Back
[00:02:03] <zeeshan> http://pastebin.com/UVRL55Hm
[00:02:12] <zeeshan> make a backup of your hal
[00:02:14] <zeeshan> file
[00:02:27] <zeeshan> and then copy and paste this stuff into your main hal file
[00:03:19] <PetefromTn_> whats a good way to make a backup?
[00:03:26] <zeeshan> copy and paste the file
[00:03:30] <zeeshan> :P
[00:03:33] <zeeshan> and itll be a copy
[00:03:59] <PetefromTn_> yeah but where is there a notepad in linuxCNC?
[00:05:45] <zeeshan> gedit
[00:05:45] <zeeshan> :P
[00:06:05] <zeeshan> open the file in gedit
[00:06:06] <zeeshan> and save as
[00:06:09] <zeeshan> to another file
[00:06:12] <zeeshan> "halbackup"
[00:06:13] <zeeshan> or something
[00:06:14] <zeeshan> ;p
[00:06:49] <PetefromTn_> okay I think I got it backed up to a documents folder I created. will that work>
[00:06:58] <zeeshan> yep
[00:07:35] <PetefromTn_> Okay now delete the hal file and paste yours in there right.
[00:07:44] <zeeshan> yep
[00:07:47] <zeeshan> select the entire thing
[00:07:48] <zeeshan> delete it
[00:07:50] <zeeshan> and copy and paste mine
[00:08:38] <PetefromTn_> from the raw paste data right..
[00:08:42] <zeeshan> yes
[00:09:55] <PetefromTn_> okay saved now open linuxCNC right.
[00:10:06] <zeeshan> yes
[00:10:12] <zeeshan> *Crosses fingers for no errors*
[00:10:18] <PetefromTn_> error
[00:10:26] <zeeshan> what is the errro
[00:10:52] <PetefromTn_> says wj200-vfd.0.command_frequency does not exist
[00:11:05] <zeeshan> i made a typo
[00:11:28] <zeeshan> plz go to line 226
[00:11:37] <zeeshan> and change the _ to a -
[00:12:42] <PetefromTn_> okay it ran'
[00:12:46] <zeeshan> really?
[00:12:47] <zeeshan> haha
[00:12:57] <zeeshan> set the speed in the gui
[00:12:59] <PetefromTn_> servos on system on...
[00:13:14] <PetefromTn_> you mean like MDI?
[00:13:29] <zeeshan> i dont know how you usually use your system
[00:13:31] <zeeshan> for me i have a slider
[00:13:32] <PetefromTn_> m3 s1000 or something like that.
[00:13:34] <zeeshan> that i slide
[00:13:52] <zeeshan> yea try m3 s1000
[00:14:06] <PetefromTn_> okay just turned spindle on but it kinda ran away...
[00:14:13] <zeeshan> what do y oueman
[00:14:13] <PetefromTn_> shut it off real quick..
[00:14:26] <zeeshan> what do you mean it ran away
[00:14:57] <zeeshan> you have an e-stop
[00:14:59] <zeeshan> that shuts off the drive
[00:15:00] <zeeshan> right?
[00:15:06] <zeeshan> physical one
[00:15:08] <PetefromTn_> well usually it takes several presses of the spindle speed up button to go faster but it only took one to get pretty damn fast.
[00:15:26] <PetefromTn_> yeah but i just hit spindle stop and it shutoff...
[00:15:33] <zeeshan> well at least the start
[00:15:34] <zeeshan> and stop
[00:15:36] <zeeshan> are working
[00:15:40] <zeeshan> and the spindle enable is working too
[00:16:05] <zeeshan> there is something wrong with spindle-vel-cmd
[00:16:36] <zeeshan> i know whats wrong
[00:16:42] <PetefromTn_> okay hit MDI M3 s100 and it starts and runs stable. But it seems faster than 100 rpm.
[00:16:42] <zeeshan> when you commanded S1000
[00:16:56] <zeeshan> its prolly running it at 1000Hz!
[00:16:56] <zeeshan> lol
[00:16:59] <zeeshan> (maximum speed)
[00:17:07] <zeeshan> i think its off by a scaling factor of 10.
[00:17:14] <zeeshan> for test purposes
[00:17:20] <zeeshan> can you do m3 s10
[00:17:34] <zeeshan> does it spin clockwise
[00:17:36] <zeeshan> or counterclockwise
[00:18:33] <zeeshan> when you do m3 s10
[00:18:38] <zeeshan> go into hal config
[00:18:38] <PetefromTn_> okay just grabbed my digital tacho...
[00:18:53] <PetefromTn_> M3 s10 is around 150 RPM
[00:18:54] <zeeshan> and monitor the wj200_vfd commanded freequency pin
[00:19:06] <zeeshan> and tell me what it says
[00:19:07] <zeeshan> plz
[00:19:21] <PetefromTn_> I think it is spinning clockwise..
[00:19:48] <PetefromTn_> 10
[00:19:59] <PetefromTn_> sorry counter clockwise.. backwards.
[00:20:55] <PetefromTn_> yup commanded freq says 10 spindle is running backwards and RPM is 150..
[00:21:11] <PetefromTn_> m5 works too.
[00:21:22] <zeeshan> so see
[00:21:27] <zeeshan> its off by a factor of 10
[00:22:14] <zeeshan> try doing m4 s10
[00:22:16] <zeeshan> what happens
[00:22:33] <zeeshan> PetefromTn_: btw you need to go in your vfd settings
[00:22:36] <zeeshan> and setup max hz
[00:22:37] <zeeshan> and min hz peroperly
[00:22:42] <zeeshan> they are there for safety
[00:22:47] <PetefromTn_> reversed immediately
[00:22:55] <zeeshan> is that normal? :D
[00:23:18] <PetefromTn_> whaddya mean?
[00:23:24] <zeeshan> the way it reversed
[00:23:26] <zeeshan> did it feel normal
[00:23:33] <PetefromTn_> yeah very fast.
[00:23:46] <zeeshan> cool
[00:23:48] <zeeshan> so it all works
[00:23:55] <zeeshan> except the fact that the frequency scaling is messed up
[00:24:29] <PetefromTn_> well it is saying the freq is 10 on the VFD and the machine has a 2-1 belt drive on it...dunno if that matters.
[00:24:52] <PetefromTn_> and it is backwards in direction...
[00:25:04] <zeeshan> okay
[00:25:09] <zeeshan> lets fix the backwards first
[00:25:29] <zeeshan> line 253
[00:25:44] <zeeshan> change it to net spindle-ccw wj200-vfd.0.reverse <= motion.spindle-forward
[00:26:04] <zeeshan> retry m3 s10
[00:26:07] <zeeshan> and m4 s10
[00:26:10] <zeeshan> to make sure they're working.
[00:26:11] <Connor> Probably a way to reverse it in the VFD
[00:26:22] <Connor> so that forward = forward and reverse = reverse. :)
[00:26:22] <zeeshan> dconnor
[00:26:30] <zeeshan> dude
[00:26:35] <zeeshan> how is his frequency set?
[00:26:48] <Connor> What do you mean ?
[00:26:48] <zeeshan> when he does s1000
[00:26:52] <zeeshan> it outputs 1000hz to his vfd
[00:26:53] <zeeshan> lol
[00:28:15] <PetefromTn_> okay spinning right way now.
[00:28:31] <zeeshan> pete
[00:28:31] <zeeshan> oaky
[00:28:42] <zeeshan> do m3 s20
[00:28:47] <Connor> setp scale.spindle.gain 60
[00:28:48] <Connor> setp lowpass.spindle.gain 1.000000
[00:28:48] <zeeshan> and measure the rpm
[00:29:04] <zeeshan> ahhh
[00:29:06] <Connor> those might have something to do with it..
[00:29:28] <PetefromTn_> 300rpm
[00:29:33] <zeeshan> so double
[00:29:36] <zeeshan> intereesting
[00:29:39] <PetefromTn_> yeah.
[00:29:52] <Connor> # spindle-velocity is signed so we use absolute component to remove sign
[00:29:52] <Connor> # ACTUAL velocity is in RPS not RPM so we scale it.
[00:31:54] <PetefromTn_> damn man we are CLOSE!!! YEAH BABY!!
[00:31:54] <zeeshan> PetefromTn_:
[00:32:00] <zeeshan> does it say 10hz
[00:32:03] <zeeshan> in the commanded frequency?
[00:32:11] <zeeshan> when you do m3 s10
[00:32:25] <zeeshan> what are your motor specs?
[00:32:51] <PetefromTn_> yeah..
[00:33:11] <PetefromTn_> whaddya mean?
[00:33:14] <zeeshan> like
[00:33:19] <zeeshan> 20 hp @ 1725 rpm
[00:33:21] <zeeshan> or something
[00:33:28] <zeeshan> i need motor name plate specs
[00:33:35] <PetefromTn_> 7.5hp 12k RPM max motor Spindle 6k max
[00:33:47] <PetefromTn_> 2-1 ratio..
[00:33:48] <zeeshan> what rpm does it run at
[00:33:52] <zeeshan> at 60hz
[00:34:08] <PetefromTn_> no idea..
[00:34:13] <zeeshan> it should say on the motor name plate
[00:34:16] <PetefromTn_> its a 50 HZ motor...
[00:34:19] <zeeshan> oh
[00:34:22] <zeeshan> okay so 50hz then
[00:34:22] <zeeshan> ;p
[00:34:38] <Connor> Could just do a command freq in hal config and check the RPM. :)
[00:34:53] <Connor> but, should run at 12000 RPM @ 50hz I think... :)
[00:35:04] <zeeshan> s10 gave him 10Hz.
[00:35:08] <zeeshan> s20 gave him 20Hz
[00:35:18] <zeeshan> 150 rpm and 300 rpm
[00:35:41] <Connor> true hz? as read by the driver or the VFD ?
[00:35:48] <zeeshan> by the driver
[00:35:59] <zeeshan> PetefromTn_: can you see what your VFD says
[00:36:01] <Connor> would rather know what the vfd thought..
[00:36:05] <zeeshan> when you run s10
[00:36:06] <PetefromTn_> sure.
[00:36:22] <Connor> whatch it be 1 or something. :)
[00:36:25] <zeeshan> rofl
[00:36:27] <zeeshan> that'd make more sense
[00:36:37] <PetefromTn_> it says 10.0
[00:36:43] <zeeshan> that makes no sense man
[00:36:49] <zeeshan> at 10hz, you should be running at
[00:37:14] <PetefromTn_> maybe I am seeing command freq on the VFD then?
[00:37:27] <zeeshan> what you see on the vfd
[00:37:30] <zeeshan> is for sure in Hz.
[00:37:49] <PetefromTn_> dunno..
[00:37:49] <zeeshan> let me get this straight
[00:37:53] <zeeshan> at 50Hz you should be running 6000 RPM
[00:37:54] <zeeshan> right?
[00:38:02] <zeeshan> (max speed)
[00:38:05] <PetefromTn_> not sure..
[00:38:16] <Connor> well.. motor @ 12000 spindle at 6000 I would think.. since the motor is a 50hz motor..
[00:38:23] <zeeshan> ah
[00:38:27] <PetefromTn_> I doubt it... Most of the time you overclock the VFD
[00:38:31] <PetefromTn_> to get max RPM.
[00:38:42] <zeeshan> so 50Hz should mean 12000 rpm @ the motor.
[00:38:43] <PetefromTn_> 60 HZ is something in the middle
[00:38:57] <PetefromTn_> no I dont think so..
[00:39:20] <zeeshan> dude
[00:39:22] <zeeshan> you got a tachometer
[00:39:23] <zeeshan> lets find out
[00:39:23] <zeeshan> lol
[00:39:29] <zeeshan> m3 s50 it
[00:39:34] <zeeshan> vfd should say 50hz.
[00:40:19] <Connor> probably somewhere around 2500 RPM... ??
[00:40:35] <zeeshan> i guess 750 RPM
[00:40:35] <zeeshan> :)
[00:41:09] <PetefromTn_> M3 S50 Vfd says 50.0 Spindle RPM is 750
[00:41:14] <zeeshan> :D
[00:41:21] <Connor> Hmm.
[00:41:26] <Connor> What the heck is the scale then.
[00:41:31] <zeeshan> theres some messed up scaling going on
[00:41:51] <zeeshan> look at it this way
[00:41:55] <Connor> Would have to be in the VFD then.
[00:41:57] <zeeshan> at 10hz, he was getting 150 rpm
[00:42:07] <PetefromTn_> Mike Kilroy setup the vfd for me to where it needs to be to work with the motor and he knows his shit.
[00:42:07] <zeeshan> so 1Hz = 15RPM
[00:42:33] <Connor> PetefromTn_: Yea, but, that was when you was using it with the analog 0-10v
[00:42:37] <Connor> scalling might be different.
[00:43:11] <zeeshan> basically
[00:43:14] <zeeshan> you need to scale by 1/15.
[00:43:17] <PetefromTn_> sure but the freq output is the freq output to the VFD.
[00:43:47] <Connor> unless the VFD is doing some sort of scaling.. I dunno.. I don't know much about VFD's
[00:44:13] <zeeshan> PetefromTn_:
[00:44:16] <zeeshan> youre monitoring d001
[00:44:17] <zeeshan> right?
[00:45:05] <zeeshan> can you tell me what parameter a075 says
[00:45:06] <zeeshan> on your vfd
[00:45:07] <PetefromTn_> yes d001
[00:45:21] <PetefromTn_> while it is running?
[00:45:30] <zeeshan> no
[00:46:23] <PetefromTn_> A075 is 1.0
[00:46:55] <PetefromTn_> 1.00 rather
[00:47:05] <zeeshan> change that to 2
[00:47:12] <PetefromTn_> what is that?
[00:47:13] <zeeshan> and so m3 s10
[00:47:23] <zeeshan> a scaling option
[00:48:02] <zeeshan> measure rpm with your tacho please
[00:48:08] <zeeshan> if it says 300 rpm
[00:48:10] <PetefromTn_> so you mean past 1.99 to 2 right..
[00:48:10] <zeeshan> we're in business
[00:48:15] <zeeshan> yea
[00:48:52] <zeeshan> er
[00:48:55] <zeeshan> don't change that.
[00:48:58] <zeeshan> set it back to 1.
[00:49:09] <zeeshan> it's for PID control
[00:49:43] <zeeshan> PetefromTn_:
[00:49:50] <zeeshan> while youre at your VFD
[00:49:56] <zeeshan> can you check a004 (maximum frequency)
[00:49:59] <zeeshan> ajnd
[00:50:00] <zeeshan> a003
[00:50:01] <zeeshan> and
[00:50:05] <zeeshan> a204
[00:50:13] <zeeshan> er.
[00:50:16] <zeeshan> a003 and a004
[00:50:16] <zeeshan> i mean
[00:50:20] <zeeshan> not a204.
[00:51:56] <PetefromTn_> A003 is 70.0 and A004 is 400
[00:52:15] <Connor_iPad> What are those?
[00:52:21] <zeeshan> base frequency
[00:52:22] <zeeshan> nad
[00:52:24] <zeeshan> max frequency
[00:52:26] <zeeshan> see this makes sense now
[00:52:34] <zeeshan> 400 Hz * 15 = 6000RPM
[00:52:40] <zeeshan> at 400Hz, your spindle runs at MAX rpm.
[00:53:23] <PetefromTn_> sounds familiar
[00:53:32] <zeeshan> so when you do S10, and you're wanting 10RPM, its actually giving you 150RPM
[00:53:38] <zeeshan> meaning you need to scale down by 1/15.
[00:53:55] <PetefromTn_> okay how?
[00:54:10] <zeeshan> thats a good question
[00:54:11] <zeeshan> lol
[00:54:41] <zeeshan> change
[00:54:51] <zeeshan> line 269
[00:54:52] <zeeshan> to
[00:55:02] <zeeshan> setp scale.spindle.gain 4
[00:55:31] <zeeshan> restart linuxcnc
[00:55:32] <zeeshan> and
[00:55:40] <zeeshan> m3 s10 it
[00:55:43] <zeeshan> if it doesnt do anything
[00:55:47] <zeeshan> m3 s150 it
[00:56:05] <zeeshan> stay ready to shut off the spindle just incase.
[00:57:00] <PetefromTn_> okay restarted it and M3 S10 is 150 RPM
[00:57:08] <zeeshan> still?
[00:57:36] <PetefromTn_> saving and trying again,
[00:58:11] <PetefromTn_> yup 10 is 150
[00:58:17] <zeeshan> okay change that back to 60
[00:58:18] <zeeshan> plz
[00:58:23] <zeeshan> cause ithink it's for something else.
[00:58:25] <zeeshan> maybe your encoder
[00:59:07] <PetefromTn_> okay done.
[00:59:39] <zeeshan> PetefromTn_: to be honest
[00:59:43] <zeeshan> i faced this issue with my setup too.
[00:59:49] <zeeshan> you know what idid?
[00:59:51] <zeeshan> i went into the driver
[00:59:54] <zeeshan> and divided by 10.
[00:59:55] <zeeshan> lol
[01:00:08] <Connor_iPad> It can be done in hal
[01:00:09] <zeeshan> cause i wasn't sure how you'd do it in hal.
[01:00:24] <Connor_iPad> I just don't remember how. Andy probably could tell us.
[01:00:25] <zeeshan> Connor_iPad: help us
[01:00:31] <zeeshan> we just need to divide by 15.
[01:02:51] <PetefromTn_> line 220 to 222 talks about scaling and has mesa stuff'
[01:03:49] <zeeshan> whats abs.spindle_out.out
[01:03:54] <zeeshan> how come your config is using that
[01:03:55] <zeeshan> and not
[01:04:03] <zeeshan> motion.spindle-speed-out
[01:04:04] <zeeshan> ?
[01:04:23] <Connor_iPad> That might be for his rpm display.
[01:04:29] <PetefromTn_> what line is that?
[01:04:38] <Connor_iPad> I don't remember.
[01:05:05] <zeeshan> line 247
[01:07:06] <PetefromTn_> Okay guys We made a LOT of progress here tonight. I am damn tired now as I am sure you guys are too. I gotta get up early to take the kids to school. Maybe we can take this up tomorrow morning?
[01:07:13] <zeeshan> yea
[01:07:18] <zeeshan> everything is set
[01:07:26] <zeeshan> just ask some elite tommorrow
[01:07:34] <zeeshan> how to scale down your frequency down by 1/15.
[01:07:46] <PetefromTn_> So far you ARE the Elite man hehehe
[01:08:01] <zeeshan> im far from elite, its guess work
[01:08:02] <zeeshan> :P
[01:08:13] <Connor_iPad> Thhppt.
[01:08:16] <zeeshan> cya guys tommo!
[01:08:28] <PetefromTn_> Thanks man so much to both of you.
[01:09:31] <PetefromTn_> shuttin the monster down here.
[01:16:03] <PetefromTn_> Gn8
[01:42:00] <RyanS> Is this a bad idea?
http://www.youtube.com/watch?v=gdLNY4FIIic
[01:43:08] <Gamma-X> lol thats pretty cool if no lathe..
[01:44:09] <RyanS> Would it require some sort of custom programming or a no-brainer for simple things?
[01:44:45] <Gamma-X> hmmm might have to run your machine as a lathe... i have no idea with linuxcnc
[01:45:52] <CaptHindsight> a tool is a tool, you can move the parts or move the tool or move both
[01:46:32] <RyanS> I suppose if you use g-code the machine doesn't care if it's a mill or lathe
[01:47:00] <RyanS> No idea how CAM Software would implement it
[01:56:33] <RyanS> Do I want the power drawbar ....
[02:02:27] <Gamma-X> RyanS, what machine?
[02:04:37] <RyanS> tormach 770. The drawbar looks like a real frustration saver, but the extra price is a little painful
[02:04:51] <Gamma-X> RyanS, you can make one by yourself...
[02:05:02] <Gamma-X> fairly simplistic.
[02:05:16] <Gamma-X> http://www.cnczone.com/forums/benchtop-machines/104146-rf-45-cnc-advice-needed-36.html
[02:05:33] <RyanS> I have seen designs for a belleville spring jobby]
[02:05:41] <Gamma-X> same thing...
[02:06:00] <Gamma-X> Thats what I plan on doing to my rf45 and I already have the quick change tooling holders
[02:06:10] <RyanS> I suppose if you have CNC you can machine the parts
[02:06:35] <Gamma-X> dont even need cnc for this...
[02:07:10] <RyanS> However with no knowledge of mechanical engineering . I would not want to cause any damage to the spindle
[02:07:57] <Gamma-X> just need to tune it so the cylinder doesnt put too much pressure on bearings... just enough to let collet out.
[02:08:27] <RyanS> Are you using TTS?
[02:08:45] <Gamma-X> basicly.
[02:09:01] <Gamma-X> bought it off ebay for 1/3 the price :) same thing from same supplier to tormach! lol
[02:09:19] <RyanS> I've read suggestions that the tools can 'pull out'
[02:10:09] <RyanS> Because they are not directly connected to the drawbar, but via R8 collet
[02:10:20] <Gamma-X> I had an end mill 2 -1/2 inches deep into a aluminum block and taking about 2/5 off theblock... it didnt pull out! lol but the end mill got clogged.
[02:11:13] <RyanS> Okay so the retention is more than enough considering the capabilities of the entire machine
[02:11:36] <Gamma-X> yes! lol
[02:11:53] <Gamma-X> just have appropriate torque on the tts
[02:13:19] <RyanS> the tormach power drawbar seemed to have some sort of control circuit board
[02:14:08] <RyanS> Actually, maybe not
http://www.tormach.com/uploads/images/Gallery/products/upgrades/power_drawbar/32436_770_Drawbar_Parts.jpg
[02:14:24] <Gamma-X> its just an electronicaly actuated cylinder
[02:14:28] <Gamma-X> hooked up to a relay.
[02:15:02] <RyanS> And how do you get that to talk to the controller if you want to set up ATC
[02:15:17] <Gamma-X> which controller u have?
[02:15:56] <Gamma-X> lcnc?
[02:16:04] <Gamma-X> what breakout board...
[02:16:23] <RyanS> It will be the tormach one if I get the machine. Although there is apparently a utility to test the interrupt delay of other PCs
[02:16:39] <Gamma-X> oh so your not running lcnc?
[02:16:42] <RyanS> No not sure if I could use one of the old computers. I have
[02:17:22] <RyanS> nah . I just hang around here to talk about machining :)
[02:20:03] <RyanS> And then to reverse engineer this
http://www.tormach.com/uploads/images/Gallery/products/pcnc770/PCNC770_Options_Other/32570_ATC_In_EX-Close_MG_4634.jpg
[02:26:40] <s1dev> RyanS: this might help you
http://www.youtube.com/watch?v=rrxHBsPyUj4
[02:27:10] <s1dev> looks like just a pneumatic cylinder to move it, and a stepper motor or something similiar to rotate the tools
[02:28:13] <s1dev> yep, seems just like that + power drawbar
[02:28:42] <s1dev> and then some sort of shelf for the collets to sit on
[02:30:20] <Gamma-X> ive been trying to source a cylinder..
[02:30:36] <RyanS> why bother with pneumatic
[02:30:45] <Gamma-X> quick change.
[02:30:50] <RyanS> It doesn't need to be that fast
[02:31:01] <Gamma-X> its simplistic.
[02:31:32] <Gamma-X> and reliable
[02:31:44] <RyanS> And how would you control the direction and indexing.. ?
[02:32:01] <Gamma-X> optical encoders prolly
[02:32:32] <Gamma-X> one on each for alignment maby and 1 for homing
[02:36:37] <Gamma-X> RyanS, pretty good start!
[02:36:38] <Gamma-X> http://www.ebay.com/itm/NUMATICS-Air-Slide-Guided-Cylinder-3-4-Bore-x-8-Adjustable-Stroke-/170908749255?pt=LH_DefaultDomain_0&hash=item27caf48dc7
[03:06:25] <Deejay> moin
[05:38:35] <jthornton> yuck it is really 4:20 am
[05:44:19] <archivist> nah...10:23 AM :)
[08:43:37] <pingufan> Hello, I am currently adding a 4th axis to my CNC mill. it is a rotary axis and parallel to X-axis. What I want to do with it is working on material from some sides (i.e. milling a part from an L-shaped material), but also to mill i.e. a thread and or small gears (if possible with an end-mill, because the lowest rpm of my mill is 20000rpm, it is a very small mill).
[08:44:56] <pingufan> So I am trying to understand how to use the 4th axis "A" in combination with X/Y/Z.
[08:45:04] <archivist> form tool is best for gears
[08:45:44] <archivist> write a small bit of gcode to rotate A then do the cut in a loop
[08:46:48] <pingufan> Turning axis "A" and then working with X/Y/Z only, is simple. This I understand. But how can I mill a thread? I will have to do an X-move and hereby rotate the "A" axis to create the helix on the material.
[08:47:03] <pingufan> Can somebody explain this to me, please?
[08:48:18] <pingufan> Also I am unsure about homing. I have three daisy-chained end switches for X/Y/Z. I want to home only X/Y/Z, but not "A". it shall not require to be homed.
[08:48:40] <archivist> I put the A pointing up for threads, then it is a simple g1 A3600 Z(10*pitch)
[08:49:37] <archivist> you need to fiddle the F to suit see inverse time mode
[08:49:41] <pingufan> Your "A" axis points upwards (parallel to "Z" ?
[08:51:03] <archivist> if you want to be pedantic and get it right, set the A to the helix angle and traverse up the triangle
[08:52:19] <archivist> you can see the lean in this vid
http://www.youtube.com/watch?v=Jbp8SJ9RxqI
[08:52:27] <pingufan> My mill has only 60mm space for Z-AXIS. So I decided to let "A" point in "X" and use the chuck of my little "EMCO UNIMAT SL"
[08:52:56] <pingufan> This is yourt mill?
[08:53:00] <archivist> I jacked up the column
[08:53:06] <archivist> yes
[08:53:59] <pingufan> Your baby is much(!) bigger than mine. :)
[08:54:19] <archivist> you need A in different directions depending on the job, you soon need a B
[08:54:40] <archivist> and then more space to get around the axies
[08:55:40] <pingufan> No chance. Not wit hthis machine.
http://www.hantsch.co.at/_temp/DSCF5625.JPG
[08:56:21] <archivist> I put a box under the column
http://www.archivist.info/cnc/stage8/IMG_0268.JPG
[08:57:14] <pingufan> This looks really heavy... :)
[08:57:57] <archivist> made from scrap and second hand bits
[08:59:13] <archivist> an end mill is not quite the right cutter for gears and threads, although you can do the maths and generate the form
[09:00:20] <archivist> with a form tool and lean you can do helicals too
http://www.youtube.com/watch?v=HAtziCsUj5Q
[09:00:30] <pingufan> Really impressive. My mill was/is a modified "Gravograph VX" engraving machine. Unbelievable high rpms on spindle (because it is designed for engraving), but I primarily use very small end-mills, so this matches perfectly my meeds. I had to replace the electronics, the drives were burned out.
[09:00:47] <archivist> weeee 651,675 views :)
[09:01:37] <archivist> if you can grind your tooling you can generate involute
[09:01:51] * Valen shouts archivist the ability to resize images or a faster internet connection ;-P
[09:01:52] <pingufan> Also your mill? Well, I will not need a 5th axis. I do not want to make such gears.
[09:02:35] <archivist> see
http://www.youtube.com/watch?v=SJQtx80euGM
[09:03:03] <archivist> yes the plastic helical is mine
[09:03:39] <archivist> Valen, there is no faster internet here
[09:03:46] <Valen> :-<
[09:04:22] <rodfrey> Hello, newb here. New router build, 3 axis with ATC spindle. Using Mesa 5i25 with 7i76 daughterboard, driving Gecko 320x (open loop servo drives)
[09:04:57] <pingufan> But it should also work to place an end-mill above the A axis, and then rotate A while moving the tool along X. Also gives a thread.
[09:05:02] <rodfrey> Just powering up, want to test. Ran pncconf with mostly default settings. When I try to run linuxcnc it won't start, reports that it can't find pins.
[09:05:17] <rodfrey> Raptor.hal:39: Pin 'hm2_5i25.0.7i76.0.0.input-00' does not exist
[09:05:17] <rodfrey> 7220
[09:05:32] <rodfrey> Q: Do I need field power on for linuxcnc to start?
[09:05:47] <pingufan> Guys, your machines are 100 times bigger than mine. :D
[09:06:27] <archivist> pingufan, yes but the endmill has to be thread form or you need to do some evil maths to get the right angle for thread flank angle
[09:07:21] <pingufan> I am afraid to do it as in the last link. With 20000 rpm this is no fun any more. (and this is slowest speed)
[09:08:16] <rodfrey> http://pastebin.com/YqpD8i8d for error message. Thanks for any help!
[09:08:59] <archivist> note that cutter has 40 deg sides, to use an endmill you have to think a bit
[09:09:13] <pingufan> But I should also get an alost acceptable result with a V-shaped endmill from top. No?
[09:09:47] <archivist> if you follow that videos generating path as well
[09:10:29] <pingufan> Sure. Are this G-Codes manually made, or coming from a program?
[09:11:26] <archivist> manually for me
[09:13:14] <pingufan> Sorry I have no hat on my head. Otherwise I would lift it. I am happy to have my 3 axes meanwhile under control (I also code most stuff manually).
[09:14:14] <Valen> thats some nice gear cutting there
[09:14:28] <archivist> pingufan, this was written for mine but will give you some clue
http://www.archivist.info/cnc/generate_gear_n_teeth.ngc
[09:15:18] <pingufan> I mainly do not much more than milling plastic (Acrylic), Aluminum, somethimes Fiberglass.
[09:17:28] <pingufan> archivist: Do you know how to disable this nasty "unexpected Realtime delay" warning? It happens from time to time, but I never had issues because of it.
[09:18:53] <archivist> pingufan, fix latency and adjust acceleration and top speed
[09:19:32] <Valen> pingufan: does it happen only when you start or when you are running?
[09:20:13] <pingufan> I ran the latency test for really long. Then I even added 40% to the reading. It still appears. -- During running. The PC is a VIA EPIA 1000 MHz, with OnBoard Graphics, ...
[09:22:49] <pingufan> I watch your manual lathe picture right now. I s this also from somewhere around 1960 ?
[09:25:03] <archivist> having an acceleration or top speed set to high also gives the error
[09:25:19] <archivist> which lathe
[09:26:06] <pingufan> The old green Shaublin, barried under dirt ;)
[09:27:34] <pingufan> Somewhat remembering me to my EMCO UNIMAT SL.
[09:27:49] <pingufan> But a little bit bigger and more gugged.
[09:28:36] <pingufan> ...rugged.
[09:30:31] <pingufan> archivist, is there no way to simply turn off this warning?
[09:30:43] <archivist> no you fix it
[09:34:02] <pingufan> Ok. Get a phone call. Come back later.
[09:34:09] <CaptHindsight> pingufan: the VIA Epia's always had some latency glitches with the factory BIOS. What are your numbers when running the latency test?
[09:34:16] <CaptHindsight> heh
[09:34:24] <CaptHindsight> maybe a shared line?
[10:28:16] <CaptHindsight> http://www.3ders.org/articles/20140310-3d-printing-branches-out-with-new-clay-based-filament-for-ceramics.html polymer clay (ceramic and thermoplastic) printer
[10:29:29] <CaptHindsight> unfortunately their future improvements don't include making a proper machine
[10:35:02] <CaptHindsight> is there some sort of mental block that occurs after entering #reprap? There are even devs here that seem to be caught up in some irrational cult like behavior with glue guns.
[11:00:25] <CaptHindsight> humble_sea_bass: any idea how many grams of force min. should be required to keep a dot in a high state?
[11:06:19] <syyl-> grams of force?
[11:06:20] <syyl-> Oo
[11:06:53] <syyl-> right now, mr. newton is spinning pretty fast in his grave
[11:09:06] <CaptHindsight> Nm are fine
[11:13:19] <CaptHindsight> syyl-:
http://www.aqua-calc.com/what-is/force/gram-force
[11:13:41] <syyl-> what the hell
[11:14:10] <CaptHindsight> gf is typically used to rate the amount of force required for tactile feedback on small pushbutton switches
[11:14:32] <CaptHindsight> like the bumps on a braille reader
[11:14:40] <syyl-> interesting
[11:15:19] <CaptHindsight> too light and you might not feel the press, too heavy and your fingers go numb from pressing a small dot
[11:15:41] <syyl-> gram force is more than uncommon here
[11:16:20] <syyl-> here mN oder something in that range would be used
[11:16:33] <CaptHindsight> same here, but for engineering purposes there are lots of short cuts used
[11:17:44] <CaptHindsight> gf is common everywhere for specifying push button switches
[11:18:17] <syyl-> ok, sry for my ignorance :)
[11:18:55] <syyl-> dont judge me for that as a dumb german potato ;)
[11:19:18] <CaptHindsight> heh, pound or kg of potato?
[11:22:12] <CaptHindsight> http://www.e-switch.com/ProductCatalog/tabid/88/entity/tabid/95/entityname/category/categoryid/1/sename/Tact/default.aspx
[11:22:29] <syyl-> ok, now i am a believer
[11:22:37] <syyl-> and i hope mr. newton stops rotating
[11:24:04] <CaptHindsight> http://www.digikey.com/product-search/en/switches/tactile-switches/1114206 heh they even include it as a search spec
[11:41:00] <PetefromTn_> Wow man is it possible to have a LinuxCNC/serial Modbus hangover?? hehehe
[11:41:40] <somenewguy> sure, anything can give you a hangover if you try hard enough
[11:41:57] <PetefromTn_> Oh we tried man...we tried HARD LOL..
[11:42:10] <PetefromTn_> up til' almost 2:30 I think..
[11:43:56] <somenewguy> mans gotta do what a man can't stop himself from doing lol
[11:44:05] <cheater_> cya
[11:44:29] <PetefromTn_> precisely.. It's a sickness. I am NOT well.
[11:54:42] <somenewguy> speaking of sickness, can someone confirm that the price is a bit high here?
[11:54:48] <somenewguy> http://www.ebay.com/itm/Bridgeport-Boss-10-CNC-Milling-machine-without-Controller-/231132640719?pt=LH_DefaultDomain_0&hash=item35d09435cf
[11:57:58] <CaptHindsight> yes, way high, it better come with a bag of cash, $5k in tooling, a car etc etc
[11:58:26] <somenewguy> CRUD
[11:58:32] <Connor> PetefromTn_: Just need to figure out how to scale the speed by dividing it by 15 from what I remember from last night..
[11:58:33] <somenewguy> ...I just found one local, in my price range
[11:58:35] <cradek> heh "slides ... like new" on a 30 year old dovetail cnc
[11:58:36] <PetefromTn_> damn thats crazy.
[11:58:40] <CaptHindsight> somenewguy: where are you located near?
[11:58:44] <somenewguy> boston
[11:58:52] <somenewguy> https://boston.craigslist.org/nwb/tls/4358275212.html
[11:59:02] <PetefromTn_> Connor HEY MAN are you awake yet now I'm not LOL...
[11:59:02] <somenewguy> I have no where to put it, so it does me no good right now of course
[11:59:21] <Connor> PetefromTn_: I'm fine. remember.. I normally stay up till 3am anyways..
[11:59:22] <Connor> :)
[11:59:24] <somenewguy> that millport atually ooks like a good deal
[11:59:55] <PetefromTn_> millport is a nice machine got a neighbor has two of them. one is CNC like that.
[12:00:26] <PetefromTn_> Connor Yeah I know but I don't. Had to get up at 6:30 to take kids to school this morning and it was NOT EASY.
[12:00:30] <somenewguy> price even sounds reasonable. What I wouldn't do for a a real shop space
[12:00:46] <PetefromTn_> I feel like we made some damn good progress last night. VERY very cool.
[12:00:51] <somenewguy> hahahahah there is some guy selling a TAIG for 3k
[12:01:02] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-Milling-Machine-/141189498226?pt=LH_DefaultDomain_0&hash=item20df8cc572
[12:01:39] <PetefromTn_> That thing looks like a wet noodle.
[12:01:55] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-Vertical-Milling-Machine-9-x-32-M-head-MT2-1943-Round-Ram-/271418818769?pt=LH_DefaultDomain_0&hash=item3f31d280d1
[12:02:04] <somenewguy> who looks like a wetnoodle?
[12:02:38] <PetefromTn_> that 1k bridgie.
[12:02:43] <PetefromTn_> the first one.
[12:03:24] <PetefromTn_> Connor Hey man do you have any ideas about the spindle scaling or for that matter does anyone else. We need to scale the spindle down by a factor of 15 apparently.
[12:04:07] <somenewguy> glad I am getting a better feel for what I amllooking at finally
[12:04:16] <CaptHindsight> http://www.ebay.com/itm/MATSUURA-MC-710V-DC-CNC-VERTICAL-MACHINING-CENTER-WITH-FANUC-CONTROL-/291096585270?pt=LH_DefaultDomain_0&hash=item43c6b56436
[12:04:52] <CaptHindsight> I might pick that up my next trip out east
[12:05:08] <somenewguy> I imagine that is gonna sell closer to 8-12k?
[12:05:09] <PetefromTn_> that looks like a beast man.
[12:05:20] <Connor> PetefromTn_: Not yet. Someone on here is going to know the best way to do that.
[12:05:29] <CaptHindsight> $3500 or best
[12:05:46] <somenewguy> looksl ike it s worth a heck of alot more than that, and with a month left
[12:05:50] <PetefromTn_> you got room for that monster?
[12:06:02] <CaptHindsight> probably 10 more
[12:06:08] <somenewguy> thisi s why I am feeling out the market now tho, so I know what I am looking at when I do buy lol
[12:06:30] <somenewguy> give me a year or two, and one of these things is coming home with me
[12:06:35] <PetefromTn_> I bet that thing weighs like 12k...
[12:07:04] <CaptHindsight> 16k lbs
[12:07:31] <PetefromTn_> thats a mother hunk of iron LOL. Twin spindles AND toolchangers right.
[12:07:45] * somenewguy drools a little
[12:07:52] <CaptHindsight> i might use a slightly larger magic wand to move this one
[12:08:20] <CaptHindsight> it's sitting out on long island in storage at a rigger/mover
[12:08:29] <PetefromTn_> yeah like a monster forklift or a crane LOL.
[12:08:48] <somenewguy> convenient, maybe I'll buy a truck and build the shop around it when I get home eh?
[12:09:48] <CaptHindsight> steel shed maybe
[12:09:48] <PetefromTn_> Connor Hey man I gotta run and meet my wife for something here I will be back in an hour or two. I really need to get that spindle scaling sorted so I can get back to making these parts. LOL NO pressure man hehehe
[12:10:47] <PetefromTn_> Thanks for your help.
[12:11:01] <Connor> PetefromTn_: Ha. :) I'll see if I can get someone to help.
[12:11:21] <PetefromTn_> appreciate it talk soon.
[12:55:08] <zeeshan> anyone really good with power distribution circuits?
[12:55:44] <archivist> ask a better question :)
[12:55:48] <zeeshan> no
[12:56:06] <zeeshan> you must answer my vague question!
[12:56:27] <archivist> impossible
[12:56:43] <JT-Shop> yes, someone is good with power distribution circuits
[12:57:02] <zeeshan> damnit lost the jpg.
[12:57:05] <archivist> insufficient data for meaningful answer error at line one, redo from start
[12:58:19] <JT-Shop> lol
[12:58:34] <humble_sea_bass> zeeshan: see National Electrical Code
[12:58:45] <zeeshan> NEC doesnt tell me about this one!
[12:59:04] <humble_sea_bass> in lieu of that, a copy of Ugly's electrical reference
[13:00:17] <humble_sea_bass> ok back to coughing and wheezing
[13:00:23] <archivist> at least there is quality here
http://www.quick-tech-news.com/2009/08/wiring-gone-wrong.html
[13:00:35] <zeeshan> http://i.imgur.com/Dl2r7t0.png
[13:00:45] <zeeshan> would L1 be seeing 27+8A here
[13:00:51] <zeeshan> and L2 be seeing 27+8A?
[13:00:56] <zeeshan> and neutral would be seeing at most 16A?
[13:01:19] <zeeshan> i should prolly draw the joints. sec
[13:01:33] <humble_sea_bass> http://www.quick-tech-news.com/images/wiring/crazy-wiring-3.jpg
[13:01:39] <humble_sea_bass> mad fucking respect
[13:02:17] <zeeshan> http://i.imgur.com/UEjfSXo.png
[13:02:18] <zeeshan> there we go
[13:02:35] <zeeshan> lol at that picture
[13:03:34] <archivist> your question is not about wiring but about current
[13:03:50] <zeeshan> current determines wire size :P
[13:04:19] <archivist> you have a balanced load
[13:04:49] <archivist> it depends on phase too
[13:05:00] <humble_sea_bass> if you care about wire size, just look at the AWG vs ampacity table
[13:05:03] <humble_sea_bass> done
[13:05:08] <zeeshan> humble_sea_bass: i know that.
[13:05:11] <zeeshan> re-read my question
[13:05:34] <humble_sea_bass> anyone really good with power distribution circuits?
[13:05:39] <zeeshan> archivist this ia single phase circuit
[13:05:50] <archivist> zeeshan, think about direction of currents on the neutral
[13:05:56] <zeeshan> would L1 be seeing 27+8A here? and L2 be seeing 27+8A? and neutral would be seeing at most 16A?
[13:06:02] <zeeshan> .^ thats the q
[13:06:12] <archivist> phase matters in this question
[13:06:23] <zeeshan> please explain
[13:06:46] <archivist> methinks there is a 180 degrees here
[13:07:15] <pcw_home> if L1 and L2 are 180 (as you woudl expect with 220V single phase) N current = 0
[13:07:49] <archivist> balanced as I said earlier
[13:08:08] <IchGuckLive> hi all B)
[13:08:08] <pcw_home> (beyond the connection between supplies and assuming draw is equal)
[13:08:38] <zeeshan> so what im understanding is L1,L2 will see 27+8A while N will see 0A.
[13:08:41] <zeeshan> since it's a balanced load
[13:08:46] <archivist> one would at least design for one dead supply
[13:08:46] <pcw_home> its also very unlikely those supplies actually draw 8A
[13:09:01] <pcw_home> or unloaded
[13:09:04] <Einar> Zeeshan: Answer is no. 27+8 is not right. L1-N and L2-N are not in phase.
[13:09:19] <zeeshan> yes, im planning to keep neutral wire the same size as the L1 and L2 conductors.
[13:09:49] <archivist> Einar, rethink
[13:10:26] <CaptHindsight> are those wires going to be in a raceway or a control cabinet?
[13:10:30] <IchGuckLive> zeeshan: did you sleep today in the log there is only your name full 24h
[13:10:53] <zeeshan> lets say both power supplies were connected to L1 and none were connected to L2
[13:11:07] <zeeshan> then wouldnt L1 see a draw of 8+8+27A?
[13:11:14] <pcw_home> yes
[13:11:39] <archivist> no
[13:11:46] <zeeshan> so basically when i connected each power supply to L1 and L2 respectively, im drawing less current per phase
[13:11:49] <zeeshan> IchGuckLive: lol
[13:11:53] <zeeshan> IchGuckLive: i never sleep
[13:11:54] <archivist> the two 8s are in series
[13:12:00] <pcw_home> imagine the power supplies are perfectly balanced (then the n connection does nothing)
[13:12:56] <zeeshan> 2 different answers
[13:12:59] <zeeshan> dun dun dun
[13:12:59] <zeeshan> :)
[13:13:13] <pcw_home> they are the same
[13:13:42] <Einar> Zeeshan: Read all about it:
http://en.wikipedia.org/wiki/Three-phase_electric_power
[13:13:51] <zeeshan> einar. give me a break.
[13:13:52] <zeeshan> you read that.
[13:14:00] <archivist> Einar, it is NOT 3 phase
[13:14:08] <zeeshan> lol
[13:14:08] <CaptHindsight> are we designing to meet a code like the NEC or just making back of the napkin calculations on loads?
[13:14:25] <zeeshan> CaptHindsight: i'm just try ing to find the amps running through each conductor right now
[13:14:40] <archivist> this is american/canadian 180 degree junk
[13:14:44] <zeeshan> from what i'm understanding, the way it is in the schematic right now, i need to size the conductors for 27+8A per phase.
[13:14:44] <CaptHindsight> it's just single phase 120/240
[13:14:56] <zeeshan> so 35A.
[13:15:06] <archivist> zeeshan, plus switch on surge
[13:15:10] <CaptHindsight> zeeshan: no, it depends on the loads and how you are going to wire them
[13:15:18] <pcw_home> Current is probably a lot less than you think
[13:15:36] <zeeshan> and if i were to connect both of them to L1, i'd need to size to 16+27A.
[13:15:45] <archivist> over here we are supposed to size for fault currents
[13:16:02] <zeeshan> archivist: same here
[13:16:12] <zeeshan> 27A, 8A, 8A are fault currents
[13:16:12] <humble_sea_bass> archivist: america is the best. freedom phase #1
[13:16:17] <zeeshan> for each item
[13:16:25] <pcw_home> if you drew 27A you would have a fire in your spindle motor
[13:16:38] <zeeshan> pcw_home: this is a 3hp motor 3 phase
[13:16:44] <Einar> archivist: So what is N? I read that as a TN grid where L3 is not in use.
[13:16:46] <zeeshan> the vfd draws 27A from single phase 240V.
[13:16:47] <archivist> might be a big motor :)
[13:16:58] <zeeshan> at max
[13:17:01] <zeeshan> that rating came directly from the vfd manual
[13:17:23] <CaptHindsight> the 120V loads and the 240V loads can't share the same conductors to meet the NEC
[13:17:32] <zeeshan> i want to power all 3 things, power supplies and vfd from the same 4-wire conductor.
[13:17:38] <pcw_home> IT probably a peak value (that > 50 KW!)
[13:17:52] <zeeshan> CaptHindsight: wrong
[13:17:58] <CaptHindsight> since they will require separate overload protection, different breakers
[13:17:59] <zeeshan> CaptHindsight: look at your stove, and dryer
[13:18:03] <pcw_home> sorry 5KW
[13:18:23] <zeeshan> CaptHindsight: your stove and dryer use a 2 pole breaker.
[13:18:41] <zeeshan> and i have fuses in front of both power supplies
[13:18:43] <CaptHindsight> zeeshan: yes and you can't put single pole loads on a 2 pole breaker
[13:18:46] <zeeshan> the vfd has builtin overcurrent protection
[13:19:04] <zeeshan> i just need to size the main wire coming in
[13:19:05] <zeeshan> :{
[13:19:07] <CaptHindsight> not in the NEC
[13:19:32] <zeeshan> your light bulb in the dryer and control system
[13:19:33] <CaptHindsight> but Canada has CE
[13:19:37] <zeeshan> is run by 110AC
[13:19:48] <zeeshan> while the motor is run off 240VAC
[13:20:27] <CaptHindsight> zeeshan: are you sizing for conductors in a raceway or withing a control cabinet?
[13:20:39] <zeeshan> control cabinet
[13:20:44] <CaptHindsight> thank you
[13:20:50] <zeeshan> i know how to size the wire
[13:20:53] <zeeshan> after finding the ampacity.
[13:20:56] <JT-Shop> archivist, you guys warm up yet? I have the doors open and there is some snow still on the ground
[13:21:04] <zeeshan> i'm still confused at the ampacity value
[13:22:40] <Tom_itx> supposed to be 70f here today
[13:22:43] <CaptHindsight> 27A + 8A = 35A for L1 and L2 , what insulation is the next question
[13:22:44] <Tom_itx> snow is still melting
[13:22:59] <zeeshan> so thje answer is 35A.
[13:23:00] <zeeshan> okay :D
[13:23:53] <zeeshan> using 90C SOOW cable
[13:24:08] <zeeshan> so 8 gauge will be fine
[13:24:09] <CaptHindsight> #8 for safety
[13:24:10] <zeeshan> 45A.
[13:24:23] <zeeshan> er 55A
[13:24:31] <zeeshan> thats based on ambient
[13:24:44] <zeeshan> only 6" of the wire inside the cabinet
[13:24:51] <zeeshan> the rest goes to aplug on the wall
[13:25:06] <zeeshan> even with a 70% derating factor
[13:25:08] <zeeshan> its safe :P
[13:25:37] <CaptHindsight> I'd put overcurrent protection on min #16 for the 8A taps
[13:25:55] <CaptHindsight> but #14 is more common
[13:28:35] <CaptHindsight> same here high 40'sF and snow in 20 ft piles
[13:30:15] <zeeshan> CaptHindsight:
[13:30:21] <zeeshan> http://i.imgur.com/84IMGlK.png
[13:30:28] <zeeshan> thats the wire sizes im using
[13:30:32] <zeeshan> and how it's actually wired
[13:30:39] <zeeshan> the only thing i wasn't sure about was the main wire
[13:32:30] <CaptHindsight> #12 will do it!
[13:32:37] <zeeshan> i know its overkill
[13:32:42] <zeeshan> but i have 1000 feet of 12 gauge
[13:32:51] <zeeshan> but no 14 gauge
[13:32:51] <zeeshan> lol
[13:33:14] <CaptHindsight> if these were loads off of a load center you'd have to have seperate conductors and breakers for the 240V devices and the 120V
[13:34:16] <zeeshan> hm
[13:35:09] <zeeshan> those wires go into a 4 prong receptcacle on the wall
[13:35:12] <zeeshan> which is rated for 40A.
[13:35:26] <zeeshan> and the hots (l1 l2) go to a 2 pole 40A breaker
[13:35:55] <CaptHindsight> but they are all in a control cabinet
[13:36:04] <zeeshan> ohh
[13:36:21] <zeeshan> so you're saying you can't power 110v and 220V seperate devices
[13:36:30] <zeeshan> if they weren't in the cabinet.
[13:36:36] <CaptHindsight> yeah
[13:36:41] <Loetmichel> *gnah* first of four 19" front plates done... to mill THAT much aluminium with a 3mm mill bit... i must be totally nuts! ;-) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14766
[13:36:42] <zeeshan> makes sense
[13:36:45] <zeeshan> that could be hazardous
[13:37:29] <CaptHindsight> I forget the Canadian rules and regs on this but usually all the control cabinets we build need to meet CE
[13:37:58] <CaptHindsight> but that depends on the location and local ordinances and insurance co
[13:38:11] <zeeshan> yep
[13:38:42] <zeeshan> thanks for the help :D
[13:38:50] <CaptHindsight> down here it's local codes, or NEC for wiring up to the panel and then UL within
[13:40:28] <CaptHindsight> much of it has little connection to current technology, some places still require soldered connections
[13:41:20] <CaptHindsight> or no romex even for residential
[13:51:12] <humble_sea_bass> japan was exclusively romex in spite of the fact most of their home construction is stick
[13:54:32] <CaptHindsight> no stones?!
[13:56:03] <CaptHindsight> don't they just rebuild every few decades anyway after earthquakes, tsunamis, Mothra, etc ?
[13:56:20] <Loetmichel> humble_sea_bass: romex is that cable that looks like a shower hose?
[13:56:37] <humble_sea_bass> they also find old homes to be distasteful
[13:56:54] <humble_sea_bass> Loetmichel: yes, sometimes flattened too
[13:57:04] <Loetmichel> CaptHindsight: a wooden japanese home will not need any rebuild after an earthquake
[13:57:14] <CaptHindsight> http://upload.wikimedia.org/wikipedia/commons/thumb/4/47/Romex_cable.agr.jpg/1024px-Romex_cable.agr.jpg
[13:57:33] <humble_sea_bass> their wooden homes are amazing
[13:57:38] <Loetmichel> ah, so not the metal armored stuff?
[13:57:46] <CaptHindsight> the shower hose stuff is flexible non-metallic conduit
[13:57:58] <humble_sea_bass> the metal armor stuff is usually refered to as BX
[13:57:59] <Jymmm> ...just shit loads of rice paper
[13:58:12] <CaptHindsight> there are a few types of metal flex conduit
[13:58:31] <Jymmm> armored cable
[13:58:45] <CaptHindsight> greenfield for over 6'
[13:59:13] <Jymmm> https://www.google.com/search?q=armored+cable
[13:59:55] <CaptHindsight> well we ran 8' of 3/4 greenfield from a 1900 box to the cans
[14:00:59] <CaptHindsight> I once passed an electrical contractor exam just because I knew the lingo
[14:01:23] <humble_sea_bass> here at the office we're designing this coast guard station and dock, and the connectors for the ships are lol funny
[14:01:57] <CaptHindsight> health care centers have the most complicated codes
[14:02:42] <humble_sea_bass> ATS switches out the butt
[14:02:56] <humble_sea_bass> color coded armored cable
[14:03:27] <CaptHindsight> humble_sea_bass: how much pressure should a braille dot have to be sure it's read as a high?
[14:03:55] <CaptHindsight> also is there a standard for the dia, height and spacing?
[14:04:26] <humble_sea_bass> the spacing is 2.54mm usally for western braille
[14:04:32] <humble_sea_bass> dot pitch
[14:04:58] <CaptHindsight> is there a problem with 1-2KV on the surface of the dot or should we insulate? :)
[14:05:00] <humble_sea_bass> the and .5mm for height
[14:05:49] <CaptHindsight> 0.5mm should be no problem
[14:05:54] <humble_sea_bass> the holding strength of the cell is debatable
[14:06:41] <CaptHindsight> http://www.risoe.dk/rispubl/pol/polpdf/ris-r-1286.pdf
[14:06:58] <CaptHindsight> and it has already been patented for inkjet
[14:07:00] <humble_sea_bass> because some companies like Freedom Scientific, they seem to leverage their actuators so you get a much stiffer cell
[14:07:20] <humble_sea_bass> but some ppl bitch about it and prefer a more forgiving dot
[14:07:37] <CaptHindsight> they do it since PZT doesn't flex much, maybe 2%
[14:08:20] <CaptHindsight> 0.5mm with a 10:1 lever means only 0.05mm is required
[14:08:42] <CaptHindsight> even 50um is a lot for PZT
[14:11:33] <CaptHindsight> http://www.shop3m.com/3m-vhb-tape-4910-group.html a few papers use this tape as material
[14:12:23] <humble_sea_bass> heh, i actually used this tape bakc in college, completely forgot about it
[14:12:41] <CaptHindsight> http://multimedia.3m.com/mws/mediawebserver?mwsId=66666UgxGCuNyXTtnxMtLXs6EVtQEcuZgVs6EVs6E666666--
[14:13:33] <CaptHindsight> but I should be able to print a display pretty easily using liquids
[14:14:29] <humble_sea_bass> i drafted up an 8 point cell testing jig
[14:15:15] <humble_sea_bass> with with levers and all, i should get it all cut out in the next few days
[14:16:03] <CaptHindsight> I'm shooting for direct drive 0.5mm travel
[14:17:38] <humble_sea_bass> do you have access to this polymers? I was looking at that openmaterials database for EAPs
[14:19:04] <CaptHindsight> yes, I work with acrylates all the time
[14:19:42] <CaptHindsight> from the papers they seem to be more durable and higher efficiency than PDMS
[14:22:28] <CaptHindsight> the main downside is the 1KV needed or more to drive them
[14:22:56] <humble_sea_bass> that's a bit high for lithium batteries
[14:24:11] <CaptHindsight> well the actual display might be $2 in plastic parts but the 876 LiIon batteries are bit cost prohibitive :)
[14:24:32] <humble_sea_bass> they can run a rail gun off of it
[14:24:59] <CaptHindsight> nah just one battery and a step up supply
[14:25:07] <CaptHindsight> realy low current
[14:26:41] <CaptHindsight> the main draw is when turning on/off, capacitive load
[14:27:22] <CaptHindsight> but if rise and fall times can be slow like for a reader it's low
[14:27:44] <CaptHindsight> and printhead would be another story at 50khz vs 1hz
[14:32:24] <humble_sea_bass> one application where it wouldn't be an issue would be a low cost embosser
[14:34:48] <CaptHindsight> you can print the DEA and also the button surface
[14:34:58] <IchGuckLive> im off by
[14:35:01] <IchGuckLive> e
[14:35:36] <CaptHindsight> http://spie.org/documents/newsroom/videos/1738/SRI_Braille-prototype_Squares-lines.MPG
[14:36:21] <CaptHindsight> it just needs an insulator for the 1-4KV you charge it with
[14:37:51] <humble_sea_bass> the grid is the conductor we are seeing?
[14:40:11] <CaptHindsight> yes, it's where the conductors/plates are placed
[14:43:10] <humble_sea_bass> well, if you use a lever then you dont have to insulate anything too much
[15:36:00] <PetefromTn_> http://www.youtube.com/embed/ZWpLfncliwU?rel=0 WOW not topic related but ....amazing.
[15:40:15] <humble_sea_bass> the problem with that is that it is opera
[15:40:23] <Deejay> hrhr
[15:41:08] <humble_sea_bass> http://time.com/18173/this-7-year-olds-incredible-voice-will-give-you-chills-as-she-channels-billie-holiday/
[15:42:53] <humble_sea_bass> here is a nother child with the abilitity to channel what its like to OD on heroin
[15:42:54] <PetefromTn_> I don't see a problem seabass I see an amazing talent from an amazing kid. Just blew me away.
[15:44:58] <humble_sea_bass> i should have just said " she is singing in a style I don't care fore"
[15:45:25] <humble_sea_bass> because I would have gushed if she did some Jean Ritchie
[15:45:44] <PetefromTn_> surely a guy like you can look past that and enjoy an amazing voice right ;)
[15:48:29] * JT-Shop is in a short sleeve shirt and there is still snow in some places
[15:51:13] <Loetmichel> JT-Shop: i dont get it, too
[15:51:30] <Loetmichel> i used to shovel snow from the driveway in a thshirt
[15:51:38] <Loetmichel> ... when ther was snow ;-)
[15:52:22] <PetefromTn_> JT-Shop Hey man it is really nice here today like 60 degrees and sunny FINALLY!
[15:55:32] <humble_sea_bass> i will leave the office today and the sun will be shining
[16:01:18] <JT-Shop> PetefromTn_, same here 60f and sunny
[16:02:55] <JT-Shop> I've been running a box fan in my shop with a 20 x 20 house air filter on the intake side and you would not believe the amount of dirt it collects
[16:04:11] <humble_sea_bass> that's flavor
[16:06:39] <PetefromTn_> I need to get a nice big fan for the shop at some point. My shop is kinda directed to where there really is never any direct sunlight hitting the big doors so it is usually quite cool in there during the summer. Sucks in the winter tho I need to run the heaters all the time I am in there.
[16:07:10] <humble_sea_bass> what kind of insulation do you have
[16:07:54] <PetefromTn_> just the regular pink stuff in the walls and ceiling but there is a HUGE attick above it that kinda holds the cold and it is of course a concrete slab..
[16:09:00] <PetefromTn_> I usually run the turbo forced air heater for maybe a half hour when it is really cold then switch to the electric heater to maintain it. The big heater sometimes will kick in if it is really cold tho.
[16:09:07] <humble_sea_bass> the pink stuff is not dense enough to prevent air infiltration
[16:09:20] <humble_sea_bass> and wind washing
[16:10:13] <humble_sea_bass> I've begun using Roxul lately and it is by far the best
[16:10:30] <PetefromTn_> well the shop is sided with OSB sheeting and then has tyvek style house wrap before the vinyl siding on the outside so it is actually pretty closed up but the Garage doors are wood and uninsulated so that kinda sucks. Need to get some new ones at some point.
[16:11:19] <humble_sea_bass> dense as heck, hydrophobic, not with very good sound attenuation properperties
[16:11:48] <humble_sea_bass> and with very good
[16:12:36] <PetefromTn_> is that like a board or sheet good?
[16:23:44] <humble_sea_bass> it is like a rigid sponge
[16:26:53] <cpresser> for a special application (tensile strenght testing machine) i would like to program a linear move with increasing feedrate.
[16:27:09] <cpresser> does anybody have an idea how to do this?
[16:29:14] <jthornton> just using HAL? or Axis?
[16:31:50] <cpresser> HAL only. i will do a custom gui
[16:33:01] <cpresser> the machine will have a stepper in velocity mode with an encoder on the leadscrew. its a single axis machine
[16:33:37] <jthornton> I wonder if my winder example would be of any help, it is just a hal thing for a spool winder
[16:34:26] <jthornton> http://www.gnipsel.com/linuxcnc/examples.html
[16:34:30] <cpresser> jthornton: this one?
http://linuxcnc.org/docs/html/hal/hal-examples.html (point4)
[16:35:50] <jthornton> well I was thinking of this one
http://www.gnipsel.com/linuxcnc/examples.html
[16:36:06] <cpresser> jthornton: nice, this is very similar to my (future) setup!
[16:36:49] <jthornton> you're welcome
[16:37:36] * cpresser is about to do his first retrofit
[16:38:07] <jthornton> sounds like fun
[16:39:47] <cpresser> yep. i am looking forward to it. i need to do some digging on which mesa-cards to get and which drive-train to use
[16:40:19] <cpresser> but its not to complicated fortunately. a perfect project for learning new stuff
[16:40:27] * jthornton goes back to the shop
[16:50:11] <PetefromTn_> Okay folks I have been reading here trying to sort my final issue with this new Modbus setup I have here. thanks to tireless efforts from Zeeshan, Connor, PCW and others I have the modbus working as of last night, we have communication for FWD, REverse, and stop etc.
[16:50:30] <PetefromTn_> Only problem we are having now is the spindle speed setup is wrong.
[16:51:09] <PetefromTn_> the machine right now basically runs 15 times faster than it should. IE commande 10 RPM gives us 150 RPM.
[16:52:11] <PetefromTn_> I have been reading about spindle scaling here this afternoon online trying to get the thing sorted out. Apparently there are settings for 0-10v control as well as PWM spindle control schemes but I am not sure if either works with serial modbus or how.
[16:52:54] <PetefromTn_> We tried some hal file changes last night but it was getting late and we were getting tired so I left it for today to try to figure this out.
[16:53:18] <PetefromTn_> Good news is everything works as it should other than this thanks to my friends help I cannot thank them enough.
[16:53:35] <PetefromTn_> Anyone have any experience with spindle speed scaling in Modbus?
[17:00:00] <zeeshan> PetefromTn_: can you post your latest .hal file online
[17:03:20] <cpresser> PetefromTn_: i suppose you are using a VFD? the vfd also has scaling parameters. you should check these as well
[17:04:23] <PetefromTn_> zeeshan Sorry man I was reading something on the zone about linuxCNC and modbus... I will fire up the machine here and post it in a minute okay.
[17:04:33] <zeeshan> im gonna check out your vfd manual
[17:04:37] <zeeshan> and see if we can scale it n there
[17:04:41] <zeeshan> i know on my vfd you can
[17:05:17] <PetefromTn_> cpresser Yeah this is the Hitachi WJ200 VFD and honestly I don't care how we do it as long as it is accurate to the speed until I can get the feedback working.
[17:06:57] <PetefromTn_> I was looking at setting B086 says some kinda freq scaling.
[17:08:33] <zeeshan> that just scales the display frequency
[17:08:43] <zeeshan> so you can actually read see "RPM" on your vfd led screen
[17:09:14] <PetefromTn_> yeah that is what I think too.
[17:12:05] <PetefromTn_> would be nice if it was just a simple hal line change.
[17:14:39] <zeeshan> post it up! :P
[17:19:38] <zeeshan> i think we just gotta do this
[17:19:40] <PetefromTn_> workin on it man...
[17:19:50] <zeeshan> loadrt multi2 count=1
[17:20:16] <zeeshan> mult2.0.in0 0.066667
[17:20:53] <zeeshan> mult2.0.in1 thecommandedfreq
[17:21:15] <zeeshan> and then associate wj200-vfd.0.commanded-frequency with mult2.0.out
[17:25:36] <PetefromTn_> sorry man experiencing TECHNICAL difficulties please stand by ;)
[17:28:27] <Deejay> gn8
[17:32:42] <PetefromTn_> pastebin.com/g71PkAcU
[17:34:30] <PetefromTn_> are you thinking those lines would be added after line 17?
[17:34:40] <zeeshan> yea
[17:34:43] <zeeshan> sec
[17:42:10] <PetefromTn_> zeeshan can you show me the screenset you made with the spindle load metering and spindle speed options on it, I wanna show my wife LOL.
[17:42:36] <zeeshan> spindle_out.out
[17:42:38] <zeeshan> man what is that
[17:42:41] <zeeshan> andypugh: hi
[17:42:44] <zeeshan> spindle_out.out what is this?!
[17:43:04] <zeeshan> PetefromTn_:
http://i130.photobucket.com/albums/p252/turbozee84/VFD_GUI_zps548be878.png
[17:43:21] <andypugh> spindle_out.out sounds like a pncconf signal name.
[17:43:27] <zeeshan> oh
[17:43:41] <zeeshan> apparently thats how pete's spindle runs
[17:43:54] <zeeshan> spindle's speed is set i mean
[17:44:23] <zeeshan> on my hal config im using motion.spindle-speed-out
[17:44:25] <andypugh> It is almost certainly netted to motion.spindle-speed-out somewhere in the HAL.
[17:44:33] <zeeshan> ah
[17:44:53] <andypugh> Is it the fist thing after the word "net"
[17:45:03] <zeeshan> andypugh: i bet you can solve this problem in like 2minutes
[17:45:29] <zeeshan> net spindle-vel-cmd => wj200-vfd.0.commanded-frequency <= abs.spindle_out.out
[17:45:36] <PetefromTn_> Hey man just realized that for some reason the reverse button for spindle on the manual tab is now missing?
[17:46:07] <andypugh> Ah, abs.spindle-out is a named instance of an abs conponent.
[17:46:37] <andypugh> You will see a "loadrt abs count=N names=...,abs.spindle,....
[17:46:49] <zeeshan> loadrt abs names=abs.spindle,abs.spindle_out
[17:46:50] <zeeshan> you're right
[17:47:16] <andypugh> (It's actually pretty good practice to include _what_ the named component is in it's name, otherwise it gets more confusing still.
[17:47:29] <zeeshan> PetefromTn_: not sure
[17:48:01] <zeeshan> net spindle-out-abs motion.spindle-speed-out => abs.spindle_out.in
[17:48:04] <zeeshan> there IT IS.
[17:48:12] <PetefromTn_> yeah man it was there before last night I am sure it is something stupid tho..
[17:49:11] <PetefromTn_> M4 still works in MDI so it must be some kinda GUI setting
[17:49:23] <andypugh> What's the problem?
[17:49:36] <zeeshan> the big problem right now is
[17:49:48] <zeeshan> when he does m3 s10
[17:49:51] <PetefromTn_> andypugh We need to change the spindle scaling by 15 factor and I need to get my reverse button back on the manual tab
[17:49:58] <zeeshan> it sets wj200-vfd.0.commanded-frequency to 10.
[17:50:02] <zeeshan> and his drive runs at 10hz.
[17:50:15] <zeeshan> his tachometer says its running at 150rpm.
[17:50:15] <andypugh> And that bothers you?
[17:50:26] <zeeshan> so we know its off by a scale of 1/15.
[17:50:42] <PetefromTn_> no man I LIKE my machine to rapid spindle up to the sky when I program 1k LOL
[17:50:47] <zeeshan> trying to figure out how to scale S10 -> to actually output 10/15 to wj200-vfd.0.commanded-frequency
[17:51:14] <zeeshan> the way i'm thinking of doing it is using mult2.
[17:51:30] <andypugh> You can use the "scale" HAL component
[17:52:21] <PetefromTn_> just found it how does that work?
[17:52:22] <andypugh> Or, if you intend to use closed-loop spindle control, then use PID and set the FF0 to 1/15
[17:52:48] <zeeshan> setp scale.spindle.gain 60
[17:52:49] <PetefromTn_> we actually will be using closed loop as soon as I can get the damn encoder mount built and installed.
[17:52:50] <zeeshan> you already have that
[17:53:27] <PetefromTn_> Yeah we changed it to four last night to try it remember.
[17:53:30] <andypugh> that gain of 60 looks to be wrong.
[17:53:39] <zeeshan> we changed that to 10 yesterday
[17:53:42] <zeeshan> to see if it did anything
[17:53:45] <zeeshan> it didn't do anything
[17:54:06] <andypugh> It looks like it isn't in the net.
[17:54:15] <zeeshan> yes
[17:54:29] <PetefromTn_> I am afraid since we used pncconf to setup originally with the 5i25 7i77 cards even tho we have things working in modbus there are still settings in the hal file that are setup for the mesa stuff.
[17:54:42] <andypugh> Are you sure that the wj200 comp doesn't have a built-in scale?
[17:54:52] <zeeshan> andypugh: i looked through his pdf
[17:54:55] <zeeshan> i couldn't find anything
[17:55:08] <andypugh> Where's the wj200 source?
[17:55:14] <zeeshan> driver
[17:55:15] <zeeshan> or pdf.
[17:55:15] <Connor> one sec. let me get it.
[17:55:31] <zeeshan> PetefromTn_: btw you don't have a reverse gui button
[17:55:32] <zeeshan> because:
[17:55:37] <zeeshan> #net spindle-ccw hm2_5i25.0.7i77.0.0.output-01 <= motion.spindle-reverse
[17:55:43] <zeeshan> i commented that out yesterday
[17:55:48] <zeeshan> we can fix that later
[17:55:50] <Connor> andypugh:
https://github.com/OKComputers/linuxcnc-mirror/tree/wj200_vfd/src/hal/user_comps/wj200_vfd
[17:55:58] <PetefromTn_> okay so we can fix that easy then good.
[17:56:14] <zeeshan> PetefromTn_ is a famous guy
[17:56:20] <zeeshan> he's got 3 people helping him
[17:56:23] <zeeshan> :D
[17:56:38] <andypugh> Yeah, there is no scale pin. I would probably just add a scale pin if it was my machine :-)
[17:56:47] <zeeshan> andypugh:
[17:56:48] <zeeshan> EXACTLY
[17:56:51] <zeeshan> when i wrote my driver
[17:56:54] <zeeshan> i did exactly that
[17:57:05] <zeeshan> cause i can only do basic stuff in the hal config.
[17:58:07] <zeeshan> net spindle-vel-cmd => wj200-vfd.0.commanded-frequency; net spindle-vel-cmd <= abs.spindle_out.out
[17:58:09] <andypugh> But, you have a scale HAL component, so feed the abs.spindle-out.out to scale.spindle.in and then the scale.spindle.out to the VFD
[17:58:10] <zeeshan> how do you scale :D
[17:58:22] * PetefromTn_ wonders how I became so damn famous er...inept.
[17:58:55] <zeeshan> gotcha.
[17:59:05] <andypugh> replace wj200...... in that line with the scale...in
[17:59:35] <PetefromTn_> andypugh Are you seeing the hal I posted here?
[17:59:36] <Connor> I'm not too happy with the wj200 driver.. it needs some tweaks..
[17:59:39] <andypugh> Then add a line underneath net spindle-frequency-command scale....out => wj200....commanded-frequency
[18:02:57] <Connor> PetefromTn_: Got my linear bearings in today
[18:03:17] <PetefromTn_> AWESOME!
[18:03:36] <zeeshan> setp scale.spindle.gain 10 setp lowpass.spindle.gain 1.000000
[18:03:42] <zeeshan> net spindle-vel-cmd => scale.spindle.in net scale.spindle.out <= wj200-vfd.0.commanded-frequency
[18:03:48] <zeeshan> thats all that was changed
[18:03:54] <zeeshan> i wonder why the gain has a lowpass in front ofhim
[18:04:11] <Connor> Don't remember...
[18:04:25] <Connor> was probably done by pnconf program
[18:04:26] <zeeshan> im leaving it alone :P
[18:05:05] <zeeshan> http://pastebin.com/CRCRjFu6
[18:05:07] <zeeshan> try that out PetefromTn_
[18:05:19] <zeeshan> don't go crazy with m3 sxxx
[18:05:21] <PetefromTn_> Okay we sure about it LOL...
[18:05:24] <zeeshan> start with m3 s10.
[18:05:40] <zeeshan> and measure the speed
[18:05:46] <zeeshan> if i've done it right
[18:05:51] <zeeshan> you'll be running at 100hz.
[18:05:59] <zeeshan> (just to test)
[18:06:09] <zeeshan> actually do m3 s1.
[18:06:16] <zeeshan> that should get you running at 10hz.
[18:06:29] <zeeshan> if that works, its easy to fix the scale :P
[18:06:45] <zeeshan> connor did you buy linear bearings from linearmotionbearings2008?
[18:06:52] <zeeshan> his prices on linear bearings are stupid cheap
[18:06:58] <zeeshan> and theyre amazingly of high quality.
[18:07:17] <PetefromTn_> Oh great my damn firefox browser on the machine has been hijacked.
[18:07:36] <andypugh> The lowpass will add a slow ramp to commanded speed (well, with a gain of 1 it won't do anything).
[18:07:36] <zeeshan> ??
[18:07:57] <zeeshan> andypugh: did you help create hal?
[18:08:10] <andypugh> I would get rid of the lowpass I think, and let the VFD control the speed ramp.
[18:08:20] <zeeshan> ok we'll change it up
[18:08:28] <andypugh> No, HAL was written long before I got involved in LuinuxCNC. I am a bit of a noob really.
[18:08:31] <Connor> zeeshan: No, this is for something else..
[18:08:42] <zeeshan> connor ah
[18:11:55] <PetefromTn_> okay errored out.
[18:12:05] <zeeshan> whats the error
[18:12:54] <PetefromTn_> says signal name 'scale.spindle.out' must not be the same as a pin. Did you omit the signal name? That is what is says exactly..
[18:13:26] <Tom_itx> andypugh, in too deep to back out now noob
[18:13:47] <PetefromTn_> Tom_itx TOM!! Where ya been man?
[18:14:16] <zeeshan> net scale.spindle.out <= wj200-vfd.0.commanded-frequency
[18:14:19] <zeeshan> something wrong with that line.
[18:14:22] <zeeshan> line 228
[18:14:32] <Tom_itx> PetefromTn_, took a week off
[18:14:50] <PetefromTn_> nice..
[18:15:06] <zeeshan> pete first of all
[18:15:09] <zeeshan> change line 224
[18:15:12] <zeeshan> change the lowpass
[18:15:12] <zeeshan> to
[18:15:16] <zeeshan> scale
[18:15:18] <PetefromTn_> We're neck deep in my modbus spindle control conversion.
[18:15:33] <Tom_itx> i see
[18:15:52] <PetefromTn_> okay done.
[18:16:15] <PetefromTn_> probably more like eyebrow deep and sinkin' hehehe
[18:16:21] <Tom_itx> drove back from Galveston yesterday
[18:16:36] <JT-Shop> Tom_itx, I uploaded a bug fix to the G code generator
[18:16:43] <zeeshan> i'm not sure whats wrong with line 228
[18:16:46] <JT-Shop> and you didn't stop by on your way home?
[18:17:04] <Tom_itx> it was a rather brisk pace to get back
[18:17:17] <JT-Shop> lol I can imagine
[18:17:29] <Tom_itx> 9.5 hrs... do the math
[18:17:34] <Tom_itx> :)
[18:17:57] <Tom_itx> she wanted to get back to her puppies
[18:18:09] <zeeshan> oh
[18:18:13] <zeeshan> change line 228 to
[18:18:25] <PetefromTn_> does the setp line we editited change that?
[18:18:31] <Tom_itx> i'll check your changes once i get caught up here
[18:18:41] <zeeshan> net spindle-frequency-command spindle.scale.out => wj200-vfd.0.commanded-frequency
[18:18:46] <Tom_itx> JT-Shop, what sort of bug fix
[18:18:50] <zeeshan> try that out on line 228.
[18:19:18] <zeeshan> i really dislike hal sometimes :{
[18:19:19] <JT-Shop> facing step over was borked
[18:19:32] <Tom_itx> ok
[18:20:32] <PetefromTn_> okay hang on.
[18:21:27] <PetefromTn_> Oops spindle.scale.out does not exist.....
[18:21:52] <zeeshan> i typed that wrong.
[18:21:57] <zeeshan> scale.spindle.out
[18:22:00] <zeeshan> not spindle.scale.out
[18:22:00] <zeeshan> :)
[18:23:23] <PetefromTn_> Okay error...Pin 'scale.spindle.in' was already linked to signal 'spindle-vel-cmd
[18:24:41] <zeeshan> comment out line 274
[18:25:14] <zeeshan> comment out lines 272-274
[18:25:22] <zeeshan> and 275
[18:26:15] <PetefromTn_> Okay it opened..
[18:26:22] <zeeshan> m3 s1
[18:26:39] <zeeshan> you have a bunch of extra lines in your hal :P
[18:26:50] <PetefromTn_> holy crap that is slow...
[18:26:57] <zeeshan> what speed
[18:27:30] <PetefromTn_> hard to measure but looks like 30 RPM.
[18:27:49] <zeeshan> try s10
[18:27:52] <zeeshan> and remeasure
[18:27:54] <zeeshan> and s20
[18:28:18] <PetefromTn_> s10 is 150
[18:29:01] <PetefromTn_> s20 is 300....
[18:29:09] <zeeshan> okay
[18:29:09] <zeeshan> lol
[18:29:10] <zeeshan> line 223
[18:29:11] <PetefromTn_> my wife is yelling at me to come eat dinner...
[18:29:12] <zeeshan> and line 224
[18:29:16] <zeeshan> arent they the exact same thing?
[18:29:17] <zeeshan> :P
[18:29:28] <zeeshan> go eat dinner! :P
[18:29:32] <zeeshan> ill be back in a few too
[18:29:40] <PetefromTn_> okay thanks man appreciate ya.
[18:33:03] <andypugh> I wonder how the guy who is trying to set up a toolchanger from scratch with no previous knowledge, in 2 weeks, is getting on?
[18:38:32] <Tom_itx> probably still 2 weeks behind
[18:38:49] <mcell> I need to choose a linux distro for a Parport CNC PC. If I compile emc2-dev/ from git, and compile my own kernel, 32bit debian (stable) will work as good as Ubuntu I guess ? (I would favor Debian then).
[18:39:16] <PCW> I wonder if the same toolchanger has been done before
[18:39:21] <andypugh> Yes, all you lose is the easy install from LiveCD
[18:39:51] <andypugh> PCW: Do you recall that very extensive comp that JR1050 showed
[18:39:58] <PCW> Yes
[18:40:25] <andypugh> I couldn't find it the other day, but I think it was incomplete and different anyway.
[18:40:47] <andypugh> I am actually sat here trying to ork out how a comp can move the Z axis.
[18:41:31] <andypugh> I think it needs to latch the current motor-position-command then take over control.
[18:41:32] <Jymmm> andypugh: telepathically
[18:42:01] <PCW> Yeah via an offset
[18:42:26] <andypugh> (ie, feed the Z-axis PID from an alternative source). But I can't find a HAL pin that directly provides G53 position.
[18:42:31] <PCW> (or like you say latch if Z can change out from under the comp)
[18:43:06] <mcell> ahh, I see...
http://www.linuxcnc.org/docs/2.4/html/install_installing_emc2.html "custom Live-CD based on Ubuntu 6.06 and 8.04 that will let you try out EMC2 before installing, and it's also the easiest way to install Ubuntu and EMC2 together." ... I thought because of the upgrades and recompiles (I expect I'll need to disable Intel SMI) that sounded like little gain, but maybe a good starting point at least to have something worki
[18:43:07] <mcell> ng without 4 hours of install...
[18:43:37] <andypugh> I guess that a comp can read accel limits from the INI. I have never tried it, but I think it could be done in the setup code.
[18:44:26] <andypugh> There is a 10.04 package available.
[18:45:03] <andypugh> Actually, there is a 12.04.
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?LinuxCNC_On_Ubuntu_Precise
[18:45:32] <andypugh> mcell: You seem to be browsing the archive site, 2.4 is old. We are on to 2.5 now.
[18:46:17] <andypugh> mcell: This is the link for the 10.04 Live-CD
http://www.linuxcnc.org/index.php/english/download
[18:47:02] <andypugh> But it is not inconceivable that the 12.04 debs will work on Debian.
[18:48:06] <mcell> ahh, thanx... I wanted to ask about that (8.x Ubuntu sounded like ancient)
[18:49:35] <PetefromTn_> You talking CHNCguy?
[18:50:53] <PetefromTn_> why is it not easy to move the Z during the toolchange like that?
[18:51:22] <zeeshan> PetefromTn_:
[18:51:26] <zeeshan> distracted AGAIN!
[18:51:26] <zeeshan> :P
[18:51:38] <PetefromTn_> sorry man I am too easily distracted LOL
[18:51:41] <zeeshan> hah
[18:51:46] <PetefromTn_> look squirrel!
[18:52:20] <PetefromTn_> now where the hell were we? LOL
[18:52:42] <zeeshan> delete line 224
[18:52:52] <zeeshan> and change linme 223 to
[18:52:59] <PetefromTn_> I am kinda concerned that the hal has a lot of crap in it now...LOL
[18:53:03] <zeeshan> setp scale.spindle.gain 0.066666667
[18:53:34] <zeeshan> nah man
[18:53:41] <zeeshan> i've noticed while going through your hal
[18:53:50] <zeeshan> you have a lot of signals that dont even get used
[18:54:23] <zeeshan> anyway, once you do that modification to the hal
[18:54:33] <zeeshan> and so m3 s100
[18:54:37] <zeeshan> the spindle should run close to 100 rpm.
[18:56:00] <PetefromTn_> okay works..
[18:56:09] <PetefromTn_> 100 is 99.8
[18:56:23] <zeeshan> close enough :P{
[18:56:34] <PetefromTn_> yeah LOL..
[18:56:45] <zeeshan> i'd put 1/15 instead of 0.0666667
[18:56:51] <zeeshan> but chances are hal won't understand it.
[18:57:21] <PetefromTn_> okay..
[18:57:35] <PetefromTn_> still don't have reverse button LOL...
[18:58:44] <zeeshan> try uncommenting out line 254: #net spindle-ccw <= motion.spindle-reverse
[18:58:45] <PetefromTn_> zeeshan what signals are not being used? We have some stuff for the toolchanger setup yet not implemented like the low air pressure sensor and the ram pneumatic for the tool carousel in and out..
[18:59:01] <zeeshan> lines 256-260
[18:59:04] <zeeshan> are not being used from what i can tell.
[19:00:54] <PetefromTn_> okay that made error... Signal 'spindle-ccw' can not add OUT pin 'motion.spindle-forward' it already has OUT pin 'motion.spindle-reverse'
[19:01:38] <PetefromTn_> that line says it is tied to the 5i25/7i77
[19:03:37] <zeeshan> my bad
[19:03:42] <zeeshan> comment that back.
[19:04:10] <zeeshan> try uncommenting 251
[19:04:13] <zeeshan> and see what happens
[19:04:19] <zeeshan> actually
[19:04:19] <zeeshan> nm
[19:04:22] <zeeshan> thats not gonna do anything.
[19:04:33] <zeeshan> honestly im not sure how we're gonna get this to work.
[19:04:40] <zeeshan> on my driver, i have a pin called "Forward"
[19:04:43] <zeeshan> and a pin called reverse
[19:04:45] <PetefromTn_> should 250 be motion.spindle.forward>
[19:05:25] <zeeshan> not sure =/
[19:05:34] <zeeshan> change it back to how it was :P
[19:05:43] <zeeshan> now it''s upto connor :)
[19:05:57] <zeeshan> your driver im pretty sure needs another pin in it called "forward"
[19:05:59] <PetefromTn_> to how what was...
[19:06:12] <zeeshan> 19:41:53] <zeeshan> try uncommenting out line 254: #net spindle-ccw <= motion.spindle-reverse
[19:06:16] <zeeshan> line 254
[19:06:21] <zeeshan> put a # back.
[19:06:30] <PetefromTn_> okay already did that..
[19:06:37] <zeeshan> rerun linuxcnc to make sure it works
[19:07:48] <PetefromTn_> Okay man it is working..
[19:09:31] <PetefromTn_> nice.. s1000 is 999.8...
[19:11:30] <PetefromTn_> Almost there, Got spindle control fwd,reverse, accurate speed control... this is looking good man!! Excited to be able to remove the 0-10v stuff here once it is fully configured.
[19:13:29] <PetefromTn_> jeez man gotta shut down here for a minute to reset my wireless router. BRB...
[19:21:46] <PetefromTn_> okay back now...
[19:36:16] <Connor> PetefromTn_: So you got it working?
[19:36:53] <PetefromTn_> Connor Well yeah the spindle speed is perfectly accurate now... Have stop and start and fwd and reverse using MDI.
[19:37:14] <Connor> Buttons not working ?
[19:37:37] <PetefromTn_> However Zeeshan was saying we need some kinda forward pin in the driver for me to get the button back for reverse in the manual tab.
[19:39:03] <Connor> No.
[19:39:12] <Connor> Just need to toggle the reverse to 0
[19:39:53] <PetefromTn_> there is no button there now man...
[19:40:03] <PetefromTn_> there is just stop and fwd.
[19:40:08] <Connor> okay. I'll have to look at it.
[19:40:11] * Tom_itx gives PetefromTn_ a button to play with
[19:40:23] <PetefromTn_> thanks tom!!
[19:49:31] <Connor> I might have to look at my config to see how to handle single pin for fwd reverse.. I'm have to do that because I'm using a relay.
[19:49:44] <Connor> I just don't remember what the hal setup looks like.
[19:51:13] <Tom_itx> toggle2nist?
[19:51:32] <Connor> I don't even think you need to do that..
[19:51:55] <Connor> I don't remember how mine is setup.. but, it's so simple it's stupid.
[19:54:47] <PetefromTn_> Connor Yeah Zeeshan was saying to get that button back we need to have the fwd and rev pins and that it was typical to have them in the VFD setup anyways.
[19:55:06] <Connor> yea.. but, that's not true.. other ways to do it.
[19:55:50] <PetefromTn_> I am really glad to have the spindle speed control sorted I wanted to try to machine that part this morning but could not yet LOL... Tomorrow morning we are making chips!!
[19:56:13] <Connor> Cool, you get your bearing in mail today ?
[19:56:18] <Tom_itx> the sun's still in the sky dude
[19:56:28] <PetefromTn_> I also want to try to setup that spindle speed and load meter with some nice looking display magic. That is the major reason I went this route after all..
[19:56:47] <PetefromTn_> No man I did not mine will be on the EXTRA slow boat from China...LOL
[19:56:51] <Connor> yea. That requires updating the driver. which we can do now that we can compile it.
[19:57:04] <Connor> PetefromTn_: I ordered it from same place you did..
[19:57:14] <PetefromTn_> Tom_itx Not here it isn't it is dark and my wife and kids already went to bed.
[19:57:42] <PetefromTn_> Yeah I know... I checked the mail earlier sometimes they SCHTUFF it in the mailbox but nothing but bills etc..hehehe
[19:58:09] <PetefromTn_> so we need to recompile it again
[19:58:45] <Connor> yea, but, that's easy now.
[19:58:52] <Tom_itx> :D
[19:59:00] <PetefromTn_> my only concern now other than the little buttons and display stuff is that I plan to soon get the damn spindle feedback encoder installed and setup so I think some of this stuff we just did will need to be revisited for that..
[19:59:08] <Connor> I just need to write the code to pull info from the VFD
[19:59:28] <Connor> Probably will, but, no biggie
[19:59:31] <PetefromTn_> well actually the hal shows the current stuff already...
[20:00:28] <PetefromTn_> at least there was hal entires for the WJ200.0. tree that had enable, run, spindle at speed, current, command freq, etc...
[20:09:53] <PetefromTn_> Now that we are nearing the point at which we will be starting to work on the actual toolchange sequencing I am starting to look more intently at my options here.
[20:10:33] <PetefromTn_> I would love to hear from you pro's about what you would do for this machine toolchanger setup knowing at the onset that the millhead MUST move for the toolchange to take place.
[20:11:00] <PetefromTn_> Is this gonna be something I can program in Classicladder or am I going to be forced into doing it some other way?
[20:11:38] <Connor> PetefromTn_: Your still on master, so we can use remap with custom files to handle everything.
[20:11:52] <PetefromTn_> I have been reading up on the classic ladder setup and it KINDA makes sense to me and my pal Art knows PLC programming pretty well so that would help but I am uncertain if the remap feature is the way to go here..
[20:12:28] <Connor> Since you have to do a Z height change, I think remap is the way to go.
[20:12:39] <Connor> unless someone finishes writing a component for you.
[20:13:03] <PetefromTn_> I need to learn more about the remap features do you understand them? I know the modbus thing was over my head and I wanted to sincerely be able to help more but I just don't know the programmming stuff too well.
[20:14:18] <PetefromTn_> The toolchanger stuff I really want to understand more before we begin because I want to know what is going on when we make changes. THis is far too dangerous to go into blindly even if you guys understand it.
[20:14:25] <Connor> http://www.linuxcnc.org/docs/devel/html/remap/structure.html#_introduction_extending_the_rs274ngc_interpreter_by_remapping_codes
[20:16:16] <Connor> It allows you to take a G command and map it to a external program.
[20:16:47] <Connor> In this case, the tool change program.. which will take a single parameter. The tool Number.
[20:17:22] <Connor> the program will check the inter-locks and such and make sure we don't go boom.
[20:17:52] <Connor> The gotchas are the spindle height, and spindle orientation.
[20:18:34] <PetefromTn_> What is NGC?
[20:18:46] <Connor> G code file.
[20:20:08] <PetefromTn_> sounds like that method would require these o codes to be inserted into the G-code...not sure I like that.
[20:20:22] <Connor> No.
[20:21:10] <Connor> I wrote a wine-rack tool change sequence in my simulator..
[20:21:25] <Connor> and it used standard tool change G code commands
[20:22:01] <PetefromTn_> you mean just m6 and it works or what?
[20:22:07] <Connor> yea.
[20:22:16] <Connor> http://www.linuxcnc.org/docs/devel/html/remap/structure.html#_remapping_toolchange_related_codes_t_m6_m61
[20:23:42] <zeeshan> hey using our vfds
[20:24:04] <zeeshan> can we index the spindle at different orientations?
[20:24:15] <zeeshan> like, say the spindle is sitting at 0 degrees
[20:24:16] <PetefromTn_> We will be needing timing setups and whatever we do I want to be able to slow the process to a freakin' crawl to ensure it goes smoothly .
[20:24:19] <Connor> I do use o code in the PYTHON.. but the tool change is linked to the M7 command
[20:24:20] <zeeshan> and iwant to move it 0.5 degrees
[20:24:27] <zeeshan> is this possible? :p
[20:24:31] <PetefromTn_> zeeshan yeah thats the point.
[20:24:45] <zeeshan> you sure it'll move exactly .5 degrees?
[20:25:03] <zeeshan> cause what i ultimately want is the ability to index the spindle at different locations on the lathe
[20:25:11] <Connor> zeeshan: Yes, it's possible.. but, you need the encoder.. and I think it slows down and then creeps up on it..
[20:25:12] <PetefromTn_> dunno yet but I will let you know... Andy had some videos showing it working in lxnx.
[20:25:13] <zeeshan> and then have a live tool on the tool post and mill profiles
[20:25:14] <PetefromTn_> lcnc
[20:25:34] <Connor> you talking about using the VFD like a servo ?
[20:25:37] <zeeshan> yea
[20:25:49] <Connor> I'm not sure about that.
[20:25:51] <PetefromTn_> No you are probably going to want some kinda brake to lock it down for milling ops.
[20:26:00] <zeeshan> yea i figured i'd need a brake
[20:26:10] <zeeshan> but i was more worried about indexing it exactly 0.5 degrees for example
[20:26:22] <zeeshan> as far as i've seen vfds move continuously :P
[20:26:29] <zeeshan> vfd controlled motors imean
[20:26:36] <Connor> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?SpindleOrientation
[20:27:20] <PetefromTn_> well for instance my machine had NO physical orientation on the spindle only electronic and used another VFD from the factory yet it was able to perform countless toolchanges with great precision for years now.
[20:27:42] <zeeshan> connor
[20:27:45] <zeeshan> that's exactly what i was looking for
[20:27:46] <zeeshan> :)
[20:27:48] <PetefromTn_> It only has a resolver feedback and a 180 out sensor...
[20:28:06] <Connor> zeeshan: You have to be running 2.6.x
[20:28:17] <Connor> again, the reason PetefromTn_ is running master and not 2.5.3
[20:28:25] <zeeshan> ah
[20:28:44] <Connor> I needed him on 2.6.x for remap and spindle orientation.
[20:29:08] <PetefromTn_> Damn Robh has a VMC running with toolchanger too!! God that video is like Porn to me LOL...
[20:29:30] <zeeshan> im gonna read through that code when i get time
[20:29:35] <zeeshan> would be very useful on the lathe
[20:29:42] <zeeshan> with with a dremel tool attached on the tool post
[20:29:49] <zeeshan> i can do some fancy milling :p
[20:31:54] <PetefromTn_> That's freakin' beautiful man... I can't wait to see my VMC do that.
[20:33:12] <Tom_itx> git busy
[20:33:53] <PetefromTn_> hey man I have been busy.... Got most of the toolchanger stuff sorted out now and just gotta hookup the prox switches.
[20:34:19] <PetefromTn_> Connor Do you think it is cool now to remove the 0-10v stuff? I am anxious to try it without it.
[20:34:26] <Connor_iPad> Yea
[20:35:13] <PetefromTn_> That single wire going into the VFD from the front will be so much cleaner looking back there and like I said frees up some I/O on the 7i77 for later adventures LOL.
[20:36:01] <PetefromTn_> Sounds like we need to talk to this RobH guy he has got some serious machines running with Lcnc with toolchangers etc...
[20:42:43] <Tom_itx> well, he's online
[20:46:56] <PetefromTn_> I wonder how feasible it is to setup the toolchanger sequencing WITHOUT the millhead movement and slow it down to test and install and remove tools manually. That way we can ensure processes are happening and checks are occuring until we know it is right then we can add the millhead movement.
[20:47:36] <PetefromTn_> Tom_itx Yeah I see that. I will contact him when I have a real question right now I gotta continue readin this stuff to wrap my head around it.
[20:48:04] <Connor_iPad> Shouldn't be hard.
[20:48:59] <PetefromTn_> http://www.youtube.com/watch?v=D6dGYsXAPIU NICE!
[21:03:16] <PetefromTn_> jeez man when I read this stuff I feel like Homer simpson...
[21:03:38] <Connor_iPad> What? Remap?
[21:03:55] <PetefromTn_> just reading thru the toolchanger and remap stuff yeah...
[21:04:28] <PetefromTn_> It sounds like if you do not use the internal toolchanger stuff and go with remap you have to create it yourself.
[21:05:04] <Connor_iPad> Yup. Gives us 100% freedom.
[21:05:31] <Connor_iPad> Add our own interlocks. Etc.
[21:05:35] <PetefromTn_> I need to find a picture of a toolchanger equipped GUI so some of this will make sense to my pea brain here.
[21:05:54] <Connor_iPad> What do you mean ?
[21:06:17] <Connor_iPad> No GUI needed.
[21:06:47] <PetefromTn_> How will you know what tool is in what pocket?
[21:07:07] <PetefromTn_> I mean besides when you install them?
[21:07:25] <Connor_iPad> Tool table?
[21:07:50] <PetefromTn_> so you gotta open that and keep it open to keep track of things..
[21:08:20] <Connor_iPad> Still not following. What are you looking for?
[21:09:32] <Connor_iPad> I would think once you loaded the tools in the rack your good to go.
[21:09:44] <PetefromTn_> dunno really. I guess I just figured that there would be some kinda interface that showed you what tools were where somehow. If there is not such a think oh well I suppose like you said the tool table has tool number and pocket number information.
[21:10:08] <PetefromTn_> I also saw that you have to turn off cutter comp before the toolchange will function.
[21:10:28] <PetefromTn_> which is fine actually whether in the macro or in Gcode.
[21:11:01] <Connor_iPad> I think CamBam does that for you.
[21:11:02] <PetefromTn_> I am a visual kinda guy I guess.
[21:12:06] <tjtr33> PetefromTn_, re Modbus: you said 2 things, 1) you liked changing from analog to digital Vcmd
[21:12:12] <tjtr33> 2) that you liked a single cable vs many wires.
[21:12:13] <tjtr33> Is that what you see as the advantage of ModBus?
[21:12:39] <Connor_iPad> It would pretty much be a static image. Except maybe blacking or greying out the active tool.
[21:12:56] <Connor_iPad> Would eat up a lot of screen space.
[21:13:13] <Connor_iPad> I guess we could put it under a tab.
[21:14:19] <PetefromTn_> tjtr33 Well I like the simplified wiring for sure, I like that I can add alarm features for the VFD as well as spindle load metering and also spindle speed readouts and spindle at speed indicators etc..
[21:14:59] <PetefromTn_> It also frees up some I/0 on the 7i77 card which may come in handy down the road for other things.
[21:15:30] <tjtr33> yeah you can got a lot of info from the Vfd/drive. good work you guys
[21:15:32] <PetefromTn_> Connor Yeah a tab was kinda what I was thinking so you could see at a glance what the toolchanger has in it and where..
[21:17:47] <tjtr33> graphic column in rendering of tooltable? or popup?
[21:19:32] <PetefromTn_> tjtr33 Right now it is working well and the speed control is spot on which is excellent. Tomorrow I am going to remove the old wiring from the 7i77 to the VFD so I can run it without it. Going to try to make some vise sacrificial jaws with it and then if that goes well machine a part I need to make.
[21:19:33] <Connor_iPad> We need to map out the exact sequence of a tool change. Including the very first one when o tool in spindle.
[21:19:33] <Connor_iPad> PetefromTn_: Any errors from spindle on command or speedup.
[21:19:36] <Connor_iPad> Like was getting when running analog?
[21:19:36] <PetefromTn_> Connor Yeah that is what I am talking about. I honestly am not entirely sure of the precise sequence and timing the way it was.
[21:19:37] <PetefromTn_> Connor Yeah still got them but like I said have not removed the old wiring yet.
[21:19:37] <PetefromTn_> Maybe I will go out there now and remove it and try it...
[21:20:09] <PetefromTn_> tjtr33 Some kinda graphic in a tab across the top so I can see what I got in the tool carousel and tool pocket and numbers would be sweet and I think make things a lot easier to understand when we try to make it all work.
[21:21:09] <PetefromTn_> Hang on now man I am gonna go try to remove the old wires and fire it back up... Be back in a little bit.
[21:34:40] <PetefromTn_> WOOOOHHHOOOOOO!!! Guess what man.. I removed the wiring to the VFD from the 7i77 and the spindle noise errors are not coming back now!!!!
[21:35:10] <Connor_iPad> Good deal. Strange that analog signals caused it
[21:35:12] <PetefromTn_> Just did a bunch of runs from low speed to high speed, M5 and back on and did not get a single error!!!
[21:35:57] <PetefromTn_> Man I cannot tell you how nice that Is I got so damn tired of having to click away those three errors I was getting when I first turn on the spindle all the time..
[21:36:02] <PetefromTn_> AWESOME!!!
[21:37:16] <PetefromTn_> It looks one helluva lot cleaner now too. I was able to cut a small hole into the side of that snap in cover and put the single wire thru there and run it directly into the channel that goes to the front of the machine to the pendant and it looks WAY nicer.
[21:37:34] <Connor_iPad> Nice.
[21:37:50] <PetefromTn_> Also just checked 2k, 2.5k, 3k, 3.5k RPMs and they are all within 1rpm of commanded..
[21:38:18] <PetefromTn_> Doesn't get any better than that man...
[21:39:04] <skunkworks> PetefromTn_: you have the spindle encoder hooked up?
[21:39:07] <PetefromTn_> Just taking this retrofit one step at a time and being careful with things and we are getting it done.
[21:39:17] <PetefromTn_> skunkworks Not yet man that is the next step.
[21:39:41] <PetefromTn_> We just got Modbus control of the spindle working yesterday.
[21:40:29] <PetefromTn_> I am gonna try to machine my new encoder mount tomorrow or the next day and then crawl up there and get it installed. There is some issues with wiring it up we need to sort thru tho.
[21:40:49] <PetefromTn_> It is an Avago Tech differential HEDS encoder I bought for it.
[21:41:06] <Tom_itx> what count?
[21:41:07] <tjtr33> PetefromTn_, you can view the tool table already,and thus the toolchanger contents, so maybe add a graphic/popup in that view
[21:41:08] <tjtr33> see yourRipDir/tcl/tooledit.tcl
[21:42:22] <PetefromTn_> yeah I know what the tool editor looks like I am just wondering if we can install it in a tab or something so I can see it at a glance or maybe create a new graphic that shows the umbrella with each pocket and tool etc.
[21:43:45] <PetefromTn_> Tom_itx
http://www.digikey.com/product-detail/en/HEDS-5500%23A06/516-2019-ND/1990417
[21:43:54] <tjtr33> that code will stil be key ( or you will have to reinvent the wheel )
[21:44:38] <Tom_itx> 500 count
[21:44:46] <Tom_itx> those are similar to the ones i have
[21:45:18] <Connor_iPad> 1000 count because of 2:1 ;)
[21:45:41] <PetefromTn_> I chose this one because Lee in UK has the same one on his Cincinatti Arrow 500 Retrofit and it is working well..
[21:45:53] <Tom_itx> iirc mine are 2048 quad count
[21:45:59] <pcw_home> 2000 counts
[21:46:00] <zeeshan> mine are 10,000 count
[21:46:02] <zeeshan> beat that
[21:46:16] <pcw_home> I have a 1M count fanuc
[21:46:24] <zeeshan> yea, well this is my shit one
[21:46:30] <zeeshan> my good one is 10 billion counts
[21:46:30] <PetefromTn_> too many pulses can be a bad thing actually..
[21:46:39] <pcw_home> never
[21:46:40] <zeeshan> sorry, just felt like trolling.
[21:46:40] <zeeshan> :)
[21:46:41] <tjtr33> read rate maxes out
[21:46:57] <PetefromTn_> your computer cannot keep up sometimes.
[21:47:12] <PetefromTn_> This is going on a spindle motor that twists to 12k RPM...
[21:47:26] <Tom_itx> the 68332 i was using it on had a high speed mode to keep up with it
[21:47:27] <pcw_home> when you get above 20K counts or so you go to different interfaces
[21:47:47] <zeeshan> ^
[21:47:55] <zeeshan> fanuc encoders are sexy
[21:47:58] <pcw_home> SSI/BISS/Various proprietary
[21:48:00] <PetefromTn_> so you think I should get another one then?
[21:48:07] <zeeshan> PetefromTn_: no i was talking crap
[21:48:34] <pcw_home> 2000 is more than plenty for a spindle
[21:48:46] <PetefromTn_> how is it 2k?
[21:49:00] <Connor_iPad> Quadrature.
[21:49:02] <Tom_itx> quad
[21:49:03] <pcw_home> (except maybe for a lathe/orient)
[21:49:03] <gammax-Laptop1> evening all
[21:49:23] <PetefromTn_> we are going to use it for orienting the spindle...
[21:49:28] <Tom_itx> PetefromTn_ it reads the rising and falling edge of both channels to determine direction
[21:49:38] <pcw_home> but not to .01 degree
[21:49:41] <Tom_itx> that's where you get the quad count
[21:50:15] <zeeshan> A and B channels
[21:50:18] <Connor_iPad> Spindle is 2:1 so. We get double that.
[21:50:19] <zeeshan> right?
[21:50:23] <Tom_itx> yes
[21:50:24] <gammax-Laptop1> PetefromTn_, hows your vfd doin?
[21:50:34] <Tom_itx> the 3rd is index
[21:50:38] <PetefromTn_> kickin' ass and takin' names man...
[21:51:07] <pcw_home> a 500 line encoder has 500 pulses from A and 500 from B and 2000 edges per turn
[21:51:09] <Connor_iPad> So .09 degree
[21:51:32] <Tom_itx> and are 90 deg out of phase
[21:51:41] <MacGalempsy> hola
[21:51:41] <PetefromTn_> how is that on a 2-1 belt drive tho pete?
[21:51:49] <PetefromTn_> hey mac.
[21:52:01] <MacGalempsy> como estas?
[21:52:12] <PetefromTn_> muy bien y tu?
[21:52:30] <pcw_home> is the encoder rated for 12K RPM? Thats pretty fast for encoders (200 RPS)
[21:52:38] <MacGalempsy> mas o menos. trabajo en la oficina
[21:52:50] <Tom_itx> i'm not sure what the difference between the 5000 and 9000 series HEDS is though
[21:53:06] <humble_sea_bass> que chingada
[21:53:12] <PetefromTn_> apparently it is fine like I said that fellow LEE in UK has it on his Cincinatti Arrow 500 with the same identical motor setup for awhile now...
[21:53:44] <MacGalempsy> eso es no malo.
[21:53:53] <PetefromTn_> Trabajando en la oficina es muy mal..
[21:54:02] <MacGalempsy> its actually quite nice to be back in the office after working on the couch for 3 months
[21:54:03] <MacGalempsy> lol
[21:54:21] <PetefromTn_> hehehe
[21:54:35] <humble_sea_bass> la officina me hace muy trista
[21:54:46] <humble_sea_bass> llorar y llorar
[21:55:14] <MacGalempsy> lo siento humble_sea_bass
[21:55:16] <Gamma-X_Laptop> PetefromTn_, glad to hear it!
[21:55:48] <MacGalempsy> nesacitas nuevo oficina
[21:55:58] <PetefromTn_> pcw_home Just checked and the encoder is rated to 30k RPM.
[21:56:34] <zeeshan> PetefromTn_:
[21:56:36] <PetefromTn_> do you think I chose wisely here?
[21:56:39] <zeeshan> having a 6k spindle must be nice
[21:56:39] <zeeshan> :)
[21:56:42] <Gamma-X_Laptop> PetefromTn_, link?
[21:56:53] <PetefromTn_> zeeshan Actually I wish it was 10k....LOL
[21:57:48] <Gamma-X_Laptop> zeeshan, my rf45 is like 8-9k lol
[21:59:09] <zeeshan> i really wish i could go faster than 4000 rpm
[21:59:15] <zeeshan> when running small carbide bits.
[21:59:25] <zeeshan> maybe ill upgrade the bearings and kick it up
[21:59:38] <tjtr33> 800000 counts per sec ( 12000 rpm * 500 lines * 4quad *2 gear ratio/ 60 secs ) ok for 2Mhz max rate of 7i77
[22:00:07] <PetefromTn_> Gamma-X_Laptop Link to what?
[22:00:26] <PetefromTn_> http://www.digikey.com/product-detail/en/HEDS-5500%23A06/516-2019-ND/1990417
[22:00:46] <pcw_home> I think its just 400 KHz (12K RPM max)
[22:00:58] <PetefromTn_> pcw_home Did you hear the noise issue I was having when turning on and off the spindle is gone now
[22:01:04] <Gamma-X_Laptop> i need something for my spindle
[22:02:05] <PetefromTn_> tjtr33 is that correct?
[22:02:51] <tjtr33> as far as I know , the numbers are corect ( including that 2:1 gearing i heard about ) the equation is listed, so you can check it
[22:03:28] <PetefromTn_> yeah but isn't the ratio for the belt drive taken backwards there? Or maybe I got it wrong.
[22:04:03] <Connor_iPad> No need for 2 x on the cps
[22:04:10] <tjtr33> but imho a plastic encoder on a mill is just wrong ( old skool here , i used HP encoders on printers, not mills )
[22:04:25] <tjtr33> ok then 400k as pcw said, well insode the limits
[22:04:32] <Connor_iPad> 12000 x 500 x 4 / 60
[22:04:44] <PetefromTn_> 2000 lines in quadrature*12k RPM /2 per minute
[22:05:04] <Connor_iPad> PetefromTn_: no / 2.
[22:05:14] <PetefromTn_> tjtr33 the encoder housing is plastic the rotor is metal.
[22:05:38] <Connor_iPad> Encoder attached to motor not spindle. You just get double the resolution.
[22:05:40] <PetefromTn_> The encoder housing never moves just reads.
[22:05:50] <tjtr33> yah we used them when HP owned em, now is call Avago
[22:06:39] <PetefromTn_> Well our pal Lee has one on his VMC for quite awhile now without any problems so I guess we will see...
[22:06:54] <tjtr33> whats works is good enuf!
[22:07:27] <PetefromTn_> The only other option I have is to reinstall the factory resolver and have to adapt it with some kinda board to the 7i77 inputs.
[22:07:56] <pcw_home> PetefromTn_ Yes it was probably VFD noise current in a ground loop (a common mode choke usually will fix this)
[22:08:18] <PetefromTn_> or the modbus setup LOL...
[22:08:41] <Gamma-X_Laptop> PetefromTn_, pico make a resolver converter
[22:09:01] <PetefromTn_> Gamma-X_Laptop Yeah I know. not sure how well it would work for this setup.
[22:09:47] <tjtr33> PetefromTn_, will you move to modbus for the axis drives too? ( really clean up the wiring :)
[22:10:13] <PetefromTn_> did not even know it was possible but honestly I doubt it.
[22:10:14] <Connor_iPad> Umm no.
[22:10:57] <PetefromTn_> jeez that pico resolver converter board is $150.00.... kinda steep for that I think.
[22:11:41] <pcw_home> modbus is not realtime so not for servos normally (except maybe indexing)
[22:12:17] <tjtr33> ah, spindles and tolchangers, plc stuff ok
[22:13:01] <Connor_iPad> Will we have issues with it when we do spindle orintation?
[22:13:10] <PetefromTn_> altho if I had not already bought the encoder and designed the mount I would consider the pico board. Would be nice to be able to use the factory parts. plus I am having to figure out some kinda way to get around the 2-1 ratio of the spindle.
[22:13:18] <pcw_home> I doubt it
[22:14:25] <pcw_home> you are not doing terribly precise orientation so Modbus should be fine
[22:14:51] <humble_sea_bass> scrub amateur question: can you do rigid tapping with a vfd
[22:15:00] <pcw_home> yes
[22:15:00] <Connor_iPad> Yes
[22:15:13] <PetefromTn_> plannin' on it LOL...
[22:15:15] <Connor_iPad> Z syncs to VFD.
[22:15:16] <Gamma-X_Laptop> yes
[22:15:35] <PetefromTn_> if you can wait a bit here I may be able to show you soon seabass..
[22:15:53] <humble_sea_bass> but you have to do a closed loop
[22:16:01] <PetefromTn_> sure.
[22:16:10] <pcw_home> just an encoder on the spindle
[22:16:35] <humble_sea_bass> you don't have to do a closed loop and jus ttrust your vfd isn't eating it?
[22:16:38] <Connor_iPad> With index.
[22:16:57] <humble_sea_bass> so yeah, just encode the spindle
[22:17:12] <PetefromTn_> I did tapping with a floating tap holder using an open loop spindle on my last build. Worked fine actually.
[22:17:32] <pcw_home> The Z axis is "geared" to the spindle rotation so speed control need not be precise
[22:18:27] <PetefromTn_> I have spoken with quite a few professional machinists that say they STILL use a floating tap holder even tho their machine is equipped with rigid tapping...
[22:18:46] <tjtr33> that gearing/slaving is a feature of the Vfd? or the control loop?
[22:18:46] <humble_sea_bass> i was just curoious if you could do it open loop since I can imagine 10 kinds of problems there
[22:18:54] <pcw_home> http://www.youtube.com/watch?v=pxXGN2SVrhU
[22:18:54] <Tom_itx> cause all you need is to be within a country mile of close with them
[22:19:30] <pcw_home> the gearing is all done in linuxcnc
[22:19:49] <Connor_iPad> Why do they do a floating head even though rigid tapping available ?
[22:19:56] <humble_sea_bass> the vfd's motor and z axis motor are independent and handled by linux cnc
[22:19:58] <tjtr33> ty
[22:19:59] <PetefromTn_> http://www.youtube.com/watch?v=jiGH-lGG_bw&list=UUFCopiUpaDrS5VBkrYFuGFQ I did this open loop on my RF45...
[22:20:50] <PetefromTn_> apparently it is more forgiving of taps and settings...just a safety. If you get it right it looks like it is not a floating head.
[22:20:59] <Gamma-X_Laptop> would you guys trade a brand new item worth 650 for what looks like a few hundred carbide mill and lathe tools?
[22:22:10] <Tom_itx> depends on how bad you need said items
[22:22:12] <Gamma-X_Laptop> I dont NEED but there all brand new...
[22:22:13] <Gamma-X_Laptop> and the thing worth 650 is a dillon 650xl reloader
[22:22:14] <PetefromTn_> I would visually inspect them all carefully to make sure they are not chipped and damaged.
[22:22:27] <Tom_itx> do you need the reloader?
[22:22:38] <Tom_itx> pick the one you need the mostest
[22:22:41] <Tom_itx> :)
[22:22:53] <Gamma-X_Laptop> actually it cost me 500... i dont need reloader for atleast a year! lol
[22:23:00] <Gamma-X_Laptop> im figuring the toolin can make me money...
[22:23:21] <PetefromTn_> tooling can add up quick if it is good quality stuff.
[22:23:42] <Gamma-X_Laptop> some of its tin coated carbide, lots of stuff prolly 5k wort of items...
[22:23:53] <Tom_itx> yeah, the machine is just half the purchase
[22:23:57] <Connor_iPad> Pete. Your video is blocked because of DRM
[22:24:45] <PetefromTn_> huh?
[22:24:47] <Tom_itx> the next question would be, will the tooling fit your holders etc
[22:24:51] <PetefromTn_> I just watched it..
[22:25:22] <Connor_iPad> Your video. Log out of you tube and try.
[22:25:36] <humble_sea_bass> he is probably in the un-free uroppeean states of obamacare
[22:26:08] <humble_sea_bass> your U2 song was more freedom than his computer could handle
[22:26:20] <PetefromTn_> just did.. works fine for me.
[22:26:42] <PetefromTn_> anyone not able to play it?
[22:27:09] <humble_sea_bass> I never noticed how similar "Love Theme from Bladerunner" is to Ray Charles "You don't know me"
[22:27:35] <PetefromTn_> man I love that song... the blade runner one. I have the whole album on my smartphone.
[22:27:51] <PetefromTn_> KICKASS movie.
[22:28:11] <humble_sea_bass> yeah the song just came up on one of your videos
[22:28:15] <humble_sea_bass> it was kind of creepy
[22:28:28] <PetefromTn_> Oh thanks man..
[22:29:06] <PetefromTn_> I made those awhile ago and used a chitty cell phone camera.. They kinda suck but hey it is what it is..
[22:29:29] <tjtr33> PetefromTn_, videp works fine here, was thata floating head or rigid?
[22:29:56] <PetefromTn_> floating tap holder from Tormach. It uses removable tap holders for quick change.
[22:30:48] <PetefromTn_> It was actually pretty decent but if you did not get the retract right when the cutter came out of the work the spring loaded mechanism would sometimes release the collet from the holders quick change and bad things happened then.
[22:31:22] <humble_sea_bass> the bad things that i imagined
[22:31:30] <tjtr33> hehe power tapping on bridgeport was all feel
[22:32:14] <PetefromTn_> I almost mangled one of the holders and had to grind some on the body once when it went badly. my fault but it took surprisingly little snap back to make the release of the quick release happen.
[22:32:59] <zeeshan> PetefromTn_: wanna hear something funny
[22:33:07] <PetefromTn_> It only had like 3/4 inch total movement up or down so if you get the feed wrong it snaps back on ya.
[22:33:14] <PetefromTn_> sure..
[22:33:16] <zeeshan> i've watched your youtube videos before even talking to you here
[22:33:17] <zeeshan> lol
[22:33:19] <zeeshan> years ago
[22:33:33] <PetefromTn_> oh yeah.. bad or good LOL.
[22:33:44] <H264> I need to make/get a parts catcher for a wasino lathe... hmm
[22:33:50] <zeeshan> well this was the time iwas looking at purchasing either a lathe
[22:33:52] <zeeshan> or a mill :)
[22:34:05] <zeeshan> and your videos showed up when looking for rf45
[22:34:38] <PetefromTn_> honeslty I quite enjoyed the RF45 it was a fun machine and could cut pretty good for its size. I kinda miss it now.
[22:34:56] <zeeshan> well its not a production machine
[22:34:57] <PetefromTn_> If I found one used for cheap I would get it for a manual machine as backup.
[22:34:59] <zeeshan> like your current one :)
[22:35:01] <tjtr33> i still dont get why modbus is not realtime, but you Vfd is synchronous enuf for rigid tapping ( in right place at right time )
[22:35:01] <tjtr33> AND why that disadavantage makes modbus bad for realtime control of axis
[22:35:18] <zeeshan> tjtr33: well there is a delay in communication
[22:35:39] <Gamma-X_Laptop> 500 bucks for.... 29 carbide end mills, 15 roughing endmills, 72 double sided hss endmills, 20 carbide micro 100 lathe bars, 1 valenite, sdt-62-3 boring bar with 2 inserts, 1 seco mini master with 3 inserts, 2 dovetail cutters for lathe, and 3 1 inch endmills
[22:36:03] <PetefromTn_> the feedback into the computer from the spindle encoder will go into the 7i77 so that will be real time I guess just the commands to reverse etc. will be modbus.
[22:36:05] <H264> Gamma-X_Laptop: used or new?
[22:36:06] <zeeshan> what size end mills?
[22:36:07] <Connor_iPad> tjtr33: The encoder on the spindle feeds info to lcnc. Lcnc synchronizes the z movement.
[22:36:11] <Gamma-X_Laptop> new
[22:36:16] <Gamma-X_Laptop> all varying
[22:36:22] <zeeshan> smallest and largest? :p
[22:36:45] <Gamma-X_Laptop> largest seems 1 inch, smallest dont know
[22:39:09] <zeeshan> 1" solid carbide 4 flute is $$ :)
[22:39:09] <H264> yeah
[22:39:09] <H264> or even 3/4
[22:39:09] <Gamma-X_Laptop> I have a few Garr ones that I dont use...
[22:39:10] <H264> 1/2 is pretty common
[22:39:10] <tjtr33> yes, so the new position is synced by lcnc, yet modbus could not be used for the primary axis, only the slave ( thats the kicker )
[22:39:10] <Gamma-X_Laptop> i think theres 20 half inch.
[22:39:11] <Gamma-X_Laptop> carbide ones
[22:39:11] <PetefromTn_> seco minimaster is that an insert holder?
[22:39:11] <Gamma-X_Laptop> i think so
[22:39:11] <H264> yeah, manchester cutoff tool?
[22:39:11] <Gamma-X_Laptop> finding this out via text right now, seen a few pics. all come in cases..
[22:39:11] <PetefromTn_> what does a dovetail cutter for a lathe look like?
[22:39:12] <Gamma-X_Laptop> no idea lol
[22:39:34] <PetefromTn_> I have some dovetail cutters for my mill but never seen a lathe tool one.
[22:39:43] <Gamma-X_Laptop> he could be mistaken?
[22:40:22] <tjtr33> he could be describing it poorly
[22:40:28] <Gamma-X_Laptop> what do you guys think about the proposed deal so far?
[22:40:33] <zeeshan> pretty good
[22:40:38] <zeeshan> not crazy. but pretty good
[22:40:39] <PetefromTn_> Man I am SO pleased that those spindle errors are gone now.. I can't tell ya LOL.
[22:40:40] <zeeshan> :)
[22:40:49] <zeeshan> PetefromTn_: cause of modbus?
[22:41:17] <PetefromTn_> yeah no more errors now that I removed the 0-10v wires and use strictly modbus...
[22:41:22] <H264> Gamma-X_Laptop: yeah, I'd say alright deal probably
[22:42:02] <PetefromTn_> Gamma-X_Laptop If you need the cutters more than you need the other thing and they are indeed brand new and you can actually use them in your machine then yeah it is a good deal.
[22:42:07] <Gamma-X_Laptop> I had an even better deal previously... 150 endmills mostly carbide, some used but mostly new, for 180 us.
[22:42:40] <H264> that sounds like my kind of deal
[22:42:45] <H264> where do I sign up?
[22:42:53] <Gamma-X_Laptop> craigslist in the ghetto
[22:43:03] <H264> heh
[22:43:07] <PetefromTn_> Oh so they are probably hot..
[22:43:19] <zeeshan> i bought all my end mills for dirt cheap
[22:43:19] <Gamma-X_Laptop> im sure there stolen but if I didnt get em someone else would...
[22:43:19] <zeeshan> :P
[22:43:33] <zeeshan> the one thing i can enver find for cheap is tool holders
[22:43:50] <Gamma-X_Laptop> I buy drect from CHINA!
[22:44:10] <PetefromTn_> I bought a small knee mill awhile back and got a big bucket full of endmills. I tossed the bad ones and kept the good ones. Between those and the new ones I buy I am good for awhile..
[22:44:24] <zeeshan> chinese end mills are messed up most of the time
[22:44:34] <Gamma-X_Laptop> what I really nead of some carbide ball mills
[22:44:46] <Gamma-X_Laptop> zeeshan, only tool holders...
[22:44:58] <zeeshan> chinese tool holderas are awesome!
[22:44:59] <zeeshan> :D
[22:45:12] <PetefromTn_> what kinda toolholders?
[22:45:13] <zeeshan> i love my aloris copied quick change tool post
[22:45:18] <zeeshan> along with its accessories
[22:45:35] <zeeshan> PetefromTn_: like a tool holder for internal threading
[22:45:39] <Gamma-X_Laptop> I bought tormach style tool holders 1/3 the prce direct fro mthe company who makes tormachs for them lol
[22:45:59] <Gamma-X_Laptop> and the collets.
[22:46:04] <zeeshan> glacern tools! :D
[22:46:04] <PetefromTn_> Gamma-X_Laptop LOL so did I.... Had like 30 of them.
[22:46:11] <Gamma-X_Laptop> yup! lol
[22:46:17] <zeeshan> link?
[22:46:25] <zeeshan> is it an ebay person?
[22:46:32] <Gamma-X_Laptop> yes i think it was
[22:46:35] <zeeshan> ah
[22:46:52] <PetefromTn_> Honestly I got my Cat40 holders from an ebay dealer that is undoubtedly Chinese supplied but they are decent here good runout.
[22:47:04] <zeeshan> did you measure?
[22:47:08] <PetefromTn_> sure..
[22:47:31] <zeeshan> my r8 holder for the 'precision' drill chuck
[22:47:38] <zeeshan> has 3 thou runout
[22:47:48] <PetefromTn_> I checked my 3/8 and half inch cutters shafts and clocked them for best runout when I installed them about two weeks ago.
[22:47:48] <zeeshan> im looking to replace it with this:
[22:48:10] <PetefromTn_> drill chucks are NOT known for excellent runout figures.
[22:48:26] <tjtr33> the idea that China makes crap is wrong. they're on the frkn moon, they can make stuff as good as anybody, we _buy_ crap for cheap and complain.
[22:48:44] <zeeshan> http://www.glacern.com/drill_chucks
[22:48:46] <zeeshan> :D
[22:48:54] <PetefromTn_> Oh they can make you whatever you want just need to pay for it.
[22:48:56] <zeeshan> 129.99 for an integral r8 shank drill chuck.
[22:49:00] <tjtr33> right
[22:49:16] <zeeshan> they advertise <0.002" runout
[22:49:22] <Gamma-X_Laptop> zeeshan,
http://www.ebay.com/itm/new-10pcs-C3-4-ER32-1-38L-collet-chuck-holder-CNC-Milling-and-1pcs-Wrench-/251221725944?pt=BI_Tool_Work_Holding&hash=item3a7dfb52f8
[22:49:24] <zeeshan> but in reality most people cant even measure runout onem
[22:49:30] <tjtr33> the toolrooms arounf the world can be as hi class as JPL or crap like GM sweat shops
[22:49:46] <zeeshan> how does that collet work?
[22:49:53] <zeeshan> its got a 3/4 straight shank?
[22:50:10] <Gamma-X_Laptop> yup goes directly into a 3/4 r8 collet
[22:50:19] <zeeshan> thats pretty nice!
[22:52:39] <zeeshan> so the idea is
[22:52:39] <Gamma-X_Laptop> belleville springs up top.... pneumatic cylinder and boom... quick change tooling.
[22:52:39] <zeeshan> im sure that works fine for like upto 3/4" end mills
[22:52:39] <zeeshan> but you prolly dont want to put a fly cutter on it
[22:52:39] <zeeshan> or a boring head :P
[22:52:40] <PetefromTn_> that is a decent setup I only had ER20's..
[22:52:40] <Gamma-X_Laptop> zeeshan, I had a fly cutter in it...
[22:52:40] <PetefromTn_> I did...LOL
[22:52:40] <Gamma-X_Laptop> worked well to be honest lol
[22:52:40] <zeeshan> you guys are crazy
[22:52:40] <PetefromTn_> and a boring head.
[22:52:41] <zeeshan> so other than tool changes
[22:52:41] <zeeshan> lets say you had a 3/4" end mill in that er32 holder
[22:52:41] <zeeshan> and you removed it from the r8 collet
[22:52:41] <zeeshan> and put it back in
[22:52:41] <zeeshan> would the height be relatively the same?
[22:52:41] <zeeshan> (within 1 thou)
[22:52:45] <PetefromTn_> http://www.youtube.com/watch?v=I4TxQYivMjo&list=UUFCopiUpaDrS5VBkrYFuGFQ
[22:53:06] <Gamma-X_Laptop> good song!
[22:53:26] <PetefromTn_> the collet body bottom stops against the face of the spindle so yeah it is pretty repeatable.
[22:53:38] <zeeshan> hmm.
[22:53:42] <zeeshan> you're giving me atc ideas.
[22:53:42] <zeeshan> :)
[22:53:57] <zeeshan> so all i need is a rack on corner of the table
[22:54:04] <Gamma-X_Laptop> zeeshan, thats the idea :) for SUPER cheap.
[22:54:12] <zeeshan> with a few tools, and a way to trigger the drawbar
[22:54:37] <zeeshan> im going to first look into converting to nmtd30
[22:54:40] <Gamma-X_Laptop> zeeshan, which mill u have?
[22:54:46] <PetefromTn_> zeeshan You got an RF45?
[22:54:46] <zeeshan> if thats not an option, ill do this
[22:54:48] <zeeshan> no
[22:55:04] <zeeshan> http://www.first.com.tw/e_lc-1.htm
[22:55:17] <zeeshan> R8,NST30, NST40 are available.
[22:55:20] <zeeshan> mine is r8
[22:55:42] <Connor_iPad> Do TTS
[22:55:54] <zeeshan> i dont trust r8 man
[22:56:02] <zeeshan> i've been using nst30 at school
[22:56:13] <zeeshan> i personally hate using r8 after it.
[22:56:16] <Connor_iPad> What's wrong with R8?
[22:56:28] <zeeshan> i wouldnt trust r8 with a 3" face mill
[22:56:34] <zeeshan> just doesn't feel safe
[22:56:35] <Gamma-X_Laptop> zeeshan, r8 is easiest for tts
[22:56:48] <Gamma-X_Laptop> all about the torque specs...
[22:56:52] <zeeshan> this might sound like im dumb
[22:56:53] <zeeshan> but.
[22:56:58] <zeeshan> i don't understand how TTS works.
[22:57:12] <zeeshan> from the feew things i've read about it
[22:57:14] <Gamma-X_Laptop> tormach tooling system, youtube it. tons of videos
[22:57:29] <zeeshan> they've made a tool holder that holds different tools
[22:57:29] <Gamma-X_Laptop> lots of copy cats out there...
[22:57:37] <zeeshan> and that fits in a standard r8 collet
[22:57:54] <Gamma-X_Laptop> zeeshan, yeah... an er20 tooling holder with a 3/4 in shank lol
[22:58:00] <zeeshan> exactly
[22:58:23] <zeeshan> i personally trust pull studs more
[22:58:28] <zeeshan> than drawbars
[22:58:34] <Gamma-X_Laptop> thats all it is, and a pneumatic cylinder to drop and pickup other tools.
[22:59:25] <zeeshan> by pnuematic cylinder you mean a pnuematic ratchet right?
[22:59:31] <Gamma-X_Laptop> nope
[22:59:38] <zeeshan> pics
[22:59:40] <Gamma-X_Laptop> belleville springs
[23:00:02] <zeeshan> http://mccomsey.net/cncmill/millhead.jpg
[23:00:04] <zeeshan> like that?
[23:00:09] <Gamma-X_Laptop> simplistic idea...
http://www.youtube.com/watch?v=kKztri0ElP8
[23:00:09] <Connor_iPad> 3/4 shank held by modified 3/4 collet so it seats against the nose of the spindle for repeatable z offst
[23:00:54] <Gamma-X_Laptop> Connor_iPad, you have that system? I never modified the collets...
[23:00:55] <Connor_iPad> Release collect by compressing the Belleville springs
[23:01:04] <zeeshan> okay so those belleville washers are pulling the drawbar by 1500lb of force
[23:01:04] <zeeshan> right?
[23:01:15] <zeeshan> and when the piston pushes down it overcomes the 1500lb of force
[23:01:21] <Gamma-X_Laptop> how ever much u want realy....
[23:01:22] <Connor_iPad> Just the r8 collect. It's ground shorter.
[23:01:39] <Connor_iPad> 1500 to 2500
[23:01:42] <Gamma-X_Laptop> Connor_iPad, the face of it?
[23:01:44] <PetefromTn_> Well I am tired guys gonna hit it. Have a good night talk tomorrow. Thanks for all your help again everyone. You know who you are..LOL
[23:01:50] <Connor_iPad> Yes. The face.
[23:01:57] <Gamma-X_Laptop> later PetefromTn_
[23:02:00] <zeeshan> cxya pete
[23:02:12] <PetefromTn_> cya
[23:02:19] <Gamma-X_Laptop> Connor_iPad, just flat? Im wondering if I should do the same...
[23:02:45] <zeeshan> ive never seen belleville spring sbefore :)
[23:02:59] <zeeshan> they dont look like a linear spring
[23:03:01] <Gamma-X_Laptop> zeeshan, sometimes known as washers...
[23:03:11] <Gamma-X_Laptop> concave washers made of spring steel
[23:03:11] <zeeshan> http://www.shimrestackor.com/Physics/Stack_Stiffness/Shim_Stiffness/Figs/6-belleville-stiffness.png
[23:03:13] <Connor_iPad> I think the tool holders are designed so they don't have to use that special collet. But I got it anyway.
[23:03:17] <zeeshan> looks quite different from a standard spring
[23:03:42] <zeeshan> so you guys are going to have a tool rack on the table
[23:03:44] <zeeshan> for tool changes?
[23:03:54] <Connor_iPad> And depending on how you stack them you can get more travel or more force.
[23:04:00] <Gamma-X_Laptop> or connected to side of machine like how the tts has it.
[23:04:10] <zeeshan> thats too much work ;p
[23:04:28] <Gamma-X_Laptop> zeeshan, some people need the table space! lol
[23:04:35] <Connor_iPad> Probably start put with a rack. But I want a umbrella style on a linear slide.
[23:04:38] <zeeshan> my table is 9x42
[23:04:39] <zeeshan> its huge
[23:05:22] <zeeshan> whats so fancy about er20 vs er32?
[23:05:28] <Gamma-X_Laptop> size
[23:05:42] <zeeshan> well i know that :P
[23:05:44] <zeeshan> but why do people go
[23:05:49] <zeeshan> OMG YOU GOT ER32 COLLETS SICK!!
[23:05:58] <zeeshan> theres gotta be more to it? :p
[23:06:07] <Gamma-X_Laptop> i dont wanna go that big.
[23:06:14] <Gamma-X_Laptop> too much area for slop in my mind.
[23:06:23] <Gamma-X_Laptop> and im not puttin a 1 inch end mill in that thing haha
[23:06:38] <zeeshan> whats the max size of a er30 collet
[23:06:43] <zeeshan> tool holding size
[23:06:59] <zeeshan> er20.
[23:07:00] <zeeshan> not er30
[23:08:41] <Gamma-X_Laptop> i dont remember exactly
[23:08:46] <zeeshan> i see 1/2"
[23:08:48] <zeeshan> thats more than plenty ;p
[23:08:53] <zeeshan> for most jobs
[23:09:08] <zeeshan> at school we're using er20
[23:09:13] <zeeshan> (i can tell by this video)
[23:09:15] <zeeshan> http://www.youtube.com/watch?v=TQiZMij6JNs
[23:12:09] <tjtr33> bellville washer = schnorr springs ( the common name depends where you are )
http://schnorr.com/docs/Handbook.pdf
[23:12:46] <zeeshan> tjtr33: i love hand books like this.
[23:12:47] <zeeshan> thank you
[23:14:47] <tjtr33> the System 3R chucks use schnorr, have 6000 N clamping pressure ! ( 8 bar air to release )
[23:15:00] <Gamma-X_Laptop> wait... I do have er32! lol
[23:15:21] <zeeshan> well you can always change the size of the piston
[23:15:30] <zeeshan> or use hydraulics
[23:15:58] <Connor_iPad> I have a 3 stage.
[23:16:09] <zeeshan> my shop compressor handles 135psi
[23:16:10] <zeeshan> ;p
[23:16:21] <zeeshan> single stage :p
[23:16:22] <Connor_iPad> Using scuba tank.
[23:16:40] <Connor_iPad> 3 stage air ram.
[23:16:53] <zeeshan> Connor: howd you find that clamping force for the r8 collets
[23:17:00] <zeeshan> reliable source? :p
[23:17:15] <zeeshan> im sure i can calculate it using the geometry of the wedge
[23:17:16] <Connor_iPad> Dunno.
[23:17:22] <zeeshan> and "standard recommended torque"
[23:17:46] <Gamma-X_Laptop> Connor_iPad, you have a source for cheap air cylinder for tool changer?
[23:17:56] <Connor_iPad> There is a reason R8 is a standard.
[23:18:06] <Connor_iPad> Yea. Ebay. That's where I got mine.
[23:18:07] <zeeshan> Connor_iPad: it was standard 50 years ago
[23:18:17] <zeeshan> its not standard anymore unless its a chinese machine
[23:18:29] <Gamma-X_Laptop> Connor_iPad, i looked and just cant find a matching one... any links?
[23:18:48] <zeeshan> almost all machines from the 1985 past era use iso30 or something of that sort
[23:19:01] <Connor_iPad> No. I just search and pancake air cylinders.
[23:19:13] <Gamma-X_Laptop> ok thanks ill ceck it out
[23:19:19] <Connor_iPad> Enco I think is the brand.
[23:19:39] <zeeshan> omron makes a whole bunch of air cylinders
[23:22:45] <Connor_iPad> Biggest issue with r8 is the length. Makes manual collect changes hard.
[23:22:45] <zeeshan> well i dont mind that
[23:22:45] <zeeshan> 2 things i dont like is
[23:22:45] <zeeshan> 1. can't do atc on it
[23:22:45] <zeeshan> 2. repeatability of tool height
[23:22:45] <zeeshan> but with that TTS stuff, that stuff is no longer an issue :D
[23:22:45] <Connor_iPad> Which TTS fixes
[23:22:45] <Valen> I'd love a tool changer :-<
[23:22:45] <Valen> no chinese spindles have provision for it
[23:22:57] <Gamma-X_Laptop> so many pancake cylinders...
[23:23:26] <Connor_iPad> I think mine is 3.5" with 1" stroke.
[23:23:38] <Connor_iPad> You only need 1/2" stroke.
[23:23:50] <Connor_iPad> And you can calculate the force.
[23:25:01] <Valen> honking big leaver FTW
[23:25:03] <zeeshan> F=P*A=120lb/in^2 * pi/4 *3.5
[23:25:17] <Connor_iPad> X 3
[23:25:24] <zeeshan> times 3?
[23:25:34] <Connor_iPad> 3 stage pancake.
[23:25:38] <zeeshan> O
[23:25:42] <Valen> 3 stages of win
[23:25:47] <zeeshan> so about 1000lb of force.
[23:25:54] <Gamma-X_Laptop> lol
[23:26:04] <Connor_iPad> More than that.
[23:26:12] <Valen> try not to put your finger in there
[23:26:20] <zeeshan> whered i screw up the calculation? :p
[23:27:38] <Valen> pi/3*3.5 what is that?
[23:27:41] <Gamma-X_Laptop> still no idea what im lookn at
[23:27:43] <Valen> pi/4*3.5 what is that?
[23:27:45] <zeeshan> cylinder area
[23:27:49] <zeeshan> surface a rea
[23:28:06] <Valen> wouldn't you be using the area of the face? IE the bit that moves
[23:28:07] <Connor_iPad> At 90psi 2595 lbs of force.
[23:28:13] <Valen> not the outside of the cylinder?
[23:28:21] <zeeshan> i am using the area of the face
[23:28:24] <Valen> (pi*R ^2)
[23:28:34] <zeeshan> i just did pi/4 D^2
[23:28:35] <zeeshan> same thing
[23:29:04] <zeeshan> Connor: no idea how you're getting that.
[23:29:15] <Connor_iPad> Used a online calculator.
[23:29:19] <zeeshan> lijnk
[23:29:55] <Connor_iPad> Just google air cylinder calculator.
[23:30:26] <zeeshan> there we go
[23:30:29] <zeeshan> i forgot to square the 3.5
[23:30:30] <zeeshan> lol
[23:31:06] <zeeshan> 120psi -> 3463lb
[23:31:09] <zeeshan> damn thats a lotta force :)
[23:31:48] <Valen> zeeshan,thats what I was saying
[23:31:49] <Connor_iPad> Hmm let me double check. Might be 3". Brb.
[23:31:56] <zeeshan> Valen: ah okay
[23:32:04] <Valen> isn't it (pi d^2)/4 btw?
[23:32:09] <zeeshan> yea
[23:32:14] <Valen> order of ops matters ;->
[23:32:14] <zeeshan> i didnt write it formally :)
[23:32:19] <zeeshan> i left a space!
[23:32:20] <Valen> I bracket all the things
[23:32:26] <Valen> always
[23:32:28] <Valen> everywhere
[23:32:29] <zeeshan> i do too when im working in matlab
[23:32:32] <zeeshan> not online :)
[23:32:40] <Valen> its a habit for me now
[23:32:48] <Valen> too much crying in visual basic lol
[23:32:53] <zeeshan> you don't wanna do it in a formal technical report
[23:33:02] <zeeshan> trust me, you don't!
[23:33:09] <Valen> screw em i would and say its for clarity
[23:33:22] <Valen> the only one I'd skip would be fractions
[23:33:27] <zeeshan> i use LaTex
[23:33:43] <zeeshan> with matlab you can just convert brackets etc to latex with one command
[23:33:51] <zeeshan> and then copy and paste the vector image to your report :)
[23:34:06] <Valen> I've never used latex
[23:34:08] <zeeshan> ratrher than having to waste time typing the formula using word's formula designer
[23:34:15] <Valen> well i've used latex, not LaTex ;->
[23:34:19] <zeeshan> ROFL
[23:34:48] <Connor_iPad> Okay. Mine is a 3". Fabco
[23:34:59] <zeeshan> how much was it
[23:35:27] <Connor_iPad> I don't remember. Was over a year ago.
[23:36:37] <Connor_iPad> Not too bad.
[23:40:48] <Connor_iPad> Not seeing one on ebay that matches mine.
[23:41:04] <Gamma-X_Laptop> thanks for lookin connor, much appreciated
[23:41:57] <Connor_iPad> So 2000lbs at 90psi
[23:42:03] <Gamma-X_Laptop> zeeshan,
http://www.ebay.com/itm/Fabco-Air-EZ625-4-0-MH1-D3-S45B-RC01BB-The-Pancake-Line-/290866659115?pt=Pneumatic_Hydraulic_Valves_Parts&hash=item43b900ff2b
[23:42:30] <zeeshan> thats pretty cheap
[23:42:40] <zeeshan> um
[23:42:47] <zeeshan> i recognize that logo.
[23:42:56] <zeeshan> i think there might be one in the school "junk pile"
[23:42:59] <zeeshan> ill take a look
[23:43:49] <Gamma-X_Laptop> i neeed! lol
[23:44:16] <zeeshan> im pretty sure we use these for doing pneumatic control systems
[23:44:21] <zeeshan> at school
[23:49:42] <Gamma-X_Laptop> Connor_iPad,
http://www.ebay.com/itm/NICE-Fabco-Air-The-Pancake-Line-MP3X1-2-1-RF-WF-Multi-Power-pneumatic-cylinder-/310878002494?pt=Pneumatic_Hydraulic_Valves_Parts&hash=item4861c5dd3e
[23:49:45] <Gamma-X_Laptop> what do you think?
[23:51:26] <Connor_iPad> Only 2 stages.
[23:52:52] <Connor_iPad> I'll keep my eye out.
[23:55:32] <Gamma-X_Laptop> thanks!
[23:55:44] * Jymmm read that as "I shot my eye out!"
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
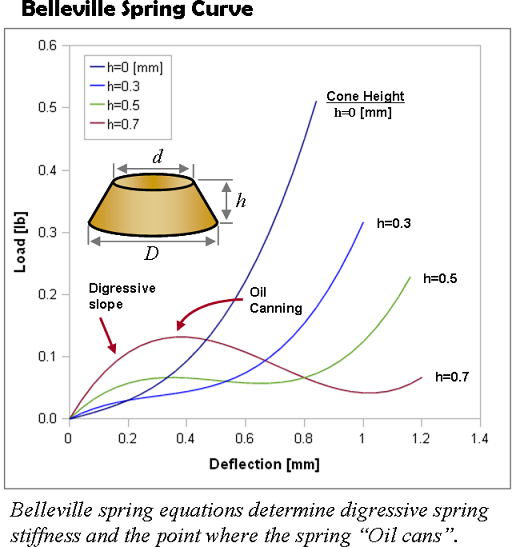{kind=link}