Back
[03:06:29] <Deejay> moin
[07:48:28] <Zaarin> Hi guys, I've taken some of your advice and I've been shopping today, I got some proper cutting fluid, an endmill and a circle cutter:
http://i.imgur.com/tMfBdjv.jpg The endmill was quite expensive but it seems like a drillbit with 4 teeth, what's so special about it? The circle cutter has a square head and won't fit into my triangular chut of my drill press, am I better off milling this
[07:48:28] <Zaarin> metal circle with the endmill and some sort of bolt in the middle and rotating or am I better off cutting off the top of the circle cutter so it fits the chut?
[07:54:03] <ries> Zaarin: you some a lot :D
[07:54:06] <ries> smoke
[07:54:56] <Zaarin> Ahem, I'm "recycling" my tobacco
[07:55:22] <Zaarin> and I ran out of space on my desk
[07:55:34] <Loetmichel> Zaarin: the end mill has sharpened flutes, a drill bit hasnt
[07:56:06] <Zaarin> how come a 4mm drill bit costs 0.40 cents, but a 4mm endmill costs 9 euros?
[07:56:29] <Zaarin> why are the sharpened flutes important?
[07:56:55] <Loetmichel> because when you want to cut sideways a drillbit wont do it
[07:57:25] <Zaarin> Sounds like it would be awesome in my dremel, shame it's like 0.5mm too wide
[07:57:47] <Zaarin> I've been told drill presses hate lateral motion
[07:59:21] <archivist_herron> they do hate it
[08:01:27] <Zaarin> circular cutter? Angle grind off the stupid tapered square thing at teh top?
[08:01:41] <Zaarin> I'm guessing it's not intended for drill press use and that head is there to stop plebs like me trying to put itinto drill presses so I don't sue for losing an eye
[08:05:02] <jdh> how slow can you run your drillpress?
[08:06:52] <Zaarin> 550rpm, it's already on the slowest setting
[08:07:23] <Zaarin> won't go slower unless I weld on some angle iron and make a 3rd pulley like in the open source multimachine and run it with the belt hood open (dangerous)
[08:08:34] <jdh> is there a max speed listed on teh cutter?
[08:11:19] <Zaarin> yeah I think it's 2300rpm
[08:11:24] <Zaarin> 5 belt speeds
[08:11:30] <Zaarin> lemme check
[08:11:43] <jdh> 2300 for that cutter?
[08:11:48] <Zaarin> 2650 rpm
[08:12:03] <Zaarin> on the powerplus drill press
[08:12:48] <jdh> is there a max speed listed on the cutter?
[08:13:54] <Zaarin> it says eclipse made in england no 280
[08:18:03] <CaptHindsight> don't try boring into that steel very fast, you want to make 0.05-0.1mm passes
[08:19:08] <Zaarin> so pull down on the handle real gentle yeah?
[08:19:17] <CaptHindsight> really slow
[08:19:24] <CaptHindsight> keep it cool
[08:19:48] <CaptHindsight> think of it more like you're going to scrape your way through it vs drill
[08:20:12] <CaptHindsight> use the slowest speed
[08:21:53] <Zaarin> is it worth grinding off the top so it fits the chuck?
[08:22:26] <CaptHindsight> do you have another way to hold it?
[08:23:09] <CaptHindsight> the cutter won't be good for much more than this job anyway
[08:23:30] <Zaarin> I can put it in a vice, I can weld it to something?
[08:24:07] <CaptHindsight> you want it to be centered well in your chuck
[08:24:53] <Zaarin> the round bit beyond the tapered square thing looks prettye center to me, that's what I mean just angle grind off the square thing and grip the circular thing with the chuck
[08:25:30] <CaptHindsight> is there enough of it to fit into the chuck?
[08:25:57] <Zaarin> from shoudler to shoulder I got 15mm
[08:26:27] <CaptHindsight> thats not much to grab
[08:26:43] <GuShH_> how long is the part, what's the radius
[08:26:58] <Zaarin> the thing that looks like an allen key with a sharp handle?
[08:27:12] <Zaarin> 77mm
[08:27:17] <GuShH_> can you chuck it between centers?
[08:27:29] <GuShH_> it's too little to grab, on a lathe? I wouldn't do it.
[08:27:47] <GuShH_> jeez this coffee is horrible, would you like some?
[08:28:03] <Zaarin> no thanks, my heineken is fine
[08:28:04] <CaptHindsight> can he use it to bore through steel?
[08:28:17] <_methods> jeebus how thick is that steel?
[08:28:21] <Zaarin> 15mm
[08:28:25] <_methods> you trying to do that witha a drill press
[08:28:32] <GuShH_> what.
[08:28:37] <CaptHindsight> it's just one hole
[08:28:44] <GuShH_> famous last words
[08:28:47] <_methods> oh i thought he was tryin to cut out that circle
[08:28:57] <GuShH_> pics?
[08:29:08] <Zaarin> http://i.imgur.com/tMfBdjv.jpg
[08:29:09] <_methods> http://i.imgur.com/tMfBdjv.jpg
[08:29:13] <CaptHindsight> we went over all this yesterday
[08:29:24] <Zaarin> http://i.imgur.com/XRpm0os.jpg
[08:29:24] <Zaarin> http://i.imgur.com/TDf9IyO.jpg
[08:29:24] <Zaarin> http://i.imgur.com/zBOnZ2N.jpg
[08:29:27] <_methods> sorry i didn't see
[08:29:35] <_methods> late to the party lol
[08:29:37] <Zaarin> I got an endmill and a circular cutter today
[08:29:50] <Zaarin> But the circular cutter doesn't fit the chuck
[08:29:56] <_methods> yeah
[08:29:56] <GuShH_> ohh heineken, he's thinking green
[08:30:28] <_methods> you don't have a torch?
[08:30:42] <GuShH_> your plan is to use the dremel thingy after you drill a hole big enough for the blade to enter?
[08:30:49] <GuShH_> is that dremel jiggy sawwy thingy up to the task?
[08:30:50] <CaptHindsight> you want as much as possible inside the chuck >25mm
[08:31:05] <Zaarin> I'd LOVE it if the dremel would house taht endmill
[08:31:08] <GuShH_> do not use that circle cutter sir.
[08:31:26] <Zaarin> why not? recipe for blindness?
[08:31:33] <GuShH_> worse.
[08:31:43] <Zaarin> not a way to lose one's head?
[08:31:47] <_methods> hand
[08:31:56] <_methods> hehe
[08:32:00] <GuShH_> I advice not to use it. I have one I've never used.
[08:32:24] <GuShH_> I lie, used it once, about 2 revolutions in I decided it was too stupidly dangerous.
[08:32:25] <Zaarin> so how do I modify the endmill to fit the dremel?
[08:32:39] <_methods> yeah that's some thick plate to be working with for that tooling lol
[08:32:42] <GuShH_> you don't have a lathe with carbide and collets, it's not going to be easy to modify it
[08:32:51] <GuShH_> or a mill with a rotary head either
[08:33:05] <CaptHindsight> yes, we all know
[08:33:46] <CaptHindsight> the easy answer is get a mill or take it to a shop
[08:33:52] <_methods> well i'm stepping out of this looks like CaptHindsight has this
[08:33:56] <GuShH_> problem is these drill presses are very bendy / flexy and the tool will dig in, if his work is not clamped properly (not much space to clamp) he's going to be in deep trouble.
[08:34:14] <_methods> sorry i came in at the tail of it
[08:34:17] <GuShH_> you don't have a lot of feedback on the quill of these things either
[08:34:22] <CaptHindsight> you could file it all by hand as well
[08:34:28] <_methods> ouch
[08:34:28] <GuShH_> he could
[08:34:44] <GuShH_> a regular hole saw would do, with carbide teeth, but it's going to require alottapowah
[08:34:45] <CaptHindsight> this won't be much faster
[08:34:55] <GuShH_> since it's a huge radius for that tool
[08:35:09] <GuShH_> just set it to the slowest speed
[08:35:13] <GuShH_> and be patient.
[08:35:27] <CaptHindsight> thats the only hope and plan
[08:36:35] <_methods> man that's one hell of a task for that tooling
[08:36:37] <GuShH_> but then again if he wants to cut a circle that big, on a part that won't fit on the bed of his tool, logic dictates the tool is not up to the job.
[08:36:39] <Zaarin> You think making a sheet of ply for the drill press table would be good?
[08:36:53] <GuShH_> for what?
[08:37:05] <GuShH_> it's already flexing when you put that thick ass round plate in there.
[08:37:26] <GuShH_> use an indicator if you don't believe me, it's flexing mainly at the coupling to the base of the drillpress.
[08:38:31] <GuShH_> the column should come welded to the base and it should be thicker steel, as well as the base ... after all you have a cantilever in there. but it's china, they pack them in tiny boxes and kick them out of the factory one every few seconds, if we keep buying nothing will get better
[08:39:20] <CaptHindsight> you're shipwrecked on small island with only these tools and you need to make this plate to get back home
[08:39:23] <Zaarin> cheap chinese shite that ain't up to do the task
[08:39:31] <Zaarin> I am on a small island as a matter of fact
[08:39:40] <GuShH_> even if it were, it's a size too small :p
[08:39:48] <GuShH_> CaptHindsight: I am?
[08:39:51] <_methods> and you have no access to an acetelene torch?
[08:40:05] <CaptHindsight> sure it is, but you can use hand tools to do it all
[08:40:07] <Zaarin> garage has one yes
[08:40:12] <_methods> burn it out
[08:40:23] <Zaarin> will it be circular tho?
[08:40:23] <GuShH_> then clean it up with a file
[08:40:39] <GuShH_> you cut leaving a bit of material to later on remove by a more precise method
[08:40:39] <_methods> make a cirle jig
[08:40:50] <Zaarin> circle jig?
[08:40:52] <GuShH_> it will leave all sorts of nasty shit.
[08:40:52] <_methods> to help you
[08:41:08] <_methods> hell if you're good with a torch i've seen some guys that look as good as a plas by hand
[08:41:09] <GuShH_> Zaarin: can be as complicated as a piece of string and a nail
[08:41:11] <CaptHindsight> he could also drill a circular pattern with 10mm holes and then saw or file
[08:41:21] <_methods> CaptHindsight: that too
[08:41:24] <GuShH_> if he were he wouldn't be asking, it would already be cut
[08:41:28] <_methods> connect the dots
[08:41:39] <GuShH_> doesn't seem he wants to do hand work heh
[08:41:49] <_methods> those tools won't do it
[08:42:04] <_methods> smoke is the only path i see
[08:42:52] <CaptHindsight> dpeneds on how much the circle cutter flexes and also how sharp that cutting face stays
[08:42:59] <_methods> http://www.youtube.com/watch?v=VdPMUosuGw0
[08:43:08] <GuShH_> I have a better situation to motivate, you are in prision and you have to drill this hole to reach the release button for the gates, otherwise the big bad men are going to call you Martha.
[08:44:10] <GuShH_> so you are going to buy a plasma cutter just for this hole? heh
[08:44:10] <_methods> i would think you could rig something up similar to that fairly easy
[08:44:13] <GuShH_> oh and you'll need an air compressor.
[08:44:22] <_methods> when did i say plasma
[08:44:24] <CaptHindsight> prison/Texas/deserted island
[08:44:29] <GuShH_> the video says plasma
[08:44:37] <GuShH_> haha
[08:44:40] <_methods> plas or torch
[08:44:47] <Zaarin> GuShH_ rotflmfaoysst
[08:44:49] <GuShH_> I'm not watching it
[08:45:31] <GuShH_> haha
[08:47:05] <GuShH_> _methods: if you have the torch, rig a one time deal for a jig and go for it
[08:47:41] <CaptHindsight> where did the cutting torch come from?
[08:48:10] <CaptHindsight> wash up on the beach earlier?
[08:48:21] <GuShH_> careful with the oxygen tank, that's all I'm saying.
[08:49:38] <GuShH_> just cut undersize and file to diameter, otherwise you'll have another problem "hole is too big"
[08:53:45] * GuShH_ would gladly start a campaign to get rid of all dremel tools and replace them with real tools, then throw the containers full of shit back to Dremel HQ.
[08:53:55] <zeeshan> hey guys
[08:53:58] <zeeshan> i need to know ifd this a good deal
[08:54:04] <CaptHindsight> Zaarin: take a look at a Cylindrical Parabolic reflector
http://www.sciencebuddies.org/Files/2194/3/CompSci_img013.jpg for your next design
[08:54:09] <GuShH_> if only they were cheaper, you'd say "fine, whatever" they aren't.
[08:54:12] <zeeshan> http://i.ebayimg.com/00/s/NjEyWDgxNg==/z/NhIAAMXQPatTIOJm/$_20.JPG
[08:54:26] <GuShH_> zeeshan: yes!
[08:54:28] <_methods> CaptHindsight: he says he has a torch
[08:54:28] <zeeshan> comes with
[08:54:31] <_methods> that's where it came from
[08:54:34] <zeeshan> http://i.ebayimg.com/00/s/ODE2WDYxMg==/z/Y7MAAOxyj4hTIOKK/$_20.JPG
[08:54:35] <GuShH_> BUY
[08:54:42] <GuShH_> I said BUY
[08:54:44] <zeeshan> starrett inside mics
[08:54:48] <GuShH_> BUY NOW
[08:54:50] <zeeshan> starret depth gauges etc
[08:54:54] <GuShH_> DO IT
[08:55:03] <GuShH_> someone possibly died, but don't let that get to you.
[08:55:04] <zeeshan> telescoping gages, micrometers, indicators
[08:55:08] <GuShH_> it's yours now.
[08:55:11] <zeeshan> no this guy is getting out of the hobby
[08:55:15] <zeeshan> not hobby
[08:55:18] <GuShH_> oh, not as sad.
[08:55:19] <zeeshan> i mean he's a millwright now
[08:55:31] <GuShH_> so the price isn't as cheap as you'd want it to be
[08:55:31] <zeeshan> he wants $1400-$1500 for everything in the boxes
[08:55:39] <zeeshan> and including th eboxes
[08:55:47] <CaptHindsight> sounds like a deal
[08:55:55] <GuShH_> considering the price of the starret gages when new...
[08:55:56] <GuShH_> it's cheap
[08:56:09] <zeeshan> he listed a bunch of stuff
[08:56:11] <zeeshan> on the phone
[08:56:19] <Zaarin> Could I just stick my endmill into the pillar drill upside down and turn on with a file and grind it down to 4mm so it fits the dremel/
[08:56:19] <Zaarin> the 4.5mm endmill was the ONLY one he had
[08:56:26] <GuShH_> if I had the cash in my pocket, and a need for sweet, I'd buy it without thinking about it.
[08:56:49] <zeeshan> unfortrunately
[08:56:51] <zeeshan> no v-blocks :{
[08:56:53] <GuShH_> Zaarin: sounds bad
[08:56:58] <GuShH_> zeeshan: you can't win them all
[08:57:48] * GuShH_ needs to get some reamers
[08:58:06] <GuShH_> how does one bend a 6mm reamer? or a reamer of any size for that matter.
[08:58:25] <zeeshan> id think they'd snap
[08:58:28] <GuShH_> I found it all bent up in the toolbox, it wasn't.
[08:58:29] <zeeshan> bbefore they bent ;p
[08:58:34] <GuShH_> zeeshan: well you'd think HSS drills would also snap
[08:58:37] <GuShH_> but you can bend them.
[08:58:44] <zeeshan> maybe like 4-5 thou
[08:58:51] <zeeshan> and usually they snap ;p
[08:58:53] <GuShH_> I can show you visibly bent hss drills
[08:58:58] <zeeshan> haha
[08:58:59] <zeeshan> i believe you!
[08:59:02] <archivist> Zaarin, stop fucking about with the dremel, wront tool for that steel
[08:59:15] <GuShH_> archivist: wrong tool for a man.
[08:59:18] <CaptHindsight> since you have the endmill now how about making a rudimentary rotary table
[08:59:19] * GuShH_ rofls
[08:59:35] <GuShH_> you could just buy an angle grinder and a regular jigsaw for the cost of one dremel right?
[08:59:44] <archivist> I use a dremel a lot but there are good uses and bad ones
[08:59:53] <GuShH_> I don't use them anymore
[08:59:55] <CaptHindsight> he has a 4" angle grinder
[09:00:10] <GuShH_> you can cut a polygon and file down the flats
[09:00:16] <GuShH_> you have many options! you are just LAZY
[09:00:16] <Zaarin> dremel is girls tool, got it
[09:00:31] <archivist> dremel is for light work
[09:00:32] <Zaarin> I want the circle to be as perfect as possible
[09:00:39] <GuShH_> you said you have an oxy torch? why aren't you using it
[09:00:43] <archivist> make the multi machine
[09:00:44] <Zaarin> The garage has one
[09:00:46] <zeeshan> CaptHindsight: if you see some details for v-blocks
[09:00:47] <zeeshan> let me know!
[09:00:47] <zeeshan> :P
[09:00:49] <GuShH_> then get it cut by a professional
[09:01:01] <GuShH_> the garage is an entity?
[09:01:03] <GuShH_> of it's own?
[09:01:19] <GuShH_> get to a shop and have it cnc cut if you want it perfect.
[09:01:19] <CaptHindsight> Zaarin: does the drill press table have a circular hole under the chuck?
[09:01:24] <archivist> I likes those caninets...wants
[09:01:28] <GuShH_> your cylinder isn't perfect anyway
[09:01:31] <archivist> cabinets
[09:01:48] <GuShH_> canine nets
[09:02:05] <GuShH_> CaptHindsight: it should
[09:02:13] <GuShH_> wait, what do you mean? on the spindle?
[09:02:16] <CaptHindsight> Zaarin: weld a short tube in the center of the circle that fits into the hole
[09:02:18] <GuShH_> they are not morse taper.
[09:02:20] <archivist> tools in boxes are a habit I have
[09:02:31] <GuShH_> archivist: that's not your only habit sir
[09:02:36] <CaptHindsight> use that to rotate the plate while cutting with the endmill
[09:02:40] <GuShH_> but they are good habits.
[09:02:40] <archivist> hoooo meee
[09:03:02] <GuShH_> he won't be able to do this with the drill press
[09:03:02] <Zaarin> actually that's not a bad idea!
[09:03:20] <GuShH_> the press is going to go into anaphylactic shock.
[09:03:23] <GuShH_> it's going to spaz out.
[09:03:39] <GuShH_> you need a bridgeport and a big one if you wanted to cut this on one pass.
[09:03:48] <GuShH_> and you might even experience small chatter.
[09:04:25] <CaptHindsight> if he cuts 0.05mm passes it will be fine
[09:04:30] <GuShH_> and I remind you, he's got a taper on that jacobs, it's going to spin out and if the planets are aligned just right, end up inside his stomach or arm.
[09:04:58] <GuShH_> how would you dial in such fine passes on that thing?
[09:05:08] <GuShH_> and how is this easier than any of the aforementioned manual methods :p
[09:05:15] <CaptHindsight> he's going to check the chuck every few passes and listen for changes
[09:05:21] <GuShH_> I have one of those drill presses, I get to talk crap about them.
[09:05:35] <GuShH_> it's going to be instant.
[09:05:46] <GuShH_> and the bearings are not going to last for the length of the job
[09:06:03] <GuShH_> the quill will gain play almost immediately, the soft pooey iron will give way.
[09:06:15] <GuShH_> these are meant to drill holes, and they almost fail at doing that.
[09:06:39] <GuShH_> his other options are great compared to using the press
[09:06:40] <CaptHindsight> how did man ever get past the first few machines?
[09:06:52] <GuShH_> with a lot of manual labour
[09:07:22] <CaptHindsight> you keep on thinking production and speed
[09:07:27] <GuShH_> I don't
[09:07:28] <CaptHindsight> he has time
[09:07:36] <GuShH_> Then he can use a file after cutting a rough shape
[09:07:40] <GuShH_> a bastard file.
[09:07:44] <CaptHindsight> sure
[09:07:53] <GuShH_> if he knows how to draw a file it won't take that long!
[09:07:55] <GuShH_> a good file.
[09:07:56] <archivist> my files have parents
[09:09:02] <GuShH_> I'm not trying to be negative, I'm just stating facts, both the endmill and circle cutter are dangerous on that drill press.
[09:09:19] <CaptHindsight> yes he is well aware
[09:09:43] <GuShH_> I use mine for small holes, I don't ask it to get through inch thick mild steel using endmills or cutters
[09:10:00] <_methods> it's not inch thick
[09:10:03] <_methods> 15mm
[09:10:14] <GuShH_> it's a figure of speech.
[09:10:25] <GuShH_> it's past half inch, thick enough.
[09:10:49] <GuShH_> by any means try it, but take precaution.
[09:11:02] <CaptHindsight> http://opensourcemachine.org/mm2html2/How_to_build_a_multimachine.html
[09:11:10] <GuShH_> any of these methods requires hand filing anyway
[09:11:24] <GuShH_> otherwise you'll get a hole that is too big and you'll be back to square 1
[09:11:55] <GuShH_> of course it won't be perfectly center
[09:12:37] <GuShH_> CaptHindsight: the macgyver theme is playing in my head
[09:12:58] <GuShH_> is that a cylinder block?
[09:13:01] <_methods> yes
[09:13:06] <GuShH_> haha
[09:13:24] <CaptHindsight> there you go, if he had an old aluminum and magnesium bike frame I'd pull up the youtube link :)
[09:13:33] <GuShH_> my multi machine is 4 in line.
[09:13:46] <_methods> preferrably
[09:13:55] <GuShH_> but if you want a good one, get a V12.
[09:14:46] * GuShH_ wipes tear
[09:17:47] <archivist> some vehicle axle bearings (taper roller) are bigger than some lathe spindle bearings
[09:19:49] <GuShH_> but they are not precision bearings
[09:20:35] <GuShH_> so much has to happen for that machine to be -really- useful that I won't even care to engage.
[09:20:53] <GuShH_> it must be one of these "better than nothing" deals
[09:22:04] <CaptHindsight> it's a matter of perspective and comfort, look at the computers and machines that put the first men in space and on the moon
[09:23:27] <_methods> yes brilliant use of an old engine block
[09:23:53] <_methods> great example of innovation
[09:24:02] <_methods> using stuff that you have around you
[09:24:41] <_methods> poor guy almost got killed by it when it tipped over on him
[09:25:02] <_methods> i think he redesigned the base after that lol
[09:25:24] <archivist> the lack of chatter in the vid shows some thought to rigidity
[09:25:34] <GuShH_> CaptHindsight: they were pretty much the best things available to them at the time
[09:28:03] <GuShH_> he had the things at hand, spent only a few bucks. not everyone has those exact parts around.
[09:28:13] <GuShH_> Might as well spend the money and effort on a used, real machine.
[09:31:35] * GuShH_ calls it a circumstancial build
[09:46:32] <GuShH_> archivist: yeah I was watching the video, seems sturdy but it's a circumstantial build.
[09:47:00] <GuShH_> he's a mechanic, naturally has all of those parts available.
[09:49:10] <CaptHindsight> tomorrow we are going to hob gears with just a cheese grater and a pasta press!
[09:49:28] <GuShH_> stay tuned!
[10:02:48] <Zaarin> I lathed down that 4.5mm endmill into a 4mm endmill and stuck it in the dremel trio, OMG bits of metal went flying EVERYWHERE it's pretty awesome but then it flew up, it's working but seems very dangerous
[10:05:44] <CaptHindsight> did you turn down just the shank to 4mm?
[10:06:42] <CaptHindsight> Zaaarin: did you turn down just the shank to 4mm?
[10:07:01] <Zaaarin> yeah just the shank, no way am I grinding the head, it wouldn't cut no more if I did that
[10:07:11] <Zaaarin> lemme send u a pic of my new dremel trio bit they don't sell in the shops
[10:07:50] <CaptHindsight> have to go, I'll take a look later
[10:08:25] <Zaaarin> http://i.imgur.com/FtmXn0Q.jpg
[10:08:38] <Zaaarin> ground it down enough so the dremel will grip it
[10:08:45] <GuShH_> jesus
[10:09:16] <Zaaarin> makes an awful screetching noise when I cut the metal but it's gone deeper into the metal in less time than the standard dremel trio hss multi purpose cutting bit
[10:09:23] <GuShH_> that's chattering.
[10:09:53] <GuShH_> you can see it in the result, which won't be a "perfect circle" which you stated you wanted, so hopefully you are cutting UNDER sized to solve that.
[10:10:15] <GuShH_> what's dremel trio anyway, threesome?
[10:10:17] <CaptHindsight> http://www.indiegogo.com/projects/the-first-all-in-one-3d-printing-technology
[10:10:56] <GuShH_> Zaaarin: can you lower the tool any more?
[10:11:04] <GuShH_> the shortest the better.
[10:11:49] <GuShH_> that jig is for MDF and such, so be careful...
[10:12:00] <Zaaarin> oh and my dremel trio I was just using it a second ago then tehre was a big flash and a load of smoke the dremel trio has now died :(
[10:12:18] <GuShH_> posibly the brushes are gone
[10:12:24] <GuShH_> remove the screw caps on the sides, see what you find
[10:12:29] <Zaaarin> I took it out to the porch in case it burns away
[10:12:38] <GuShH_> that sounds womanish.
[10:12:53] <Zaaarin> waste of 120 quid's worth of tooling
[10:12:58] <GuShH_> see if you can locate two black plastic screws on the side, remove them.
[10:13:06] <GuShH_> it's not a tool for the job.
[10:13:10] <GuShH_> I did say that multiple times!
[10:13:12] <CaptHindsight> do you smoke when you mill? I don't know, never looked.
[10:13:19] <Zaaarin> lol
[10:13:20] <GuShH_> it's for cutting soft wood, particle board.
[10:13:33] <Zaaarin> it's a piece of shite I got upsold at a craft fair
[10:13:41] * GuShH_ puts Zaaarin on the porch in case of "burn away"
[10:13:50] <GuShH_> it's for women.
[10:14:11] <GuShH_> if you want a hand grinder, there are real alternatives to a dremel.
[10:14:20] <Zaaarin> Angle grinder?
[10:14:20] <GuShH_> as a router, it doesn't have the right bearings at all
[10:14:31] <GuShH_> so it's all a big ass gimmick.
[10:14:47] <PetefromTn_> jeez all this for one hole?? LOL
[10:15:02] <GuShH_> yeah now he's got less tools to work with
[10:15:05] <GuShH_> and still, one hole to go
[10:15:24] <GuShH_> seriously though could just be the brushes.
[10:15:36] <GuShH_> $2
[10:15:37] <PetefromTn_> Take it somewhere and have a pro cut it for a couple buck man.. until you get some real tools...
[10:15:47] <Zaaarin> :***(
[10:15:49] <GuShH_> he's -120 now
[10:16:26] <CaptHindsight> 120 gets you a cheap bandsaw
[10:16:33] <Zaaarin> correct me if I'm wrong but the more metal you bore per second the more heat is generated, right?
[10:16:37] <PetefromTn_> real cheap..
[10:16:44] <GuShH_> you were not boring
[10:16:50] <GuShH_> you were milling, kinda.
[10:16:56] <Zaaarin> circular milling aye
[10:16:57] <_methods> grinding
[10:17:01] <GuShH_> haha
[10:17:02] <CaptHindsight> it's the friction
[10:17:04] <GuShH_> it looks like grinding
[10:17:10] <CaptHindsight> more friction more heat
[10:17:13] <GuShH_> you need to use a cutting fluid if you want to go fast
[10:17:18] <GuShH_> and preseerve the cutting tool
[10:17:28] <GuShH_> and not deform the work or change it's properties for that matter
[10:17:47] <CaptHindsight> post pics of how it works out
[10:17:49] <_methods> hehe he's not even through the mill scale
[10:17:59] <GuShH_> chances are you are too impatient.
[10:18:01] <Zaaarin> nothing wrong with the endmill, seems to me though it cuts through steel no problemo as long as whatever it's attached to can handle the heat!
[10:18:23] <GuShH_> you either overloaded the tiny motor on the dremel, or the brushes are gone
[10:19:56] <GuShH_> _methods: :p
[10:20:09] <GuShH_> the holes idea is your best way now
[10:20:21] <GuShH_> drill a series of holes, then cut through them, file clean
[10:20:37] <GuShH_> quit being silly and accept you don't have the right tools!
[10:20:48] <GuShH_> of course now you have to start from the other side.
[10:21:12] <GuShH_> and use a center drill first after center punching
[10:21:49] <Zaaarin> can anyone recommend a GOOD router that isn't a dremel girly woosey pile of crap that will die on me in seconds attempting steel with a modified endmill?
[10:21:58] <GuShH_> not the right tool
[10:22:16] <GuShH_> get a cnc mill spindle and hold it by hand, while juggling the water cooling hoses
[10:22:21] * GuShH_ bursts out laughing
[10:23:03] <Zaaarin> I'm really upset now my dremel's smoking outside
[10:23:53] <Zaaarin> I WAS using cutting fluid
[10:23:59] <Zaaarin> it still died
[10:24:00] <GuShH_> not the right tools though
[10:24:09] <GuShH_> it's not meant to take the load
[10:24:20] <GuShH_> it's not the paris hilton of tools for the job.
[10:24:52] <_methods> Zaaarin: do you have any explosives?
[10:24:57] <GuShH_> hahaa
[10:24:57] <_methods> you could make a shaped charge
[10:25:01] <_methods> haha
[10:25:13] <GuShH_> you need very fast high explosives for that!
[10:25:15] <GuShH_> it will bulge out though
[10:25:29] <Zaaarin> 1.5kw? for a spindle? all my tools are a fraction of the power
[10:25:31] <GuShH_> perhaps using a copper cone
[10:25:36] <GuShH_> RPG style.
[10:25:41] <GuShH_> call your local terrorist
[10:25:52] <Zaaarin> Would this handle it?
http://www.ebay.com/itm/CNC-1-5KW-Spindle-Motor-Frequency-inverter-Mount-ER11-Collet-water-pump-/281278740237?pt=LH_DefaultDomain_0&hash=item417d84f70d
[10:26:01] <GuShH_> you'll kill yourself.
[10:28:48] <Zaaarin> I don't like explosives, they make me panic
[10:28:51] <_methods> you could get a car and jack it up, remove a drive wheel, bolt part to hub, weld frame to car fram and attach a vise, then attach cutting tool to back of vise and feed inot part like that
[10:28:56] <GuShH_> Zaaarin: with what you have, the best method would be to drill holes all around then cut the circle out, then file clean.
[10:29:16] <GuShH_> _methods: there's a video of a "cannuck wood lathe" doing that
[10:29:28] <_methods> damn and i thought i was the first lol
[10:29:32] <Zaaarin> drill it out with the endmill and the drill press?
[10:29:47] <Zaaarin> or just a standard 2mm hss drillbit?
[10:30:03] <GuShH_> try 3mm at least
[10:30:09] <GuShH_> using a twist bit
[10:30:11] <GuShH_> regular drill bit.
[10:30:17] <GuShH_> mark your centers first.
[10:30:41] <GuShH_> this is doable, and a 3mm bit costs pennies
[10:31:02] <Zaaarin> a hundred tiny holepunch marks, aye they cost me 40 cents each
[10:31:07] <GuShH_> don't have your holes too close together though
[10:31:14] <Zaaarin> how wide would you recommend?
[10:31:26] <GuShH_> at least half a bit apart?
[10:31:32] <GuShH_> you don't want the holes to wander into each other
[10:32:20] <GuShH_> you could work with 5mm bits, since they would give you a lot more space to work with when cutting the circle free
[10:32:52] <GuShH_> if you want it to go fast, start with 3mm then resize to 5mm, the last operation will be a breeze
[10:33:11] <GuShH_> the bigger the bit, the less it actually cuts in the center, since it first only pushes the metal out
[10:33:28] <Zaaarin> so just a few 3mm holes around then go 5mm around and it should make a jaggeddy circle, I mean the dremel at least has marked out where the holes should go
[10:33:46] <GuShH_> no you won't be able to part it by doing the 5mm holes, I don't think so.
[10:33:56] <GuShH_> and you should flip the work around
[10:34:03] <GuShH_> because that uneven surface is going to be hell to drill onto
[10:34:11] <GuShH_> you did make it worse IMO.
[10:34:46] <Zaaarin> Hammer and holepunch first to mark where all the holes will be?
[10:34:49] <Zaaarin> How much lube should I use?
[10:34:58] <GuShH_> only a squirt of cutting oil
[10:35:03] <GuShH_> if it smokes out, you add more.
[10:36:19] <GuShH_> you need to set the right speed and feed
[10:36:31] <GuShH_> my press is almost always in the middle groove
[10:36:36] <GuShH_> good for most things.
[10:37:00] <GuShH_> (as you go smaller, you have to spin faster)
[11:05:43] <humble_sea_bass> $100USD
[11:05:45] <humble_sea_bass> Raised of $125,000 Goal
[11:06:00] <Connor> humble_sea_bass: on what?
[11:06:29] <humble_sea_bass> http://www.indiegogo.com/projects/the-first-all-in-one-3d-printing-technology
[11:07:14] <humble_sea_bass> the proverbial holy trinity, rapture, shangrila and savious of mankind wrapped into one machine
[11:07:21] <Connor> This campaign will receive all funds raised even if it does not reach its goal. Funding duration: March 08, 2014 - April 15, 2014 (11:59pm PT).
[11:08:21] <humble_sea_bass> it sounds like one would be funding someone's house down payment and new car
[11:11:18] <Guest20679> yey! I got my old cnc's axis trued up
[11:11:44] <KreAture> cutting new baseplate for the 3d printer :)
[11:11:59] <KreAture> It was 3 degrees out of alignment when I cut the previous one LOL
[11:12:08] <KreAture> result: hell to calibrate!
[11:22:53] <archivist> 3 degrees, was the singing any good
[11:28:42] <KreAture> at 400mm long sides the holes were way off
[11:32:02] <CaptHindsight> humble_sea_bass: well it's only been 6 days for that project
[11:33:07] <CaptHindsight> I'd like to run a parody campaign only with save the USA as the theme
[11:35:47] * KreAture needs to do new tests on the cnc to see what it can do etc
[11:36:14] <KreAture> right now I'm being very very conservative to avoid missing steps and ruening the cut, machine ad toolbit
[11:38:54] <CaptHindsight> the first thing that the all-in-one project did wrong was not use woodgrain
https://www.kickstarter.com/projects/833191773/filastruder-a-robust-inexpensive-filament-extruder
[11:38:59] <archivist> hehe that holder will never cope the 2k2kw milling spindle
[11:39:15] * GuShH_ stabs CaptHindsight
[11:39:21] <CaptHindsight> woodgrain like the first makerbot was the key to its success
[11:40:02] <archivist> woodgrain enable the first home gaming machines
[11:40:25] <archivist> http://kotaku.com/5798347/a-tribute-to-the-glory-of-wood-panelled-video-game-consoles/
[11:42:23] <CaptHindsight> see, video games were successful as was paneling
http://media.northjersey.com/images/0505HO_OH_JJED2.jpg
[11:42:44] * GuShH_ sighs
[11:43:33] <archivist> all teh sheep have to follow the current fashion
[11:43:38] <CaptHindsight> who doesn't have furniture without woodgrain?
[11:43:48] <CaptHindsight> heh
[11:44:20] <CaptHindsight> that all-in-one project out slicked themselves
[11:44:49] <GuShH_> the wood is there, you just can't see it
[11:44:55] <GuShH_> it's in the guy's pants.
[11:53:23] <CaptHindsight> archivist: that group posted elsewhere that the designer has over 35 years of experience in product design, surly you jest about the spindle holder :)
[11:54:01] <CaptHindsight> https://groups.yahoo.com/neo/groups/diy_3d_printing_and_fabrication/conversations/messages/9288
[11:54:37] <archivist> me jest...would I ever !
[11:57:48] <archivist> hehe, reading that I see he has a self belief of his design, I dont though
[11:59:18] <archivist> "childish phase" his name for reprap, but his changer has almost 0 stiffness for a milling spindle
[12:00:59] <CaptHindsight> all-in-one and not good at any
[12:01:13] <archivist> yup
[12:01:58] <CaptHindsight> mill sheets of paper and laminate
[12:02:30] <archivist> I think the laminate would be a little hard on that holder
[12:03:03] <CaptHindsight> no vids of it actually milling anything
[12:03:31] <archivist> some seem to think design is only "pretty", he seem to have forgotten the function and forces in milling
[12:03:55] <archivist> I cannot have tried to mill
[12:03:59] <archivist> he
[12:04:37] <CaptHindsight> he's reinvented end of arm tooling
[12:05:19] <CaptHindsight> take a look at what they have been using for robots for years and the robots are necessary to keep it rigid
[12:05:37] <CaptHindsight> it's not a tiny delta
[12:05:46] <pcw_home> But they dont look cool enough
[12:06:39] <CaptHindsight> "You'll be able to move from a traditional 3-axis machine to a robotic arm or to a Delta platform and even to a 6DOF Stewart platform."
[12:07:37] <CaptHindsight> they sure know how to use Rhino or Alias
[12:09:09] <humble_sea_bass> >>africalab<<
[12:09:54] <CaptHindsight> too bad they don't have any dead relatives to leave them the funding
[12:10:19] <humble_sea_bass> 120grand gets a 4 man team a pretty chill vacation
[12:10:37] <CaptHindsight> out of africa
[12:13:57] <humble_sea_bass> I would like to meet these guys
[12:17:45] <Zaaarin> Is this right?
http://i.imgur.com/IXtsSlS.jpg
[12:18:39] <CaptHindsight> Zaaarin: if you leave enough room for the OD of the circle
[12:19:03] <KreAture> anyone using heekscnc ?
[12:19:31] <CaptHindsight> KreAture: yes, it's just a stalled/dead project
[12:19:35] <Zaaarin> a little technique I learned, use an old chisel to scrape away the debris and scoop what lubricant back into the hole to make efficient use of your cuttingfluid/water mix
[12:20:15] <KreAture> CaptHindsight is it? Seems like dan released 0.27 and is planning to go comercial
[12:20:37] <KreAture> from 22 january
[12:21:03] <KreAture> CaptHindsight I am just using it for a simple profile operation and can't seem to get any toolpath generated when I put in some hold tabs
[12:21:35] <KreAture> I don't want it to cut through all around as the parts is 400x350mm and 20mm thick, it will drop down and break the edge before it finishes
[12:21:43] <CaptHindsight> first news in years
[12:22:28] <KreAture> He used it on jan 29 to make a alu exhaust cone model
[12:22:32] <KreAture> so he's not all gone
[12:22:32] <KreAture> hehe
[12:22:40] <KreAture> like me he just gets sidetracked easily
[12:22:49] <KreAture> http://heekscnc.blogspot.no/
[12:22:55] <Zaaarin> Is there an "optimal" mix ratio of cutting fluid to water?
[12:23:36] <CaptHindsight> http://code.google.com/p/heekscnc/
[12:23:50] <CaptHindsight> http://heekscnc.blogspot.com/
[12:23:59] <KreAture> yeh
[12:24:02] <humble_sea_bass> he made a thing
[12:24:26] <KreAture> CaptHindsight I just don't get why my pocket operations regard surfaces nicely, but the profile path does not
[12:24:27] <CaptHindsight> last update was 2010
[12:24:30] <KreAture> bug I guess
[12:24:39] <KreAture> CaptHindsight he has gone closed source
[12:24:54] <KreAture> There will not be any repo updates
[12:25:00] <CaptHindsight> probably needs work
[12:25:06] <KreAture> yeh
[12:25:34] <CaptHindsight> http://3dprintingindustry.com/2014/03/13/nanoscribe-taking-commercial-3d-printing-nano-dimension/
[12:26:05] <KreAture> CaptHindsight any alternative free cad that generates toolpaths ?
[12:26:14] <CaptHindsight> pycam
[12:26:22] <KreAture> heeks uses pycam
[12:26:39] <KreAture> python scripts in background
[12:26:53] <KreAture> atleast I think he does
[12:27:01] <KreAture> there's a lot of pycam libs needed to build it
[12:27:14] <KreAture> pycam is just a cam though, no cad ?
[12:27:33] <CaptHindsight> lots are that way
[12:27:38] <KreAture> yeh
[12:27:43] <KreAture> I find that lacking
[12:27:50] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Cam
[12:27:50] <KreAture> much nicer to do everything in one app
[12:27:57] <CaptHindsight> lots of work
[12:28:09] <humble_sea_bass> I think Pete is using freecad for parametric
[12:28:11] <CaptHindsight> weak economy for the non super wealthy
[12:28:13] <KreAture> There's a plugin for solidworks apparantly
[12:28:13] <_methods> heeks
[12:28:34] <_methods> hsmexpress
[12:28:42] <_methods> ?
[12:30:54] <KreAture> How do I add hold-tabs on pycam ?
[12:30:58] <KreAture> some menu for it ?
[12:31:01] <KreAture> what are they called ?
[12:31:50] <KreAture> LOL pycam refuses to let me set the spindle speed
[12:31:54] <KreAture> it resets to 10000
[12:32:01] <KreAture> I need 22000
[12:32:26] <_methods> is you max set to 10000 in machine settings?
[12:32:56] <_methods> lot of machine spindles max at 10k
[12:32:59] <KreAture> I cannot find any machine settings in pycam
[12:33:15] <_methods> no default settings for a machine?
[12:33:23] <KreAture> There is no menu for it
[12:33:28] <KreAture> already checked everything in prefs
[12:36:10] <_methods> opts.tool_spindle_speed
[12:36:18] <_methods> not sure what your path is
[12:36:26] <KreAture> I use standalone gui
[12:36:30] <KreAture> on windows
[12:36:32] <KreAture> and it blows
[12:36:39] <KreAture> it can't even interpret a windows path
[12:37:03] <KreAture> had to manually change 10 \ to /
[12:37:17] <KreAture> even then it tried opening the filer I wanted to go to as a file!
[12:37:18] <KreAture> lol
[12:37:30] <_methods> well it must have 10k hardcoded in somewhere for max
[12:37:49] <KreAture> great
[12:39:05] <KreAture> gaaah
[12:39:17] <KreAture> I can't even tell it to perform a profile operation to a selected depth
[12:39:24] <KreAture> I have to friggin extrude my drawing to 3d LOL
[12:41:07] <mozmck> Hmm, looks like a deal?
http://dallas.craigslist.org/ftw/for/4349995823.html
[12:41:36] <_methods> a two for
[12:41:44] <KreAture> wow it needs 6 hours to contour my part
[12:41:45] <_methods> $1k for both
[12:42:06] <_methods> nm
[12:42:13] <_methods> just saw each
[12:44:59] <CaptHindsight> unless they were under water for a year $1K is a deal
[12:45:08] <_methods> yeah
[12:45:22] <_methods> you could part it out and make $2k easy i'm sure
[12:46:52] <IchGuckLive> hi all
[12:55:14] <IchGuckLive> well overworming discussins today in the log always the same persons
[12:56:42] <mcfloppy> hello
[12:56:43] <mcfloppy> ;)
[12:56:49] <IchGuckLive> B)
[13:13:01] <pcw_home> hmm too much ivermectin?
[13:44:36] <IchGuckLive> and nw as europ makes its off time nowone is on to discuss
[13:45:55] <KreAture> anyone used CamBam ? It seems quite usefull/good
[13:46:19] <IchGuckLive> KreAture: you ;-)
[13:46:29] <IchGuckLive> im on heeks developing
[13:47:10] <IchGuckLive> KreAture: did you see the vids on my channel it might be the thing you looking for
[13:47:44] <IchGuckLive> or is it the 3d slicer
[13:48:44] <IchGuckLive> KreAture:
http://tv-profi-gmbh.de/beet_3d_pr.jpg
[13:48:58] <mcfloppy|2> re
[13:48:59] <KreAture> IchGuckLive I try using a dxf and doing a 20mm deep contour around it
[13:49:16] <KreAture> I add some small blocks on the edges and add to a surface to use as holdoffs
[13:49:21] <IchGuckLive> heeks is your goal
[13:49:23] <KreAture> then I get no gcode on 0.27
[13:49:41] <KreAture> remove the surface from the contour command and it works
[13:49:45] <IchGuckLive> did you select a tool
[13:49:50] <KreAture> sure
[13:50:13] <KreAture> add the same surface to a pocket operation, extending one of the 3d objects to intersect a cavity and it is beautifully controlled
[13:50:22] <KreAture> the pocket gets a bump in it
[13:50:36] <KreAture> It just doesn't do it for contour and instead contour fails
[13:50:45] <IchGuckLive> i think ypou run into the dont move deeper then Zero issue
[13:50:58] <KreAture> I set the max level to -20
[13:51:01] <KreAture> starting at 0
[13:51:04] <KreAture> pocket works
[13:51:07] <KreAture> contour not
[13:51:28] <KreAture> I ended up cutting my part without holdons
[13:51:35] <KreAture> it was ok as it was large and heavy enough
[13:51:38] <IchGuckLive> KreAture:
http://www.youtube.com/watch?v=jtymMSJy8AA
[13:51:44] <KreAture> I just added some material under it to support it better
[13:51:50] <KreAture> watching
[13:51:59] <KreAture> oooh! pattern!
[13:52:08] <KreAture> coolness
[13:52:23] <KreAture> 0.27 doesn't use attach ops anymore though, he tidied it up
[13:52:47] <KreAture> before it was attach, pocket, pocket, deattach, attach something else, pocket pocket etc...
[13:53:10] <KreAture> as I said, pockets work beautifully and I can use surfaces with em
[13:53:39] <KreAture> but I can't seem to use surfaces with pocket ops
[13:53:56] <KreAture> good video
[13:54:41] <KreAture> oh, btw, if you select multiple scetches for a pocket operation, is there now a way to make it go to full z depth on each scetch selected before moving to next ?
[13:54:53] <KreAture> It seems to go to all scetches for first dropdown and then repeat for next level etc
[13:55:36] <IchGuckLive> howmany sketches
[13:55:42] <KreAture> 2-3
[13:55:50] <KreAture> anything abowe 1 and it goes back and forth
[13:56:07] <IchGuckLive> why not coping the ops and changing the sketch
[13:56:14] <KreAture> first scetch to -2, second to -2, back to first again etc
[13:56:26] <KreAture> well, it was 3-4 on this one
[13:56:32] <KreAture> but 120 on the other issue
[13:56:38] <KreAture> lots of tiny pockets
[13:57:34] <IchGuckLive> there is checkbox finish asketch depth
[13:57:47] * KreAture checks
[13:57:48] <KreAture> again
[13:58:22] <KreAture> nope
[13:58:26] <KreAture> not on 0.27 windows
[13:58:55] <IchGuckLive> awalli did the windows conversion
[13:59:04] <IchGuckLive> im still on 10.04
[13:59:22] <KreAture> btw, I've been fiddling with a python routine to make finishing intelligent by making a projection up in z to a flat level and then merging based on angle of the underlying vertexes, then based on the angle and the simplified zone-map it has now generated it tries to generate areas to run dropcutter in with different zigzag densitys to adhere to a certain accuracy
[14:00:25] <IchGuckLive> nice how fast is the clc
[14:00:32] <IchGuckLive> calculation !
[14:00:35] <KreAture> Hoping such a algo can run faster than a normal finish as it doesn't have to waste passes, and can determine the ideal angle
[14:00:43] <KreAture> right now, not working at all
[14:00:44] <KreAture> lol
[14:00:55] <KreAture> I think my attempt is bad but the idea is good
[14:00:58] <KreAture> lol
[14:01:20] <IchGuckLive> i will overlook that idee
[14:02:21] <KreAture> It definately needs to simplify the projected grid or else complex models will generate incredibly many tiny zones not even big enough for the tool
[14:03:11] <KreAture> IchGuckLive so if I run the linux version I may get some more options ?
[14:03:20] <KreAture> might be worth checking out
[14:03:32] <mcfloppy> re... sorry, i have a very instable wireless network connection
[14:04:27] <KreAture> stability in 0.27 is definately much better although it has a bug that prevents scrolling down in the object list untill saving and reloading project if you do not expand a group before ungrouping (the ungrouped objects adding to the length of the list but not to the range of the scrollbars)
[14:04:29] <IchGuckLive> KreAture: i do not have a windows mashine so i dont know what he did
[14:04:34] <KreAture> hehe
[14:04:49] <KreAture> Good thing I have plenty of linux machines then
[14:04:50] <KreAture> :
[14:04:53] <KreAture> :)
[14:05:03] * KreAture takes a pic of the finished cut
[14:06:36] <KreAture> I really like the inuitive interface of heekscad/cnc
[14:06:47] <KreAture> and I like that stuff can be done fast and simple
[14:07:15] <KreAture> many of my objects are done in openscad though so exporting a dxf slice is very easy
[14:09:19] <KreAture> IchGuckLive the design:
http://kreature.org/projects/3d_printer/rostock_plus/parts/kreatures_rostock_200_base_and_top-plate.png
[14:09:31] <KreAture> The result:
http://kreature.org/projects/3d_printer/rostock_plus/parts/kreatures_rostock_200_base_and_top-plate_s.jpg
[14:09:56] <KreAture> I used a piece of an old kitchen cabinet door to test with
[14:10:02] <KreAture> no sence in wasting good material
[14:10:05] <IchGuckLive> http://tv-profi-gmbh.de/brett.jpg THIS is my work today i need 500 of this tiny boards
[14:10:36] <KreAture> very nice
[14:10:45] <KreAture> what wood is that ?
[14:10:56] <IchGuckLive> merandi
[14:11:10] <KreAture> hmm
[14:11:16] <KreAture> very nice color
[14:11:26] <IchGuckLive> KreAture: best to get the CRC post to ypur part then you are well in business
[14:11:53] <KreAture> ?
[14:12:35] <KreAture> oh right
[14:12:36] <KreAture> yes
[14:12:39] <KreAture> it pops up some error
[14:12:46] <KreAture> but too fast to see it
[14:12:56] <IchGuckLive> with the drills
[14:13:20] <KreAture> yep
[14:13:21] <KreAture> I do
[14:13:49] <IchGuckLive> oh the fix with the G82 s not up
[14:14:22] <KreAture> I just wanted it to not cut all the way through on a few bits so it would stay put
[14:14:29] <IchGuckLive> you might have to "spe /usr/lib/heekscnc/nc/iso.py
[14:15:18] <IchGuckLive> change line 120 def DRILL_WITH_DWELL(self, format, dwell):return('G82'+ self.SPACE() +'P'+ (format.string(dwell)))
[14:15:54] <KreAture> but it won't fix my issue with profile not working when it tries to use surface
[14:16:04] <KreAture> anyway, it cut nicely without it now
[14:16:08] <KreAture> very happy bout that
[14:16:25] <KreAture> measuring the object I find I still have a small misalignment on my axis though
[14:16:30] <KreAture> will add compensation in linuxcnc
[14:16:36] <KreAture> angular corection
[14:16:51] * KreAture granbs his angle protractor thingy
[14:18:17] <KreAture> These are awsome:
http://i01.i.aliimg.com/wsphoto/v1/714161717_1/320-Degree-font-b-Universal-b-font-Bevel-font-b-Protractor-b-font-Angular-Dial-Length.jpg
[14:19:00] <IchGuckLive> you are doing professional work
[14:19:41] <KreAture> IchGuckLive the plate is to be a baseplate for 3d printers
[14:19:47] <KreAture> a very simple printer type with very few parts
[14:20:08] <KreAture> http://kreature.org/projects/3d_printer/rostock_plus/rostock_plus_assy_7.jpg
[14:20:22] <KreAture> Most parts are 3d printed or store bought from hobbyshops for very low cost
[14:20:25] <IchGuckLive> i see but it will eat alot of heat to get is a bit hot
[14:21:23] <KreAture> The main parts are printed in 3 copies so it is very simple
[14:21:39] <KreAture> oonly expensive parts are the linear rods and the bearings
[14:21:50] <KreAture> The rest is around $20 total
[14:22:02] <KreAture> belts, pullets and even idler/bearings are cheap
[14:22:03] <IchGuckLive> liniar rods are cheep about 1USD etch
[14:22:22] <KreAture> precicion and hardened though...
[14:22:27] <KreAture> I use 10mm dia, 800mm long
[14:22:53] <KreAture> The threaded rods in back are used for crossbracing to avoid swaying
[14:23:04] <IchGuckLive> ask kthk for a kit delivery he can do best prise even capten is on side
[14:23:08] <KreAture> while still giving user easy access to printhead and build area
[14:23:17] <KreAture> oooh
[14:23:18] <KreAture> cool!
[14:23:44] <KreAture> I've ordered rods off ebay before, quite ok price but still the most expensive part by far
[14:23:44] <IchGuckLive> the new 5color changer for the 3d printer is preitty cool
[14:23:51] <KreAture> hehe
[14:24:14] <KreAture> I have my own hotend design, and not really interested in color changing, I use multiple nozzles though, for different materials
[14:24:23] <KreAture> and different dimensions for faster printing
[14:24:45] <KreAture> http://kreature.org/projects/3d_printer/rostock_plus/prints/spiral_heart_vaze_1.jpg
[14:25:18] <KreAture> This object is 100mm tall
[14:25:30] <KreAture> 0.4mm thick wall
[14:25:33] <IchGuckLive> pritig time
[14:25:47] <KreAture> Time approx 40 minutes
[14:25:58] <KreAture> single continous wall, no z steps
[14:26:13] <KreAture> 0.2mm slice intervall
[14:27:19] <KreAture> Speed was limited by timer to avoid placing new layer ontop of too hot old layer
[14:27:35] <KreAture> the speed was thus much lower than object could have had, but important for quality
[14:27:46] <KreAture> closeup:
http://kreature.org/projects/3d_printer/rostock_plus/prints/spiral_heart_vaze_2.jpg
[14:28:18] <KreAture> Boxes printed on same machine:
http://kreature.org/projects/3d_printer/rostock_plus/prints/boxes.jpg
[14:28:29] <KreAture> hexagonal infill
[14:32:10] <IchGuckLive> im off BYE
[14:48:51] <PetefromTn_> whats up docs!!
[14:57:04] <humble_sea_bass> pete, i bought this rubber silicone smoother and I just wanted to say you're right
[14:57:22] <humble_sea_bass> a lot less hassle than a gloved finger
[14:59:46] <PetefromTn_> humble_sea_bass oh yeah what kind did you get?
[15:02:45] <KreAture> hehe
[15:05:37] <humble_sea_bass> a ghetto husky from home depot
[15:06:28] <humble_sea_bass> i couldnt find my little bead removal hook thing so I grabbed this one and it had a smoother
[15:07:22] <humble_sea_bass> and I was gonna be all "fuck this bourgeois smoother" but I used it and it was nice
[15:08:06] <humble_sea_bass> I was recaulking one of the tubs
[15:13:45] <PetefromTn_> sounds good man, I use them all the time in my cabinet work I am constantly caulking where cabinets meet walls etc. Then in bathrooms it is all over the place with caulk as you know. Doing it by hand gets real old to me and I hate having to pick it off my fingers afterwards anyways LOL.
[15:16:18] <ipo> hi, and somebody awake here?
[15:17:25] <CaptHindsight> define awake
[15:17:59] <ipo> i really dont know if am in right place overe here, but i need help :D
[15:18:08] <CaptHindsight> ask away
[15:19:04] <ipo> tnx, iw gone frome mach3 to linuxcnc, have configured my axes, and all three of them are working, my problem is, i dont manage too activate my limitswitches
[15:19:40] <humble_sea_bass> http://imgur.com/PDA6til
[15:21:21] <ipo> am in pncconf and iw put the right port on the first page, i put in the same parport as in the other config 0x378
[15:21:42] <CaptHindsight> ipo: I'm guessing that you used stepconfig
[15:21:57] <ipo> that one in the begining
[15:22:01] <CaptHindsight> did you choose IO for your switches?
[15:22:13] <ipo> yes, when am in test panel, the respond
[15:22:58] <CaptHindsight> how are your switches wired? NC? NO? pull ups to 12V? ??
[15:23:00] <ipo> my problem is, i cant get passed x axis motor/encoder conf menu
[15:23:53] <CaptHindsight> humble_sea_bass: LOL
[15:23:55] <ipo> iw forgot! but i think they are normaly open (the one where current is on, and I break a wire and machine stops)
[15:24:24] <ipo> like in all comersial machines
[15:30:57] <CaptHindsight> ipo: what did you mean by you can't get passed "x axis motor/encoder conf menu"?
[15:31:07] <CaptHindsight> did you enter in all the settings?
[15:31:27] <ipo> "forward" button is grey :D
[15:31:41] <CaptHindsight> then you're not done entering the settings
[15:32:20] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Pncconf
[15:32:23] <ipo> i know :D clearly something am doing here is wrong
[15:32:43] <CaptHindsight> http://linuxcnc.org/docs/html/config/pncconf.html
[15:33:59] <pcw_home> Does pncconf even work for parallel ports?
[15:34:14] <ipo> i dont know , thats shy am here
[15:34:25] <ipo> why*
[15:34:32] <CaptHindsight> http://linuxcnc.org/docs/html/config/images/pncconf-basic.png
[15:34:47] <pcw_home> I think stepconf is the normal parallel port tool of choice
[15:34:54] <CaptHindsight> ipo: which boards are you using?
[15:35:01] <ipo> gecko g540
[15:35:11] <CaptHindsight> and what else?
[15:35:22] <ipo> nothing else
[15:35:54] <CaptHindsight> PC LPT to Gecko G540?
[15:36:38] <ipo> jes sir
[15:37:05] <CaptHindsight> http://www.linuxcnc.org/docs/html/config/stepconf.html
[15:37:31] <CaptHindsight> use this instead of pncconf
[15:38:05] <CaptHindsight> http://www.linuxcnc.org/docs/2.4/html/config_stepconf.html
[15:40:16] <ipo> maby ill try to home all axes, does it need to be homed before linuxcnc will use switches?
[15:40:55] <humble_sea_bass> ipo, no
[15:42:01] <ipo> i manage it too work, i just tryed it out
[15:42:07] <ipo> now i need speeeeeed :D
[15:43:09] <CaptHindsight> whats a known good working LPT PCIe card?
[15:44:41] <CaptHindsight> that is also in production
[15:45:13] <ipo> i really dont know :S sun* something
[15:48:09] <CaptHindsight> http://leadshineusa.com/UploadFile/Down/MX3660d_V1.1.pdf the 3-axis stepper driver also has a dsp to add extra GPIO + one analog out
[15:49:07] <ipo> do you know how to make my axis go different way when trying to home?
[15:49:26] <CaptHindsight> invert the DIR signal
[15:49:29] <ipo> my Z is ackward, i need the machine to go for + to home
[15:52:22] <ipo> still goes wrong way :S
[15:52:32] <ipo> tryes to home down toward tabble
[15:53:18] <humble_sea_bass> danger
[15:53:41] <humble_sea_bass> Capt, did you pick up the 3660
[15:54:24] <CaptHindsight> yes, going to play with it later
[15:54:33] <humble_sea_bass> ipo, did you invert it at the stepconf screen with the parallel port pinout
[15:54:47] <ipo> yes is did
[15:56:27] <humble_sea_bass> 13 inputs, that is useful
[15:56:31] <PetefromTn_> Uh oh...
http://www.cnczone.com/forums/benchtop-machines/179968-warning-grizzly-g0704-mill.html
[15:58:56] <humble_sea_bass> blam, dropped soup nazi style
[15:59:16] <PetefromTn_> LOL NO SOUP FOR YOU....
[15:59:36] <PetefromTn_> At least the soup was good LOL.
[16:00:46] <cradek> wow, those flycut ways are impressive workmanship
[16:01:41] <PetefromTn_> it does look like that huh.. flycut QUICKLY.
[16:02:10] <PetefromTn_> One guy said his head was cracking while it was cutting.
[16:03:19] <humble_sea_bass> some dude in china was all like "it is friday night, time to double the feed rate"
[16:04:02] <PetefromTn_> maybe too many tsing tao's?
[16:05:14] <PetefromTn_> I tell ya my RF45 was a decent machine but even it had issues. The base casting was painted with a mop when I got it and when I first put it on the table I built for it a chunk of bondo popped out cracking the paint.
[16:06:13] <humble_sea_bass> what did you move to next pete
[16:06:17] <humble_sea_bass> after RF
[16:06:54] <PetefromTn_> I finally got tired of it and literally stripped the entire damn machine down to bare metal one day and repainted it with a cream white color sorta like the Tormach. Funny thing is when I finally got it all stripped down the casting was decent they just mopped on the bondo for some odd reason. Even covered the four large socket head capscrews that held the base to the column.
[16:06:57] <cradek> the racism that always shows up in these threads is pretty gross
[16:07:20] <PetefromTn_> I sold it and bought my Cincinatti Arrow 500...
[16:07:28] <PetefromTn_> cradek Are you talking about me?
[16:07:37] <cradek> no, the cnczone thread
[16:09:31] <PetefromTn_> That really pissed me off that they doused the SHCS in bondo because at first I was just going to try to tram in the column to the base/table and could not because the more I screwed with the bolts the more paint chipped off the damn things and took paint and bondo with it from the top of the column edges.
[16:09:37] <humble_sea_bass> cnczone is usually teetering on the edge of being like the FreeRepublic forums
[16:10:08] <humble_sea_bass> so they skim coat the thing with bondo?
[16:10:11] <PetefromTn_> I guess at the end of the day you get what you pay for.
[16:10:29] <PetefromTn_> yeah and funny thing is they actually painted the screws black afterwards LOL..
[16:10:54] <CaptHindsight> the routers I saw at Automation Technology yesterday could have all used better paint jobs
[16:11:07] <CaptHindsight> lots of overspray
[16:11:30] <CaptHindsight> the bigger machine bases looked like mop work
[16:11:34] <PetefromTn_> some places it was THICK!! I remember hitting it with my thick wire wheel and it was like a shower of bondo dust and it actually took a couple seconds to get down to the casting underneath LOL..
[16:12:12] <PetefromTn_> After I finally got down to the base metal on the while thing I looked like I suvived an explosion in a flour factory hehehe
[16:12:16] <CaptHindsight> all the paintwork could have been better without any additional expense
[16:12:33] <PetefromTn_> thats what I am saying.. It was UNNECESSARY..
[16:13:13] <PetefromTn_> The finish on the base actually looked worse before I repainted it than the kinda textured finish on it after I resprayed it.
[16:13:58] <PetefromTn_> They could have just taken the parts and left them as cast and sprayed a good primer on it and sprayed the based with a quality machine enamel or something and been done with it.
[16:14:14] * KreAture is happy he got the cnc going today, so he had a reason to use the cyclone
[16:14:16] <CaptHindsight> I'm cleaning up the 4530 and anodizing it red and blue
[16:14:45] <PetefromTn_> What is scary is that perhaps I actually got one of the good ones and some are worse enough for them to warrant mopping on the bondo to cover up issues LOL
[16:15:08] <PetefromTn_> whats a 4530?
[16:15:31] <CaptHindsight> 45 x 30 cm router
[16:15:48] <Loetmichel> PetefromTn_: did you look like this? ->
http://www.cyrom.org/palbum/main.php?g2_itemId=5077
[16:15:49] <Loetmichel> ;-)
[16:16:07] <PetefromTn_> LOL worse MUCH WORSE!!
[16:16:16] <KreAture> hey Loetmichel !
[16:16:26] <PetefromTn_> My wife would not let me in the house until I blew off most of it in the driveway.
[16:16:47] <KreAture> Loetmichel did a testplate with the cnc today
[16:16:49] <KreAture> Loetmichel
http://kreature.org/projects/3d_printer/rostock_plus/parts/kreatures_rostock_200_base_and_top-plate_s.jpg
[16:17:06] <Loetmichel> nice
[16:17:10] <PetefromTn_> I should have worn a coveralls but I did not think it would be that bad until I started into it. Then it just got worse hehehe
[16:17:27] <PetefromTn_> whaddahell is that?
[16:17:51] <KreAture> PetefromTn_ ->
http://kreature.org/projects/3d_printer/rostock_plus/rostock_plus_assy_7_s.jpg
[16:18:00] <KreAture> 3d printer
[16:18:37] <KreAture> uses very few parts
[16:18:55] <PetefromTn_> huh interesting. I like those three column designs.
[16:19:13] <KreAture> This uses fewer parts than many
[16:19:19] <KreAture> 3 of the parts you make in triplicate
[16:19:28] <Loetmichel> PetefromTn_: today i made the error and used the air gun to blow out the motor filter of the CNC mills dust vacuum
[16:19:41] <PetefromTn_> at least I like this one...
https://www.youtube.com/watch?v=G_UmhUjZhNo
[16:19:43] <Loetmichel> <- instant silver snow
[16:19:44] <Loetmichel> ;-)
[16:19:57] <KreAture> yeah PetefromTn_ that's awsome
[16:20:29] <PetefromTn_> Loetmichel What the hell were you thinkin' man LOL..
[16:20:31] <Loetmichel> the workshop looked like these waterfilled globes tiht christmas motives inside
[16:20:36] <Loetmichel> ... just silver
[16:20:39] <KreAture> lol
[16:20:55] <PetefromTn_> That thing is badass....
[16:21:13] <Loetmichel> because the mill makes only very little flakes of aluminium
[16:21:16] <Loetmichel> like dust
[16:22:48] <Loetmichel> PetefromTn_: i loke that hexapod, too. but its a bit slow, isnt it?
[16:23:04] <PetefromTn_> Man I would actually want to build a machine like that but I would not even begin to know how to program the damn thing. Love the five axis tho..
[16:23:43] <PetefromTn_> Leotmichel I am sure it can go faster than that it would have to unless the motors are weak as hell. I know some of them can really haul ass...
[16:24:49] <PetefromTn_> https://www.youtube.com/watch?v=G_UmhUjZhNo Damn thing has a DMM servo system on it... NICE!!!
[16:37:52] <PetefromTn_> OOps...
https://www.youtube.com/watch?v=RZB8W81ae_g
[16:48:59] <MrSunshine> haha "fuck" i think is the thought going throught his head
[16:50:32] <PetefromTn_> yeah looked like a decent coated endmill too.. GONE!! LOL
[16:50:51] <PetefromTn_> Been there... Done that... Got the drawer full of broken tools to prove it hehehe
[16:53:32] <PetefromTn_> I like one of the comments down below... Operator before the end: "Damn, I'm good. I mean, there ought to be a law against being this goo...*SNAP*...FUCK!" lol
[16:55:27] <Loetmichel> PetefromTn_: i would more likeley thing "another one gone. that was the third today..."
[16:57:45] <PetefromTn_> OOh that hurts.....the wallet!! LOL
[16:58:35] <CaptHindsight> that is why I always add a 3 foot Z move at the end of each job
[17:04:06] <Swapper_> Hi, anyone have a minute to assist me in understanding ? (pnconf errors)
[17:04:43] <PetefromTn_> https://www.youtube.com/watch?v=L-oC1tmgbi8 This video shows some deep milling in steel with an endmill that has a flute length less than the depth like we were talking about before.
[17:04:46] <Swapper_> Trying to get my 6i25 + 7i77 working but i get a error when i have selected the 5i25
[17:04:53] <Swapper_> This error
http://linuxcnc.org/index.php/english/forum/39-pncconf/27478-pnc-config-error-with-5i25-an-7i77
[17:05:01] <Swapper_> any way to get past it ?
[17:05:47] <Swapper_> cmorley says the fix is not released yet, no possibility to use pncconf?
[17:09:15] <CaptHindsight> pncconf is a work in progress "Yes this is a known and fixed error. The fix has not been released yet.
[17:09:15] <CaptHindsight> Sorry for the trouble."
[17:09:30] <CaptHindsight> he must have his reasons
[17:09:46] <Swapper_> yea but does that mean i have to config all in hal direct?
[17:09:53] <Swapper_> to get runnig ?
[17:10:18] <Swapper_> never used linucnc before so its quite steep learning curve :)
[17:10:24] <CaptHindsight> maybe for now, he doesn't explain, maybe he's in the middle of some refactoring
[17:10:43] <CaptHindsight> what kind of setup do you have?
[17:10:59] <PetefromTn_> are you using a 5i25 or 6i25, I have the 5i25/7i77 and I used PNCconf just fine...
[17:11:23] <Swapper_> 6i25 but its same ass 5i25 but with pci-e
[17:11:29] <CaptHindsight> I have 6i25 + 7i77's as well
[17:11:30] <Swapper_> same firmware and all
[17:11:54] <Swapper_> same pci bus speed so its 100% compatible with 5i25 by the manual
[17:11:58] <PetefromTn_> are you sure you have the dip switches configured correctly and the field power hooked up to the board?
[17:12:39] <Swapper_> yea i feed 5v from fpga card to the 7i77 and 12v field power to the card
[17:12:51] <Swapper_> VFIELD FIELD POWER 8-32V (Bottom pin)
[17:12:56] <Swapper_> 8 GROUND VIN, VFIELD, COMMON (Top pin)
[17:13:07] <CaptHindsight> Swapper_: are you still trying to build a good config?
[17:13:25] <Swapper_> im trying to build my first config ! :)
[17:13:28] <Swapper_> got the board today
[17:13:32] <CaptHindsight> ok
[17:13:48] <Deejay> gn8
[17:14:01] <PetefromTn_> GN8 DEEJAY!!
[17:14:01] <CaptHindsight> how many servos?
[17:14:19] <Swapper_> will be runnig 4 servos
[17:14:27] <Swapper_> 3 for axies and 1 for spindle
[17:14:31] <Deejay> :)
[17:14:32] <Swapper_> the spindle is a servo
[17:15:44] <Swapper_> i have loaded all the .xml files so i can select the 5i25 but then it fails
[17:15:47] <CaptHindsight> Swapper_:
http://gnipsel.com/linuxcnc/configs/7i77.html
[17:16:09] <CaptHindsight> try JT's sample configs
[17:16:34] <CaptHindsight> that should get you most of the way there
[17:16:46] <PetefromTn_> Did you use the latest 5i25 firmware release from the forum post?
[17:17:02] <Swapper_> ok, guess i have to take the deepdive allready and get in tho the configs :)
[17:17:27] <Swapper_> hoped i would atleast get past the basic pinout stuff with pncconfig
[17:17:46] <PetefromTn_> http://linuxcnc.org/index.php/english/forum/39-pncconf/21670-5i25-firmware-xml-files-for-pncconf
[17:17:56] <CaptHindsight> unfortunately the dev is working on that tool
[17:18:08] <Swapper_> PetefromTn_: i ran the script
[17:18:20] <Swapper_> and i have even copied in a xml for 7i77x1
[17:18:25] <Swapper_> since i only have that
[17:18:35] <Swapper_> 5i25UPDATE.zip
[17:18:38] <Swapper_> i ran that
[17:18:45] <Swapper_> and fixed the permissions
[17:19:54] <Swapper_> but it seems it fails cause a bug when i click "forward"
[17:20:00] <PetefromTn_> does the update include the 5i25_xml_2 firmware or is it just a fix of other problems?
[17:20:27] <Swapper_> the update only copies the .xml files, i dont need to flash the card since its allready the right version
[17:20:48] <PetefromTn_> yeah I did not need to either.
[17:20:59] <Swapper_> the .xml files is only used by pncconf as i understand it
[17:21:01] <PetefromTn_> huh... sorry I am not helping.
[17:21:16] <Swapper_> all ideas are wellcome :)
[17:21:21] <PetefromTn_> what kinda machine is it goin' on?
[17:21:45] <Swapper_> its going on a retrofit of a RF45 "XL" model
[17:22:08] <Swapper_> in sweden the import name where "Luna" but its a chinese.
[17:22:11] <PetefromTn_> cool... I had a RF45 hybrid for quite awhile.. running servos.
[17:22:30] <PetefromTn_> Decent small mill except for the bondo as discussed earlier LOL.
[17:22:33] <CaptHindsight> PetefromTn_: he's has this bug that cmorely is working on
http://linuxcnc.org/index.php/english/forum/39-pncconf/27478-pnc-config-error-with-5i25-an-7i77
[17:22:37] <Swapper_> i got ac servos yaskawa for the x - y and a kollmorgen 2kw for the spindle and z
[17:23:04] <Swapper_> PetefromTn_: the bondo is horrible
[17:23:21] <Swapper_> i sanded it and painted it with 2 component paint
[17:23:21] <PetefromTn_> WOW that is some expensive components for a cheap chinese mill LOL...
[17:23:40] <Swapper_> i got the mill for less than the servos thats for shure :)
[17:23:47] <CaptHindsight> if the bearings are good why not?
[17:23:51] <PetefromTn_> yeah so did I, I stripped that bitch down to nothing and reprimed and repainted with industrail epoxy paint.
[17:23:52] <Swapper_> but i had some of the stuff allready
[17:24:24] <PetefromTn_> CaptHindsight What bearings?
[17:25:16] <CaptHindsight> on his machine
[17:25:18] <PetefromTn_> What happened to CHNC guy?
[17:25:54] <PetefromTn_> I was hoping to see him build that VMC he was talking about and he had some CHNC Hardinge lathes too...
[17:26:23] <Swapper_> https://www.youtube.com/watch?v=cCBw4jiQMLs
[17:26:44] <Swapper_> thats x first movments (from driver directly)
[17:28:32] <PetefromTn_> Video no worky...
[17:28:51] <Swapper_> looked like youyube had major issues
[17:29:38] <PetefromTn_> LOL I remember doing that stuff.. Aah the memories.
[17:29:56] <PetefromTn_> I like your little cart for it hehe
[17:30:22] <Swapper_> haha, had to get it in from the big cast stand it stood on
[17:30:28] <Swapper_> i have welded a new stand since
[17:31:10] <Swapper_> made a X2 conversion with steppers before that i use for the parts, that where soooo much easier, all is so big on this one
[17:31:12] <PetefromTn_> yeah I made a rectangular steel stand for mine.
[17:31:28] <PetefromTn_> meh it's puny man....LOL
[17:32:24] <Swapper_> i milled out the underside of the "rf45" table in the X2......
[17:32:30] <PetefromTn_> I enjoyed the RF45 tho. It was fun to have. I would buy another one if I got a good deal on a used one...especially if the previous owner stripped and repainted the damn thing.
[17:32:48] <PetefromTn_> I am surprised it fit in the X2
[17:33:13] <Swapper_> had to move it 3 times
[17:33:42] <Swapper_> and bolt the mill to the enclosure so it shouldnt tip over :)
[17:34:10] <PetefromTn_> hehehe that sounds about right...
[17:34:44] <Swapper_> it worked in the end, but it will be nice to have some more y travel for shure
[17:34:49] <PetefromTn_> This is freakin' cool man... Well done!!
https://www.youtube.com/watch?v=gWgsi3KBm94
[17:35:11] <Swapper_> hahaha
[17:35:18] <Swapper_> yea thats the X2 :)
[17:35:26] <PetefromTn_> except for the mach3 part that is...
[17:35:45] <PetefromTn_> how did you make that?
[17:35:46] <Swapper_> i could not resist it back then
[17:36:00] <Swapper_> midi to gcode script
[17:36:45] <Swapper_> but im going all linuxcnc now! ive made the investment for the mesas :)
[17:36:58] <PetefromTn_> yeah I know it is like a mysterious sucking that draws newbs in like crack cocaine for some odd reason. And to think I did it too and paid money for something that was ultimately less quality than a free program. What a jackass LOL...
[17:38:04] <PetefromTn_> anybody here a CHNC guru? I got some questions for ya!!
[17:38:18] <Swapper_> but if you hvnt tryed it you cant say :)
[17:38:19] <Swapper_> http://tim.cexx.org/projects/mid2cnc/mid2cnc.zip
[17:38:53] <PetefromTn_> thanks man but I am not sure my servos would make the sounds they are kinda quiet.
[17:39:04] <Swapper_> nah not as fun on servos
[17:39:10] <Swapper_> you ran a vmc right ?
[17:39:17] <PetefromTn_> I just LOVE STAR WARS!!
[17:39:28] <andypugh> PCW: Can Mesaflash set the 8i20 max current, or is that a setsserial-only function?
[17:39:35] <PetefromTn_> yeah I have a Cincinatti Arrow 500 VMC I retrofit here in the shop.
[17:40:09] <Swapper_> runing production or ?
[17:41:11] <PetefromTn_> trying to LOL... Got some products I am making in short runs and hoping to find some more work for it.
[17:41:36] <PetefromTn_> but yeah that is what I bought it for. If I just wanted to make hobby stuff I would have kept the RF45..
[17:42:16] <Swapper_> yea guess so
[17:43:04] <Swapper_> as a hobyist one can probably do a lot with a rf45 since it got deasent rigidity.
[17:43:20] <Swapper_> it lacks in productivity compared to a vmc ofc
[17:43:37] <PetefromTn_> yeah it is probably the best of the chinese bedmills mine cut pretty good actually.
[17:44:30] <PetefromTn_> the good news is if you ever want a real VMC you can probably sell your RF45 like I did and get some decent money from it. as long as it is working well of course.
[17:45:16] <Swapper_> good to hear.
[17:45:27] <Swapper_> Hoping to sell of the X2 when im done to get som room
[17:45:33] <Swapper_> its cramped with 2 mills
[17:46:05] <PetefromTn_> maybe keep it for engraving and small stuff/second operations.
[17:46:25] <PetefromTn_> I only sold the RF45 because I could not afford to buy the VMC and keep the mill at the same time.
[17:46:43] <Swapper_> nah not worth the space, i have it in a built enclosure with flood cooling and that takes up loads of space
[17:47:01] <PetefromTn_> you are in sweden?
[17:47:05] <Swapper_> yes
[17:47:10] <Swapper_> southern part
[17:47:15] <Swapper_> you ?
[17:47:15] <PetefromTn_> are the hills alive there?
[17:47:19] <PetefromTn_> LOl
[17:47:26] <PetefromTn_> yeah I am in Tennessee, USA.
[17:47:34] <DaViruz> there are no hills in southern sweden!
[17:47:36] <Swapper_> we dont have any hills in the southern parts :)
[17:47:44] <Swapper_> exactly )
[17:47:51] <PetefromTn_> really I did not know that..
[17:48:03] <Swapper_> its so darn flat its rediculus
[17:48:06] <PetefromTn_> I figured it was all like in the movies, alpine and snow peaks..
[17:48:23] <DaViruz> it's flat as a reference surface
[17:48:24] <andypugh> PetefromTn_: You are thinking of Switzerland, I think.
[17:48:32] <Swapper_> easily confused
[17:48:39] <PetefromTn_> DOH!
[17:48:43] <PetefromTn_> hehehe
[17:48:56] <PetefromTn_> is daviruz from sweden too?
[17:49:04] <DaViruz> yeah
[17:49:23] <Swapper_> what part?
[17:49:26] <DaViruz> we have a few measly hills here though
[17:49:33] <PetefromTn_> no kiddin' I love this forum I get to chat with folks from around the whole world...
[17:49:38] <DaViruz> pretty much dead center
[17:50:06] <Swapper_> kk HBG here :)
[17:50:23] <PetefromTn_> what does that mean?
[17:50:36] <andypugh> The only place in Sweden I have been to was Jokkmokk in January. It was unexciting.
[17:50:39] <Swapper_> oh sorry, HBG = Helsingborg city name
[17:51:15] <Swapper_> thats far from here
[17:51:40] <PetefromTn_> https://www.youtube.com/watch?v=PrzwpZfONXY Do you sound like this??
[17:51:43] <Swapper_> like 65miles
[17:51:58] <Nick001-shop> PetefromTn_ Which CHNC?
[17:52:09] <PetefromTn_> dunno really do you have one?
[17:52:19] <DaViruz> PetefromTn_: not at all
[17:52:26] <Swapper_> yea sounds pritty swedish :)
[17:52:27] <DaViruz> https://www.youtube.com/watch?v=sY_Yf4zz-yo
[17:52:36] <Nick001-shop> I have 3 of the older ones
[17:52:36] <DaViruz> that's it exactly
[17:52:54] <Swapper_> hahaha :)
[17:52:57] <PetefromTn_> are they running on linuxCNC..
[17:53:26] <Nick001-shop> one has been converted as runs great
[17:53:48] <PetefromTn_> using LCNC?
[17:54:16] <Nick001-shop> linuxCNC
[17:54:49] <PetefromTn_> Let me ask you a serious question, if you found one that was in decent shape with a control that did not work what do you think it would be worth to you?
[17:55:28] <Swapper_> andypugh: i where in aspen over newyears and that where very nice! going to NYC in april
[17:55:48] <Swapper_> never been to the us before but darn it where nice
[17:55:55] <Nick001-shop> 500 - 2k if the spindle servo runs and the spindle amp and main power supply works
[17:56:01] <andypugh> I think I prefer Jokkmokk to NYC :-)
[17:56:37] <PetefromTn_> http://tricities.craigslist.org/tls/4341313026.html
[17:56:45] <PetefromTn_> Whaddya think of that one...too far gone?
[17:56:54] <Swapper_> bah, not that i would like to live in NYC but visiting i cant beleve Jokkmokk have as much to offer ? :)
[17:58:14] <andypugh> I am not a big-city kind of chap. I live 20 minutes on the train from London, but rarely go there.
[17:59:02] <Swapper_> ok we all have diffrent likings :)
[17:59:14] <Swapper_> PetefromTn_: is that rust on the slides?
[17:59:25] <PetefromTn_> I can't tell probably...
[17:59:27] <andypugh> PetefromTn_: No tailstock, and they actually have quite a small capacity over the carriage. Only any good for short stuff.
[17:59:34] <PetefromTn_> I have not gone to see it.
[17:59:40] <Nick001-shop> looks like a good deal - It powers up so the fault should be minor. May get it running with the AB Control for a while.
[18:00:11] <PetefromTn_> do any of them have tailstocks?
[18:00:46] <PetefromTn_> I thought about lowballing the crap out of him...
[18:01:51] <PetefromTn_> What are those four boxes in that cabinet under the caution thing?
[18:02:17] <PetefromTn_> Nick001-shop Is this the kind of machine you have there?
[18:02:54] <Nick001-shop> Do lowball it - been sitting outside and tenn is wet as hell. That turret looks like a round 4 position rather than 8 positions.
[18:03:11] <andypugh> I don't know about the CHNC, but the HXL does
https://www.youtube.com/watch?v=nOPW4-WRRMs
[18:03:57] <andypugh> He stripped off all the covers and shrunk the cabinets to fit Mesa stuff, and ended up with a nice lathe for his uses.
[18:04:49] <tjb1> .seen p0st4l
[18:06:36] <Nick001-shop> Here' smy machine
https://www.youtube.com/watch?v=JKbGPS6bGzg
[18:06:58] <PetefromTn_> Hey that's James Bonds lathe...LOL
[18:07:46] <PetefromTn_> Oh that's you man... I have watched that video several times.. That the LCNC one?
[18:08:30] <andypugh> No, that's not me. My workshop is small and scruffy.
[18:08:31] <PetefromTn_> Nick001-shop YOu think it is screwd since it sat outside... he told me he covered it up with a tarp or something and it has never gotten wet but there is condensation..
[18:08:46] <PetefromTn_> no I meant Nick001-shop
[18:08:54] <andypugh> Ah, right.
[18:09:36] <Nick001-shop> Yes - all the electronics on an a board at the end of the machine - but runs real good
[18:10:35] <PetefromTn_> Nick001-shop YOu use these for production parts?
[18:10:57] <jdh> you bought that new?
[18:11:22] <Nick001-shop> It's still rusted up to a point - after enlarging that pic - It looks like the turret plate is missing an thats a face plate there
[18:12:24] <Nick001-shop> from 50 pcs to several hundred - als for second operation work with 4" air chuck
[18:13:07] <PetefromTn_> so there are pieces missing then.. SUX.
[18:13:26] <PCW> andypugh: no, mesaflash does not know how so talk to a 8I20
[18:13:27] <PCW> (though its pretty versatile otherwise, micges keeps adding new things like 7I43 programming via USB or 7I90 via EPP)
[18:13:41] <Nick001-shop> 2 of them I bought new in 1980 and the third one I picked up from a dealer and it's in decent shpae but needs to be converted.
[18:14:23] <PetefromTn_> where are you located?
[18:14:33] <Nick001-shop> PetefromTn_ - Maybe call him and get extra pics
[18:14:46] <andypugh> PCW: So, how do folk set 8i20 max current without Master / setsserial ?
[18:15:04] <Nick001-shop> I;m in NE PA - slow typer - sorry
[18:15:23] <PCW> windows or DOS
[18:15:41] <PetefromTn_> damn it looks like it could be a basketcase huh.. What a jackass for pushing it outside in the elements. damn shame really.
[18:16:12] <PetefromTn_> I would have to lowball him and when i spoke to him on the phone I got the impression he felt it was made of gold...
[18:17:57] <Nick001-shop> just depends how deep the rust is on the main slide - stone it out and see how deep the pits are
[18:18:32] <PCW> Actually I think I could get RPD/WPD to compile/run under linux
[18:18:40] <PetefromTn_> probably worth like $500.00 maybe now with the damage...
[18:19:14] <PCW> Is this the pair of CHNCs in Texas
[18:19:18] <PCW> ?
[18:19:31] <PetefromTn_> not its here in Tennessee rotting in the rain..
[18:19:46] <Nick001-shop> just make sure about the turret plate
[18:20:43] <PetefromTn_> how much of a PIA was it to retrofit that one?
[18:20:51] <Swapper_> andypugh: cant it be run in wine ?
[18:22:06] <andypugh> Swapper_: I don't have Wine, and when I want to set the firmware I use the util I wrote, but which is only in Master.
[18:22:10] <Nick001-shop> You mean the one in the video?
[18:22:24] <PetefromTn_> apparently the only one no?
[18:26:50] <Swapper_> andypugh: ahh
[18:27:27] <Swapper_> andypugh: do you know anythin about this bug?
http://linuxcnc.org/index.php/english/forum/39-pncconf/27478-pnc-config-error-with-5i25-an-7i77
[18:27:53] <Swapper_> i got the same problem, do you think its fixed in master ?
[18:27:58] <Nick001-shop> The first - got 2 more to go - some pics
http://janick.com/cnc/shop/ this one has been a multi year project with some horror storis like with centoid convertion that was a total waste of time then Mach 3 try but couldn't get the turret to wok. Then emc2 and a long learning curve and finally success
[18:28:09] <Swapper_> ie master = dev version ?
[18:28:20] <andypugh> I am afraid I know nothing about PNCconf.
[18:28:34] <Swapper_> ok
[18:30:04] <Swapper_> time to sleep, gnite all! see ya.
[18:34:01] <PetefromTn_> Nick001-shop Man that is some nice shop ya got there. Do you find you do well with the CNC lathes? I would like to have one for small parts but I would want to be able to put a 3 or 6 jaw chuck on it do you think that is possible?
[18:34:11] <PetefromTn_> Swapper_ GN8 man!!
[18:35:07] <PetefromTn_> Is that white one an Okuma or Okuma Howa?
[18:36:11] <PetefromTn_> Also do you think you need that HUGE pendant box to run the machine or can you make a smaller pendant for it and house most of it in the base?
[18:39:37] <Nick001-shop> Okuma Cadet with 3.125 bar cap thru the spindle. Have 6" step collet cap also
[18:39:55] <PetefromTn_> NICE!! I want one...
[18:40:24] <PetefromTn_> sounds like you are really a lathe guy huh...
[18:40:29] <PetefromTn_> Got any VMC's?
[18:41:28] <Nick001-shop> I'm keeping the cabinet because it's pretty oil tight and will protect the PC and cards from the shop air which can get oily and such
[18:42:28] <Nick001-shop> I have a Mazak 20-40 B and and old Bridgeport CNC
[18:43:48] <PetefromTn_> how useful do you find the CHNC's compared to the Okuma etc.. Is it basically a real small part machine or do you think you can turn larger stuff on it without taxing the spindle or motor?
[18:43:59] <Nick001-shop> Plus 3 manual Bridgeports and an Cincinati 0-8 Mill
[18:47:28] <Nick001-shop> The Hardinges are for smaller parts with tight tolerances and super smooth finishes. Just different classes of work. I turn parts up to 6" on the hardinges but it takes time. The Okuma does the lager stuff faster But I wouldn't try to hold 0.0002 tolerances.
[18:48:21] <PetefromTn_> interesting...how do you hold 6" diameter parts on the CHNC's?
[18:49:16] <Nick001-shop> Over-sized chuck jaws for the 4" air chuck
[18:49:18] <PetefromTn_> we talking 6" steel parts or aluminum...
[18:49:43] <Nick001-shop> both 12l14 and 6061
[18:50:06] <PetefromTn_> can the air chuck be adapted to a machine with a collet closer on it like this one?
[18:51:44] <Nick001-shop> mine is mounted on the Hardinge spindle nose. It has a threaded spindle so I don't do revrse for safety reasons
[18:54:47] <Nick001-shop_> modem self disconnected for some reason
[18:57:31] <andypugh> The HXL has an A5 taper.
[18:57:43] <PetefromTn_> My modem is a piece if SHITE.. it is lately really pissing me off. Worst part is my brand new LG blu ray player won't link to it for some reason.
[18:57:49] <andypugh> (Or do I mean A2-5?)
[18:58:10] <PetefromTn_> what does that CHNC have can you tell from the pics?
[18:59:48] <PetefromTn_> http://www.epicfail.com/2014/01/29/epic-dance-win/ Check out these two guys dancing...pretty amazing.
[19:01:37] <Tom_itx> we were holding +0 -0.0005 on our cadet
[19:01:57] <Tom_itx> but you had to adjust during the day for temperature changes
[19:02:12] <Tom_itx> even though it was climate controlled
[19:02:18] <Nick001-shop_> part chute - veticle cuttoff slide - not sure it has the turret plat. Should have the 4hp servo moter which is good. 5C collet but can't tell if spindle threaded or taper
[19:03:13] <Nick001-shop_> the cadet will change just by running even with climat control
[19:03:37] <Nick001-shop_> climate
[19:03:37] <PetefromTn_> Tom_itx I am trying to decide what kinda lathe to get here for a retrofit.. with all of the CHNC guys in here with working retrofits I was seriously considering one but really want a slant bed like more like that okuma. Probably can't afford even a broken one tho.
[19:04:16] <PetefromTn_> Nick001-shop_ Thank you for taking the time to answer all my stupid questions man. Appreciate you.
[19:04:55] <Tom_itx> for what we did the kadet fit the bill great
[19:06:24] <PetefromTn_> Okuma is the top of the heap in CNC lathes no?
[19:06:30] <Nick001-shop_> glad to help - I have asked more than my share of stupid questions
[19:07:28] <Nick001-shop_> and everyone helped - patiently -)
[19:08:11] <Tom_itx> PetefromTn_ they're good but maybe not the _best_
[19:08:17] <Tom_itx> Mori Seki are also good
[19:08:30] <PetefromTn_> Mori is nice.
[19:08:56] <PetefromTn_> The shop I visited has several Okuma's running all the time. They have two or three small ones too....
[19:09:47] <Tom_itx> it's been a long time since i've run it but it was a breeze to set up and run
[19:10:08] <Nick001-shop_> Heavy cast iron with box ways - not linear stuff - just depends on what your cutting and how fast you need to go
[19:11:53] <PetefromTn_> what kinda HP does the CHNC have and also the Okuma, what kinda power do you run them on?
[19:12:00] <Tom_itx> looks like yours is mostly a lathe shop Nick001-shop_
[19:13:12] <PetefromTn_> apparently not he has several mills too including VMC's...
[19:13:25] <Nick001-shop_> I also have 16 gear cutters of various types for the work I currently do.
[19:14:23] <PetefromTn_> Nice to meet ya man. Sounds like you are livin' my dream LOL...
[19:16:21] <Nick001-shop_> Easy to do I think - this keeps me from running the streets late at night - gotta go - dinner bell rang -)
[19:19:47] <PetefromTn_> yeah man I can smell the big ol' greasy burgers on the grill right now with some cris cut fries and sliced fruit... I am getting hungry too..
[19:31:00] <cmorley> swapper: the pncconf fix is not released because 2.5.4 has not been released
[19:55:22] <sabotender> should I get this and build my own:
http://www.ebay.com/itm/PDJ-CNC-router-plans-kit-milling-machine-plasma-rapid-prototyping-projects-DVD-/291098901427
[19:55:27] <sabotender> it looks pretty impressive
[19:58:43] <sabotender> looks like maybe the spindle and the stepper motors are the most expensive items in the project
[20:19:27] <sabotender> is there a downside of using wood for the frame?
[21:03:22] <zeeshan> IM SO GLAD I WENT
[21:03:26] <zeeshan> I HIT A JACKPOT
[21:03:45] <zeeshan> i picked up half the tools today
[21:03:55] <skunkworks> went?
[21:03:56] <zeeshan> the other halfd i gotta go and grab it with my friend cause they kennedy boxes are heavy
[21:04:43] <zeeshan> http://ontario.kijiji.ca/c-buy-and-sell-tools-other-5-pc-Kennedy-machinist-mechanic-tool-box-W0QQAdIdZ574091748
[21:04:56] <zeeshan> each one of those drawers is packed with machinist tools
[21:05:18] <zeeshan> i took the upper two boxes and some things from the bottom boxes
[21:05:33] <humble_sea_bass> what
[21:05:36] <zeeshan> but those bottom boxes are like very heavy and cant find in my car
[21:05:46] <zeeshan> what what
[21:05:57] <humble_sea_bass> you are a winner
[21:06:08] <zeeshan> yes ive been looking for over a year for a deal like this
[21:06:16] <zeeshan> where i could go snag a bunch of machinist measurement tools
[21:06:34] <zeeshan> what i got extra is almost 300 carbide inserts
[21:06:36] <zeeshan> with tool holders
[21:06:52] <zeeshan> i be happy
[21:07:05] <sabotender> okay so it looks like if I want a CNC MILL, it would be better for me to convert a manual mill, but if I want a CNC ROUTER, that one I could build myself
[21:07:35] <zeeshan> sabotender: i agree
[21:08:16] <sabotender> the mill can work with almost any material, but has limited range, the router can have great range, but materials are limited (maybe soft metals like aluminium)
[21:09:13] <zeeshan> http://www.ebay.ca/itm/Mitutoyo-511-162-Dial-Bore-Gage-2-4-Machinist-Tool-Box-Find-Indicator-/121294427227?pt=LH_DefaultDomain_0&hash=item1c3db6145b
[21:09:20] <zeeshan> the kit had this bore gauge too
[21:09:24] <zeeshan> ive been looking for this forever
[21:09:32] <zeeshan> i hate telescoping gauges and inside mics
[21:10:04] <sabotender> I am more leaning toward the router since I want this to mill PCBs and make prototype chasis for my electronic projects (of which would be made out of aluminium and/or plastic)
[21:10:26] <sabotender> zeeshan: would this information that I surmised be accurate?
[21:11:55] <humble_sea_bass> sabotender: you're not going to get crazy accuracy out of a router, but it will cut traces for your PCBs
[21:12:31] <humble_sea_bass> but for the money, silkscreening and etching will give you smaller finer results
[21:12:35] <sabotender> humble_sea_bass: if I made it of solid materials (metal instead of wood)
[21:13:04] <humble_sea_bass> how much money are you willing to spend
[21:13:14] <sabotender> humble_sea_bass: aye, this is probably true, however I still need something to make the prototype chasis
[21:13:26] * sabotender chuckles to himself. Not much to be honest
[21:13:45] <sabotender> I am willing to spend good money for a decent spindle and stepper motors though
[21:14:40] <zeeshan> if all you wanna do is pcb milling and light aluminum milling
[21:14:42] <zeeshan> i'd buy this:
[21:14:56] <humble_sea_bass> I dunno at what scale you work at, but I started using ammo cans as electronics chasis a long time ago, and they cannt be beat
[21:14:57] <zeeshan> https://www.probotix.com/FireBall_v90_cnc_router_kit/
[21:15:03] <sabotender> yeah, i can't imagine wanting anything else, really.
[21:15:05] <zeeshan> you're not gonna make something cheaper ;p
[21:15:18] <zeeshan> unless you have the resourcess and access to cheap ass used parts
[21:15:20] <sabotender> zeeshan: see that thing is a bit expensive and it looks like it is missing a LOT of stuff
[21:15:23] <humble_sea_bass> yeah, "cheaper" is very expensive
[21:15:30] <sabotender> so that cheap price is a smoke screen
[21:15:48] <zeeshan> i dunno for the 2 things u want
[21:15:52] <zeeshan> i thinik that machine is more than planety
[21:15:58] <zeeshan> *plenty
[21:16:26] <zeeshan> you might be able to find a router like that used
[21:16:28] <humble_sea_bass> nema23 motors can be had for 30 bux a pop
[21:16:33] <sabotender> oh and the operational space is too small
[21:16:47] <sabotender> if I made my own I could build it larger
[21:16:56] <zeeshan> remember
[21:16:57] <zeeshan> the bigger you go
[21:16:58] <humble_sea_bass> and you can find DeWalt or Bosch trim routers on craigslist for nothing
[21:17:03] <zeeshan> then you cant use things like lead screws
[21:17:06] <zeeshan> you gotta go to rack and pinion
[21:17:25] <zeeshan> like anything bigger than 48" in either axis
[21:17:30] <zeeshan> is prolly better off with a rack and pinion
[21:17:41] <zeeshan> wth anti-backlash pinion
[21:18:02] <Connor_iPad> http://www.ivdc.com/cnc/cnc8.jpg
[21:18:31] <Connor_iPad> My little cnc router. Using bosh colt trim router
[21:19:13] <sabotender> oh 48" is too large
[21:19:14] <sabotender> lol
[21:19:17] <sabotender> not that big
[21:19:31] <PetefromTn_Andro> 48 is just getting started LOL...
[21:20:07] <Connor_iPad> 32" x 24 foot print. 18" x 12" work envelop.
[21:20:22] <sabotender> im just saying that I might be able to save some money if I just built my own, and then I can tailor the parts to my needs
[21:20:32] <sabotender> you know, getting a good spindle and stepper motors
[21:20:43] <humble_sea_bass> You're awfully worried about saving "money"
[21:20:53] <humble_sea_bass> this is the wrong line of work/hobby
[21:21:08] <sabotender> humble_sea_bass: eh this is for hobbiest work
[21:22:20] <PetefromTn_Andro> Build yourself a mechmate and be done with it hehehe
[21:22:35] <sabotender> money doesnt always equal quality. You have to factor in the labour as well. when you are buying pre made, there is labour costs, packing, shipping, etc etc etc
[21:23:17] <humble_sea_bass> ok. so build something that makes you happy
[21:23:38] <sabotender> many people don't have the time/patience to assemble things. right now, all I have IS time
[21:23:53] <sabotender> i missed some comments, let me scroll up
[21:24:22] <PetefromTn_Andro> Unfortunately in my experience money Usually does equal quality problem is I never seem to have enough ...;)
[21:25:25] <sabotender> PetefromTn_Andro: so are you saying that grandma's homemade cookies can't be on par with the tasty girl scout cookies?
[21:25:41] <humble_sea_bass> yeah i'm always 200 bux from being able to shave another thou off
[21:26:32] <sabotender> Connor_iPad: thats a sexy router
[21:26:42] <Connor_iPad> Thanks.
[21:26:54] <PetefromTn_Andro> Well actually I don't like Girl scout cookies and my Grandma was the best cook on the planet but I thought we were talking about CNC machines here LOL.
[21:26:56] <humble_sea_bass> sabotender: what we are saying is that you need to find a friend with a CNC mill/router to cut a bunch of parts out for you so you can make your mill
[21:27:06] <humble_sea_bass> otherwise, you're not going to be saving much
[21:27:30] <sabotender> Connor_iPad: how well does that cut metal?
[21:28:32] <Connor_iPad> Never tried. Made for wood and plastic. Probably could cut thin sheet profile.
[21:28:44] <Connor_iPad> But wouldnt try anything else.
[21:29:18] <sabotender> humble_sea_bass: maybe, I still think some pieces can be purchased locally
[21:30:30] <humble_sea_bass> git 'er done
[21:32:36] <sabotender> HOWEVER
[21:32:48] <sabotender> ive had my eye on the v90 for ages and ages
[21:32:56] <humble_sea_bass> git 'er done
[21:33:16] <sabotender> but I have received mixed reviews about it
[21:34:44] <Connor_iPad> I think os1r1s has a v90.
[21:34:53] <sabotender> what do you have, humble_sea_bass ?
[21:36:05] <humble_sea_bass> a wee taig mill and bridgeport manual
[21:37:15] <sabotender> heard good things about the bridgeports
[21:37:33] <humble_sea_bass> if you have the room for it, which i don't
[21:37:39] <sabotender> is it convertible?
[21:38:12] <sabotender> oh i see, hum
[21:38:16] <Connor_iPad> The z can be tricky.
[21:38:19] <humble_sea_bass> i'm sure it is, but the cost of doing sowould be best spent elsewhere
[21:38:28] <os1r1s> Connor_iPad: I do
[21:38:28] <os1r1s> Among others
[21:38:49] <sabotender> os1r1s: sweet! I would like you to tell me every little thing about it!
[21:39:00] <Connor_iPad> What are its capabilites with regards to aluminum?
[21:39:05] <os1r1s> Do you have any cnc machines?
[21:39:11] <os1r1s> sabotender: ^
[21:39:22] <sabotender> me, naw. I need one though
[21:39:26] <sabotender> like NEED
[21:39:46] <os1r1s> sabotender: What type of material do you intend to cut and what are the maximum dimensions?
[21:40:19] <sabotender> well. I can make-do with the tiny dimensions of the v90 if it can at least cut aluminium
[21:41:44] <os1r1s> sabotender: If you want small in size, why get a v90?
[21:42:07] <sabotender> os1r1s: no I want large in size
[21:42:09] <os1r1s> If you want to cut al, I'd recommend a vertical mill and not a gantry router
[21:42:13] <PetefromTn_Andro> http://i150.photobucket.com/albums/s83/matospeter/Mobile%20Uploads/IMG_20140313_221246_zpscrxwvigi.jpg my dog on my bed just now LOL
[21:42:48] <os1r1s> sabotender: You can cut al on the v90. I do not. You'll need a superpid to lower the speed of the router. You'll also need to take shallow passes.
[21:42:48] <sabotender> os1r1s: mills don't have enough workable range for me
[21:43:04] <os1r1s> sabotender: What is the max size you want to cut?
[21:43:59] <Connor_iPad> What size and thickness are you wanting to do in alumn?
[21:44:07] <sabotender> well, if it were 18x18x3 that would be nice
[21:44:43] <os1r1s> sabotender: You'll never cut somethin gthat large on a v90
[21:44:52] <os1r1s> Most you can do is 12x16x1.5
[21:44:55] <os1r1s> And that is pushing it
[21:45:02] <sabotender> oh i know
[21:45:07] <os1r1s> The 1.5 is because of the bit height
[21:45:15] <sabotender> you asked me the max size in general
[21:45:38] <os1r1s> What are the normal thicknesses?
[21:46:19] <os1r1s> bbiab
[21:46:22] <sabotender> see so the v90 is out of the question. oh less than an inch. .5 inch maximum probably not even that.
[21:47:00] <sabotender> I want to build custom chasis for my electrical projects
[21:49:50] <Connor_iPad> Outmof alumn?
[21:49:54] <Connor_iPad> Out of.
[21:50:14] <sabotender> Connor_iPad: some of them, yes. most will be plastic, however
[21:50:40] <Connor_iPad> Sounds like you need both a mill and a router.
[21:50:53] <sabotender> for thin sheet metal? nonsense
[21:50:55] <Connor_iPad> Sometimes one machine cant so it all.
[21:51:21] <Connor_iPad> It will do thin sheet met
[21:51:25] <sabotender> Connor_iPad: what I want is something like this:
http://www.ebay.com/itm/PDJ-CNC-router-plans-kit-milling-machine-plasma-rapid-prototyping-projects-DVD-/291098901427
[21:51:30] <Connor_iPad> Aluminum.
[21:52:01] <sabotender> that right there is exactly what I need, actually
[21:52:22] <sabotender> I just can't get anyone knowledgeable to comment on it
[21:52:49] <os1r1s> sabotender: I would suggest you reconsider how you are designing the boxes
[21:52:56] <os1r1s> You can do them in layers or panels
[21:52:57] <Connor_iPad> You might look at a 3020 or 6040. Not sure how good they are. But they're made out of alumn instead of MDF
[21:52:59] <os1r1s> I do both
[21:53:23] <Connor_iPad> Because those are just plans.
[21:53:55] <Connor_iPad> You might try researching on CNCZone.
[21:54:15] <Connor_iPad> Lots of threads on routers and mills.
[21:54:38] <sabotender> right, I know those are just plans
[21:54:49] <PetefromTn_Andro> What was the name of that sweet little tabletop router the Guy was selling on the zone that was kinda mdf but stressed box and could cut aluminum?
[21:54:57] <sabotender> Connor_iPad: im sorry, a 3020 or 6040 what?
[21:55:11] <Connor_iPad> Chinese gantry router.
[21:55:13] <os1r1s> sabotender: Or you could call probotix and tell them what you want to do and ask them their opinion
[21:55:25] <os1r1s> Service for the sale
[21:55:35] <os1r1s> Send them a model, get their opinion
[21:55:44] <jdh> http://www.carving-cnc.com/cnc6040-series.html
[21:55:52] <Connor_iPad> That too. But. A SuperPID will most likely be needed.
[21:56:03] <os1r1s> Connor_iPad: I use a superpid on mine
[21:56:08] <Connor_iPad> To slow down the spindle so you don't burn up the bit.
[21:56:32] <PetefromTn_Andro> Can't ya just feed faster?
[21:56:52] <os1r1s> PetefromTn_Andro: Not fast enought to make 30k viable
[21:56:53] <os1r1s> enough
[21:57:00] <Connor_iPad> To a point. But, no feedback on the speed.
[21:57:08] <sabotender> Connor_iPad: I thought those chinese routers were craptastic?
[21:57:39] <Connor_iPad> I didn't say that. Someone else said that. And that's a relative word.
[21:57:46] <PetefromTn_Andro> Nobody remembers what they were called?
[21:57:54] <Connor_iPad> Compared to nothing. I'd say they're pretty good. :)
[21:58:15] <jdh> they are probably better than mine
[21:58:20] <Connor_iPad> PetefromTn_Andro: I know which one your talking about I think. But no. Can't remember.
[21:58:23] <os1r1s> sabotender: fwiw, I really like the widgitmaster routers
[21:58:28] <sabotender> see, i'd buy one of those too, but everytime I asked for an opinion I was told no no no :-P
[21:58:40] <os1r1s> sabotender: Doubt you can find the large one, but if you can it would do the job
[21:59:13] <Connor_iPad> I wouldn't use the electronics package. The stepper drivers suck.
[21:59:27] <Connor_iPad> I would use a gecko or mx3660 on one.
[21:59:40] <jdh> http://www.carving-cnc.com/accessories/cnc-router-mainbody/6040mainbody.html
[21:59:41] <Connor_iPad> And drive it with LinuxCNC :)
[21:59:45] <jdh> no electronics
[22:00:27] <PetefromTn_Andro> It has fixed sides and a moving table and the y ran on tensioned rails like the table neat design I always thought would be nice machined from aluminum plate....
[22:01:46] <Connor_iPad> CarveOne ?
[22:02:11] <Connor_iPad> That sounds right. I think that was the name. CarveOne.
[22:02:12] <PetefromTn_Andro> No that's not it...I can't remember the damn name.
[22:03:21] <PetefromTn_Andro> He was selling them online and he designed the thing to fit into a shipping box or something. It was no motors or electronics.
[22:04:13] <Connor_iPad> Go to zone and look it up.
[22:04:41] <sabotender> wow i like that 6040 mainbody
[22:04:57] <sabotender> those steppers look a bit suspect though
[22:05:09] <jdh> g540 and a PSU
[22:05:24] <jdh> they could be replaced if so.
[22:05:25] <Connor_iPad> Looked like they may have encoders? Couldn't tell.
[22:05:30] <Connor_iPad> Maybe just caps.
[22:05:35] <jdh> looks like plastic manual knobs
[22:06:07] <Connor_iPad> Might be able to get them to sell it without the steppes and get some Keling steppers
[22:06:39] <sabotender> you see thats what I would do, get the body then get good quality steppers and spindle
[22:07:29] <jdh> it is $60 less without the steppers. But also less stepper mounts and couplers
[22:08:42] <Connor_iPad> Oh check them too.
http://www.automationtechnologiesinc.com/products-page/cnc-router
[22:10:32] <sabotender> mmm....
http://www.automationtechnologiesinc.com/products-page/cnc-router/kl6060-desktop-cnc-router-with-3-stepper-motors-2
[22:14:14] <sabotender> but isn't a good spindle going to cost me at least 300 USD?
[22:14:31] <jdh> or 400
[22:19:19] <PetefromTn_Andro> GN8 folks
[22:22:27] <sabotender> looks like that is also sans motor driving circuits
[22:22:47] <sabotender> which is no problem; as that is inexpensive
[22:22:49] <Connor_iPad> They import stuff.
[22:24:52] <sabotender> hmm. I could totally afford that
[22:34:21] <toastyde1th> hey, has anyone here installed lustre
[22:43:44] <sabotender> im totally getting the 6040 :-D
[22:51:34] <sabotender> hey anyone still about?
[23:10:30] <tjtr33> skunkworks, the new Surplus Center catalog came, and has those cabinet fans for 9$ ( procrastination works! )
{kind=link}
{kind=link}
{kind=link}
{kind=link}
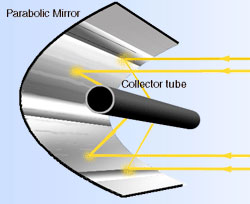{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
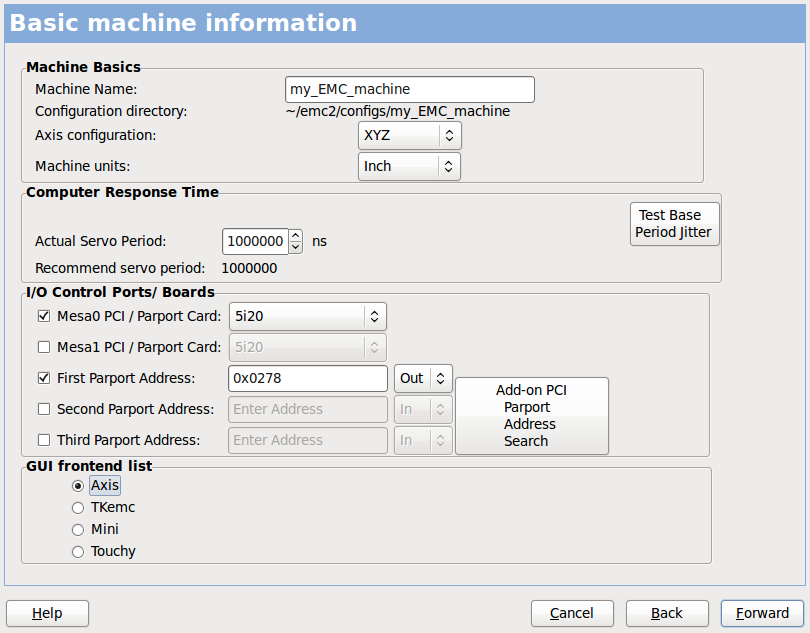{kind=link}
{kind=link}
{kind=link}
{kind=link}