Back
[01:56:53] <s1dev> how are small dovetails with fillets on the corners machined?
[01:57:25] <s1dev> small as in 4mm at the top, 16mm at the base, and a 2mm fillet'
[03:23:12] <syyl-> 4mm wide on top?
[03:23:17] <syyl-> 16mm on bottom?
[03:23:40] <syyl-> sounds like shaperwork ;)
[03:23:45] <syyl-> or wire edm
[03:57:50] <CHNCguy> morning guys
[05:33:05] <jthornton> morning
[05:41:28] <Deejay> moin
[07:14:46] <PetefromTn_> Morning to my fellow CNC junkies!!
https://www.youtube.com/watch?v=jIgRTPglVaI#t=42
[07:15:56] <archivist_herron> CNC junkies...I still use files and punches and other hand tools
[07:19:33] <PetefromTn_> then you need to step into the light of the new technology my friend ;)
[07:21:06] <archivist_herron> can be fun making something that looks hand made on the cnc
[07:25:27] <PetefromTn_> I like the CNC for making things that would be near impossible to make by hand LOL...
[07:35:59] <_methods> i like cnc cause i'm too lazy to stand there and crank those damn handles
[07:39:41] <PetefromTn_> I hear ya there man.. Just making those wheels I make I used to do it with a yuasa super accra dex spacer I had and I remember cranking that handle around an awful lot to index everything..
[07:42:35] <MattyMatt> indexing on a wheel looks awfully error-prone to me. I'd forget if I'd turned it already
[07:43:11] <MattyMatt> I guess you can usually go back if you miss cutting a tooth
[07:45:02] <MattyMatt> I saw an old woodgears vid where he had a stepper driving his box joint jig, but his later versions all use hand cranked wooden gears
[07:47:04] <_methods> yeah i never had the attention span to cut gears
[07:47:14] <_methods> always forget where i was at an what pass i was on
[07:49:12] <MattyMatt> dro on an indexer would help :)
[07:49:29] <_methods> all i ever had was those old super spacers
[07:49:48] <_methods> every time i had to set one up i had to remember how to use the plates again lol
[07:50:19] <MattyMatt> maybe with a clockwork escapement so you just whack a lever and it automatically count the turns and holes, so you can keep your tooth & pass numbers in your head
[07:51:03] <MattyMatt> yeah cnc ftw. humans are weak
[07:53:44] <MattyMatt> hmm afaict, I could bore out my lathe spindle and chuck to pass 16mm or 5/8" stock
[07:54:31] <MattyMatt> chuck bore is already > 15mm, and the narrowest part of my spindle is ~13mm
[07:55:21] <MattyMatt> 16mm bore would be very handy
[07:55:54] <miss0r> Do any of you know a good tutorial for converting pcb design from diptrace to some G-code where isolation milling is done?
[07:56:53] <MattyMatt> I'd expect you'd need to get it into Eagle first, and then use a tute from there
[07:57:13] <miss0r> hmm... Alright. Thank you
[07:57:46] <MattyMatt> I'm sure everyone else I've seen doing it uses eagle
[08:04:10] <_methods> i'm using pcb-2gcode
[08:04:25] <_methods> it has limited control of toolpathing
[08:04:27] <_methods> but it works
[08:04:59] <_methods> i havne't been able to find anything that outputs good clean dxf's or some file format that works well with cam programs
[08:05:15] <_methods> seems like everything i try dead ends somewhere
[08:05:38] <_methods> so i just do the eagle->pcb-2gcode->linuxcnc route
[08:06:05] <miss0r> And that handles quite nice isolation milling?
[08:06:11] <_methods> yeah it does ok
[08:06:24] <_methods> it's working so far
[08:06:29] <_methods> but i haven't tried anything crazy
[08:06:43] <_methods> just simple pcbs
[08:06:45] <miss0r> That is my middle name :)
[08:07:24] <_methods> https://www.dropbox.com/s/k2vx91nk5g48p9n/2014-03-04%2020.05.40.jpg
[08:07:30] <_methods> that's one of the first pcb's i cut
[08:07:38] <_methods> i was using a dead centerdrill lol
[08:07:48] <_methods> i recommend using something better than that hehe
[08:08:18] <miss0r> hehe. I have no idea what I will do. I am going to try my first milling _ever_ in a few hours, when my brand spanking new chinese something mill araives
[08:08:47] <_methods> yeah some pcb micro drills and engraving bits work wonders
[08:09:02] <_methods> center drill will work though it that's all you have
[08:09:21] <_methods> i had no fixturing for that i just taped it down so i couldn't get too aggressive
[08:09:52] <miss0r> oh dear god pcb2gcode works in inches x(
[08:09:57] <_methods> nah
[08:10:00] <_methods> you can change it to metric
[08:10:09] <_methods> i run mine in metric
[08:10:14] <_methods> it will also work in mils
[08:10:28] <_methods> apparently electronics monkeys still call .001" a mil
[08:10:57] <_methods> and they say machinists are stuck in the past
[08:11:06] <miss0r> ^^
[08:11:26] <miss0r> i'll be back in a bit my dog will start using the floor if I do not walk her now
[08:19:09] <PetefromTn_> Ooh perish the thought it is in inches.....LOL
[08:21:36] <archivist> one should be multi dimensional, inches, french inches, metric, lines, mil (linear), mil (angle), degrees, radians.....
[08:21:58] <archivist> and all the others
[08:22:57] <jdh> well, maybe not french inches.
[08:23:48] <miss0r> within eagle, what should I export to in order to convert it with the pcb2gcode?
[08:24:32] * archivist would read the pcb2gcode docs
[08:24:41] <miss0r> indeed. Thank you
[08:24:58] <_methods> just run the pcb-togcode-setup.ulp
[08:25:01] <_methods> or soemthing liek that
[08:25:14] <_methods> that's where you set all the settings for the toolpaths and unit
[08:25:19] <archivist> jdh I think the french inch relates to what is now 25mm
[08:25:49] <archivist> it is a historical unit :)
[08:26:44] <_methods> it's pretty easy to set up
[08:27:06] <_methods> however i couldn't get it to work on 2 computers running windows7 64bit
[08:27:13] <_methods> so i guess i'm a liar
[08:27:32] <JT-Shop> wow that air filter I put behind the box fan is black with dust... it works
[08:27:34] <miss0r> i'm running debian and ubuntu. So I think i'm out of the woods there
[08:27:38] <_methods> yeah
[08:27:45] <_methods> it ran fine on my xubuntu setup
[08:28:08] <_methods> not sure what the deal was with windows i never could find a good answer
[08:30:00] <miss0r> this pcb-togcode-setup.ulp something. Well, I installed the one that is oficially a part of debian.
[08:30:33] <_methods> ahh
[08:30:40] <_methods> http://pcbgcode.org/read.php?12,803
[08:30:45] <_methods> that's the one i'm talkin about
[08:31:05] <_methods> pcb-gcode-setup.ulp is the ulp you need to run in eagle teh first time you run it
[08:31:14] <_methods> you're using the standalone program i think
[08:31:23] <miss0r> ahhh. so something that is build in with eagle - smart
[08:31:27] <_methods> yeah
[08:31:34] <_methods> it's like an eagle plugin
[08:32:23] <Deejay> re
[08:32:52] <_methods> pcb2gcode should work as well though
[08:33:09] <_methods> i think you can do voronoi traces with that one
[08:33:13] <_methods> i haven't used it yet
[08:33:22] <_methods> it's on my list of things to do lol
[08:34:06] <_methods> i think it's an offshoot of cam.py maybe?
[08:35:14] <_methods> i think you can use cam.py with dxf or gerber
[08:35:28] <_methods> good luck getting a clean dxf out of any of that damn ecad software
[08:39:29] <archivist> export gerber from any pcb package
[08:42:40] <_methods> yeah
[08:42:55] <_methods> gerber seems to be the standard for those electro monkeys
[08:43:36] <_methods> and i got it to work with win7 guess it was a folders permission thing
[08:49:06] <miss0r> hmmm... I have loaded a project from eagle into the linuxcnc. But it is placed outside of what area I can work. How do I correct?
[08:52:48] <miss0r> It's like, all the X numbers are in the negative, and That is outside of my work area, can I somehow correct this?
[08:53:26] <_methods> flip in settings
[08:53:38] <_methods> or home your machine to machine home
[08:53:44] <_methods> then set up a work offset
[08:53:50] <_methods> and work wherever you want
[08:54:07] <_methods> and they do that for the top and bottom
[08:55:12] <miss0r> Erh. I can't find the flip option. But I would rather like to work with the offset. I can't make it home to machine home(I don't know how)
[08:55:14] <_methods> your top and bottom etch should use a zero point that are opposite
[08:55:29] <_methods> so you can zero off the same corner
[08:55:35] <_methods> when you flip the part
[08:56:22] <_methods> do you work with cnc machines? or is this your first machine?
[08:56:32] <miss0r> First one ever
[08:56:35] <_methods> oh
[08:57:01] <_methods> um explaining work offsets is probably not something for in here
[08:57:20] <_methods> it's a bit much to explain
[08:57:36] <miss0r> No worries. I will find a nice thick manual. I have told the misses I won't be reachable for a forseeable future ;)
[08:57:41] <_methods> haha
[08:57:53] <JT-Shop> _methods,
http://gnipsel.com/linuxcnc/g-code/index.html
[08:57:55] <_methods> yeah work offsets is an important thing to understand
[08:58:07] <miss0r> I have a friend who works with CNC professionally, he will come over tonight
[08:58:13] <_methods> yeah
[08:58:16] <_methods> good idea
[08:58:27] <_methods> tool offsets and work offsets can be confusing at first
[08:58:28] <miss0r> I think I understand the principle, but I am unaware how to configure it
[08:58:55] <_methods> that link he posted would be very helpful for you
[08:59:02] <_methods> JT-Shop: thank you
[08:59:20] <MattyMatt> I always have to unhome all axis so I can move out of the default quadrant. I defined my machine as 0 to xxx and 0 to yyy and so I can't jog left or back until I unhome
[08:59:48] <MattyMatt> I ought to fix that, put 0,0 in the middle over my vice
[08:59:48] <_methods> i'm guessin his machine has limit switches
[09:01:04] <MattyMatt> you're never supposed to hit them tho, are you? they are like buffers on a railway line
[09:01:18] <MattyMatt> home switches is a different matter
[09:01:19] <_methods> well depends on the machine
[09:01:23] <_methods> you can have soft limits
[09:01:26] <_methods> hard limits
[09:01:41] <_methods> like you are using soft limits
[09:02:45] <_methods> bhttps://www.buildyourcnc.com/PrimeronHomingandLimitSwitches.aspx
[09:03:21] <_methods> you don't really need them on like a little desktop machine
[09:03:26] <_methods> but it makes homing easier
[09:03:39] <_methods> and more repeatable
[09:03:46] <_methods> than just moving to some marks
[09:04:50] <miss0r> This is good reading. I will move this party to the work area...
[09:04:57] <_methods> haha
[09:05:00] <_methods> good luck
[09:07:01] <miss0r> �'ll need it
[09:07:27] <CaptHindsight> why would someone spec a 10mm pitch ballscrew with a 200 step/rev motor at 0.005" resolution? 10mm / 200 = 0.05mm = 0.002"
[09:08:35] <CaptHindsight> SFU1610-C7 ballscrew by the way
[09:09:39] <CaptHindsight> 0.005" = 0.125mm or 125um
[09:10:54] <archivist> because they expect a woodwork router as the application(reprapcrap)
[09:24:31] <MattyMatt> I got a 10mm pitch ballscrew on one of my dremel pusher axis. it's a good speed
[09:24:41] <MattyMatt> with a stepper
[09:25:34] <MattyMatt> for woodwork and reprap :)
[09:28:42] <MattyMatt> archivist, you'll love this scheme maybe. I'm gonna reprap some ballnuts, and make the ballscrews out of delrin on a lathe
[09:29:12] <MattyMatt> end result, ballscrews that are just fit to use on another reprap
[09:29:42] <MattyMatt> fishing line is becoming popular, it's cheaper than belts :)
[09:30:28] <skunkworks__> jeeze...
[09:30:53] <MattyMatt> prestretched fish line, none of your rubbish
[09:32:14] <MattyMatt> it works quite well apparently, although nobody compensates for the wrap on the drive wheel creeping along the reel
[09:32:19] <CaptHindsight> archivist: repcrap
[09:32:35] <_methods> that room...........
[09:32:50] <_methods> i go in there to view the stoopid
[09:33:13] <CaptHindsight> it's just too painful for me, I tried to help
[09:33:22] <_methods> i don't help i just troll
[09:33:32] <_methods> but even troll'n in there is painful
[09:34:35] <MattyMatt> lots of kids in there. I try to be helpful
[09:35:47] * _methods purely view for entertainment anymore
[09:37:14] <humble_sea_bass> what room?
[09:37:36] <CaptHindsight> repcrap
[09:37:57] <humble_sea_bass> JOIN the #MAKER #MOVEMENT
[09:38:20] <humble_sea_bass> vacuous feel good canned projects
[09:38:21] <CaptHindsight> please no, what did I do?
[09:38:44] * archivist giggles
[09:38:47] <CaptHindsight> they also get mad at you if you know what you're doing
[09:38:53] <_methods> no shit
[09:39:02] <_methods> had one guy argue with me about g28
[09:39:04] <humble_sea_bass> why you holding it over them
[09:39:29] <CaptHindsight> there are few ring leaders that lead the masses there selling their kits
[09:40:00] <_methods> those deltabot guys........omg
[09:40:09] <_methods> they are like a damn cult
[09:40:52] <humble_sea_bass> CaptHindsight: When you asked about maker spaces here in the city I nearly had a conniption because they are full of terrible people
[09:41:01] <humble_sea_bass> the makerbot ppl are the worst though
[09:41:42] <_methods> oh man
[09:41:47] <CaptHindsight> http://smoothieware.org/smoothieboard http://trinitylabs.com/ etc etc
[09:41:49] <_methods> yeah they're all pretty bad
[09:42:01] <_methods> the makerstoolworks guys are not bad though
[09:42:05] <_methods> i hang out in there room
[09:42:09] <CaptHindsight> I never joined the two near me
[09:42:11] <_methods> they seem fairly grounded
[09:42:33] <_methods> and they don't try and shank people on the stuff they sell
[09:42:59] <CaptHindsight> I showed up for a noobie day open house and they asked me what I wanted to work on
[09:44:19] <humble_sea_bass> did you know that 3d printers will cure homelessness
[09:44:39] <humble_sea_bass> click on this link at makemagazine to find out how
[09:44:40] <CaptHindsight> oh yeah, it's like Jesus in a box
[09:44:51] <skunkworks__> CaptHindsight, dad has been tinkering on the matsuura.. I gave him a 101 on how to edit/enter programs.. (doing some wood working..)
[09:45:18] <skunkworks__> it is almost identical to the older fanuc we have here.
[09:45:33] <CaptHindsight> skunkworks: nice, I'm looking at another 710 in NY
[09:46:29] <skunkworks__> the loudest thing on it is the spindle fan..
[09:46:42] <skunkworks__> the actual spindle is pretty quiet
[09:46:44] <CaptHindsight> heh, yeah, it gets to me sometimes
[09:47:13] <CaptHindsight> does yours have a hydraulic pump?
[09:47:16] <skunkworks__> no
[09:47:21] <_methods> oh man they really think those 3d printers aare important
[09:47:27] <_methods> good for making junk
[09:47:37] <skunkworks__> everything is air
[09:47:45] <_methods> i made a magnifying glass bracket
[09:47:48] <humble_sea_bass> _methods: TAKE IT BACK
[09:47:52] <_methods> got a lump on my forehead
[09:47:58] <_methods> when it broke
[09:48:05] <_methods> and glass smashed me in the head
[09:48:09] <CaptHindsight> the best FDM application so far is carbon fiber infused thermoplastics
[09:48:48] <_methods> i am about to make some hold downs and clamps for my pcb mill with it though
[09:49:02] <CaptHindsight> http://www.3ders.org/articles/20140218-mark-one-the-world-first-carbon-fiber-3d-printer-now-available-for-pre-order.html
[09:49:15] <_methods> yeah i heard taht was a big lie
[09:49:37] <CaptHindsight> maybe that one is
[09:49:42] <_methods> i have no idea
[09:49:47] <_methods> really don't care about 3d printers
[09:49:52] <humble_sea_bass> tactical carbon candle holder
[09:49:54] <humble_sea_bass> gg
[09:49:55] <_methods> i just made one to see what it was alla bout
[09:50:01] <_methods> i did make a morgan
[09:50:07] <_methods> so i could do a scara one
[09:50:38] <_methods> it looks cool while it's printing garbage
[09:51:33] <humble_sea_bass> it is low effort, don't know how to design or manufacture anything? go to reprap.com
[09:51:39] <_methods> yeah
[09:51:47] <_methods> thingiverse
[09:52:11] <CaptHindsight> I work on real 3d printers to make actual products
[09:52:43] <CaptHindsight> SLS, SLA, DLP, FDM etc hybrids
[09:52:48] <CaptHindsight> most of the work is in the materials
[09:52:55] <PetefromTn_> never seen that morgan before. Looks like a piece of crap but an interesting design anyway.
[09:52:56] <CaptHindsight> the machines are similar to machine tools
[09:53:20] <CaptHindsight> you just build them like legos using all the similar automation parts
[09:53:42] <CaptHindsight> by the recrap stuff is really misleading everyone
[09:53:45] <humble_sea_bass> one of my uncles works a sykorsky and their metal 3d printer tickled me
[09:54:17] <_methods> oh the morgan was fun
[09:54:25] <PetefromTn_> Ooh look I built a cnc with toothpics elmers glue and pipe cleaners and printed a diamond LOL...
[09:54:28] <_methods> i mean it's a 3d printer they all make junk
[09:54:38] <_methods> unless you have a real sls one of course
[09:55:18] <CaptHindsight> and tissue engineering is really making progress
[09:55:28] <_methods> it has it's applications
[09:55:28] <humble_sea_bass> that stuff is nuts
[09:55:33] <_methods> just like toilet paper
[09:55:40] <humble_sea_bass> the tissue printing
[09:55:44] <_methods> i wouldn't use it to make a bracket
[09:55:49] <_methods> but i would wipe me ass with it
[09:56:03] <PetefromTn_> what surprises me is I have seen people interested in making 3d printer head attachments for milling machines and they say it is not worth it yet they make them from shit like that...
[09:56:05] <humble_sea_bass> like I can't wait to get that 3rd arm
[09:56:13] <CaptHindsight> _methods: you don't want a liver shelf bracket or a spleen bookend?
[09:56:18] <_methods> hahah
[09:56:21] <PetefromTn_> LOL..
[09:56:27] <_methods> organic magnifyin glass bracket
[09:56:33] <_methods> i still have a lump from my last one
[09:56:41] <humble_sea_bass> soldering will be so much easier
[09:56:43] <_methods> fuckin 3d printer
[09:56:57] <PetefromTn_> Cracks me up..
[09:57:21] <_methods> ah just got a cool 3rd hand on amazon
[09:57:26] <CaptHindsight> I'm printing circuit boards now using only liquids
[09:57:26] <_methods> not sure how it will work
[09:57:33] <humble_sea_bass> i made curtain hooks with a 3d printer. wold peace achieved
[09:57:36] <humble_sea_bass> africa, fed
[09:57:59] <PetefromTn_> no shit you fed all of Africa huh...
[09:58:08] <PetefromTn_> Well I guess that problem is thwarted...
[09:58:25] <CaptHindsight> as long as they keep eating shower curtain hooks....
[09:58:58] <CaptHindsight> no really they are vitamin rings
[09:59:10] <humble_sea_bass> communism defeated, maximum eagles achieved
[09:59:22] <CaptHindsight> NEXT!
[09:59:49] <CaptHindsight> silent corduroy for the military?
[10:00:01] <humble_sea_bass> already patented
[10:00:13] <humble_sea_bass> swishin' magazine out of busines
[10:01:08] <PetefromTn_> Man I was born at the wrong time.....I could have sure used some a dat silent corduroy when I was a kid.
[10:02:32] <PetefromTn_> I would not mind having a Yoda head bust tho...I love Star Wars!
[10:02:51] <humble_sea_bass> have some pride dog. cord pants & jacket combo was the best best best
[10:03:17] <PetefromTn_> Like I said man I was born at the wrong time...
[10:03:41] <humble_sea_bass> so good i put on a jackt in a tropical country when i was growing up because thats what I thought being full blown american was about
[10:03:50] <CaptHindsight> http://galleryplus.ebayimg.com/ws/web/121055451974_1_0_1/1000x1000.jpg they want $166 for just that yellow UHMW valve body
[10:04:23] <humble_sea_bass> 3d print it and forgetit
[10:04:28] <PetefromTn_> CaptHindsight Were'nt you bitching about that yesterday...What are you waiting for...PRINT ONE!!
[10:04:29] <CaptHindsight> they said it was "machined" as the reason for the cost
[10:05:21] <CaptHindsight> heh, they said I could try, like machining requires some special magic
[10:05:44] <PetefromTn_> Doesn't it? I mean it requires some thought...
[10:06:17] <humble_sea_bass> echo "Machining is magic" > reprap.txt
[10:06:21] <CaptHindsight> yeah, I guess thought for many is magic
[10:06:56] <PetefromTn_> Around here it is LOL...
[10:07:42] <humble_sea_bass> so who is in charge of the linuxcnc clothing shop
[10:08:03] <humble_sea_bass> "machining is magic" sequin shirts coming down
[10:08:03] <CaptHindsight> put me down for two t-shirts and 2 caps
[10:08:27] <PetefromTn_> I live right at the corner or Hey my sister is sexy and uh...Boy you got a pretty mouth LOL...
[10:08:44] <_methods> hah
[10:08:44] <PetefromTn_> of
[10:08:54] <_methods> 3d printer country eh
[10:09:10] <PetefromTn_> Nah I don't think it has evolved that far just yet.
[10:09:16] <_methods> heheh
[10:09:54] <PetefromTn_> My wife is a nurse and she tells me stories about the locals you would not believe....
[10:10:34] <CaptHindsight> the makerspaces all seem to attract the kids that think software is science
[10:10:37] <skunkworks__> Thats my Daddy brother!
[10:10:54] <_methods> yeah our makerspace has a drill press..........
[10:11:02] <_methods> you can make a lot with that
[10:11:02] <PetefromTn_> Starting to think I should slash the price on my house just to get the hell outta here sooner...
[10:11:11] <CaptHindsight> heh, remember that skit on SNL about the backwoods ER?
[10:11:56] <CaptHindsight> http://snl.wikia.com/wiki/Appalachian_Emergency_Room
[10:11:59] <jdh> Pete: .fl.us might not be all you reemmeber it
[10:12:28] <humble_sea_bass> 3rd Ward was this kind of maker space in brooklyn
[10:12:33] <_methods> kinda rough job market down there
[10:12:49] <humble_sea_bass> and they had decent tools, but went belly up
[10:13:00] <_methods> yeah i read about that
[10:13:15] <_methods> you almost need a free space to survive i think
[10:13:25] <humble_sea_bass> they had some sucker lined up for funding though bcause they blew a ton of money designing a new building and gettting it engineered
[10:13:25] <_methods> our makerspace is always limpin along
[10:13:29] <CaptHindsight> isn't there one in manhattan around 14th and 7th?
[10:13:39] <PetefromTn_> Long story down I got electricuted and I smelled like burnt popcorn....That's hilarious!!
[10:14:27] <PetefromTn_> http://screen.yahoo.com/appalachian-emergency-room-no-time-000000803.html
[10:14:41] <_methods> i did my paramedic rotations in flat bush
[10:14:50] <_methods> oh jeebus did i see some silly shit
[10:14:55] <humble_sea_bass> 3rd ward
[10:15:18] <_methods> queens county hospital
[10:15:20] <_methods> insanity
[10:15:22] <humble_sea_bass> I don't think that is them Capt
[10:17:18] <humble_sea_bass> flatbush? isn't that kings county
[10:17:37] <_methods> i did my ER rotations at queens
[10:17:37] <PetefromTn_> from 2:30 on that one is a crackup..
[10:17:49] <_methods> ambulance in flatbush
[10:17:55] <humble_sea_bass> ah
[10:18:05] <_methods> little shits throwin bottles at us from the roofs
[10:18:35] <_methods> maroons
[10:18:49] <_methods> i'mprobably coming to save oneof your relatives and you throw bottles at me..........
[10:18:55] <humble_sea_bass> good news, gentrification drove them out and it is simply unaffordable now
[10:19:01] <_methods> haha
[10:19:07] <_methods> google moved in?
[10:19:16] <humble_sea_bass> Ira Glass
[10:19:32] <_methods> who will shit in the elevators now
[10:19:48] <humble_sea_bass> from this american life, jar aburad from radio lab, probably some 3d printers too
[10:20:02] <_methods> hehe
[10:20:05] <PetefromTn_> Still waitin' on Gentrification here...
[10:20:06] <humble_sea_bass> i know makerbot has their shop one block away from flatbush
[10:20:10] <humble_sea_bass> i shit you not
[10:20:19] <_methods> blow it up
[10:20:21] <PetefromTn_> where is this Flatbush..
[10:20:25] <_methods> hell
[10:20:31] <_methods> right in the middle of it
[10:20:56] <_methods> or it was when i was there lol
[10:21:11] <_methods> sounds like it's all fancy now
[10:26:52] <humble_sea_bass> flatbush is this long ass avenue that runs from the manhattan bridge al the way across brooklyn
[10:28:05] <humble_sea_bass> near the downtown, it used to be full of poor brown ppl, but now the Nets have an arena in the area, and developers have deemed it hip, so basically you can't afford to live there, let alone buy a house
[10:28:30] <humble_sea_bass> and there is 3d Printing going on in the hood
[10:28:37] <humble_sea_bass> so you know what a slippery slope that is
[10:30:03] <PetefromTn_> DUde you are making me blow my cereal milk outta my nose here. You should be a stand up comic!!
[10:30:37] <PetefromTn_> 3d printin' going on in the hood... PRICELESS!!
[10:30:41] <_methods> haha
[10:30:51] <_methods> sounds like flatbush has really gone downhill
[10:31:39] <PetefromTn_> I was born in Carmel NY... Grew up as a yout in wappengers falls.
[10:32:31] <PetefromTn_> My Grandmother lived in Brooklyn in a beautiful apartment back before it became a shit hole.
[10:32:56] <PetefromTn_> so now you are saying they are polishing the turd?
[10:34:12] <humble_sea_bass> brooklyn is tits man
[10:34:40] <_methods> yeah verazzano ft hamilton area is nice
[10:35:01] <PetefromTn_> I remember driving across that bridge when I was a kid a LONG TIME AGO..
[10:35:35] <PetefromTn_> My Uncle still lives up there in Middletown.
[10:36:40] <humble_sea_bass> I'm not too far from ft hamilton, brooklyn is great, it is just getting stupid expensive
[10:37:30] <PetefromTn_> They used to have some awesome Italian delis all around there apparently not anymore but I have not been back in 15 years..
[10:38:09] <humble_sea_bass> Bensonhurst still has the best italian delis
[10:38:13] <humble_sea_bass> salumerias out the ass
[10:38:23] <humble_sea_bass> good fresh bread too
[10:38:52] <_methods> fun to visit but i really have no desire to ever live there
[10:39:09] <_methods> had some good times there in the city
[10:41:22] <PetefromTn_> Upstate is actually quite beautiful, My Uncle always comments when he comes here that the mountians and trees are similar to Tennessee kinda.
[10:41:25] <humble_sea_bass> it isn't for everyone, the fundamental lack of space is crazy
[10:41:44] <_methods> yeah my wifes company is out of syracuse and we go up there every xmas
[10:41:49] <_methods> the snow those guys get
[10:41:53] <_methods> it's stoopid
[10:42:44] <CaptHindsight> humble_sea_bass: did you get a chance to play with nylon filament yet?
[10:42:58] <PetefromTn_> I doubt I could afford to live there now from what my uncle tells me it is just crazy overpriced everywhere anyone would actually want to live.
[10:43:59] <humble_sea_bass> Cap last night i got home late from billiards so i only rummaged for my fishing line spools
[10:44:18] <humble_sea_bass> won't get to do anything until friday night/saturday morning
[10:45:16] <PetefromTn_> Are we building nylon muscles LOL?
[10:45:46] <_methods> flexible prints
[10:45:58] <_methods> i made the egg cups on my eggbot from taht stuff
[10:46:11] <humble_sea_bass> although I did speak to my wife about it and she thought it was exciting, we are both flying out to that accessibility conference (CSUN) out in sandiego in a few weeks
[10:47:11] <humble_sea_bass> so we can see what other people ar e doing
[10:49:11] <PetefromTn_> Get to go meet the wifey for lunch now. BBL guys Cheers!
[10:53:31] <_methods> ugh ISO audit today and tomorrow
[10:54:58] <CaptHindsight> ISO tired
[10:55:12] <_methods> eyesore:9001
[10:56:30] <humble_sea_bass> make sure you log everything ppl
[10:56:39] <pcw_home> When some of our assy houses first changed to IS09001 quality fell like a rock
[10:57:03] <_methods> what does it have to do with quality lol?
[10:57:13] <_methods> i thought it was about senseless paperwork
[10:57:27] <pcw_home> That seems to be the main thing
[10:57:49] <_methods> oh and WE ARE IMPROVING
[10:57:52] <_methods> i have proof
[10:57:55] <_methods> somewhere in here
[10:58:46] <humble_sea_bass> two on labeled unitless axes
[10:58:59] <humble_sea_bass> with a diagonal line rising from left to right
[10:59:13] <humble_sea_bass> proof of improvement
[10:59:20] <_methods> hehe
[10:59:57] <_methods> we only had 50 complaints this year
[11:00:05] <_methods> iz big improvement
[11:00:23] <CaptHindsight> humble_sea_bass: have a link to the conference in SD?
[11:01:03] <humble_sea_bass> http://www.csun.edu/cod/conference/2014/sessions/
[11:02:14] <humble_sea_bass> this my first time going, although my old lady has been going for the past 3 years
[11:03:29] <CaptHindsight> CES used to have a section for products for persons with disabilities
[11:04:34] <humble_sea_bass> heh, that never even occurred to me since CES is now a videogame xbox shit show
[11:04:56] <CaptHindsight> this is back when it was still in Chicago
[11:05:17] <humble_sea_bass> i never even knew there was a time it wasnt in vegas
[11:05:37] <humble_sea_bass> i don't think i payed attention to CES until maybe a decade ago
[11:05:59] <humble_sea_bass> and even then it was just a name attached to video games to me
[11:06:02] <CaptHindsight> yeah, back the olden days we used to ride in wagons to see the electrical display
[11:06:26] <humble_sea_bass> ah, just like the 1893 worlds fair. rad
[11:06:56] <miss0r1> I Have now connected the cnc. But I can't make it move. meep!
[11:07:14] <_methods> hehe
[11:07:19] <_methods> that's a safety feature
[11:07:43] <_methods> machines self preservation instincts
[11:07:44] <miss0r1> if {idiot == 1; dontMove = 1}
[11:07:51] <_methods> tru dat
[11:08:01] <miss0r1> so.... What could I be doing wrong?
[11:08:17] <humble_sea_bass> I thought it used a white (idiot==1) loop
[11:08:20] <humble_sea_bass> while
[11:08:23] <_methods> is there a red x in the upper left corner
[11:08:23] <miss0r1> At the moment I am only trying to move it manualy
[11:08:33] <humble_sea_bass> hit f1 then f2
[11:08:38] <miss0r1> I did that
[11:10:04] <humble_sea_bass> did you check your parallel cable? last week i though i fried one of my stepper drivers because the X axis refused to move
[11:11:00] <humble_sea_bass> after making a new cable it occurred to me to push the damn parallel cable to the computer and PRESTO, i broke out of the idiot loop
[11:11:07] <miss0r1> I just got my cable - I only just unpacked it (I just opened my box with my nex chinese quality mill 3020t
[11:11:32] <miss0r1> nex=new
[11:12:02] <_methods> wow those things are cheap
[11:12:05] <_methods> i need to get one of those
[11:12:09] <miss0r1> indeed
[11:12:18] <miss0r1> help me fix mine first :D
[11:12:18] <_methods> one comes with a mpg
[11:12:21] <_methods> hahah
[11:13:49] <_methods> how did you setup your linuxcnc?
[11:13:49] <_methods> how do you know you are even connected to teh machine?
[11:13:58] <CaptHindsight> humble_sea_bass: CES used to be in the summer in Chicago until the early 90's
[11:14:04] <_methods> well commmunicating
[11:14:21] <miss0r1> _methods, this guy ich something helped me last night
[11:14:28] <_methods> yeah
[11:14:33] <_methods> k
[11:14:35] <miss0r1> and I don't know weather it is connected or not
[11:14:36] <_methods> well that's good
[11:14:48] <miss0r1> well, it is connected to the par port, but I don't know if it is communicating
[11:14:53] <_methods> right
[11:15:09] <miss0r1> at the moment it looks like it is not
[11:15:12] <_methods> haha i don't either
[11:15:24] <_methods> maybe one of these linuxcnc gurus could assist
[11:16:01] <miss0r1> any linuxcnc guru available?
[11:16:20] <humble_sea_bass> only reprap representatives here
[11:16:43] <_methods> i'm not at my cnc
[11:16:57] <_methods> isn't there a hal page that shows you active stuff?
[11:17:05] <_methods> or something like that
[11:17:17] <archivist> never ask if x type available ask the real question
[11:17:17] <humble_sea_bass> which motor driver are you using
[11:18:11] <miss0r1> erhhhh... how do I tell (I can't remember what it is called).
[11:19:05] <miss0r1> archivist, Indeed. The guru question was rhetorical
[11:19:36] <CaptHindsight> _methods: did you use a heated bed and coat it with hairspray?
[11:20:47] <humble_sea_bass> yay. special inspection in the upper east side
[11:21:00] <humble_sea_bass> i get to eat lunch in central park
[11:30:33] <miss0r1> I just setup this chinese 3020t 3-axis cnc mill with linuxCNC. Everything is connected properly it seems. But I cannot make it move. What should I check for ? (This is my first mill ever)
[11:36:13] <miss0r1> bleh. I started messing with the pinout - now something is working, but not at all as intented. something Is wrong with the config :) - that is something atleast
[11:38:11] <humble_sea_bass> run the linux cnc config jam
[11:38:32] <humble_sea_bass> grab your manual and make sure the pinout matches
[11:39:02] <miss0r1> The manual is in chinlish and not quite mentions the pinout
[11:39:33] <humble_sea_bass> and if your stepper driver has a charge pump then that is somethingto deal with
[11:42:08] <KreAture> Hey guys (and gals)
[11:42:48] * KreAture drops a pin just to hear it hit the floor
[11:44:58] <jdh> bowling pin?
[11:48:29] <KreAture> hehe
[11:48:43] <KreAture> I'm about to order a kit a seller has put together for me on request
[11:48:54] <KreAture> linear rails and ballscrews
[11:49:01] <KreAture> http://www.ebay.com/itm/301115860502
[11:49:09] <KreAture> I got a good deal on the combined package
[11:49:15] <KreAture> Think I should go for it ?
[11:49:31] <KreAture> I am putting together a machine for mostly plastic and wood work with occational light alu work
[11:50:01] <CaptHindsight> looks about the same pricing as automationtechnologies
[11:50:04] <KreAture> already have a brushless 4 HP spindle with variable control down to 500rpm
[11:50:17] <KreAture> hi mr 20/20!
[11:50:29] <KreAture> :)
[11:50:38] <jdh> I bought soemthing from taht seller once.
[11:50:50] <KreAture> just thought I'd check in here before flushing my money hehe
[11:50:53] <KreAture> aha ?
[11:51:22] <KreAture> I read a few negative feedbacks on stuff coming crushed but they appear to ahve been reimbursed
[11:51:32] <CaptHindsight> http://www.automationtechnologiesinc.com/ same sources but ships from the USA
[11:51:35] <KreAture> One got full refund as things took too long to arrive
[11:51:56] <KreAture> I'm in Norway so usa vs china shipping doesn't really helpo
[11:51:57] <KreAture> hehe
[11:52:29] <jdh> what are you going to make?
[11:53:03] <KreAture> I am still fiddling with ideas and where I want to use my 30x60mm beams vs where I want to use my 12mm alu plates
[11:53:04] <Loetmichel> *gnah* i HATE this neighborhood... the central lock of my cars right front door jams sometimes. Result overnight: a stolen toolbox. OK, was just cheap tools and a nokia N97 without SIM, but still i am angry about it :(
[11:53:29] <CaptHindsight> if find that a lot of the bearings from China like those have detents
[11:53:29] <jdh> what parts do you want to make?
[11:53:31] <KreAture> Still playing with the cad to see what i like
[11:53:51] <KreAture> mostly I will be cutting mdf plates and once in a while some thin alu
[11:53:56] <KreAture> 3d printers and whatnot
[11:53:57] <KreAture> hehe
[11:54:06] <KreAture> some contour milling in 3d around 50mm deep
[11:54:21] <KreAture> mostly in foam though (wings and fuses for planes)
[11:54:22] <CaptHindsight> Loetmichel: I thought you guys eliminated crime in the 90's
[11:54:25] <KreAture> http://kreature.org/projects/cnc/cnc2_6.png
[11:54:30] <KreAture> This is my dabblings so far
[11:54:49] <KreAture> I've decided I want the nut housings so I can fit them against the t-slots and plates
[11:55:03] <KreAture> no passing threaded rods through holes in profiles
[11:55:10] <KreAture> also I need to compact the axis more
[11:55:27] <Loetmichel> CaptHindsight: i live in a city with more than 30% foreign citizens.
[11:55:33] <KreAture> when I am satisfid with the y/z I will make the offsets on sides to center the router on the base
[11:56:10] <KreAture> CaptHindsight I also plan on making sure the design preloads the bearings
[11:56:19] <Loetmichel> KreAture: doesnt look like it could takle much torque on the gantry beam
[11:56:21] <KreAture> and no "hanging from the rafters"-type design
[11:56:34] <KreAture> I've hidden the 2 other beams Loetmichel
[11:56:42] <miss0r1> I have most my axis working on my 3020t cnc, Apparently the Y-axis only takes one step to each side - no matter what I try to make it do. Any suggestions?
[11:56:43] <KreAture> still playing with the design
[11:57:13] <KreAture> all I know for now is I will be using 1100, 700 and 300mm rails and 1150, 750 and 350mm leadscrews
[11:57:16] <archivist> bearings too close to each other, may find some bending effects
[11:57:23] <KreAture> archivist yeh
[11:57:46] <KreAture> when I know how I want to compact the head assy to avoid too much overhang I will decide on how much travel to give up for stiffness
[11:58:11] <KreAture> It's really just a tradeoff between travel and stiffness in any case
[11:59:04] <KreAture> Here's my ultra cheap one:
http://kreature.org/projects/mini-cnc/rev3/rev3_on_the_desk_s.jpg
[11:59:10] <KreAture> I built it for less than $200
[11:59:32] <KreAture> and ignore the mess, that's normal and it's not the room where it's supposed to be
[11:59:32] <KreAture> hehe
[12:00:05] <archivist> mess, dunno what you mean :)
[12:00:11] <KreAture> :p
[12:00:52] <KreAture> I got the overhangs quite well under control on that one
[12:00:55] <archivist> real name is work in progress
[12:02:11] <KreAture> 3060 extrusion fits with the predrilled holes on the supported rails btw
[12:02:21] <KreAture> One thing I have been meaning to ask
[12:02:30] <PetefromTn_> I need to make myself a little tabletop CNC router or something everyone else is having all the fun LOL...
[12:02:45] <archivist> and saving the mess pays dividends, just found an anvil from a punch and staking set making it almost complete, just one more punch to find
[12:02:51] <KreAture> You think I can get away with using the rail and the support "unsupported" for the z axis ?
[12:03:05] <KreAture> Reason I ask is it could possibly reduce the overhangs
[12:03:15] <KreAture> also, I see many designs, like my old one, just using rods
[12:03:19] <KreAture> without support
[12:03:26] <KreAture> just a plate on top and bottom holding em
[12:03:31] <archivist> they are crap
[12:03:41] <KreAture> They are also short
[12:03:57] <jthornton> whats the command line to rename a directory?
[12:04:09] <cradek> mv
[12:04:17] <KreAture> I was pondering attaching em on top and bottom parts so there would be a unsupported region of around 180mm
[12:04:27] <KreAture> (300mm long, 60mm supported on top and bottom)
[12:04:32] <PetefromTn_> crap those are tiny motors on that thing...
[12:04:46] <KreAture> no it's a big desk
[12:04:48] <KreAture> lol
[12:04:51] <archivist> your extrusions also become springs
[12:04:53] <KreAture> They are nema23's
[12:05:16] <jthornton> thanks
[12:05:17] <KreAture> in order to combat inductance I chose shorter ones
[12:05:17] <PetefromTn_> Those are nema 23's??? They look like nema .23's...
[12:05:34] <KreAture> less max torque, but they have a very flat torque curve up at high speed
[12:05:57] <KreAture> They have 50 N/cm and deliver 40 N/cm at 5000 steps/sec
[12:06:09] <jthornton> I never would have guessed mv
[12:06:12] <KreAture> inductance is only 0.8 uH
[12:06:22] <Loetmichel> PetefromTn: buy a chinese CNC 3020
[12:06:32] <KreAture> They eat 3.8 amps
[12:06:36] <PetefromTn_> why would I want to buy a POS?
[12:06:39] <Loetmichel> and have fun making something remotely useful from it ;-)
[12:06:46] <PetefromTn_> aah....
[12:07:29] <jdh> I'm going to buy a 6040
[12:07:33] <KreAture> I've seen a lot of people buy motors that have great static torque and it turns out they droop like crazy at speed
[12:07:45] <PetefromTn_> If I was ever to build one I would undboubtedly morph into a 4x8 somehow...It just happens with me that way.....
[12:07:47] <Loetmichel> jdh: a 6040 is WAY better
[12:08:16] <KreAture> btw, is deltakins in the mainline now ?
[12:08:16] <CaptHindsight> KreAture: I'd increase the size and thickness of the extrusions to whatever your budget allows
[12:08:18] <Loetmichel> ... having ballscrews instead of acme and supported linear ways instead of free "flying" ones
[12:08:33] <KreAture> CaptHindsight then it doesn't fit
[12:08:45] <Loetmichel> AND a decent spindle motor, not that dc motor with a ER11 pressed on the shaft ;-)
[12:08:46] <KreAture> It has to be multiples of 30 to allow the rails to match the t slots
[12:09:01] <KreAture> ?
[12:09:10] <jdh> they seem to come with better water cooled spindles + VFD now.
[12:09:49] <KreAture> http://kreature.org/projects/mini-cnc/collet_spindle/collet_spindle_5.jpg
[12:09:52] <KreAture> That's my spindle
[12:10:01] <KreAture> That block houses 3 extra bearings
[12:10:13] <KreAture> Two on bottom and one on top
[12:10:14] <Loetmichel> jdh: right
[12:10:18] <CaptHindsight> who makes a decent 3020 or 6040? they all look about the same and you just get lucky with the set of parts they throw in the box
[12:10:30] <KreAture> alignment is good enough to let me pull the collet out of the stack if I remove the bell of the motor
[12:10:31] <Loetmichel> the 6040 do
[12:10:35] <Loetmichel> the 3020 dont
[12:10:38] <jdh> http://www.carving-cnc.com/
[12:10:48] <KreAture> That motor isn't as small as you think
[12:10:51] <KreAture> it's an ER16
[12:11:05] <KreAture> PPl think ER11 based on their experience with RC motors
[12:11:09] <KreAture> This is a big motor
[12:11:24] <jdh> that 6040 onlyi comes with an ER11
[12:11:42] <KreAture> http://kreature.org/projects/mini-cnc/collet_spindle/collet_spindle_1.jpg
[12:11:47] <Loetmichel> jdh: the 3020 still uses the $%)($%/ sc motor
[12:11:48] <Loetmichel> http://www.carving-cnc.com/media/catalog/product/cache/1/image/600x600/9df78eab33525d08d6e5fb8d27136e95/3/0/3020z-d52_1_1.jpg
[12:11:57] <jdh> yeah, but it's too small anyway
[12:11:59] <KreAture> My spindle motor before I install the ER16
[12:12:20] <Loetmichel> KreAture: that motor has an 7mm shaft
[12:12:23] <KreAture> no
[12:12:25] <KreAture> 10
[12:12:30] <Loetmichel> where the ER is pressed on
[12:12:41] <KreAture> oh you are talking about the other product
[12:12:43] <KreAture> not mine
[12:12:44] <KreAture> haha
[12:12:45] <KreAture> sorry
[12:12:56] <Loetmichel> i have these motors here, they are copies of E240 Servo motors
[12:13:22] <KreAture> yeah they have too long a nose on the spindle too
[12:13:31] <KreAture> I want the support bearing to be as close to it as possible
[12:13:33] <Loetmichel> and these ER11 shafts are just pressed on
[12:13:37] <jdh> I was planning on ordering teh no-electronics version
[12:13:38] <Loetmichel> and waaay to long
[12:14:09] <PetefromTn_> I like the looks of that mechmate machine.
[12:14:41] <KreAture> Here's mine before I press the bearing into the snoot...
[12:14:41] <KreAture> http://kreature.org/projects/mini-cnc/collet_spindle/collet_spindle_4.jpg
[12:14:44] <Loetmichel> jdh: the 6040 is a decent machine
[12:14:52] <Loetmichel> ... if you modify it a bit
[12:14:52] <KreAture> The last bearing hehe
[12:14:59] <KreAture> yey! modify!
[12:15:01] <KreAture> :)
[12:15:09] * KreAture has to modify averything anyway
[12:15:12] <Loetmichel> (alingment was a bit off, and i bolted it to the desk....
[12:15:30] <IchGuckLive> hi all B)
[12:15:43] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14133
[12:15:48] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14136
[12:15:54] <PetefromTn_> http://www.youtube.com/watch?v=7faAok0NCwY
[12:16:00] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14139 <- there you can see the bolts ;-)
[12:17:15] <KreAture> early test I did on the motor at 12v, it does 48.
https://www.youtube.com/watch?v=7DxEIqS194A
[12:17:25] <KreAture> There you see the size in relation to my hand too
[12:17:35] <PetefromTn_> http://www.youtube.com/watch?v=0MHl2N8viKc Like this only with servos..
[12:18:07] <KreAture> To run 4 HP I need to feed it 48v as it can't hanle the amps needed to get to 2.8 kW at 12v
[12:18:07] <KreAture> hehe
[12:18:44] <KreAture> It will also need forced aircooling at those powerlevels, like connecting a extra duct from the shopvac
[12:18:45] <KreAture> hehe
[12:19:18] <awallin_> ZOMG how accurate is that chain drive?!
[12:19:26] <KreAture> Fount out later I could fit more bearings in there so I upscaled
[12:19:28] <KreAture> hehe
[12:19:37] <PetefromTn_> awallin_ No idea...
[12:20:15] <PetefromTn_> Some build it with timing belt drive, some with rack and pinion I have seen it several flavors..
[12:20:23] <KreAture> cool, that mechmate runs on toothed rail ?
[12:21:00] <KreAture> makes some odd chattering at the resonant frequencys though
[12:21:12] <PetefromTn_> some do..
https://www.youtube.com/watch?v=OYrkcrUScNo
[12:21:15] <CaptHindsight> Loetmichel: which one is that in the pics? 6040?
[12:21:50] <KreAture> Too bad my motor is hard to come by, it makes a great spindle for those small machines
[12:21:57] <PetefromTn_> They look like kickass machines built to last tho..
[12:22:01] <Loetmichel> 6040
[12:22:08] <KreAture> Managed to grab one a few months ago for a friend, but haven't seen em since
[12:22:21] <CaptHindsight> Loetmichel: what mods did you make?
[12:22:42] <Loetmichel> [18:58] <Loetmichel> (alingment was a bit off, and i bolted it to the desk....
[12:22:44] <KreAture> awsome! surboard!
[12:22:53] <KreAture> or is that a kayak ?
[12:22:56] <Loetmichel> and lately i made a Vacuum table for it
[12:23:06] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14685
[12:23:11] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14682
[12:23:17] <PetefromTn_> I WANT ONE!!! It would fit in my shop if I move some stuff around...
[12:23:22] <KreAture> ahh surfboard
[12:23:34] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14688 <- works like a charm ;-)
[12:23:43] <KreAture> oooh Loetmichel how does that work, aka how well ?
[12:23:49] <CaptHindsight> Loetmichel: did it slide around the table before you bolted it in place>
[12:24:04] <KreAture> hmm, your machine has only rods
[12:24:12] <KreAture> how thick are they on the z?
[12:24:13] <IchGuckLive> KreAture: is your spindle motor on ebay can you link it
[12:24:28] <KreAture> IchGuckLive I got em on clearance sale from hobbyking
[12:24:30] <Loetmichel> CaptHindsight: no, but you could bend it (torque) singlehandedly ;-)
[12:24:46] <Loetmichel> the whole machine
[12:24:47] <IchGuckLive> ;-)
[12:25:09] <Loetmichel> KreAture: mine?
[12:25:13] <Loetmichel> 25mm
[12:25:17] <KreAture> cool
[12:25:28] <KreAture> so 5mm up from the 20mm SBR's I am ordering
[12:25:38] <KreAture> that's an additional 50& stiffness I think
[12:25:41] <KreAture> 50%
[12:26:05] <KreAture> I guess the supported rails may be ok to use then
[12:26:05] <Loetmichel> the stiffness in X comes from the table
[12:26:17] <KreAture> yeh I am thinking of the z
[12:26:17] <Loetmichel> NOT from the SBR ;-)
[12:26:32] <KreAture> many machines use smaller dia as the length goes down
[12:26:39] <KreAture> I got 20 for all axis
[12:26:40] <Loetmichel> y and Z are non supported rails
[12:26:44] <KreAture> yeh
[12:26:55] <KreAture> I get fully supported 20mm on all
[12:27:06] <KreAture> 1100, 700 and 300mm long
[12:27:19] <Loetmichel> a friend has done a big machine with 20mm sbr
[12:27:25] <Loetmichel> which works VERY well
[12:27:34] <KreAture> supporting the upper and lower part of the 300m with the 60mm blocks I'd end up with a unsupported mid section of 180mm
[12:27:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11205
[12:27:45] <Loetmichel> and thats a BIT fatter than a 5040
[12:27:48] <Loetmichel> 6040
[12:27:49] <KreAture> lovely!
[12:28:11] <Loetmichel> IIRC that could move 1200mm by 2300mm by 180mm
[12:28:25] <KreAture> very nice
[12:28:48] <KreAture> I need 800x500x150 ideally
[12:28:58] <PetefromTn_> https://www.youtube.com/watch?v=se6LFuZdvHs
[12:29:06] <KreAture> depending on how far apart I mount my bearings I can get that with the 1100/700/300
[12:29:24] <KreAture> will have to play around a bit with my design, and use some more half-inch like alu plates
[12:29:33] <KreAture> They compact it better than using profiles in the z
[12:29:35] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_view=core.DownloadItem&g2_itemId=11178 <- and they move very easy
[12:29:36] <PetefromTn_> Anyone want to build a pair with me LOL... I will do all the fab work if you buy all the materials hehehe...
[12:29:52] <KreAture> what's the favourite method for z here btw, moving rails or moving bearingblocks ?
[12:30:22] <KreAture> Loetmichel you and him are swedish right ?
[12:30:27] <Loetmichel> german
[12:30:37] <Loetmichel> why?
[12:30:40] <KreAture> Oh, still, remember Lillasyrren ?
[12:30:53] <Loetmichel> hrhr
[12:30:57] <Loetmichel> no
[12:31:00] <KreAture> ok
[12:31:11] <CaptHindsight> is that a wooden gantry?
[12:31:16] <KreAture> I modelled my first cnc on a designed called that
[12:31:16] <KreAture> yes
[12:31:22] <CaptHindsight> or just veneer?
[12:31:25] <KreAture> using skate-bearings
[12:31:31] <Loetmichel> but Lilalinux is from syria or something...
[12:31:38] <KreAture> I remember I was very sad when the designer passed away
[12:31:47] <KreAture> was a swedish guy
[12:31:48] <Loetmichel> dark hair , dark eyes, tan skin
[12:32:12] <KreAture> oh well, I've seen you somewhere before though Loetmichel
[12:32:18] <KreAture> possibly 3d printing
[12:32:19] <KreAture> ?
[12:32:30] <Loetmichel> CaptHindsight: if you call that melamine-soaked plywood still "wood": then yes ;-)
[12:32:41] * KreAture checks #reprap
[12:32:42] <KreAture> aha!
[12:32:43] <CaptHindsight> woodish
[12:32:45] <KreAture> lol
[12:32:45] <Loetmichel> KreAture: probably #reprap
[12:32:48] <KreAture> lol
[12:32:51] <KreAture> haha
[12:32:57] <KreAture> man, I am thick
[12:33:10] <KreAture> well, looks like I will be ordering a LOT of rails
[12:33:20] <KreAture> I'm gonna go for that bunch of rails
[12:33:30] <KreAture> get drive on both sides too, they added extra drive for me
[12:33:39] <IchGuckLive> 3D printing will find a big boost in Augast as some maker patents run out
[12:33:42] <KreAture> didn't like the centered drive idea due to racking
[12:34:17] <KreAture> IchGuckLive I love Rostock design as it circumvented that stupid delta patent that has been bugging me for 10 years
[12:35:58] <KreAture> and I like the principle of multiple identical parts
[12:36:06] <Loetmichel> KreAture: center druve is bad, i agree
[12:36:09] <Loetmichel> drive
[12:36:10] <IchGuckLive> yes ultmaker will jump in as soon as the patent runs out they told on tv
[12:36:29] <Loetmichel> thats why i build my machines with 2 y motors and a connecting belt
[12:36:51] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4935
[12:37:20] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4403
[12:37:28] <KreAture> hehe I see another airtable forming
[12:37:51] <PetefromTn_> what material is that Loetmichel
[12:37:55] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=7086
[12:37:59] <KreAture> I am not using the SBR's like your buddy btw
[12:38:01] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=7080
[12:38:15] <Loetmichel> PetefromTn_: which?
[12:38:33] <KreAture> I want em on top and bottom of the gantry crossmembers so that I can control the preloading
[12:38:41] <PetefromTn_> the whole thing is that some kinda high grade plywood or something?
[12:39:01] <KreAture> That looks like high density laminate
[12:39:07] <Loetmichel> PetefromTn_: its that stuff that clads Semi truck floors
[12:39:14] <Loetmichel> "siebdruckplatte" in german
[12:39:19] <PetefromTn_> whats it called?
[12:39:21] <KreAture> They use it to make high strength moldings for concrete etc
[12:39:33] <PetefromTn_> is it spendy?
[12:39:37] <CaptHindsight> sawdust composite, mostly epoxy
[12:39:48] <Loetmichel> basically a multisheet-plywood glued with melamine resin instead of white glue
[12:39:53] <Loetmichel> so it is waterproof
[12:39:56] <KreAture> yup
[12:39:59] <KreAture> good stuff
[12:40:02] <KreAture> and expensive vs mdf
[12:40:03] <PetefromTn_> interesting....
[12:40:06] <KreAture> but soooo much stiffer
[12:40:19] <KreAture> makes mdf look like spongecake
[12:40:24] <Loetmichel> right
[12:40:25] <KreAture> :)
[12:40:26] <PetefromTn_> I like the mechmate better but that looks solid.
[12:40:31] <Loetmichel> its kind of expansive
[12:40:36] <Loetmichel> -a+e
[12:40:52] <Loetmichel> but WAY stiffer than MDF or natural wood
[12:40:56] <Loetmichel> or even plywood
[12:41:02] <KreAture> yup
[12:41:05] <Loetmichel> and: it dont "works"
[12:41:09] <KreAture> and easier to machine that ply
[12:41:15] <KreAture> as it's more uniform
[12:41:20] <CaptHindsight> http://en.wikipedia.org/wiki/Melamine
[12:41:26] <Loetmichel> because it dosent take water from air humididity
[12:41:32] <PetefromTn_> and it blows sunshine up yer keister...
[12:41:47] <PetefromTn_> ;)
[12:42:15] <PetefromTn_> seriously that looks nice a well made machine Loetmichel
[12:42:43] <Loetmichel> PetefromTn_: made some erros
[12:42:56] <Loetmichel> hence the improvements on lilas machine ;-)
[12:43:09] <Loetmichel> ... who got some "ideas" and help from e
[12:43:10] <Loetmichel> me
[12:43:27] <PetefromTn_> lilas machine?
[12:43:35] <KreAture> yeah I like it
[12:43:38] <Loetmichel> especially the sides of the gantry are MUCH better on lilas machine
[12:43:43] <KreAture> a tad too big for my space though
[12:43:50] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11205
[12:43:51] <KreAture> designed to take stock plates I assume
[12:44:16] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11172
[12:44:56] <Loetmichel> the base plate is made of a "boxed" desing
[12:45:14] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4053 <- inside the baseplate ;-)
[12:45:28] <KreAture> I smell airtable
[12:45:29] <KreAture> lol
[12:45:30] <Loetmichel> ... and about 1000 5mm by 50mm spax screws ;)
[12:45:56] <Loetmichel> no, the airtable would be on top
[12:46:00] <Loetmichel> thats for rigidity
[12:46:01] <Loetmichel> ;-)
[12:46:16] <KreAture> yes but it has the right sturcture for you pulling a vac through it
[12:46:30] <KreAture> Just fit a airtable distribution plate on top
[12:47:07] <Loetmichel> http://www.cyrom.org/pce/Lilafraese_tag1.avi <- there are MarkusBec and me building it
[12:47:41] <KreAture> You need to start using a video host
[12:47:43] <KreAture> hehe
[12:48:50] <KreAture> hehe
[12:48:51] <KreAture> fun
[12:49:00] * KreAture clicks pay on his order
[12:51:11] * KreAture breathes a little faster now
[12:51:14] <KreAture> phew
[12:51:30] <KreAture> 754 USD
[12:52:00] <Loetmichel> small change ;)
[12:52:38] <PetefromTn_> what did it take two or three sheets to build that?
[12:56:17] <CaptHindsight> what's the cost saving by using that laminate? vs aluminum or resin+granite/acrylic concrete?
[12:58:05] <CaptHindsight> Loetmichel: any idea what that base weighs?
[12:58:46] <Loetmichel> CaptHindsight: about 300kg
[12:59:05] <Loetmichel> the complete wood
[12:59:14] <Loetmichel> but 90% is in the base ;-)
[12:59:58] <Loetmichel> CaptHindsight: calculate yourself: a swuare meter of that 21mm thick stuff costs about 50 eur (~$60) over here in germany
[13:00:29] <CaptHindsight> Loetmichel: whats it called there?
[13:00:36] <Loetmichel> i have no idea
[13:00:48] <Loetmichel> in germany its called "siebdruckplatte"
[13:00:54] <CaptHindsight> ok
[13:02:19] <Loetmichel> something like "waterproof plywood"
[13:03:17] <CaptHindsight> so ~10% the price of 6051 plate
[13:03:45] <CaptHindsight> marine plywood
[13:04:43] <Loetmichel> http://www.supplierlist.com/product_view/lemonyouhu/117073/101423/film_faced_plywood_blockboard_marine_plywood.htm
[13:04:46] <MarkusBec> CaptHindsight: 600€ for the wood
[13:04:46] <Loetmichel> there it is
[13:05:01] <MarkusBec> an scrows
[13:05:03] <miss0r1> Can anyone tell me why I can't move the z-axis in emc2 by holding down the page up/page down keys? I can only step it by pushing thoes keys alot of times
[13:05:04] <MarkusBec> and
[13:05:58] <Loetmichel> miss0r: dou you have "continous in the pulldown menue?
[13:06:04] <Loetmichel> or is there a step widht?
[13:06:16] <miss0r1> it says continous
[13:06:22] <Loetmichel> hmm
[13:06:24] <Loetmichel> no idea
[13:06:27] <PetefromTn_> Connor Hey man ya there?
[13:06:59] <Loetmichel> MarkusBec: do you have an more updated pic of the machine?
[13:07:30] <Loetmichel> IIRC there is a 2,2kw 3 phase spindle and servo motors mounted now?
[13:07:31] <MarkusBec> http://markusbec.deswahnsinns.de/main.php/v/fraese/IMAG0111.jpg.html
[13:10:14] <MarkusBec> the mashine ist made out of 7qm polywood 25€/qm = 175€ poolywood
[13:10:34] <Connor> PetefromTn_: yea. On phone call though.
[13:10:49] <MarkusBec> I cheacked the price list
[13:12:38] <MarkusBec> http://www.schraubenbude.de/store-products.php?pName=abc-spax-linsensenkkopf-mit-i-stern-a2-45x500-mm-1000-stueck-p-72775
[13:12:46] <MarkusBec> 2 boxes of this
[13:13:35] <PetefromTn_> Connor I finally got around to removing the covers to my toolchanger motor and got the specs off of it.
[13:13:43] <MarkusBec> ah sorry this
[13:13:44] <MarkusBec> http://www.schraubenbude.de/store-products.php?pName=abc-spax-linsensenkkopf-mit-i-stern-verz-50x500-mm-1000-stueck-p-72850&cName=abc-spax-abc-spax-linsensenkkopf-torx-verzinkt-c-701_7220
[13:14:00] <PetefromTn_> I can see there is some kinda black box next to it the power wires come into..
[13:14:35] <PetefromTn_> I can also see there is a prox sensor inside the toolchanger carousel on the back side of it. Hard to see what it actuates against.
[13:16:27] <Connor> PetefromTn_: Okay, so that prox sensor is tool in position sensor..
[13:16:30] <PetefromTn_> http://imagebin.org/297603 http://imagebin.org/297604 http://imagebin.org/297606
[13:16:44] <PetefromTn_> Dunno...
[13:18:58] <PetefromTn_> http://www.ebay.co.uk/itm/CINCINNATI-MILACRON-ARROW-ORIENTAL-REVERSIBLE-MOTOR-5RK40GN-CW-5GN18K-GEARHEAD-/161197560976?pt=LH_DefaultDomain_0&hash=item25881f9490&nma=true&si=URVk72fC9HfHDSNAiyp07FQyWRY%253D&orig_cvip=true&rt=nc&_trksid=p2047675.l2557
[13:19:14] <PetefromTn_> Part number on bottom comes up in UK ebay auction saying it is a gearmotor not sure if it is single or three phase.
[13:20:43] <PetefromTn_> It was made for Emerson Control Techniques apparently.
[13:20:56] <Connor> 50mhz ??
[13:21:43] <pcw_home> looks like a single phase capacitor run motor
[13:22:39] <Connor> So, it's AC ?
[13:22:51] <Connor> Wonder how it runs backwards..
[13:23:59] <PetefromTn_> pcw_home So is that what the little black box on the side is for?
[13:24:15] <Connor> That would be the start capacitor.
[13:24:19] <pcw_home> Probably a capacitor
[13:24:22] <PetefromTn_> Single phase would be nice because all my relays are running 110v single phase right now triggered by 24vdc
[13:24:27] <pcw_home> its a run capacitor
[13:24:58] <Connor> PetefromTn_: Did the Carousal run in two directions ?
[13:25:03] <PetefromTn_> yeah..
[13:25:19] <Connor> So, Is that motor bi-directional ?
[13:25:29] <pcw_home> Yes, on lead is common
[13:25:35] <pcw_home> one lead
[13:26:04] <pcw_home> you power one of the others to select direction
[13:26:10] <Connor> okay.. his said 50hz on it.. we're going to be running it on 60hz...
[13:26:33] <PetefromTn_> I remember when I had it working on the original control I had to turn it in both directions sometimes to get to the tool one position which you had to designate at startup for the machine control.
[13:26:34] <Connor> okay. So, that's not bad.. 1 Relay for On / Of, 1 Relay for CW or CCW
[13:26:45] <pcw_home> Yeah
[13:27:19] <pcw_home> actually one relay for forward, another for reverse
[13:27:21] <PetefromTn_> You mean it is always on and one relay for each direction?
[13:28:02] <Connor> pcw_home: Could do that too.. but.. safer to use a SPDT for direction... and 1 for on/off
[13:28:16] <Connor> that way.. no way you could ever engage both at same time..
[13:28:44] <PetefromTn_> I gotta use the existing relay bank with like ten or twelve relays if possible that is what drove it before I think.
[13:29:05] <pcw_home> its probably already wired up
[13:29:11] <Connor> Those are just on / off right ?
[13:29:18] <Connor> no extra poles?
[13:29:59] <PetefromTn_> I don't know gotta check the wires going to the back. Pete like I said before the machine has been gutted but the only thing I did not touch was the toolchanger stuff.
[13:30:09] <PetefromTn_> The wires are now just hanging out the back of the column.
[13:30:23] <PetefromTn_> Connor Yeah I think just on and off...
[13:30:48] <Connor> Wonder if were going to have issues running this at 120 60Hz
[13:31:10] <PetefromTn_> no it will actually just run faster as far as I can tell..
[13:32:01] <Connor> wonder which wire is common..
[13:32:09] <Connor> we'll have to tone it out.. and see..
[13:32:38] <PetefromTn_> The motor itself has three wires going into it. They have color traces on them so it is probably obvious.
[13:32:46] <Connor> so, logic is.. turn motor on, wait till it hit's prox sensor, if count = tool number, turn motor off.
[13:32:49] <PetefromTn_> Sounds like it may be relatively simple to get this turning.
[13:33:36] <PetefromTn_> you really think they turned it off or just switched the direction with relays?
[13:33:38] <pcw_home> Oriental motor probably still has that motor in their catalog
[13:34:11] <PetefromTn_> It appears the motor has a gearbox on it that is probably not made by them...
[13:34:15] <Connor> Well.. if using 1 relay for each direction.. just turn CW relay on.. wait till tool number.. turn off.
[13:34:37] <Connor> Gear box could be after market.
[13:34:41] <pcw_home> some are common=brown forward = black backward= black
[13:34:54] <pcw_home> backward=red
[13:34:56] <PetefromTn_> Connor I don't think it actually counts to a tool number like I said it has to be told where tool 1 is..
[13:35:09] <Connor> Right. but from that point it counts.
[13:35:13] <PetefromTn_> pcw_home Standby I will check the wire colors..
[13:35:28] <Connor> You need to "home" it so it knows what tool number 1 is..
[13:35:37] <Connor> because you only have 1 prox sensor.
[13:35:50] <skunkworks__> the first time you call the tool - it searches for the index - then counts there to find the tool you want (shortest distance)
[13:35:53] <Connor> if you had a index + the current prox sensor.. you could just home it off the index.
[13:36:20] <Connor> skunkworks_ but his doesn't have a index.. he has to manually home it when he fires up the machine.
[13:36:39] <skunkworks__> oh - yeck. that is how the control worked originally?
[13:36:45] <Connor> Yes
[13:36:53] <skunkworks__> add an index ;)
[13:37:01] <Connor> So, a single prox sensor that says I'm At Tool
[13:37:24] <Connor> and it's a Geneva system, which gives the grace period needed to turn the motor on/off
[13:37:55] <skunkworks__> sounds like the matsuura.. (first time I have seen the geneva mechenism in person)
[13:38:00] <pcw_home> http://www.orientalmotor.com/products/pdfs/opmanuals/HM-9204-3JEB.pdf
[13:38:01] <pcw_home> page 7
[13:40:01] <Connor> pcw_home: looking.. not seeing a color...
[13:40:35] <pcw_home> The common lead is the one not connected to the capacitor
[13:40:53] <pcw_home> (thats all you really need to know)
[13:41:27] <pcw_home> you will discover the direction :-)
[13:41:40] <PetefromTn_> Okay there are three wires going from the motor to a small terminal block.
[13:41:50] <PetefromTn_> There are white, black and yellow.
[13:42:21] <PetefromTn_> The capacitor goes into the terminal block on the top two wires in the same holes as the yellow and white.
[13:42:34] <Connor> okay. so black is common
[13:42:47] <PetefromTn_> The other side of that terminal block has a smaller four wire cable going to the electronics enclosure.
[13:43:06] <PetefromTn_> Red, white, black, and green.
[13:43:31] <Connor> black is common, green earth ground, red / white are Line
[13:43:43] <Connor> We'll tone it out before wiring it up.
[13:44:16] <PetefromTn_> So it sounds to me like we can maybe just hookup some relays here and test rotation.
[13:44:36] <Connor> Yup. Well.. we could test without even hooking up relays..
[13:45:09] <PetefromTn_> Yeah then we can setup the outputs on the 7i77 to control it pretty easy once we know what is what.
[13:45:20] <skunkworks__> PetefromTn_, did you get your tool table issue figured out?
[13:45:20] <Connor> yup.
[13:45:21] <PetefromTn_> This sounds a lot simpler than I thought it would be.
[13:46:02] <PetefromTn_> skunkworks Not sure what you mean... The new release of linuxCNC we installed seems to allow the tool table editor to open at any time unlike before..
[13:46:24] <PetefromTn_> I was kinda dreading what I would find under that cover LOL.
[13:47:07] <Connor> I was thinking either 24v DC motor, or bi-directional 110-120v AC
[13:48:06] <PetefromTn_> https://www.google.com/search?q=HM-9200-8JEB.PDF&ie=utf-8&oe=utf-8&aq=t&rls=org.mozilla:en-US:official&client=firefox-a&channel=sb
[13:48:16] <PetefromTn_> Art just sent me that...
[13:48:27] <Connor> How in the world does that capacitor work with only 2 wires if each wire is hooked up to the Line leads ?
[13:48:44] <PetefromTn_> standby I got a pic comin'
[13:51:58] <pcw_home> its a 2 phase motor, one winding is driven directly from the line and the other winding is
[13:52:00] <pcw_home> driven through the capacitor (so has a phase shift) you reverse by choosing which winding has the phase shift
[13:52:15] <PetefromTn_> http://imagebin.org/297613
[13:52:56] <PetefromTn_> Big yellow wire is Prox sensor going into top of carousel housing.
[13:53:06] <Connor> okay.. What happens if you power both directions same time? Short? Burn it out, or it locks the motor so it can't turn ?
[13:53:16] <PetefromTn_> Red,white,black,green going into terminal block.
[13:53:35] <pcw_home> no motion (but may be tough on capacitor)
[13:53:50] <PetefromTn_> two wires coming in on left side is actually yellow and white but appear brown from crud.
[13:54:16] <Connor> Just want to make sure we can't blow it up or short it out if we have a logic issue with the relays..
[13:54:20] <PetefromTn_> two white thicker wires coming in from center are going down to the capacitor mounted to top of carousel housing.
[13:54:54] <pcw_home> Oh yea if its wired correctly an you power both directions at once it will stall (and probably overheat fairly quickly)
[13:55:28] <pcw_home> (so dont do that)
[13:55:30] <PetefromTn_> standby getting another pic..
[13:55:31] <Connor> which is why I like 2 relay setup with 1 relay being CW CCW and the other relay being on off.
[13:55:55] <Connor> but, his relays are Solid State
[13:56:33] <pcw_home> Yeah so you need to do just forward/reverse
[13:56:50] <pcw_home> but it can be interlocked in HAL
[13:57:01] <Connor> right. that's exactly what we'll need to do.
[13:58:12] <Connor> So, that's a total of 4 outputs, 1 for Draw Bar solenoid, 1 for Tool Charger Arm solenoid, 2 for the Carousal motor.
[13:58:26] <PetefromTn_> http://imagebin.org/297616
[13:59:04] <Connor> yup, yellow and white are power, black common, green earth/chassis ground
[13:59:13] <PetefromTn_> that picture shows the setup better I think
[13:59:59] <Connor> PetefromTn_: How many prox sensors on the head? 3 or 4 ?
[14:00:18] <PetefromTn_> wires going to the enclosure out back are surprisingly thin for power wires...
[14:00:20] <Connor> 1 was spindle orientation, the others related to draw bar and tool..
[14:00:27] <PetefromTn_> hang on..
[14:01:51] <PetefromTn_> Okay there is a total of four prox wire setups. Yellow jacketed with three wires in each blue, brown, and black.
[14:02:45] <PetefromTn_> I think one is tool clamp, one is tool unclamp, one is spindle 180 out sensor and apparently one is for tool carousel rotation.
[14:03:24] <PetefromTn_> or rather tool present or not present.
[14:03:45] <Connor> so 3 in the head, 1 in tool changer.
[14:03:50] <Connor> cool, so only 4 inputs..
[14:04:26] <PetefromTn_> and we already have the relay setup for power drawbar actuation as well as ram in and out...
[14:04:35] <Connor> yup.
[14:05:12] <Connor> so, we just need to do it for the carousel rotation and then figure out those inputs and spindle 180 out sensor.
[14:05:14] <PetefromTn_> may just need to get the friggin' spindle orient setup with the damn encoder and we are ready to start making code for the toolchanger...!!!! YIPPEE!!
[14:05:50] <Connor> Oh, and we did the air pressure sensor input already too.
[14:05:57] <PetefromTn_> Man it would be so damn kickass to have the toolchanger working...
[14:06:07] <skunkworks__> we need videos!
[14:06:16] <PetefromTn_> yeah that works remember you put an indicator on the screen to show it...
[14:06:23] <Connor> yup.
[14:06:29] <PetefromTn_> skunkworks Oh you will once I get it working man...
[14:06:40] <PetefromTn_> Just don't know shit about how to program it is all..
[14:06:48] <Connor> I'll add a interlock for it in hal so tool changer wont attempt to work unless air pressure is available.
[14:07:06] <PetefromTn_> Gotta go pickup my kids from school be back here in just about ten minutes or so...
[14:15:55] <PetefromTn_> Okay back now..
[14:16:03] <PetefromTn_> so where were we LOL?
[14:16:50] <PetefromTn_> So I guess the green would go to ground out back there or whatever the relays are grounded to right.
[14:17:15] <PetefromTn_> Then the red white and black what?
[14:17:28] <PetefromTn_> I guess the black just goes to 110v power constant?
[14:17:48] <PetefromTn_> and red would be forward and white reverse or something like that?
[14:19:29] <PetefromTn_> actually it looks like the red hooks to the black wire so that would be the constant power..
[14:21:53] <PetefromTn_> yeah just looked again on the one side of the strip it goes yellow, white, black, green(GND) and on the other side it goes white, black, red, green. all from top to bottom.
[14:22:32] <miss0r1> What do I do in emc2 when the actual milling turns out one quarter the intented size?
[14:24:07] <archivist> fix your scale
[14:24:21] <PetefromTn_> miss0r1 sounds like you have either your cam output is wrong or you have your step setup wrong...are you sure it is not metric/standard thing?
[14:24:35] <archivist> steps per rev and screw pitches etc
[14:25:01] <miss0r1> indeed
[14:25:30] <miss0r1> Looking into all this - I just put in the numbers ichguck... gave me last night - but the pinout he gave me didn't fit, so perhaps the numbers are off as well
[14:25:57] <archivist> calculate and measure oneself :)
[14:26:25] <archivist> random person of the interwebz is often wrong
[14:27:18] <miss0r1> indeed
[14:29:50] <miss0r1> so, if I can measure a 2mm distance on one rotation and the motor says 1.8 degrees, that gives me 200 steps for 2 mm, i.e. a scale of 100? correct?
[14:30:16] <PetefromTn_> pcw_home Hey man thanks for your analysis of the motor and wiring.
[14:31:20] <archivist> miss0r, what is your driver set to? full step, half step or something else
[14:31:44] <miss0r1> how do I tell?
[14:32:10] <archivist> read the FM for the drives
[14:32:35] <miss0r1> erhm... FM?
[14:33:00] <archivist> something manual
[14:33:39] <miss0r1> I have nothing for this stuff - Chinese power. I will go online and seek a solution
[14:34:23] <archivist> some of them have the fm on the ebay page
[14:34:39] <archivist> about two crappy images
[14:35:43] <archivist> but one can deduce from distance travelled
[14:42:47] <PetefromTn_> Connor Art is saying that the motor is 220v so the inputs to the leads need to be 220v so my 110v relay setup might not work?
[14:43:13] <PetefromTn_> Only problem is I THOUGHT that is how it was wired up before...?
[14:43:52] <Connor> I'm not sure.
[14:44:14] <Connor> make sense that those relays would control it.. maybe look in the old manuals..
[14:46:11] <PetefromTn_> I am pretty sure they DID control it becasue those wires all came to the same place they are now.
[14:51:04] <Connor> maybe pcw_home can shed some light on it.. I'm not sure.. It clearly says 220/230/240v 50Hz
[14:56:10] <Connor> PetefromTn_: It's a 2 phase motor designed to run on single phase because of the capacitor.. .. 220v is 2 phase here.
[14:57:02] <Connor> So, it just may work.. might be slower than originally designed to run.. but, then again, they may have picked it because they can run it at half voltage.. who knows..
[14:58:31] <humble_sea_bass> oh no commie 50hz stuff
[15:02:10] <Connor> humble_sea_bass: Japan it looks like
[15:05:01] <Connor> err.. wait.. 220v is not 2 phase.. it's single phase.. 110v is split phase.. I always get those confused..
[15:06:28] <Connor> PetefromTn_: You have pictures of that relay bank ?
[15:06:45] <humble_sea_bass> the world needs to use the freedom frequency of 60hz
[15:10:22] <PetefromTn_> Okay art is saying that it needs to be 220v single phase. We just removed the capacitor and it is 440v 3microfarad.
[15:11:24] <PetefromTn_> Connor I just forwarded to you an email with pictures art got off the net of the cap. Mine appears to be exactly the same one.
[15:11:37] <Connor> ok
[15:15:43] <PetefromTn_> relays can take up to 240v...
[15:15:57] <PetefromTn_> the band has eight of them in there we are currently using only three.
[15:21:33] <CHNCguy> wazup! :)
[15:27:42] <PetefromTn_> CHNCguy Hey man..
[15:30:10] <CHNCguy> questions for ya guys, can linuxcnc work with ac servos?
[15:30:25] <CHNCguy> Stupid question I know....just curious
[15:30:38] <PetefromTn_> my machine uses ac servos..
[15:30:39] <CHNCguy> When I mean AC I mean industrial ac fanuc servos?
[15:30:47] <CHNCguy> sup pete!
[15:31:17] <CHNCguy> ohh ok, cuz I was reading through the manual, and it had some special talk about brushless DC, didnt know if it handled ac servos differently also
[15:31:19] <PetefromTn_> ;)
[15:33:42] <CHNCguy> hey pete is the cincinatti tool changer a servo driven one?
[15:34:16] <PetefromTn_> no we have been discussing that this afternoon.
[15:34:26] <PetefromTn_> It is run by a 220v single phase gearmotor.
[15:34:43] <CHNCguy> any headway on the toolchanger?
[15:35:16] <PetefromTn_> yeah quite a bit we are trying to determine what the power needs to be and how to setup the relays for fwd and rev carousel revolution.
[15:36:26] <CHNCguy> cool ;), would it just be easier to put a servo inplace of it?
[15:36:58] <PetefromTn_> no honestly once we figure the power situation out it is just a matter of using two outputs for fwd and rev..
[15:37:58] <PetefromTn_> right off the 7i77 card. That is how it worked from the factory too. There is a proximity sensor in there too that I think tells the motor when it is in a pocket position.
[15:39:49] <PetefromTn_> so just two outputs and one input controls the carousel logic.
[15:41:40] <PetefromTn_> The machine does not have a home position sensor for the carousel you actually had to move it to position one upon startup and tell it that it was at one..
[15:42:04] <PetefromTn_> I am considering trying to make a flag sensor to tell it it is at position one so I can home the carousel.
[15:43:43] <PetefromTn_> Is it possible to setup linuxCNC so that it cannot make any toolchanges or movements unless it is first homed out?
[15:46:37] <Connor> PetefromTn_: Yes.. also possible to have it auto-home if it hasn't homed..
[15:46:59] <PetefromTn_> that is exactly what I am gonna want just simply for safety reasons.
[15:47:17] <humble_sea_bass> i need to stop being lazy and install my home switches
[15:47:59] <PetefromTn_> Can't imagine running anything larger than a tabletop router without home switches man..
[15:48:18] <PetefromTn_> or limits as some folks do..
[15:52:21] <PetefromTn_> Connor Art is saying that we need to put the red wire which is the black wire on the motor to one side of the two 220v mains coming in after the main contactors and then hookup the other side of the main contactors to the top of the relay block like it kinda arleady is.
[15:52:51] <PetefromTn_> that will create the 220v thru the motor and we simply switch the two relays with outputs from the 7i77...
[15:53:23] <Connor> yup.
[15:53:26] <PetefromTn_> Is that what you were thinking?
[15:53:55] <Connor> yea
[15:54:02] <Connor> not that we know that the relays can handle 220
[15:54:06] <Connor> I know how to handle it.
[15:54:14] <PetefromTn_> Remember the Solid state relay block has eight 240v relays in it and the power comes in on the end one and is kinda daisy chained thru the rest of them.
[15:54:36] <Connor> same idea as before.. but instead of common going to neutral, it goes to the other hot.
[15:54:44] <PetefromTn_> The control side of the relays has indivual blue thinner wire inputs that accept the 24v signals from the 7i77...
[15:54:59] <Connor> Hmm..
[15:55:16] <Connor> does that mean that the solenoids are 220 too ?
[15:55:21] <Connor> err 240
[15:55:21] <PetefromTn_> Art is saying forget the neutral there is no neutral involved in this case.
[15:55:27] <Connor> correct
[15:55:43] <Connor> but, there is a COMMON
[15:56:07] <humble_sea_bass> a crap
[15:56:40] <Connor> We need to check your solenoids
[15:56:44] <PetefromTn_> Connor No they are 110 volt and the other side just goes to neutral giving you 110v instead of 220v with the motor.
[15:56:53] <Connor> okay.
[15:56:56] <Connor> got it.
[15:57:09] <PetefromTn_> they are already working that way.
[15:57:17] <Connor> so 1 side is on the relay, the other is either to neutral or the other hot.
[15:57:26] <Connor> okay.. gotta go.. back on later tonight
[15:57:57] <PetefromTn_> okay cya man..
[15:58:24] <PCW> Different models may have 240V vs 120V motors so be careful
[15:58:52] <humble_sea_bass> eyeballing home and hoping I didn't do anything stupid with my toolpaths is not safety first
[15:58:52] <PCW> any label on the motor?
[15:59:01] <PetefromTn_> PCW Yeah we have just checked that and the motor plate is 220/230/240 50hz
[15:59:13] <PetefromTn_> the capacitor is 3uf 400v
[15:59:26] <PetefromTn_> I posted a link to the motor earlier...hang on...
[15:59:40] <PetefromTn_> http://imagebin.org/297604
[15:59:53] <PetefromTn_> That's my motor plate...
[16:00:38] <PetefromTn_> humble_sea_bass LOL..
[16:03:04] <humble_sea_bass> goal for the month is to grab some decent taps and install these limits
[16:03:26] <PetefromTn_> humble_sea_bass what machine?
[16:04:42] <humble_sea_bass> the cnc is justa babby taig. everything else is manual
[16:06:50] <PetefromTn_> taigs are actually kinda nice little machines.
[16:07:03] <Deejay> gn8
[16:07:12] <PetefromTn_> GN8 deejay!
[16:07:29] <Deejay> good nite, pete
[16:07:39] <humble_sea_bass> i'm super glad i got it instead of the sherline. my homie has a sherline and it is a little unstable I feel
[16:07:53] <PetefromTn_> I'm sure..
[16:09:23] <humble_sea_bass> i have a bridgeport knee mill my father in law gave me, but that is in storage since i can't fit it in the shed and I don't have a basement
[16:09:54] <Loetmichel> So, manufacturer fault in the chinese 18650 found: the - tab of the liio-wind was not welded to the shell... i am not too curious, am i? ;-) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14751
[16:09:55] <PetefromTn_> nice..
[16:12:45] <CaptHindsight> anyone try those new TB65xx muti-axis stepper driver boards?
[16:13:20] <CaptHindsight> or TB6600 is the new one with less issues
[16:14:12] <DaViruz> Loetmichel: i've seen the same issue, but in my battery there was a plate which bulged if there was internal pressure in the battery which disconnected one of the terminals
[16:14:53] <DaViruz> pretty clever design, but it happened to a whole batch of batteries after a single charge
[16:15:20] <humble_sea_bass> you guys are buying chinese rechargables?
[16:15:39] <Loetmichel> sure
[16:15:44] <Loetmichel> came with the led lamp
[16:15:46] <CaptHindsight> http://www.aliexpress.com/store/product/New-Product-TB66600-stepper-motor-driver-board-4-5A/704350_737247453.html
[16:16:00] <DaViruz> i buy lots of chinese rechargeables
[16:16:16] <CaptHindsight> http://www.ebay.com/itm/like/400667531126?lpid=82
[16:16:27] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14733 <- had a bit of issues with QC though
[16:16:28] <Loetmichel> :-)
[16:16:53] <DaViruz> but i try to stick with those who have someone backing them up, or at least known to be of acceptable quality
[16:16:59] <humble_sea_bass> I've just been buying enerloops
[16:17:18] <humble_sea_bass> batteries is like the one thing i dont trust trust from the chinese
[16:17:56] <CaptHindsight> https://travelsofjake.files.wordpress.com/2012/05/zgc.jpg ok guys, when you buy lots of your parts from China this is what the stores you're buying from look like
[16:17:58] <Loetmichel> humble_sea_bass: seems you have reason to ;-)
[16:18:23] <CaptHindsight> they don't even have a door, you either jump behind the counter or it slides out with room for 102 stools
[16:18:43] <CaptHindsight> http://www.beijing-travels.com/image/beijing_guide/zhongguancun_shopping.jpg
[16:19:27] <CaptHindsight> http://cdn.c.photoshelter.com/img-get2/I0000guLjM6lp4rs/fit=1000x750/20120530zhong-guan-cun-tech-park-beijing-AU-1.jpg
[16:19:43] <humble_sea_bass> wait wait wait. you're saying the seller is not doing a QA check before he meticulously packs my order
[16:20:22] <CaptHindsight> yeah, he counted the money/made sure it cleared and taped your box closed
[16:20:58] <Loetmichel> *discharged* 225mAh got out, 3000mAh claimed ;-) ... *throwing the parts away*
[16:21:16] <Loetmichel> s/claimed/claimed on the sleeve
[16:21:37] <humble_sea_bass> 225 or 2250
[16:21:44] <CaptHindsight> all those counters are actually separate stores in a mall
[16:22:00] <humble_sea_bass> because that's straight rawdog even by chinese standard
[16:22:03] <CaptHindsight> they are about the size of a small booth at a trade show
[16:23:12] <humble_sea_bass> Capt, this "mall" model has been on the rise in the chinatowns
[16:24:14] <CaptHindsight> it's actually great when you know what you want and where to go, they will have boxes of parts right there you can haggle over
[16:24:53] <CaptHindsight> you can also buy crap but there where repeat business comes in and the stores reputation
[16:24:53] <humble_sea_bass> i lke to walk up to the warehouse of those parts importers in the brooklyn chinatown
[16:25:11] <humble_sea_bass> like I've gotten lcd panels, iphone screens, etc off of them
[16:25:47] <CaptHindsight> only in China the price is lower, especially for knock-offs
[16:26:14] <CaptHindsight> and add 5-10% if you're not Chinese
[16:26:37] <humble_sea_bass> i know that trick. i demand chinese prices
[16:26:37] <Loetmichel> humble_sea_bass: 225mAh
[16:26:43] <CaptHindsight> so I usually walk by and have a partner do the haggling, they all think I'm made of money or something
[16:26:59] <humble_sea_bass> 7.5% of what was claimed is pretty gangster
[16:28:05] <Loetmichel> the two working ones have 600 resp. 400mAh real
[16:28:23] <CaptHindsight> http://shenzhenshopper.com/wp-content/themes/testeer/includes/timthumb.php?src=http://shenzhenshopper.com/wp-content/uploads/2010/12/louhu-commercial-city-fa.jpg&h=444&w=670&zc=1 floor after floor of small 8' wide shops
[16:28:33] <Loetmichel> and the other one that has rattling the winding inside has not enough contact to measure
[16:29:18] <CaptHindsight> some guys have access to the factory backdoor, you get 1M piece pricing +1-2%
[16:29:37] <humble_sea_bass> <chinese dude> we just put some beans inside this battery casing, i'm sure they wont notice the performance drop
[16:30:00] <CaptHindsight> most likely defects being sold as good
[16:30:10] <CaptHindsight> hey you gotta eat
[16:33:00] <PetefromTn_> http://www.youtube.com/watch?v=bSXR3FsN0EE YUMMY!!
[16:33:04] <CaptHindsight> couplings are $1.50ea, nema23 steppers $20, 36V 10A switching power supplies $30 etc etc
[16:35:01] <humble_sea_bass> time to get on the subway. gotta get under the houses crawlspace and replace a burst water pipe. this winter just keeps on giving
[16:36:01] <CaptHindsight> does anyone make a box complete with connectors, a 7i76 and power supply (or similar)??
[16:36:28] <CHNCguy> hey pete thats what ours will be doing soon! :)
[16:37:02] <PetefromTn_> CHNCguy Yeah baby I can't wait!!
[16:37:56] <CHNCguy> I talked with him, hes gonna send me some files, he said he basically set the whole thing up with macros, he swapped the command tN m6 with o<tool> and it works great he says
[16:38:45] <PetefromTn_> CHNCguy Yeah man I honestly am not doing it that way because he is using some kinda solenoid driven spindle orientation that I will not have..
[16:39:28] <CHNCguy> well he said linux wont allow any movement within the tN m6 command
[16:39:36] <CHNCguy> movement I mean axis movement
[16:39:51] <PetefromTn_> that is only true in certain setups...
[16:42:08] <CHNCguy> how so?
[16:42:13] <PetefromTn_> I do not know how he did that solenoid driven thing and it actually adds more complexity to the whole toolchange procedure.
[16:43:38] <PetefromTn_> apparently there are ways to make the axis movements during a toolchange with the newest version of linuxCNC and there are ways to make classic ladder use some kinda subroutines or something to make it work. I honestly don't understand it yet.
[16:43:52] <CHNCguy> well the basics are call tool tN m6, stop spindle, move to zX.XXX, orient spindle, tool changer in, draw bar activate with air blast. z up X.XXX carousel rotate to commanded tool, z down to X.XXX, draw bar deactivate, tool carousel out, resume program.... \
[16:44:20] <PetefromTn_> yeah but there is a lot more to it than that..
[16:44:31] <CHNCguy> well those are the steps
[16:44:31] <PetefromTn_> You have to have negative feedback for every movement.
[16:44:36] <PetefromTn_> sure.
[16:44:43] <CHNCguy> negative feedback?
[16:45:13] <PetefromTn_> so like when you commant tool ram in to spindle there needs to be seeing the ram out sensor or whatever not activated etc..
[16:45:49] <PetefromTn_> and there are sensors for tool present and not present in the spindle. etc.
[16:46:30] <PetefromTn_> Altho on my machine I have not found the ram in and out sensors setup yet.
[16:46:59] <PetefromTn_> Luckily I have the manuals here with parts breakdown and wiring diagrams etc.
[16:48:33] <CHNCguy> well thats the kicker...not all machines have those
[16:48:33] <CHNCguy> on my Haas vf-2
[16:48:33] <CHNCguy> there was only solenoid activate for the piston to push carousel out.
[16:48:33] <CHNCguy> as for tool in spindle, there is wasnt one
[16:48:33] <CHNCguy> its a matter of assumption
[16:48:36] <PetefromTn_> I mean don't get me wrong it is not rocket science here but there are specific things that need to happen at specific times and it all must be perfect and dead reliable of course.
[16:49:16] <CHNCguy> Wanna know how I know? I crashed it on startup
[16:49:16] <CHNCguy> it didnt know there was tools in the spindle lOL
[16:49:24] <CHNCguy> well have you ever wondered why tool changing on older machines take awhile?
[16:49:36] <CHNCguy> because inside the macro there was p4 pauses to allow each step to take place
[16:49:48] <PetefromTn_> I'm sure. Understand that I know the mechanical/electrical stuff that must happen pretty well, what I am not good with is the programming side.
[16:50:24] <PetefromTn_> WOw the haas does not know if there is a tool in the spindle?
[16:50:44] <CHNCguy> the older ones did not
[16:50:49] <CHNCguy> like pre 98
[16:50:58] <CHNCguy> I had a 94 i think
[16:51:05] <PetefromTn_> Ya know come to think of it that is right because there was a certain method of inputting tools that kinda made no sense to me when I ran them at the other shop I worked in.
[16:51:37] <CHNCguy> u know who might have a really good idea as to set the tool changer up
[16:51:37] <PetefromTn_> Of course they had renishaw tool probing so it was kinda automatic once you understood it.
[16:51:39] <CHNCguy> JT-shop
[16:51:54] <CHNCguy> his and my CHNC have a feed back system kinda....
[16:52:02] <PetefromTn_> actually JT shop is working on an offline setup that we can both use in our VMC's/
[16:52:12] <CHNCguy> really?
[16:52:17] <PetefromTn_> He has that Bridgeport disco he wants to retrofit.
[16:52:36] <PetefromTn_> Yeah at least that is what I thought he was doing.
[16:52:58] <CHNCguy> lol
[16:53:15] <PetefromTn_> Only problem is the differences between our machines. He said he was gonna try to do it in something other than classic ladder.
[16:53:32] <CHNCguy> well lets research this, he said components can do all the toolchanging, lets check those out
[16:54:15] <PetefromTn_> I think I want to add a flag for carousel home position to mine tho so I can auto home the machine axes and the toolchanger upon startup to ensure no dumbass mistakes on my part.
[16:54:44] <PetefromTn_> CHNCguy I will try but like I said I don't know jack diddly squat about programming and python stuff etc..
[16:54:53] <CHNCguy> lol you can have a popup right? On your screen?
[16:55:05] <PetefromTn_> huh?
[16:55:06] <CHNCguy> im in the same boat with ya pete...
[16:55:36] <CHNCguy> well instead of your flag, can u just have a popup dialog asking if you set the tool changer to 1 and tool the tool out?
[16:55:37] <PetefromTn_> well we'll sink or swim together then hehehe
[16:55:42] <CHNCguy> haha
[16:55:50] <CHNCguy> I have a 2 week time limit tho...
[16:56:02] <PetefromTn_> Woah no shit why?
[16:56:19] <PetefromTn_> It took me three months just to get the basic system working in my spare time.
[16:56:39] <CHNCguy> traveling and wanna pick it up
[16:56:57] <PetefromTn_> are you gonna be here later, I gotta clean up the kitchen here and start dinner...
[16:56:58] <CHNCguy> I have 2 weeks straight pretty much to work on it.
[16:57:07] <CHNCguy> ya ill be on for about 2 more hours
[16:57:18] <PetefromTn_> Okay I will help you however I can.
[16:57:28] <CHNCguy> ya we will get it working ;)
[16:57:43] <PetefromTn_> Did you decide you are gonna get new motors and drives or keep the original stuff?
[16:58:25] <PetefromTn_> be back in a bit here man..
[16:58:36] <CHNCguy> gonna keep the originals if I can, if they wont work out, i will just get new ones and sell the old stuff
[16:58:38] <CHNCguy> k
[17:00:12] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/6667AD69-A1DF-4578-AD29-A83DBFD10FD6_zpsweoxxgbc.jpg
[17:00:12] <zeeshan> :D
[17:00:42] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/9CCF842F-66AE-41FF-8F0A-51AFF7247F62_zpslwzlun2m.jpg
[17:00:45] <zeeshan> manual machining ftw
[17:00:56] <zeeshan> minus the circular pocket
[17:02:05] <CHNCguy> i was gonna say nice pocket for manual LOL
[17:02:14] <zeeshan> haha
[17:02:24] <zeeshan> those o-rings grooves were a bitch.
[17:02:29] <zeeshan> i had to use a 1/16 end mill
[17:02:37] <zeeshan> on a rotary table
[17:03:22] <CHNCguy> and thats why I love CNC ;) its always a fun bitch....
[17:11:15] <andypugh> Today I have mainly been dismantling a 92 year old motorcycle chassis with a cold chisel.
[17:11:31] <CaptHindsight> was it under water?
[17:11:42] <andypugh> It looks like it might havebeen
[17:12:02] <CHNCguy> wow, naval jelly will eat rust nicely
[17:12:02] <CaptHindsight> cycle archaeologist
[17:12:05] <CHNCguy> lol
[17:12:29] <CaptHindsight> say that 3 times fast
[17:12:45] <andypugh> It is all rivetted together, and I have decided I need the sections separated to de-rust and repair properly.
[17:12:55] <CHNCguy> so how do we get a vfd driven spindle to rigid tap?
[17:13:07] <andypugh> (It's not the normal sort of motorcycle chassis)
[17:13:17] <CHNCguy> wow sounds like fun/pain
[17:13:23] <CHNCguy> ;)
[17:13:35] <CHNCguy> old triumph?
[17:14:32] <andypugh> This is a picture of a much better condition version of the frame:
http://www.geutskens.eu/neracar/images/PPL/1-Frame/Frame%20Assy/12-102-Side%20Rail,RH,rv1-gec.jpg
[17:16:15] <andypugh> (I wish mine looked like that!)
[17:16:25] <CHNCguy> lol
[17:16:26] <CaptHindsight> how big is this bike!?
[17:16:41] <andypugh> About the normal size.
[17:17:10] <andypugh> It's like a minature car chassis from 1921.
[17:17:29] <CHNCguy> question, when tuning a spindle, do we treat it like an axis? PID tuning and such?
[17:17:36] <CaptHindsight> which end does the steering?
[17:17:54] <andypugh> CaptHindsight: The right side of that photo.
[17:18:48] <andypugh> CHNCguy: Yes and no. You probably want stable velocity rather than position. You might even want to swap the PID settings between position mode and velocity mode.
[17:19:25] <CHNCguy> how would I be able to do that? Also I need spindle orientation (its a vmc with tool changer :))
[17:19:26] <PetefromTn_> andypugh Yeah no we are wanting positioning too this is for the Cincinatti VMc's we both have.
[17:19:50] <CHNCguy> we only need spindle position during a tool change, if that helps...
[17:19:56] <CHNCguy> and rigid tap
[17:20:14] <andypugh> I thought it was a CHNC, which is why I just found you this video to watch:
http://www.youtube.com/watch?v=MasjCZc2opw&list=UUQSpJBQ4eetmhN5Twf07jyg&feature=share&index=3
[17:20:50] <PetefromTn_> Hey that's James Bond's CNC hehehe
[17:21:10] <CaptHindsight> heh
[17:21:12] <CHNCguy> sorry the machine I am discussing is a vmc tool changer ;)
[17:21:28] <CaptHindsight> you should see the ones by Sean Connery
[17:21:45] <CHNCguy> pretty cool
[17:21:54] <CHNCguy> so about that spindle tuning?
[17:21:56] <andypugh> CHNCguy: You probably want to look at the "orient" hal component.
[17:22:05] <CHNCguy> got a link?
[17:22:37] <andypugh> http://www.linuxcnc.org/docs/devel/html/man/man9/orient.9.html
[17:22:59] <andypugh> That doesn't have any PID parameter swapping, though.
[17:23:34] <CHNCguy> you mean the velocity/position swap?
[17:23:55] <andypugh> One way to change the PID terms would be to use "lincurve" to vary PID depending on spindle speed.
[17:24:19] <CHNCguy> how would you do it? Have you done a vmc with tool changer?
[17:24:23] <andypugh> (Lincurve just happens to have the right sort of outputs to net to the PID component gains)
[17:24:37] <andypugh> No, I am the toolchanger. :-)
[17:24:42] <CHNCguy> LOL
[17:25:10] <CHNCguy> well I think i will tackle spindle tuning right now...so set it up as velocity mode?
[17:25:40] <PetefromTn_> The 7i77 has the spindle inputs with the encoder input so I dunno how much of that is taken care of in the software as I have not gotten that far yet.
[17:25:55] <CHNCguy> u got your spindle to work right pete?
[17:26:07] <andypugh> You actually probably want two separate PID components, one that controls to the veolcity command and one that controls to the position command.
[17:26:07] <PetefromTn_> well that depends on your definition.
[17:26:34] <andypugh> Start with your velcity PID and add the position one later.
[17:26:52] <PetefromTn_> Right now my spindle is working in fwd, rev, and stop from the control but I don't have the feedback since I have to install the encoder.
[17:27:27] <andypugh> The spindle speed PID probably needs PGain zero, the correct FF0 and then some I to tweak the speed. (basically, get it as close as you can with FF0 open loop, then add the I and perhaps some P)
[17:28:15] <CHNCguy> ok so how would I set those PID components up in linux?
[17:28:20] <PetefromTn_> The way I understand it is you want to only use this orientation when you are below say 400 RPM on the spindle and then switch for orientation. Rigid tapping can be done higher speed if you want.
[17:28:25] <andypugh> So, if 5V to the drive is 5000rpm then FF0 should be around 0.001..
[17:29:21] <CHNCguy> I think 10v should be about 7500 rpm
[17:29:37] <PetefromTn_> Oh you suck I only get 6500...
[17:29:41] <andypugh> CHNCguy: Like any other PID component, just copy the axis ones, basically, but connect command to spindle command and feedback to encoder veloociity.
[17:30:13] <CHNCguy> in the hal file or ini?
[17:30:14] <andypugh> Hah! My machine is specified to do 1000rpm max in the fastest gear!
[17:30:29] <CHNCguy> aww lol
[17:30:32] <PetefromTn_> ooh sux to be you..
[17:30:39] <CHNCguy> haha
[17:30:48] <andypugh> But it will do less than 1 rpm in the lowest gear with the VFD. Not that that is any use.
[17:31:16] <CHNCguy> 1 rpm, maybe braid hair?
[17:31:26] <JT-Shop> andypugh, you working on your almost a car?
[17:31:29] <andypugh> An inaccurate clock?
[17:31:32] <CHNCguy> so how do I connect the spindle command?
[17:31:35] <PetefromTn_> My spindle has a 2-1 reduction so when it is at full tilt the motor is freakin' screaming.
[17:31:55] <andypugh> JT-Shop: Yes. SOmebody wanted to buy some parts I have spare, and that finally gave me the impetus to start on it.
[17:32:17] <JT-Shop> cool
[17:32:24] <andypugh> CHNCguy: Hmm, how well do you understand HAL?
[17:32:42] <CHNCguy> 2+2= orange...that well....
[17:32:52] <CHNCguy> so not very well
[17:33:15] <CHNCguy> go a example of connecting command to spindle command and feedback to encoder velocity?
[17:33:32] <CHNCguy> got*
[17:34:17] <andypugh> A bit like this.
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Closed_Loop_Spindle_Speed_Control
[17:34:22] <PetefromTn_> CHNCguy Are you planning to use the mesa cards?
[17:34:23] <andypugh> But that is over-complicated
[17:34:39] <CHNCguy> yes 5i25-7i77
[17:34:46] <PetefromTn_> Okay that is what I have.
[17:34:49] <CHNCguy> got a simpler way andy?
[17:35:11] <andypugh> Just like that one, with the uneccesary stuff taken out will work nicely :-)
[17:35:33] <PetefromTn_> The card has simple plug and play inputs of course just setting it up in software is the beotch. Add to that I am going to go with modbus control so don't really know how that will work together.
[17:35:51] <CHNCguy> thanks, do i just add the encoder parts to the hal file?
[17:36:00] <JT-Shop> http://linuxcnc.org/docs/html/examples/spindle.html
[17:36:03] <andypugh> No, you don't need those.
[17:36:38] <andypugh> The Mesa card encoders have a direct rpm output pin.
[17:37:00] <CHNCguy> thanks jt
[17:37:09] <CHNCguy> i have a lot to read LOL
[17:37:12] <PetefromTn_> any idea how to make the spindle work with modbus control as well as encoder input?
[17:37:33] <andypugh> you just direct the output of the PID to the Modbus module input.
[17:38:10] <PetefromTn_> okay what about the encoder input it has to go into the 7i77 correct?
[17:38:52] <andypugh> (actually, I might be wrong about the enoders having rpm putput, it is the other way round, motion has an rps output)
[17:39:12] <andypugh> motion.spindle-speed-out-rps
[17:41:30] <CHNCguy> andypugh: can how would I set up a tN m6 command macro?
[17:42:25] <CHNCguy> or is that a component?
[17:43:51] <andypugh> Bear with me, I am trying to write a spindle HAL segment...
[17:44:11] <CHNCguy> take your time I appreciate your help! Love the linux community help :)
[17:45:07] <zeeshan> PetefromTn_:
[17:45:08] <zeeshan> lol
[17:45:17] <PetefromTn_> zeeshan Yeah man...
[17:49:13] <andypugh> CHNCguy: This is (I think) the minimum set..
http://pastebin.com/LEKUu4S5
[17:50:51] <CHNCguy> thanks andy, question though, net {whatever your enable signal is called} pid.3.enable what would my enable signal be?
[17:50:59] <CHNCguy> are you referring to the vfd enable output pin?
[17:51:57] <andypugh> I have no idea what your enable signal is called. :-)
[17:52:09] <CHNCguy> i mean the actual language in linux
[17:52:19] <CHNCguy> can it just be a gpio?
[17:52:29] <andypugh> It's a signal.
[17:52:41] <andypugh> Some random name you chose in your HAL file.
[17:52:46] <CHNCguy> so a HIGH +5v?
[17:52:58] <CHNCguy> or the field voltage of 24v+?
[17:53:04] <andypugh> No, a _HAL_ signal.
[17:53:08] <PetefromTn_> It's gonne probably be a 7i77 pin no?
[17:53:16] <andypugh> Nothing to do with hardware at all.
[17:53:28] <CHNCguy> ohh, can you clarify?
[17:53:34] <CHNCguy> <<<<<<<<<<<<<<<newb...
[17:53:38] <andypugh> I thought I just did
[17:54:06] <CHNCguy> ummm well when u mean the enable signal
[17:54:15] <CHNCguy> you dont mean a physical input pin?
[17:54:46] <CHNCguy> you mean the software enable signal? And this would be what exactly? Net spindle.enable.00? (I just made that up)
[17:54:50] <KreAture> Been working on my cnc plan
[17:54:52] <KreAture> hehe
[17:55:02] <andypugh> No, I mean a HAL signal that goes "true" when the machine is on.
[17:55:14] <KreAture> Loetmichel u there ?
[17:55:18] <KreAture> http://kreature.org/projects/cnc/cnc2_9.png
[17:55:22] <Loetmichel> yes
[17:55:23] <KreAture> and backside:
http://kreature.org/projects/cnc/cnc2_9b.png
[17:55:38] <KreAture> I want to try and use the 3060mm extrusions as much as possible
[17:55:48] <andypugh> It's probably called something like machine-is-on or something like that. You will see it used all over the HAL file to enable things.
[17:55:51] <CHNCguy> andypugh: where would I find this signal?
[17:56:13] <KreAture> also thinking they will be stiffer laterally than a 12mm alu plate as I a couple having oscillations in that axis
[17:56:15] <andypugh> Let me step back a bit.
[17:56:30] <Loetmichel> KreAture: do you put some sheet metal in between the gantry beams?
[17:56:39] <Loetmichel> to make a box of both
[17:56:51] <Loetmichel> if not: weak construction
[17:56:51] <andypugh> A HAL net command is of the form "net signalname pin1 (pin2 pin3 pin4)"
[17:56:58] <KreAture> I was thinking of adding a 6030 there
[17:57:15] <KreAture> I just don't model it all yet as it is so boring to move and change stuff
[17:57:16] <KreAture> hehe
[17:57:33] <KreAture> The spacing is set up for filling with the beam
[17:57:34] <CHNCguy> andypugh: I am folling you
[17:57:39] <CHNCguy> following*
[17:57:50] <KreAture> also the screw on back would have been hidden
[17:57:51] <KreAture> hehe
[17:57:57] <Loetmichel> use 2 4mm aluminium plates with at least every 100mm a screw in the slots of the extrusion
[17:57:58] <KreAture> but yes I plan on squaring that up
[17:58:00] <andypugh> The signal name can be absolutely anything. They have no special meaning.
[17:58:01] <Loetmichel> on both sides!
[17:58:17] <KreAture> Loetmichel why when I can fill the hole ?
[17:58:24] <KreAture> The beams bolt together
[17:58:29] <andypugh> And you can use the signal name in as many "net" commands as you want.
[17:58:50] <andypugh> And all the pins which are nettted to the same signal will always have the same value.
[17:59:06] <KreAture> sheet alu is very expensive here while I get a huge pile of these beams due to them being recycled from a installation being dismantled
[17:59:17] <andypugh> So, as a consequence, any one signal net can only be linked to one "command" or "output" or "writer" pin.
[17:59:19] <Loetmichel> then you have the strengh of a 80*120mm beam wiht little more than the weight aof two 8040 beams
[17:59:37] <KreAture> hmm
[17:59:40] <KreAture> that is right
[17:59:44] <KreAture> your idea will save weight
[17:59:44] <CHNCguy> kinda following you.....
[17:59:58] <KreAture> I should add sheet on front too right ?
[18:00:06] <KreAture> unfortunately my clearance would then have to be increased
[18:00:13] <Loetmichel> KreAture: which country are you?
[18:00:16] <KreAture> Norway
[18:00:24] <Loetmichel> front and back
[18:00:24] <KreAture> we manufacture alu in blocks and ship out
[18:00:30] <KreAture> really annoying that we don't extrude
[18:00:34] <CHNCguy> so lets see... the net signal name is anything? If so where can I find this name? You said in the Hal fine right?
[18:00:40] <andypugh> (Bear in mind that the hardware output pins are inputs as far as HAL is concerned, they take a valeu _from_ HAL. And the physical input pins are outputs in HAL, they provide values _to_ HAL.
[18:00:42] <KreAture> My clearance on front is only 1mm now
[18:01:26] <andypugh> CHNCguy: Yes. You will see the same signal name being used in a few places to enable things.
[18:01:52] <CHNCguy> like coolant?
[18:02:26] <andypugh> No, coolant would be a silly thing to use to enable the spindle PID.
[18:02:37] <CHNCguy> lol
[18:04:03] <andypugh> KreAture: Your table might actually be better with the side frames the other way round. It would be stiffer in shear. That rather depends on if the table travels through the gantry or the gantry hangs on the table though.
[18:04:19] <CHNCguy> still partially confused. does anyone have a video tutorial for me to watch? :)
[18:04:27] <KreAture> Table will be placed ontop
[18:04:37] <KreAture> There will be a tonn of crossmembers
[18:05:01] <KreAture> Table will be a mdf plate for when I cut mdf and be mostly sacrifichial
[18:05:19] <andypugh> If you bolt the table surface down in enough places then it will stiffen the table in shear, so ignore what I just said.
[18:05:22] <PetefromTn_> CHNCguy Hey man once you get inside the Hal in the software a lot of this will become obvious.
[18:05:48] <KreAture> I was going to use the t-slots in the frame for anchoring it
[18:05:50] <andypugh> CHNCguy: Open your HAL file, and see if you can spot a likely-looking signal name. :-)
[18:05:57] <PetefromTn_> I still don't understand it but when Connor was over helping me he showed me how the hal works and how to view inputs and outputs etc.
[18:06:08] <CHNCguy> k one sec
[18:06:57] <PetefromTn_> I wish I could setup a linuxCNC instance in my windows laptop so I can play with stuff like this.
[18:07:13] <PetefromTn_> without having any controls hooked to it.
[18:07:22] <jdh> boot the livecd
[18:07:30] <CHNCguy> ya me too
[18:07:39] <jdh> I've run a sim under vbox. it pretty much sucked though.
[18:07:47] <CHNCguy> I tried but it wont boot with the dang windows 8 crap on laptop
[18:07:49] <PetefromTn_> I did that on my other machine and it installed linux for some reason..
[18:07:59] <jdh> because you told it to.
[18:08:11] <PetefromTn_> I honestly don't remember telling it shit...
[18:08:48] <jdh> not unusual at your advanced age.
[18:08:53] <PetefromTn_> Altho I have considered trying to create a dual boot setup on both my windows computers so I can have my cake and eat it too...
[18:09:06] <PetefromTn_> jdh Hardy Har har...
[18:09:14] <PetefromTn_> I'm only 43 ya smartass....
[18:09:34] <PetefromTn_> I have the boot disk burned here somewhere...
[18:09:45] <jdh> yep. best part is I can tell you that same joke in 6 months and it will be new to you again.
[18:09:55] <PetefromTn_> How complicated is it to do a dual boot on this laptop...
[18:10:08] <PetefromTn_> yeah I got that oldstimers....
[18:10:56] <CHNCguy> andy and pete: I looked in the HAL and all i see repeating is the hm2_5i25XXXXXXXXXXX
[18:11:56] <PetefromTn_> http://linuxcnc.org/docs/html/hal/images/HAL_Configuration.png
[18:12:48] <PetefromTn_> It looks like that and you can select from the list on the left and you can select the particular IO signals is near the bottom.
[18:13:29] <PetefromTn_> if you click watch you can see physical representation of the signal input depending on what it is.
[18:14:44] <andypugh> PetefromTn_: That tab doesn't update though. Be aware of that. The "Watch" tab is what you need to look at to see live changes
[18:15:17] <CHNCguy> looks like what? the parport.0.XXXXXXXXXXXX?
[18:15:44] <PetefromTn_> andypugh Yeah I just said that...
[18:16:20] <PetefromTn_> goto signals near the bottom and click on it.
[18:16:42] <andypugh> Forget that, just open the HAL file.
[18:16:58] <PetefromTn_> I can't remember whether the spindle is in axis or signal.
[18:17:04] <PetefromTn_> andypugh HUH?
[18:17:11] <andypugh> In fact, just paste the HAL file to pastebin and I will tell you what the enable signal is called.
[18:17:27] <CHNCguy> lol k 1 sec
[18:17:29] <PetefromTn_> Oh you mean edit the file in Gedit.
[18:17:57] <PetefromTn_> I was trying to show him how to find the signals and I/O stuff in the software..
[18:20:35] <CHNCguy> lol flooded, but I send u a pm andy with the hal file
[18:20:50] <CHNCguy> thats my chnc
[18:21:09] <andypugh> I only got 6 lines.
[18:21:16] <CHNCguy> http://pastebin.com/H7e2pnSq
[18:21:40] <CHNCguy> thats my chnc, but should work for what you want to show me
[18:21:47] <CHNCguy> yes its the 7i76 ignore that
[18:22:25] <PetefromTn_> I thought you said this was your first LinuxCNC retro?
[18:22:46] <andypugh> <confused>
[18:22:53] <CHNCguy> this is
[18:23:05] <CHNCguy> I used pncconf with 5i25-7i76
[18:23:20] <andypugh> That won't work with a 7i77
[18:23:42] <CHNCguy> ill make a new pncconf for the vmc tonight
[18:23:52] <CHNCguy> just got the 7i77 boards in
[18:24:12] <andypugh> I am not entirely sure that pncconf doesn't do the spindle for you.
[18:24:12] <CHNCguy> will there be a different name for the 7i77?
[18:24:23] <andypugh> Yes, it will be called "7i77"
[18:25:15] <PetefromTn_> http://linuxcnc.org/docs/html/config/images/pncconf-spindle-config.png
[18:25:20] <andypugh> Anyway, looking at that config on pastebin... There are lines missing, I think, but that config would use x-enable as the enable signal.
[18:26:03] <andypugh> Ah, so, you have been deliberately wasting my time all evening?
[18:26:35] <andypugh> Just use pncconf
[18:26:57] <PetefromTn_> Sure but what about the modbus component?
[18:27:43] <andypugh> That sounds more interesting. But you can use pncconf to get things close, then just send the pid output to the modbus rather than analog out.
[18:27:47] <PetefromTn_> I don't understand how the spindle receives digital information via modbus for speed fwd and rev and you get feedback thru the 7i77
[18:28:21] <andypugh> Well, you don't unless the 7i77 is connected to an encoder on the spindle.
[18:28:33] <PetefromTn_> that is what will be..
[18:28:47] <andypugh> Well, that is how you get the feedback then
[18:29:09] <PetefromTn_> I gotta get my spindle encoder setup here and the inputs will be on the spindle inputs in the 7i77.
[18:29:54] <CHNCguy> i guess the original question was spindle orientation for toolchangers LoL
[18:30:00] <andypugh> This is what PID _does_. It compares something with what you asked for, and if it is too low it turns the knob up, and if it is to high, it turns the knob down.
[18:30:21] <andypugh> Get velocity working first, then think about position.
[18:30:36] <andypugh> I will be here tomorrow, I guess. But I need to sleep now.
[18:30:48] <PetefromTn_> LOL okay good night man.
[18:30:48] <CHNCguy> thanks andy :)
[18:31:04] <CHNCguy> lol that went off on a tangent.........j
[18:31:08] <PetefromTn_> Man we sure grilled him LOL poor bastard.
[18:31:16] <CHNCguy> lol
[18:31:27] <CHNCguy> still didnt understand what I was supposed to do lol
[18:31:43] <PetefromTn_> what don't you understand specifically?
[18:32:50] <CHNCguy> let me put it this way. Anyone wanna make some money? I can tell them what I want and they can make the files and I test it....thing is, I want to learn. But like I said I only have 2 weeks for the full retro of this vmc, or it goes to the trash heep
[18:33:23] <CHNCguy> Once I retro it, I can keep it, if not its trashed ;(
[18:33:53] <PetefromTn_> I thought you said you had to retro another machine in exchange for the one you are getting..
[18:34:01] <CHNCguy> yes thats the jist of it
[18:34:19] <CHNCguy> but if i cant retrofit the other one, I don't get the milacron
[18:34:33] <PetefromTn_> What is the other one?
[18:34:40] <CHNCguy> tree vmc
[18:34:48] <CHNCguy> its a milacron knock off
[18:35:34] <PetefromTn_> Do you know what is wrong with the other one?
[18:35:45] <CHNCguy> just the control is fried
[18:35:49] <CHNCguy> both controls are fried
[18:36:03] <CHNCguy> but if I retro the tree, I get the milacron for free
[18:36:17] <PetefromTn_> So you don't know if any of the axes amps actually work then..
[18:36:25] <CHNCguy> well yes
[18:36:41] <CHNCguy> everything worked until the control power supply fried
[18:36:51] <CHNCguy> this is the power supply to the main control
[18:38:17] <CHNCguy> well gonna go play the new southpark game, night night yall! thanks for all the help
[18:38:30] <PetefromTn_> cya
[18:43:56] <Gamma-X> PetefromTn_, you know any good sources for decent cnc? Moving accross country and can pickup... anywhere!
[18:46:30] <PetefromTn_> meh just the usual craigslist, ebay, calling machine resellers, riggers etc..
[18:46:44] <MattyMatt> go through ohio on the way
[18:46:58] <MattyMatt> on trash day, see what's on the kerb :)
[18:47:12] <PetefromTn_> yeah there seems to be a LOT over there..
[18:47:23] <Gamma-X> lol
[18:47:59] <Gamma-X> want a CHEAP machining center...
[18:48:07] <Gamma-X> got month and half before move...
[18:48:25] <MattyMatt> how much space will you have?
[18:48:41] <Gamma-X> prolly not enough for a machining center lol
[18:48:59] <Gamma-X> kneemill could prolly work but id not preffer it...
[18:50:42] <Gamma-X> id even preffer to get rid of my lardinge lathe for an elclosed one.
[18:51:06] <MattyMatt> freudian slip?
[18:51:25] <MattyMatt> is it that heavy?
[18:51:36] <Gamma-X> they can be like 16k pnds...
[19:02:20] <PetefromTn_> Gamma-X Well I can certainly recommend the Cincinatti Arrow 500 LOL...
[19:03:24] <Gamma-X> ughhh
[19:03:35] <Gamma-X> might just need to wait until I move into a house beforelookin at machines..
[19:03:37] <Gamma-X> 1 year
[19:04:14] <PetefromTn_> Honeslty if you go about it the way I did with selling off the original control parts and repacing them with brand new stuff most any decent VMC will be doable.
[19:04:34] <PetefromTn_> I was considering a Fadal and a milltronics before I happend upon this Cincinatti arrow.
[19:04:47] <Gamma-X> yeah
[19:05:55] <PetefromTn_> I especially liked the Fadal VMC15XT but never could find one that was not expensive...
[19:07:10] <PetefromTn_> I nearly bought a Milltronics Parter 6 from a guy in NJ...
[19:08:37] <Gamma-X> man I need a bunch of stuff for that lathe... 3 jaw chuck, 6 inch or maybe 7. stuff to make pneumatic 5c collet closer work....
[19:08:50] <PetefromTn_> you bought a lathe?
[19:09:11] <Gamma-X> well I have one already... just want an enclosed one.
[19:09:21] <Gamma-X> hardenge hnc?
[19:09:29] <PetefromTn_> aah..
[19:09:40] <Gamma-X> the guy who sold it was wierd with the name, its got anilam crusader II on it...
[19:09:46] <PetefromTn_> http://www.youtube.com/watch?v=9M3E9nxjx7o
[19:09:49] <Gamma-X> Gang tool style
[19:09:53] <PetefromTn_> thats a partner 6
[19:10:36] <Gamma-X> ohhhhh pretty
[19:10:40] <Gamma-X> fast as hell 2
[19:10:45] <Gamma-X> i have nothing with a tool changer.
[19:11:58] <PetefromTn_> the HNC is CNC? Looking at pictures of it seems like a nice machine why don't you just make an enclosure for it and add a CNC horizontal toolpost
[19:12:56] <Gamma-X> yeah anilam adapted a gang tool holder for it.
[19:13:22] <Gamma-X> make an enclosure? lol seems like a lot of work when i could swap out!
[19:13:41] <PetefromTn_> It has a pneumatic collet closer then?
[19:13:47] <Gamma-X> i bought one for it
[19:13:51] <Gamma-X> 100 bucks lol
[19:13:51] <PetefromTn_> Nice..
[19:14:01] <PetefromTn_> sounds like you have the makings of a decent lathe there man..
[19:14:04] <Gamma-X> might have been less
[19:14:06] <Gamma-X> yeah 60 bucks.
[19:14:21] <Gamma-X> i wanna get rid of all the anilam stuff. run lcnc
[19:14:26] <Gamma-X> if i keep it.
[19:14:31] <PetefromTn_> http://www.youtube.com/watch?v=GWuOZutnjTk#t=109
[19:15:10] <Gamma-X> yeah I just dont have a turret..
[19:15:23] <Gamma-X> Ahhh thats radek!
[19:15:51] <PetefromTn_> Oh no shit I did not realize..
[19:15:59] <PetefromTn_> NICE!!
[19:16:15] <Gamma-X> wonder if his had anilam stuff on it..
[19:17:25] <Gamma-X> http://timeguy.com/cradek/01225159413
[19:18:40] <PetefromTn_> Sure looks nice to me man..
[19:43:10] <KreAture> hmm, how much torque is needed on a cnc when it is up to speed?
[19:46:35] <KreAture> I see Nema23's benig popular with 240Ncm and vey long bodys, but they drop to 40-45Ncm at 3600 halfsteps/sec. Thatæs around 45 mm/s on a 1605 screw.
[19:48:40] <KreAture> My tiny Nema23's only do 84Ncm but keep delivering 70Ncm at 3600 halfsteps/s which is why I got em.
[19:49:33] <KreAture> I guess I'll be running lower acclellerationbut may have a hgher top speed?
[20:05:42] <s1dev> does anyone have a logan lathe?
[20:08:50] <mozmck> I do!
[20:09:32] <s1dev> if it's a 9-11", would you mind measure the t-slot on the compound? I'm trying to figure out whether the t-nut that logan is selling will fit my production cross slide
[20:09:37] <s1dev> *measuring
[20:09:48] <mozmck> Hmm, it's a 14"
[20:10:28] <mozmck> but it seems like it has a pretty small t-slot if I recall correctly
[20:10:45] <mozmck> I actually need to find another home for the lathe ;)
[20:11:01] <s1dev> too bad I just got one
[20:11:16] <s1dev> I've got an 11" that's in need of fixing up
[20:11:39] <mozmck> This one needs fixing too, and I have other working lathes and no time.
[20:11:54] <Gamma-X> mozmck, which one?
[20:11:58] <Gamma-X> how much where at?
[20:12:08] <mozmck> cheap, north texas
[20:12:10] <s1dev> if the t-slot dimensions are close, then its probably a good indicator of if the production cross slide is the same as the compound
[20:12:16] <s1dev> north...texas?
[20:12:26] <s1dev> which part?
[20:12:36] <s1dev> if you tell me its just down the road...
[20:12:45] <Gamma-X> mozmck, got a picture?
[20:12:52] <mozmck> about 50 north of dallas, right off hwy 75
[20:13:11] <KreAture> noone has any stepper motor views?
[20:13:22] <KreAture> you just buy th biggest yu can find?
[20:13:42] <s1dev> okay, not too far down the road
[20:13:55] <s1dev> too bad, bigger would have been better
[20:14:02] <Gamma-X> KreAture, i bought 200 oz 23's for xy and 1200 for the z
[20:14:26] <mozmck> I can get a picture, I would sell for about scrap price - just need room and one less project.
[20:14:45] <s1dev> how much is scrap price?
[20:14:49] <Gamma-X> mozmck, how much is scrap for it? lol I might be interested and caould pickup in month and half
[20:15:10] <KreAture> Gamma-X: but what are the curves llike?
[20:15:22] <mozmck> I don't know how much scrap is right now - the lathe probably weighs 1500 to 2000 I would guess
[20:15:26] <KreAture> and what is that in real numbers?
[20:16:09] <Gamma-X> NEMA23 570oz/in 5A 3/8� Dual Shaft Stepper Motor (KL23H2100-50-4B)
[20:16:23] <Gamma-X> thats what I bought from automationtechinc
[20:16:25] <jdh> I have some of those
[20:16:38] <Gamma-X> jdh what u running them on?
[20:16:46] <jdh> G0704
[20:16:52] <Gamma-X> ahh nice
[20:16:55] <Gamma-X> i got them on a pm45.
[20:17:21] <mozmck> KreAture: what kind of machine, etc? If you are running a laser around you don't need much torque, but if you are milling steel you might need a lot.
[20:19:05] <KreAture> http://kreature.org/projects/cnc/cnc2_10.png
[20:19:35] <s1dev> mozmck would you mind taking a look at the t-slot? If they're the same dimensions as mine, then it's probably a fair assumption that they're all the same
[20:19:38] <Gamma-X> what are dimensions and what you going to be cutting?
[20:20:14] <mozmck> s1dev: yes, have to run out to the shop.
[20:20:21] <s1dev> okay, thanks
[20:20:25] <KreAture> mostly wood and foam
[20:20:25] <KreAture> some alu
[20:20:25] <KreAture> light work
[20:20:25] <Gamma-X> kreature, then you need like none haha also depends on what kinda screws ull have in there/pitch etc.
[20:20:28] <KreAture> work area around 900x600mm
[20:20:37] <Gamma-X> whats that in inches haha
[20:20:40] <KreAture> screws are 1605 5mm pitch
[20:20:53] <Gamma-X> that means nothing to me as im no metric guy
[20:21:05] <KreAture> 1/5"
[20:21:15] <KreAture> 3x2ft
[20:21:18] <Gamma-X> so the device is small
[20:21:20] <mozmck> KreAture: the finer the threads the more torque you'll have.
[20:21:39] <Gamma-X> you can go with some 200oz on and and y prolly
[20:21:42] <KreAture> mozmck: and the slower travels
[20:22:06] <Gamma-X> especially for foam and wood!
[20:22:16] <KreAture> I already have my motor but ppl complain they look tiny
[20:22:19] <mozmck> I would personally put 570 to 620 oz/in on it, but you could probably do with 300
[20:22:23] <Gamma-X> which ones
[20:22:37] <mozmck> laugh at em
[20:22:49] <_methods> yeah my wife complains about that all the time
[20:23:08] <KreAture> they are 67mm long nema23
[20:23:10] <Gamma-X> kreature what oz
[20:23:34] <mozmck> since you have them, put them on and see if they stall out too easily while operating - if so upgrade!
[20:24:12] <KreAture> 800 oz/in
[20:24:19] <Gamma-X> 800 ounce nema 23's?
[20:24:27] <Gamma-X> they even make those?
[20:24:56] <mozmck> they make 620 for sure
[20:25:29] <KreAture> and they deliver 640 oz/in at 3600 halfsteps/sec
[20:25:38] <KreAture> very low inductance
[20:25:38] <KreAture> ver low resistance
[20:25:43] <KreAture> maby I converted wrong
[20:25:53] <KreAture> will try again
[20:26:57] <KreAture> yes I did
[20:27:52] <KreAture> 125 oz-in at static and stays over 100oz-in at 3600
[20:27:55] <KreAture> so they drop very little
[20:28:26] <KreAture> They do come in a ultralong version, delivering 2.1x as much
[20:28:34] <KreAture> but thy drop very fast
[20:30:57] <KreAture> It will be doing a lot of drilling so for me having fast moves between sites will save a lot of time
[20:31:06] <PetefromTn_> Wow man I need to sell my asian 12x36 lathe I think I found a decent CNC lathe local to me for cheap.
[20:31:22] <humble_s1a_bass> which one pete
[20:32:23] <PetefromTn_> Gotta pop that bitch on craigslist.
[20:33:00] <PetefromTn_> which one what?
[20:33:56] <humble_s1a_bass> which cnc lathe did you find
[20:34:26] <PetefromTn_> hedl 5540 ao6 Sitting here trying to draw my encoder mount in cad but cannot find the mounting diagram for the encoder online anywhere. This is the part number..
[20:34:40] <PetefromTn_> humble_s1a_bass Don't wanna say or I will jinx it LOL...
[20:34:51] <humble_s1a_bass> say it in pig latin
[20:35:07] <PetefromTn_> I thought you were the humbe sea bass not the humble s1a bass...
[20:35:28] <humble_s1a_bass> irssi crapped its pants i think
[20:40:02] <mozmck> s1dev: t-slot on my logan: top width = 1 7/16", bottom width = 2 1/16", total height = 13/16", height under ledge = 13/32"
[20:40:28] <PetefromTn_> Okay found it. Do you think I should go with two or three screw mounting for the spindle encoder..
[21:05:10] <mozmck> s1dev: did you see the measurements?
[21:05:32] <s1dev> sorry, no must have been lost in the netsplit
[21:05:56] <mozmck> s1dev: t-slot on my logan: top width = 1 7/16", bottom width = 2 1/16", total height = 13/16", height under ledge = 13/32"
[21:05:59] <s1dev> thanks
[21:06:03] <mozmck> np
[21:30:09] <PetefromTn_> http://imagebin.org/297674 Well there is my spindle encoder mount in 3d...
[21:30:50] <PetefromTn_> Whoopie right LOL...
[21:36:09] <s1dev> I wondering if I'm going to have issues with the fact that my t slot is so small, it's about a little over an inch on the wide part
[21:49:41] <PetefromTn_> Jeez man I got the spindle encoder mount drawn in 3d now took it into 2d for a simple profile pocket and drill and realized that I have a metric conversion macro on freecad from back when they did not have inch units in there so now I gotta find it and delete it and reexport.
[22:50:05] <mozmck> s1dev: I think you are supposed to mill the t-nut to fit your lathe
[22:50:32] <s1dev> yep, unfortunately, I don't have a mill
[22:50:48] <s1dev> *one that is in a usable state
[22:50:51] <mozmck> hmm, know anyone that does?
[22:50:54] <s1dev> nope
[22:51:10] <s1dev> I do know of a machine shop which I might take it to depending on what they're going to charge
[22:51:18] <mozmck> I'm in the same boat right now - 2 mills and both down. Have one at work I can use though.
[22:51:41] <mozmck> what kind of toolpost do you have - or are you looking at getting?
[22:51:46] <s1dev> Phase II
[22:51:54] <mozmck> same thing I just got.
[22:52:09] <mozmck> you said you are not far from me? where?
[22:52:22] <s1dev> Flower Mound, it's a bit north of DFW Intl
[22:53:04] <mozmck> yes, not far. have relatives in saginaw, some in little elm
[22:53:59] <s1dev> I'll see what the machine shop wants to charge me or if I can get Logan to do it for the $30 they're charging for the other t-nuts
[22:54:20] <mozmck> ouch!
[22:54:31] <mozmck> use a file!
[22:55:41] <s1dev> sad part is, the mill I've got access to is perfectly working minus a vise, but I have to wait for my school to buy the vise as soon as they get the money that they don't know where it is
[22:56:27] <mozmck> are there hold-downs?
[22:56:34] <s1dev> there are
[22:57:09] <mozmck> you might could do with those, or use them to hold down a cheaper drill press vise.
[23:01:28] <s1dev> I'd be worried about it sliding
[23:01:51] <s1dev> do you think that is a possibility?
[23:04:10] <mozmck> I don't think so if it was clamped well. But it might be hard to clamp to mill where you need to - I don't know.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
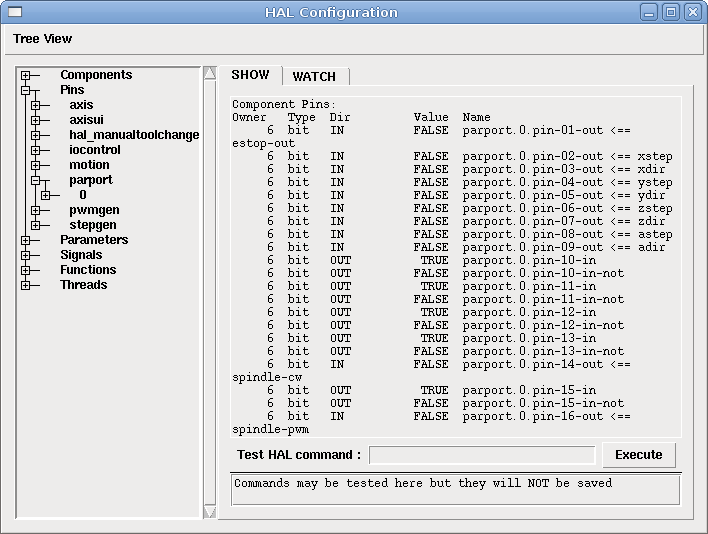{kind=link}
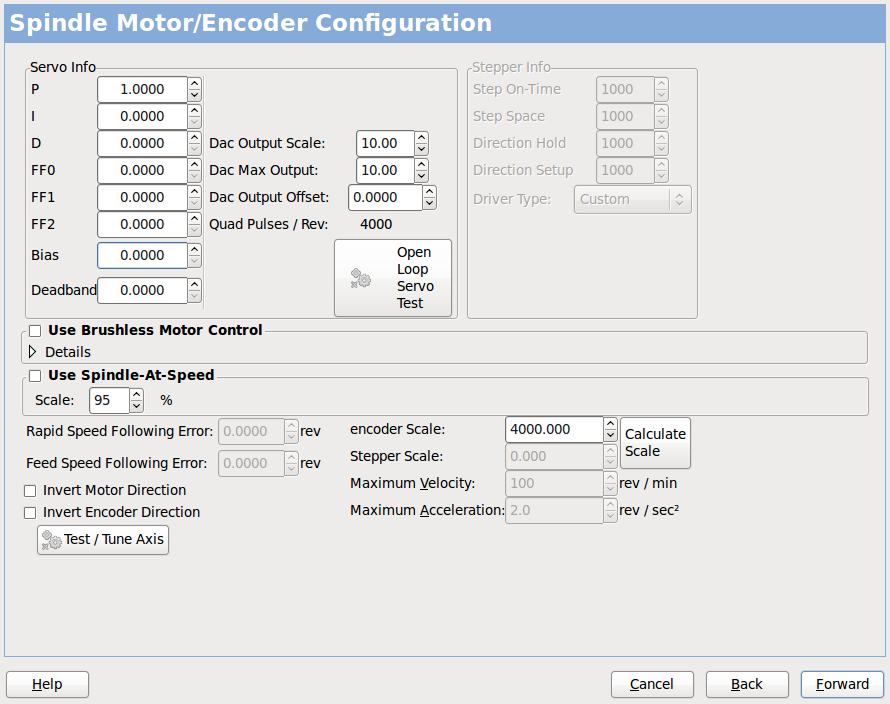{kind=link}
{kind=link}