Back
[00:15:26] <Deejay> moin
[01:09:17] <marmite_> anyone here a excel wizard perhaps ? :D
[01:10:53] <archivist> open office :)
[01:11:57] <Jymmm> marmite_: Was that the quesiton?
[01:14:51] <marmite_> maby :D have been looking for sombody that has created a macro for embeding webcam into a excel worksheet
[01:15:05] <archivist> my gear calculator for clock gears started out in excel
[01:15:42] <archivist> webcam is just wrong for a spreadsheet
[01:15:58] <marmite_> :D well it has its use
[01:16:10] <marmite_> documentation taking picture direcly within excel for documentation work
[01:16:41] <archivist> excel is also not a documentation program
[01:16:58] <marmite_> it is for me
[01:17:02] <archivist> it may be flexible but do not over use it
[01:17:52] <marmite_> well the papers we get are in excel, and we cant really change that :P
[01:28:05] <Jymmm> What are some examples of things we inheriantly trust that are not necessarily strictly regulated by the letter of the law?
[01:28:47] <Jymmm> Example: We trust the welfare of children will be protected by the schools they attend.
[01:30:29] <Jymmm> err... We inheriantly trust the welfare of children will be protected by the schools they attend.
[01:31:26] <Jymmm> I'm looking for other examples
[01:43:52] <Valen> marmite_: +1 on yer doin it wrong
[01:44:21] <zee-CNC> woooho
[01:44:23] <zee-CNC> modbus working well
[01:44:32] <marmite_> nop
[01:44:33] <CaptHindsight> Jymmm: why would anyone trust that?
[01:51:15] <Jymmm> CaptHindsight: So you woudl send your kid to a school that you didn't trust?
[02:04:33] <zeeshan|2> so now i have a few pins in hal. ie mvx9000rtu.run when run is 1 , motor runs, when its 0 it stops. what parameter should i link this to so i can turn the spindle on using g-code?
[02:04:44] <zeeshan|2> mvx9000rtu.forwardreverse 0/1 controls the direction
[02:05:05] <zeeshan|2> and mvx9000rtu.frequency controls the frequency .. not sure what parameters i should link these to in the hal init file
[09:05:59] <PetefromTn> Mornin' folks..
[09:30:43] <CaptHindsight> Jymmm: Most people treat lower schools like houses of worship with magic rules and double standards. They accept the magic and put their blind faith into them vs any rational trust. But you bring up an interesting point about "inherent" trust.
[09:32:39] <CaptHindsight> Jymmm: sociopaths and psychopaths ignore what others might inherently trust in such as water and air belong to everyone
[09:35:41] <CaptHindsight> http://www.abc.net.au/science/articles/2014/02/21/3948996.htm researchers have turned nylon fibres into artificial muscles that can lift 100 times more weight than human muscles.
[11:32:36] <zeeshan|2> hi
[11:32:37] <zeeshan|2> !
[11:33:59] <jthornton> hi
[11:34:17] <zeeshan|2> i got modbus working last night
[11:34:20] <zeeshan|2> both write/read
[11:34:20] <zeeshan|2> :D
[11:34:28] <jthornton> nice
[11:34:55] <zeeshan|2> now i gotta spend some time trying to figure how to link the signals so g-code actually runs the spindle
[11:35:26] <jthornton> might look at the gs2 component
[11:35:42] <zeeshan|2> mvx9000rtu.frequency <- is a pin that the driver makes that you can enter a decimal number from 0 to 400hz.
[11:35:50] <zeeshan|2> what pin should i be linking that to?
[11:35:58] <zeeshan|2> hmm
[11:36:00] <zeeshan|2> ill google that
[11:36:53] <zeeshan|2> you're the author of the gs2 component!
[11:36:54] <zeeshan|2> :P
[11:37:08] <jthornton> no, I just did a tiny bit of work on it
[11:37:39] <zeeshan|2> could you explain how retval works
[11:37:47] <zeeshan|2> i didn't implement it for the write commands.
[11:37:48] <jthornton> http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=blob;f=src/hal/user_comps/gs2_vfd.c;h=6772f848135af002772cfda6f56696557bf7c913;hb=refs/heads/master
[11:38:32] <zeeshan|2> damn thats advanced
[11:38:37] <CaptHindsight> http://www.youtube.com/watch?v=NFF0QQIQDXE multi-axis freeform metal printing
[11:39:38] <zeeshan|2> interesting
[11:40:05] <zeeshan|2> retval is being used to hold the frequency value
[11:40:59] <zeeshan|2> 343 if (haldata->motor_hz<10) 344 haldata->motor_hz = 60;
[11:41:42] <zeeshan|2> if you setup your min_frequency and max_frequency on the vfd, it self-checks and blocks weird frequency values
[11:41:57] <PetefromTn> zeeshan|2: Hey man glad to hear you got it working. I do not understand how if you have control linuxCNC just does not take care of the rest, is the control you have just the modbus stuff or is it intergrated into LinuxCNC, I am sure I don't know what I am talking about here LOL.
[11:42:18] <zeeshan|2> PetefromTn: you have a separate driver (modbus)
[11:42:32] <zeeshan|2> which communicates with the drives and creates new pins in hal that reference back to the driver
[11:43:02] <zeeshan|2> so say you want to know the motor output current, there is a pin called 'mvx9000rtu.outputcurrent' that communicates through the driver with the vfd and is being constantly updated
[11:43:39] <zeeshan|2> now if you wanted to show that information on your linuxcnc gui
[11:43:41] <PetefromTn> OOh I like that Output current thing ;)
[11:44:06] <zeeshan|2> you'd prolly need to use pyvcp to link the component to something gui
[11:44:27] <zeeshan|2> like if you know output current and output voltage, then you know output torque.
[11:45:22] <PetefromTn> Already have some of that setup here I got spindle up to speed and a bar graph showing spindle speed. Connor kinda showed me how to screw with that stuff so I might be able to figure out how to add another component readout.
[11:45:40] <zeeshan|2> right now im not even at the gui part :{
[11:45:50] <zeeshan|2> im trying to figure how to link the pins so that g-code can turn the spindle on and off
[11:46:04] <zeeshan|2> so if i write something like G01 S5000
[11:46:24] <zeeshan|2> G01 X0. Y0. S5000 i mean
[11:46:30] <zeeshan|2> then the spindle actually goes to 5000 rpm ;p
[11:49:59] <PetefromTn> You mean M3 s5000 LOL?
[11:54:20] <zeeshan|2> well you can say spindle speed anywhere :P
[11:54:39] <zeeshan|2> i usually have a habit of setting it at the G01 or G02
[11:54:45] <zeeshan|2> cause this is for turning material
[11:54:58] <zeeshan|2> so the spindle speed needs to change to keep constant sfm.
[11:56:23] <PetefromTn> That is a sweet feature CSS.. I would want that on my lathe retrofit.
[11:56:58] <zeeshan|2> yea leaves an amazing surface finish that way
[11:58:04] <R2E4_> yoza!!
[11:58:11] <zeeshan|2> hi
[11:58:14] <zeeshan|2> brb FOOD time!
[11:58:17] <R2E4_> good after-early-noon
[12:01:05] <PetefromTn> R2E4_: He man how goes it?
[12:02:14] <R2E4_> Good, you guys?
[12:02:26] <R2E4_> PetefromTn: Did you get the files off the machine?
[12:02:38] <PetefromTn> Okay
[12:02:45] <PetefromTn> Oh sorry man I forgot all about that.
[12:02:57] <R2E4_> I havent had time to work on mu machine. Trying to fix QA issues at Ingersoll Rand
[12:03:02] <skunkworks> R2E4_, how goes the tuning?
[12:03:03] <PetefromTn> I am eatin some lunch right now but I gotta turn it on here in a bit..
[12:03:42] <R2E4_> 15 billion dollar company, and they cant machine 400 pieces correctly.
[12:03:54] <PetefromTn> I will get what you need here in a bit.
[12:04:01] <R2E4_> OK thnaks.
[12:04:24] <PetefromTn> Are you doing work for Ingersol Rand?
[12:05:14] <R2E4_> They are special order, they machined the piece 45degrees off. 400 of them in stainless, and every one of them is like that. I'm wondering if they just passed the QA department....haha
[12:05:33] <R2E4_> I work for them.
[12:15:25] <PetefromTn> Oh nice..
[12:17:22] <Jymmm> CaptHindsight: Yeah, I just need a couple other examples of entities we inherently trust like that.
[12:17:41] <IchGuckLive> hi all
[12:18:01] <kb8wmc> IchGuckLive hello sir
[12:18:09] <IchGuckLive> ;-)
[12:20:40] <IchGuckLive> im making a video on 3D going al open source so lets be back in around 15 min !!
[12:20:46] <zeeshan|2> R2E4_: hook me up with a nice 80 gallon IR compressor!
[12:20:47] <zeeshan|2> :D
[12:21:06] <R2E4_> IR makes really nice compressors
[12:21:17] <zeeshan|2> yyes
[12:21:34] <zeeshan|2> i missed a good deal on it a while back :{
[12:23:33] <zeeshan|2> guys help me!
[12:24:06] <zeeshan|2> net spindle-fwd motion.spindle-forward => parport.0.pin-16-out <- sample of what the forward spindle should be associated with
[12:24:40] <zeeshan|2> problem is, im not using a parport signal, my signal is 'mvx9000rtu.forwardreverse' which is 0 when forward and 1 when reverse
[12:24:49] <zeeshan|2> how do i associate it :P
[12:25:17] <Jymmm> zeeshan|2: for assistance, Insert credit card here --> [ ]
[12:25:27] <zeeshan|2> 69696969696969696
[12:25:41] <Jymmm> Invalid, please try again.
[12:27:50] <cpresser> zeeshan|2: use a logic-function. lut5 would work
[12:44:47] <IchGuckLive> hi
[12:45:01] <IchGuckLive> zeeshan|2: what a game tonight your girls where amazing
[12:45:48] <zeeshan|2> yes
[12:45:52] <zeeshan|2> last 30 seconds
[12:45:52] <zeeshan|2> win!
[12:46:02] <zeeshan|2> and then ot win.
[12:46:23] <IchGuckLive> the lucky shot of the us girls faild it hited with the worlds worst noice the edge post
[12:46:43] <IchGuckLive> and also now another gold in skiing slalom
[12:47:09] <zeeshan|2> hehe
[12:53:41] <Jymmm> CaptHindsight: We teach children never to get into cars with strangers, yet we get into cabs/taxis due to implicit trust?
[12:56:25] <Jymmm> CaptHindsight: or is that a stretch?
[13:03:06] <cradek> Jymmm: sometimes children are taught simple things, because they have limited judgement, that become more complex and nuanced as they grow up: "Don't get in cars with strangers", "Don't ever lie", "Santa/Jesus is watching you always".
[13:06:19] <Jymmm> cradek: I'm looking for examples of things we "implicitly trust". We implicitly trust school with the welfare of children even beyond the letter of the law.
[13:07:13] <Jymmm> cradek: We implicitly trust a taxi, so we as adult get into a strangers car.
[13:08:21] <Jymmm> Though the taxi exmple may be a stretch, not sure if it's a good example.
[13:12:19] <Jymmm> cradek: I'm trying to come up with examples of where implicit trust exceeds the letter of any law.
[13:12:37] <Jymmm> ...or lack there of.
[13:56:07] <IchGuckLive> by dont break your bit till tomorrow
[14:15:16] <Belerafon> Hi. I again about kernel rebuild for CAN driver. Where can I found manual about compile linuxcnc kernel with real time patches? I download vanila 2.6.32 source, do a make oldconfig, do compile kernel and have got "arch/x86/lib/cache-smp.c:20: error: variable �op� has initializer but incomplete type".
[15:47:42] <CaptHindsight> Jymmm: isn't trust always assumed? Maybe an example of the trust you're looking for is the trust between solders in the same outfit during war.
[15:51:56] <CaptHindsight> I'm trying to find a mini-itx case that is either a short 2U or a ~4" high in a desktop style. Not many to choose from.
[15:58:40] <Deejay> gn8
[16:09:36] <Tom_itx> CaptHindsight, too big?
http://www.newegg.com/Product/Product.aspx?Item=N82E16811154091
[16:10:02] <Tom_itx> i've got a 525 in one of those
[16:11:39] <Tom_itx> http://www.mini-box.com/s.nl/sc.8/category.87/.f
[16:12:26] <CaptHindsight> Tom_itx: is there enough room in there for another 200w power supply and a 7i76?
[16:13:32] <CaptHindsight> the Apex case just might
[16:16:03] <CaptHindsight> http://www.apextechusa.com/images_u//mi/mi100e.jpg http://www.apextechusa.com/images_u//mi/mi100g.jpg
[16:16:14] <MrSunshine> negative spiral router bits do they pose a problem with chip evac if you do not route all the way throught the material ? =)
[16:16:28] <Connor> CaptHindsight: You planning on putting the mobo in it ?
[16:17:24] <CaptHindsight> Connor: everythimg except for 2-3 nema17 stepper motors
[16:18:05] <Connor> You'll have room for a mobo, 1 PCI card, and hard drive.. I don't think you'll have enough room for the 7i76 or another PSU..
[16:18:23] <Loetmichel> my LinuxCNC computer sits under the mill
[16:18:25] <CaptHindsight> using a 2.5' drive
[16:18:34] <Loetmichel> in an old 286 pizzacase
[16:18:36] <Connor> Unless the PSU or the 7i76 is the size of a 5.25" drive
[16:18:48] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12265
[16:18:49] <CaptHindsight> Connor: it is
[16:18:58] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12250
[16:19:08] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12569
[16:19:18] <Loetmichel> ... a bit crammed in there but works very well ;-)
[16:19:25] <Connor> Not sure how you would get the 7i76 cable routed to the interface card...
[16:19:37] <Connor> those cases are very tight.
[16:19:50] <CaptHindsight> I'd like it to fit into a carry-on and not freak out the TSA
[16:20:25] <CaptHindsight> Connor: header conn to db
[16:21:08] <Connor> huh?
[16:21:55] <Connor> I have one of those cases.. I just don't see both a extra PSU AND the 7i76 fitting..
[16:22:18] <CaptHindsight> http://www.mesanet.com/graphics/parallel/6i25lpcolo.png using the header vs the db on the left
[16:22:48] <Connor> how big is the PSU ?
[16:22:50] <CaptHindsight> maybe two cases then
[16:23:18] <CaptHindsight> 4" x 4" x 1"
[16:23:42] <CaptHindsight> with a parallel cable between them
[16:24:16] <Connor> You MIGHT be able to put the PSU in the 3.5" bay area if you mod the case.. and mount the HD on the ouside rail.
[16:24:26] <Connor> leaving the 5.25" bay open for the 7i76..
[16:24:38] <CaptHindsight> I'm about ready to make my own case :)
[16:25:03] <Connor> You probably would be better served if you desire this to be a carry on and want it all in a single box.
[16:25:08] <Connor> what's it going to drive ?
[16:26:15] <CaptHindsight> EPP to two stepper drivers would take up less space
[16:26:27] <Loetmichel> Connor: if you have a running CNC: whre is the problem?
[16:26:39] <Loetmichel> i do that all the time ;-)
[16:27:16] <CaptHindsight> it's for a small 2" x 2" travel stage
[16:27:47] <Connor> CaptHindsight: I've taken humanoid robot through TSA for carry on..
[16:28:24] <CaptHindsight> Connor: yeah, and others are having their aluminum foil confiscated
[16:28:25] <Connor> complete with 2 LiPo battery packs (sealed in ziplock bags) and airsoft BB guns.. barrels detached.. -- integrated into the robot.
[16:28:32] <CaptHindsight> heh
[16:29:13] <Connor> I just tell the guy, I have a robot in the suite case.. open it up so they can run it through xray machine..
[16:29:15] <CaptHindsight> good thing it didn't become self aware
[16:29:47] <Connor> http://www.youtube.com/watch?v=D8jNk9U_YXA
[16:29:59] <Connor> not the best video of him...
[16:30:08] <CaptHindsight> how tall is it?
[16:30:24] <Loetmichel> hmmm
[16:30:29] <Connor> 15 to 18"
[16:30:34] <Loetmichel> looks not really steady at walking
[16:30:40] <Loetmichel> seen better.
[16:30:41] <Connor> Was having issues..
[16:30:51] <CaptHindsight> jet lag
[16:31:01] <Loetmichel> maybe better algorithms and stronger servos would do the trick
[16:31:03] <Connor> gotta realize.. most humanoids don't have all that extra weight up top
[16:31:17] <Connor> I have it walking better now..
[16:31:34] <Loetmichel> have you seen the spider?
[16:31:46] <Connor> The feet needed to be stiffer, and need to add a bit of weight to the front of the feet..
[16:31:54] <Jymmm> CaptHindsight: No, that would be an earned trust imo. But that is why I'm also looking for examples too =)
[16:32:03] <Loetmichel> http://www.youtube.com/watch?v=Yo2TUIEXJig
[16:32:14] <Loetmichel> THATS what i call "organic behaviour" ;)
[16:32:31] <CaptHindsight> Jymmm: is there any other kind? :)
[16:32:36] <Connor> I've seen one similar..
[16:32:56] <Jymmm> CaptHindsight: Yes. implicit trust =)
[16:33:06] <CaptHindsight> blind faith
[16:33:21] <CaptHindsight> see religion
[16:33:32] <Jymmm> CaptHindsight: No not theology, trust.
[16:34:09] <CaptHindsight> you'll have to clearly define it all, otherwise it will get lost in semantics
[16:34:46] <Jymmm> CaptHindsight: We have an implicit trust in schools will looking out for the welfare of children.
[16:35:05] <CaptHindsight> Jymmm: who is the "we"?
[16:35:23] <Jymmm> you are getting caught in semantics. anyone.
[16:35:25] <CaptHindsight> I haven't since about 3rd grade
[16:35:37] <Jymmm> we being parents
[16:36:26] <CaptHindsight> thats blind faith
[16:36:40] <Jymmm> No, it's a trust.
[16:36:58] <CaptHindsight> and certainly not based on historical evidence, have you ever been to a school?
[16:37:17] <Jymmm> I'm not loking for historicla events
[16:37:35] <Jymmm> I'm looking for examples of "implicit trust"
[16:38:09] <Jymmm> There being bad people in the world is implied.
[16:40:12] <CaptHindsight> sounds to me like you're caught up in some ideology about schooling, so I'll depart from further discussion on the matter
[16:45:56] <Jymmm> "3. Having no doubts or reservations; unquestioning: implicit trust."
[16:48:28] <MrSunshine> hmm these cmt bits .. anyone know where the heck to find the recommended chiploads etc for them ? cant find a single reference on their page about it
[16:51:52] <GammaX> PetefromTn, did you recomend a probe the other day I stepped away and never saw a response.
[17:39:42] <zee-Lathe> hey guys
[17:39:47] <zee-Lathe> how do i invert a signal in hal
[17:40:03] <zee-Lathe> for example, i want to invert the pin vfd.fault
[17:41:42] <zee-Lathe> bah ill just invert it in the driver.
[17:46:44] <PCW_> you can use the "not" comp
[17:48:56] <zee-Lathe> ah shit
[17:49:02] <zee-Lathe> i changed the driver =/
[17:54:32] <zee-Lathe> yay
[17:54:38] <zee-Lathe> took a while but its all linked now
[17:54:55] <zee-Lathe> so when i press e-stop in software or externally, the VFD goes in fault mode
[17:55:07] <zee-Lathe> when i remove e-stop vfd goes back in active mode
[17:55:21] <zee-Lathe> running m03 and m04 at different spindle speeds works
[17:55:25] <zee-Lathe> any other tests i should do?
[17:56:13] <PetefromTn> GammaX: sorry man I did not, you had said you were running an RF45 machine and I mentioned the renishaw which you could use but there are a couple cheaper ones out there such as the whitehorse probe which some folks seemed to have isses with so I would stay away from it most likely. Other than that I don't know of any decent well recommended ones available worth talking about.Sorry..
[17:56:46] <PetefromTn> Run a pseudo tap cycle fwd and reverse quickly?
[18:02:06] <zee-Lathe> PetefromTn, lol
[18:02:18] <zee-Lathe> man i just realized my exetrnal e-stop button doesnt work.
[18:02:23] <zee-Lathe> it disables the charge pump and steppers
[18:02:30] <zee-Lathe> but the vfd doesnt go in fault mode
[18:02:47] <zee-Lathe> the only way steppers disable, vfd goes in fault is if i press the gui e-stop button
[18:02:55] <zee-Lathe> something wrong with the hal file.
[18:04:40] <zee-Lathe> when i press gui e-stop both the signals "estop-ext" and "estop-out" go to fault
[18:05:00] <zee-Lathe> but when i press the external e-stop button only "estop-ext" goes to false
[18:07:12] <zee-Lathe> nm got it to work.
[18:07:16] <zee-Lathe> damn hal file is so picky!
[18:08:11] <PetefromTn> It's gotta be just right huh..
[18:08:55] <zee-Lathe> yea man
[18:09:11] <zee-Lathe> what i like about hal is it really stops you from self destructing the machine
[18:09:17] <zee-Lathe> has a lot of failsafes built in.
[18:09:31] <zee-Lathe> the people who came up with the hal system are damn good programmers
[18:12:06] <PetefromTn> Yeah but you can still muck it up if you don't know what you are doing. Either that or LinuxCNC will error out all the time until you figure out where you screwed up. That is actually better than catastrphic failure I suppose....
[18:13:35] <zee-Lathe> hehe
[18:13:50] <zee-Lathe> dude i can finally say
[18:13:58] <zee-Lathe> that the vfd is working well through g-code.
[18:14:01] <zee-Lathe> and is safe as well
[18:14:35] <zee-Lathe> now its all easy work like making the gui to display a load meter, motor current output etc
[18:17:52] <PetefromTn> Man that is excellent. You did it pretty damn quick too.. So are you using the RS232-RS485 adapter and your basic cable?
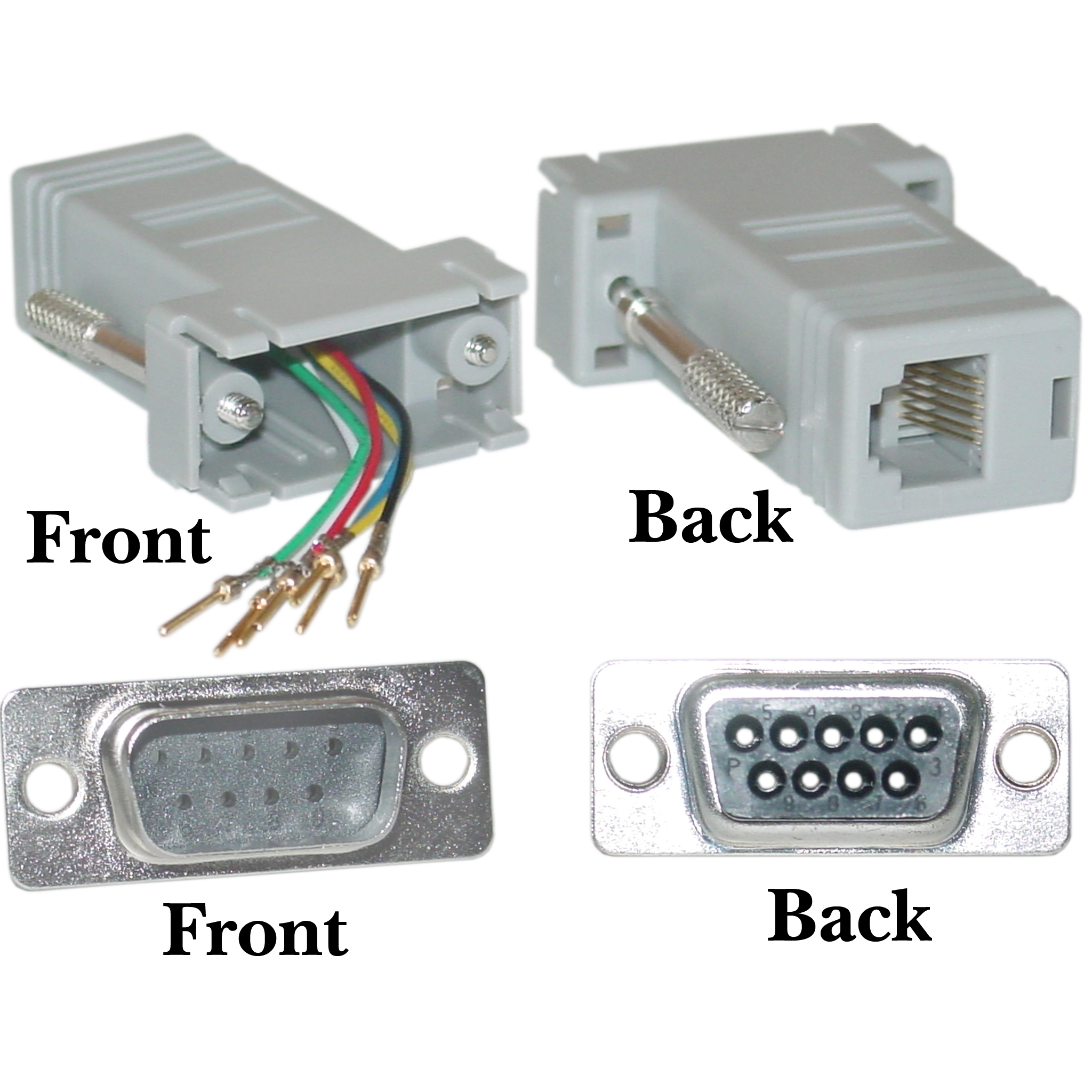
[18:18:48] <zee-Lathe> http://www.ebay.com/itm/New-9-PIN-RS-232-to-RS-485-Adapter-Interface-Converter-/190539776031
[18:19:13] <zee-Lathe> thats the rs232 to rs485 adapter (doesnt need external power for short cable runs (20ft))
[18:19:39] <zee-Lathe> https://files.cablewholesale.com/hires/31d1-16200.jpg
[18:19:52] <zee-Lathe> then i wired one of those to match the pinouts coming from the vfd
[18:20:04] <zee-Lathe> its so important this step is right otherwise you'll burn your serial port/mobo
[18:20:23] <zee-Lathe> if you wanna be safe, use a rj11 cable ;p
[18:22:46] <PetefromTn> Yeah actually my VFD uses only two inputs that are screw type because the RJ45 connection is for their proprietary external speed control board. Apparently I can just use standard shielded cables with the DB on one end and break it out on the other end.
[18:23:06] <zee-Lathe> you dont need shielded cable
[18:23:17] <zee-Lathe> guaranteed your drive uses a differential signal
[18:23:29] <zee-Lathe> do you know what that means?
[18:23:30] <zee-Lathe> cause i didnt.
[18:23:59] <zee-Lathe> i briefly touched it in my controls theory class
[18:24:09] <zee-Lathe> but never really understood it back then
[18:24:31] <zee-Lathe> http://www.ni.com/cms/images/devzone/tut/a/07c0be30313.gif
[18:24:41] <zee-Lathe> bottom signal is a differential signal
[18:24:52] <zee-Lathe> so at any given time, the waves are opposite to each other.
[18:25:24] <zee-Lathe> in theory, any noise that exists would be the same for both wires
[18:25:26] <zee-Lathe> and would cancel out
[18:26:24] <zee-Lathe> your vfd should have 3 places you can hook up stuff
[18:26:46] <zee-Lathe> one is the differential signal+, other is differential signal-, and the third is the ground
[18:30:51] <PetefromTn> yeah I know what a differential signal is my encoder is differential and it gonna require some special board to get it to work but a non-differential would probably cause issues.
[18:31:06] <zee-Lathe> yea so that means
[18:31:10] <zee-Lathe> you dont need shielding :P
[18:31:55] <zee-Lathe> what vfd do you have on your VMC>
[18:35:24] <PetefromTn> Yeah it is the Hitachi WJ200-110lf. Here is a manual page describing the Modbus setup...
http://imagebin.org/294927
[18:37:32] <zee-Lathe> one of those pins has to be ground
[18:37:43] <zee-Lathe> SP i think means S+
[18:37:48] <zee-Lathe> and SN = S-
[18:38:05] <zee-Lathe> i hate how theres 10 different terms for the same damn thing
[18:38:53] <zee-Lathe> lol whoops i didnt see the diagram on the bottom
[18:39:16] <zee-Lathe> yea so sn s-, sp s+.
[18:41:15] <PetefromTn> yup.. pretty damn simple really..
[18:41:35] <PetefromTn> It's the programming that is the hard part here LOL.
[18:42:13] <zee-Lathe> i can help you and connor if you want
[18:42:23] <zee-Lathe> we'll get her running!
[18:42:41] <zee-Lathe> you pretty much want to read data off the vfd
[18:42:47] <zee-Lathe> and display it on your linuxcnc gui panel right?
[18:43:06] <zee-Lathe> cause you have external controls to change vfd speed and stuff?
[18:43:25] <Connor_iPad> Yo.
[18:44:03] <PetefromTn> No man I want to lose the external controls and remove the wiring to the VFD from my 7i77 and get it completely modbus controlled.
[18:44:08] <PetefromTn> Connor_iPad: YOO
[18:44:33] <PetefromTn> You YO yo..
[18:45:12] <zee-Lathe> pete that would be sweet!
[18:45:31] <zee-Lathe> i would personally get the read capability running first
[18:45:44] <zee-Lathe> that way you have minimal downtime when you're ready to remove the externl controls
[18:57:31] <zee-Lathe> wow
[18:57:39] <zee-Lathe> pyvcp is stupid easy to use
[19:55:38] <jubo> hi
[20:00:25] <micges> jubo: hi
[20:00:41] <jubo> wasn't sure if many people talked in here or not really
[20:00:42] <jubo> lol
[20:00:46] <jubo> some rooms are like that
[20:02:54] <jubo> is this room meant to talk only about linuxcnc or also cnc routers in general?
[20:04:51] <jubo> PetefromTn are you here?
[20:06:56] <micges> jubo: many of us got some kind of machines and we talk about them too
[20:07:04] <PetefromTn> jubo: Yeah man..
[20:07:16] <jubo> you're from jackson, tn?
[20:07:22] <PetefromTn> No
[20:07:53] <PetefromTn> I'm in the Knoxville area..
[20:10:35] <jubo> ah ok, i thought you were in jackson from your joining line. I'm in siketon, mo, kinda close to jackson
[20:11:06] <jubo> i'm just looking to get into building or buying a cnc router. Total noob/beginner, and have just been reading up on different ones on the net
[20:11:18] <jubo> then googled to see if there are any irc rooms and found this one
[20:11:44] <PetefromTn> Well you are in the right place man.. Lots of very knowledgeable people in here.
[20:12:59] <jubo> good deal, i'll pay attention to what people are saying for sure then
[20:14:57] <PetefromTn> Probably just recommend you search for CNC router and try to determine the size and build style you want and then you can come here and discuss that one.
[20:15:28] <jubo> what are a lot of people in here using?
[20:15:36] <jubo> i'm not looking for a 4 foot by 8 foot or anigything near that b
[20:15:39] <jubo> big
[20:15:53] <jubo> probably something around 12 x 12, or up to 24 x 24 or so
[20:17:46] <PetefromTn> Oh man it spans the gamut from tiny tabletop to freestanding and built from plywood to MDF to aluminum to steel....
[20:19:25] <jubo> yeah, i saw a website solsylva with plans for wooden ones
[20:19:31] <jubo> cheaper on the price for sure
[20:19:34] <jubo> but looked interesting
[20:19:58] <jubo> i guess they aren't as accurate or finely detailed as others could be but still look decent
[20:20:03] <jubo> i'd just do it as a hobby really
[20:20:32] <zee-Lathe> pete
[20:20:37] <zee-Lathe> i got a teASER pic for you
[20:21:17] <PetefromTn> yeah the solsylva is a decent machine. Like I said decide what travels you want and what materials you want to build it from and go from there. LinuxCNC can take care of the rest..
[20:21:24] <PetefromTn> zee-Lathe: Shoot man.
[20:25:37] <zee-Lathe> http://imagebin.org/294940
[20:27:33] <PetefromTn> DUDE that is BEAUTIFUL!!! ME WANT..
[20:28:18] <zeeshan> im gonna load the motor with my hand
[20:28:22] <zeeshan> and see if the output torque changes ;p
[20:32:18] <PetefromTn> Man I think we are gonna need a youtube video here LOL...
[20:33:01] <zee-Lathe> haha
[20:33:12] <zee-Lathe> you just wanna see my arm get ripped off
[20:34:21] <PetefromTn> No man I wanna see the spindle running and the bars moving and keep your arm....
[20:35:08] <zee-Lathe> haha
[20:37:15] <zee-Lathe> it works!
[20:37:27] <zee-Lathe> i can get it to fluctuate by .2-.3 A
[20:39:06] <PetefromTn> Nice...
[20:39:35] <zee-Lathe> i ran everything at full speed and e-stoped
[20:39:40] <zee-Lathe> everything stopped..
[20:39:47] <zee-Lathe> ok enough of this
[20:39:50] <zee-Lathe> i have homework to do ;
[21:34:44] <PetefromTn> Jeez this place is deeead tonight..
[21:55:24] <PetefromTn> Okay back on my cell with andchat....
[22:00:30] <PetefromTn> Anybody doing anything interesting tonight with LinuxCNC? Or anything at all...
[22:01:01] <zeeshan> lol
[22:01:08] <zeeshan> you're just stuck with me
[22:01:29] <PetefromTn> Oh I thought you were studying ....
[22:01:39] <zeeshan> not studying
[22:01:43] <zeeshan> writing up a lab report
[22:02:59] <PetefromTn> Went to bed here and listening to some Rush on my studio headphones on my cell while at the same time chatting on IRC and surfing the net....Amazing the tech we have today
[22:03:15] <zeeshan> hehe
[22:05:50] <PetefromTn> Been looking at your photos of the pyvcp... does all that sub info get put thru the modbus or are they just setting in Hal or something?
[22:06:04] <zeeshan> through modbus
[22:06:20] <zeeshan> modbus->hal->pyvcp
[22:06:21] <PetefromTn> That is some sweet junior man...
[22:06:29] <PetefromTn> Juju
[22:06:33] <Tom_itx> link
[22:06:46] <zeeshan> http://imagebin.org/294940
[22:06:47] <PetefromTn> Stupid auto complete
[22:07:40] <Tom_itx> not familiar with modbus
[22:07:49] <PetefromTn> Don't really need a couple of those tho...but nice.
[22:07:55] <zeeshan> why not!
[22:08:03] <zeeshan> every one of them tells you some good information :P
[22:08:08] <Tom_itx> i put a few up while testing
[22:08:13] <zeeshan> like if you monitor dc bus voltage
[22:08:18] <PetefromTn> Meh leave space for more useful stuff.
[22:08:19] <zeeshan> that's directly proportional to your input voltage
[22:08:29] <zeeshan> PetefromTn: i agree
[22:08:40] <zeeshan> its preliminary, i will condense it in a smaller area when i get more time
[22:08:53] <PetefromTn> Cool...
[22:08:57] <Tom_itx> might be quite useful if it goes to crap
[22:09:12] <PetefromTn> No video tho makes PetefromTn sad...
[22:09:27] <zeeshan> PetefromTn: when its in a better state to show, i will :P
[22:09:37] <Tom_itx> does torque come from the vfd?
[22:09:39] <PetefromTn> Thx.
[22:09:43] <zeeshan> Tom_itx: kind of
[22:10:00] <zeeshan> its using output frequency, output voltage, output current to calculate it
[22:10:01] <zeeshan> for now
[22:10:23] <zeeshan> i still need to read 100 more paramters
[22:10:38] <Tom_itx> you could maximize screen space and leave most of the data
[22:10:56] <Tom_itx> OUTPUT V A side by side for example
[22:11:06] <zeeshan> so in the end ultimately, i want a "tab" that is called "Write" and you can literally change all the paramters of the vfd things like... nameplate voltage etc right from linux cnc
[22:11:22] <Tom_itx> Command freq actual
[22:11:24] <Tom_itx> for another
[22:12:35] <Tom_itx> my spedo takes alot more space than the bar
[22:12:50] <Tom_itx> if i get to need room, i'll change it
[22:13:08] <zeeshan> is that area for pyvcp fixed?
[22:13:10] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/screenshot.png
[22:13:12] <Tom_itx> yes
[22:13:15] <zeeshan> like if i maximum linux cnc, cant i make it bigger
[22:13:21] <zeeshan> *maximize
[22:13:30] <Tom_itx> maybe i dunno
[22:13:54] <Tom_itx> but for me, i like the spedometer since i don't use pwm to control it
[22:14:23] <zeeshan> http://www.google.ca/imgres?client=firefox-a&hs=ML5&sa=X&rls=org.mozilla%3Aen-US%3Aofficial&channel=sb&biw=1920&bih=1106&tbm=isch&tbnid=6DQZlD1hDfLAMM%3A&imgrefurl=http%3A%2F%2Fwww.casafrog.com%2Fcfblog%2F%3Fp%3D999&docid=P6yXolamMFjP8M&imgurl=http%3A%2F%2Fcasafrog.com%2Fcfblog%2Fwp-content%2Fuploads%2F2010%2F03%2Fncm_test_pyvcp1.png&w=1152&h=864&ei=px8IU8XjI8idyQHZq4CQDA&zoom=1&ved=0CHEQhBwwCg&ia
[22:14:24] <zeeshan> er
[22:14:28] <zeeshan> http://casafrog.com/cfblog/wp-content/uploads/2010/03/ncm_test_pyvcp1.png
[22:14:32] <zeeshan> this guy has a lot of space!
[22:15:01] <Tom_itx> probably a function of how many and wide your boxes are
[22:15:25] <Tom_itx> that one is to busy imo
[22:15:46] <Tom_itx> mine is for 'at a glance' info
[22:16:22] <zeeshan> i dont know why im using pyvcp
[22:16:25] <PetefromTn> Tom I see you have zero axis there, hows that work exactly?
[22:16:27] <zeeshan> holy cow gladevcp looks way better.
[22:16:42] <Tom_itx> takes them to the work offset zero
[22:16:56] <Tom_itx> starting with Z
[22:17:08] <PetefromTn> So it moves the machine then?
[22:17:15] <Tom_itx> yes
[22:17:29] <PetefromTn> That's kinda scary...
[22:17:35] <Tom_itx> no
[22:18:20] <Tom_itx> MDI_COMMAND = O<work_zero> call
[22:18:30] <Tom_itx> a subroutine call
[22:18:58] <PetefromTn> Why would you need to do that?
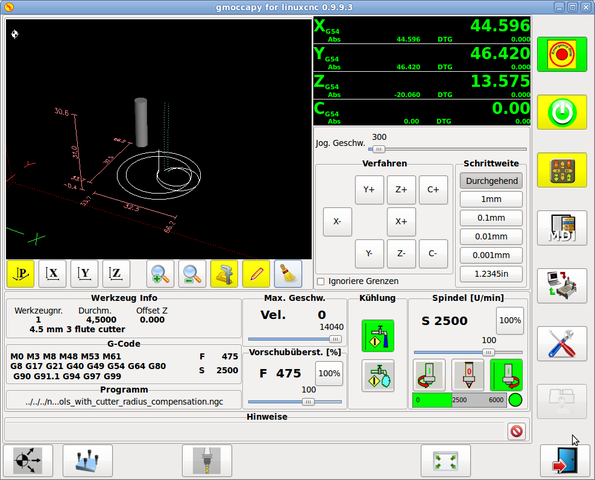
[22:19:13] <zeeshan> http://wiki.linuxcnc.org/uploads/gmoccapy_4_axis.png
[22:19:15] <zeeshan> damn that looks nice
[22:19:37] <Tom_itx> o<work_zero> subG90G0 Z0G0 X0 Y0o<work_zero> endsubm2
[22:20:15] <PetefromTn> Looks like a touch screen one.
[22:21:51] <Tom_itx> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Gmoccapy
[22:22:16] <zeeshan> man
[22:22:25] <zeeshan> this gmoccapy looks so much like the siemens plm touch screen controls
[22:22:47] <Tom_itx> can also be used on normal screens with a mouse or hardware buttons and MPG wheels
[22:23:05] <Connor> gscreen looks good.
[22:23:26] <Connor> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Gscreen
[22:23:39] <PetefromTn> At some point I may add that IO board at the PC so I can add buttons for all sorta shtuff.
[22:23:56] <Tom_itx> pendant?
[22:23:58] <zeeshan> i dunno connor
[22:24:09] <zeeshan> that gmoccapy looks more user friendly
[22:24:16] <Connor> at the bottom..
[22:24:48] <zeeshan> thats too confusing looking
[22:24:48] <zeeshan> ;p
[22:24:55] <zeeshan> looks like mach 3
[22:25:03] <Connor> Umm.. No.
[22:25:35] <Tom_itx> says mach 3 at the top
[22:25:36] <zeeshan> looks like it! :P
[22:25:41] <PetefromTn> Mach3 is day debil....
[22:25:53] <zeeshan> Tom_itx: damn you have hawk eyes
[22:25:56] <zeeshan> howd you see that
[22:26:25] <Tom_itx> cnc controlling software
[22:26:28] <Tom_itx> is the rest
[22:26:39] <PetefromTn> Looks okay but loose da chicken....
[22:27:45] <Connor> looking for the screen shot of the industrial copy of gscreen..
[22:28:22] <PetefromTn> Show me one with toolchanger controls and such.
[22:28:50] <Connor> freaking forum needs a search
[22:31:35] <Connor> http://www.linuxcnc.org/linuxcnc/media/kunena/attachments/482/industrial.png
[22:31:42] <Connor> That's the one I like
[22:31:59] <Connor> Suppose to be really good with touch screen monitor.
[22:32:23] <zeeshan> needs pictures
[22:32:23] <os1r1s> Tom_itx: Almost done with my shertaig mill :P
[22:32:35] <Tom_itx> heh
[22:33:36] <zeeshan> http://cfnewsads.thomasnet.com/images/large/602/602864.jpg
[22:33:41] <zeeshan> i like control panels like this :)
[22:33:43] <Connor> I need to clean my shop up.. I can't move in it.. Too damn cramped.. I need to extend the size of it..
[22:34:35] <zeeshan> i have to say
[22:34:48] <zeeshan> after getting used to the basics in linuxcnc, its so much better than mach 3 :)
[22:34:53] <zeeshan> i'm glad i made the change
[22:35:02] <Connor> I have a industrial keyboard & touch screen I'll be using.. will combine with a hardwired MPG on it.. with a few buttons.. very minimalist.. everything else will be touch screen buttons.
[22:35:27] <Connor> I never used Mach3.. looked too busy.. and.. the idea of running a machine via windows.. ICK.
[22:35:54] <zeeshan> mach 3's interface looks like it was made by a 2 year old
[22:36:33] <Connor> I dont understand why it's so freaking popular.. vs LinuxCNC / EMC2
[22:36:41] <zeeshan> cause linuxcnc is a bitch to setup
[22:36:43] <PetefromTn> I'd also like to add some of those wizards and stuff that mine is missing.
[22:36:53] <zeeshan> mach 3 is intuitive
[22:37:05] <Connor> Not really.. I had my machine up and running with in an hour..
[22:37:11] <Connor> after installing the ISO.
[22:37:26] <zeeshan> it took me forever to get my shit running
[22:37:26] <zeeshan> :P
[22:37:35] <zeeshan> remember the e-stop circuit? :P
[22:37:44] <Connor> That wasn't linuxcnc's fault..
[22:37:45] <os1r1s> I use mach3 a bit, so I understand its popularity.
[22:37:47] <zeeshan> true :P
[22:37:51] * os1r1s ducks
[22:38:18] <Connor> PetefromTn: Your a convert.. weigh in on this...
[22:38:45] <Connor> and.. don't consider the windows vs linux vs windows aspect of it.. JUST the control software..
[22:39:01] <zeeshan> connor being a new user
[22:39:05] <PetefromTn> The only thing I miss about Mach 3 is the ability to jog while paused. Other than that LinuxCNC is better in about every way.
[22:39:10] <zeeshan> the first thing i was like "WTF is this HAL BULLSHIT"
[22:39:18] <zeeshan> "WTF I CANT ASSIGN PINS WITHIN THE SOFTWARE?
[22:39:19] <zeeshan> "
[22:39:45] <zeeshan> if it wasn't for stepconf, i would have never had linuxcnc running right
[22:39:47] <Connor> I don't understand why we can't jog while paused...
[22:39:48] <zeeshan> as a new user..
[22:40:07] <Connor> I started out with stepconf too.. that's why it's there.. :)
[22:40:22] <zeeshan> connor did you see the screenshot i posted of the vfd communicating through modbus? :D
[22:40:28] <Connor> and thankfully, they have one for MESA now too.
[22:40:31] <zeeshan> it works it work it works
[22:40:34] <Connor> yea.. Looks good.
[22:40:51] <PetefromTn> Honestly Mach3 is a bit easier to setup because like he said everything is in the software and I don't know Linux so I was kinda screwd....
[22:40:53] <Connor> I managed to get the driver for Pete's.. but.. can't get it to compile yet..
[22:41:09] <zeeshan> make your own driver
[22:41:15] <os1r1s> As a new user I found the wizards to be great
[22:41:18] <zeeshan> unless the driver you have is plug and play
[22:41:24] <zeeshan> after it is compiled
[22:41:29] <Connor> why? one already exists.. I just not sure what I'm doing wrong on compile..
[22:41:42] <os1r1s> I don't need them now and haven't for the past 2 years. But initially they helped a lot
[22:41:44] <zeeshan> where does it fail?
[22:41:52] <zeeshan> when you type "make"?
[22:41:53] <Connor> let me fire up the Vm and see..
[22:42:32] <PetefromTn> Whazza vm ?
[22:42:42] <Connor> Virtual Machine.
[22:43:07] <Connor> Running Ubuntu 10.04 RT on my Linux 12.04 Non Real Time.. :)
[22:45:07] <Connor> first, it can't find the modbus.h file.. and I have the modbus dev installed
[22:46:00] <zeeshan> okay
[22:46:09] <zeeshan> tell me what you're typing in console first
[22:46:10] <zeeshan> make?
[22:46:20] <Connor> cradek: said something about using comp --compile
[22:46:25] <Connor> or comp --userspace --compile
[22:46:31] <Connor> I've tried both.. get errors
[22:46:33] <zeeshan> that sounds like some advanced shit
[22:46:38] <zeeshan> for me i have a simple make file
[22:46:47] <zeeshan> i have 3 files.. modbus.h modbus.c mydriver.c
[22:46:57] <zeeshan> the makefile locates the libraries and compiles it
[22:46:58] <Connor> No such luck here..
[22:47:15] <Connor> this is located in src/hal/user_comps/wj200_vfd
[22:47:42] <Connor> so, it's a userspace driver.
[22:47:56] <zeeshan> mine is a userspace driver too
[22:48:08] <zeeshan> i have to type loadusr mvx9000rtu to launch it
[22:48:18] <zeeshan> can you hook me up with the source code?
[22:48:23] * PetefromTn wondering how zeeshan's Juju would work on my vfd....
[22:48:52] <Connor> http://www.linuxcnc.org/linuxcnc/media/kunena/attachments/482/industrial.png
[22:48:55] <Connor> arrr..
[22:48:58] <zeeshan> haha
[22:49:18] <Connor> git clone -b wj200_vfd
https://github.com/OKComputers/linuxcnc-mirror
[22:49:51] <zeeshan> whats git
[22:50:01] <Connor> version control program.
[22:50:13] <zeeshan> lemme fire up the other comp
[22:50:33] <Connor> sudo apt-get install git
[22:50:40] <Connor> then, run that command..
[22:50:49] <PetefromTn> Sounds like TRON speak in here :)
[22:50:50] <Connor> then you'll get the whole source tree.
[22:50:57] <Connor> switching to ipad.
[22:52:08] <Connor_iPad> Ok
[22:55:09] <zeeshan> git
[22:55:14] <PetefromTn> http://m.youtube.com/watch?v=rST5eqJHg2s#
[22:55:45] <PetefromTn> Git it done man....LOL
[22:55:49] <Tom_itx> PetefromTn you should pay attention to the GIT speak
[22:56:17] <Tom_itx> then update your master
[22:56:24] <PetefromTn> Tom I am like a moth to the flame here man....
[22:56:49] <Tom_itx> no such thing
[22:57:06] <Connor_iPad> I'll update his master tomorrow.
[22:57:10] <Tom_itx> what ver linux you running?
[22:57:15] <PetefromTn> Is it hot in here or are my wings on fire...
[22:57:18] <Tom_itx> i want to see him learn how
[22:57:19] <zeeshan> doing that downloaded that whole folder
[22:57:20] <zeeshan> where is the source
[22:58:06] <Connor_iPad> src/hal/user_comp
[22:58:38] <Connor_iPad> Tom_itx: I'll show him how.
[22:59:05] <zeeshan> connor
[22:59:06] <zeeshan> lol
[22:59:12] <zeeshan> this looks almost like my driver
[22:59:14] <PetefromTn> Tom don't fret man I kid around but I am learning too
[22:59:24] <zeeshan> the stuff in gs2_vfd.c
[22:59:39] <zeeshan> whats the vfd you're using again PetefromTn
[22:59:42] <zeeshan> sorry i keep forgetting
[22:59:45] <Connor_iPad> wj200_vfd
[23:00:10] <PetefromTn> Hitachi WJ 200- 110 LF.
[23:00:56] <PetefromTn> Love that Ducati sport classic...
[23:01:50] <Tom_itx> i remember the first thing i ever did with linux. i didn't know anything about it
[23:01:58] <Tom_itx> the project was my webserver
[23:02:20] <Tom_itx> wasn't _that_ long ago either
[23:03:45] <Tom_itx> then i came to check back on an old project i was interested in quite a while back to find it had been improved to what you know as linuxcnc now
[23:03:58] <Tom_itx> so i started my sherline conversion
[23:04:51] <PetefromTn> Customer just PayPal me the money for the wheels. Might be able to order the adapter and a cable or something tomorrow...
[23:06:44] <Connor_iPad> Nice.
[23:08:43] <Connor_iPad> zeeshan: figure out that driver yet? :)
[23:09:21] <PetefromTn> Liking this fusion android music player and my equalizer app sounds awesome...listening to the outfield right now.
[23:09:34] <zeeshan> messing with it
[23:09:37] <zeeshan> the C part makes sense
[23:09:48] <zeeshan> the random text prior to the C part makes no sense
[23:13:14] <PetefromTn> http://m.youtube.com/watch?v=dn7lb9sbdsA# kickass...
[23:16:28] <PetefromTn> How many of you guys run cutter comp on your machines seriously I am trying to get it sorted...
[23:16:55] <Tom_itx> i don't think i put it in my gcode template to turn it on
[23:17:11] <Tom_itx> i've changed the diameter in the tool table though and it affects the results
[23:17:17] <Tom_itx> so it must be working
[23:17:37] <Connor_iPad> Don't most people do that in CAM?
[23:17:50] <Tom_itx> not always
[23:17:59] <PetefromTn> Yeah that is what I figured... I am gonna need to use it and I am trying to figure out how it works in linuxcnc as well as CamBAM.
[23:18:31] <Tom_itx> run some scrap and change the diameter in your file and see what happens
[23:19:08] <Tom_itx> you _can_ run into trouble if your radius exceeds the cutter radius + cutter comp
[23:19:12] <PetefromTn> It really is important for getting consistent accurate cuts on multiple parts with cutter wear etc...
[23:19:25] <Tom_itx> with exhisting geometry for the tool path
[23:21:44] <PetefromTn> Yeah that is what I was planning got to figure out how to turn it on in CamBam too....have not messed with it too much yet..
[23:22:57] <Connor_iPad> So. How does that work? You mic the cutter and redo the tool table ?
[23:23:01] <Tom_itx> G40 41 42
[23:23:22] <Tom_itx> just edit the diameter
[23:23:48] <PetefromTn> Yeah basically right now my tool table widths are all zero and the can just runs its course.
[23:24:04] <Tom_itx> zero?
[23:24:12] <Tom_itx> you don't enter tool diameters?
[23:24:30] <PetefromTn> Not sure if I should add actual diameter or just input the differences. So the numbers are small.
[23:24:31] <Connor_iPad> I never have either. I put that in the CAM.
[23:24:52] <Tom_itx> i always enter the tool diameter and program the cutter
[23:24:59] <Tom_itx> cutter's edge in cam
[23:25:06] <Tom_itx> not the center
[23:25:14] <Tom_itx> you're far better off doing that
[23:25:21] <Connor_iPad> Explain ?
[23:25:37] <Tom_itx> you program the tool center when you post your cam?
[23:25:43] <Connor_iPad> CamBam asks for tool diameter.
[23:25:48] <PetefromTn> That's pretty much what can does for you anyways..
[23:25:56] <Tom_itx> then you are probably programming the edge
[23:26:09] <zeeshan> this comp fucking thing is bullshit
[23:26:11] <Tom_itx> if so you should also be entering the tool diameter in the tool table
[23:26:17] <Tom_itx> no it isn't
[23:26:21] <Tom_itx> it's a very useful tool
[23:26:28] <zeeshan> tell me why
[23:26:32] <Tom_itx> tool wear
[23:26:35] <Connor_iPad> And the tool path is always larger than the profile.
[23:26:37] <PetefromTn> Have not tried to enter a diameter in linuxcnc yet but I need to...
[23:26:39] <zeeshan> oh
[23:27:02] <Tom_itx> but like i said, i don't think i turn it on in my cam
[23:27:09] <Tom_itx> (G41)
[23:27:15] <Tom_itx> or G42
[23:27:25] <Tom_itx> depending on which side you program
[23:27:39] <Tom_itx> G40 turns it off
[23:27:59] <PetefromTn> I think it is a setting automatically setup in cam no, does your posted code have g41 etc?
[23:28:11] <Tom_itx> i'd have to look
[23:28:20] <Tom_itx> and i also don't know what the default is for lcnc
[23:29:03] <PetefromTn> So if your code is not setup for it how do you know it is working?
[23:29:36] <Tom_itx> change the diameter in the tool table
[23:29:41] <PetefromTn> Don't know how it could be without code with the comp commands...
[23:29:42] <Tom_itx> see what happens to your cut
[23:31:03] <PetefromTn> Is linuxcnc smart enough to know to run the comp on the proper side of a profile don't see how it could...
[23:31:23] <Tom_itx> with G41 G42
[23:31:47] <Tom_itx> http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G41-G42
[23:31:54] <Tom_itx> right of path or left of path
[23:32:09] <PetefromTn> Yeah but it sounds like you are saying your code does not include those commands or something.
[23:32:26] <Tom_itx> i'd have to test it to be able to say positively
[23:32:29] <PetefromTn> I know what cutter comp is....
[23:32:46] <Tom_itx> i was running some code a while back and it seemed to be on
[23:32:53] <Tom_itx> but i don't recall setting it on
[23:33:06] <PetefromTn> Grab a posted code and see if it has the comp commands....
[23:34:27] <Tom_itx> just length offset
[23:34:47] <Belerafon> Hi. I again about kernel rebuild for CAN driver. Where can I found manual about compile lcnc kernel with real time patches? I have download vanilla 2.6.32 source, do a make oldconfig, do compile kernel and have got "arch/x86/lib/cache-smp.c:20: error: variable �op� has initializer but incomplete type".
[23:35:04] <PetefromTn> Okay then how could it be working?
[23:35:22] <Tom_itx> like i said, i'd have to run some test cuts to be sure
[23:35:40] <Tom_itx> i thought it was odd at the time
[23:35:55] <Tom_itx> it was accidental
[23:36:18] <Tom_itx> it was before i set all my tools standard between the cam and linuxcnc to be the same
[23:36:33] <Tom_itx> i had a tool as one thing in linuxcnc and posted it as another in cam
[23:36:34] <PetefromTn> I am thinking it is probably setup in both and you use your came to cut the edge like you said and then use cutter comp with a specific diameter and make your adjustments to the tool table..
[23:37:01] <Tom_itx> so when i changed the tool to be the right diameter, it cut as expected
[23:38:34] <PetefromTn> Yeah but you had something other than zero in there and it just account for the difference in diameter. That's not comp functional comp really except to just go with the posted code.
[23:40:07] <PetefromTn> However if that worked actually just changing the number would not offset the path probably or at least not intelligently.
[23:41:13] <PetefromTn> I dunno it is confusing which is why I have not messed with it yet....
[23:41:51] <Tom_itx> it's not confusing at all. what confused me was i was pretty sure i didn't have it on but changing the tool table affected the cutter path
[23:44:05] <PetefromTn> Well yeah it did because you had it wrong or whatever but did it account for inside and outside offsets?
[23:44:39] <Tom_itx> but if comp was off, it shouldn't matter what's in the tool diameter entry
[23:46:50] <PetefromTn> Do you have a G40 in your preamble to your post?
[23:47:06] <Tom_itx> no
[23:47:37] <Tom_itx> like i said, i don't know what lcnc's default is
[23:47:47] <Tom_itx> so that's what it would have been set to
[23:48:00] <PetefromTn> Perhaps it is automatic if there is an diameter loaded and you don't run a code to turn it off?
[23:48:03] <Tom_itx> it may have been on not knowingly
[23:48:24] <Tom_itx> at the time i was fighting other issues so i didn't give it much thought
[23:48:31] <Tom_itx> i did log it in my head though
[23:48:38] <PetefromTn> I hear ya man...
[23:49:02] <Tom_itx> it will show you the active Gcodes
[23:49:12] <Tom_itx> i didn't check
[23:49:47] <PetefromTn> I am wondering how I should set mine up I want to be able to tweak code to creep up on dimension without having to repost code all the time...
[23:50:38] <Tom_itx> program the cutter's edge, add the diameter to the tool table and make sure comp is on
[23:51:09] <Tom_itx> i personally wouldn't switch between G41 G42, rather just adjust the tool diameter
[23:51:19] <Tom_itx> with one or the other on
[23:51:25] <Tom_itx> and get used to doing it that way
[23:52:02] <PetefromTn> Well I was hoping the Can would take care of that part...
[23:52:19] <Tom_itx> i know how mine works
[23:52:24] <PetefromTn> Came..
[23:52:24] <Tom_itx> i don't know how cambam does it
[23:52:32] <PetefromTn> LOL CAM
[23:52:48] <Tom_itx> it gets to be a pita to repost code every time
[23:52:58] <PetefromTn> Yeah neither do I.
[23:53:00] <Tom_itx> especially if you have hand tweaked bits of it
[23:53:24] <PetefromTn> Sure does and can quickly clutter up your files
[23:54:48] <Tom_itx> G40 is on by default ( cutter comp off )
[23:54:54] <Tom_itx> i just checked
[23:55:20] <PetefromTn> In your post or in linuxcnc
[23:55:26] <Tom_itx> linuxcnc
[23:55:36] <Tom_itx> my post doesn't have any comp code
[23:55:43] <Tom_itx> except length (G43)
[23:55:58] <Tom_itx> i have posts that do
[23:56:06] <Tom_itx> but i'm not using them on this machine
[23:56:54] <PetefromTn> Well I need to play with that and see what I need to do there.
[23:57:31] <zeeshan> connor
[23:57:32] <zeeshan> you there?
[23:57:34] <PetefromTn> Getting tired gonna get some zzzz's man nice chatting with you...
[23:57:44] <Tom_itx> i think if you enter the diameter in cambam, it probably codes the tool edge on the cutter paths
[23:57:51] <Tom_itx> which is the desireable way to do it
[23:58:00] <PetefromTn> For sure...
[23:58:14] <Tom_itx> then you also want to enter the diameters in the tool table
[23:58:15] <Connor_iPad> zeeshan: Yea
[23:58:19] <PetefromTn> Zeesh, did you find anything?
[23:58:23] <zeeshan> you're not gonna like this
[23:58:34] <zeeshan> this fucking thing requires you to configure/make the entire source folder
[23:58:39] <zeeshan> to be able to compile that component
[23:58:57] <Tom_itx> master?
[23:59:07] <Connor_iPad> Yea. That's not going to work. We'll need to rip it out and make it stand alone
[23:59:18] <zeeshan> absolutely retarded
[23:59:41] <PetefromTn> Who me? ;)
[23:59:42] <Connor_iPad> I think it was this guys first time making a component and was trying to get it into master.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}