Back
[03:07:13] <RyanS> http://www.openmind-tech.com/en/products/hypercad_cad_software/hypercad.html what's the point of adding a third p application to the CAD-CAM pipeline
[03:22:35] <Deejay> moin
[04:29:26] <kengu> ideas of minimum required ram to run linuxcnc?
[04:29:28] <kengu> "To allow for both EMC and its host Ubuntu Linux installation to coexist comfortably, you should have at least 256MB of RAM, though 512MB is preferable. [The remainder of this paragraph is current as of late-May 2008]"
[04:37:57] <archivist> 512 at least these days, 256 slows the system due to swapping
[04:40:19] <kengu> yeah. i was a bit surprised to find a laptop with only 256 from the junkpile
[04:42:26] <archivist> if there is not enough ram something like axis will be partially swapped out making keyboard response slow
[06:02:52] <CHNCguy> morning yall
[06:22:43] <Jymmm> Time changes Sunday, ahead one hour.
[06:32:29] <CHNCguy> ahh man...less sleep
[06:33:04] <kengu> hum.. my linuxcnclive-usb does boot into some "tiny micro core linux"
[06:33:15] <CHNCguy> Hey guys can anyone give me some info on how to do spindle orientation on a vmc? it had it before, just trying to use it with linuxcnc>
[06:35:47] <jthornton> you lost it?
[06:36:13] <CHNCguy> lost it?
[06:36:23] <CHNCguy> morning jt ;)
[06:36:24] <jthornton> orient
[06:36:28] <jthornton> morning
[06:36:35] <CHNCguy> well not really, just trying to set it up
[06:36:39] <CHNCguy> now sure where to start
[06:36:49] <archivist> you said "it had it before," therefore you lost it :)
[06:36:59] <CHNCguy> well it had it with the old control LOL
[06:37:05] <jthornton> does your spindle support orient? what kind of drive?
[06:37:28] <CHNCguy> fanuc
[06:38:12] <jthornton> is your spindle a servo motor or a vfd?
[06:38:41] <CHNCguy> im sorry i think its a yaskawa
[06:38:49] <CHNCguy> confirmed yaskawa
[06:39:33] <CHNCguy> servo
[06:40:30] <jthornton> you should be able to use the orient component in master
[06:41:15] <CHNCguy> that just uses the encoder feeback right? The encoder from the spindle?
[06:41:35] <jthornton> I think so
[06:41:54] <jthornton> look in the online docs for master
[06:42:31] <CHNCguy> ok thanks for the help :D
[06:47:00] * CHNCguy gonna go work on the shop ;}
[07:21:55] <PetefromTn_> Mmmmmoornin'!
[07:35:01] <skunkworks> http://users.xplornet.com/~rwenig/Some%20of%20my%20castings/RT.jpg
[07:39:12] <MrSunshine_> oh nice! =)
[07:39:17] <MrSunshine_> made in cast aluminium ? =)
[07:40:09] <archivist> I want to see more pics before I comment
[07:41:15] <PetefromTn_> that looks kinda funky. Why is it so narrow? And I presume there will be a routing surface above that leadscrew along the long axis?
[07:42:45] <archivist> he has some of the stiffness issues of the shapecrapeo
[07:43:15] <archivist> the castings are ok
[07:49:35] <PetefromTn_> Well I was having problems with the .dxf import/export in Freecad last night.
[07:49:45] <PetefromTn_> Got pretty frustrated with trying to make it work.
[07:49:46] <skunkworks> and today it works?
[07:49:49] <PetefromTn_> Yup.
[07:49:51] <skunkworks> heh
[07:50:07] <PetefromTn_> Apparently there was some files that were omitted in the latest release under windows.
[07:50:20] <PetefromTn_> It seems developers despise windows LOL
[07:50:48] <PetefromTn_> But they showed me how to insert the files and how to create the .dxf views and it works beautiful now..
[07:50:53] <PetefromTn_> I am very pleased.
[07:51:08] <PetefromTn_> Also the newest version of freecad has a BUNCH of neat new features to it.
[07:51:24] <PetefromTn_> I was playing with it last night and it is really getting sweet.
[07:51:51] <PetefromTn_> there is a measure feature that did not work before and now it has it's own toolbar with several options on it.
[07:51:51] <skunkworks> I really need to play with it...
[07:52:12] <PetefromTn_> You can dimension easily in 3d space and quickly remove the dims.
[07:52:16] <skunkworks> have you heard how the cam is coming?
[07:52:48] <PetefromTn_> Also generating a blueprint is super easy now with a drawing workbencht that is much improved.
[07:53:06] <PetefromTn_> Apparently they are working on it steadily but they admit it is a ways off.
[07:53:17] <PetefromTn_> Right now I am using CamBam and it seems to do everything I need.
[07:53:35] <PetefromTn_> There are also a bunch of new plugins for cambam I downloaded and added yesterday.
[07:53:53] <PetefromTn_> So far this combo is the best I have seen for very little money.
[07:54:23] <PetefromTn_> The guys on the Freecad forum are VERY helpful including Normandc, Danielfalk,Yorik, etc...
[07:55:35] <skunkworks> danielfalk has been on here a few times
[07:55:39] <PetefromTn_> So initially what I wanted was to be able to accept 3d files from customers, work with them, create my own 3d files, machine from 3d parts, or alternatively create 2d .dxf files from the 3d parts and be able to machine in 2.5d on those drawings and that is exactly where I am right now.
[07:56:12] <PetefromTn_> danielfalk is VERY helpful and knowledgeable about freecad.
[07:57:19] <PetefromTn_> It is quite amazing how far it has come in a short time relatively speaking. It has a ways to go but it is already a working program that is easy to use to create 3d models.
[07:57:46] <PetefromTn_> You should see some of the renderings people have done with it too. Pretty damn slick. I have not played with the rendering features yet but I plan to.
[08:00:31] <PetefromTn_> They are also working steadily on the assembly module and have shown videos of it working in branch recently. that is gonna be sweet to have.
[08:00:49] <skunkworks> The 'there isn't any good 3d cad on linux' maybe can go away
[08:01:22] <PetefromTn_> yup. Like I said it may not be solidworks but it is probably the next best thing.
[08:01:57] <PetefromTn_> I imported the .dxf files this morning I created in Freecad into Draftsight just to check them out and they dimension perfectly and look correct.
[08:02:33] <PetefromTn_> I did notice that one of my champfers I created in freecad was arc'd the wrong way in draftsight but it was easy to fix.
[08:03:49] <PetefromTn_> The more I play with it the more impressed I am with it. Keep in mind this is coming from someone who has little 3d experience but has played quite a bit with Alibre design and Solidworks when I worked in that shop for awhile.
[08:17:03] <Lathe_newbie> hi there
[08:17:16] <PetefromTn_> hello
[08:18:05] <Lathe_newbie> just a little question, is a motor with 16Ncm strong enough for driving a axis with a 16x4 trapezoidal spindle?
[08:18:35] <Lathe_newbie> with no gear
[08:20:30] <PetefromTn_> I guess that would depend a bunch on how much the axis weighs, the friction of the movement, the type of drive leadscrew, cable,belt etc.. too many variables to say...
[08:21:11] <PetefromTn_> when in doubt.....MORE POWER!!
[08:21:12] <Lathe_newbie> directly adapted motor to spindle, axis weight is about 3kg
[08:21:59] <PetefromTn_> don't understand that. I thought you said it was an axis not a spindle...
[08:22:39] <Lathe_newbie> spindle i mean screw
[08:24:03] <PetefromTn_> that is apparently only 22.7 oz in. Pretty lightweight motor. I don't know and honestly there are others here that are more into the small hobby type machines that might be better able to answer your question.
[08:25:58] <PetefromTn_> you might include your ballscrew pitch also so folks can help you...
[10:16:12] <CaptHindsight> http://www.youtube.com/watch?v=Qll4LYtealc I wonder how well it could handle cutting aluminum?
[10:17:39] <skunkworks> high speed spindle/cuts low doc - probably pretty well... looks pretty stout..
[10:17:49] <skunkworks> except for the wrist...
[10:18:24] <archivist> I look at total arm length and thing of a spring
[10:18:29] <archivist> think
[10:18:50] <CaptHindsight> http://www.youtube.com/watch?v=lYDdBe6PTkI here's a bigger one milling aluminum
[10:19:46] <CaptHindsight> I never paid attention to the parts being cut. I have only used them to move things around that are not subjected to cutting forces
[10:20:22] <archivist> huge arm for such a light cut
[10:20:40] <Connor> os1r1s: Those performancemotion probes, how do you calibrate them? I don't see any set screws in the bottom or on the sides ??
[10:20:40] <CaptHindsight> yeah, it probably needs it
[10:21:48] <somenewguy> does anyone here knowof a DIY probe tipthat does not require a lathe? i have found 2 plan sets so far, but they both require a lathe
[10:22:31] <Connor> I've not seen any
[10:22:32] <archivist> you can use your mill as a lathe
[10:22:47] <Connor> http://www.pkm.org.ua/2011/07/cnc-touch-probes-review.html
[10:22:58] <Connor> check there.. has a bunch of DIY probes
[10:23:00] <archivist> just rotate your thinking
[10:24:35] <skunkworks> hey - he is the delta robot guy
[10:24:58] <somenewguy> hmmm ok, maybe I gotta find the time to fiugre out/setup my 4th axis
[10:25:14] <somenewguy> I need abigger bed lol so I don't always need to remove/setup tooling for every thingI wanna do
[10:26:17] <somenewguy> hmmm, maybe I should buy one
[10:26:31] <somenewguy> thanks for the link, gonna waste mylunch break on that
[10:28:17] <CaptHindsight> Worlds Fastest Picker Robot
http://www.youtube.com/watch?v=vtdtVjIsNhQ improved SCARA design
[10:29:06] <archivist> somenewguy, I do an amount of round stuff on the mill with the rotary, also means you can do stuff at one setting
[10:29:44] <archivist> but a lathe is an essential eventually :)
[10:31:05] <archivist> somenewguy, look on youtube for "turning on a mill" there are a few
[10:33:42] <somenewguy> true, I just have finally used up all my shop space
[10:33:55] <somenewguy> although once the mill gets a full enclosure, I'll free upenough for a bench lathe
[10:34:21] <somenewguy> or if I buy a house, I stillhave a damn southbend for free thato nly needs amotor that I just need to haul home...
[10:35:47] <archivist> fetch it!
[10:36:03] <archivist> I have one in the garage too :)
[10:38:57] <CaptHindsight> http://www.youtube.com/watch?v=tiQLS34A7LU here's my target speed for Linuxcnc for pick-n-place, without speeding up a video
[11:08:08] <CaptHindsight> debian arm runs Linuxcnc now on the cubie2 with AXIS in HD
[11:10:52] <miss0r> archivist, I just thought i'd give this intel server a try... dear god: 162106ns at servo
[11:11:20] <skunkworks> archivist,
http://www.youtube.com/watch?v=kWBO_jlhqNg
[11:20:36] <humble_sea_bass> HOLY JESUS]
[11:21:46] <humble_sea_bass> is CUBIE BETTER AT REALTIME?
[11:21:55] <humble_sea_bass> wtf is with this capslock key
[11:22:06] <skunkworks> I DON"T KNOW
[11:25:41] <CaptHindsight> humble_sea_bass: cubie2 (allwinner A20) is just lower cost, power and smaller footprint than x86
[11:27:18] <CaptHindsight> comparing new hardware to new hardware, a used $20 PC is hard to beat on price
[11:27:46] <humble_sea_bass> i have a gygabyte e350n motherboard and it performs really well after messing with the bios and doing irq tweaking, I was just wondering if the arm distros are a little more adept at real time control than the x86 crew
[11:28:49] <CaptHindsight> I'm using the Asrock E350M1 it gets ~8uS with RTAI
[11:30:48] <CaptHindsight> humble_sea_bass: it's a combination of several things, the cpu architecture, how they handle IRQ's, the kernel config and the firmware/bios settings etc etc
[11:31:02] <humble_sea_bass> I've never used the RTAI jam
[11:31:35] <CaptHindsight> have you run the livecd on the e350n?
[11:32:00] <humble_sea_bass> I full on installed it from the live CD onto an SSD
[11:32:20] <CaptHindsight> the RT kernel in Linuxcnc distro up until now has been RTAI
[11:32:58] <humble_sea_bass> oh so there is nothing to do on my part
[11:33:01] <CaptHindsight> the main devs for RTAI got way behind on support for new kernels so the Linuxcnc devs started looking for other RT options...
[11:33:32] <CaptHindsight> that's why there is support now for preempt_rt and xenomai as well
[11:33:45] <CaptHindsight> humble_sea_bass: yes, you're already using it
[11:34:21] <CaptHindsight> the difference between the asrock and the gigabyte boards is that there is coreboot support for the asrock
[11:34:46] <CaptHindsight> coreboot is an open source replacement for BIOS/EFI
[11:35:04] <CaptHindsight> so you get full access to all the config registers
[11:35:17] <CaptHindsight> so optimal tweaking and danger
[11:36:06] <humble_sea_bass> the gygabite bios has all sorts of marketing names for things, so my original tuning run was flipping things on and off and recording its impact
[11:37:36] <CaptHindsight> I'm just working on ARM SOC's with Linuxcnc for embedded low cost appliances like 3D printers
[11:40:03] <humble_sea_bass> my wife wants me to start messing with the ARM socs for application in accessible computing like OCR/Text to speech/braille note takers etc. So far I've fiddled with the RasPi and that Beagleboard. I had not seen the Cubies before
[11:41:02] <CaptHindsight> http://cubieboard.org/ the SOC's used from Allwinner end up being $6ea
[11:42:19] <miss0r> Dear god - what is wrong with my equipment - another computer: 435506ns at 1ms
[11:43:05] <CaptHindsight> the current gen is 2 core ARM cortex-a7, the latest is an 8 core big-little A15+A7
[11:43:47] <IchGuckLive> miss0r: 400k is a bit high
[11:43:50] <humble_sea_bass> THE a15 is the new cpu apple is using, no
[11:44:13] <CaptHindsight> humble_sea_bass: yes, that the latest ARM for phone and tablets
[11:44:33] <miss0r> IchGuckLive, Yeah, I had 45k on the one I started with, so I decided to look at what else i had laying around. so far everything has gone from worse to horrible
[11:44:46] <IchGuckLive> miss0r: did you go throu SMI fixing
[11:45:07] <miss0r> YouSayWhatNow?
[11:45:29] <CaptHindsight> humble_sea_bass:
https://store.iotllc.com/product.php?productid=17&cat=0&featured=Y it's still a bit pricey at $65ea but we can make an A80 board with FPGA for the same price
[11:45:55] <IchGuckLive> press reset on the latency test and count seconds within 10 sec stable then jump or emediate 400k miss0r
[11:47:25] <miss0r> I can't get it to reproduce the 400k. Now It is fairly stable at 56k
[11:47:30] <miss0r> no... now it is 300k
[11:47:42] <IchGuckLive> so i guees smi
[11:47:43] <CaptHindsight> humble_sea_bass: aren't there lots of OCR text/speech/braille devices?
[11:47:49] <miss0r> But I would like to have somewhere in the range og 5k-10k
[11:48:01] <humble_sea_bass> CaptHindsight: the funny thing about trying to open source accessibility hardware is that the current retail prices for it is so high that 65 bux is a drop in the bucket. the ugliest of braille displays runs for 4500 bux
[11:48:03] <IchGuckLive> miss0r:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?FixingSMIIssues
[11:48:41] <CaptHindsight> humble_sea_bass: have a link? I looked into this 20 years ago for a family member
[11:48:50] <miss0r> IchGuckLive: Indeed. I am going to try other computers first, and see if I can't find one on my shelf that will do the stuff without too much jitter out of the box
[11:49:07] <humble_sea_bass> there are few suppliers for piezo braille cells though, so that brings up cost,but nowhere near to justify 4500 bux
[11:49:21] <IchGuckLive> miss0r: below 100k is fine for you
[11:49:33] <humble_sea_bass> the price is mostly a function of the fact that state agencies are the one who pay for the devices
[11:49:51] <miss0r> I have read & been told, that the faster I want to run the lower the jitter has to be - I might decide to run fast :)
[11:50:05] <CaptHindsight> humble_sea_bass: yes, making a buck off others disabilities
[11:50:25] <IchGuckLive> your mashie will not retch the 5000mm/min top level
[11:50:52] <CaptHindsight> humble_sea_bass: how many dots does a reader need and how fast do they need to update?
[11:50:53] <IchGuckLive> miss0r: then you need to spend 5 times the money on the mashine
[11:51:09] <humble_sea_bass> HIMS is a major braille display manufacturer based out of korea who makes good devices, but again, very expensive for what you're getting
[11:51:12] <humble_sea_bass> http://hims-inc.com/products/braille-sense-plus/
[11:51:17] <IchGuckLive> miss0r: the TB6560 inside your mashine will force you down to maybee 200mm/min
[11:51:28] <IchGuckLive> 2000
[11:51:42] <IchGuckLive> as the top speed
[11:51:45] <humble_sea_bass> current refreshable braille updates in fractions of a second
[11:51:56] <miss0r> TB6560?
[11:52:11] <IchGuckLive> the driverboard inside the 3020
[11:52:30] <humble_sea_bass> 14 cell displays are good for portability, but reading is most pleasent with 32 cells and up
[11:52:55] <humble_sea_bass> but it is a matter of rythm it seems
[11:53:33] <Loetmichel> gmmm
[11:53:36] <Loetmichel> hmmm
[11:53:43] <IchGuckLive> miss0r: the 5016 will do the best job for you
[11:53:48] <Loetmichel> it seems i have more lick choosing my PCs ;-)
[11:53:49] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12334
[11:53:59] <IchGuckLive> miss0r: 5916 ;-)
[11:54:05] <humble_sea_bass> KGS is from japan and they provide lots of the braille cells out there
http://www.kgs-america.com/company_info.html
[11:54:12] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13089&g2_imageViewsIndex=1
[11:54:22] <CaptHindsight> humble_sea_bass: how much movement do they need? bump low/off vs bump high/on
[11:54:34] <somenewguy> if you are ever looking for a collaborator/corroborator, I have been fiddling w/ some notes on a braille printer I wanted tobuild
[11:54:42] <humble_sea_bass> like a millimeter
[11:55:25] <CaptHindsight> a miilimeter is a lot of movement for a piezo
[11:56:03] <humble_sea_bass> it is. that is why the braille cells are kind of big
[11:56:11] <humble_sea_bass> http://www.kgs-america.com/product_index.html
[11:56:17] <humble_sea_bass> that's them on the top
[11:56:23] <miss0r> IchGuckLive, alright. Can I do anything to optimize the numbers on that? (should I decide to use it? )
[11:56:33] <humble_sea_bass> and the density is a bitch
[11:56:39] <IchGuckLive> just use it
[11:57:14] <IchGuckLive> miss0r: did the mashine arrive and or the parport card
[11:57:23] <CaptHindsight> the more info link is broken for me
[11:57:39] <humble_sea_bass> it has been broken forever
[11:57:50] <humble_sea_bass> you basically have to call them to get the info sheet
[11:58:09] <CaptHindsight> humble_sea_bass: is it a lever/cantilever design with piezo?
[11:58:33] <humble_sea_bass> correct. that is how you get the large travel
[11:58:44] <miss0r> IchGuckLive, So far just the parport card
[11:58:58] <IchGuckLive> and did you check the setup
[11:59:03] <CaptHindsight> I'm thinking LED laser and bubble
[11:59:04] <IchGuckLive> does it work
[11:59:05] <humble_sea_bass> the tech has not changed much in the past 30 years
[11:59:16] <miss0r> I haven't a clue :) didn't get to that part yet
[11:59:32] <miss0r> I am still at the skirmish phase, where hardware is schattered across the floor
[11:59:58] <humble_sea_bass> it got slightly more compact, but the final combined consumer product is the biggest problem, you get old software or hobbled operating systems
[12:00:03] <IchGuckLive> miss0r: we can try if you want next hour
[12:00:12] <IchGuckLive> just hit my nick
[12:00:37] <CaptHindsight> humble_sea_bass:
http://phys.org/news/2012-09-laser-powered-needle-pain-free.html only not for injection
[12:01:15] <humble_sea_bass> Capt, I looked into materials that expand and contract with light , the bubble idea popped into my head once, but couldnt find a meterial with enought holding power
[12:02:02] <miss0r> IchGuckLive, I am powering the computer up as we speak
[12:02:02] <CaptHindsight> humble_sea_bass: heat a fluid to boil behind a diaphragm
[12:02:06] <humble_sea_bass> or electricity, like those gel muscle materials
[12:02:50] <CaptHindsight> humble_sea_bass: yeah, I can make polymers that twist and act like muscle
[12:03:03] <humble_sea_bass> actuation time is important, so i assume there would be a point that heated fluids would stop behaving
[12:03:08] <CaptHindsight> actually ends up that twisted nylon works really well
[12:03:44] <humble_sea_bass> it is a cool application that warrants more research
[12:04:19] <humble_sea_bass> *how every presentation ends at a conference
[12:05:05] <CaptHindsight> humble_sea_bass: I've been playing with the laser bubble to replace piezo in inkjet, without heating the fluid thats injected directly
[12:05:42] <CaptHindsight> http://www.popularmechanics.com/science/health/breakthroughs/synthetic-muscle-made-of-fishing-line-is-100-times-stronger-than-the-real-thing-16514805
[12:06:02] <CaptHindsight> you'd have to heat and cool it
[12:09:00] <archivist> skunkworks, but...I do it in gcode :)
[12:09:27] <archivist> and generate
[12:09:29] <humble_sea_bass> what that looks rad
[12:09:41] <humble_sea_bass> fishing line
[12:11:33] <CaptHindsight> humble_sea_bass: yeah, heat small coils with a laser
[12:12:36] <CaptHindsight> blend a nylon to absorb the energy from an led laser for maximum efficiency
[12:13:03] <humble_sea_bass> is the relaxation time of the matrial substantially different than its contraction
[12:13:46] <CaptHindsight> or possibly run a thin wire inside the nylon as the heater
[12:15:02] <CaptHindsight> it all depends on how fast you heat and cool it
[12:15:45] <CaptHindsight> expansion and contraction is symmetrical vs temp
[12:16:23] <CaptHindsight> in that video example the heat gun is heating it faster than it's being cooled
[12:17:35] <humble_sea_bass> ah, so basically find a decent spot, kind of like the linear range of a spring
[12:17:35] <CaptHindsight> forced convection vs natural convection
[12:18:29] <humble_sea_bass> lets build a protype man, break the braille cell patent monopoly
[12:18:34] <CaptHindsight> http://www.youtube.com/watch?v=1A2LUbJjDQ0
[12:20:14] <CaptHindsight> does IRC count as a public enough posting to keep it from being patented?
[12:20:15] <humble_sea_bass> wow that's actuating power
[12:20:40] <CaptHindsight> put up a blog just in case
[12:21:14] <humble_sea_bass> logged
[12:21:28] <CaptHindsight> also add control over the internet, smartphone, etc etc
[12:21:28] <archivist> as we log this channel yes :)
[12:24:05] <CaptHindsight> http://www.youtube.com/watch?v=Tba8Nf02OSI
[12:25:56] <CaptHindsight> nylon can be electrospun in nanometer diameters
[12:26:31] <somenewguy> getting the heat out of a dense array would be tricky, but I don't recall the video mentioning a delta T needed, so it maybe be a very small amount of nrg
[12:26:50] <CaptHindsight> have to work out the numbers on the best arrangements for coils as well, but small is no problem
[12:27:24] <CaptHindsight> yeah depends on how much delta C there has to be
[12:27:37] <somenewguy> probably need peltiers to wick it out reliably to ur sink
[12:27:56] <somenewguy> YES MY HEATED BED CAN DO 130~
[12:28:20] <somenewguy> sorry,over excited, was having troulbe w/ my new upgraded bed past 100C
[12:28:32] <JT-Shop> dang another order today
[12:28:35] <CaptHindsight> the heatgun example shows how quickly it responds to just natural convection
[12:28:58] <somenewguy> yeah, but that is pretty ideal setup
[12:29:11] <humble_sea_bass> it is really fast. i'm going to see if I can replicate it
[12:29:13] <somenewguy> a matrix of what, 400 of those, would be a little trickeir
[12:29:35] <humble_sea_bass> make a see-saw to see how much I can magnify the movement
[12:29:45] <CaptHindsight> yes
[12:30:50] <CaptHindsight> have to figure the temp delta vs range of travel
[12:31:17] <CaptHindsight> that will tell us how to heat and cool it in a semi-dense array
[12:32:36] <CaptHindsight> wire as a heater core inside the nylon and the coil in a fluid so heat exchange is optimal
[12:33:10] <CaptHindsight> low viscosity fluid
[12:33:23] <somenewguy> ah well, my hope (currently abandoned for lack of time) was to build a portable braile printer, pocket sized
[12:33:32] <somenewguy> so my needs are a good bit different
[12:36:44] <pcw_home> Heres an electrically heated example:
http://www.youtube.com/watch?v=fNS0pxnQfdY
[12:37:16] <humble_sea_bass> somenewguy: my wife and I were given a vintage braille writer for xmas. It is called the Hall Braille Writer and I'm trying to restore it. It is basically what made braille win over NY point and other tactile writing systems
[12:37:58] <CaptHindsight> convection cooled and electrically heated
[12:38:18] <humble_sea_bass> some cat from MIT was kickstarting some portable braille embosses, dunno if they ever finished it
[12:38:39] <humble_sea_bass> whaaat
[12:38:52] <humble_sea_bass> that textile example is bananas
[12:38:55] <CaptHindsight> looks like they coiled nylon around wire
[12:39:45] <CaptHindsight> lets file for patent with everyones name on it the channel :)
[12:40:14] <humble_sea_bass> by /names
[12:40:58] <somenewguy> haha
[12:41:07] <somenewguy> I think the patent office would find that kinda....
[12:41:09] <somenewguy> fishy
[12:41:17] * somenewguy dons sunglasses
[12:41:36] <humble_sea_bass> what's the csi noise
[12:41:39] <CaptHindsight> filing a provisional is what ~$50
[12:41:41] <humble_sea_bass> AAAaaaaaaaaAaaa
[12:42:22] <archivist> but having published in the irc log prior to the application....
[12:42:36] <CaptHindsight> will get ignored
[12:42:49] <CaptHindsight> it's first to file even with prior art
[12:43:05] <CaptHindsight> it's nuts
[12:43:25] <archivist> prior art is supposed to invalidate
[12:43:32] <CaptHindsight> heh
[12:43:47] <CaptHindsight> in a perfect world
[12:44:07] <somenewguy> yeah its weird like that
[12:44:12] <CaptHindsight> the way it's been working is to overlap patents
[12:44:14] <somenewguy> the us is silly about it so that doesn't help either
[12:44:16] <archivist> it is getting patents struck off :)
[12:44:49] <CaptHindsight> but with 111 names on the patent
[12:44:57] <CaptHindsight> you could make a lot of stink
[12:45:16] <CaptHindsight> it would certainly make the news
[12:45:26] <CaptHindsight> and it involves the disabled
[12:47:45] <humble_sea_bass> that would be funny
[12:48:23] <CaptHindsight> the nylon coils are pretty public by now
[12:48:46] <CaptHindsight> it's the finer details applied to the actual display that could be covered
[12:49:00] <humble_sea_bass> agreed
[12:49:45] <humble_sea_bass> i'm sure that once you dive into the nitty gritty all sorts of practical issues will pop up as with anything
[12:50:40] <humble_sea_bass> man i can't wait for the weekend now
[12:50:43] <archivist> there are plenty of impractical patents
[12:51:30] <CaptHindsight> humble_sea_bass: there's your homework, whats the CTE of the coils?
[12:52:10] <CaptHindsight> thermal transfer W/mK
[12:53:22] <PetefromTn_> Hey guys whazzup?
[12:53:31] <CaptHindsight> http://en.wikipedia.org/wiki/Nylon Thermal conductivity 0.25 W/(m·K)
[12:53:46] <archivist> time to transfer the heat due to the nylon properties limits response speed
[12:53:59] <CaptHindsight> the CTE of the nylon itself is one factor the other is the CTE of the coiled shapes
[12:54:08] <PetefromTn_> We talking Glorified Glue Guns here again?
[12:54:24] <archivist> glorified muscle
[12:54:40] <CaptHindsight> PetefromTn_: braille display based on coiled nylon muscles for actuators
[12:54:48] <PetefromTn_> You mean like AHNOLD SCHWARZENEGGER!!
[12:55:02] <CaptHindsight> get to the chopper!
[12:55:29] <PetefromTn_> what is a coiled nylon muscle?
[12:55:42] <PetefromTn_> like a nylon spring?
[12:55:47] <CaptHindsight> http://www.youtube.com/watch?v=fNS0pxnQfdY
[12:56:04] <CaptHindsight> you'll have to read the backlog Pete
[12:56:48] <PetefromTn_> Holy shit that is freakin' amazing...
[12:57:15] <PetefromTn_> It almost looks like it is alive..
[12:57:21] <PetefromTn_> like a real muscle.
[12:57:45] <CaptHindsight> show your kids what will running the world when they are adults
[12:57:48] <archivist> or another hammer looking for a nail
[12:58:05] <CaptHindsight> it certainly doesn't require any brains
[12:58:30] <PetefromTn_> so it is electricity generating heat buildup or are they applying heat some other way?
[12:58:54] <CaptHindsight> in that example they ran wire through the coils to heat it
[12:59:40] <CaptHindsight> http://www.youtube.com/watch?v=1A2LUbJjDQ0 they use a heatgun here
[12:59:42] <PetefromTn_> that is a new one on me man. I can see it would have a lot of varying uses. I wonder what the life of the material is in cycles.
[13:00:31] <CaptHindsight> that would be a factor or purity and how close to the limits the stress is placed
[13:00:43] <CaptHindsight> nylon can one long molecule
[13:00:49] <CaptHindsight> can be
[13:02:01] <PetefromTn_> I would think a web like the first video could be created rather large and used to lift some serious weight in certain applications..
[13:03:17] <PetefromTn_> Just thinking of some of the nylon 10k lb ratchet strap tie downs and the snatch straps I used in four wheeling you can see quickly the strength available in even a relatively small webbing...
[13:04:14] <PetefromTn_> Turn that into a muscle and you would be able to do some serious lifting or pulling. Interesting never seen that before.
[13:05:43] <CaptHindsight> http://en.wikipedia.org/wiki/Nylon-eating_bacteria disposal process, one step anyway
[13:07:35] <CaptHindsight> so a robot made from nylon could catch a bug and die
[13:09:36] <archivist> machine tools catch rust and die
[13:10:02] <humble_sea_bass> dBHEH
[13:10:53] <PetefromTn_> http://www.youtube.com/watch?v=xMGXqT0LWUI
[13:12:47] <CaptHindsight> there are others as well but nylon is cheap and easy to find and work with
[13:13:38] <CaptHindsight> unless Jo-Ann is carrying carbon aerogels now :)
[13:14:12] <IchGuckLive> PetefromTn_: what is the weather look like we got plenty of sunshine here today
[13:15:03] <PetefromTn_> IchGuckLive Today is actually quite comfortable in mid 50's and nice and sunny!
[13:17:09] <PetefromTn_> I wonder what the prospect are for human muscle replacement and rejection with this kind of materials. They kinda hinted at that in one or two of the videos.
[13:18:00] <CaptHindsight> 50's is that similar to a hot desert? I don't recall any temp over 30F :)
[13:20:57] <PetefromTn_> yeah man it seems like it we have been down into the single digits an awful lot lately around here ;)
[13:30:52] <jthornton> dang Firefox was messing up my click and ship labels... till I found the magic box
[14:19:07] <hetii> Hi :)
[14:21:57] <hetii> Q: I consider to order CNC 3020 that will use for making circuit PCB. As far as i see its require to have PC with true LPT port. Is it possible to use this board
http://www.knjn.com/FPGA-Parallel.html then based on this project
http://reprap.org/wiki/Arduino_GCode_Interpreter implement on it G code interpreter?
[14:24:32] <hetii> or maybe its already some board that can act as a bridge between linuxcnc and such machine, for example via ethernet ?
[14:28:48] <Nick___> Hey guys, could you help me out with a small problem? Since I reinstalled linuxcnc, the axis surface is not showing any coordinates in the graphic window. Has anyone experienced that before? I am sure its a minor setting somewhere, but I am unable to find it
[14:30:25] <cradek> hetii: the things you are asking don't make any sense. That Pluto plugs into a parallel port; it is not a substitute for one. Linuxcnc and Arduinos don't go together really in any way.
[14:31:00] <cradek> hetii: maybe describe what you are trying to do, instead of picking out parts at random and asking if they will work together
[14:31:37] <cradek> Nick___: could you explain what you mean by surface coordinates, so I am sure what you're asking about?
[14:33:55] <Nick___> Sure, in this picture:
http://www.linuxcnc.org/docs/2.5/html/gui/images/example-panel-small.png for instance. Its saying ' X: 0.00000 Y Z Vel' there in white letters on the black background. This seems to be missing. I was quite fond of it since it has been a quick way of orientation for me so far :)
[14:34:17] <Nick___> In the upper left corner of the graphic output
[14:34:27] <cradek> you don't have any text there at all?
[14:34:43] <Nick___> nope, just plain background...
[14:34:53] <cradek> ooh, that's odd, and no there's not a setting for it
[14:35:04] <cradek> I guess that means it suggest a problem with your opengl setup
[14:35:24] <cradek> did you do anything special about video card drivers on this install?
[14:35:56] <cradek> what version of linuxcnc is this and what os?
[14:36:42] <Nick___> now that you mention it, I do get some glitches on the output whenever I try to move the window. I havent installed any drivers for the video card so far.
[14:36:56] <Nick___> Thank you for the hint, I'll look into how to get a proper one
[14:36:56] <cradek> good, don't...
[14:37:06] <cradek> what kind of video card is it? might just want to swap it for a different one.
[14:37:20] <cradek> avoid the ati and nvidia special closed-source drivers
[14:38:45] <humble_sea_bass> hetii: there is an ethernet solution called smoothstepper, but it does not work with linuxcnc
[14:38:58] <humble_sea_bass> you'd have to use windows based Mach3 software
[14:40:20] <Nick___> Let me get the model name for the graphics adapter, I'm not quite familiar with that since I just bought the laptop I am using as linuxcnc host on ebay
[14:41:56] <skunkworks> Nick___, is this for running real hardware?
[14:43:19] <Nick___> skunkworks, yes, I'm running my cnc over a stepper card on my laptop
[14:43:58] <skunkworks> how is it with latency?
[14:44:48] <skunkworks> (laptops are notoriously bad at realtime control..)
[14:45:27] <JT-Shop> EEEK a laptop... run for your lives
[14:46:57] <PetefromTn_> LOL exactly right..
[14:47:09] <PetefromTn_> What kinda machine is it running?
[14:49:12] <Nick___> yeah, thats quite a problem indeed, read about it too late. The latency test is showing a jitter of nearly 200.000ns but the cnc control seems to work pretty well so far. So far I haven't seen much of a negative effect.
[14:49:32] <cradek> you will probably get stalling
[14:49:54] <Nick___> whats that?
[14:49:57] <Jymmm> lots of following errors
[14:50:22] <cradek> where a stepper motor stops unexpectedly, because pulses to it were not even enough
[14:50:49] <cradek> (or too fast, but that's not the situation you have to worry about because of latency)
[14:53:59] <CaptHindsight> http://galleryplus.ebayimg.com/ws/web/121055451974_1_0_1/1000x1000.jpg they want $166 for just that yellow UHMW valve body
[14:54:45] <CaptHindsight> just two threaded holes and a cone inside
[14:55:21] <CaptHindsight> they said it was machined so that's why the price is where it is :)
[15:01:11] <CaptHindsight> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=291072922333 "the machine is complete, with chiller, etc. it does NOT include the vises, tool holder and tools that you may see in the photo"
[15:02:17] <hetii> cradek: Well, i hate windows and don`t plan to use Mach 3 at all so thats why I just wondering if its possible to design a hardware that will control CNC 3020 without using LPT. I really curios why its still used for CNC machines.
[15:02:44] <skunkworks> hetii, there are pci interface cards... (Like mesa)
[15:02:55] <cradek> ok that is a question that can be answered usefully. there are lots of pci card options that work great
[15:03:33] <cradek> the lpt port is used because it is common as dirt, free, and works for realtime control
[15:03:45] <hetii> Yes i know but for eg when you have modern laptop/pc etc its still odd for me.
[15:03:47] <Loetmichel> cradek: ... more or less ;-)
[15:03:58] <cradek> it is not by any means the ONLY option, but it is the cheapest and simplest one
[15:04:02] <cradek> that is why it's still used
[15:04:30] <skunkworks> you can get a mesa 5i20 pci - pci-e which right out of the box emulates 2 printer ports. (but much more powerful)
[15:04:37] <skunkworks> sorry 5i25
[15:05:25] <hetii> skunkworks: i use such pc
http://www.foxconnchannel.com/PressRoomInner.aspx?ID=en-us0000303
[15:05:31] <hetii> really no space for that :>
[15:06:21] <Loetmichel> unknown domain
[15:06:23] <CaptHindsight> mini-pci-e
[15:06:35] <hetii> Thats why i wondering if its possible to connect it via ethernet/wfi/usb with nc 3020
[15:06:59] <CaptHindsight> the Gigethernet driver is in the works
[15:07:27] <skunkworks> there are some ethernet solutions - but they are beta..
[15:07:49] <CaptHindsight> PCW: what's the status of GBethernet driver and boards?
[15:07:54] <hetii> ok then where i can read about them ?
[15:08:06] <CaptHindsight> the ARM solutions are also on beta
[15:08:22] <CaptHindsight> or alpha
[15:08:54] <hetii> but they exist and i think its a good direction :)
[15:09:14] <hetii> its of course just my opinion :)
[15:09:23] <CaptHindsight> hetii: another current option is to just change the enclosure to fit a right angle PCIe riser
[15:10:12] <CaptHindsight> mini-itx cases with supplies are $40
[15:11:23] <Nick___> Sorry for the delay, my pc had some hickups
[15:11:29] <hetii> Sure, but I prefer spend some my privet time to design a hardware, publish it as an open-source and then everybody is happy :>
[15:12:07] <CaptHindsight> hetii: what hardware are you considering designing?
[15:14:51] <hetii> That be able to control CNC machines that require LPT port, The pluto board looks very promising in this case, because in one side you have LPT port (can work as any other one) and in another side you have enough pinouts for custom machnies.
[15:16:15] <hetii> so basically maybe its a worth to design a PCB board that will cover most scenario for cnc like 3020 or even home made.
[15:17:03] <hetii> With FPGA capabilites it should be possible.
[15:17:58] <CaptHindsight> http://www.mesanet.com/fpgacardinfo.html like the 7i43 for instance?
[15:19:39] <CaptHindsight> hetii: it works with an LPT port and support steppers, servos. and realtime GPIO
[15:19:47] <hetii> more like 7I80DB Ethernet Anything I/O card
[15:20:37] <Nick___> I did notice that the stepper motors sometimes make a clicking sound but the repeat accuracy has been great so far
[15:20:41] <cradek> hetii: we have a driver for the pluto, but unfortunately it's crap hardware and the driver author recommends nobody use it
[15:20:42] <CaptHindsight> hetii: what would you do differently on your board?
[15:21:27] <kengu> ok. maybe I need better (or replacement) laptop. stupid lapic
[15:22:06] <cradek> hetii: ... but the pluto plugs into a parallel port so I am still confused about why you are interested in it
[15:23:53] <Nick___> this is my video card model:
[15:23:54] <Nick___> -display UNCLAIMED description: VGA compatible controller product: SuperSavage IX/C SDR vendor: S3 Inc. physical id: 0 bus info: pci@0000:01:00.0 version: 05 width: 32 bits clock: 66MHz capabilities: pm agp agp-2.0 bus_master cap_list configuration: latency=64 maxlatency=255 mingnt=4 resources: memory:c0100000-c017ffff memory:e8000000-ebffffff(prefe
[15:24:04] <hetii> cradek: I just consider to use it as a start point for board that will control directly my cnc machine. So at the end of the they it could be connected directly into my cnc instead PC.
[15:24:14] <hetii> PC(LPT port)
[15:26:11] <hetii> CaptHindsight: I just do a research about possibilities, for eg. i don`t see before the MESA 7I80DB board, thats why I need read more about them.
[15:36:17] <CaptHindsight> piezo fuel injector ~$300, single valve piezo printhead $7000, somebody is getting a higher margin :)
[15:36:22] <CaptHindsight> http://www.ebay.com/itm/like/360594127884?lpid=82
[15:37:14] <CaptHindsight> http://www.nordson.com/EN-US/DIVISIONS/EFD/PRODUCTS/JET-VALVES/METERING-VALVES-PICO-VALVES/Pages/Contactless-Jet-Dispensing.aspx
[15:58:09] <JT-Shop> just made a comment on the Spyder forum about one of my products and 2 minutes later 2 are purchased
[15:58:47] <CHNCguy> hey JT u in buddy?
[15:59:04] <CHNCguy> JT-shop, is your discovery cat 30 or 40?
[15:59:54] <JT-Shop> neither one
[16:00:01] <CHNCguy> ntmb 30?
[16:00:08] <JT-Shop> nope
[16:00:08] <rob_h> bt
[16:00:12] <JT-Shop> yep
[16:00:14] <CHNCguy> ahh
[16:00:16] <JT-Shop> hi Rob
[16:00:18] <CHNCguy> sup rob
[16:00:32] <CHNCguy> hey rob, can you share how you got your tool changer to work on your vmc?
[16:00:35] <rob_h> not much trying to play catch up
[16:01:06] <CHNCguy> meaning, was the turret servo? Or like our chncs, with switches for each tool slot
[16:01:08] <rob_h> well i think better question is, what do you want to know?
[16:01:33] <CHNCguy> did it index with a servo?
[16:01:40] <CHNCguy> or switches?
[16:01:45] <rob_h> on VMC it has a index for pocket if you like.. so every time you go to a pocket you get a index bit
[16:02:10] <rob_h> its crude, i did not have time to add any encoder of such.. would be the better way to go so have absolute
[16:02:24] <rob_h> has a 3phase motor that spins it
[16:02:41] <JT-Shop> that the drive with orient built in?
[16:02:54] <rob_h> i did it the hard way also all in the classic ladder, now days id probly write a comp
[16:03:18] <rob_h> he is talking about the carocel how it moves
[16:03:21] <rob_h> how you count tools
[16:04:16] <rob_h> i do have to tell linuxcnc what tool it is at on turn on... as no way to save counts in classicladder
[16:04:51] <CHNCguy> do you have a copy of you files for your machine? I want to parouse through them :)
[16:04:56] <rob_h> you picked up a vmc CHNCguy
[16:04:57] <cradek> I have mine home the first time it seeks a tool
[16:05:07] <cradek> never have to think about it then
[16:05:22] <CHNCguy> ya, trying to get a milcaron 750, but want to make sure its worth it
[16:05:26] <rob_h> yea no indexed/marked tool 1 position tho
[16:05:30] <cradek> oh, ouch
[16:05:35] <cradek> I'd add one in a minute
[16:05:36] <CHNCguy> I can get it for free basically
[16:06:53] <JT-Shop> my 308 does a homing run on the carousel while the axes are homing
[16:07:15] <cradek> ah, that would work too
[16:07:52] <CHNCguy> true
[16:07:52] <cradek> I think I made mine rehome after an estop (since estop stops all the tool changer parts too)
[16:08:10] <cradek> tool changer is big scary fast-moving parts
[16:09:12] <rob_h> even more scary when u get the wrong tool apear and it trys to drill a hole with a reamer :)
[16:09:58] <CHNCguy> lol
[16:10:21] <cradek> or it's totally wrong and the tool changer arm slams it into your workpiece and gets stuck
[16:10:35] <cradek> you'd really prefer to be able to stop those motors then
[16:10:36] <rob_h> yea iv seen that too
[16:10:58] <rob_h> more so when u have a indexer on and u forget to send it out the way
[16:11:18] <cradek> yep all kinds of fail modes, haha
[16:11:33] <rob_h> i think most common error seen is people leaving vice handys on when the machine is inclosed ... just look for the dints
[16:15:14] <Deejay> gn8
[16:41:01] <PetefromTn_> tom_R2E3 Hey man whatsup?
[16:42:32] <tom_R2E3> hello
[16:42:57] <tom_R2E3> my touchscreen, it's driving me nuts
[16:43:33] <PetefromTn_> at least you HAVE a touchscreen :p
[16:47:00] * JT-Shop wouldn't take that from a touch screen
[16:47:38] <tom_R2E3> soon to be broken screen
[16:47:56] <PetefromTn_> Ya make anymore progress on your HI-tachi...
[16:48:50] * JT-Shop waits for the actual touch screen question...
[16:49:26] <tom_R2E3> ? is there another tom R2E3? I don't have a hitachi
[16:49:48] <tom_R2E3> I wasn't going to ask, just found some more information on it
[16:49:59] <tom_R2E3> but since you asked me...
[16:50:02] <PetefromTn_> Oh sorry man I thought you were the same guy with the hitachi seiki VMC he was retrofitting.
[16:50:20] <tom_R2E3> I wish I had a VMC
[16:50:24] <Nick___> seems that it is pretty much impossible to get working video drivers for my computer. Do you guys perhaps know an axis extension that gives me a toolbar that shows the current coordinates of the G53-G55 coordinate systems? Unfortunately, the current coordinates are not displayed on my laptop due to some OpenGL bug
[16:50:27] <PetefromTn_> LOL..
[16:50:49] <tom_R2E3> I have an R2E3 bridgeport
[16:51:01] <PetefromTn_> yeah so does he hence the name...
[16:51:07] <Einar_> My touch screen is actually not a *touch* screen. It's enough I wave my finger (with metal chip in it) near the screen! ;-)
[16:51:26] <PetefromTn_> I thought you were the same guy because his name included R2E3
[16:51:28] <tom_R2E3> ahh
[16:51:53] <tom_R2E3> good choice, I like him already :)
[16:52:05] <PetefromTn_> ;)
[16:52:35] <tom_R2E3> My touch screen works, as long as you only ever want to click on the top left corner
[16:52:58] <JT-Shop> what driver are you using?
[16:53:21] <tom_R2E3> egalax Inc USB Touchcontroller
[16:54:08] <Nick___> is there perhaps a database with preprogrammed AXIS extensions out there?
[16:54:18] <Einar_> On mine I just plugged it in, Linux found it out by itself, and I did not even need to calibrate it. :-)
[16:54:41] <Einar_> So I got an Ilathe. ;-)
[16:54:49] <JT-Shop> tom_R2E3, I use ELO touch screens so I use the evtouch driver
[16:54:53] <tom_R2E3> stop showing off
[16:55:04] <tom_R2E3> Einar
[16:55:18] <Einar_> Hello!
[16:55:26] <JT-Shop> Nick___, can you describe what you mean?
[16:56:20] <tom_R2E3> this one is branded CTX. I'll try evtouch, thanks John
[16:58:54] <Einar_> Mine is an Acer B226HQL. It was cheap, but I don't mind as long as it works. Recommended, except it seems to be capacitive. I would prefer one that needs a firm touch.
[16:59:08] <JT-Shop> tom_R2E3, I followed the instructions here
https://help.ubuntu.com/community/EloTouchScreen
[17:03:48] <Nick___> JT-Shop, unfortunately, my laptop does not display these white letters displaying the current spindle coordinates in the AXIS window (X: 0.0000 Y: ... Z. VEL.) . I am quite used to them, so I am looking for a way to cope. :) Thank you for your help
[17:04:11] <Nick___> My thought was to maybe use a custom panel using PyVCP+
[17:04:20] <Nick___> *PyVCP
[17:22:44] <JT-Shop> PyVCP is pretty easy to do
[17:23:21] <JT-Shop> the DRO tab is black letters
[17:24:09] <JT-Shop> Nick___, or you might use
http://linuxcnc.org/docs/html/gui/axis.html#_axisrc
[17:31:00] <Nick___> Thank you, JT-Shop. I found the DRO-Tab but switching between that and the graphical output becomes tedious... I'll look into this PyVCP coding. Is there a comprehensive HAL pin list somewhere?
[17:35:59] <JT-Shop> http://linuxcnc.org/docs/html/
[17:36:19] <JT-Shop> to see what you have installed Machine > Show Hal Configuration
[17:37:32] <Nick___> Very nice,Thank you for your help!
[17:40:52] <JT-Shop> your welcome
[18:01:17] <somenewguy_batu> so who has an extra 48v power supply they wanna send me?
[18:01:22] <somenewguy_batu> *sell
[18:05:47] <JT-Shop> I can email you one maybe
[18:07:00] <JT-Shop> damn another sale on the web store
[18:08:08] <CHNCguy> I have a few, I get them online for like 60$ LOL
[18:15:16] <CHNCguy> gn8 yall :)
[18:37:53] <somenewguy_batu> haha
[18:38:56] <JT-Shop> say goodnight Gracie
[18:39:29] <JT-Shop> your evening song
http://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0CCsQyCkwAA&url=http%3A%2F%2Fwww.youtube.com%2Fwatch%3Fv%3DjYyBZE0kBtE%26feature%3Dkp&ei=v78XU8zdDtTgoASmhYD4BQ&usg=AFQjCNGXBqiwI-ow-_okCVl7rXC_Zz6xsg&sig2=rL2ooUItIMsVCHORFqq6dg&bvm=bv.62577051,d.cGU
[18:39:38] <JT-Shop> WTF was that
[18:39:45] <kengu> google url
[18:39:58] <JT-Shop> http://www.youtube.com/watch?v=jYyBZE0kBtE&feature=kp
[18:40:06] <JT-Shop> sorry about that
[18:40:11] <kengu> i don't like the way google gives the "links"
[18:40:21] <kengu> but I did get used to it
[18:40:24] <JT-Shop> nor do I now
[18:40:37] <kengu> it has been for years..
[18:40:50] <humble_sea_bass> if you block cookies
[18:41:30] <kengu> if I block cookies my realtime kernel is still not working on the s*itty laptop
[18:41:39] <JT-Shop> or perhaps some cheap day return
http://www.youtube.com/watch?v=wQzUCO7rG0M&feature=kp
[18:42:38] <JT-Shop> I'm calling it a night guys
[18:42:43] <JT-Shop> see you in the morning
[18:42:45] <somenewguy_batu> either I misplaced a zero when I first did my latency test, or man thing got bad
[18:42:46] <kengu> good plan
[18:42:51] <humble_sea_bass> kengu: i know you probably spent the money on this thing, but those integrated mini atx boards are cheap chearp cheap
[18:42:54] <somenewguy_batu> night jt!
[18:43:47] <kengu> humble_sea_bass: i think I will get some more desktopish one from the junk pile, some p4 something
[19:06:37] <NoMotorKnowledge> hello everyone, may I ask questions about general linear motion control?
[19:08:07] <CaptHindsight> yeah, just ask away
[19:08:49] <CaptHindsight> depending on the time of day, mood and sobriety you might also get some answers :)
[19:09:02] <NoMotorKnowledge> I am wondering if a stepper motor with an encoder can be equivalent to a servo motor in terms of accuracy / repeatability for linear motion
[19:09:17] <NoMotorKnowledge> servo motor with an encoder, that is
[19:09:43] <CaptHindsight> a servo is not limited by steps
[19:09:58] <CaptHindsight> a stepper will always be
[19:10:45] <NoMotorKnowledge> am I correct in my understanding that a stepper without an encoder might not move the commanded number of steps?
[19:10:47] <CaptHindsight> but you can have a stepper system that has steps smaller than your required resolution
[19:10:53] <zeeshan> NoMotorKnowledge: nah
[19:10:56] <NoMotorKnowledge> to have true positional knowledge, an encoder is necessary to close the loop?
[19:11:02] <zeeshan> only if you overload the motor it might skip steps.
[19:11:49] <zeeshan> an encoder on a stepper motor kind of seems reduntant
[19:12:14] <zeeshan> like you command 5 steps, but the stepper only steps 4
[19:12:21] <zeeshan> you've lost one step
[19:12:37] <CaptHindsight> but without an encoder you truly don't know the actual position
[19:12:50] <zeeshan> how do you know if that step was lost
[19:12:54] <zeeshan> clockwise or counter clockwise
[19:13:03] <zeeshan> shrug, thats my take on it
[19:13:11] <NoMotorKnowledge> Are there stepper or servo motor drivers that support redundant encoders?
[19:13:34] <CaptHindsight> people use steppers with encoders and Lnuxcnc
[19:13:56] <zeeshan> hm that gives me an idea.
[19:14:02] <zeeshan> i should mount a trigger wheel at the end of my ball screw
[19:14:14] <zeeshan> and use an optical encoder to get the position |:D
[19:14:20] <zeeshan> might be cheap to do.
[19:14:44] <timholum> How do I tell what to put for my parrallel port address? I tryed the default 0x378 and it did not work?
[19:15:01] <zeeshan> lspci -v
[19:15:04] <zeeshan> and find the address
[19:15:19] <NoMotorKnowledge> linuxcnc supports single axis control of servo or steppers?
[19:15:30] <zeeshan> NoMotorKnowledge: both.
[19:15:31] <timholum> cat /proc/ioports |grep parport shows this
[19:15:33] <timholum> 0378-037a : parport0
[19:15:35] <timholum> 0778-077a : parport0
[19:15:36] <timholum> but lspci -v does not show anything
[19:15:45] <NoMotorKnowledge> can I configure it to use redundant encoders?
[19:15:52] <NoMotorKnowledge> say, one rotational and one linear?
[19:16:01] <zeeshan> you can do unlimited things in it
[19:16:27] <NoMotorKnowledge> Is the difference between ball screws and lead screws limited to their efficiency?
[19:16:46] <zeeshan> efficiency?
[19:16:55] <NoMotorKnowledge> losses due to friction?
[19:17:02] <zeeshan> timholum: maybe its 0778? :)
[19:17:08] <zeeshan> NoMotorKnowledge: i don't think thats a big deal
[19:17:26] <zeeshan> yea ball screws have a lower coefficient of friction
[19:17:33] <zeeshan> but that is a bad thing sometimes.
[19:17:47] <zeeshan> main reason you want ball screws is because there is no backlash
[19:17:53] <timholum> zeeshan: ill give that a shot,
[19:18:01] <zeeshan> timholum: how are you testing?
[19:18:06] <NoMotorKnowledge> so if I want my nut to be able to be pushed back if power is cut, I want a lead screw?
[19:18:20] <zeeshan> measure the voltage at a pin on your parallel port
[19:18:23] <zeeshan> to make sure its working
[19:18:38] <zeeshan> NoMotorKnowledge: yea
[19:18:49] <zeeshan> this is why cnc machines with ball screws on the z axis always have a brake
[19:19:02] <zeeshan> cause the mass of the z-axis is enough to make the ball screw turn.
[19:19:57] <zeeshan> http://www.roymech.co.uk/Useful_Tables/Cams_Springs/Power_Screws_1.html
[19:19:58] <NoMotorKnowledge> If I use a stepper motor with a step of 1.8 degrees with a lead screw with a threading of 2 mm, is my accuracy 1.8/360*2 mm?
[19:20:15] <zeeshan> you mean a pitch of 2mm?
[19:20:24] <NoMotorKnowledge> yes, sorry
[19:20:48] <NoMotorKnowledge> assuming I have an encoder
[19:21:14] <zeeshan> i dont know what an encoder has to do with that
[19:21:32] <zeeshan> but your resolution is (1.8/360)*2
[19:21:50] <NoMotorKnowledge> I'm assuming the encoder would prevent any loss of steps
[19:22:07] <zeeshan> so you can move anything attached to the screw linearly by 0.01mm increments
[19:22:12] <zeeshan> NoMotorKnowledge: no
[19:22:16] <zeeshan> encoder does not do that
[19:22:48] <zeeshan> the reason you lose steps is because you're overloading the stepper motor
[19:23:01] <NoMotorKnowledge> what about play due to gearing?
[19:23:05] <zeeshan> ie demanding 500oz-in of torque out of a 200oz-in stepper
[19:23:12] <zeeshan> thats the only way you lose steps
[19:23:19] <zeeshan> (at l;east that i know of)
[19:23:24] <NoMotorKnowledge> ok
[19:23:31] <zeeshan> you don't use gearing
[19:23:34] <zeeshan> you use timing belts
[19:23:45] <NoMotorKnowledge> I'm not designing a CNC machine, btw
[19:24:13] <NoMotorKnowledge> I'm trying to build a needle driver for a medical robot prototype
[19:24:20] <zeeshan> you need to read about backlash
[19:24:26] <zeeshan> cause i don't think you understand what it means
[19:24:29] <NoMotorKnowledge> ok
[19:24:41] <zeeshan> it's the single most important thing for lead screws.
[19:25:04] <zeeshan> theres a ton of videos on youtube about backlash
[19:25:29] <zeeshan> i'd explain it by words
[19:25:40] <zeeshan> but it take me a while
[19:25:40] <NoMotorKnowledge> no no, references to youtube are sufficient
[19:25:49] <zeeshan> theres 2min videos on backlash
[19:25:49] <NoMotorKnowledge> I'm greatly appreciative for your help
[19:26:01] <zeeshan> np! don't kill someone with the robot
[19:26:02] <zeeshan> haha
[19:26:28] <NoMotorKnowledge> I must admit that I am a computer programmer tackling a mechanical system for the first time
[19:26:58] <zeeshan> i hope this is for a hobby
[19:27:18] <zeeshan> or a concept
[19:27:24] <PCW> NoMotorKnowledge: there are hybrid step drives with encoders they are in fact full servo systems and cannot lose steps
[19:27:46] <NoMotorKnowledge> it is for a concept, I wouldn't attempt to build something on my own for clinical use ;)
[19:27:53] <zeeshan> pcw but they're not driving stepper motors
[19:28:04] <PCW> Yes they are
[19:28:06] <zeeshan> link
[19:28:25] <NoMotorKnowledge> (whats the difference between driving and non driving stepper motors?)
[19:28:39] <PCW> a step motor can be used a a 50 pole 2 phase AC servo
[19:29:10] <Valen> whats your robot do?
[19:29:14] <zeeshan> interesting!
[19:29:17] <zeeshan> i didnt not know that
[19:29:31] <NoMotorKnowledge> nothing yet, hope to get it to drive a needle for needle-based medical procedures
[19:29:33] <zeeshan> pcw whats the advantage of running that over a regular servo?
[19:29:44] <NoMotorKnowledge> on mannequins
[19:29:59] <PCW> the normal step motor advantages (high torque at low speed)
[19:30:05] <Valen> (I wasn't aware mannequins regularly needed medical procedures)
[19:30:13] <PCW> (because its a 50 pole motor)
[19:30:26] <zeeshan> and on top of that you can do PID control
[19:30:32] <zeeshan> right?
[19:30:49] <Valen> if you want it to be able to be manually driven backwards you would want a ballscrew, leadscrews have too much friction to reverse drive as a rule
[19:31:00] <Valen> a high lead screw at that
[19:31:16] <NoMotorKnowledge> (
https://www.bluephantom.com/uploads/Image/CAEBP.jpg this kind of mannequin for medical training)
[19:31:43] <Valen> I'm guessing you are wanting to do something like simulate the forces on a needle as its driven in?
[19:31:44] <zeeshan> pcw what do i google for
[19:31:48] <zeeshan> "50 pole 2 phase ac servo"
[19:31:50] <zeeshan> when i searc hthat
[19:31:52] <zeeshan> i dont find anything :P
[19:32:03] <PetefromTn_> hybrid stepper...
[19:32:10] <PetefromTn_> They have been around for awhile now..
[19:32:17] <zeeshan> my stepper driver is a hybrid stepper driver
[19:32:30] <PetefromTn_> They even have some chinese ones for relatively cheap.
[19:32:37] <zeeshan> from automation technologies
[19:33:03] <PCW> http://www.leadshine.com/UploadFile/Down/HBS86d.pdf is one
[19:33:09] <zeeshan> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/digital-stepper-driver-kl-8070d-heat-sink-is-included
[19:33:10] <zeeshan> thats the one i have
[19:33:46] <NoMotorKnowledge> Are these a hybrid stepper motor, therefore stepper + encoder?
http://www.haydonkerk.com/LinearActuatorProducts/StepperMotorLinearActuators/LinearActuatorsHybrid/Size11DSLinearActuator/tabid/76/Default.aspx
[19:33:49] <PCW> since its still a a step motor you lose torque fast at higher speeds and they are not very efficient
[19:34:09] <PCW> (so not available in large size)
[19:34:20] <zeeshan> hm
[19:34:24] <zeeshan> maybe ill grab those drives for the mill
[19:34:41] <zeeshan> how do you tune the porotional gain integral gain and derivative gain?
[19:34:57] <humble_sea_bass> pee eye dee
[19:34:57] <zeeshan> all i see is a buncha encoder wires going to the driver
[19:35:07] <PCW> but it has some advantages over normal BLDC servo systems (it can idle dead quiet by going into step motor mode)
[19:35:08] <Valen> NoMotorKnowledge: how close was my guess?
[19:35:29] <PCW> tuing is built in and automatic I think
[19:35:55] <zeeshan> i wonder what control procedure it uses
[19:35:55] <NoMotorKnowledge> @Valen, sorry missed your question. Yes, that is in fact a large part of what I'm trying to do
[19:36:05] <zeeshan> prolly some 3 degree of freedom model
[19:36:18] <Valen> I would perhaps suggest then a linear motor might be the way to go
[19:36:23] <zeeshan> i dont understand how the tuning can be automatic?
[19:36:33] <Valen> you aren't doing bone punctures or anything insane like that?
[19:36:38] <NoMotorKnowledge> not at all
[19:36:39] <zeeshan> if you connect your screw through a coupler and it's driving a lead screw
[19:36:46] <zeeshan> and thats got a 400lb table on it
[19:36:53] <zeeshan> the PID parameters will change significantly
[19:37:05] <NoMotorKnowledge> Isn't a stepper/servo connected to a lead screw a linear system?
[19:37:16] <Valen> because you are going to want to provide a force more than a position and most motor + screw things are going to be at least a little tricky to do what you are after
[19:37:24] <Valen> its a linear system, but not a linear motor
[19:37:37] <Valen> http://en.wikipedia.org/wiki/Linear_motor
[19:37:50] <zeeshan> i recently did a lab on an optical telescope auto tracker
[19:38:07] <zeeshan> the transfer function for it was nasty
[19:38:13] <NoMotorKnowledge> interesting
[19:38:28] <NoMotorKnowledge> I did a literature review of existing needle drivers, none of them used this concept.
[19:38:30] <zeeshan> clearly im missing something here.. if you could do it automatically whats the point of control theory?
[19:38:32] <NoMotorKnowledge> 8 of them used lead screws though
[19:38:55] <Valen> the big thing is there's minimal inertia in them
[19:39:08] <Valen> or there can be lol
[19:43:02] <Valen> if you did go with a screw system you would want to use ballscrews, with the minimum diameter you can, combine that with a decent encoder and a good strain gauge and you can create a "force feedback" system
[19:43:46] <CaptHindsight> how about a stepper driven system with lots of momentum where the load will cause extra steps vs lost steps?
[19:44:35] <CaptHindsight> say the motors were undersized and the motors can't brake properly
[19:45:10] <PCW> With hybrid drives this is fine
[19:46:09] <Valen> hybrid drive is a servo system, it just happens to be using stepper motors
[19:46:23] <PCW> Exactly
[19:47:21] <NoMotorKnowledge> is 1000 counts per revolution a decent encoder?
[19:47:29] <NoMotorKnowledge> *rotary optical encoder
[19:47:42] <CaptHindsight> I know I was bringing up another scenario where steppers might be off from their intended position
[19:48:41] <PCW> all the same parts (almost exactly like a BLDC drive except no Clarke/inv Clarke)
[19:48:42] <CaptHindsight> a properly sized stepper system should rarely miss or gain steps
[19:49:19] <zeeshan> ^truth
[19:49:19] <zeeshan> :P
[19:49:32] <NoMotorKnowledge> is properly sized meaning matching torque requirements?
[19:49:47] <CaptHindsight> with some extra margin
[19:50:00] <zeeshan> it means don't demand 500 oz-in from a 200oz-in stepper
[19:50:32] <NoMotorKnowledge> but if I think I need 2.8 mNm and the motor is rated for nominal torque of 4.8 mNm, I'm ok?
[19:50:35] <PCW> or 30 oz inch from a 200 oz in stepper at 1000RPM
[19:51:47] <CaptHindsight> or 5000 rpm from any stepper :)
[19:52:19] <CaptHindsight> i never looked, are there any high speed steppers with some torque left?
[19:53:06] <Valen> CaptHindsight: a *properly sized* stepper system should *never* miss or gain step
[19:53:18] <zeeshan> it basically translates to
[19:53:22] <zeeshan> get a big ass stepper
[19:53:24] <zeeshan> :-)
[19:53:38] <Valen> I translate it to, "steppers suck, use something else ;-P"
[19:53:50] <zeeshan> meh
[19:53:59] <zeeshan> =P
[19:54:08] <NoMotorKnowledge> as for sizing a screw, the pitch determines my resolution but the diameter determines the torque?
[19:54:23] <Valen> dia is mostly how strong the thing is
[19:54:30] <NoMotorKnowledge> ok
[19:54:36] <Valen> IE how many KG of axial force you can put on it
[19:54:51] <NoMotorKnowledge> the needle itself is 2 mm and hollow
[19:54:54] <Valen> also you need to look at how fast you can spin it without it resonating and flopping about the place
[19:55:06] <NoMotorKnowledge> it will bend before the screw ever will
[19:55:40] <Valen> you do need to keep in mind that most people here are thinking about machines with 20mm diam screws and 300W drives for a "small" machine ;->
[19:55:51] <zeeshan> lol thats true
[19:56:03] <Valen> shoving a few hundred KG worth of metal around at speed
[19:56:28] <Valen> you are playing in a different pool lol, same swimming complex but a different pool ;->
[19:56:30] <NoMotorKnowledge> ok I'm looking at 4.5 W motors with a 6 mm screw
[19:57:33] <NoMotorKnowledge> is it a very bad idea to hook a servo motor rated for 13600 RPM up to a lead screw without a gear?
[19:57:39] <CaptHindsight> I made some positioners last week with 1/4-20 threaded rod and nema17's
[19:57:58] <Valen> not nescicarily
[19:58:18] <zeeshan> anyone here have a 4 axis
[19:58:24] <zeeshan> that can build something for me? :)
[19:58:26] <Valen> it might impose some requirements on your control system
[19:58:26] <zeeshan> $$
[19:58:45] <uw> what do you need?
[19:58:47] <NoMotorKnowledge> control system would be a 'stepper drive'?
[19:59:07] <NoMotorKnowledge> I see teh word drive and think motor :-/
[19:59:23] <NoMotorKnowledge> is drive synonymous with controller?
[19:59:52] <uw> ...
[20:00:04] <uw> it might be time to start reading some docs
[20:00:06] <zeeshan> uw talking to me?
[20:00:18] <zeeshan> about the 4 axis machinining need
[20:00:23] <uw> well...at first
[20:00:28] <uw> but the second stuff is for the other guy
[20:00:31] <Valen> if you are trying to output forces I wouldn't be using steppers really
[20:01:04] <uw> whta do you need for 4axis stuff I might be able to do it
[20:01:09] <zeeshan> uw
[20:01:12] <uw> i have a small machine
[20:01:13] <zeeshan> what cad software do you use
[20:01:18] <zeeshan> this is pretty big requirement
[20:01:18] <zeeshan> =/
[20:01:30] <zeeshan> well big and small is all relative to who you're talking to
[20:01:32] <Valen> i mean it could work but steppers control position so you need to then have a tight control loop measuring the force and working out what to do with the stepper
[20:01:37] <uw> i use autocad then for tool path i use various becuase i have yet to find a decent one yet
[20:01:46] <zeeshan> if i sent you a step file
[20:01:49] <zeeshan> would you be able to view it?
[20:02:00] <uw> maybe in linuxcnc?
[20:02:03] <zeeshan> i don't have a 2d official drawing released yet
[20:02:08] <Valen> at a first approximation for a DC motor the current flowing through it is proportional to the torque output
[20:02:19] <uw> what are the 3 extreme dimentions of what you need?
[20:02:29] <uw> x y z
[20:02:44] <Valen> so you could have a simple control system that just put a set current through the motor when the thing was in a certain position
[20:03:37] <NoMotorKnowledge> I'm more concerned with placement than force measurement. Primary goal is building a prototype driver, secondary is force profiling
[20:03:42] <zeeshan> its 7.19 inches long
[20:04:00] <zeeshan> and 0.75" diameter
[20:04:10] <Valen> you are calling this a driver, is it pushing the needle or is it being pushed by a needle?
[20:04:16] <NoMotorKnowledge> it pushes the needle
[20:04:21] <zeeshan> has to be made out of mild steel
[20:04:44] <Valen> what country are you in btw?\
[20:04:50] <NoMotorKnowledge> Canada
[20:05:26] <Valen> :-< bit of a hike for me to make stuff for you I guess ;-P
[20:05:38] <NoMotorKnowledge> I must do this on my own ;)
[20:05:54] <NoMotorKnowledge> I just had an expensive dc motor/spindle/encoder system break on me
[20:06:02] <NoMotorKnowledge> and I need to re-design using less expensive components
[20:06:03] <Valen> how did it break?
[20:06:10] <NoMotorKnowledge> static discharge killed the encoder
[20:06:17] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/valve_zps4e4c6689.png
[20:06:19] <zeeshan> thats the part i need machined
[20:06:23] <Valen> $40 should net you a new encoder give or take
[20:06:35] <Valen> assuming its a standardish one
[20:06:37] <NoMotorKnowledge> this encoder is built onto the motor
[20:06:40] <zeeshan> it needs to be done on the 4 axis ;p
[20:06:42] <zeeshan> to save time
[20:06:52] <zeeshan> buncha different profiles at different angles.
[20:07:10] <uw> shift drum or hydro component?
[20:07:20] <uw> what legnth and material?
[20:07:32] <zeeshan> 7.19" long by 0.75" diameter
[20:07:36] <zeeshan> mild steel
[20:07:42] <zeeshan> its a steam injection valve
[20:07:57] <uw> ah i dont think i can do that long
[20:08:03] <zeeshan> damn it :p
[20:08:19] <uw> i have a 4th access but only way to support it is on one side right now
[20:08:23] <uw> so i can only do short things
[20:08:23] <NoMotorKnowledge> Maxon RE16 brushless DC servo motor with attached encoder. The company told me if the encoder is shot, the unit is shot. Its a 5mmx5mm IC on the back of the motor. Beyond my skills to troubleshoot
[20:08:32] <zeeshan> yea this definitely needs a tail stock suporting it
[20:08:47] <Valen> maxon make good stuff as a rule
[20:08:50] <Valen> spendy though
[20:09:04] <NoMotorKnowledge> yeah, $750 for the spindle/gear/motor/encoder unit
[20:09:15] <Valen> you cant just get the motor?
[20:09:26] <NoMotorKnowledge> I ordered a replacement motor/encoder
[20:09:42] <NoMotorKnowledge> it is 'incompatible with the GP16S' gear/spindle on my broken unit
[20:09:55] <NoMotorKnowledge> they told me after I sent them a photo of their standard output shaft
[20:10:54] <NoMotorKnowledge> so I have a new motor/encoder with an output shaft that I believe requires bonding to any lead screw or gear system
[20:12:28] <NoMotorKnowledge> anybody familiar with interpreting dimension drawings and letting me know how I could connect a lead screw to a servo motor based on the output shaft of the motor?
http://www.maxonmotor.com/medias/sys_master/8807876362270/MASSBILD-RE16-118725.png
[20:14:32] <cradek> is that a 16mm motor?
[20:14:56] <cradek> I assume they are mm...
[20:15:11] <CaptHindsight> that's a really small motor
[20:15:18] <cradek> you usually don't connect a leadscrew to a tiny motor like that, you probably need to use pulleys and a toothed belt
[20:15:39] <NoMotorKnowledge> yes, 16 mm motor
[20:15:42] <CaptHindsight> what's the diameter of the lead screw?
[20:15:45] <NoMotorKnowledge> 6 mm
[20:15:58] <NoMotorKnowledge> I need 2.8 mNm of torque
[20:18:23] <CaptHindsight> http://www.rw-america.com/products/miniature_couplings/fk1/
[20:18:31] <NoMotorKnowledge> so 0.024 inch pounds
[20:19:27] <CaptHindsight> or use two pulleys and a belt
[20:20:48] <cradek> does the motor have bearings meant to handle thrust?
[20:23:19] <NoMotorKnowledge> I'm not sure how to answer that, cradek: it has sleeve bearings
[20:25:42] <NoMotorKnowledge> Thank you so much, CaptHindsight
[20:25:59] <CaptHindsight> whats the maxon part number?
[20:26:20] <NoMotorKnowledge> 118730 is the motor
[20:27:58] <CaptHindsight> i can't load the spec, my browser must be blocking something
[20:28:54] <CaptHindsight> there we go
[20:28:59] <NoMotorKnowledge> what spec do you need?
[20:29:12] <CaptHindsight> http://www.maxonmotor.com/maxon/view/product/motor/dcmotor/re/re16/118730
[20:30:27] <CaptHindsight> Max. axial load (dynamic) 0.8 N
[20:30:40] <CaptHindsight> Max. radial loading 1.5 N, 5 mm from flange
[20:31:59] <CaptHindsight> NoMotorKnowledge: what are you moving? whats on the leadscrew?
[20:32:07] <NoMotorKnowledge> a needle
[20:32:13] <NoMotorKnowledge> into soft, synthetic tissue
[20:32:35] <CaptHindsight> so the only real load might be the coupling
[20:33:06] <NoMotorKnowledge> Id definitely want the motor to fail to drive a needle through bone
[20:33:14] <CaptHindsight> synthetic tissue? terminator type? which series?
[20:33:28] <CaptHindsight> :)
[20:33:30] <Valen> CaptHindsight: T1000
[20:34:33] <NoMotorKnowledge> It would be nice to be able to pierce eyes, however
[20:35:14] <CaptHindsight> how is the needle mounted? will it be a radial or axial load?
[20:35:49] <CaptHindsight> how many operations do you expect over the lifetime of the warranty?
[20:36:08] <NoMotorKnowledge> its just a prototype so a few thousand operations max
[20:36:14] <NoMotorKnowledge> needle is mounted like ...
[20:36:59] <NoMotorKnowledge> the needle shaft is parallel to the lead screw
[20:37:33] <NoMotorKnowledge> and the lead screw nut is attached to a linear rail to keep things aligned
[20:37:41] <Valen> so is the issue the new motor has a different gear on the end of it?
[20:38:11] <CaptHindsight> 1.5mm motor shaft and 5mm lead screw
[20:38:31] <NoMotorKnowledge> the issue is the new motor has no gear on it
[20:38:46] <NoMotorKnowledge> and I planned on reusing the GP16S 19:1 gear and spindle/nut that my old motor had attached
[20:38:55] <NoMotorKnowledge> maxon part # 424233
[20:39:14] <Valen> you cant pull the gear off the old motor and put it onto the new one?
[20:40:55] <NoMotorKnowledge> I was told that the output shaft of the new motor (as shown on the specifications page
http://www.maxonmotor.com/maxon/view/product/motor/dcmotor/re/re16/118730 )
[20:41:00] <NoMotorKnowledge> is incompatible with the GP16S
[20:42:16] <NoMotorKnowledge> http://www.maxonmotor.com/maxon/view/product/gear/spindle/gp16s/424233
[20:42:37] <CaptHindsight> Valen: how was your summer, this winter we traded conditions and temps with siberia
[20:42:50] <Valen> mild really
[20:42:57] <Valen> only used the AC 2 or 3 nights
[20:43:00] <Valen> dryish
[20:43:34] <NoMotorKnowledge> I understand that steppers have great torque at low RPM
[20:43:40] <Valen> NoMotorKnowledge: i think it depends on the shaft of your old motor
[20:44:06] <CaptHindsight> it's pretty much been below 0C since the end of November often with highs of only -5 or -10C
[20:44:16] <NoMotorKnowledge> if I want to order a custom lead screw to attach to this motor and don't attach a gear, will I get decent torque at like 2000 RPM from a DC servo motor?
[20:44:27] <Valen> CaptHindsight: its ok, theres no such thing as climate change ;-P
[20:45:00] <NoMotorKnowledge> I mean 630 RPM
[20:46:10] <Valen> that just needs maths to work out
[20:46:10] <CaptHindsight> motors that size are usually used with gearing to get any torque
[20:46:30] <NoMotorKnowledge> I've been assuming that a servo motor can give its rated torque at up to its nominal speed
[20:46:34] <NoMotorKnowledge> is that true?
[20:47:00] <CaptHindsight> yesh, stepper will drop off torque rapidly at high speeds
[20:47:19] <NoMotorKnowledge> this is a servo motor
[20:47:20] <Valen> voltage goes up a fair bit to achieve that
[20:47:22] <CaptHindsight> what kind of screw would you order? 80 tpi or similar?
[20:47:33] <NoMotorKnowledge> I wanted something similar to teh
http://www.maxonmotor.com/maxon/view/product/gear/spindle/gp16s/424233
[20:47:36] <Valen> NoMotorKnowledge: do you have a picture of the old motor, and the new motor?
[20:47:45] <NoMotorKnowledge> 6 mm diameter, 1 mm pitch
[20:47:57] <NoMotorKnowledge> Valen: I have no picture of the old motor's output shaft
[20:48:10] <Valen> you don't have the old motor any more?
[20:48:30] <NoMotorKnowledge> I do
[20:48:47] <NoMotorKnowledge> but I don't have the tools in my lab to remove the spindle/gear and don't want to remove it unless I'm sure I can use it
[20:49:09] <Valen> you should be able to tell without removing the gear
[20:49:20] <Valen> just measure the shaft
[20:49:31] <Valen> if the new shaft is bigger then drill out the gear
[20:49:42] <Valen> if its smaller then make a sleeve up
[20:50:02] <NoMotorKnowledge> from my understanding, the current motor has a threaded output shaft
[20:50:10] <NoMotorKnowledge> my current motor has a thread-less output shaft
[20:50:28] <NoMotorKnowledge> my replacement motor, rather, has a thread-less shaft
[20:50:47] <Valen> it'd be unusual to have a thread on there
[20:51:32] <Valen> also thats what loctite retention compound is for lol
[20:51:42] <Valen> (if its a neat fit)
[21:08:55] <CaptHindsight> NoMotorKnowledge: have you seen the small micropositioners out of China? They are similar to the mechanisms inside dvd drives
[21:09:07] <NoMotorKnowledge> no, I have not
[21:09:10] <NoMotorKnowledge> any links?
[21:13:34] <CaptHindsight> http://www.ebay.com/itm/2pcs-Miniature-two-phase-stepper-motor-15MM-Stepper-motor-with-wire-/181286507043?pt=LH_DefaultDomain_0&hash=item2a35849223
[21:13:53] <humble_sea_bass> baby
[21:14:01] <CaptHindsight> http://www.ebay.com/itm/10pcs-New-original-Miniature-stepper-motor-with-screw-slider-bracket-/181293915758?pt=LH_DefaultDomain_0&hash=item2a35f59e6e
[21:15:28] <NoMotorKnowledge> very interesting, thank you for sharing the link
[21:46:19] <CaptHindsight> yes
[21:53:25] <NoMotorKnowledge> goodnight everyone, thanks for your help
[22:13:29] <somenewguy_batu> can anyone help me out setting up a sim config in arch?
[22:14:03] <somenewguy_batu> or is it really that hard...
[22:14:06] <humble_sea_bass> 31 psi in your front tires, 32 for the rear
[22:14:23] <humble_sea_bass> and a roll bar of like 3.25
[22:14:52] <humble_sea_bass> camber is to taste usually
[22:18:32] <somenewguy_batu> ...
[22:18:48] <somenewguy_batu> I'm only running 6 psi in the back
[22:19:04] <somenewguy_batu> 4 in the front, but I don't see what that has to do w/ anything lol
[22:22:34] <humble_sea_bass> sim racing humor. sory
[22:24:44] <somenewguy> here I am thinking this is a civilized channel
{kind=link}
{kind=link}
{kind=link}
{kind=link}
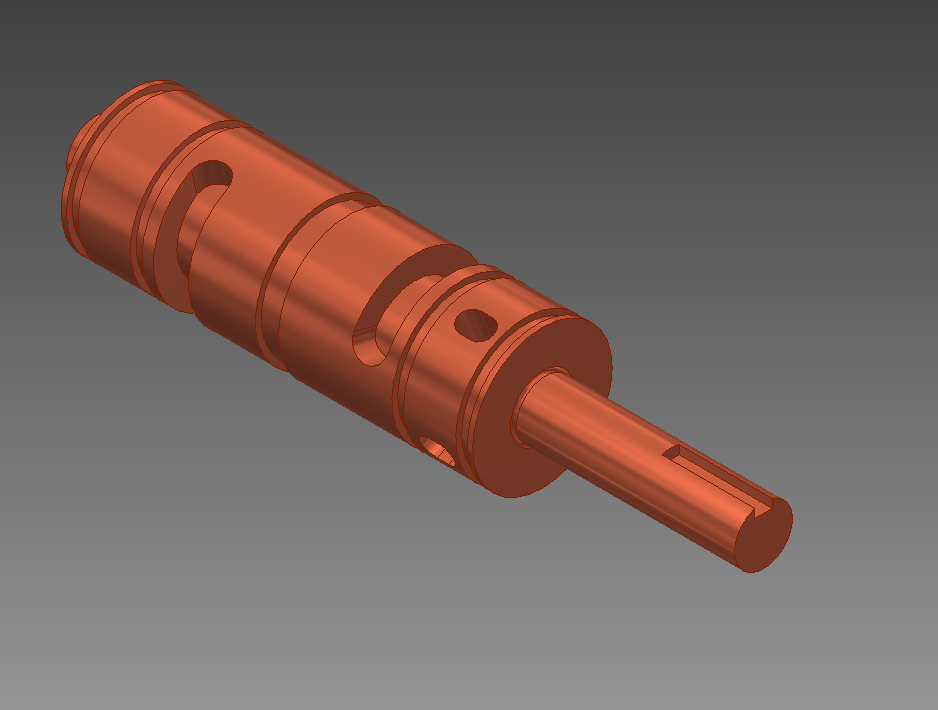{kind=link}
{kind=link}