Back
[02:31:04] <miss0r> Does anyone know of a simple g-code outputting cad/cam program for linux in which I can easily make letters?
[02:32:17] <Jymmm> miss0r:
http://timeguy.com/cradek/truetype
[02:32:45] <Jymmm> http://timeguy.com/cradek/01276453959
[02:36:43] <miss0r> That looks easy - if I can make it install ;)
[04:08:07] <miss0r1> I just loaded my frist self made g code into axis. It starts running the program, but then it stops wit the error 'joint 0 following error'. I have manualy moved the cnc over all of the extremities of the design, and it is well within the limits. What could be wrong?
[04:08:38] <kengu> i have seen the same error
[04:08:51] <kengu> I dod google the error and the results did help
[04:08:53] <kengu> did
[04:09:26] <miss0r1> Alright. I just haven't been thorough enough with the google search then. Thank you
[04:09:38] <kengu> but one case where I get that is when I move too fast
[04:10:11] <miss0r1> ahhh... quite possible. :)
[04:10:21] <kengu> commanding linuxcnc to produce steps faster than it is hw-possible
[04:11:28] <miss0r1> hmmm.. I don't know about hardware. But perhaps the gcode wants it to move faster than i've set allowed in the ini?
[04:11:58] <archivist> most likely yes
[04:13:48] <miss0r1> I thought the g code was just coordinates and the linuxcnc dictated the velocity
[04:15:37] <miss0r1> yeah. it just gets up to speed moving diagonally then it stops. I've set the feed speed quite low in the dfx to gcode converter. and it still does this. How else can I set the speed?
[04:15:58] <archivist> no, the F40 sets speed
[04:16:43] <archivist> g1 is a cut at some set speed, g0 is a rapid at machine limits
[04:18:13] <miss0r1> it asks me G1 x/y direction. is that the total vector of my two velocyties combined or the limit on each?
[04:18:30] <archivist> it?
[04:18:50] <miss0r1> sorry - the dfxtogcode pythoin script i have downloaded for emc2
[04:19:33] <archivist> a speed that is right for cutting
[04:20:12] <archivist> the direction of the cut is not relevant in this case
[04:20:35] <miss0r1> alright. I have now set it to a conversative 30mm/min
[04:20:37] <miss0r1> :)
[04:22:51] <miss0r1> holy! that realy is slow - but now it is working
[04:23:27] <miss0r1> Thank you
[04:23:51] <miss0r1> What would you recommend for an easy software to generate text to be milled?
[04:24:26] <archivist> depends on type of text
[04:24:47] <miss0r1> letters :) i'm not picky
[04:25:31] <miss0r1> I just want something easy to start out with
[04:25:33] <archivist> truetype tracer but you already know about that
[04:25:53] <miss0r1> indeed. I am working with that - I just like to have options
[05:31:09] <jthornton_> there is one on the wiki
[05:31:46] <jthornton> I think it allows text rotation and multi line
[06:29:43] <Deejay> moin
[07:39:02] <archivist> jthornton, erm......you might be better giving the example gcode and what you wanted the output to change too
[07:52:40] <JT-Shop> didn't think of that
[07:53:42] <JT-Shop> I'll have to wait for someone to reply to the email so I can reply back and add a sample of the G code
[08:01:36] <archivist> you already started a joke thread on the F word :)
[08:07:48] <skunkworks> JT-Shop, something seems odd if you can get linuxcnc to throw a following error just from gcode...
[08:08:37] <archivist> driving a stepper system too hard does that
[08:09:48] <skunkworks> still - that smells of a configureation error... (stepgen headroom or such) this is a sim configuration.. if I understand correctly
[08:10:32] <JT-Shop> yea, it is a vanilla sim that I added the A axis
[08:11:13] <JT-Shop> it's as if the shorter the move the more likely the the following error shows up
[08:11:44] <archivist> did you see the comment in the thread on short time periods
[08:12:13] <JT-Shop> no, I have to go down to the beer cave to see those emails
[08:13:24] <archivist> eric keller "but the problem I always had with it was that the calculated time increments were too small for the control"
[08:13:57] <archivist> your script will have to test/fix that
[08:14:52] <skunkworks> again - I think there is either something wrong with linuxcnc or the config if linuxcnc cannot handle things like that...
[08:15:06] <skunkworks> I can say it again differently if you like ;)
[08:15:35] * JT-Shop goes to the beer cave to read email
[08:43:45] <PetefromTn_> Morning CNC Junkies!!
[08:49:18] <PetefromTn_> Managed to figure out my proximity sensor wiring setup on the Cincinatti thanks to Rob Varney at Mag Fadal/Fives..
[08:51:09] <humble_sea_bass> PLZ type up a report and file it
[08:51:43] <PetefromTn_> file it in the round file LOL?
[08:51:59] <humble_sea_bass> on the internets
[08:53:03] <PetefromTn_> interwebs..hehe
[08:53:59] <PetefromTn_> aparently they are 24v control voltage and he gave me the wiring color code just three wires so it is actually really simple..
[09:11:14] <Zaaarin> Hi guys, I went to the metal scrap yard today and scored some plate metal for ten bucks, I'm trying to make an adaptor plate for this flywheel MOD 3.0 gear, the only metal they had that was wide enough was 10mm thick. I've marked the scrap plate, but a few questions: first no way is my pillar drill slow enough RPM wise to use a 4inch hole cutter, any ideas how I cut that big hole through it?
[09:11:14] <Zaaarin> and 2nd question: Should I grind off all the rust before welding it to the 4 inch pipe in the middle? Here's a photo of what I got next to the gear:
http://i.imgur.com/WEWO0Em.jpg
[09:12:26] <Zaaarin> I was advised not to weld the gear directly, but to bolt it to an adaptor plate that is welded to my pipe
[09:13:48] <Gamma-X> cradek, you on sir?
[09:14:04] <PetefromTn_> Zaaarin Well of course you grind off all the rust man what kinda question is that LOL??
[09:14:37] <PetefromTn_> How are you gonna cut the part from the metal do you have any oxy ace setup?
[09:15:12] <PetefromTn_> IS your lathe large enough to hold and turn the whole part?
[09:15:36] <PetefromTn_> Definitely don't want to weld to the gear you will warp the piss out of it.
[09:16:46] <Gamma-X> anyone have a 3 jaw chuckthey wanna get rid of?
[09:16:47] <PetefromTn_> how big is your drill press/pillar drill?
[09:16:49] <Gamma-X> maby a 4 jaw?
[09:17:21] <PetefromTn_> Gamma-X LOL I am looking for another 3 jaw myself to keep on the VMC table so I don't have to switch back and forth..
[09:17:58] <Zaaarin> Tiny, and there's no way I can reconfig the belts to go slow enough
[09:18:02] <Zaaarin> it's a shite 40 quid one
[09:18:12] <Zaaarin> Got from the army surplass store
[09:18:32] <Gamma-X> PetefromTn_, I dont have any! lol my lathe can only do 5c now and I dont have hookups for the collet closer to I literally cant do anything on it haha
[09:18:51] <PetefromTn_> Well you cold try to drill a bunch of holes in the circle inside of your line and then cut out the meat that way and follow it with some kinda homebuilt fly cutter to clean up the hole..
[09:19:14] <Gamma-X> anyone know what a resolver does in cnc?
[09:19:19] <PetefromTn_> Gamma-X Jeez man what I would not give for a 5c closer LOL...
[09:19:32] <Gamma-X> PetefromTn_, what kind of lathe?
[09:19:33] <PetefromTn_> Gamma-X A resolver is like an encoder..
[09:19:50] <PetefromTn_> mine is a simple 12x36 asian gear head Gab Bed engine lathe.
[09:20:00] <Gamma-X> ah
[09:20:34] <PetefromTn_> If your machine has resolver based feedback you can use adapters from Pico or mesa I think has them too..
[09:21:07] <Gamma-X> PetefromTn_,its got Encoder feedback..
[09:21:27] <PetefromTn_> then what are you asking about resolvers for?
[09:21:52] <Gamma-X> cradek, has them on his hnc... didnt know if we have same setup or not
[09:22:26] <PetefromTn_> I'm confused. I thought you said you have encoder feedback...
[09:22:47] <Gamma-X> I do, didnt know what resolver were of wha tthey did
[09:23:00] <PetefromTn_> Oh Okay..
[09:23:56] <PetefromTn_> the spindle motor may have resolver on it for feedback into the control for threading possibly.
[09:24:07] <PetefromTn_> and for commutation to the motor...
[09:24:24] <Gamma-X> thats a good point
[09:24:44] <PetefromTn_> My Cincinatti had a resolver on the spindle motor, I am replacing it with a differential encoder now.
[09:25:33] <Zaaarin> homebuilt fly cutter?
[09:25:54] <Zaaarin> Kinda reminds me of that open source ecology DIY laythe made from concrete
[09:26:01] <PetefromTn_> Zaarin yeah man..
[09:26:20] <PetefromTn_> I made a few for large diameter cuts over the years... work okay if you go slow.
[09:26:46] <Gamma-X> I think I need to change my control asap... rather then buy a new part for speed control I can just use lcnc
[09:26:55] <PetefromTn_> Best to just bolt that to a surface plate on the lathe and turn the parts/bore the hole etc.. unless you have access to a CNC mill.
[09:27:26] <Zaaarin> Going slow is the key for rediculous holes I remember trying to do a 2 inch hole through 4mm steel burned up 3 domestic drills killed so many hole cutters trying, in the end I discovered the hand drill was the best tool
[09:27:55] <Zaaarin> I got a dremel on 3 nema 34s, won't cut steel for toffee
[09:28:01] <PetefromTn_> Zaaarin A hand drill on a 2" hole in steel.... Jeez man that is a bitch.
[09:28:27] <Zaaarin> Took all day to do 1 hole
[09:28:51] <Zaaarin> Done all 4 by the end of the week then I slotted my scaffold pole into the 4 slots abridging the box steel
[09:28:54] <PetefromTn_> Ya might find a pal with a plasma cutter or oxy acetylene torch to rough it out for you... make life much easier...
[09:28:56] <Zaaarin> It was for a custom scaffold job
[09:29:16] <Zaaarin> Yeah but if I do that it won't be perfectly circular and its for a power drive shaft
[09:29:29] <PetefromTn_> I did say ROUGHT IT OUT for you...
[09:30:10] <PetefromTn_> IF it needs to be perfectly circular you need to bolt it to a lathe faceplate and turn the ID and OD..
[09:30:26] <PetefromTn_> as well as face it off so it is flat.
[09:31:07] <PetefromTn_> Gamma-X There are lots of folks with HNC/CHNC models on linuxCNC so it would be relatively simple...
[09:31:40] <Zaaarin> Oh faceoff is easy, glass sheet, contact cement, glasspaper
[09:31:44] <Zaaarin> plase paine I mean
[09:31:48] <Gamma-X> PetefromTn_, got any links?
[09:31:49] <Zaaarin> :) cheap
[09:32:18] <PetefromTn_> Zaaarin Screw that noise... way too time consuming.
[09:33:47] <PetefromTn_> Gamma-X Yeah man I remember seeing a build or two on the LinuxCNC forum just do a search for CHNC or HNC etc...
[09:34:49] <PetefromTn_> http://linuxcnc.org/hardy/lucid/index.php/english/forum/30-cnc-machines/21983-hardinge-chnc-retrofit-another-one-on-the-way
[09:35:21] <Gamma-X> hey! spindle resolver! lol
[09:36:32] <PetefromTn_> http://www.linuxcnc.org/emc2/index.php/italian/forum/30-cnc-machines/1276-hardinge-chnc-1-lathe
[09:37:43] <PetefromTn_> That one is JT's he is here a lot.
[09:37:53] <Gamma-X> big JT!
[09:38:10] <Gamma-X> He helped me on my old supermax... then my father scrapped it while deployed....
[09:38:21] <Gamma-X> through out everything! including the pc with mesa cards...
[09:38:23] <Gamma-X> so pissed...
[09:38:31] <PetefromTn_> Gotta get out there and do something this morning in the shop. Good luck guys...
[09:38:36] <PetefromTn_> Sorry to hear that man..
[09:38:42] <PetefromTn_> BBL
[09:38:54] <Gamma-X> later pete
[10:24:30] <Gamma-X> pete I think its actually a hardine HC
[10:24:53] <humble_sea_bass> a light in the night with nowhere to shine
[10:39:03] <KreAture> hehe
[10:56:15] <tjtr33> Any links to good cheap 120mm 120Vac fans?
[10:56:17] <tjtr33> My best find so far is 11$@ at Allied. ! wow ancient source!
[10:58:32] <KreAture> hmm
[10:58:37] * KreAture finds a gasoline driven one
[11:23:28] <skunkworks> $11 isn't cheap enough?
[11:34:09] <tjtr33> :) seems like an ac fan could be near half that ( yess I _am_ a cheapass :)
[12:06:07] <archivist> awkward little sod to make
http://www.collection.archivist.info/archive/mirror/musicbox/musicbox.jpg
[12:07:37] <archivist> or shall I cheat and make a compression ring to hold it together
[12:07:56] <cradek> just mash it around the gear?
[12:08:21] <archivist> press fit external ring
[12:08:40] <IchGuckLive> hi all B)
[12:08:49] <archivist> the gear off
http://www.collection.archivist.info/archive/mirror/musicbox/DSCF4332.JPG
[12:09:12] <archivist> normal cutter path will hit the hub
[12:10:10] <tjtr33> investment cast and make masters, then lost wax cast in brass?
[12:11:10] <archivist> methinks it would be easier to search the interwebz for a replacement than cast one
[12:18:45] <KreAture> My cnc is getting better :)
[12:18:46] <KreAture> http://kreature.org/projects/cnc/cnc2_11.png
[12:34:35] <skunkworks> KreAture, great for making virtual parts!
[12:34:57] <KreAture> yep
[12:35:22] <KreAture> I am ironing out the kinks to get the axis nice and tight with minimum use of sheet metal
[12:39:03] <skunkworks> http://www.youtube.com/watch?v=7duqP-d68bU
[12:51:16] <KreAture> wow
[12:51:18] <KreAture> nice
[12:53:39] <KreAture> It always scares me when I cut towards the chuck
[12:57:41] <FinboySlick> CaptHindsight: You worked on the coreboot project a little while back, right?
[13:05:26] <KreAture> btw, the centerline of the router ends up 1mm offset from the centerline of my 180mm wide base carriage
[13:05:28] <KreAture> not bad
[13:05:35] <KreAture> and it all lines up with standard profile widths
[13:06:06] <FinboySlick> KreAture: Interesting ideat to stagger your 'column'.
[13:08:10] <KreAture> I wanted to use the profiles rather than a profile cut plate
[13:08:23] <KreAture> the plates are not really very rigid in the secondary axis
[13:09:53] <KreAture> Trying to get everything as tight as I can, while at the same time avoiding too many small pieces
[13:10:15] <KreAture> and using the profiles as much as possible as I can get em delivered precut with better than 0.1mm accuracy
[13:10:19] <KreAture> (for free)
[13:11:10] <PetefromTn_> Sup everyone..??!!
[13:12:39] <PetefromTn_> Just got back from Knoxvegas with a bunch of aluminum barstock for these parts I need to machine.
[13:12:58] <PetefromTn_> Got a good deal I think less than $4.00 a pound.
[13:13:20] <Connor> KreAture: I would really look the design of the gantry.. the 2x4 80/20 looks like a bit much like you have it.
[13:13:31] <PetefromTn_> Now If I can just get the part Cam work finished I can crank up the Cincinatti and see if I can make something that looks worth a damn hehe
[13:13:35] <Connor> PetefromTn_: You pull from the scrape pile or have them cut to order ?
[13:13:44] <PetefromTn_> both actually...
[13:14:07] <PetefromTn_> They had some drop that works for the project in pieces and then I got some 1.5x2 barstock in foot lengths...
[13:14:18] <PetefromTn_> or by the foot rather....
[13:14:30] <KreAture> Connor yeah I plan on cutting down on the profiles
[13:14:42] <KreAture> Connor Plan is to reduce the height of the first one and second one a bit more
[13:14:48] <KreAture> maby even third one
[13:14:55] <PetefromTn_> Ya know they told me that 90% of the aluminum they sell is US made there? He showed me the brand stamps on a bunch of pieces with US manufacture.
[13:14:57] <Connor> KreAture: I think I would use plate for that..
[13:14:59] <KreAture> I am using 3 profiles on the crossover for rigidity though
[13:15:05] <KreAture> Connor I can not cut plate
[13:15:08] <KreAture> I have no tools for it
[13:15:16] <KreAture> also, I have a hard toime sourcing plate
[13:15:24] <KreAture> further more they are not rigid enough
[13:15:29] <KreAture> the profiles are more rigid
[13:16:56] <Connor> PetefromTn_: Nice.
[13:17:13] <PetefromTn_> Connor Did you see my comments earlier about the prox. switches in my machine?
[13:17:41] <Connor> KreAture: Just looks like too much mass or too bulky on the gantry.. I would look at sliming it down, or something..
[13:17:50] <Connor> PetefromTn_: No. What was the comments ?
[13:18:42] <PetefromTn_> I emailed Rob Varney from Mag/Fadal/Fives about them and he sent me the manufacturer part number and also the wiring color breakdown. He said they are all 24 volt switches.
[13:18:54] <PetefromTn_> So hooking those up will be a piece of crumb cake.
[13:19:03] <Connor> Good.
[13:19:40] <PetefromTn_> I also drew up the spindle encoder mount in Freecad last night and got that working so I am gonna try to machine it this weekend.
[13:19:54] <Einar__> I need to G43 after each toolchange. I thought it would be in effect for later toolchanges. Am I doing something wrong?
[13:20:14] <PetefromTn_> http://imagebin.org/297803
[13:20:20] <PetefromTn_> Pretty simple really...
[13:20:55] <PetefromTn_> That fellow Brendon in New Zealand wants me to make one for his machine because he is gonna copy my retrofit here soon.
[13:20:57] <Connor> PetefromTn_: Yea.. I saw that.. Looks simple enough.. and easy enough.
[13:21:07] <pcw_home> If it is a NPN type prox, you will need a pullup resistor to interface to a 7I77 inputs
[13:21:21] <pcw_home> -s
[13:21:41] <Connor> PetefromTn_: Yea.. shoot me that part number so I can look to see what type of prox sensor it was..
[13:21:42] <KreAture> Connor the mass right now is 2.2kg per side
[13:21:50] <PetefromTn_> The holes are tiny tho and I am not sure I have a 2-56 yap I think I broke mine awhile back..
[13:22:02] <PetefromTn_> pcw_home Thanks for the tips man...
[13:22:31] <PetefromTn_> 1262495 That is the part number.
[13:22:50] <PetefromTn_> Not sure if it is NPN or PNP I guess it is...
[13:23:17] <PetefromTn_> Made by Balluff I guess.
[13:30:23] <pcw_home> If you have the power connected you can determine NPN or PNP with a voltmeter
[13:31:03] <Connor> PetefromTn_: Link to the manual he found ?
[13:32:40] <PetefromTn_> Oh okay I just shot him an email because google search did not turn up anything but for sale ads with little information.
[13:32:50] <PetefromTn_> How do you determine that Pete?
[13:32:58] <Connor> That part number is not the manufacture.. it's Cincinnati's
[13:33:01] <PetefromTn_> Connor What manual...
[13:33:40] <PetefromTn_> No actually it is not. The part number I gave him was from the Cincinatti manual and the one he gave me was different I think it is Balluff's number or one of their subsidiaries...
[13:34:36] <PetefromTn_> 262494 001
[13:34:37] <Connor> Not finding anything but references on ebay to Cincinnati for that..
[13:34:48] <PetefromTn_> That is the part number I got from the Control Techniques manual..
[13:39:23] <PetefromTn_> Looks like that switch in the tool carousel is indeed a once per pocket switch so it knows when to stop turning the motor at each position.
[13:40:03] <Connor> PetefromTn_: Ask that guy if the switch is PNP or NPN
[13:40:13] <PetefromTn_> Maybe I should try to buy another one of these switches to make a home or position 1 tool flag for the machine. I hope I do not need the pullup resistors that is a PIA>
[13:40:37] <PetefromTn_> Already did man. Gotta wait for him to get back to me now. He is pretty damn good about it but he is also busy.
[13:40:51] <PetefromTn_> Was hoping Pete would tell us how to check it with VM...
[13:40:53] <KreAture> using a plate connor will weight approx 2.3 kg per plate
[13:41:04] <KreAture> cutting off a bit extra makes em even
[13:41:08] <PetefromTn_> weight is good..
[13:41:17] <Connor> PetefromTn_: Not on a gantry..
[13:41:45] <PetefromTn_> Oh I don't know the application here just got on...
[13:41:59] <JT-Shop> PNP output is positive and NPN the output is negative or 0 volts
[13:42:08] <andypugh> Oh Dear!
http://link.springer.com/article/10.1007%2Fs11433-013-5387-8
[13:42:16] <JT-Shop> so Positive Negative Positive is PNP
[13:43:16] <PetefromTn_> Okay so I can just check it with my VM then.
[13:43:28] <pcw_home> PNP transistor switch so active high output
[13:43:30] <JT-Shop> yea
[13:43:56] <PetefromTn_> I know which wires are supply power and ground so the black wire is signal... If it is high I need a pullup apparently?
[13:44:25] <PetefromTn_> That guy probably thinks I am an idiot now LOL...
[13:44:37] <PetefromTn_> Who knows maybe he is right!!
[13:44:48] <andypugh> (I am surorised that the reviewers didn't point out that theit abbreiviation might not be the best choice)
[13:44:52] <pcw_home> andypugh :-)
[13:45:52] <PetefromTn_> Hilarious...
[13:48:10] <pcw_home> PetefromTn if its low (in both states) you need a pullup
[13:48:47] <PetefromTn_> Okay so let's hope it is HIGH then ;)
[13:49:06] <pcw_home> (high when actuated perhaps)
[13:49:36] <Connor> easy to test. question is, what value of pullup resistor..
[13:50:04] <PetefromTn_> Do you see anything wrong with hooking all five of them up to the same ground and the same source and then putting the signal lines into the 7i77 inputs and then determining what is what with Halview?
[13:50:05] <Connor> I guess that depends on the pulldown resistor on the 7i77 ?
[13:50:15] <pcw_home> needs to swamp 7I77 input resistance (22K) so 1K 1W or so
[13:50:36] <Connor> I have plenty of 1k's.
[13:50:50] <Connor> but, only 1/4Watt ones..
[13:50:53] <PetefromTn_> Whats the most common type?
[13:51:15] <pcw_home> remember 24V^2/1000 = .576W
[13:51:40] <Connor> Wonder if Radio shack has 1 Watt..
[13:52:31] <Connor> Doesn't look like it...
[13:52:33] <Connor> Dang.
[13:52:45] <KreAture> Connor 50lbs on the top of my gantry would deflect it by 0.025" if it was made of 1/2" alu plate on the verticals
[13:52:46] <pcw_home> 4 x 1k 1/4w in series parallel...
[13:53:18] <Connor> pcw_home: Yea.. I know.. just kinda a ugly kludge..
[13:53:32] <PetefromTn_> I don't want this to look like a dogs ass back there man..
[13:53:48] <PetefromTn_> I have done my best to make it look decent but I am no expert.
[13:53:57] <Connor> If we need pull ups, I would just make a small breakout board..
[13:54:21] <PetefromTn_> Are you busy this weekend man?
[13:54:34] <KreAture> Connor running the numbers through the beam calculator now
[13:54:40] <Connor> might even integrate the 180 out mask sensor..
[13:54:44] <PetefromTn_> Maybe you can come get your rotab and we can work on the modbus or some of this wiring together.
[13:55:00] <Connor> PetefromTn_: Yea. Should be able to come over.
[13:55:09] <PetefromTn_> Awesome...
[13:55:15] <Connor> PetefromTn_: Wife wants me out of the house ALL day on the 15th too.
[13:55:34] <andypugh> her boyfriend is coming round?
[13:55:35] <Connor> she's having her Sister and Step mom coming over to help her do some stuff..
[13:55:38] <PetefromTn_> I got a bunch of aluminum here now for these parts I gotta make and also need to make some soft jaws for the part.
[13:55:53] <PetefromTn_> So we won't be on her deadlines then LOL...
[13:55:57] <andypugh> (Sorry, that might have been too "familiar" a quip for somone I have never met)
[13:56:14] <PetefromTn_> LOL..
[13:56:15] <Connor> andypugh: Ha. :) It's all good..
[13:56:35] <PetefromTn_> Yeah her boyfriend is probably not obsessed with CNC schtuff...
[13:57:04] <PetefromTn_> My wife says I have a mistress in the shop and I keep her under the machine or something hehehe
[13:57:22] <andypugh> I think I will be using the mill as a CMM soon. I was wondering how to accurately measure all the hole positions in a casting I want to copy, and then I remebered I have a touch probe :-)
[13:57:23] <Connor> She does want to go to Walmart sometime this weekend, but, she may not be up to it.. had a very long past 3 days and she's hurting really bad right now and has no energy.. more than normal..
[13:57:47] <Connor> andypugh: Nice.
[13:57:49] <PetefromTn_> meh that bites. Sorry to hear it.
[13:58:01] <Connor> PetefromTn_: It's the new normal.
[13:58:03] <PetefromTn_> andypugh You made that probe or bought it...
[13:58:25] <Connor> Wish those damn linear bearings would show up.
[13:58:29] <andypugh> I bought it, actually. It was too cheap to pass up. Genuine Renishaw for £50
[13:58:33] <PetefromTn_> Connor Well at least you got a smilin' buddy here that you can tinker with right so it's all good.
[13:59:28] <PetefromTn_> It's supposed to be nice this weekend and I am gonna break out the recumbent bike and dust off the thing and take it for a ride with the family...
[13:59:35] <andypugh> Oooh! Who wants to know how well their mill performs, and has deep pockets?
http://www.ebay.com/itm/Renishaw-QC10-Ball-Bar-/261410986730?pt=LH_DefaultDomain_0&hash=item3cdd4f1aea
[13:59:52] <andypugh> (ball bar is cool, look on the internet for videos)
[14:00:04] <Connor> What the heck does it do ?
[14:00:06] <PetefromTn_> Nice ball bar tester..
[14:00:19] <PetefromTn_> You use it to measure the precision of your mill's movements.
[14:00:47] <PetefromTn_> It'll either make you smile or cry LOL..
[14:01:13] <KreAture> a single 80/20 profile will deflect only 0.0015" under the same stress Connor
[14:01:27] <KreAture> I guess I don't need so many then
[14:01:28] <KreAture> hehe
[14:01:37] <Gamma-X> how much does an average home made mill enclosure cost for materials?
[14:01:47] <andypugh> This is pretty much the exact model of probe I got for £50:
http://www.ebay.com/itm/Renishaw-MP3-360-Inductive-Transmission-Toolholder-Dust-Boot-Needs-Repair-/141214793073?pt=BI_Tool_Work_Holding&hash=item20e10ebd71
[14:01:59] <PetefromTn_> I gotta tell ya I spent some time drawing yesterday with Freecad's newest release and it is sweet!
[14:02:01] <Connor> KreAture: Yea.. that was what I was thinking.. you might even try using one at a angle...
[14:02:21] <KreAture> Connor angle is hard to control
[14:02:26] <KreAture> which is why I staggered em
[14:02:36] <KreAture> but I cam use only two total and it will be very rigid
[14:02:37] <Connor> You mean hard to cut ?
[14:02:39] <PetefromTn_> I really love that it is now using a bunch of inch measurement options altho they are still working on implementation of some
[14:02:47] <KreAture> no the angle need to be spot on
[14:02:49] <Connor> and get exact ?
[14:03:01] <KreAture> I mean how to fasten it and have the right angle
[14:03:12] <andypugh> Gamma-X: Depends on how average it is :-)
[14:03:17] <KreAture> I will introduce a possibility of misalignment between my x/y
[14:03:30] <Connor> I think 80/20 makes 45 connector plates..
[14:03:31] <PetefromTn_> Gamma-X I built mine for the RF45 for less than $100.00 or so..
[14:03:58] <PetefromTn_> Connor just finished building a nice one...
[14:04:20] <PetefromTn_> it uses some extrusions and has nice doors. Perfect for your CHNC...
[14:04:23] <KreAture> The single beam is 20x stiffer than 1/2" alu plate of a width same as the design I had
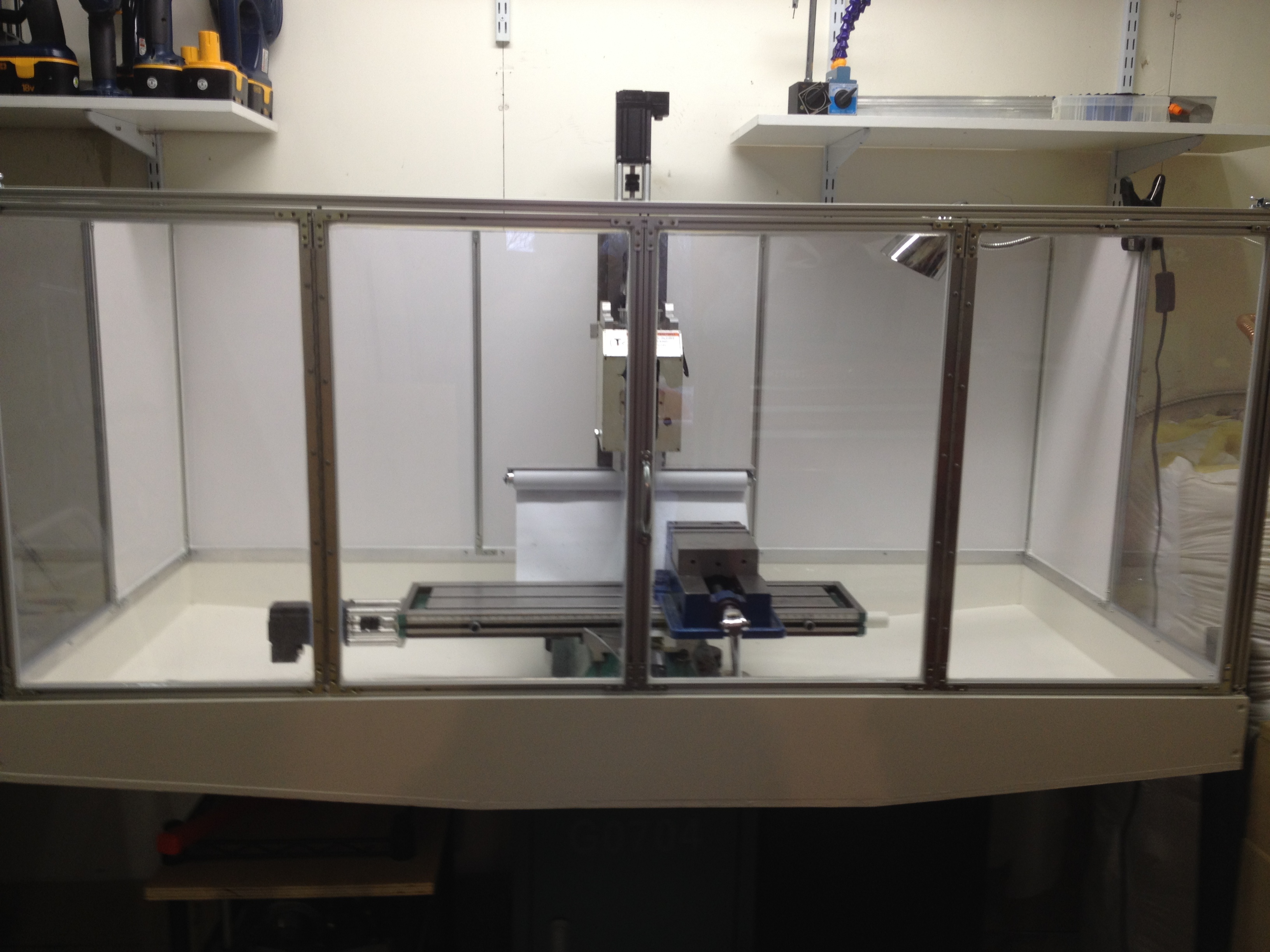
[14:04:27] <Connor> http://www.ivdc.com/cnc/mill_03_03_14_03.jpg
[14:04:29] <andypugh> 20x020 extrusion and lexan sheet might add up to a bit more. Pop-riveted steel sheet would be much less.
[14:04:41] <PetefromTn_> Anyone want to buy a nice 12x36 asian Gear head/Gap Bed Lathe?
[14:04:42] <KreAture> Connor I only have access to the profiles and nuts/bolts
[14:05:09] <PetefromTn_> KreAture Get yourself a cheap 4x6 bandsaw and learn to use it..
[14:05:15] <KreAture> lol PetefromTn_
[14:05:24] <PetefromTn_> I was not kidding hehe
[14:05:26] <KreAture> do you really think I need 180mm wide stance on my gantry base bearings ?
[14:05:30] <andypugh> Connor: A lovely enclosure for a slightly nasty tool, if i might say so.
[14:05:31] <Connor> That's my enclosure.. 15mmx15mm misumi
[14:05:49] <Connor> andypugh: Slightly nasty ?
[14:06:31] <andypugh> Yeah, I don't like any small mill made in the last few decades. :-)
[14:06:41] <PetefromTn_> Puny maybe, nasty not really...
[14:06:49] <Connor> KreAture: Depends on how heavy your router is, and how much weight is cantilevered
[14:06:58] <Connor> andypugh: Oh.
[14:07:00] <KreAture> router is very light
[14:07:01] <andypugh> I have one similar, and when you slap the side of the head it goes "Boing".
[14:07:20] <KreAture> Connor but I hope to cut some alu with this not just mdf
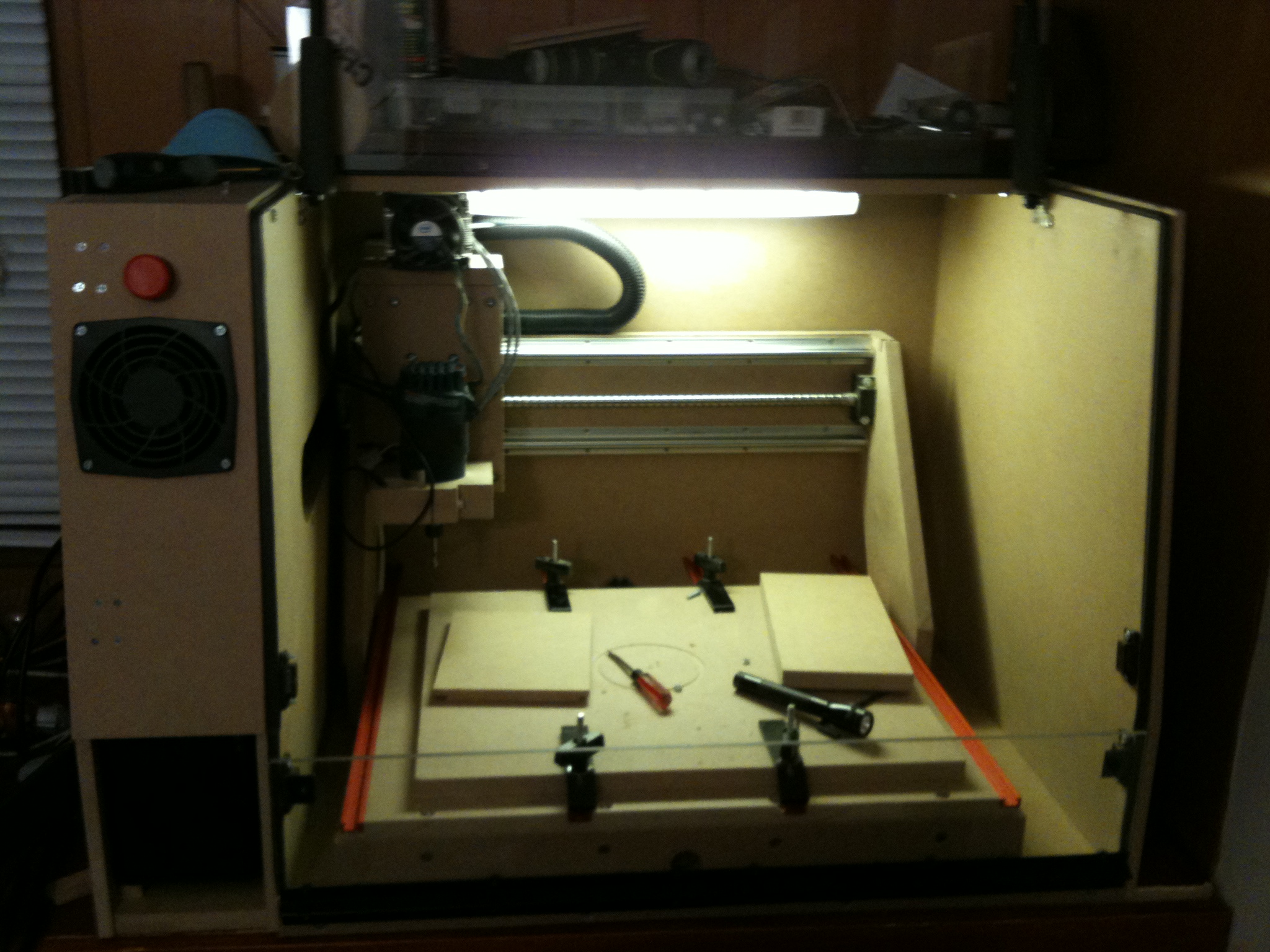
[14:07:27] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[14:07:36] <andypugh> When you slap the side of the head of the Harrison _you_ go "Ow"
[14:07:38] <Connor> that is mine... made out of MDF..
[14:07:43] <KreAture> Connor I want to make sure I do a fully centered router vs the gantry base
[14:07:45] <PetefromTn_> Oh but HOSS says it can cut hardened steel with deep passes in a single pass....LOL
[14:07:55] <KreAture> The current design only misses by 1mm
[14:08:27] <PetefromTn_> That little router is cool man.
[14:08:34] <PetefromTn_> I like that it is inside a box.
[14:08:47] <KreAture> nice Connor here's mine:
http://kreature.org/projects/mini-cnc/rev3/rev3_on_the_desk_s.jpg
[14:09:23] <andypugh> Right, time to attack that ner-a-Car chassis with the cold chisel some more. Before it gets too late to be noisy.
[14:09:40] <PetefromTn_> andypugh Cya..
[14:09:49] <KreAture> Connor how's the rigidity ?
[14:09:52] <Connor> PetefromTn_: I designed the router AROUND the enclosure size
[14:10:08] <KreAture> very cute enclosure btw
[14:10:10] <PetefromTn_> We should make you one from all billet plate just like it..
[14:10:14] <Connor> KreAture: for a single ply MDF design.. not bad.
[14:10:51] <PetefromTn_> Art made one from all billet and it is pretty sweet but it is small...
[14:10:52] <Connor> I could probably cut sheet alum on it.. but.. I need to do some re work on it..
[14:10:59] <KreAture> I was going to use 120mm stance on the bearings
[14:11:15] <KreAture> seem like you use supported linear rods too
[14:11:16] <Connor> I wish I had done the base rails different..
[14:11:19] <PetefromTn_> No I mean we make some more out of aluminum one for you and one for me...
[14:11:36] <KreAture> here's my router:
http://kreature.org/projects/mini-cnc/collet_spindle/collet_spindle_5.jpg
[14:11:46] <KreAture> Connor it's a repurposed 4 HP RC motor
[14:11:47] <Connor> I should have mounted the base rails on the sides instead of on the bottom..
[14:12:07] <KreAture> it's running a 10mm shaft so I replaced shaft with a 10mm straight shank ER16 collet chuck
[14:12:09] <Connor> nice
[14:12:16] <KreAture> it's got tonns of torque
[14:12:18] <PetefromTn_> I like how Loetmichel made his he posted yesterday.
[14:12:27] <KreAture> yeah bottom makes em hang
[14:12:47] <KreAture> my design has em on sides so I can compress with the base crossmembers for preloading
[14:12:49] <PetefromTn_> Two plates sandwiched on a tension box and the supported rails bolted to the sides
[14:12:53] <Connor> The only saving grass is, the Ball screw takes some of the pressure off the bearings.. ROFL
[14:13:03] <Connor> grace, not grass
[14:13:06] <KreAture> PetefromTn_ exactly
[14:13:33] <PetefromTn_> you could make one like that from aluminum that would be real stout.
[14:13:46] <Connor> I probably could redesign mine so that the rails are on the side..
[14:13:47] <PetefromTn_> I would want it to be at least 24x24 or larger tho...
[14:13:49] <KreAture> what pisses me off is the lengths they make the ballscrews in for a certain rail length
[14:13:59] <KreAture> it just doesn't add up for nice mounting of the blocks
[14:14:06] <PetefromTn_> you cut them to length man..
[14:14:13] <KreAture> Like on yours there you have boxed in the rails right ?
[14:14:21] <KreAture> PetefromTn_ mine come pre-machined
[14:14:27] <Connor> LinearMotionBearings2008, will do custom length on both rails and balls crews.. and do end milling
[14:14:28] <KreAture> both ends
[14:14:38] <KreAture> yeh but I got a great deal
[14:14:38] <KreAture> hehe
[14:14:53] <Connor> okay. need to go get lunch.
[14:14:57] <Connor> back in a while
[14:14:58] <KreAture> http://www.ebay.com/itm/301115860502
[14:15:01] <KreAture> that's the kit I got
[14:15:06] <KreAture> they put it together for me
[14:15:09] <PetefromTn_> cya man..
[14:15:13] <KreAture> and slapped on a nice discount for kit
[14:16:04] <PetefromTn_> Stuff sure adds up..
[14:16:09] <Loetmichel> PetefromTn_: i am making one for a co-worker in small
[14:16:14] <Loetmichel> but same construction
[14:16:30] <Loetmichel> just that i use the base as electronics compartment
[14:17:24] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13131
[14:17:40] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13149
[14:17:42] <Loetmichel> :-)
[14:17:47] <Loetmichel> ( bit messy in there ;.)
[14:20:33] <KreAture> hey Loetmichel !
[14:20:57] <KreAture> any insight as to the width of the cross-member on the gantry ?
[14:21:08] <KreAture> thinking of making it tripple 60mm aka 180mm
[14:21:15] <KreAture> that will make a nice wide stance for the gantry
[14:21:35] <KreAture> I feel 120 is a tad narrow for a gantry that will need to be so tall
[14:21:41] <KreAture> (I want to get full vertical travel)
[14:21:49] <KreAture> 300mm rods
[14:22:33] <KreAture> http://kreature.org/projects/cnc/cnc2_11.png
[14:22:34] <KreAture> vs
[14:22:35] <KreAture> http://kreature.org/projects/cnc/cnc2_11-2.png
[14:23:03] <KreAture> I will be adjusting the verticals on the first one
[14:29:55] <PetefromTn_> Loetmichel Nice man Interesting work you are doing.
[14:31:03] <PetefromTn_> KreAture that is a moving table machine then?
[14:31:11] <KreAture> no
[14:31:15] <KreAture> moving gantry
[14:31:26] <KreAture> I just haven't added legs yet
[14:31:39] <KreAture> will do so to avoid confusion
[14:31:59] <PetefromTn_> That gantry looks quite heavy and bulky man..
[14:32:36] <KreAture> well, I see peole use plates all the time
[14:32:53] <KreAture> a beam is 1/3 the weight of a 1/2" plate with same area
[14:33:24] <miss0r1> archivist: I would just like to thank you for all your help. I have gotten the hang of this CNC stuff now. At the moment I am doing a pocket milling in a 15mm thick slab of nylon so I am quite sure the bottom surface of the cavity is perfectly aligned with the spindle. (Apparently you get what you pay for, and the surface of the table in this thing is something like 0.37mm off from one site to the other.
[14:33:46] <KreAture> PetefromTn_ I made sure the distances that have to be narrow are
[14:33:51] <KreAture> The back side are blocky
[14:34:03] <KreAture> still trying to figure out how to slim it down though
[14:34:11] <Gamma-X> PetefromTn_, you have a rf45? have picks of conversion?
[14:35:04] <PetefromTn_> Gamma-X I did have one, I sold it about a year ago when I got my VMC... there is a thread on the CNCzone I did that chronicles the build from start to finish. It was called "Finally Getting Started"
[14:35:30] <PetefromTn_> there are also youtube videos of it I did with my shitty cellphone camera but you can see the machine working and tapping etc.
[14:35:37] <PetefromTn_> My name on youtube is the same here.
[14:35:48] <archivist> miss0r, at least you can now correct the machine
[14:35:54] <Gamma-X> why didnt u keep it?
[14:36:18] <miss0r1> indeed. I got the hang of manually editing the g-code files to do exactly what I wanted it to
[14:36:36] <PetefromTn_> Honestly I want to make money with CNC machining and it did not have a toolchanger and had limited HP and envelope so I sold it to get something more commercial in Nature.
[14:36:51] <Gamma-X> how much you sell it for?
[14:36:55] <PetefromTn_> I actually sold it for a good profit.
[14:37:01] <PetefromTn_> like $6k or so...
[14:37:04] <Gamma-X> no way!
[14:37:10] <Gamma-X> local buyer?
[14:37:31] <PetefromTn_> nope guy drove all the way from Michigan with his little car and a flatbed trailer to buy it.
[14:37:47] <PetefromTn_> He had seen the videos and followed my build on the zone and wanted it.
[14:37:50] <Gamma-X> how long you have it posted for? come with anything? any mods?
[14:38:14] <PetefromTn_> It was fully modded and I sold it with about 30 TTS toolholders and a chinese 6" vise.
[14:38:31] <miss0r1> archivist, At the moment when I am milling nylon - the material has a tendency to get caught up in the spindle, when enough stays on the block, that I have not removed. Are there any nice tricks to stop that from happening?
[14:38:34] <PetefromTn_> It had a VFD driven 3 phase 3hp Belt driven spindle.
[14:38:54] <Gamma-X> thats what I got..
[14:38:54] <PetefromTn_> Full enclosure, coolant sump and pump etc..
[14:39:03] <PetefromTn_> what?
[14:39:12] <Gamma-X> vfd, all cnc'd
[14:39:14] <Gamma-X> belt drive
[14:39:41] <PetefromTn_> Nice. MIne was servo control with custom built stainless steel guards etc..
[14:39:52] <Gamma-X> was getting ready to make it a quick tool changer with collet system. just need to adapt a pneumatic cylender to it like the tormach
[14:40:11] <archivist> miss0r, very sharp cutters
[14:40:14] <Gamma-X> ahhh nice, myne is stepper. 600 oz on xy 1300 on z. its a PM45...
[14:40:18] <PetefromTn_> http://www.youtube.com/watch?v=XRMfJwx2Dng&list=UUFCopiUpaDrS5VBkrYFuGFQ
[14:41:00] <PetefromTn_> I was trying to sell that guard package but nobody wanted them I guess so I stopped. Only sold a few of them.
[14:41:28] <Gamma-X> myne came with a guard on the table
[14:41:43] <archivist> miss0r, nylon is nasty for being stringy
http://www.collection.archivist.info/searchv13.php?searchstr=fan+gears
[14:42:03] <Gamma-X> I like the enclosure though!
[14:42:07] <KreAture> PetefromTn_
http://kreature.org/projects/cnc/cnc2_12.png
[14:42:12] <KreAture> slimmed doqn a tad and added legs
[14:43:01] <PetefromTn_> Nice man. I still think a thick plate would look better and be more rigid tho..
[14:43:24] <miss0r1> archivist, Indeed. I have calculated this job to be done in something like 11 hours. *sigh* perhaps it could handle a bit higher feed speed
[14:44:01] <KreAture> PetefromTn_ I did the calculations and how thikc do you mean I tested 1/2" alu
[14:44:35] <PetefromTn_> depends on the actual size..
[14:44:50] <KreAture> A single beam is 20x as stiff as a 10mm thick plate 5" wide and 10x as stiff as one 1/2" thick and 5" wide
[14:45:04] <KreAture> assuming a length of the unsupported region of 11"
[14:45:13] <miss0r1> archivist, I am just worried, if I leave this overnight, I will come back tomorrow to a big burned slab of nothing.
[14:45:14] <KreAture> aka from the bearing blocks up to the gantry lower beam
[14:45:17] <PetefromTn_> yeah but you don't have a single beam you are anchoring beams together...
[14:45:35] <KreAture> each of those beams are stiffer than the single plate
[14:45:40] <archivist> miss0r, or it eats the machine too
[14:45:49] <KreAture> and that is not even counting the torsion you get on the plate from the offset I need
[14:46:07] <KreAture> ppl who want stiffer machines make the sides boxed
[14:46:18] <KreAture> I am just using the beams to make a box-ish design
[14:46:38] <KreAture> I will not attach the beams by a single central anchoring btw
[14:46:51] <PetefromTn_> Well not trying to tell you how to do it man just my own observations.
[14:46:52] <KreAture> They will have mountings on both sides
[14:46:54] <KreAture> with tension
[14:47:00] <KreAture> yeh
[14:47:07] <KreAture> I agree and I have thought a lot about it
[14:47:15] <KreAture> I am more worried about the width between bearing blocks and such
[14:47:21] <miss0r1> archivist, Honestly I was hoping for a 'don't worry about it' or 'that will never happen because'... damn
[14:47:33] <KreAture> and what is acceptable ammount of overhang from center of y rails to middle of router bit ?
[14:47:50] <KreAture> That seems to be the hardest to reduce
[14:48:16] <archivist> miss0r, I dont know your machine nor how well set up it is
[14:48:48] <miss0r1> archivist, It speaks chinese, and horrible. :)
[14:49:05] <miss0r1> Yeah, I know you couldn't possible. ;)
[14:49:06] <archivist> I prefer staying near to be able to hit the stop with a new machine
[14:49:26] <miss0r1> I hear'ya. I am going to pause it and start early tomorrow
[14:49:47] <KreAture> PetefromTn_ any idea on the question: what is acceptable ammount of overhang from center of y rails to middle of router bit ?
[14:50:17] <miss0r1> if you don't mind me asking - what do you use to fixate a pcb?
[14:50:32] <KreAture> uv transfer ?
[14:50:36] <KreAture> to develop ?
[14:50:43] <KreAture> or to hold on to cut on cnc ?
[14:50:52] <miss0r1> to be cut on cnc
[14:51:21] <KreAture> I used double-sided tape but found it to be too uneven so my routing was not evenly deep
[14:51:34] <miss0r1> my worry exactly
[14:51:50] <miss0r1> and I am afraid that my clamps are putting a too uneven pressure on it
[14:52:13] <archivist> I have never milled a pcb
[14:53:04] <miss0r1> Hmm. I just thought you had tried a bit of everything. :)
[14:53:07] <archivist> I am too used to getting pcb manufacturers to do that :)
[14:53:50] <PetefromTn_> KreAture No clue man I would have to draw it up and figure it out.
[14:53:52] <archivist> PCB design used to be my day job
[14:53:57] <miss0r1> In time I will "sell" PCBs to people doing prototype development. for nothing more than the fabrication price. (we could've used that a few years back)
[14:59:08] <KreAture> archivist I do pcb design
[14:59:10] <KreAture> :)
[14:59:25] <KreAture> Got a board back to day that I had to check for THD
[14:59:45] <KreAture> It's designtarget was -80 dB, hit -86
[15:00:00] <KreAture> a low noise amp thingy
[15:00:02] <KreAture> 100x gain
[15:00:05] <archivist> a few bare board I have lying around
http://www.collection.archivist.info/searchv13.php?searchstr=pcb+design
[15:01:51] <archivist> I had fun with a mic amp for that was used in aircraft engine noise work
[15:02:03] <KreAture> archivist
http://kreature.org/projects/3d_printer/controller/assy/IMG_2557.JPG
[15:02:06] <KreAture> my stepper board
[15:02:27] <KreAture> designed to be placed on a heatsink, no short circuit on back
[15:02:30] <KreAture> no protrusions
[15:02:45] <KreAture> thermal design ment to transfer heat through board away from chip through thermalpad
[15:04:03] <KreAture> tested it passively to 1.5 amps, with sink to 2 amps and with fan to 3 amps
[15:04:19] <KreAture> theoretically one could push it to 4 if using the drv8818
[15:04:40] <KreAture> (It's internal ocp is around 4.5)
[15:04:52] <KreAture> The boards are twinned for cheap production
[15:04:57] <KreAture> and fit on a controlboard
[15:05:03] <KreAture> Board takes 8 channels
[15:05:22] <KreAture> (two lpt ports)
[15:05:34] <KreAture> the other board uses microcontroller and runns it alone
[15:05:41] <KreAture> (3d printer)
[15:39:10] <andypugh> I guess you have all see that portable, folding, gantry mill?
[15:40:51] <KreAture> I got some nice steppers andypugh for making a pocket mill
[15:41:49] <andypugh> http://www.cnczone.com/forums/benchtop-machines/157385-ryans-g0704-post1231961.html#post1231961
[15:44:01] <FinboySlick> andypugh: I had seen a sort of commercial router-thing along those lines but that one's new to me.
[15:44:16] <FinboySlick> (I think it was a kickstarter project)
[15:44:27] <andypugh> That's a one-off I am pretty sure.
[15:44:46] <andypugh> I am not sure _why_ you would want a folding portable milling machine.
[15:46:18] <FinboySlick> andypugh: The kickstarter one was aimed more at setting on a surface and have it 3d-mill intricate decorative patterns into it.
[15:46:35] <FinboySlick> It was about a year ago though so I'm not sure I could find it.
[15:46:40] <andypugh> I can see that being interesting.
[15:46:54] <andypugh> Oooh! CNC tattooing machine!
[15:47:45] <FinboySlick> andypugh: I wonder if it could 3D profile me some abs ;)
[15:48:04] <andypugh> ABS abs?
[15:48:07] <FinboySlick> (as in abdominal muscles, not abs plastic)
[15:49:57] <andypugh> This is one for "There I fixed it" I think. What do you do if you have a leaky roof and an engineering department?
http://imagebin.org/297830
[15:50:39] <Connor> WTF? Really ?
[15:50:54] <Connor> That has to be for something else...
[15:51:12] <andypugh> No, there are about 20 of them all around the building.
[15:51:26] <Connor> Where does the hose go?
[15:51:38] <andypugh> The problem is that the roof leaks, and they can't resurface the roof until the rain stops.
[15:51:43] <andypugh> The hoses go to buckets.
[15:52:08] <andypugh> And the rain hasn't stopped since about November.
[15:52:10] <FinboySlick> andypugh: Typical problem for the UK I guess ;)
[15:52:16] <Connor> Oh geez.
[15:52:19] <Einar__> Andypugh: This is the kind of switch you should have on your living room lathe:
http://sjaavik.no/images/IMAG0132sm.jpg
[15:52:23] <andypugh> 45-year old flat roof.
[15:52:57] <Connor> How did they the sheet metal like that ?
[15:53:06] <andypugh> Einar__: It is, but nobody seems to try to sell old fashioned electrical gear.
[15:53:19] <andypugh> I think that they are vac-formed acrylic.
[15:53:26] <andypugh> (made in-house)
[15:53:42] <Einar__> You can have that one. It'll cost you the freight.
[15:54:03] <andypugh> Einar__: 240v coil?
[15:54:50] <Einar__> Probably, if there is a coil. I'll open it and see. Only thing I checked is it clicks in and out.
[15:55:33] <Einar__> We have 220V here in Norway. Or rather now it's 240V.
[15:56:35] <andypugh> How big is it? I have a feeling it might overlap the panel.
[15:57:17] <Einar__> I'll go get it. It's in another garage, but I have to go and turn off the dehumidifier anyway.
[16:00:49] <andypugh> Don't worry about it too much, I am quite likely to decide it is exactly right, but too ugly.
[16:01:48] * FinboySlick does a little dance as he finally finds the stupid mistake that prevented his code from working.
[16:03:01] <andypugh> So, I guess the only way is up for the Ner-a-Car
[16:03:02] <andypugh> https://plus.google.com/photos/108164504656404380542/albums/5988166686519072513
[16:03:15] <Gamma-X> I want a new vmc :(
[16:03:28] <Einar__> 95x145mm, appx95 high. No coil, just HUGE contacts! Crackle finished, but som is flaked off.
[16:03:48] <Gamma-X> haas pimped this thing out! lol
http://www.ebay.com/itm/HAAS-VF-OE-CNC-VERTICAL-MACHINING-CENTER-NEW-1998-/121289581168?pt=LH_DefaultDomain_0&hash=item1c3d6c2270
[16:04:41] <Einar__> 1.3Kg !!
[16:06:12] <Einar__> 1.1-1.5A adjustable, 500V
[16:06:40] <andypugh> A bit too big for the pane, really.
[16:06:47] <archivist> andypugh, reminds me of the mundano sills
[16:07:19] <andypugh> Yeah, and probably about as economically viable :-)
[16:07:23] <Gamma-X> anyone have experience with hardinge hc
[16:07:43] <KreAture> Einar__ !
[16:07:52] <KreAture> a norwegian if I ever saw one!
[16:08:01] <andypugh> Einar__: The exact right switch panel is:
http://www.lathes.co.uk/rivett/img14.gif
[16:09:19] * KreAture gives a hoot to Bergen
[16:09:30] <KreAture> Oslo has been just as wet as bergen in 2014
[16:09:32] <andypugh> Can you write G-code in runic?
[16:10:35] <Einar__> Don't tell me it's wet here! I know! But now I can see the moon and stars. They promise we'll have sun tomorrow. :-)
[16:10:55] <KreAture> Einar__ :
http://www.goodluckbuy.com/xb2bs542c-turn-to-released-1n-c-red-emergency-stop-mushroom-push-button.html
[16:11:03] <KreAture> No fair
[16:11:06] <KreAture> rain here
[16:11:23] <KreAture> I got a few of these buttons to test
[16:11:27] <KreAture> they are actually quite good
[16:12:15] <KreAture> The frame on the back of it is very nice and rugged so you can mount it in a box or frame and smack it hard without problems
[16:12:32] <Einar__> For machine buttons I either reuse from scrapped machine or buy name brand. Too important to use China Export stuff.
[16:12:41] <KreAture> hehe
[16:12:46] <KreAture> I put em on my tiny 3d printers
[16:12:55] <KreAture> They don't have enough force to damage anything
[16:12:58] <KreAture> but it looks cool
[16:13:02] <KreAture> hihi
[16:13:31] <Einar__> Hehe! Just put your finger in to stop it. I would not try that with mine.
[16:13:59] <KreAture> I am building this now:
http://kreature.org/projects/cnc/cnc2_12.png
[16:14:03] <KreAture> will be fingers off for sure
[16:15:20] <Einar__> If that's a router, make it stiffer in Y! Maybe one double profile on the outside.
[16:16:11] <KreAture> ?
[16:16:22] <KreAture> explain what the y is
[16:16:26] <KreAture> as I call the major axis z
[16:16:30] <KreAture> x
[16:16:31] <KreAture> x
[16:16:31] <KreAture> x
[16:16:31] <KreAture> x
[16:16:33] <KreAture> hehe
[16:16:55] <Einar__> X-Long axis, Y-short axis, Z up/down
[16:18:24] <Einar__> Your gantry will deflect sideways at the top.
[16:20:24] <KreAture> Not following you
[16:20:48] <KreAture> You mean it will deflect along it's axis as in +/-y
[16:21:13] <KreAture> yes it will, but only a tiny bit compared to if I had made the sides of normal alu plate
[16:21:24] <KreAture> I did the math and the beams are lighter and stiffer than plate
[16:21:54] <Einar__> Yes. A tube of same dim would be even stiffer.
[16:22:55] <KreAture> so I'd rather use the profiles
[16:23:10] <KreAture> especially since I can get em cut to length with high tolerance for free
[16:23:31] <KreAture> but I will be adding boxing to the y
[16:23:42] <KreAture> to make it stiff on the upper section
[16:23:57] <KreAture> and there will be triangulation on the bottom joint to the base-crossover
[16:28:16] <paul_liebenberg> Hi, I was browsing around on the internet and saw a mill that I might like to convert. Not exactly local, but in the same province. Pretty cool looking I think.
http://www.kijiji.ca/v-business-industrial/quesnel/vertical-mill-and-cnc-control/570533423?enableSearchNavigationFlag=true
[16:28:43] <paul_liebenberg> Has anyone done a conversion on a similar mill?
[16:31:55] <archivist> dont remember seeing one of those mentioned, keep pictures as you do it
[16:39:15] <andypugh> That's a pretty wild machine.
[16:39:50] <andypugh> Looks like a fun conversion if you have the space.
[16:40:07] <andypugh> And it looks pretty stiff.
[16:40:38] <andypugh> I wonder if you can use the tool axis as a 5th axis?
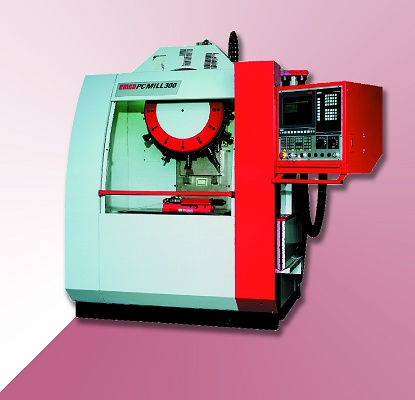
[16:41:44] <archivist> there is an emco with a similar principle but not as solid
[16:44:20] <archivist> http://www.interempresas.net/FotosArtProductos/P15596.jpg
[16:47:39] <paul_liebenberg> Yeah, I think it would be very cool, trying to get more info right now. looks pretty beefy.
[16:48:40] <archivist> beefy and the surfaces look clean
[16:48:42] <paul_liebenberg> really love your mill Andy!
[16:48:58] <archivist> and lot of cast iron for the money
[16:49:19] <Einar__> Check if you have enough current to run it! I had to scrap an Okuma as it needed 240V 120A !
[16:49:39] <Gamma-X> 120A! lol
[16:49:42] <Gamma-X> WTF!
[16:50:00] <Gamma-X> youd need your own power station.
[16:50:12] <archivist> you dont have to run at full power
[16:50:32] <Einar__> I have 3ph 64A only.
[16:50:48] <archivist> probably enough
[16:51:12] <paul_liebenberg> got a 30hp phase perfect, but also on the hunt for a little farm.
[16:51:12] <Einar__> Paid nothing, got many useful parts and a small fortune as scrap. :-)
[16:52:12] <Einar__> With those ballscrews I can probably make a small mill with the ballscrews doubling as slides.
[16:52:59] <Loetmichel> i just made myself some belt clips for my Flashlight aand my E-cigs ;-) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14754
[16:53:10] <Loetmichel> ... i love this 3mm PVC foam sheets ;-)
[16:57:32] <Deejay> gn8
[17:02:01] <Loetmichel> *HA* it works:
http://www.cyrom.org/palbum/main.php?g2_itemId=14757 ;-)
[17:07:42] <andypugh> paul_liebenberg: My mill? Which one?
[17:11:55] <KreAture> a lot of people overestimate the power on their machines
[17:12:22] <KreAture> just because you use 8 amp steppers at 48v does not mean you need 384w
[17:12:45] <KreAture> I see a lot of very odd calculations
[17:16:35] <andypugh> I think that the 750W I have in each axis is nearly enough. I wouldn't mind a touch more on the Z, as it lifts the whole table.
[17:17:04] <andypugh> But it's a lot more about torque than power.
[17:21:29] <PCW> Yeah you usually dont have high cutting forces and high speeds at the same time
[17:22:54] <PCW> A high speed router might be different
[17:29:37] <PetefromTn_> Loetmichel that reminds me of the fanny pack only cooler LOL..
[17:30:00] <Loetmichel> the fanny pack is pure fat
[17:30:09] <Loetmichel> <- should shed some weight ;)
[17:32:39] <PetefromTn_> hehehe
[17:38:13] <butts> if you have steppers you can figure out the max wattage
[17:38:25] <butts> ...who changed my nick to butts?
[17:40:30] <somenewguy> you can just take the rated voltage of the motor, usually between 3-5, maybe up to 10 on abig motors? I'm notsure
[17:40:38] <somenewguy> and multiply it by the rated current
[17:41:04] <somenewguy> that is the max wattage the motor should want, then factor in how many motors and whatever saftey factor you want, voila minimum psu rating
[17:41:41] <somenewguy> so wattage = (rated v) * (rated current)
[17:42:01] <zeeshan|2> P = v I
[17:42:09] <somenewguy> if you don't konw the rated voltage, then you need to know the resistance
[17:42:31] <Loetmichel> somenewguy: for example: i had 3 steppers with 3,5V 2A each phase running on a 32V 2A SMPS
[17:42:44] <somenewguy> with resistance, it is
[17:43:08] <somenewguy> power = (resistance) * (rated current) * (rated current)
[17:43:17] <somenewguy> power = wattage, sorry
[17:43:48] <somenewguy> of course someone should check my math, but I am 90% sure thats right
[17:45:00] <somenewguy> rated voltage isn't always listed, so rated current is a bit more common in my experience. and while you CAN measure resistance, your number will be wrong, I promise your meter is not good enough
[17:49:29] <KreAture> Loetmichel !
[17:49:58] <KreAture> Loetmichel
http://kreature.org/projects/cnc/cnc2_12.png
[17:50:03] <KreAture> getting better ?
[18:18:31] <paul_liebenberg> andy, the harrison.
[18:57:14] <andypugh> paul_liebenberg: (Slow conversation). Yes, I am actually rather happy with how that turned out. For about the same as I paid for the Chinese (maybe Indian) machine I got something made out of a lot more metal by folk who actually knew how to make machine tools.
[19:00:22] <andypugh> somenewguy: But: You don't run all the motors flat out all the time (Actually, with steppers you do, and then the power requirepmet drops with speed.....) But the real power requirement is probably motor current and PSU voltage, rather than any of the other 4 combinations.
[19:10:04] <zeeshan|2> 5/32
[20:05:33] <s1dev> trying to figure out a method to mounting these without drilling into the bed of my lathe
[20:05:33] <s1dev> http://www.shars.com/products/view/2401/8quot_Horizontal_Digital_Machine_Scale
[20:07:03] <s1dev> any ideas?
[20:07:10] <andypugh> Just drill into the bed of your lathe
[20:07:52] <andypugh> It's metal, it doesn't care. Why do you care?
[20:08:00] <andypugh> (it's your lathe)
[20:09:16] <andypugh> But: Two things: 1) Remote reading is better. 2) why not just go CNC?
[20:09:24] <s1dev> 1) money 2) money
[20:10:21] <s1dev> this is probably just going to be a stopgap solution until I can get full length scales
[20:11:09] <s1dev> *full length real scales
[20:11:12] <andypugh> Encoders on the screws linked to LinuxCNC might be cheaper.
[20:11:36] <andypugh> (and remote, and mappable to screw error)
[20:11:52] <s1dev> it's a 50 year old rack/leadscrew
[20:12:08] <andypugh> So? Map it :-)
[20:12:18] <s1dev> hmm
[20:12:41] <andypugh> No, that won't work if you have rack and screw. Sorry.
[20:13:02] <s1dev> I've got a rack/pinion and then a leadscrew for powerfeed
[20:13:22] <s1dev> got a link for encoders?
[20:13:48] <andypugh> No shaft-drive powerfeed?
[20:15:04] <andypugh> There are too many encoder options.
[20:16:01] <andypugh> The cheapest + maximum effort is maybe $5 USB webcam and OCR of the existing feed screw dials.
[20:16:40] <andypugh> And as you spend more money the required effort decreases
[20:21:31] <andypugh> Plan A up there isn't stupid. Given the right track design and a camera that measures both pattern and pixel offset and a
http://en.wikipedia.org/wiki/De_Bruijn_sequence then a webcam can be a marvllous absolute rotary encoder.
[20:22:23] <andypugh> I am pretty sure that this is what
http://www.renishaw.com/en/resolute-absolute-optical-encoder-how-it-works--10934 uses
[20:23:44] <s1dev> I don't think I'd have room to mount that to the carriage
[20:24:43] <s1dev> http://2.bp.blogspot.com/-eDjDd76M-40/UAvMcdpfP_I/AAAAAAAAEeY/phEeV_bbA1g/s1600/lathe.jpg this is about the model I have
[20:25:53] <andypugh> That's too clean :-)
[20:26:56] <s1dev> yeah, put about 50 years of rust and flaking paint on that, make it sorta green looking and you kinda have mine
[20:27:05] <andypugh> Ah!
[20:27:34] <andypugh> I hope yours laks the stupid spring on the chuck key?
[20:29:13] <s1dev> something like that..., less stupid spring, more like ineffective theoretically self-ejecting chuck key
[20:29:16] <andypugh> s1dev: I am not sure that the scales you linked give you very much on the spectrum between full-manual and full-CNC.
[20:29:50] <s1dev> I'm just interested in knowing where I am lengthwise
[20:30:12] <andypugh> yeah, Z is more of an issue than X on a lathe.
[20:30:39] <s1dev> my crossfeed has a scale on the handle
[20:31:24] <s1dev> but yeah, if I were to CNC it, it would be problematic
[20:31:34] <andypugh> This (but cheaper) would be useful
http://www.ebay.com/itm/Kubler-Draw-Wire-Encoder-TD5-2501-2421-1000-/120522023033?pt=BI_Control_Systems_PLCs&hash=item1c0fac2079
[20:32:26] <andypugh> Do you plan to go full-CNC in the future?
[20:32:44] <s1dev> it doesn't hurt to plan
[20:33:01] <s1dev> although not in the near future
[20:33:09] <s1dev> *immediate
[20:33:16] <andypugh> Which basically boils down to can you put a computer and monitor on the lathe
[20:33:24] <s1dev> yes I can
[20:33:41] <s1dev> which would be nice so I don't have to print out any cad drawings
[20:33:52] <s1dev> *nice anyway
[20:34:54] <andypugh> Then maybe a parport software encoder counter and encoders on the screws (accepting that in rack feed you don't know where you are) is a good, cheap, extensible, interim solutiion
[20:35:43] <andypugh> Given that in traditional lathe work you don't use the rack if you really care about Z length.
[20:36:35] <s1dev> why is that? (I'm still getting this lathe up and running)
[20:38:26] <andypugh> Mainly because you can't.
[20:39:10] <s1dev> I visited a machine shop today to get a part machined and this guy had a dial gauge for his Z
[20:39:11] <andypugh> Traditional lathes are astonshingly bad at putting shoulders in the right place.
[20:39:27] <somenewguy> andypugh, not quite, a 3 axis move below your max speed, or at a low speed will draw full current on all motors, although such moves are uncommon, you at least need 2 axis
[20:39:49] <somenewguy> the current drop off shouldn't happen till the end of your useable speed range I suspect, as it can be pretty rapid
[20:40:31] <andypugh> somenewguy: My current policy is to eschew steppers :-)
[20:41:13] <somenewguy> showoff
[20:42:13] <s1dev> how much would it cost to CNC my lathe, just X and Z
[20:42:18] <andypugh> s1dev: Sorry, I need to sleep now.
[20:42:24] <s1dev> preferrably using servos
[20:42:24] <s1dev> okay
[20:42:41] <s1dev> sleep is good, I can attest to why lack of is bad
[20:45:35] <andypugh> But steppers, at that size, keeping the existing screws,
http://www.ebay.com/itm/2-Axis-Stepper-Motor-CNC-Kit-570-oz-in-/161240848834?pt=LH_DefaultDomain_0&hash=item258ab419c2 or simialr (first hit, do your own shopping) looks close. Add the same again to convert to ballscrews. But in typical lathe-work you can get away with the original screws much more than with a mill,
[20:46:08] <s1dev> hmm, I just thought about maybe just hooking up a joystick or something for manual lathe work
[20:46:14] <s1dev> that would be neat
[20:46:59] <andypugh> Actually, I don't think it would work anywhere nearly as well as you imagine :-)
[20:47:37] <s1dev> sure, you don't really feel it, but a large video game joystick
[20:48:22] <s1dev> I guess I'll figure that out when I get to it
[20:48:33] <andypugh> I do a lot more lathe work than mill work, but i don't use G-code. I run pre-programmed facing/turning/boring/threading cycles
[20:48:43] <humble_sea_bass> w hat kills it is the need to constantly change the feed rate
[20:50:18] <PetefromTn_> Okay folks.. Been playing with this damn toolchanger here this evening!!
[20:51:05] <andypugh> s1dev:
http://www.linuxcnc.org/index.php/english/forum/41-guis/26550-lathe-macros is how my setup looks, but there are other options that suit other worksreams. i nearly always do one-offs. Other options are better at assembling production options.
[20:52:11] <PetefromTn_> I managed to test the wiring to the toolchanger motor and it works great in both forward and reverse...
[20:52:30] <PetefromTn_> Trying to figure out the best way to wire it up permanently now.
[20:52:35] <s1dev> in your setup do you have an encoder on the spindle and do you use a VFD to control the rpm?
[20:54:50] <humble_sea_bass> that is really gangster andy
[20:55:06] <humble_sea_bass> like straigh up east LA
[20:57:33] <andypugh> s1dev: In my setup I have both. You need an encoder for threading. You can do constant surface feed with just a well-tuned VF
[20:57:35] <andypugh> D
[20:58:17] <andypugh> humble_sea_bass: Your cultural references mean nothing to me
[20:59:00] <humble_sea_bass> http://www.impawards.com/1987/posters/born_in_east_l_a_xlg.jpg
[20:59:02] <s1dev> my lathe is currently lacking a few gears and a compound, to replace those would cost me somewhere in the region of $400
[20:59:24] <s1dev> but if that's about the cost of a CNC conversion
[20:59:50] <s1dev> then it seems more advantageous to just do the conversion instead
[21:00:15] <andypugh> Indeed, if nothing else a conversion to electronic leadscrew makes sense.
[21:01:56] <andypugh> I really do need to log off. Night all
[21:02:08] <humble_sea_bass> night
[21:35:04] <PetefromTn_> Well I did not remember but I already hooked up all of the outputs from the 7i77 to the solid state relay bank in the electronics enclosure....
[21:36:01] <PetefromTn_> So I think now I can test the toolchanger carousel with software control. Gonna get it buttoned up and while I am back there go ahead and hookup the prox switches since I know what they are now to power and then check their operation with a VM.
[21:36:51] <s1dev> so what do I need in the way of electronics for a cnc conversion?
[21:36:56] <s1dev> using steppers
[21:46:15] <PetefromTn_> Just noticed that there is indeed a tool umbrella out and in sensor pair back there...
[22:17:19] <PetefromTn_> Okay I think I just figured out what the last wire in the machine does YEAH!!!
[22:18:57] <PetefromTn_> I just gotta get the prox sensors sorted out now as far as whether they are PNP or NPN and I can hook up all of them to the 7i77. The relays are all hooked up for the toolchanger now and the motor for the toolchanger is hooked up too..
[22:19:33] <PetefromTn_> I should be able to get the prox sensors sorted out tomorrow afternoon and get them hooked up.
[22:20:00] <PetefromTn_> There is one pair of them that actually only has two wires in each sensor for the ram in and ram out function.
[22:20:30] <PetefromTn_> What actually gets back to the control is only one wire per sensor so I guess they are just some kinda simple switch.
[22:20:47] <PetefromTn_> The wires appear to be grounded inside the connector somehow.
[22:21:38] <PetefromTn_> I think they may have set them up to use the same grounds that the once per pocket prox sensor uses in the plug to avoid having to have two more wires going into the enclosure.
[23:57:12] <jonasthomas> hello, I'm farting around with my beagle bone with Linuxcnc loaded on it. I'm running a VNC on my laptop and I wanted to fire up linuxcnc running on the BBB and displaying on my latop. I got a error message very close if not identical to this.
http://www.marshut.com/vsxhw/i-can-t-open-linuxcnc-on-my-bbb-via-ssh.html I think I'm missing something overbious here. Any Ideas?.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}