&series=MX&model=MX3660
[13:18:32] <archivist> I did try a manual sherline at a model engineering show but is is a little small for my liking, something else for me would be a retrofit of an industrial machine
[13:19:21] <shaun413_> I don't have room for much bigger
[13:19:22] <archivist> all depends on what you want to make with the machine
[13:19:24] <shaun413_> You know?
[13:20:30] <MrHindsight> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/3-axis-dsp-based-digital-stepper-drive-max-60-vdc-6-0a down to only $260ea
[13:21:13] <shaun413_> I was looking Into a manual lathe and mill from them
[13:21:54] <MrHindsight> IchGuckLive: I like them for the small footprint and the all-in-one, with less wiring
[13:23:50] <pcw_home> Leadshine, unlike Geckos have differential step/dir inputs which is nice
[13:24:30] <IchGuckLive> MrHindsight: its only the powercable
[13:24:37] <IchGuckLive> and so no dasychain
[13:24:40] <MrHindsight> the mx3660 is a direct 1 to 1 connection to LPT
[13:26:04] <MrHindsight> plus it buffers the extra IO lines and has a simple E-stop connection
[13:27:09] <pcw_home> I have a MX3660 FPGA config but its untested
[13:27:22] <MrHindsight> so you don't need an extra 4th IO board for HOME, LIMIT and E-STOP
[13:27:49] <MrHindsight> pcw_home: for the 6i25? If so I can test it
[13:28:14] <pcw_home> yeah (well 5i25 but same thing)
[13:30:32] <pcw_home> 5i25_mx3660x2.bit
[13:30:49] <MrHindsight> where is it hosted?
[13:34:21] <pcw_home> it in the 5i25 support zipfile at mesa
[13:35:11] <MrHindsight> ok, I'll download it again, it must have been added since I last grabbed it
[13:35:38] <Tom_itx> shaun413_, yes
[13:36:30] <Tom_itx> what do you want to do with it?
[13:37:21] <shaun413_> Make small models and hot ends for 3d printers
[13:37:27] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/boards/USBTiny_Mkii/Boxes/milling1.jpg
[13:37:28] <Tom_itx> there's mine
[13:38:46] <jdh> did you make teh tooling plate?
[13:38:56] <Tom_itx> yes
[13:39:02] <Tom_itx> that one has been replaced though
[13:39:05] <Tom_itx> with a 1" plate
[13:39:11] <Tom_itx> http://www.youtube.com/watch?v=-CEqokrtFI4&feature=youtu.be
[13:39:15] <Tom_itx> as you can see there
[13:39:19] <CaptHindsight-sh> shaun413_, anything like a real melt pump vs glue gun nozzle with hobbed bolt?
[13:39:36] <jdh> plain plate or Mic6 stuff?
[13:39:47] <Tom_itx> surplus alum
[13:40:09] <Tom_itx> the mill actually squared it up and did the holes
[13:40:26] <Tom_itx> was a bit of a challenge since the work area is smaller than the plate
[13:41:31] <shaun413_> Maybe
[13:41:49] <FinboySlick> Tom_itx: That chuck seems pretty darn true for a jacobs.
[13:41:55] <Tom_itx> yeah
[13:42:02] <Tom_itx> it really is
[13:42:14] <Tom_itx> i didn't put a last word on it but it does run straight
[13:42:29] <Tom_itx> i've since gotten more mill holders
[13:43:45] <archivist> I bet a high percentage dont know what a "last word" is
[13:43:56] <Tom_itx> :)
[13:44:03] <archivist> that is one trade name not in common use
[13:44:03] <Tom_itx> apparently you did
[13:44:06] <Tom_itx> oh
[13:44:12] <Tom_itx> i've always called em that
[13:44:39] <Tom_itx> shaun413_, wouldn't it be easier to buy the glue gun parts?
[13:45:04] <shaun413_> Noio
[13:45:10] <shaun413_> Its not a glue gun
[13:45:17] <Tom_itx> sure it is
[13:45:25] <Tom_itx> prusa makes a decent nozzle
[13:45:50] <humble_sea_bass> qtip last word xerox
[13:46:10] <archivist> Tom_itx, remember the rest of the world uses DTI
[13:47:08] <Tom_itx> i've heard them called that too but that's more all encompasing
[13:47:25] <FinboySlick> I sort of assumed that 'last word' was a Starret thing.
[13:47:36] <Tom_itx> i'm not really sure
[13:47:48] <FinboySlick> Starrett
[13:47:57] <archivist> over here that style was made by Verdict
[16:21:12] <Deejay> gn8
[16:31:43] <MrHindsight> i usually use servos so what is FOLLOWING ERROR when using open loop steppers? Is it just the RT pulsing to not be able to keep up the requested step rate?
[16:34:04] <andypugh> Exactly that
[16:34:36] <andypugh> (Or, potentially, with the requested accel rate as stepgen has its own accell limits.
[16:35:19] <PCW> The stepgen is actually a velocity mode servo so requires feedback
[16:38:32] <PCW> the stepgen position is sampled at the servo thread rate and the velocity is corrected to compensate for
[16:38:34] <PCW> dir setup and hold delays, timebase errors, delays in changing the rate etc etc
[16:41:34] <PCW> so even with the software stepgen there is always _some_ following error due to the
[16:41:35] <PCW> servo thread jitter in sampling what the base thread has been up to
[16:55:15] <bss36504> PCW: I have a xilinx question for you
[16:58:15] <bss36504> Ok, I’ll ask. I’m trying to figure out where and what I need to do to supply a clock to a Spartan3AN. Datasheet sast that the GCLK pins are fully interchangable, and that they conenct to any resource on the die, but what does that mean I have to supply to one of those pins? A crystal? An external TTL clock? UG331 is not especially clear, or I havent seen what I need yet.
[16:59:08] <PCW> A clock (from a Xtal oscillator normally)
[16:59:51] <bss36504> So full swing, 0-VCCO volts?
[17:09:48] <andypugh> Marvellous:
https://www.youtube.com/watch?v=InvF9e5kyjo
[17:14:36] <PCW> bss36504 yes (if the OSC is some distance away , use a series termination resistor)
[17:15:03] <bss36504> PCW: thanks, that helps a ton. Seems much easier now
[17:15:24] <PCW> OSC --> resistor -------------------------------------------------------------------> FPGA
[17:15:37] <bss36504> They’ll be close
[17:16:08] <PCW> dont want over/under shoot
[17:16:30] <bss36504> How fast should it be?
[17:17:24] <bss36504> I know the PLL can be used internally to multiply the input clock, and I’m going for as fast as possible.
[17:19:36] <Tom_itx> andypugh, you gonna make one?
[17:20:32] <PCW> yeah 50 MHz or so is a good mid range
[17:20:43] <andypugh> I am tempted. I have access to approximately an infinite number of turbos
[17:20:55] <bss36504> perfect. I’ll find a suitable clock generator.
[17:20:58] <Tom_itx> i'd imagine so
[17:26:35] <bss36504> lmao that was a great video
[18:01:36] <XXCoder2> well hope mouse is hungry - I set out 4 traps with peanut butter
[18:02:00] <XXCoder2> its type I love, holes inside "wafer" thats trigger. it makes mouse work it to eat - boom!
[18:10:47] <zeeshan|2> today i machined this on the lathe
[18:10:48] <zeeshan|2> http://i.imgur.com/oWYu7oa.jpg
[18:10:58] <zeeshan|2> what a scary experience ;p
[18:11:12] <bss36504> Wow that is really nice work
[18:11:35] <bss36504> Why not use a vertical mill though?
[18:11:40] <zeeshan|2> someone was using it
[18:11:41] <zeeshan|2> lol
[18:11:45] <XXCoder2> looks great!!
[18:11:49] <bss36504> haha fair enough
[18:11:52] <zeeshan|2> so i had to come up with an on the fly solution
[18:11:54] <XXCoder2> manual or?
[18:11:58] <zeeshan|2> manual
[18:12:07] <zeeshan|2> http://i.imgur.com/kynfYX1.jpg
[18:12:09] <zeeshan|2> heres the engine so far
[18:12:13] <zeeshan|2> i checked it for compressor
[18:12:15] <zeeshan|2> compression
[18:12:18] <Tom_itx> why scary?
[18:12:21] <bss36504> I’m assuming the outline shaping was done, right?
[18:12:25] <Tom_itx> that looks fairly sane
[18:12:29] <zeeshan|2> Tom_itx: only 1/8 of the material was being gripped
[18:12:38] <zeeshan|2> of the .375 plate
[18:12:40] <bss36504> Tom_itx: I’m assuming the off center-ness was scary
[18:12:51] <zeeshan|2> and also i didnt bother centering it
[18:12:53] <Tom_itx> it looks pretty centered to me
[18:12:54] <zeeshan|2> i eye ball centered it
[18:13:02] <zeeshan|2> http://i.imgur.com/GTfx9Mh.jpg
[18:13:05] <zeeshan|2> it looks like that when working
[18:13:07] <Tom_itx> within a blindman's eye anyway...
[18:13:07] <XXCoder2> zee was motor bottom orginial? or something you cast a while before?
[18:13:19] <zeeshan|2> XXCoder2: original air compressor pump on bottom
[18:13:29] <XXCoder2> cool
[18:14:00] <XXCoder2> so you faced it off? made holes while it was on lathe?
[18:14:22] <zeeshan|2> no i made those on the mill
[18:14:26] <zeeshan|2> with a boring bar
[18:14:33] <zeeshan|2> i just faced on the lathe
[18:14:45] <XXCoder2> boring bar lol get it something interesting to read ;)
[18:14:46] <bss36504> Oh, so no centering necessary :p
[18:15:08] <XXCoder2> center no but flatness I would guess is fairly needed
[18:15:31] <bss36504> Definitely still sketchy, given the amount of grip and that it wasnt centered
[18:15:37] <andypugh> You need a magnetic lathe chuck.
[18:15:44] <zeeshan|2> i was waiting for it flyout
[18:15:47] <zeeshan|2> but it didnt
[18:15:53] <zeeshan|2> so now i know 35 thou passes on this machine are okay
[18:15:54] <zeeshan|2> with 1/8 grip
[18:15:56] <XXCoder2> wrong word I'm pretty sure. parallel with chuck surface?
[18:16:37] <bss36504> .035 lol. You have a deathwish?
[18:16:52] <zeeshan|2> bss36504: on this machine
[18:16:54] <zeeshan|2> i usually face
[18:17:01] <zeeshan|2> .175" in steel
[18:17:02] <zeeshan|2> easily
[18:17:09] <zeeshan|2> when its held in properly
[18:17:24] <bss36504> thats pretty rough
[18:17:29] <bss36504> but I mean, YOLO
[18:18:01] <zeeshan|2> the wnmg inserts
[18:18:13] <zeeshan|2> seem to cut optimal at .125" depth of cuts
[18:18:18] <zeeshan|2> and they leave a fairly nice finish
[18:18:49] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/temp/thread1.jpg
[18:18:55] <Tom_itx> that was a fairly hefty cut
[18:18:58] <Tom_itx> 3 tpi
[18:19:24] <XXCoder2> 3 twist per inch?
[18:19:35] <Tom_itx> yes
[18:20:30] <Tom_itx> ~1.5 diameter or so
[18:20:33] <Tom_itx> i forget
[18:23:32] <XXCoder2> man I really wish theres local suppliers of sbr rails. its shipping that really kills good deals.
[18:23:42] <XXCoder2> average tend to equal items cost!
[18:42:05] <XXCoder2> whoa
[18:42:12] <XXCoder2> thats different design. dunno if any good
http://imgur.com/a/VOBN5
[18:42:31] <XXCoder2> looks like low Z length though
[18:43:53] <XXCoder2> more pics
http://imgur.com/a/5D31t
[18:44:17] <XXCoder2> would those be strong enough to cnc route alum?
[18:49:41] <CaptMemleak> http://i.imgur.com/0QC6ar9.jpg they used a real router to make the p[arts for the bad one :)
[18:50:47] <XXCoder2> yeah found it bit funny
[18:51:12] <XXCoder2> I guess they was making cheap one(s) to increase production.
[18:51:33] <XXCoder2> when its accurate enough its accurate enough
[19:00:29] <XXCoder2> anyway it gives me another design idea
[19:00:45] <XXCoder2> I dont think I will use though, it needs 2 steppers for sides
[19:17:30] <PetefromTn_> Afternoon LinuxCNC crowd..
[19:19:21] <XXCoder2> yo
[19:52:38] <R2E4_> Evening
[19:52:57] <XXCoder2> hey
[19:53:16] <PetefromTn_> Evening
[19:54:09] <R2E4_> Howz your tool changer going?
[19:54:41] <PetefromTn_> Working on it..
[19:55:46] <R2E4_> Pete, did you see the coolant on my video?
[19:56:16] <R2E4_> That was only one jet, I have 6 in total. I dont think I will need more than just that one...lol
[20:00:45] <PetefromTn_> R2E4_ Nice man.. Mine has the two and honestly as long as the troughs are full there is AMPLE coolant going everywhere LOL..
[20:01:13] <XXCoder2> r2 can you relink? heh
[20:02:23] <PetefromTn_> http://imagebin.org/303712 This is with just 2 nozzles...
[20:02:43] <XXCoder2> lol doubt I will ever need that much coolant
[20:02:48] <XXCoder2> is it inside case?
[20:03:01] <PetefromTn_> whaddya mean?
[20:03:23] <XXCoder2> a surrounding box that keeps stuff in
[20:03:28] <XXCoder2> like liquids
[20:03:48] <PetefromTn_> Oh yeah this is a full blown Vertical Machining center with full enclosure and toolchanger etc..
[20:04:10] <XXCoder2> cool. does it filter and reuse coolant
[20:04:11] <PetefromTn_> It's just a smaller commercial machine.
[20:04:49] <PetefromTn_> yeah it does it has two long troughs going down each side of the machine and there is a pump in the left rear one and it has a filter screen etc...
[20:04:59] <XXCoder2> nice
[20:05:16] <PetefromTn_> The only thing it does not have is a tramp oil skimmer which I might try to add at some point.
[20:05:47] <PetefromTn_> Honestly since it is a linear guideway machine that uses grease instead of lubricating oils that is not so much a problem.
[20:08:06] <XXCoder2> cool :)
[20:08:21] <XXCoder2> I was wondering if I could use air pressure to blow wood parcles away
[20:08:28] <XXCoder2> use those blue hoses to blow
[20:08:33] <PetefromTn_> Better to setup a vacuum..
[20:08:43] <XXCoder2> yeah just "for now" kinda thing
[20:08:51] <PetefromTn_> They are called Loc-line.
[20:08:56] <XXCoder2> thanks
[20:09:57] <XXCoder2> same time, I got working part of shop vac could adopt it with some barrel
[20:10:12] <XXCoder2> then build that cyclone seperator lol
[20:10:42] <PetefromTn_> If you plan to cut wood and plastic I would highly recommend it. IT makes a huge mess quickly.
[20:10:56] <XXCoder2> I bet
[20:11:11] <XXCoder2> blowing it away would help clear work area but not shop lol
[20:12:10] <R2E4_> Yeah, you need a vacuum with a dust shoe for your router. Trust me, I tried without.
[20:15:44] <XXCoder2> ok
[20:16:08] <XXCoder2> I rather do without for first few runs so I can see and learn how well cnc runs with settings I use
[20:25:20] <PetefromTn_> http://imagebin.org/303715
[20:25:39] <R2E4_> I often run mine without depending onwhat I am cutting. Profiles through thick pieces of wood I allways use it.
[20:25:42] <XXCoder2> making a bolt on hole?
[20:26:27] <R2E4_> What is that?
[20:26:37] <Connor_iPad> What up?
[20:26:49] <PetefromTn_> It is a part we were working on at the shop I am temporarily working in today.
[20:26:59] <PetefromTn_> I thought it was interesting too see.
[20:27:00] <XXCoder2> discussing pete's strange half circle thingy being worked on
[20:27:13] <Connor_iPad> Repost so I can see.
[20:27:16] <PetefromTn_> That steel half circle is HUGE...
[20:27:31] <XXCoder2> PetefromTn_>
http://imagebin.org/303715
[20:27:40] <PetefromTn_> Those vises are the largest Kurt makes and that cutter is about a foot long LOL..
[20:27:58] <XXCoder2> big allright
[20:28:23] <R2E4_> Kuert vises are expensive
[20:28:47] <PetefromTn_> http://imagebin.org/303716 Here is another shot with one of the guys I work with trying to set it up inside the machine.
[20:29:15] <XXCoder2> I guess its made to bolt on to hold something round or half-round
[20:29:36] <PetefromTn_> It is some kinda clamping collar, don't know what it is for just yet.
[20:29:58] <PetefromTn_> But we had to machine out two pockets on each side and machine bolt holes to clamp it together...
[20:30:25] <PetefromTn_> The pieces are like 3 and a half inches thick and five inches wide.
[20:30:45] <PetefromTn_> Not like the biggest thing ever made of course but the biggest piece I have ever personally seen machined.
[20:30:53] <PetefromTn_> I thought it was interesting.
[20:30:56] <XXCoder2> yeah
[20:31:13] <PetefromTn_> Those vises are so damn heavy we need to use a forklift to load them into the machine.
[20:31:19] <XXCoder2> largest one you ever directly saw photons reflect off of. ;)
[20:31:26] <XXCoder2> wow
[20:32:08] <PetefromTn_> They have been machining on them for three days straight now.
[20:33:35] <PetefromTn_> The scary part was yesterday when they had a 12" long 1" diameter drill in the spindle and the machine went to toolchange and the swingarm random toolchanger went to move down to clear the spindle it BARELY missed the top of this arc. I mean like BARELY!!!
[20:33:43] <XXCoder2> lets see how this smiley face cnc toolpath looks like in openscam
[20:40:29] <PetefromTn_> R2E4_ Were you able to fix your leaking coolant problem?
[20:45:35] <PetefromTn_> http://chattanooga.craigslist.org/tls/4391862469.html This looks interesting..
[20:46:40] <jdh> the $2500 one does
[20:47:15] <PetefromTn_> yeah I noticed that..
[20:47:32] <jdh> no tailstock or thru hole in chuck
[20:47:33] <PetefromTn_> It is a gang tool machine with no tailstock.
[20:48:14] <jdh> still would be cool. I assume that means it has issues.
[20:48:22] <PetefromTn_> Oh I am sure..
[20:48:41] <PetefromTn_> The lack of a headstock thru hole is a big drawback tho...
[20:48:44] <XXCoder2> check this out
http://imagebin.org/303718
[20:49:28] <PetefromTn_> Looks nice man.. Isn't red usually the Z tho?
[20:49:42] <XXCoder2> its from openscam
[20:49:43] <PetefromTn_> Or maybe I got it backwards..
[20:50:13] <bss36504> I enjoy this channel thouroughly.
[20:50:33] <XXCoder2> I really hate name. nice program but "open scam" lol
[20:50:54] <PetefromTn_> Actually the blue is the z.. sorry.
[20:51:06] <PetefromTn_> bss36504 yeah so do I.
[20:51:27] <bss36504> We’re (you guys, currently) are just shooting the shit about milling equipment.
[20:51:38] <bss36504> Much less stressful than #avr or #java
[20:51:53] <PetefromTn_> More interesting I think.
[20:51:55] <XXCoder2> I didn't correct stock size so it didn't show final border cut as comple depth
[20:52:03] <XXCoder2> ##java lol f em
[20:52:18] <XXCoder2> bad leaders means crappy channe;
[20:52:41] <PetefromTn_> Been watching more Mastercam Tutorials..
[20:52:55] <PetefromTn_> Interesting stuff and quite capable program.
[20:53:27] <XXCoder2> cool
[20:54:20] <PetefromTn_> Wish I could afford it but hey it is what it is. I will be nice to be able to say I can use it tho.
[20:55:41] <XXCoder2> yeah
[20:55:58] <XXCoder2> "I warezed a copy and trained up on it"
[20:56:04] <XXCoder2> it dont look very good
[20:56:32] <PetefromTn_> what do you mean?
[20:56:41] <XXCoder2> downloaded illegal copy
[20:56:48] <PetefromTn_> yeah I got that..
[20:56:57] <PetefromTn_> what don't look very good?
[20:57:07] <XXCoder2> oh using illegal copies of program
[20:57:14] <PetefromTn_> Yeah I know..
[20:57:36] <PetefromTn_> I am only learning it so I can use it at work.
[20:57:51] <PetefromTn_> I use CamBam here in my own shop right now.
[20:58:02] <XXCoder2> could play with legit copy at company? nice
[20:58:14] <XXCoder2> do they allow workers to play with mastercam on offtime?
[20:58:21] <PetefromTn_> Yeah It is fully legit
[20:59:24] <PetefromTn_> I need to play with it so I can learn to use it better.
[20:59:52] <PetefromTn_> Honestly from what I have seen of it and the couple programs they walked me thru on it at work it is pretty easy to understand the basic stuff.
[21:00:16] <XXCoder2> as usual, last 20% take 80% to learn eh
[21:00:24] <XXCoder2> 80% of time
[21:00:34] <PetefromTn_> They have their own way of calling tools and they use sequential tool numbers in the program
[21:00:53] <PetefromTn_> It is an odd place to work.
[21:01:14] <PetefromTn_> They have lots of machines and equipment but they are super cheap about buying new tooling and drills etc....
[21:01:52] <jdh> me too
[21:01:53] <XXCoder2> companies tend to be. my boss at vend company keeps few broken vend machines to strip parts for other vend machines
[21:02:06] <jdh> well, except for the lots of machines part.
[21:02:23] <PetefromTn_> The Owners are nice people and they actually pay well but they are stingy when it comes to tooling.
[21:02:32] <PetefromTn_> Which honestly is kinda counterproductive.
[21:02:55] <XXCoder2> need sweet spot between production and money
[21:03:00] <PetefromTn_> For instance they need to buy a couple dovetail cutters but they did not want to and the ones we were using the other day were worn out pretty good.
[21:03:43] <PetefromTn_> We wound up having to deburr a couple hundred parts where the dovetail cutter raised a nice burr by hand due to the interior cut position.
[21:04:02] <PetefromTn_> that took time and would have easily paid for a couple new cutters.
[21:04:24] <PetefromTn_> I am sure every company has their own ideosynchrasies.
[21:04:32] <XXCoder2> ow. yeah employee time is most valuable
[21:04:36] <PetefromTn_> They do make some nice parts tho.
[21:04:40] <XXCoder2> expecially if highly paid
[21:09:20] <PetefromTn_> Anyone here got one of those VistaCNC pendants on LinuxCNC?
[21:10:54] <XXCoder2> https://www.youtube.com/watch?v=x9GJIXa_aR8 ?
[21:12:36] <PetefromTn_> Are they all infected with the mach3 disease?
[21:12:56] <PetefromTn_> or can they be run under LinuxCNC?
[21:13:34] <PetefromTn_> http://www.vistacnc.com/a01_index_home/pic_a01/p4s_side.jpg I like the looks of this one.
[21:15:13] <PetefromTn_> That one is a bit pricey actually.
[21:26:48] <XXCoder2> http://imagebin.org/303720
[21:27:24] <XXCoder2> fixed, and finish was ricious at 0.0125 depth each when it was already mostly cut out lol so changed to .5 so it just goes stright in and finisg it off.
[21:33:38] <bss36504> Night guys!
[21:33:43] <XXCoder2> night
[22:00:55] <PetefromTn_> http://knoxville.craigslist.org/tls/4380570598.html Can't decide if this is a good deal or not..
[22:02:10] <zeeshan|2> hi PetefromTn_
[22:02:45] <zeeshan|2> that starrett depth mic by itself is worth that much
[22:03:00] <PetefromTn_> hi Zeeshan... I thought it was starrett.
[22:03:09] <zeeshan|2> but i dont think those external micrometers are a name brand
[22:03:12] <PetefromTn_> That is the creme of that crop tho..
[22:03:15] <zeeshan|2> they look like imports
[22:03:21] <PetefromTn_> agreed.
[22:03:30] <PetefromTn_> Not that there is anything wrong with that actually...
[22:03:47] <zeeshan|2> are you in a rush to buy some measurement tools?
[22:03:52] <PetefromTn_> My current 1-3 set is import and it has proven to be quite accurate when compared to standards.
[22:04:01] <zeeshan|2> yes
[22:04:03] <zeeshan|2> i own both
[22:04:08] <zeeshan|2> and tested both w/ gauge blocks
[22:04:14] <zeeshan|2> they are both equivalently accurate
[22:04:46] <PetefromTn_> Honestly I want to buy some more measuring tools but I am trying to also swing the used CNC lathe as well... So money is tight LOL
[22:04:49] <zeeshan|2> http://store01.prostores.com/servlet/accusizetools/the-892/EG00-dsh-0906%2C-0--dsh--6%22/Detail
[22:04:53] <zeeshan|2> those micrometers almost look like this
[22:05:03] <zeeshan|2> which go for 199
[22:05:04] <zeeshan|2> er
[22:05:05] <zeeshan|2> 119
[22:05:24] <PetefromTn_> yeah they are not too expensive at all..
[22:06:04] <PetefromTn_> SO ...
http://www.ebay.com/itm/Starrett-Depth-Mic-MM-No-445M-Excellent-Condition-/291114857199?pt=LH_DefaultDomain_0&hash=item43c7cc32ef
[22:06:17] <zeeshan|2> http://www.starrett.com/metrology/product-detail/Precision-Measuring-Tools/Precision-Hand-Tools/Micrometers/Depth-Micrometers/440Z-6L
[22:06:24] <zeeshan|2> that looks like the starrett depth micrometer
[22:06:47] <zeeshan|2> those import telescoping gauges are 40$ new
[22:07:02] <zeeshan|2> if you could bring him down to 200$
[22:07:05] <PetefromTn_> I would say that $200.00 is a reasonable price for that lot...
[22:07:06] <zeeshan|2> i think it'd be a good deal
[22:07:07] <zeeshan|2> :D
[22:07:10] <zeeshan|2> yea
[22:07:39] <zeeshan|2> i have those telescoping gauges
[22:07:41] <zeeshan|2> i hate them so much
[22:07:50] <PetefromTn_> I already have telescoping gauges here.
[22:07:53] <zeeshan|2> they dont have the feel or finish of the starrett
[22:07:55] <zeeshan|2> i need some starret :{
[22:08:03] <PetefromTn_> and I only would need the larger mics..
[22:08:56] <zeeshan|2> ebay!
[22:08:56] <zeeshan|2> :D
[22:09:31] <PetefromTn_> The other problem is working there I kinda need TWO sets of tools for machine work because right now I am carrying a largish toolbox back and forth. That kinda sucks.
[22:09:48] <zeeshan|2> what tools do you usually take with you?
[22:11:10] <PetefromTn_> Ah just typical stuff. Mics, a couple digital calipers, a machinists square, machinists protractor, deburring tools, allen set, scribes, some wrenches, files, hammers, stuff like that...
[22:11:30] <zeeshan|2> soon you'll need a tool box there!
[22:11:52] <PetefromTn_> If they continue to allow me to learn Mastercam and do more programming I will probably do that.
[22:12:08] <PetefromTn_> I have two large roll arounds here I can move one over there pretty easy.
[22:12:36] <PetefromTn_> But I do not have TWO of everything I would need and there are some tools I have found some of the other guys have that are very nice to have.
[22:13:34] <zeeshan|2> yeda
[22:13:39] <zeeshan|2> thats the best part about working with others!
[22:13:47] <zeeshan|2> you get to see different ways to do stuff
[22:13:59] <PetefromTn_> Yeah I have learned a TON of things I never would have known otherwise.
[22:14:01] <zeeshan|2> ive learned so much at the school shop
[22:14:26] <PetefromTn_> It is funny I used to think a 3/4 endmill was big....
[22:14:34] <zeeshan|2> for a r8 :D
[22:15:06] <PetefromTn_> They do work on LARGE pieces there all the time and you get to see feeds and speeds and techniques used that I would probably never even try.
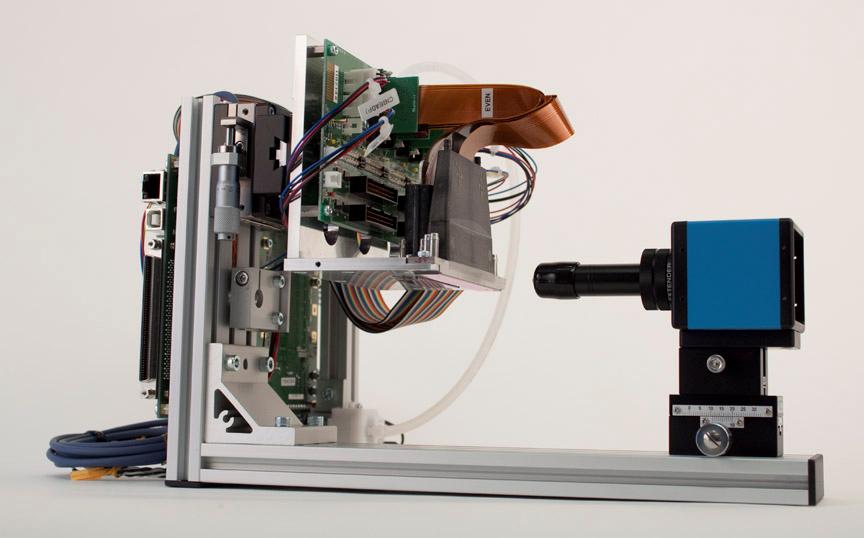
[22:16:03] <MrHindsight> http://imagebin.org/303724 http://imagebin.org/303725 much better after anodize and rebuild
[22:16:43] <PetefromTn_> MrHindsight What the heck is that little thing on the Z?
[22:16:58] <MrHindsight> usb camera with led's
[22:17:16] <PetefromTn_> Cool. Are you gonna do some scanning with this machine?
[22:17:52] <MrHindsight> auto HOME, image capture of completed parts, stuff like that
[22:18:31] <MrHindsight> you could also add a laser and scan
[22:18:56] <PetefromTn_> https://www.youtube.com/watch?v=0mwmas6hFRQ Pretty Cool just posted on mailing list.
[22:20:07] <PetefromTn_> What kinda spindle are you gonna install?
[22:21:26] <XXCoder2> cool tool automated changer
[22:22:00] <MrHindsight> http://imagebin.org/303727 no spindle, high viscosity fluid deposition and UV curing
[22:22:41] <PetefromTn_> So kind of a 3d printer setup I guess?
[22:25:34] <MrHindsight> could be, it deposits fluids ~25um from the surface, it could build layers that way as well
[22:26:22] <MrHindsight> you could also put inkjet printheads on it
[22:26:39] <MrHindsight> and a laser for curing or scanning
[22:27:08] <MrHindsight> these routers are so weenie I wouldn't cut much with them
[22:27:20] <PetefromTn_> LOL weenie..
[22:27:56] <PetefromTn_> That guy still has that damn CHNC lathe for sale up there taunting me LOL.
[22:28:19] <XXCoder2> knock over a bank lol
[22:28:20] <XXCoder2> JK
[22:28:28] <MrHindsight> I can't hold back the motors with my hands, but I can easily flex the gantry with my arms
[22:29:09] <PetefromTn_> I actually have a guy chomping at the bit to buy my manual lathe but I cannot imagine not having it. I keep hoping a cheap manual lathe will pop up on Craigslist and I can get both for a reasonable price.
[22:29:33] <PetefromTn_> Wow that is lightweight... But it is a small machine after all..
[22:31:02] <PetefromTn_> http://tricities.craigslist.org/tls/4399178051.html It just sits there mockin' me hehehe
[22:33:44] <MrHindsight> http://www.rpsa.ricoh.com/new/evaluationkit_new.jpg this is what a printhead would look like mounted
[22:35:02] <MrHindsight> PetefromTn_: not bad for ~$1770
[22:35:45] <PetefromTn_> yeah I know but it has surface rust issues....
[22:36:02] <PetefromTn_> I have been debating offering him a lowball....
[22:36:07] <Connor> PetefromTn_: Was playing with trying to get spindle orient working on MY machine for testing...
[22:36:15] <MrHindsight> $1200
[22:36:25] <PetefromTn_> Was thinking like $1k LOL..
[22:36:43] <PetefromTn_> Connor Oh yeah how goes it?
[22:36:51] <XXCoder2> "man the paint job sucks, take $500 off"
[22:37:03] <PetefromTn_> exactly...
[22:37:15] <PetefromTn_> He said it boots up but errors out..
[22:37:23] <Connor_iPad> Damn computer locked up.
[22:37:34] <Connor_iPad> Need to figure that out.
[22:37:41] <MrHindsight> http://www.ebay.com/itm/111271215701 2 for $10K
[22:37:44] <Connor_iPad> Something with the GPU locking up.
[22:38:53] <PetefromTn_> yup looks like the same thing only NICER LOL...
[22:38:59] <MrHindsight> the lowest priced chnc hardinge on ebay is $6500
[22:39:11] <PetefromTn_> is that a running machine?
[22:39:18] <zeeshan|2> what a nice treatment machines get
[22:39:27] <zeeshan|2> for making worm gears for decades
[22:39:30] <zeeshan|2> they get put down !
[22:39:54] <zeeshan|2> =D
[22:40:41] <PetefromTn_> It amazes me how little care the machines in the shop get. Basically run it til it dies, fix it, run it til it dies again and if it gets too expensive to fix junk it.
[22:41:09] <zeeshan|2> pretty much how it works in north america
[22:41:18] <zeeshan|2> drive it to the ground
[22:41:39] <MrHindsight> how come I get parts faster now from SHENZHEN then from S. Carolina?
[22:43:05] <humble_sea_bass> have you been to S Carolina?
[22:43:18] <PetefromTn_> LOL
[22:43:26] <MrHindsight> not on purpose
[22:44:00] <PetefromTn_> MY Pal Billyjack lives in SC.. He helped me build my first CNC Controller for my RF45...
[22:44:23] <humble_sea_bass> Pete, my father in law makes a living from that shop maintenance mindset
[22:44:45] <PetefromTn_> you mean the LACK of Shop maintenance mindset hehe
[22:45:05] <humble_sea_bass> OMFG THE MACHINES ARE BROKEN WE CANT PRINT MONEY
[22:45:20] <PetefromTn_> Ya know it is funny you mention that...
[22:45:42] <PetefromTn_> When I look at new machine prices and see the telephone numbers sized figures....
[22:45:52] <PetefromTn_> I balk and think jeez man that is nutz...
[22:46:18] <PetefromTn_> But when you work in a real shop that has work all the time and see some of the bids for the priceir jobs go by
[22:46:40] <PetefromTn_> Those big numbers for the machines start to look like chump change.... at least somewhat.
[22:46:51] <MrHindsight> I see guberment contractors break stuff just to order new stuff
[22:47:00] <humble_sea_bass> let GEif you have more work in the queue than machine capacity and employees
[22:47:25] <humble_sea_bass> that's why I troll governmentliquidators.com
[22:48:09] <PetefromTn_> Most professionals will tell you a retrofit of a machine tool is a fools errand...
[22:48:26] <Connor_iPad> Why?
[22:48:38] <MrHindsight> humble_sea_bass: you mean
http://www.govliquidation.com/ ?
[22:48:47] <humble_sea_bass> yeah that site
[22:48:48] <PetefromTn_> In their view if you do not have the work to support a brand new or even a quality used machine then you are not doing it right...
[22:49:06] <PetefromTn_> And the fact is they are probably right...
[22:49:30] <PetefromTn_> But for me the only way that would happen is with a large lease or loan both of which I despise.
[22:51:30] <XXCoder2> nonmetallic scrap
[22:51:37] <XXCoder2> HMM might be source of materials for me lol
[22:51:47] <XXCoder2> theres metal too
[22:51:50] <PetefromTn_> Except for the large rigid pipe tap op the parts I made today at work would be perfect for my machine. They are a sort of semi regular product that comes and goes.
[22:52:19] <PetefromTn_> Dunno if my machine has the balls for the Rigid tap of that pipe thread.
[22:52:39] <zeeshan|2> http://www.govliquidation.com/auction/view?auctionId=7499281&cm_re=gl-machinery-_-gl-machinery2-carousel-_-item-3
[22:52:39] <zeeshan|2> !
[22:52:44] <PetefromTn_> Altho after we programmed it and ran it the peck tap op was pretty easy going.
[22:53:05] <XXCoder2> $140 for huge lot of 100k lb iron steel scrap
[22:53:17] <XXCoder2> useful if you know how to melt em and cast
[22:53:30] <humble_sea_bass> also you will need a truck
[22:53:40] <XXCoder2> indeed lol
[22:53:49] <zeeshan|2> hey guys
[22:53:55] <zeeshan|2> iv ebeen looking for a proper grinder for the last couple of days
[22:53:57] <zeeshan|2> its so hard
[22:53:58] <humble_sea_bass> good thin this website sells there
[22:54:06] <humble_sea_bass> http://www.govliquidation.com/auction/view?auctionId=7470667&convertTo=USD
[22:54:19] <PetefromTn_> what kinda grinder?
[22:54:21] <zeeshan|2> http://www.amazon.com/Grizzly-H7762-Heavy-Duty-Tool-Grinder/dp/B000E35ZZ8
[22:54:24] <zeeshan|2> i need something like that
[22:54:26] <zeeshan|2> for like 150$
[22:54:34] <zeeshan|2> carbide grinder i think they call em
[22:54:37] <zeeshan|2> but it needs those tables
[22:54:40] <XXCoder2> its at $25
[22:54:50] <zeeshan|2> haha
[22:54:54] <zeeshan|2> nice buy that dump truck
[22:55:02] <XXCoder2> its not open bid till 5/5 though
[22:55:14] <XXCoder2> close 2 days later
[22:55:48] <PetefromTn_> Baldor makes nice grinders..
[22:55:51] <zeeshan|2> yes
[22:55:52] <MrHindsight> http://www.govliquidation.com/auction/view?auctionId=7481489 I'm leaning towards this one
[22:55:56] <zeeshan|2> but theyre like 1500-1000#
[22:55:58] <zeeshan|2> $: {
[22:56:01] <zeeshan|2> i cant spend that much on a grinder
[22:56:32] <MrHindsight> that should be able to move and load most cnc machines
[22:56:42] <zeeshan|2> haha
[22:56:44] <PetefromTn_> get a used one..
[22:56:54] <zeeshan|2> used baldors are like 1000
[22:56:55] <zeeshan|2> to 550
[22:57:00] <zeeshan|2> thats too much for a grinder in my opinion
[22:57:15] <zeeshan|2> at least a bench grinder
[22:57:28] <humble_sea_bass> I used to work framing houses out in PA, the contractor I worked for bought one of those
[22:57:30] <zeeshan|2> for that much money, it might be more feasible to build a table for a cheaper one
[22:57:35] <humble_sea_bass> lift stuff for fun
[22:57:48] <PetefromTn_> you could do that too..
[22:57:49] <MrHindsight> http://www.govliquidation.com/auction/view?auctionId=7379143&cm_re=gl-machinery-_-gl-machinery1-carousel-_-item-4
[22:57:58] <MrHindsight> Cincinnati Milacron 10VC-2000 N.C. Machining
[22:57:59] <MrHindsight> Center 72"x 30" table
[22:58:02] <PetefromTn_> The tables are nothing special really..
[22:58:07] <MrHindsight> Current Bid:
[22:58:07] <MrHindsight> $446.00
[22:58:11] <zeeshan|2> just a big chunk of steel!
[22:58:17] <humble_sea_bass> th'ats a big ol table
[22:58:51] <pcw_home> http://www.govliquidation.com/auction/view?auctionId=7492610&convertTo=USD
[22:58:55] <PetefromTn_> http://nashville.craigslist.org/tls/4362406132.html
[22:59:06] <humble_sea_bass> see guys, this website is fun fun fun
[22:59:31] <zeeshan|2> pcw
[22:59:32] <zeeshan|2> thats a nice lathe
[22:59:39] <humble_sea_bass> I like how they took that 2007 Hardinge to the parking lot to take a picture
[22:59:45] <humble_sea_bass> i hope it doesn't live there
[22:59:58] <PetefromTn_> Probably just got it off a truck..
[23:00:02] <pcw_home> I'm sure it does
[23:00:11] <MrHindsight> it was just getting some sun
[23:00:13] <zeeshan|2> is government liquidation
[23:00:13] <pcw_home> Your tax dollars at work
[23:00:23] <zeeshan|2> when ira seizes property
[23:00:25] <zeeshan|2> or something?
[23:00:30] <humble_sea_bass> no zeeshan|2
[23:00:43] <zeeshan|2> my dad says those repo auctions are even better deals
[23:00:45] <zeeshan|2> ;p
[23:00:58] <PetefromTn_> Since when did the Irish republican army sieze US properties LOL...?
[23:02:06] <PetefromTn_> That CIncinatti is very much like mine and had the same control...
[23:02:14] <PetefromTn_> Emerson Control techniques..
[23:02:25] <PetefromTn_> But that machine I THINK is a 30x20 travel.
[23:02:47] <PetefromTn_> I would think everything I did to my machine would work on that machine.
[23:03:31] <MrHindsight> http://www.govliquidation.com/auction/view?auctionId=7443067&convertTo=USD Fanuc M16i Automated Robot Arm Current Bid:
[23:03:31] <MrHindsight> $120.00
[23:04:09] <PetefromTn_> Man that is cool...
[23:04:48] <PetefromTn_> You get one of those...
[23:05:02] <PetefromTn_> You can do this.. If you are nutz..
https://www.youtube.com/watch?v=CoA-m5iHG9s
[23:05:47] <MrHindsight> that arm can squish you like a bug and not even slow down
[23:05:57] <PetefromTn_> I know like I said that is nutz...
[23:05:58] <shaun413_> Anyone use sherline?
[23:06:19] <shaun413_> I'm looking at getting a large and milk for small scale stuff From them
[23:06:29] <PetefromTn_> shaun413_ I told you earlier that I THINK Tom_ITX has one...
[23:06:34] <shaun413_> Oh
[23:06:57] <PetefromTn_> Hard to put into words how dangerous that stunt was LOL...
[23:10:21] <PetefromTn_> zeeshan|2 Here ya go man LOL...
http://knoxville.craigslist.org/tls/4388987795.html
[23:10:24] <PetefromTn_> Heavy duty...
[23:10:38] <zeeshan|2> thats pretty beefy
[23:10:48] <zeeshan|2> guy was grinding aluminum
[23:10:51] <zeeshan|2> what a crime!
[23:10:51] <zeeshan|2> :P
[23:10:57] <shaun413_> Woah
[23:11:06] <PetefromTn_> yup loaded up the wheels but good...
[23:11:15] <shaun413_> Anyone have a cheap source for alum and brass
[23:11:34] <PetefromTn_> nothing cheap about brass anymore unfortunately...
[23:11:42] <shaun413_> Hmm
[23:11:44] <shaun413_> Really
[23:11:51] <shaun413_> Even in small amounts?
[23:11:57] <PetefromTn_> Ebay and Onlinemetals are the usual suspects..
[23:12:07] <shaun413_> What about McMaster carr
[23:12:10] <PetefromTn_> Or visit your local machine job shops and ask for scraps..
[23:12:25] <shaun413_> Hmm
[23:12:33] <shaun413_> I just want some stuff to practice on
[23:12:37] <shaun413_> For now
[23:12:46] <shaun413_> I am getting the lathe soon
[23:12:47] <PetefromTn_> Look in the phone book for metal scrap yards...
[23:13:05] <shaun413_> Hmm
[23:13:20] <PetefromTn_> I got a bunch of small pieces from my local machine shop for cheap when I asked nicely and brought a box of donuts....LOL
[23:13:29] <shaun413_> :)
[23:13:33] <PetefromTn_> back when I was a hobbyist..
[23:13:35] <shaun413_> Ibsee
[23:13:48] <shaun413_> Where can I find one?
[23:14:00] <PetefromTn_> man they are everywhere in about any city...
[23:14:08] <PetefromTn_> Look in the phone book for machine shops.
[23:14:12] <zeeshan|2> its hard to get scrap now days
[23:14:15] <zeeshan|2> cause everyone recycles
[23:14:16] <PetefromTn_> or metal fabrication.
[23:14:22] <zeeshan|2> everyone = most people
[23:14:29] <zeeshan|2> i usually find my metal finds on kijiji
[23:15:21] <PetefromTn_> Even shops that recycle will usually sell you smaller pieces for just above scrap prices. perfect for beginners to whittle on..
[23:16:33] <PetefromTn_> Also metal suppliers will usually sell drop pieces for good prices as long as they don't have to cut it for you. Then they add cut fees etc.
[23:16:46] <zeeshan|2> yes
[23:16:56] <shaun413_> Hmm
[23:17:01] <zeeshan|2> i piocked up 2 20 footer of 2x2x1/16 angle
[23:17:05] <zeeshan|2> for $30 canadian
[23:17:11] <zeeshan|2> hr steel
[23:17:18] <zeeshan|2> 1/8 not 1/16
[23:17:38] <zeeshan|2> (been machining o-ring grooves all day, so 1/16 deep is stuck in my head)
[23:17:53] <PetefromTn_> I just bought a piece of 1.5x2.5" 6061 barstock that was 4 foot long for $30.00 because it was a small piece. They like to deal in 20 foot lengths when possible.
[23:18:23] <zeeshan|2> i thought aluminum came in 12 foot lengths
[23:18:25] <zeeshan|2> or 24 foot
[23:18:40] <PetefromTn_> yeah depends on the size but you are correct.
[23:18:41] <zeeshan|2> maybe its mill dependant
[23:19:25] <PetefromTn_> I also complained and whined that they did not have the size I needed and that most of it would be swarf so the guy took pity on me hehehe
[23:19:27] <zeeshan|2> thats one heavy piece!
[23:19:34] <zeeshan|2> 24 feet of 1.5x2.5 = 106lb
[23:19:35] <zeeshan|2> !
[23:19:44] <PetefromTn_> yeah it is thicker than it sounds...
[23:19:54] <PetefromTn_> even 4' was kinda heavy.
[23:20:00] <zeeshan|2> <- robs metal
[23:20:11] <zeeshan|2> im kidding
[23:20:22] <zeeshan|2> but i used to go through dumpsters behind industrial facilities
[23:20:29] <zeeshan|2> when people just were garbaging metal
[23:20:34] <zeeshan|2> at mcmaster university, they still garbage the metal
[23:20:40] <zeeshan|2> so i try to grab some from there when i can
[23:21:43] <PetefromTn_> They go thru a bunch of 4140 Pre hard at the shop.
[23:21:53] <zeeshan|2> http://ontario.kijiji.ca/c-PostersOtherAds-W0QQUserIdZ13034447
[23:21:55] <PetefromTn_> I have never machined any in my mill but it is nice stuff..
[23:21:56] <zeeshan|2> see its deals like this
[23:22:03] <zeeshan|2> check out all the aluminum stock he's selling
[23:22:32] <zeeshan|2> prolly can bargain
[23:22:47] <zeeshan|2> too bad its all useless metal :P
[23:22:53] <PetefromTn_> Is Kijiji Canada?
[23:23:04] <zeeshan|2> we have both craigslist and kijiji
[23:23:08] <zeeshan|2> kijiji is more active up here
[23:23:39] <PetefromTn_> looks like it is only in Canada.
[23:25:42] <zeeshan|2> http://ontario.kijiji.ca/c-buy-and-sell-business-industrial-Stainless-Steel-Bars-W0QQAdIdZ563509506
[23:25:44] <zeeshan|2> !!!
[23:26:01] <zeeshan|2> thats cheap for stainless
[23:26:36] <PetefromTn_> http://tricities.craigslist.org/tls/4339669813.html Pretty good deal.
[23:27:22] <PetefromTn_> I got a bunch of 2" stainless round bar in the shop I bought from a guy for cheap.
[23:27:35] <PetefromTn_> Only used a couple pieces for stuff still have more in there.
[23:28:27] <zeeshan|2> man whoever brought up this metal question
[23:28:31] <zeeshan|2> thanks a lot
[23:28:35] <zeeshan|2> you've got me hoarding for metal now
[23:28:44] <PetefromTn_> I made my Super duty High quality shop built ghetto fab fly cutter adapter for my 3/4 inch shank facemill cat40 arbor out of a piece LOL
[23:29:24] <zeeshan|2> haha
[23:30:17] <zeeshan|2> i think the best metal deal i found was
[23:30:26] <PetefromTn_> http://nashville.craigslist.org/tls/4362406132.html That is the THIRD Cincinatti Arrow machine I have seen in the stealth black matte camo powdercoat LOL...
[23:30:31] <zeeshan|2> about 1100lb of 6061 bar stock, rectangular plate
[23:30:32] <zeeshan|2> etc
[23:30:36] <zeeshan|2> guy only wanted 350$ for it
[23:30:45] <zeeshan|2> negotiated down to 250
[23:30:53] <zeeshan|2> but i didn't have the money at the time cause i bought the mill :{
[23:31:18] <zeeshan|2> thats the same model as your machine right?
[23:31:44] <PetefromTn_> No actually that is older and bigger than mine.
[23:31:53] <PetefromTn_> but it is very similar.
[23:31:58] <PetefromTn_> Mine is prettier ;)
[23:32:03] <zeeshan|2> :)
[23:33:00] <PetefromTn_> I milled a tool steel part today with a TEENY TINY cutter.. at least for me.
[23:33:09] <PetefromTn_> It was .030" two flute.
[23:33:37] <PetefromTn_> Had to mill a 3mm slot with a 10mm pocket near it.
[23:34:10] <PetefromTn_> Took forever and I was SURE it would break but it ran the whole thing and was still sharp after.... I was AMAZED.
[23:34:47] <PetefromTn_> Before you ask the next size up endmill we had in the machine was an 1/8 inch and it was not too good.
[23:35:24] <PetefromTn_> Then we engraved some aluminum parts with a .060 ball endmill... That worked REAL nice...
[23:35:35] <zeeshan|2> fak those little dinky end mills
[23:35:40] <zeeshan|2> i broke enough of them doing o-ring grooves
[23:35:45] <zeeshan|2> i ended up having to use a boring head
[23:35:49] <zeeshan|2> w/ a special tool grinded
[23:35:52] <PetefromTn_> Or was it .040 I cannot remember..
[23:35:58] <zeeshan|2> i was using 1/16
[23:36:02] <PetefromTn_> I have done that plenty..
[23:36:12] <PetefromTn_> Internal O-ring grooves with boring head.
[23:36:13] <zeeshan|2> at least they werent my end mills :)
[23:36:15] <PetefromTn_> Works good.
[23:36:21] <zeeshan|2> yes
[23:36:26] <zeeshan|2> i was doing it on faces of flanges
[23:36:51] <PetefromTn_> I made my own high pressure regulator years ago and it had a TINY internal O-ring groove that I had to grind a special bit for.
[23:37:12] <PetefromTn_> It is hard to turn what you cannot even see...
[23:39:14] <PetefromTn_> http://imagebin.org/303730 ball endmill engraving.
[23:39:57] <zeeshan|2> haha
[23:40:01] <zeeshan|2> looks nice man
[23:41:07] <PetefromTn_> nuthin' fancy but it is what they wanted.
[23:47:50] <PetefromTn_> Well I am getting tired.. Gonna get ta bed now. Night all.
[23:56:48] <MrHindsight> why would you want to engrave a ball endmill?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}