Back
[00:01:00] <Connor_iPad> Jymmm: Ha ha
[00:01:07] <Jymmm> ;)
[00:03:18] <Connor_iPad> Using scuba because my air compressor is small and would run all the time.
[00:03:23] <Connor_iPad> And I don't like the noise.
[00:34:23] <Valen> because CnC mills are so wonderfull and quiet hey Connor_iPad? ;-P
[00:35:03] <Connor_iPad> Not near as bad as my air compressor.
[00:35:44] <Valen> for quiet air try a fridge pump
[00:36:16] <Valen> put a shot of oil into it (WD40 we use) before you start using it and they make a pretty dandy compressor and vacuum pump
[00:39:53] <Valen> low volume to be sure Connor_iPad but practically silent, we put one onto an old compressor tank that had crapped itself, worked well
[00:40:18] <Valen> (though it did have a habit of elecrocuting people who touched it, but that is not an inherant problem lol)
[00:49:26] <Connor_iPad> That's a bit much. Not sure I want to go dyi for air compressor.
[00:51:12] <Gamma-X_Laptop> i was just lookin at vacuum pumps thinkin im gonna get an old ac one off craigslist.
[01:00:04] <H264> anyone use a lathe with a Y-axes before?
[01:03:47] <Connor_iPad> H264: What do you mean?
[01:04:09] <H264> I mean milling in a lathe with live tooling
[01:04:26] <H264> (not C-axes)
[01:05:46] <H264> though you pretty much need C-axes to do Y-axes milling
[01:14:41] <Gamma-X_Laptop> is there any defacto motherboard cpu combo nowadays for lcnc?
[01:41:32] <Valen> Gamma-X_Laptop, the mini-itx atoms i think
[01:41:38] <Valen> don't know about a specific model though
[03:23:15] <Deejay> moin
[03:28:58] <xxoxx> hi
[04:05:34] <Loetmichel> val: the atoms are a bit outdated
[04:05:51] <Loetmichel> i would go fopr a decent core2 duop board
[04:06:25] <Loetmichel> mustndt be a Kontron industrial board, but that helps in having rock steady performance
[04:07:46] <Loetmichel> i have a KT965 Flex with a C2d E740 in my mill at home
[04:08:18] <Loetmichel> 7400
[04:08:43] <archivist> 74HCT00 :)
[04:10:01] <Loetmichel> archivist: THT would be a BIT slow ,-)
[04:10:04] <Loetmichel> and bulky
[04:10:13] <Loetmichel> THAT
[04:10:27] <archivist> but low current
[04:10:47] <Loetmichel> ttl74 and low current in the same sentence?
[04:11:07] <Loetmichel> use Cmos4000 for low curetn!
[04:11:09] <Loetmichel> :-)
[04:11:19] <archivist> hc is cmos!
[04:11:36] <Loetmichel> but not optimized for a wide voltage range
[04:11:47] <Loetmichel> 4000s run as low as three volts
[04:12:09] <archivist> ans slow as molasses
[04:12:52] <Loetmichel> right
[04:13:15] <Loetmichel> but thats not a problem, its slow anyways compared to up to date cpu/gpu ;-)
[04:20:01] <MarkusBec> amd fusion (e 350 a10 etc) have extremly low jitter in my test setup
[04:24:01] <Loetmichel> MarkusBec: upgraded your stoneage IBM SFF?
[04:26:32] <MarkusBec> mein lasercutter pc ist an amd a10
[04:27:34] <Loetmichel> ah
[04:27:46] <MarkusBec> my is :P
[04:37:36] <rmu> hi. i have a problem with a machine losing position with circular interpolation
[04:37:49] <rmu> steppers don't seem to loose steps
[04:38:41] <rmu> did check latency, direction setup / hold times (gecko g540), speed (happens also cutting air)
[04:38:45] <archivist> slipping drive, backlash or you are losing steps
[04:38:53] <rmu> error accumulates
[04:39:23] <rmu> drives are not slipping, checked that. linear moves are OK
[04:39:45] <rmu> error accumulates -> no backlash
[04:39:58] <archivist> your delay direction change to step may be to short
[04:40:44] <rmu> hmm. already upped that to "100000", should be plenty for g540
[04:41:14] <archivist> you you have the step set on the right edge, is the step inverted
[04:41:20] <archivist> do you
[04:42:21] <rmu> hmm. used whatever is configured in stepconf for g540, but can try inverse polarity. but this should also affect linear moves, shouldn't it?
[04:43:13] <archivist> one thing to check for is dont let the drives power down
[04:45:04] <archivist> if the arc is slow enough some auto power down and can miss steps
[04:51:04] <rmu> hmm. not sure how i can disable auto standby with the gecko. don't believe this is the issue here, as only one axis is affected, and error always is in the same direction
[04:52:32] <rmu> but thanks anyways
[04:54:47] <Loetmichel> rmu: i had that when a shaft coupling from stepper to leadscrew had developed some "loose"
[04:57:06] <rmu> Loetmichel: checked that already. loose coupling should result in smaller error when cutting "air"
[04:57:53] <Loetmichel> no, my steppers had loosed steps in one direction
[04:58:08] <Loetmichel> i think that was a resonance issue if the "unloaded" stepper
[04:58:16] <Loetmichel> only at a very specific speed
[05:00:54] <rmu> resonance could be possible, but noise from the motors suggests otherwise, i do not hear rattle noises or similar. the problematic axis is one that is driven with 2 steppers on opposite sides of the gantry, and position on both sides is consistent, i.e. error is the same
[05:02:27] <rmu> i hab my share of resonance problems, but that usually results in left/right side being out of sync
[05:02:29] <Loetmichel> that sounds like some dirt on the step lines
[05:03:36] <rmu> dirt as in electric noise? why would that only affect one axis and accumulate error in one direction?
[05:05:29] <rmu> could still be possible, but not easy to check for.
[05:06:57] <Loetmichel> diert as in electric nopise
[05:07:01] <Loetmichel> grr
[05:07:06] <Loetmichel> <- sots fingers ;-)
[05:07:09] <Loetmichel> sorts
[05:07:43] <rmu> i thought about hooking an up/down counter to step/direction and check if steps do balance
[05:45:23] <rmu> hmm. probably the motors do loose steps, this software pulse generation business is surely not optimal
[05:47:44] <Loetmichel> rmu: i had the problem once with unsielded lpt port cabnle and a chinese watercooled spindle
[05:48:16] <Loetmichel> if the spindle runs through 35-100 hz you could SEE the table moving
[05:48:33] <Loetmichel> had to shield the spindle cable AND the lpt cable ;-)
[06:19:44] <archivist> my vfd would make the B axis step a bit till I made sure the optos were driven properly
[07:28:43] <rmu> something fishy is going on. i also suspect noise issue. will try different/shielded cable and different machine.
[07:29:25] <rmu> there is some backlash in the nuts (about 0,01-0,02mm), but sometimes, it looses as much as 0,02mm per "rotation"
[07:32:25] <Tom_itx> does the supply have enough current to run both steppers during circular interpolation?
[07:32:37] <Tom_itx> single axis only run one at a time ya know...
[07:42:39] <Loetmichel> iirc steppers dont need more power wehn running than when standing still, but less!
[07:44:37] <kengu> Loetmichel: that at least is what my lab power did show just 2 minutes ago while experimenting
[07:45:11] <Loetmichel> ... that looks strange. let me rephrase that: IIRC a stepper uses the same curren all the time, regardless of standstill or max rpm. until you do so much rpm that the drivers cant "press" enough current into the windings because of inductance
[07:45:42] <Loetmichel> then its LESS than at standstill
[07:45:52] <Loetmichel> ... that looks better
[07:46:29] <Loetmichel> hmm, anyone knpws how to clean the cooling system of a Chinese 800W spindle?
[07:46:40] <Loetmichel> it seems to have clogged with Biofilm ;-)
[07:54:12] <_methods> we usually use a combo of chemicals on our liquid chiller systems
[07:55:07] <archivist> jet wash, sand blast....
[07:55:21] <archivist> all the helpful suggestions :)
[07:55:40] <_methods> well we use an acid for the first one i thinkg
[07:55:46] <_methods> then a base to neutralize
[07:55:53] <_methods> then a bactiericidal
[07:56:01] <archivist> the right solvent helps
[07:56:03] <_methods> bacteriacidal
[07:56:54] <Loetmichel> sandblast would bne problematic
[07:56:55] <archivist> and I just was quoting to move a cooling system (fridge)
[07:57:11] <Loetmichel> the cooling channels inside the spindle are narrwo and made of aluminium iirc
[07:57:13] <_methods> i would research diy chiller loop cleaning cycles
[07:57:18] <archivist> I was joking on the sand blast
[07:57:58] <Loetmichel> archivist: i thought about blowing my "dustlike" aluminium swarf with the blow gun through it ;-)
[07:57:59] <_methods> you should be able to obtain the chemicals reqd to do it
[07:58:37] <archivist> I was just contemplating something in a high velocity fluid
[07:58:44] <_methods> is your reservoir sealed?
[07:59:10] <archivist> will the pump like any crap left behind
[07:59:48] <_methods> and did you use deionized/distilled water for your coolant?
[08:00:49] <Loetmichel> met: no, open
[08:00:53] <_methods> ouch
[08:00:53] <Loetmichel> _methods
[08:00:58] <Loetmichel> more or less
[08:01:06] <_methods> yeah i'd use a sealed as much as possible
[08:01:12] <_methods> and distilled water
[08:01:21] <_methods> tap water has too many minerals in it
[08:01:38] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14139
[08:01:50] <Loetmichel> down the blue bucket is the reservoir
[08:02:03] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14133
[08:02:39] <Loetmichel> just a detergent canister laid down and cut oupen and the pump submerged in it
[08:02:54] <_methods> well the more sealed the unit the less chance of bio getting in
[08:03:09] <_methods> with that open anything can get int here
[08:03:15] <Loetmichel> the blue stuff is car coolant de-icer
[08:03:43] <_methods> was that recommended?
[08:03:44] <Loetmichel> so it SHOULD be poisonus.. but it seems i should have used more of that coolant stuff ;-)
[08:03:57] <Loetmichel> no
[08:04:23] <_methods> well the minerals in the h2o can calcify in the cooling channels
[08:04:25] <_methods> and scale
[08:04:25] <Loetmichel> that is reccomended by the construction of the spindle, steel oter shell with aluminimum fibns inside
[08:05:36] <rmu> Tom_itx: power supply is not very beefy. but voltage seems to stay pretty constant
[08:06:17] <rmu> just found out that with low feedrates, the axis barely moves at all, motors are out of sync, and seem to miss most steps
[08:07:10] <rmu> low feedrates = 0,5rad/s
[08:11:54] <Loetmichel> _methods: i think i will clean out the spindle by dismantling it... AFTER it had done its job for today
[08:12:07] <Loetmichel> i still can touch it, so no harm done until now ;-)
[08:12:33] <Loetmichel> just noticed that the motor gets unusually warm and the pump is not moving any water at all
[08:36:14] * JT-Shop thinks he will squeak by on propane with 125 gallons left in one tank
[08:36:34] <Jymmm> Till when?
[08:37:27] * Jymmm sees a LOT of cold showers and toaster waffles in JT-Shop's future =)
[08:38:15] <Jymmm> JT-Shop: I hope you have one or two 5gal tanks around for emergency back up at least =)
[08:41:05] <Jymmm> I went thru 16 gallons in January for ONLY a little 5000 BTU heater.
[08:41:48] <archivist> live without heating, wont kill you
[08:42:27] <Jymmm> Kill me, nah. Make me irritable and cranky, yep =)
[08:43:42] <Jymmm> My fingers would burn like hell from the cold, and that was me wearing gloves. Very painful to type/write. Thus why I have the heater.
[08:44:52] <CaptHindsight> just fire up a few Pentium4 PC's, the place will be warm and toasty
[08:45:29] <Jymmm> I got rid of them all and shortly after that I got the heater. go figure =)
[09:03:28] <JT-Shop> I have 2 100lb tanks that are full...
[09:03:45] <Jymmm> oh well shit, you're good then =)
[09:04:11] <Jymmm> JT-Shop: fire up the hot tub and bbq's!!!
[09:13:20] <JT-Shop> bbq has 20lb tanks which did not have a price hike like residential and 100lb tanks
[09:13:31] <JT-Shop> $4 a gallon for a bit
[09:13:53] <Jymmm> how much is residental/gal?
[09:14:15] <JT-Shop> down to $2.65 a gallon now
[09:14:30] <Jymmm> and 20lb is $4 ?
[09:14:32] <JT-Shop> it got as high as $4/gal
[09:14:38] <Jymmm> oh, ouch
[09:14:40] <kengu> Loetmichel: um. I enabled microstepping on the circuit and now the current stays constant
[09:14:44] <JT-Shop> no
[09:14:56] <JT-Shop> 20lb is $16
[09:15:07] <Jymmm> for 15lbs?
[09:15:31] <Jymmm> tank exchange at hardware store?
[09:15:40] <JT-Shop> whatever they weigh yea
[09:16:00] <Jymmm> Yeah, they short the tanks (bastards)
[09:16:07] <JT-Shop> residential propane was $1.80/gal in Oct
[09:16:27] <Jymmm> Why don'yt you just fill the 20lb yourself?
[09:16:42] <Jymmm> or plumb in the bbq to your big tanks
[09:16:54] <jdh_> the last exchange place I went to only filled to 75% for your safety.
[09:17:21] <Jymmm> jdh_: 19.5 is the max, safety wise
[09:18:30] <Jymmm> Usually the pump stops at 19 for mine.
[09:19:10] <jdh_> that's a fill place, not the rack exchange thing though.
[09:20:05] <Jymmm> Yeah. The exchange thing was a way of getting extra revenue, at east before the lost that class action lawsuit
[09:20:16] <Jymmm> least*
[09:20:42] <Jymmm> That's why it's documented everywhere on the fill amount =)
[09:20:48] <Jymmm> now
[09:20:51] <Jymmm> .
[09:21:27] <JT-Shop> to fill a propane tank you need a dip tube in your tank otherwise you only put a bit of vapor in.
[09:21:58] <Jymmm> dip tube?
[09:22:11] <JT-Shop> yes so you move liquid not vapor
[09:22:38] <Jymmm> Um, then how do they do it when I have my tanks refilled (not exchanged) ?
[09:23:01] <jdh> it's in teh source tank
[09:23:03] <Loetmichel> soo, now i have to make the lid, do some polishing and some Elox, then the first box is done... ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14769 *what a pita to mill those 8mm thick sheets with a 3mm mill bit ;-)
[09:23:57] <Jymmm> That 3 extra lbs per tank (16 vs 19) makes a big difference with my 4 tanks at the end of the month.
[09:25:30] <Jymmm> jdh: Oh, so it's pulling liquid and not gas, gotcha. JT-Shop did say 100lb tanks, but I kept envisioing 250lb tanks that have fitting all over so you could add such a thing.
[09:26:29] <jdh> turn the tank upside down?
[09:26:36] <Jymmm> When I refill 1lb tanks, I just flip the 20lb tanks upsidedown.
[09:26:54] <JT-Shop> you can with a 100lb tank as it doens't have the fancy new valve
[09:27:32] <Jymmm> But I still have to freeze the 1lb tanks and put the 20lb tank in the sun all day.
[09:28:38] <jdh> I have heard the Blue Rhino tanks have the over-fill float set so the tank won't accept more than 15lbs.
[09:29:00] <jdh> but, could just be the gas guy knocking the exchange place.
[09:29:45] <Jymmm> jdh: Hmmm, a couple of my tanks were from Lowes is that blue rhino?), they all fill to 19lbs
[09:31:34] <Jymmm> I get cheap/free tanks off CL. If they are close to expiring I exchange them at Lowes and look for the newest tank. Then I' usually good for another 9 years worth or refills =)
[09:31:49] <Jymmm> I'm*
[09:39:18] <jdh> I go to one at lowes when the refill place is closed. The cage that opens is rarely the one that the machine says will open.
[09:40:35] <Jymmm> machine?
[09:40:41] <CaptHindsight> do people leave their empty tanks next to the cages? I never have to buy a tank.
[09:41:42] <Jymmm> jdh: You have some unattended tank exchange vending machine in your area?
[09:42:54] <CaptHindsight> loews, menards and others all have them
[09:43:09] <Jymmm> a VENDING machine?
[09:43:14] <CaptHindsight> yes
[09:43:32] <Jymmm> Hmmm, I'll be damn. nothing like that here in Calif. Maybe it's a law
[09:44:03] <CaptHindsight> swipe your card, a cage door opens, if you place you old empty back in then you jst get charged for a refill vs full new tank
[09:44:53] <CaptHindsight> but some people just leave their empties next to the machine
[09:45:17] <Jymmm> Oh, lol. PROFIT FOR YOU!!!
[09:45:22] <Jymmm> http://www.kioskmarketplace.com/images/KMCbigvending2.jpg
[09:45:35] <Jymmm> had to google that, never saw one beofre.
[09:46:57] <CaptHindsight> http://www.crossvending.com/wp-content/uploads/2010/06/PropaneTankVendingMachine.png most are just one half this size
[09:48:26] <Jymmm> That's kinda cool. can get propane at 4am and if SHTF... Got crowbar? Get propane! =)
[09:51:27] <jdh> the one at the lowes near me is maybe 3 high and 50 long?
[09:54:47] <pcw_home> I think the AMD 350 is the current favorite
[09:54:57] <pcw_home> oops
[10:06:39] <PetefromTn_> Makin' sacrificial vise jaws...!!
[10:20:15] <pcw_home> Is this to appease the CNC gods?
[10:24:42] <zeeshan> natural gas bbq!
[10:24:42] <zeeshan> :D
[10:25:44] <GammaX> Morning all
[10:26:40] <zeeshan> hi
[10:28:55] <GammaX> zeeshan, where you located?
[10:29:15] <zeeshan> hamilton, ontario, canada
[10:29:25] <zeeshan> you?
[10:29:37] <GammaX> denver co currently but in a month and half, long island ny.
[10:29:49] <zeeshan> so you'll be about 8 hours from me :p
[10:32:01] <GammaX> this is true
[11:01:16] <tjtr33> PetefromTn_, caveat: the steps listed in #_remapping_toolchange_related_codes_t_m6_m61 dont include orienting the spindle, just stopping it
[11:01:20] <PetefromTn_> pcw_home But of course it is.. that and so I can hold this funky shaped part I am making today. LOL
[11:01:56] <tjtr33> PetefromTn_, ^^ for when you write your toolchanger code
[11:02:31] <PetefromTn_> tjtr33 Really I have not looked into it that much. I need to really try to understand this so we can wrap out pea brains around it before we begin.
[11:03:28] <PetefromTn_> Just got off the phone with someone who is coming to look at my house tomorrow again. Who knows maybe we will sell it here soon. That will begin another adventure...MOVING THIS BEAST!!
[11:03:48] <GammaX> where you headed to again PetefromTn_ ?
[11:03:54] <PetefromTn_> incidentally the machine ran perfect today so far the modbus spindle control is working great.
[11:04:02] <PetefromTn_> SUNNY FLORIDA MAN!!!
[11:04:33] <tjtr33> machines that can replicate themselves? hell, we want machines that can relocate themselves!
[11:05:02] <GammaX> PetefromTn_, .... which part? Ill pass on florida! Too hot!
[11:05:57] <PetefromTn_> Grew up there man.. used to it. Port Saint Lucie...
[11:06:05] <GammaX> ahhh
[11:06:08] <GammaX> how old are ya now?
[11:06:11] <PetefromTn_> it's too damn cold here for me..
[11:06:17] <PetefromTn_> TOO DAMN OLD!!
[11:06:19] <GammaX> ur in tn right?
[11:06:27] <PetefromTn_> LOL i'm 43
[11:06:35] <PetefromTn_> yup.
[11:06:43] <GammaX> thats not old
[11:06:45] <GammaX> mid age
[11:07:01] <PetefromTn_> would be nice to be able to get into the machine and drive it down there huh...LOL
[11:07:21] <PetefromTn_> yeah I was kidding man..
[11:07:44] <tjtr33> re: upper case comments: Peter Sellers in Whats New Pussycat as Dr. Fritz Fassbender: "Silence when you're shouting at me!
[11:07:53] <PetefromTn_> If I can sell this house we will be having quite an adventure moving all my schtuff..
[11:08:44] <GammaX> well im moving my entire shop, granted not huge stuff biggest is that hc, but accross country. in month and half.
[11:09:03] <PetefromTn_> yeah that part of it sucks huh...
[11:09:21] <PetefromTn_> BRB gotta make me a sammich here for lunch...
[11:09:27] <GammaX> luckily it should just be 1 road basicly hole way...
[11:23:19] <skunkworks> pcw_home,
http://www.cnczone.com/forums/servo-motors-drives/214600-can-use-rectified-240-volts-run-146-a.html
[11:31:11] <TekniQue> skunkworks: that'll work if your equipment doesn't expect the DC ground to be a chassis ground anywhere
[11:31:22] <PetefromTn_> http://www.youtube.com/watch?v=s4xEo5GcXHk pretty cool setup here..
[11:31:25] <TekniQue> or even signal ground
[11:32:10] <TekniQue> otherwise you'll need an isolation transformer
[11:32:35] <cncdxf> hi friends
[11:32:41] <skunkworks> heh - I wasn't even thinking about grounding.. (just scaling of the dac)
[11:33:12] <PetefromTn_> hi cnc..
[11:33:16] <cncdxf> Does anybody speak Turkish?
[11:33:36] <skunkworks> cncdxf, not that I know of.. sorry
[11:33:39] <cncdxf> :)
[11:33:57] <cncdxf> I new in linuxcnc
[11:33:58] <PetefromTn_> I can talk turkey but cannot speak the language LOL.
[11:34:19] <cncdxf> so bad :)
[11:34:22] <cncdxf> glu glu
[11:34:33] <kengu> uhm
[11:34:37] <cncdxf> pstoedit not working
[11:34:38] <ReadError> gobble gobble
[11:34:52] <cncdxf> example pstoedit aa.psd aa.dxf
[11:35:21] <cncdxf> how I do?
[11:37:34] <cncdxf> skunkworks: ?
[11:37:35] <cncdxf> PetefromTn_: ?
[11:37:35] <skunkworks> cncdxf, pstoedit is not part of linuxcnc...
[11:37:46] <skunkworks> I don't know if anyone here uses it...
[11:38:01] <cncdxf> how I do psd convert to dxf?
[11:38:12] <PetefromTn_> sounds like he wants to turn PDF to DXF..
[11:38:23] <cncdxf> yes PetefromTn_ :)
[11:38:51] <PetefromTn_> There are converters or you can use draftsight for free,,just import .pdf and save as .dxf after any changes..?
[11:39:08] <jdh> draftsight will do that?
[11:39:16] <PetefromTn_> I think so...
[11:39:36] <PetefromTn_> I have worked with .pdf files before in it..
[11:39:44] <jdh> vectors only?
[11:39:45] <cncdxf> draftsight not work gcode
[11:39:53] <PetefromTn_> if not there are programs that will do it.
[11:40:06] <PetefromTn_> you want G-code from .pdf files?
[11:40:06] <cncdxf> my some archive .pdf
[11:40:21] <cncdxf> do you use cut2d?
[11:40:24] <cncdxf> on windows
[11:40:28] <PetefromTn_> cncdxf do you have an example file?
[11:40:31] <jdh> I use cut2d
[11:40:59] <cncdxf> I want use smilar cut2d , on linux.
[11:41:23] <PetefromTn_> do you have a post processor?
[11:41:48] <jdh> there is nothing I've seen similar to cut2d
[11:41:58] <cncdxf> cut2d open pdf , automatic convert vector ,and editable. and save gcode. all work , one program.
[11:42:18] <cncdxf> PetefromTn_: I'm new linuxcnc
[11:42:38] <cncdxf> before cut2d+kcam4 and mach3
[11:42:50] <cncdxf> and artcam , on windows.
[11:42:57] <PetefromTn_> pew did he just say mach3?//
[11:43:12] <PetefromTn_> ;)
[11:43:14] <cncdxf> jdh: what do you use?
[11:43:21] <jdh> cut2d
[11:43:29] <cncdxf> artsoft mach3 PetefromTn_ :)
[11:43:34] <cncdxf> jdh: on linux?
[11:43:44] <jdh> no, but I've heard it works under wine
[11:43:58] <cncdxf> yes ,but price
[11:44:08] <cncdxf> try kedicad
[11:44:20] <cncdxf> for vector and gcode
[11:44:35] <jdh> cut2d is fairly cheap. I even paid for mine.
[11:44:36] <cncdxf> but not open image or pdf
[11:45:09] <cncdxf> yes very lite and powerfull program this price.
[11:45:38] <cncdxf> do you use cut2d + emc2?
[11:45:41] <cncdxf> jdh:
[11:46:23] <jdh> yep, works great
[11:48:19] <cncdxf> why do you use mach3?
[11:48:22] <cncdxf> sorry
[11:48:28] <cncdxf> why doN'T you use mach3?
[11:48:48] <archivist> it has issues :)
[11:49:27] <jdh> it's ugly
[11:49:43] <jdh> and windows is not suitable for real time control
[11:49:55] <cncdxf> :)
[11:50:05] <jdh> but, it does fine for CAD/CAM
[11:50:29] <cncdxf> I thing good way is , load external rom and work.
[11:50:46] <cncdxf> thanks I tray cut2d+emc2
[11:51:02] <cncdxf> but look your freetime kedi :)
[11:51:07] <jdh> vectric has a post-processor for emc2/linuxcnc. both metric and imperial
[11:53:01] <PetefromTn_> you might consider using CamBam as well CNCdxf I have been using it lately and it is pretty nice. Also has 3d toolpathing.
[11:54:00] <cncdxf> very good news jdh
[11:54:19] <PetefromTn_> also apparently inkscape can import .pdf and export .dxf as well...
[11:54:32] <cncdxf> cambam is free?
[11:55:20] <PetefromTn_> no but it is pretty cheap for what you are getting.. l
[11:55:48] <cncdxf> but windows
[11:57:34] <PetefromTn_> http://www.cambam.info/ref/ref.linux
[11:57:48] <cncdxf> thanks for all, I will download cambam , and inkspace, came to later.
[11:58:28] <PetefromTn_> good luck man!
[11:58:33] <cncdxf> and try wine+cut2d
[11:58:50] <cncdxf> thanks friends see you lat..maybe tomorrow :)
[13:16:54] <IchGuckLive> hi all B)
[13:56:46] <IchGuckLive> after 2 days of realy bussi here today its quite at Europ time 1
[14:00:40] <IchGuckLive> today i milled the first balcony board for my windmill retrofit
[14:01:14] <rmu> for teh record: i think i found the problem with my machine. looks like the capacitors in the power supply were dry. when stepping slowly with 3 motors, supply voltage dropped too far, and steps were lost.
[14:02:11] <IchGuckLive> its good to get a big capaciter chain but keep in mind you might get a dead chain on it
[14:02:31] <IchGuckLive> rmu: what voltige do you use for your steppers
[14:02:37] <rmu> 40V
[14:02:48] <IchGuckLive> are you in the USA
[14:02:54] <rmu> no
[14:02:58] <rmu> austria
[14:03:12] <IchGuckLive> im in germany near french boarder
[14:20:00] <IchGuckLive> im off BYE
[14:45:17] <archivist> rmu, how much was it dipping
[14:56:06] <rmu> archivist: didn't have my scope nearby, don't know, but enough that it affected the motors
[15:41:53] <Connor> dang, it's dead in here today
[15:46:29] <andypugh> We are all on the secret forum that you don't know about.
[15:47:20] <archivist> I am thinking which method of gear shaping to implement
[15:49:10] <archivist> do I quote high, or quote reasonable just for the fun of implementing gear shaping
[15:50:22] <Jymmm> R&D ?
[15:50:35] <Jymmm> one time?
[15:50:58] <Connor> archivist: Gear shaping in what ?
[15:51:02] <archivist> one off but the effort would get me another technique
[15:51:10] <archivist> plastic
http://www.collection.archivist.info/archive/mirror/musicbox/DSCF4332.JPG
[15:51:28] <Jymmm> archivist: go reasonable if your costs are covered at least.
[15:51:45] <Jymmm> archivist: they might have other things in the future you might be interested in.
[15:52:07] <Jymmm> archivist: or maybe go between the two?
[15:52:30] <Jymmm> that way they dont try to low ball you down the road.
[15:52:43] <archivist> doubt it, considering what the item is from
[15:53:04] <Jymmm> an in-use pace maker? lol
[15:53:17] <Connor> You would think you could find a replacement part on ebay or from another mech for that..
[15:53:26] <archivist> no, just a cheap music box movement
[15:53:27] <Connor> that was the song box wasn't ?
[15:53:27] <Jymmm> Dr archivist I presume =)
[15:54:17] <archivist> Connor, I googled and looked for this version but did not find
[15:59:56] <Einar> Try "knuring" it with a matching gear that is heated up above the melting point of your blank.
[16:00:35] <Einar> knurling
[16:02:47] <archivist> I think shaping would be easier and less stressful to the plastic
[16:03:23] <tjtr33> Einar, thats quite a bit like EDMing it with a female electrode ( blank on A axis , electrode on B )
[16:03:39] <tjtr33> wont the new gear be metal?
[16:04:12] <archivist> not decided on new material as it meshes with a plastic gear
[16:05:52] <archivist> I can hob the cutter
[16:08:31] <Einar> It looks like a really low accuracy part, so why not use the closest gearcutter you can find?
[16:09:05] <archivist> if you look closely there is a boss
[16:09:37] <Einar> What's the diameter of this wheel?
[16:10:15] <archivist> a normal milling cutter would destroy that, and it needs all the boss strength for the press fit mount (the reason it failed)
[16:10:28] <archivist> 8mm ish
[16:10:50] <archivist> 18 teeth mod.4
[16:11:41] <Einar> OK. Then finding a small enough cutter to avoid touching the boss will be hard. Or impossible.
[16:12:35] <archivist> I have a bunch of watch size cutters but nothing close
[16:15:01] <tjtr33> built up? simple disk with boss & inserted pins for teeth?
[16:17:46] <archivist> contrate tooth form is a bit odd, a bastard version of an involute
[16:19:22] <andypugh> Single-lip formed endmill?
[16:20:39] <archivist> I have wondered about grinding a form tool, I often do that
[16:21:35] <archivist> but then I miss the fun of shaping :(
[17:26:59] <Deejay> gn8
[17:39:22] <CaptHindsight> net split is over
[17:41:41] <Tom_itx> until rucas decides to play some more
[17:41:53] <Tom_itx> there's actually a channel they are in laughing about it
[18:08:26] <Tom_itx> andypugh, got a link to your horizontal mill?
[18:09:02] <andypugh> https://plus.google.com/photos/108164504656404380542/albums/5901688686374813281
[18:09:10] <Tom_itx> thanks
[18:10:08] <andypugh> and
http://www.cnczone.com/forums/vertical-mill-lathe-project-log/109301-harrison-universal-miller-conversion.html
[18:12:43] <zeeshan> andypugh:
[18:12:47] <zeeshan> https://lh3.googleusercontent.com/-eWF1XkQBYrY/Uee9DiyCffI/AAAAAAAACRM/y0aZEx9_LN8/w1355-h1016-no/IMG_0698.JPG
[18:12:54] <zeeshan> did you use an index head for those splines
[18:13:08] <Tom_itx> http://mla-s2-p.mlstatic.com/fresadora-n-1-11272-MLA20041651456_022014-F.jpg
[18:13:12] <Tom_itx> dude is considering that
[18:13:25] <zeeshan> horizontal mills are kinda outdated :)
[18:13:30] <zeeshan> but i still wouldnt mind one for cutting keyways
[18:13:35] <andypugh> I used a CNC A-axis and the corner of a normal end-mill
[18:13:43] <Tom_itx> he's quite limited on what he has available to him
[18:13:43] <zeeshan> andypugh: ah
[18:13:59] <zeeshan> have that horizontal mill comes with a vertical head
[18:14:01] <zeeshan> he's set :)
[18:14:09] <zeeshan> the only thing he can't do manually is drill holes
[18:14:16] <zeeshan> well he can
[18:14:20] <zeeshan> but theres no quil ;p
[18:14:58] <andypugh> Well, if he does convert it, he can do this:
https://www.youtube.com/watch?v=ltmZrDrt6pQ
[18:15:19] <zeeshan> very cool
[18:15:34] <zeeshan> dude one thing i like about horizontal mills is they come with cat50 or cat40 standard
[18:15:37] <zeeshan> tapers
[18:15:43] <toastyde1th> fuckin horizontal mills are the tits
[18:16:46] <zeeshan> http://ontario.kijiji.ca/c-buy-and-sell-business-industrial-HORIZONTAL-MILLING-MACHINE-W0QQAdIdZ573381051
[18:16:48] <toastyde1th> that cut sounds like the gear's all messed up
[18:16:58] <zeeshan> that ones about 500$ locally
[18:18:40] <zeeshan> andypugh: have you messed around with grinders?
[18:18:46] <zeeshan> like a surface grinder
[18:19:23] <andypugh> Not a lot. I have made a couple of tolpost grinders, and my dad has a Universal grinder which is occasionally useful.
[18:21:17] <zeeshan> http://lh4.ggpht.com/-1MblbxbAyNg/TFissbN6nvI/AAAAAAAABRQ/f2YTvKpY-Vo/s1440/Drawbar.jpg
[18:21:28] <zeeshan> is that supposed to be a pull stud on the very right?
[18:23:02] <andypugh> The grinder is lurking under a sheet in the corener of the workshop in this photo. So you can't really see what it does.
https://picasaweb.google.com/lh/photo/lorjlRbUi9B2VQy0Cd0KcNMTjNZETYmyPJy0liipFm0?feat=directlink
[18:23:29] <zeeshan> is that the basement of your house?
[18:23:49] <zeeshan> ps. i like the random rotor in a vise.
[18:23:50] <andypugh> But it can do surface grinding, internal and external cyclindrical grinding, tapers, and cutter sharpening.
[18:24:08] <andypugh> That's my dad's workshop. (In an old barn)
[18:24:12] <zeeshan> ah
[18:24:53] <andypugh> Also in the photo is a Smart and Brown lathe, a Kearns S-type horizontal borer and an Elliot shaper.
[18:26:43] <Jymmm> https://www.youtube.com/watch?v=yoCBORXzOqU
[18:27:16] <zeeshan> rofl
[18:27:20] <zeeshan> frigging free energy people
[18:27:42] <Jymmm> watch it, this is different
[18:28:34] <DaViruz> so where are the magnets
[18:28:47] <DaViruz> oh there it is.
[18:28:53] <Jymmm> Unless he's near a RF transmitter, not sure how that's working.
[18:29:15] <Jymmm> or high voltage lines
[18:30:01] <zeeshan> prolly has batteries
[18:30:05] <zeeshan> inside the casing
[18:30:20] <zeeshan> and when he connects the alligator clip, it completes the circuit .
[18:30:22] <Jymmm> I don't think so, he showed a votlage on the votlmeter
[18:30:58] <Jymmm> it could , there are button cells that size
[18:31:11] <Jymmm> under all that horglue
[18:31:32] <andypugh> When he connects the battery and the multimeter at the same time it is surprising how the voltage remains 100% stable. He clearly has infinite current available too.
[18:32:13] <zeeshan> ;D
[18:32:22] <zeeshan> no moar free energy videos plz!
[18:33:10] <Jymmm> bascially I think it's an rf tank circuit, thus the corkscrew arial
[18:33:50] <Jymmm> I get floresent tube to light up when near a 50KW transmitter easily
[18:33:52] <DaViruz> seing how that coil is effectively a short..
[18:34:06] <Jymmm> but it's NOT a short
[18:34:28] <DaViruz> at DC
[18:34:44] <Jymmm> eh, yeah
[18:35:06] <Jymmm> and the dmm is on DC volts too
[18:35:22] <Jymmm> (not sure why negative though)
[18:36:07] <Jymmm> I mena yeah you could cut the coil, insert button cells, then hot glue the whole thing back together
[18:36:14] <DaViruz> i'd guess internal battery in the motor which is connected in series with the terminals
[18:36:32] <Jymmm> DaViruz: no, he easured the voltage from the coil too
[18:36:33] <GuShH_> Hi guys/gals (hopefully) Any thoughts on this old machine?
http://mla-s2-p.mlstatic.com/fresadora-n-1-11272-MLA20041651456_022014-F.jpg I'm certain the design was copied off some other brand, this one was made in Argentina in the 40s or 50s probably, back when we had a real industry going... The price is right, I haven't seen / used it yet to determine whether I should buy it or not, but if you have any thoughts I'd appreciate it.
[18:36:41] <DaViruz> Jymmm: with a $2 multimeter..
[18:36:50] <Jymmm> so?
[18:37:03] <DaViruz> which he probably also rigged
[18:37:07] <GuShH_> Jymmm: you can't trust a 2 bucks multimeter is the point
[18:37:24] <andypugh> GuShH_: It looks pretty solid
[18:37:30] <andypugh> Is there a vertical head?
[18:37:33] <GuShH_> andypugh: yes!
[18:37:34] <andypugh> Or a slotting head?
[18:37:45] <GuShH_> http://mla-s2-p.mlstatic.com/fresadora-n-1-12299-MLA20057309883_032014-F.jpg
[18:37:56] <GuShH_> No other accessories.
[18:38:06] <GuShH_> Not even a vise.
[18:38:22] <GuShH_> But that's why it costs less than a new china toy mill.
[18:38:43] <zeeshan> anyone have a good understanding of powerline adapters?
[18:39:10] <zeeshan> if i go over to my neighbours house
[18:39:23] <GuShH_> andypugh: a real bridgeport costs way too much for my pocket.
[18:39:24] <zeeshan> and connect a powerline adapter at his place, can i get on my network?
[18:39:29] <andypugh> GuShH_: I would take that in preference to a new Chinese thing.
[18:39:35] <GuShH_> obviously
[18:39:35] <zeeshan> (i have a powerline adapter connected to my router at my house)
[18:39:53] <Jymmm> zeeshan: try it and see.
[18:40:02] <GuShH_> andypugh: this unit is currently being used as-is, so that's a good thing for me at least it's in working condition
[18:40:11] <andypugh> GuShH_: Did you see my links to my very similar machine earlier?
[18:40:24] <GuShH_> I'm not sure if those were the ones Tom_itx showed me, being converted to CNC
[18:40:27] <zeeshan> Jymmm: its a hypothetical question
[18:40:30] <PCW> Looks like a nice compact machine
[18:40:32] <Tom_itx> andypugh, i cross posted them for him
[18:40:38] <zeeshan> i'm worried people can hax into my network through powerline
[18:40:39] <GuShH_> it's a N�1 size
[18:40:43] <Tom_itx> (he's shy) :D
[18:40:45] <Jymmm> zeeshan: and I gave a very practical test.
[18:40:56] <zeeshan> i'm gonna look like a dumbass
[18:41:02] <zeeshan> going to his house lol
[18:41:10] <zeeshan> i already tried it on the outside electrical sockets of my house
[18:41:12] <zeeshan> and i can hax in
[18:41:19] <Tom_itx> GuShH_, another thing... what power does it require?
[18:41:27] <GuShH_> it's single phase, but I do have 3 phase here.
[18:41:34] <Tom_itx> k
[18:42:04] <GuShH_> most likely not the original motor.
[18:43:07] <GuShH_> Tom_itx: for some reason most houses have 3 phase around here... most are good for 60A
[18:43:09] <GuShH_> 220
[18:43:16] <GuShH_> of course 380 on multi phase
[18:43:22] <_methods> jeez that would be nice
[18:43:29] <_methods> i'm stuck with RPC or VFD
[18:43:32] <GuShH_> but the country is not in a nice state.
[18:44:11] <GuShH_> do they make VFDs with 2 phase or 3 phase input? just for soft start, brake, speed control?
[18:44:29] <GuShH_> (as to lower the overall current going through a single phase)
[18:44:37] <_methods> yep
[18:44:53] <_methods> well not 2 phase lol
[18:45:02] <GuShH_> hey my welder has a 2 phase option!
[18:45:11] <GuShH_> _methods: it's fun, load a phase and the others compensate up, so your lights won't dim, they'll get brighter if they're on a separate phase.
[18:45:23] <_methods> hmm had no idea
[18:45:39] <zeeshan> whats 2 phase
[18:45:40] <_methods> ah man i miss you makin fun of the 3d printer retards
[18:46:20] <_methods> yeah i have no idea what 2 phase is
[18:46:36] <GuShH_> zeeshan: instead of live and neutral, two lives of separate phases, in this case you get 380vac
[18:47:13] <zeeshan> you mean you using 2 legs
[18:47:14] <zeeshan> of 3 phase
[18:47:16] <_methods> according to wikipedia it exists only in philadelphia lol
[18:47:22] <_methods> http://en.wikipedia.org/wiki/Two-phase_electric_power
[18:47:43] <GuShH_> my welder is setup single phase anyway, I never wired a "2 phase" outlet anywhere in the house.
[18:48:33] <zeeshan> 600V 3 phase
[18:48:41] <zeeshan> 2 legs give you about 380V
[18:50:52] <PCW> between any 2 legs of three phase is really just single phase
[18:51:30] <GuShH_> plus the return, the welder calls for 3 wire for 380
[18:51:40] <zeeshan> what rkind of welder is this
[18:51:41] <GuShH_> but they are all of the same thickness, which is why I worried about it
[18:51:44] <zeeshan> sounds very old!
[18:51:46] <GuShH_> just a buzz box
[18:52:02] <GuShH_> back in the previous house one day we had a massive blackout and when we finally got a phase back, it was on 120VAC not 220... the things you see in Argentina...
[18:52:03] <PCW> though I guess you could have 2 phase with 2 WYE phases and neutral
[18:52:20] <GuShH_> zeeshan: it's not very old, it's just very chinese :D
[18:53:31] <GuShH_> andypugh: seems your mill is one number bigger than the one I'm looking at
[18:53:50] <GuShH_> is that the original paint? looks like it was barely used!
[18:54:06] <GuShH_> no holes on the table? no abuse?
[18:54:45] <GuShH_> I see a lot of used drill presses with U shaped grooves from drilling down to the table and the table being at different positions... butchers.
[18:55:44] <andypugh> It has been repainted, it should be a darker colour, and there are a couple of small marks on the table, but nothing serious.
[18:55:58] <GuShH_> it looks very nice
[18:55:58] <_methods> it happens
[18:56:00] <andypugh> I think it lived in a school for most of its life.
[18:56:06] <GuShH_> that's odd
[18:56:12] <GuShH_> usually school equipment gets heavily abused
[18:56:19] <GuShH_> specially lathes!
[18:56:24] <zeeshan> ^ t rust me
[18:56:29] <andypugh> Not here, it is all too "dangerous" to allow the kids near
[18:56:31] <zeeshan> my group mate owned a kurt vise in front of my eyes
[18:56:34] <GuShH_> hahaha
[18:56:55] <Tom_itx> andypugh were you one such kid?
[18:56:56] <GuShH_> don't go outside! the grass is too sharp!!
[18:56:59] <zeeshan> what really irritates me is the machine shop people don't give a crap
[18:57:02] <zeeshan> that he's got long sleeves on
[18:57:09] <zeeshan> he never rolls them up even when sanding on the lathe
[18:57:11] * GuShH_ would blow stuff up and set things on fire when he was a little boy
[18:57:21] <zeeshan> and you know those hanging things on hoodies?
[18:57:23] * GuShH_ now shoots things up instead
[18:57:24] <zeeshan> he never puts those away too
[18:57:29] <_methods> heh you'll only make that mistake once
[18:57:32] <zeeshan> one day he's going to get sucked into the lathe.
[18:57:40] <zeeshan> i keep telling him
[18:57:41] <_methods> i love the guys that don't tuck in their shirt
[18:57:43] <zeeshan> he thinks its a joke
[18:57:44] <GuShH_> eek
[18:57:48] <andypugh> Tom_itx: No, I was using my dad's lathe when I was 7. At school I was the only kid who ever got to use the machine tools. :-)
[18:57:56] <GuShH_> show him pictures of the aftermath
[18:57:59] <GuShH_> that's how you train people.
[18:58:08] <GuShH_> I've seen them all.
[18:58:12] <_methods> i had a girl in class with me wearing a necklace and ear rings
[18:58:15] <zeeshan> ^ thats how i learned :)
[18:58:15] <Tom_itx> i helped the shop teacher restore some old equipment during HS days
[18:58:16] <_methods> i asked her to remove them
[18:58:22] <_methods> and she refused
[18:58:38] <_methods> 10 min later her face was in a chuck
[18:58:38] <zeeshan> shoulda farted in her face
[18:58:48] * GuShH_ blinks
[18:58:48] <_methods> she never came back again
[18:58:53] <andypugh> I don't see any risk with ear-rings. If they get involved in the machine there is plenty else wrong.
[18:59:08] <GuShH_> some earrings are long, nasty things.
[18:59:10] <_methods> her necklace caught a chuck jaw
[18:59:11] <zeeshan> i learned to pull my hoodie up and respect even ahand drill
[18:59:18] <_methods> slapped her face off the chuck
[18:59:21] <_methods> made me giggle
[18:59:26] <zeeshan> when my forearm was twisted by the drill ;p
[18:59:39] <zeeshan> so y ou're telling me she was not "bitch slapped"
[18:59:39] <zeeshan> but
[18:59:43] <GuShH_> _methods: did you get a tingling sensation too?
[18:59:43] <zeeshan> "chuck slapped"
[18:59:45] <zeeshan> gotcha.
[18:59:47] <andypugh> I wear long sleeves when working in my shop. It's cold otherwise.
[18:59:57] <zeeshan> andypugh: you sound expierenced.
[19:00:01] <_methods> yeah it made me laugh after i made sure shwe was ok
[19:00:05] <zeeshan> im sure you'd roll them up if you're sanding or something on the lathe
[19:00:10] <_methods> she had a bloody nose
[19:00:12] <zeeshan> this guy has 0 machining experience
[19:00:29] <GuShH_> odd they'd let him near any machine
[19:00:49] <zeeshan> i think the machine shop guys have given up
[19:01:01] <zeeshan> cause it looks like equipment after a bomb dropped on em
[19:01:17] <GuShH_> "they don't even clean up the blood anymore"
[19:01:23] <zeeshan> i have yet to see a vise with crash marks on it
[19:01:31] <zeeshan> *with no
[19:01:41] <zeeshan> even the the drill press tables have holes in them
[19:01:44] <_methods> one day you'll do it
[19:01:46] <_methods> it happens
[19:01:53] <zeeshan> _methods: never done it yet :)
[19:01:53] <GuShH_> try crash, welds and missing chunks. that's what most used vises look like around here.
[19:02:02] <zeeshan> lesson #1: don't rush.
[19:02:09] <_methods> i wish i could say the same
[19:02:15] <_methods> but when you got a job that has to get done
[19:02:21] <_methods> and you been working for 18 hours
[19:02:25] * GuShH_ has slightly crashed his lathe once, left a tiny mark on the toolpost
[19:02:33] <GuShH_> it only takes one tiny brain fart.
[19:02:37] <_methods> yep
[19:02:41] <_methods> one decimal
[19:02:45] <zeeshan> luckily its just a hobby for me
[19:02:48] <zeeshan> so i take my sweet time
[19:02:52] <zeeshan> and never work when im tired
[19:03:13] <_methods> yeah some don't have that luxury
[19:03:20] <_methods> and that's why chucks and tables look that way
[19:03:30] <_methods> but there are a few morons that just screw up
[19:03:34] <GuShH_> andypugh: is the pressure gauge on the side for the coolant or does it have forced oil inside?
[19:03:37] <_methods> they usually don't stay in teh trade long
[19:03:47] <GuShH_> or some fancy pneumatic doodad
[19:04:31] <GuShH_> I feel bad for all the machines I've been staring at, if I had the money and space I would buy them all just to rescue them.
[19:04:40] <GuShH_> poor abused things.
[19:04:45] <zeeshan> the most work ill do is thing kind of stuff:
[19:04:45] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/parts-1.jpg
[19:04:54] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/partial_zps9b918c5c.jpg
[19:05:04] <zeeshan> i literally made 150 of those over 2 days
[19:05:13] <zeeshan> 26 hours straight over the weekend
[19:05:19] <zeeshan> i hated tig welding after that.
[19:05:34] <zeeshan> and threading on the lathe
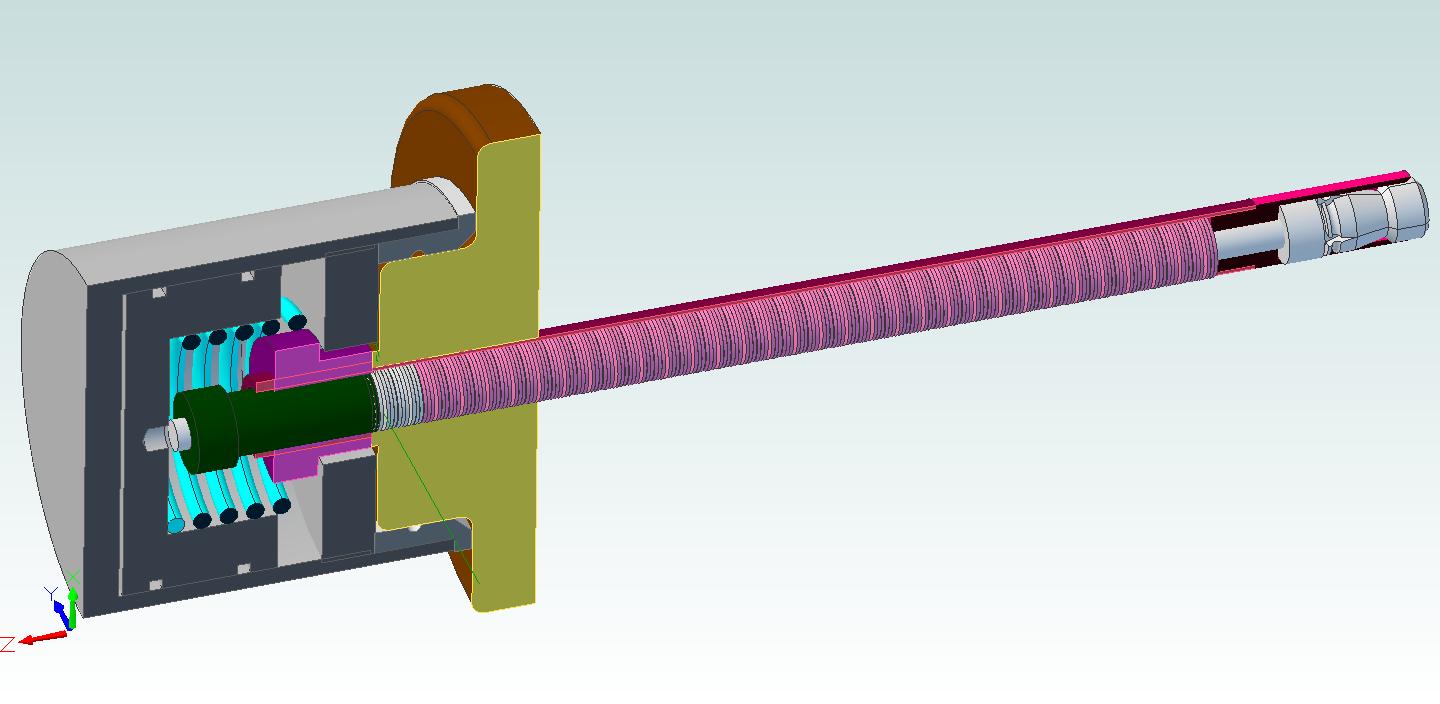
[19:06:32] <andypugh> GuShH_: It's for the pneumatic drawbar.
[19:07:02] <GuShH_> andypugh: oh well I got it on the third guess!
[19:07:07] <GuShH_> that's a very nice featur
[19:07:09] <GuShH_> feature*
[19:07:10] <zeeshan> andypugh: where are you from?
[19:07:48] <andypugh> GuShH_: It's not original, I made it.
https://www.youtube.com/watch?v=pxrzJ_KfcQ0
[19:08:45] <GuShH_> _methods: 3d... at one point someone got ahold of this irc account and got me ignored in most channels, I try to help around there whenever I can, but I do make fun of Shaun, because he's Shaun.
[19:09:03] <_methods> hehe
[19:09:09] <zeeshan> andypugh: using that drawbar you posted
[19:09:18] <zeeshan> all i'd have to do is put pull studs on the r8 shanks?
[19:09:20] <_methods> well whoever hijacked your acct made me laugh alot
[19:09:40] <GuShH_> was a couple months ago
[19:09:46] <zeeshan> like r8 shanks already come threaded
[19:09:49] <GuShH_> sometimes I do get on someone's nerve though
[19:09:51] <zeeshan> so i'd just make a threaded pull stud
[19:09:57] <zeeshan> and use something similar to what you made? :P
[19:10:09] <GuShH_> andypugh: you anodise your own parts?
[19:11:40] <andypugh> No, I know an anodizing company that I used to put a lot of work through in a previous job, so my private jobs always cost £10
[19:11:44] <Tom_itx> several guys here do
[19:12:00] <GuShH_> Tom_itx: I put that dream on hold for now.
[19:12:00] <andypugh> zeeshan: Aye, that ought to work.
[19:12:03] <zeeshan> https://www.youtube.com/watch?v=3oTJNEVpvYY
[19:12:05] <zeeshan> thats bad ass mate
[19:12:19] <andypugh> zeeshan: Or you could use the Tormach TTS which is reasonably neat.
[19:12:40] <zeeshan> pull studs feel safer ;p
[19:13:05] <zeeshan> we'll see
[19:13:38] <GuShH_> andypugh: after cnc conversion, you can still use your mill manually? that's one fear I have if I convert the lathe, I would like to keep manual control as well.
[19:13:58] <zeeshan> depends
[19:14:00] <zeeshan> do you want feedback?
[19:14:01] <GuShH_> of course someone asked me "why would you want to not CNC anymore"
[19:14:10] <zeeshan> cause most people use mpgs to do manual stuff.
[19:14:17] <andypugh> I can still use all the machines manually. However, I literally never do. So I wouldn't worry about it too much. :-)
[19:14:19] <zeeshan> but you loose that feedback feeling you get using dials
[19:14:38] <GuShH_> zeeshan: right, use it as if it were unmodified was the question
[19:14:40] <zeeshan> but then you start relying on acoustic noise :)
[19:16:00] <andypugh> On my lathe for one-off jobs I use some simple macros:
http://www.linuxcnc.org/index.php/english/forum/41-guis/26550-lathe-macros
[19:16:32] <zeeshan> my school machine g-code operations is like that
[19:16:38] <zeeshan> it has macros for circular pockets, circular arcs etc
[19:16:56] <zeeshan> i don't think you'd ever need to go back to "manual milling/turning" again
[19:16:57] <zeeshan> :)
[19:17:19] <zeeshan> for that odd time where you're just trying to face something, i think mpg will work fine.
[19:17:20] <andypugh> I haven't written my mill macros yet, but I will have simple feeds, probes and hole drilling patterns on a separate tab.
[19:17:52] <zeeshan> andypugh: are you donng this through "GLADEVCP"
[19:17:58] <zeeshan> *doing
[19:18:05] <andypugh> Yes, that lathe GUI is Glade.
[19:18:10] <zeeshan> ah nice.
[19:18:25] <zeeshan> looks nice.
[19:18:41] <zeeshan> i like the screenshot of an inventor drawn part :)
[19:18:44] <andypugh> It's only a static image. It doesn't update or anything.
[19:18:59] <GuShH_> zeeshan: I don't know, I'd like to go back because I might be a masochist.
[19:19:00] <andypugh> And you are right, it's Inventor
[19:19:10] <GuShH_> At the moment any conversion won't happen any time soon anyway.
[19:19:27] <zeeshan> use servos
[19:19:34] <GuShH_> sounds costly
[19:19:37] <zeeshan> and dual shafts ;p
[19:19:51] <GuShH_> a servo motor on the lathe would be nice
[19:19:51] <zeeshan> i really dont like the resistance of the steppers
[19:20:02] <zeeshan> (when they're disabled)
[19:20:12] <zeeshan> it feels like you're drilling a 1/2" hole in mild steel plate
[19:20:16] <zeeshan> with no pilot hole
[19:20:17] <GuShH_> a lot of magnets just got insulted by your comment.
[19:24:07] <GuShH_> zeeshan: or just the spindle set too low and no cutting oil, should feel similar
[19:24:10] <GuShH_> low/slow
[19:24:20] <GuShH_> grab, grab, grab
[19:37:20] <andypugh> Goodnight chaps
[19:43:52] <RyanS> anyone here use a fourth access on their CNC mill?
[19:44:07] <RyanS> axis
[19:45:03] <CaptHindsight> 4th, 5th and some even have more
[19:52:24] <RyanS> hmm ive seen 4 in action on videos, I'm trying to decide whether to get the hang of 3axis first or dive right in. I don't know how 'neiche' 4 is
[19:53:23] <RyanS> Can you profile gears on 3 axis?
[19:55:25] <RyanS> I think I've seen a bevel gear done on 3d (as opposed to 2.5d)
[20:07:10] <Tom_itx> possible but probably not practical
[20:28:33] <PetefromTn_> aw jeez it's that time again. When I gotta do the cam work on another part and hope I don't screw it up. :p
[20:30:15] <Tom_itx> you should get some machineable wax
[20:30:40] <Tom_itx> you _can_ make it
[20:30:59] <PetefromTn_> yeah I just prefer to WING it LOL
[20:31:09] <Tom_itx> or wood blocks
[20:31:24] <PetefromTn_> I have machined wood before to test tho that actually works okay.
[20:31:37] <CaptHindsight> is there an unmachinable wax?
[20:31:39] <Tom_itx> the wax is reuseable though
[20:31:43] <PetefromTn_> just a bitch to clean up the mess..
[20:31:43] <Tom_itx> CaptHindsight yes
[20:31:50] <CaptHindsight> melted
[20:31:53] <Tom_itx> it's got ground up plastic in it
[20:32:55] <CaptHindsight> wax with glass shards
[20:33:06] <PetefromTn_> I remember awhile back when I first started CNC machining parts on my RF45 I used to save all the wax from the carbide saw blades and router bits we ordered or had sharpened and saved it in a wood box I made to act as a mold so when I had enough I would just melt it down into a big block.
[20:33:37] <PetefromTn_> Well when I FINALLY had a big bunch of it I melted it down with a heat gun in the wood box.
[20:34:06] <PetefromTn_> It turns out the wax they use is NOT the best thing for making machining wax from LOL... it was soft and shitty...
[20:34:17] <CaptHindsight> wax with metal beads would also be a tough one
[20:34:22] <PetefromTn_> took me months to sace all that up...LOL
[20:34:29] <PetefromTn_> sae
[20:34:34] <PetefromTn_> save hehe
[20:35:30] <PetefromTn_> I machined a bunch of sacrificial jaws today for the projects I am working on.
[20:35:44] <PetefromTn_> Machine ran perfect and the modbus spindle control is sweet.
[20:36:10] <Tom_itx> http://www.machinistblog.com/make-your-own-machinable-wax/
[20:36:38] <PetefromTn_> I need to finish this cam work but I got a pocket that needs some tighter corners and it is an inch thick so I am having to use some smaller cutters at depth.
[20:37:07] <PetefromTn_> Gonna take two finish pass depths I don't usually like to do that....
[20:37:12] <Tom_itx> http://www.instructables.com/id/Machinable-Wax/
[20:38:06] <Tom_itx> just clean up the corners with the small cutters
[20:38:54] <CaptHindsight> polythene pam and wax
[20:38:58] <PetefromTn_> yeah that is what I am gonna be doing.
[20:39:12] <PetefromTn_> BRB..
[20:40:21] <Tom_itx> inch isn't bad
[20:40:38] <Tom_itx> we had some 8" cutters on a blower head once on a big hogout
[20:41:02] <Tom_itx> cut the inside first then filled it with ballast and cut the outside
[20:41:06] <Tom_itx> one noisy job
[20:41:46] <Tom_itx> used pennies for ballast. essentially free
[20:42:43] <Tom_itx> the bank may not have appreciated all the cutting fluid on em when sorting though
[20:42:57] <Tom_itx> we did rinse em off a bit...
[20:50:50] <Connor> Wax is great for checking tool paths and stuff.. but does nothing for feed / speed ...
[20:51:25] <Tom_itx> agreed. it will prove a cam tool path though
[20:51:39] <humble_s1a_bass> it is fun to fiddle
[20:51:54] <Connor> My issues tend to be related to feed speed and rpm...
[20:52:11] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/gecko-drivers/geckodrive-g251-50v3-5a-stepper-motor-driver 10 microstep fixed resolution?
[20:52:21] <Tom_itx> there are plenty of charts out there for that
[20:52:33] <Tom_itx> CaptHindsight, yes
[20:52:38] <Tom_itx> my 203v are
[20:52:55] <Tom_itx> but they have smoothing etc builtin
[20:53:00] <Connor> Doesn't it revert to full steps automatically ?
[20:53:00] <CaptHindsight> what's so great about the Geckodrives?
[20:53:07] <Tom_itx> they just work
[20:53:27] <humble_s1a_bass> ^^
[20:53:35] <Tom_itx> i don't know about others but they make the steppers work great
[20:53:40] <Connor> I like Keling.. They work good too.
[20:53:54] <humble_s1a_bass> Keling makes a driver?
[20:54:13] <Tom_itx> i think they have a DSP in them to help smooth the power range
[20:54:27] <Connor> http://www.automationtechnologiesinc.com/products-page/kl-stepper-drivers
[20:54:29] <CaptHindsight> the Keilings are relabeled Leadshine
[20:54:35] <Connor> Those.
[20:54:35] <Jymmm> That's really cool…
http://www.viralnova.com/mirror-fence/
[20:54:40] <Tom_itx> those are also good
[20:54:41] <Tom_itx> i hear
[20:54:46] <Connor> Very good.
[20:55:10] <Connor> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver
[20:55:14] <Tom_itx> the 203v have pretty good protection
[20:55:21] <Connor> also... they have anew one out.. that's a 3-axis DSP
[20:55:34] <Tom_itx> dunno about the 251
[20:56:16] <PetefromTn_> I like my Teco 1kw motors and drives :D
[20:56:22] <humble_s1a_bass> I think the gecko g540 is just 3 of those little guys
[20:56:29] <Connor> PetefromTn_: Oh hush. :)
[20:56:30] <CaptHindsight> I'm not sure what I'm getting for 2-3x the price of others
[20:56:56] <GuShH_> Hrmm are the "Leadshine M542" drivers worth a look?
[20:57:04] <PetefromTn_> I had the gecko servo drives they were okay.. nothing to write home about... Kind of a bitch to tune...
[20:57:06] <GuShH_> 2m542
[20:57:13] <Connor> Exactly.. and if you looking at the g540, look at the MX3660
[20:57:23] <GuShH_> Not sure that's the actual brand, could be all generic china.
[20:57:37] <Tom_itx> CaptHindsight, they were highly recomended to me when i was looking
[20:57:38] <Connor> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/3-axis-dsp-based-digital-stepper-drive-max-60-vdc-6-0a
[20:57:54] <PetefromTn_> I almost bought those DMM servo system motors for both my RF45 and the Cincinatti Arrow...
[20:58:43] <PetefromTn_> They come in a nice kit with everything you need to setup. I wish they had been available when I did my RF45 I would have saved some money and probably a lot of frustration with them.
[21:00:30] <CaptHindsight> http://www.geckodrive.com/geckodrive-step-motor-drives/g251x.html I wonder which controller they use? or do they have their own ASIC?
[21:01:53] <Tom_itx> not sure
[21:02:45] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/digital-stepper-driver-kl-4042d-heat-sink-is-included
[21:05:05] <PetefromTn_> http://www.youtube.com/watch?v=s49lfSf_VMU this is cool....
[21:05:24] <CaptHindsight> ^^ has DSP tunning software via serial port
[21:07:30] <CaptHindsight> http://www.ebay.com/itm/MK4c-and-4-MM166-Axis-CNC-Bipolar-TB6600-Stepper-Drivers-45V-5A-/231175653224?pt=LH_DefaultDomain_2&hash=item35d3248768 anyone try the new TB6600 stepper drivers?
[21:14:09] <PetefromTn_> Connor Still did not get my damn bearing man.... kinda bummed LOL.
[21:14:17] <zeeshan> i intercepted the mail
[21:14:27] <zeeshan> thank you for your Timken bearing!
[21:14:32] <Connor_iPad> PetefromTn_: I got two of them.
[21:15:09] <PetefromTn_> ah ya bastard ;)
[21:15:34] <PetefromTn_> whydya get 2?
[21:15:40] <Connor_iPad> I try to get a backup when possible.
[21:15:48] <zeeshan> Connor sounds like a hoarder
[21:15:59] <zeeshan> he's prolly got 10,000 liters of fresh water in his basement
[21:16:12] <zeeshan> 10,000 cubic inches of canned tuna
[21:16:24] <Connor_iPad> I have no basement.
[21:16:27] <Connor_iPad> :(
[21:16:47] <Connor_iPad> And no. I'm not a preper.
[21:16:49] <humble_s1a_bass> tuning the g540 sucks ass
[21:16:49] <PetefromTn_> lol BURN!!
[21:17:01] <zeeshan> :)
[21:17:06] <zeeshan> the only thing i hoard is motors
[21:17:16] <zeeshan> i have like about 35 different 3 phase motors
[21:17:32] <zeeshan> fractional to 10hp
[21:17:42] <zeeshan> i gotta start getting rid of them
[21:19:05] <PetefromTn_> send me a 7.5 HP one for when I blow my spindle motor hehehe
[21:19:39] <zeeshan> 3 phase 240VAC?
[21:20:38] <PetefromTn_> yuppers.
[21:20:49] <zeeshan> might haver
[21:20:50] <zeeshan> :)
[21:21:00] <zeeshan> it might be 575VAC thoguh
[21:21:01] <zeeshan> ;[
[21:21:56] <Connor_iPad> I need to get a 3 phase and VFD to play with.
[21:22:24] <zeeshan> try searching for eaton mvx9000 vfds
[21:22:27] <zeeshan> they're very cheap lately
[21:22:32] <zeeshan> sensorless vector control
[21:22:48] <zeeshan> eaton replaced them with another series
[21:22:53] <zeeshan> so everyones selling them for cheap :P
[21:23:15] <PetefromTn_> http://www.youtube.com/watch?v=miXcYGMoQFw beautiful...
[21:24:05] <GuShH_> Tom_itx: you failed to mention almost everyone in here is an apple user!!
[21:24:13] * GuShH_ grabs the silver bullets
[21:24:17] <zeeshan> PetefromTn_:
[21:24:20] <PetefromTn_> says who?
[21:24:21] <zeeshan> why you calling a guy beautiful
[21:24:33] <GuShH_> zeeshan: the music, doh
[21:24:35] <zeeshan> jk
[21:24:41] <GuShH_> it's calming
[21:24:52] <PetefromTn_> calming is GOOD...
[21:25:00] * GuShH_ twitches
[21:25:08] <PetefromTn_> it picks up quite a bit towards the end too..
[21:25:51] <GuShH_> we need a photo montage of everyone hugging their machines, while the music plays
[21:26:10] <PetefromTn_> hey I can be down with that.. I LOVE MY CINCINATTI LOL...
[21:26:48] <Connor_iPad> PetefromTn_: You get reverse button showing up?
[21:27:23] <PetefromTn_> http://www.youtube.com/watch?v=_BPgrnph5qI this is nice too....
[21:27:29] <PetefromTn_> nope...
[21:27:34] <PetefromTn_> Still among the missing.
[21:27:39] <PetefromTn_> ;)
[21:30:12] <PetefromTn_> Connor Got any suggestions man>
[21:31:21] <Connor> Not yet. I'll have to look at my machine at some point and see what I did.
[21:31:35] <Connor> I'm close to having it hooked up.
[21:31:41] <PetefromTn_> We need to maybe just get the other pin installed.
[21:31:49] <PetefromTn_> into the driver maybe.
[21:32:04] <Connor> looking for some 1/2" ID PVC tubing that's easy to bend.. to water proof my wires..
[21:32:08] <PetefromTn_> your machine is almost running?
[21:32:10] <Connor> I really don't think that's needed.
[21:32:41] <Connor> Close. Got the wire conduit installed.. just need to waterproof the wires and re-install the spindle motor.
[21:32:49] <PetefromTn_> I ran all my lines in surgical tubing on the RF45 worked great.
[21:32:59] <Connor> yea. Same idea.
[21:33:22] <PetefromTn_> put everything thru hose barbs I deburred internallly.
[21:33:41] <Connor> I hope I can do it without having to desolder the connectors..
[21:33:52] <PetefromTn_> Doh!
[21:34:19] <jdh_> that would suck.
[21:35:09] <PetefromTn_> Sweet Marie I'm Alive!!!
[21:35:23] <Connor> Huh ?
[21:35:52] <PetefromTn_> just singin' here man...enjoyin' the song..
[21:35:56] <Connor> the connectors come apart.. so I'm hoping the black part can be threaded through the pvc without issue.
[21:36:32] <Connor> I need to go measure it.. brb
[21:39:47] <PetefromTn_> anyone making anything cool with linuxCNC tonight???
[21:41:21] <Connor> crap. the way those connectors are done.. I will have to desolder them
[21:41:51] <PetefromTn_> just one side tho.
[21:42:03] <Connor> Although, it's PVC jacketed wire... I'm not to sure I need to worry with it..
[21:42:17] <PetefromTn_> Don't feel bad I did the same thing :P
[21:42:40] <PetefromTn_> on at least one of them.
[21:42:42] <Connor> Those XLR connectors on my Stepper covers aren't waterproof.
[21:43:11] <PetefromTn_> thats what I used.. but mine were on the electronics enclosure not in the chip tray.
[21:43:46] <zeeshan> lots of heat shriink
[21:43:46] <zeeshan> :)
[21:44:00] <Tom_itx> damn it's windy here tonight
[21:44:12] <Tom_itx> started this afternoon and hasn't let up a bit
[21:44:15] <PetefromTn_> did you eat beans for dinner?
[21:44:18] <Tom_itx> house is creaking
[21:44:43] <PetefromTn_> thats creepy huh. our house sometimes creaks when the wind cranks here...
[21:44:45] <Tom_itx> we get 70mph straighline winds sometimes dude
[21:44:53] <PetefromTn_> We get some crazy winds here sometimes.
[21:44:57] <GuShh_Lap2> Tom_itx: you need to harness that wind!
[21:44:58] <Tom_itx> bend over interstate signs
[21:45:02] <Tom_itx> we are
[21:45:10] <Tom_itx> tons of windfarms around here now
[21:45:34] <GuShh_Lap2> last time we got a "crazy wind" a chunk of my roof flew away, tiles landed throughout the property, nobody got hurt.
[21:45:43] <Connor> http://www.cnczone.com/forums/attachments/f164/162150d1340478627-connors-g0704-image-2668541267-jpg
[21:45:45] <GuShh_Lap2> took me a while to track down the same tiles, so I could repair the damage.
[21:45:51] <Connor> What my cover looks like with the connector..
[21:46:04] <zeeshan> connor
[21:46:04] <Connor> http://www.cnczone.com/forums/attachments/f164/162151d1340478635-connors-g0704-image-4042815532-jpg
[21:46:08] <zeeshan> why do you have a box on your stepper!
[21:46:15] <PetefromTn_> We get these microbursts sometimes they call them here and they often lift roofs off and blow down shitty buildings...
[21:46:15] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/temp/misc/windmills/Pic_1009_027.jpg
[21:46:23] <Connor> http://www.cnczone.com/forums/attachments/f164/162152d1340478641-connors-g0704-image-3350192970-jpg
[21:46:29] <Connor> zeeshan: What are you talking about?
[21:46:38] <zeeshan> my steppers dont have that box ;[
[21:46:47] <Connor> I know. I made that..
[21:46:50] <Connor> Stepper covers..
[21:46:54] <zeeshan> oh
[21:47:13] <Connor> http://www.cnczone.com/forums/attachments/f164/160668d1338270657-connors-g0704-image-1571995675-jpg
[21:47:22] <Connor> http://www.cnczone.com/forums/attachments/f164/160669d1338270663-connors-g0704-image-2063122861-jpg
[21:47:29] <Connor> http://www.cnczone.com/forums/attachments/f164/160670d1338270672-connors-g0704-image-2868201026-jpg
[21:47:34] <Connor> that was the prototype..
[21:47:47] <zeeshan> is that for NEMA34?
[21:47:54] <PetefromTn_> you get that chuck screwd on yet?
[21:48:00] <Connor> I redid the circle in the middle.. made it oblong to to make it easier to install
[21:48:03] <Connor> PetefromTn_: No.
[21:48:08] <Connor> This weekend.
[21:48:48] <jdh_> http://tinyurl.com/lxsafxz
[21:48:51] <Connor> zeeshan: No. Nema 23.. sorta.. 570oz
[21:49:08] <zeeshan> can you buy those covers online somewhere for nema 34
[21:49:08] <Connor> which aren't quite the same.. Nema 23 bolt pattern, but frame is a tad larger.
[21:49:10] <zeeshan> i could use trhose.
[21:49:46] <PetefromTn_> printyasome...
[21:49:50] <Connor> You can by them for standard nema 23's.. but they're pricey.. I just made mine using PVC lumber.
[21:53:56] <PetefromTn_> http://www.youtube.com/watch?v=q2rx3IAEISA Awesome song...
[22:08:02] <Connor_iPad> Milling those coves
[22:08:10] <Connor_iPad> Out was tricky.
[22:09:05] <Connor_iPad> Milled the bottom. Then glued next layer. While still on mill. Milled 2nd layer. Then glued last layer on and milled one last time.
[22:19:26] <Tom_itx> some reprapper will come along and say you did it the wrong way
[22:24:42] <zeeshan> lol
[22:25:04] <zeeshan> i notice theres a lot of people in here
[22:25:13] <zeeshan> with hostility towards reprap
[22:25:16] <zeeshan> why is this ;D
[22:25:30] <sabotender> ah ha!
[22:25:52] <sabotender> so tell me...what do you think about this:
http://www.ebay.com/itm/3-4-axis-optional-tabletop-CNC-servo-milling-machine-closed-loop-control-/221309655163?pt=US_Heavy_Equipment&hash=item338715587b
[22:26:03] <Connor_iPad> Reprapper would say I should have printed it.
[22:26:34] <Connor_iPad> My printer wasn't up to the task.
[22:27:46] <PetefromTn_> Hey it as "ZERO BALL SCREWS" so how does the thing move then??? HMMMM..
[22:28:06] <sabotender> PetefromTn_: your guess is as good as mine
[22:29:04] <sabotender> but is it a good mill?
[22:29:13] <Connor_iPad> Probably zero backlash ball screws.
[22:29:19] <Connor_iPad> I wouldn't get it.
[22:29:24] <sabotender> its prolly overkill for what I want
[22:29:42] <Connor_iPad> Not for that much $$$$
[22:29:53] <sabotender> agreed :-(
[22:30:27] <Connor_iPad> Would be better or converting a G0704 or maybe even a X2 if the 704 is too large.
[22:30:36] <sabotender> i really just want something accurate enough to etch PCBs and maybe cutting aluminium
[22:31:39] <Connor_iPad> Go with laser printer and a etch tank. Milling pcbs isn't all it's cracked up to,be.
[22:31:49] <sabotender> boo!
[22:32:07] <sabotender> boo, I say!
[22:32:18] <sabotender> I still need one for prototyping
[22:32:41] <Connor_iPad> Look at G0704. Nice mill.
[22:33:31] <PetefromTn_> http://www.rk-int.com/assets/content/technical/047-DSC_0205-ok.jpg DAYUM!!
[22:34:21] <GuShh_Lap2> PetefromTn_: I found a bigger one, but it's not CNC... wanna see a picture?
[22:34:26] <sabotender> what is that item?
[22:35:13] <PetefromTn_> sure.
[22:35:28] <GuShh_Lap2> http://mla-s1-p.mlstatic.com/espectacular-torno--4115-MLA145750867_7556-F.jpg
[22:35:35] <GuShh_Lap2> the chuck is 4.5 meters
[22:35:49] <sabotender> Connor_iPad: maybe out of my price range?
[22:35:53] <GuShh_Lap2> it uses a rail system
[22:35:54] <PetefromTn_> yeah I have seen some monster lathes..
[22:35:57] <GuShh_Lap2> so it can be any length!
[22:36:09] <sabotender> maybe I should just get a cheap chinese tabletop mill :-P
[22:36:12] <GuShh_Lap2> let's all buy one!
[22:36:19] <GuShh_Lap2> sabotender: no no no. avoid.
[22:36:38] <PetefromTn_> I used to have a 16x80 in my shop here but I sold it because I never really used it...took up too much damn room.
[22:37:34] <sabotender> GuShh_Lap2: eh? whys that?
[22:37:37] <PetefromTn_> Find a nice boxford CNC mill with a blown control and toolchanger.... the big one. Sweet little machine.
[22:37:42] <GuShh_Lap2> sabotender: look for used iron instead
[22:37:51] <GuShh_Lap2> because china mills are mostly crap.
[22:38:24] <sabotender> im curious; what makes em crappt?
[22:38:33] <GuShh_Lap2> where do I begin...
[22:38:41] <GuShh_Lap2> no I won't engage on that.
[22:38:56] <CaptHindsight> no real QC on the machines
[22:38:59] <GuShh_Lap2> do you have room for a real mill?
[22:39:17] <CaptHindsight> bad castings, poor machining and assembly
[22:39:26] <GuShh_Lap2> they are projects.
[22:39:37] <CaptHindsight> you might get lucky and get a good one
[22:39:40] <GuShh_Lap2> in my case, expensive ones. old iron is cheaper, better.
[22:40:09] <GuShh_Lap2> CaptHindsight: I got a china lathe, there's still sand from the casting process in it.
[22:40:24] <GuShh_Lap2> 'nuf said.
[22:40:48] <CaptHindsight> and others are perfect but no real consistency
[22:41:05] * sabotender frowns
[22:41:10] <GuShh_Lap2> even if it were perfect, they flex just like a cheap drill press would.
[22:41:41] <GuShh_Lap2> SPECIALLY the round column "mill drills"
[22:41:48] <sabotender> GuShh_Lap2: I have room for a tabletop mill, or even one that stands alone
[22:41:58] <GuShh_Lap2> get an old knee mill sir.
[22:42:00] <CaptHindsight> many machine tools are made in China, with QC and then the final assembly in the USA or the EU
[22:42:12] <GuShh_Lap2> we're talking generic china...
[22:42:17] <GuShh_Lap2> china can make good things when you pay for them.
[22:42:17] <Connor_iPad> G0704 isn't that bad.
[22:42:43] <sabotender> Connor_iPad: looks expensive :-P
[22:42:53] <Connor_iPad> Sherlone to Teig might be more your style.
[22:43:06] <Connor_iPad> What's your budget?
[22:43:11] <GuShh_Lap2> I think you managed to butcher both names!
[22:43:23] <Connor_iPad> Stupid ipad.
[22:43:28] <GuShh_Lap2> HAha
[22:43:40] <sabotender> Connor_iPad: a grand maybe
[22:43:43] <GuShh_Lap2> sherline and taig :p
[22:43:43] <CaptHindsight> I thought those were the Chinese clones
[22:44:20] <Connor_iPad> Your going to have a hard time finding ANYTHING for that.
[22:44:38] <GuShh_Lap2> that's more or less how much the knee mill I'm looking at costs
[22:44:39] <Connor_iPad> CNC wise
[22:44:44] <sabotender> Connor_iPad: I was looking at the fireball
[22:44:53] <sabotender> it was in my price range I think
[22:45:07] <GuShh_Lap2> Connor_iPad: huh? that G0704 surely is a manual lathe, not a CNC?
[22:45:10] <GuShh_Lap2> err mill
[22:45:22] <Connor_iPad> Yup. But you can convert it.
[22:45:26] <GuShh_Lap2> I was looking at the grizzly page and found their lathes, they are all generic china with their badge
[22:45:30] <GuShh_Lap2> you can convert a toaster if you wanted to
[22:45:38] <GuShh_Lap2> :)
[22:45:51] <sabotender> Connor_iPad:
https://www.probotix.com/FireBall_v90_cnc_router_kit/
[22:45:51] <GuShh_Lap2> I've seen the G0705
[22:46:01] <GuShh_Lap2> but with the short model number
[22:46:15] <GuShh_Lap2> two letters and two numbers
[22:46:19] <CaptHindsight> http://www.grizzly.com/products/Drill-Mill-with-Stand/G0704 I pay less for used Bridgeports
[22:46:21] <Connor_iPad> sabotender: I know the v90.
[22:46:42] <sabotender> what do you know of I, I wonder?
[22:46:46] <sabotender> *it
[22:46:47] <Connor_iPad> I didn't have room for a Bridgeport.
[22:46:51] <GuShh_Lap2> bridgeports (the real ones) are not cheap where I'm from... but boy would I take one over 100 of those china jobs
[22:47:13] <Connor_iPad> Not really up to much metal work. Wood and engraving.
[22:47:13] <GuShh_Lap2> but yes a good knee mill would cost the same or less than a new china mill here.
[22:47:37] <CaptHindsight> GuShh_Lap2: where is your here?
[22:47:43] <GuShh_Lap2> disregard any calibration or tolerance numbers on these sites, they're lies.
[22:47:46] <GuShh_Lap2> Argentina.
[22:48:22] <GuShh_Lap2> the only benefit from these small mills is that you can pick them up without help, try that with a knee mill.
[22:48:51] <sabotender> Connor_iPad: ah so they won't be useful for milling aluminium
[22:49:17] <Connor_iPad> Not very much. You might be able to do some. But not much.
[22:49:44] <GuShh_Lap2> maybe if you take very light passes and don't mind tiny chatter marks
[22:50:21] <sabotender> all in all it simply won't do
[22:50:28] <GuShh_Lap2> right
[22:50:37] <GuShh_Lap2> you want a machine as rigid as it can be :p
[22:50:49] <GuShh_Lap2> that often means heavy, big.
[22:51:42] <sabotender> i guess im destined to generic chasis for my projects
[22:51:43] <sabotender> lol
[22:52:15] <Connor_iPad> Like I said. G0704 good mill to convert.
[22:52:26] <sabotender> $$$$$$
[22:52:35] <GuShh_Lap2> conversions aren't cheap either
[22:52:52] <GuShh_Lap2> better start with something that isn't a complete project
[22:53:49] <Connor_iPad> sabotender: What tools do you have or have access to?
[22:55:45] <sabotender> Connor_iPad: oh the usual...drill press, table saw, scroll saw
[22:56:18] <sabotender> why do you ask?
[22:57:54] <Connor_iPad> Just wondering what you had to work with. I built my CNC router from scratch using nothing but a a
[22:58:05] <GuShh_Lap2> a a? stroke?
[22:58:14] <Connor_iPad> Table saw and drill
[22:58:44] <Connor_iPad> GuShh_Lap2: Hush you. :)
[22:58:48] <GuShh_Lap2> Connor_iPad: you should meet with Robotustra from #robotics, he made his cnc with a hacksaw and a drill!
[22:58:48] <sabotender> lol
[22:58:59] <GuShh_Lap2> crazy bastards.
[22:59:25] <sabotender> a hacksaw? man thats hard work
[22:59:35] <GuShh_Lap2> probably some files too.
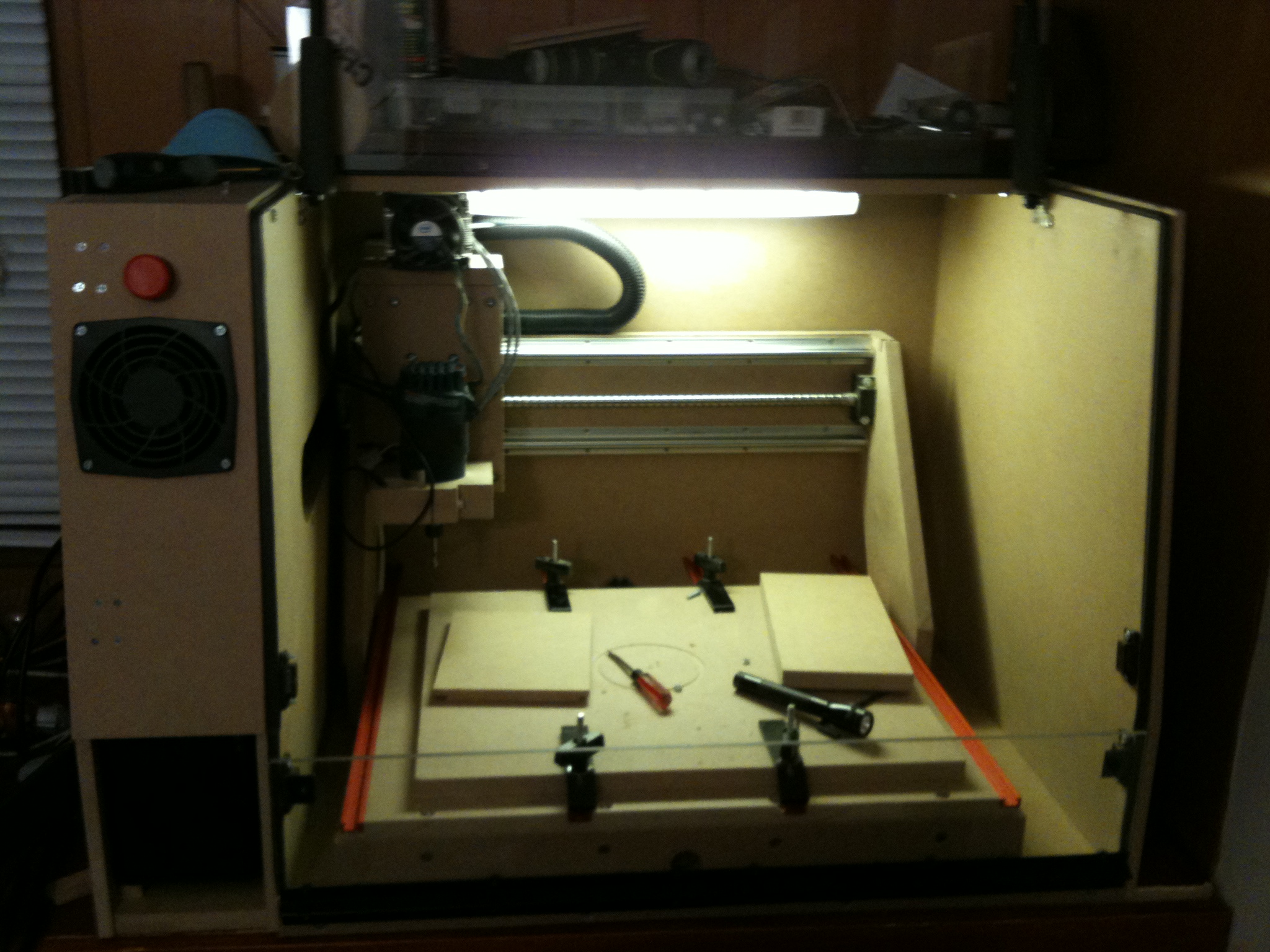
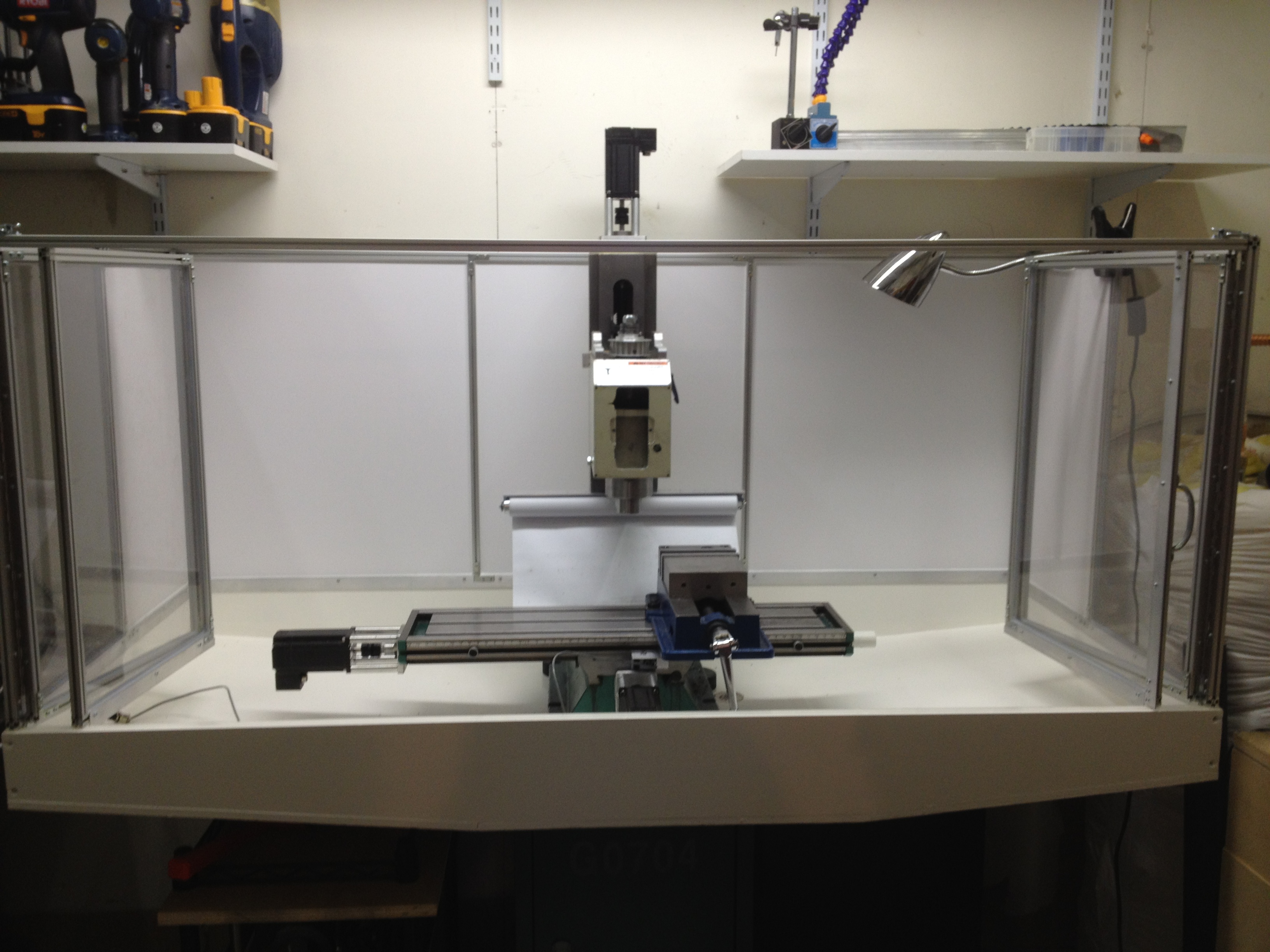
[22:59:43] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[22:59:46] <sabotender> it requires an enormous amount of energy to cut sheet metal
[22:59:49] <GuShh_Lap2> used a chinese water cooled spindle on it
[23:00:06] <GuShh_Lap2> he used aluminum for everything
[23:00:07] <Connor> my mill
http://www.ivdc.com/cnc/mill_03_03_14_01.jpg
[23:00:54] <sabotender> mmm sexy impressive
[23:01:18] <sabotender> you should donate that mill to the sabotender fund :-P
[23:01:28] <GuShh_Lap2> haha
[23:07:27] <Connor_iPad> Um. No. :)
[23:09:46] <zeeshan> your vise is bigger than your spindle!
[23:09:47] <zeeshan> :P
[23:10:09] <Connor_iPad> 5" vise
[23:10:14] <zeeshan> connor i forgot
[23:10:20] <zeeshan> did you put in ball screws in yor g0704
[23:10:22] <zeeshan> your
[23:10:39] <Connor_iPad> Not yet. Phase 1 conversion.
[23:11:02] <zeeshan> dude
[23:11:07] <zeeshan> can you try backlash compensation?
[23:11:13] <zeeshan> for a rotary spindle
[23:11:16] <zeeshan> rotary table i mean
[23:11:29] <zeeshan> i really want to use a standard table and backlash compensate it.
[23:11:30] <Connor_iPad> Huh?
[23:11:55] <Connor_iPad> Should be able too
[23:12:07] <zeeshan> with a rotary table its worm drive
[23:12:13] <zeeshan> so i like the self locking feature
[23:12:35] <Connor_iPad> Same concept. Add extra steps when needed.
[23:13:06] <tjtr33> very clean looking. like the folding doors.
[23:13:19] <tjtr33> is that a roller shade? how well does that work?
[23:13:36] <Connor_iPad> Yes. It is. Works ok.
[23:14:03] <tjtr33> cool idea, I use roller shades over workbenches ( cheapo roll top desk like )
[23:14:51] <tjtr33> i did first back in college in 70's big 4 in a circle on it ( fantastic 4 was new then )
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}