Back
[00:22:35] <zeeshan> dun dun dun
[00:22:36] <zeeshan> almost done wiring
[00:22:42] <zeeshan> i wonder if this thing will burn down on first plug in
[00:43:18] <PetefromTn> Jeez man that would suck.
[00:43:52] <PetefromTn> zeeshan: Do you have any more work done on the mechanicals of the lathe?
[00:50:33] <zeeshan> not yet
[00:50:39] <zeeshan> still waiting on ball screws
[00:50:45] <zeeshan> i so far fit the 3hp motor on
[00:50:53] <zeeshan> pwoer turned on! nothing burned down yet
[01:07:55] <automata> hi
[01:08:25] <automata> anyone have experience with using a battery backed up absolute encoder servo system
[01:08:32] <automata> with linuxcnc?
[01:40:25] <jesseg> KimK, sorry, I was at work. In answer to your question, I'm writing my own 3d toolpath file format, and it describes arcs based on center, start angle, stop angle, and radius, so I'm wondering if it makes the most sense to have zero be X1Y0 or X0Y1. Since I also intend to use the system for navigational/GIS stuff I'm leaning toward Y1X0 for zero degrees
[01:41:56] <KimK> jesseg: Hi, you happen to have caught me nearby
[01:43:18] <jesseg> KimK, amazing! I got home from work and saw that my client flagged this channal as someone having spoke to me.. so I scrolled way way back and found it!
[01:44:16] <KimK> jesseg: I think we (LinuxCNC) go with 0 degrees at 3 O'clock rather than zero degrees at 12:00 O'clock, but give me a minute to check (sorry, I never actually looked it up last time)
[01:44:56] <jesseg> KimK, thanks! I was trying to look at gcodes today, and I'm not sure any of them even reference a starting and ending angle but rather a position
[01:45:55] <KimK> Yes, the gcode method is done the way it is for historical reasons, but you are certainly free to cook up anything you like.
[01:46:06] <KimK> (still looking)
[01:46:42] <jesseg> I think you are right about a longstanding tradition of having zero degrees at 3 aclock..
[01:50:14] <automata> I have these Fuji faldic alpha5 smart motors and drives which have a battery backup encoder
[01:50:38] <automata> the absolute position can be read using modbus
[01:53:51] <jesseg> KimK, it's not really a big deal. Anyway, I'm very tired and going to bed soon, but I'll check back in morning to see whatever you said :) Thanks!
[01:54:12] <KimK> jesseg: OK, here's one
http://linuxcnc.org/docs/html/gcode/overview.html#_polar_coordinates
[01:54:14] <automata> so anything in linuxcnc that can let me work with these drives while also using the absolute position?
[01:55:05] <jesseg> KimK, thanks!... looking...
[01:55:16] <KimK> jesseg: I think there's one more for rotating coordinate systems, still looking.
[01:57:08] <jesseg> ""starts with 0 on the X Positive axis and increases in a CCW direction about the Z axis.
[01:57:15] <KimK> automata: At the present time, LinuxCNC has no easy way to take advantage of absolute encoders, but I won't say it can't be done. And that is on the list of things to do.
[02:01:48] <KimK> jesseg: I found it, but it doesn't say (I think?)
http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G10-L2_ Maybe also see
http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G10-L20
[02:04:54] <jesseg> Thanks for all the research, KimK ! I really appreciate it.
[02:05:20] <KimK> automata: How fast is the modbus that your encoders offer? Can they (all) send their positions in 1 ms or so?
[02:05:57] <KimK> jesseg: No problem, maybe see you tomorrow
[02:06:07] <jesseg> KimK, yeah!
[02:06:44] <automata> i dont think 1ms sending positions via modbus is possible
[02:06:52] <automata> the max baud rate is 115200
[02:07:58] <jesseg> KimK, if it interests you, the program I'm working on writing is to be an open source 2D (with depth setting) tool path layout CAD program --nothing fancy, very simple, like if you want to mill out a pocket or hit a bolt pattern or photoexpose a PCB or whatever. While it will (Lord Willing) render to G codes and stuff, I'm making its own simple text file format for storing all the tool path objects
[02:08:06] <jesseg> anyway, good night folks
[02:08:14] <KimK> automata: OK, well, maybe an initial position can be established/loaded before moving?
[02:08:26] <KimK> goodnight
[02:08:30] <automata> yup that is what I was thinking baout doing...
[02:09:07] <automata> I can make a HAL component to do this...
[02:09:58] <KimK> OK, if you can get them into hal and save them as position values, then you'll be ready when more appears later on.
[02:10:13] <automata> And for startup homing, there could be a homing mode added for aboslute encoders
[02:12:20] <KimK> Yes, that should be part of the update. And also offering the user a variety of new encoder & homing choices, with classic as the default, probably in the ini file, though that is not written in stone.
[02:12:58] <automata> so on pressing home button, the absolute values can be loaded into the home offset
[02:13:41] <KimK> Hopefully, you won't have to press anything additional.
[02:14:16] <automata> kimk: do you know who is wokring on this effort? I may be able to lend a helping hand...
[02:15:28] <KimK> It would be nice if it could come on like (at least some) Mazaks, it just knows, even if the ballscrew was turned while the power was off
[02:15:58] <KimK> Probably best to ask Andy Pugh in the dev channel
[02:16:04] <automata> There are 2 issues to handle..
[02:16:38] <KimK> (Ha! 2!)
[02:17:15] <automata> 1 on startup read the encoder value
[02:18:11] <automata> 2 if the drive and encoder have been disconnected on power off, then do an absolute homing with a limit switch or an index
[02:18:43] <automata> and store the offset value in the drive
[02:20:17] <Deejay> moin
[02:24:11] <KimK> You may have to change 1 to read the encoder value plus some "lost-power" status bit. Then 2 works a little better. However, many machines of that type just give an error and let the operator call for help, since simple homing is sometimes not possible or wise, if the machine has gotten lost. That's often why the absolute system was installed in the first place. So there's a caution there.
[02:24:29] <KimK> Deejay: morning
[02:25:35] <KimK> Although nothing would keep you from installing an absolute system on a trivkins machine
[02:32:07] <Deejay> morning guys :)
[02:33:17] <KimK> You arrived at a quiet time, Deejay
[02:33:54] <KimK> Maybe some of the idlers will stir?
[02:36:20] <Deejay> yo, i am from germany. its morning here when the amercian guys fall asleep ;)
[02:39:45] <Jymmm> Wait another 6+ hours.
[02:42:54] <Deejay> ah, Jymmm is still alive ;)
[02:48:32] <Jymmm> No he's not!
[02:48:45] <Deejay> haha
[02:48:54] <Deejay> are you in zombie mode? ;)
[02:48:59] <Jymmm> Nobodyhere but us Zombies!
[03:00:19] <automata> kimk: you are correct about the lost power status bit... that also has to be take into account...
[03:00:38] <automata> and it can be done easily on a trivial kinematics machine
[04:48:35] <automata> hello
[05:28:28] <ler_hydra> hey all! It's been a while since I've set up a linuxcnc system, does anyone know what the preferred ini/hal file template is for a stepper-ish system? I tried out stepper/stepper_mm, but the default configuration seemed pretty outdated (low AXIS polling frequency, no reference to touchy, and so on)
[05:28:49] <ler_hydra> would it be a good idea to start with some configuration generated by stepconf and then hack away at it?
[06:01:47] <R2E4_> mornin
[06:04:43] <Deejay> morning
[06:14:10] <jthornton> morning
[06:17:07] <archivist> moaning
[08:37:26] <Jymmm> http://www.thestar.com.my/News/Nation/2014/01/24/Man-uses-firstclass-ticket-to-get-free-meals-for-almost-a-year/
[09:51:16] <ler_hydra2> uh so I'm getting (to me) relatively inexplicable behavior... I'm setting up a new system, and for now I've based my setup on settings generated by stepconf. I've primarily altered the hal file to generate a charge pump signal on not-Estop and set up stepgen for mode 2 (quadratute output). If I try to jog an axis I see a velocity in the axis window, but no change to the actual position. Similarly, I don't see any output on the parpo
[09:51:16] <ler_hydra2> rt pins. Eventually (pretty quickly) I get a following error. Finally, when pressing the GUI estop button I get an "cannot move while unhoming joint <n>" error... Any ideas?
[09:53:20] <ler_hydra2> here's a pastebin of the only hal file I'm loading;
http://pastebin.com/KcsxDHcW (I set stepconf to generate an empty ladder file, which I'll be using later on, but for now I've removed)
[10:03:59] <Tom_itx> is 'not-estop' halui.machine.is-on ?
[10:08:27] <ler_hydra2> Tom_itx, it's more or less this; net estop-out charge-pump.enable <= iocontrol.0.user-enable-out, net estop-out => iocontrol.0.emc-enable-in, net charge-pump <= charge-pump.out
[10:10:07] <ler_hydra2> ah, found it, I had inadvertedly commented out addf stepgen.update-freq servo-thread. *facepalm*
[10:36:13] <JT-Shop> pcw_home, I have a 5i25 with 2 7i76 cards and stepgen 6 on the P2 card does not work
[10:37:17] <JT-Shop> we have swapped 7i76's and the cables and 7i76's are ok, it's either the ribbon cable from P2 or the 5i25?
[10:44:17] <JT-Shop> the hal file
http://pastebin.com/PnPHRcyX
[10:46:15] <JT-Shop> the ini file
http://pastebin.com/08xAFKce
[10:50:38] <PetefromTn> JT-Shop: Morning man...
[10:51:03] <JT-Shop> morning
[10:51:17] <Tom_itx> nice sunny day
[10:51:22] <PetefromTn> What are you up to today anything interesting..?
[10:51:33] <PetefromTn> It's a bit overcast here today.
[10:52:21] <PetefromTn> Check out this beautiful table lamp someone made on the CamBam forum...
http://www.cambam.co.uk/forum/index.php?action=dlattach;topic=3954.0;attach=9606;image
[10:53:41] <PetefromTn> Pretty cool I think.
[10:54:29] <zeeshan> hi guys
[10:54:30] <zeeshan> ;D
[10:54:37] <PetefromTn> Hey Zeesh.
[10:54:43] <zeeshan> success last night
[10:54:50] <PetefromTn> Are ya sure?
[10:54:50] <zeeshan> charge pump works, index pulse cards work
[10:54:50] <zeeshan> ;D
[10:55:08] <zeeshan> yea, i can see the output/inputs in the hal pin watch thing
[10:55:16] <PetefromTn> Sweet.
[10:55:19] <zeeshan> and i can hear the relay energize on the charge pump
[10:55:25] <zeeshan> now i gotta figure out how to run modbus
[10:55:34] <PetefromTn> You and me both man..
[10:55:34] <zeeshan> did you get anymore information last night?
[10:55:43] <zeeshan> dude, i understand the software part of it
[10:55:46] <PetefromTn> Naah it was kinda dead last night.
[10:55:58] <zeeshan> my mvx9000 manual even gives sample code on how to get it to work using ascii mode
[10:55:58] <PetefromTn> That is all there is to understand really...
[10:56:16] <zeeshan> basically libmodbus communicates with your serial port
[10:56:20] <JT-Shop> PetefromTn, just trying to get a little fire going and work on my log splitter
[10:56:25] <zeeshan> using the ascii commands or rtu commands your vfd understands.
[10:56:32] <PetefromTn> JT-Shop: out in the shop?
[10:56:33] <zeeshan> you need to send bursts of packets.
[10:57:17] <zeeshan> and then there is a hal component that interacts with libmodbus and converts it something you can physically understand
[10:57:20] <PetefromTn> I need to determine is the Serial Modbus communication setup for the Hitachi SJ200 is the same setup as the WJ200 I have.
[10:57:31] <zeeshan> PetefromTn: sj200 has a couple of revisions
[10:57:33] <JT-Shop> yea
[10:57:51] <zeeshan> so some of the communcation code has changed from what i've been reading
[10:58:02] <PetefromTn> Figures it is never simple..
[10:58:16] <zeeshan> but apparently the mvx9000 is plug and play software wise.
[10:58:27] <PetefromTn> Oh of course it is...
[10:59:00] <PetefromTn> Honestly I can see many reasons to go this way not the least of which is simplification of the wiring back there.
[10:59:07] <zeeshan> yea man
[10:59:18] <zeeshan> and no need for a stupid vfd controller box which is susceptible to noise
[10:59:28] <PetefromTn> sure.
[10:59:34] <zeeshan> any good vfd like yours and mine has isolation built into it
[10:59:58] <zeeshan> also, you can change parmeters from your computer.
[11:00:03] <zeeshan> and monitor torque
[11:00:06] <PetefromTn> Noise from VFD's is a bitch
[11:00:25] <zeeshan> hah yea man, im worried despite my shielding, im going to get noise issues :P
[11:00:29] <PetefromTn> This is the third one I have had and all have given me some kinda grief.
[11:00:34] <zeeshan> but since the wires are short runs, prolly not much
[11:01:02] <zeeshan> dude, do you understand the physical side of it?
[11:01:24] <zeeshan> my vfd has a rj12 connector on it. pins 1 and 6 are apparently not supposed to be used because its +15v and ground
[11:01:25] <PetefromTn> I did manage to get my Lathe Chuck setup last night and machined another of those Bosses I have to make. Came out freakin' perfect..
[11:01:36] <zeeshan> in the manual it says do not hook these up or you will cause permanent damage
[11:01:49] <zeeshan> i don't understand how i'm supposed to go from a rj12 to db9 connector
[11:01:52] <zeeshan> and which pins i gotta hook up
[11:02:11] <PetefromTn> Does it not have an RS485 hookup?
[11:02:45] <PetefromTn> I am certainly not an expert here so take that for what it is worth but I have setup three VFD's now.
[11:03:18] <zeeshan> what is rs485
[11:04:09] <Tom_itx> basically rs232 with a complmentary pair
[11:04:46] <Tom_itx> T+ T- R+ R-
[11:04:53] <zeeshan> you gotta dumb down what youre saying
[11:05:09] <PetefromTn> data:image/jpeg;base64,
[11:05:09] <PetefromTn> /9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBxISEhUSERQVFhQVFBUVGBQYFRgXFxUXFRcXFxoVGBUYHCggGBolHBUUITEkJSkrLi4uFx8zODMsNygtLisBCgoKDg0OGhAQGiwkHyQsLCwsLC0sLCwsLSwsLCwsLCwsLCwsLCwsLCwvLCwsLCwsLCwsLCwsLCwsLCwsLCwsLP/AABEIAOEA4QMBIgACEQEDEQH/xAAbAAEAAQUBAAAAAAAAAAAAAAAABgECAwQFB//EADkQAAIBAgUCBAIIBgIDAQAAAAECAAMRBAUSITFBUQYTImEycSNCUoGRodHwFGKxweHxM3IHU9Ik/8QAGQEBAQEBAQEAAAAAAAAAAAAAAAIBAwQF/8QAIhEBAQACAgMBAAIDAAAAAAAAAAECEQMhEjFBIgRhMl
[11:05:09] <PetefromTn> GR/9oADAMBAAIRAxEAPwD3GIiAiIgIiICIiAiIgIiICIiAiIgIiICIiAiIgIiICIiAiIgIiICIiAiIgIiICIiAiIgIiICIlCYFYlpMqIFYiICIlGYAXJsBvc9IFYkezzN1AKmp5S8aiDqbb6o5A35tMmVZutlVqgdTYLV4BJ+q3v7/AI22vm2b7d2Iia0iIgIiICIiAiIgIiICIlpaBdEsJlIF7GUWUP7/ANSqwLpS8rLRAExEraBbLllbRARE1sXjFSwO7N8Kjk/494F+KxK01LOQAOv6dzIPnmfPWuEBFMG+nvbq36Smc53Qq1VpVHbzFvrQfAlwQFDhrBr6Tchr7jbpBcz8QYwYtsNg6SkU2CkNpBqsVDEKWI1GxvYb23k+3l5bnll44pP40yXEZgi1MFUAGyFaj+pmY6hZxqYAM+kh
[11:05:09] <PetefromTn> gPh7AGa2XZfUweF8jEPqrFrkAnSNx33IAB36kjsZZhqgqqjp6KrUlqNR3DKG2vbkC99jMc1OXPua12mXhrxHa1KsduFc9PZvb3kvBnkKtJT4b8R6LUqx9HAb7Psfb+kyX5Th59fnJNolqtfccS6U9hERAREQEREBLdUumNoFRvK6YQy6BjIgSrGUgB+/9x+/2ZcBLoFolbSsQETHXrqgux/U/KUw+IVxdT+o+cbDE4hKal6jBVUXLE2AHcmcfJvFmFxVQ06TG9rjUpXX303329wJb41xVGlhmqVxqpqCWXSWv22A7236Tx9DdRicPrVbi4N9VJtrEPYa0uRpcfI2PObbp6/4p8SrhabaFNSoFJ0gFgoAJ1Np36HYbn25nmHg7xvUr1jiK1z9IdN7bra2wGwsSbCYWq4rHEUjjKeFRVLPUL
[11:05:09] <PetefromTn> MrtcMHcEbMwUna63ubWF7818lwqVT/AAXmClpCmo7eqqRy+kABQTxte3a82S32nLHbcz0UhiK74UmoHOtj0Vrb01vuwG5+ZMr4d8RuaP8AD13XWVt5rprAa+xZNtQBAt2sJclAKLKBYTn5llt/pE2ccj7X+Zunn5eK/wCWHt1MVk+ZmtbBsqUmf/mdrvXe1IGrUKqbgtVVR0AUgAACdvDUalWjTeqmiuVu6bbEXFz0F7dO8jPg/P2oqKNVmYC/qPxKSbkgdr9PabPit8xZy2EuMMmg+Yp3e6M7N/NYI23tM9e/Tz9cmscZ26tpcrS7LGetTVa1hiVUlwBtYMVVmtsNQAI++WuhBsRYybHOz4knhzxAaVqdQ3p9D1T9R7ScU3DAEEEEXBHBE8iUyQeHs/NE6WuaZPHVfcfpEr0cPN4/nL09
[11:05:10] <PetefromTn> AiY6NZWUMpBB3BEvEp7VYiICIiAlriXRAxgyu5lwWVgWhZdEQEREBNbGYwIO57f3PYTZkRx9crUe+41G/tvzJyumyM+JxDObk/49gOkphsQyG6n7uh+cwg9t79YnNVWZywahWerZx5bakbg3BGk9l5/2Z4phcXiMNiLUDTqUnXVdNJQBrg0yD3AIKe/e89nx2EWqhR+D++DsZ0ckyDCrStoVgQVKkAjfkEHmZJbVeU08fXy66vUpKy+W2mtQb46DE7E7nVTbo33HexOSg9p6T4k8JA2q4c6KqiyVCNQtx5VYH46ZG1z02J4IgOKwRuxCFKif8tDk0r7a0PL0SeG5HwtuN+0y71UWfYuUg8S4ia2FYd7dx+k3/LB42/M/gJaHHzLK9Z1ps/XswHf3jw9m7YZTRLuQxe7EC6lr3ZQwtcX6ix
[11:05:13] <PetefromTn> tOto079e3X9BI34jxNPVcfEvxHkbb29z8uIefm4dzePt1c8yTF4hlXA1bUrAp6jd6h3d6r9Gvbc73I6TsYRqlPDqmMscQrOvpOq6q5UMW6qQLi+9iPecDwljGpLemfSxLG5uGLEm/76Cb+Z47QNZb4tyTyT2maeXLOXHUnc+upp5vcW57zs4bBUKNEYnFOyoQSqC1yBf1E9vwnOxVWm1mAIZxdgPhX2AO979bn+w281y6hmWCXC1Kwo1qYsjn4WA4uCQCONr3uLyK7ceOO+0h8PZrQqAnCMzAepqTEbqdtaG5Fx89/wklweJWoodDdSOf31nlfhrKqOTUnqVsSlUldGoAqqC9+Lklr/j26z0HwlhwuGpuAymoochuRcbXA4NrTY9c3PXp2oiJqiIiAiIgIiICIiAiIgJEc5oOazBFLEnpY
[11:05:15] <PetefromTn> WuL3JPAkhbGHzGRVPpAu5uF36A9T7e8j3ivPGwyXpqWZzbzD8Kkd/fsONpswud1DemFqHlMEZ1LMNWkdLc2B3t79ZmvIYmBd1bEGtesPXsQQosSA7X2JANgNtrHmdfIs6FUaWsHH4H3H6S+T+P4zcZMtu7MuGrFGDDp+Ewgy4GeZaQ0MSrjb77+/9ZwPEfh7zAKtM6KiXKVAPh2tpcfXpkbEE2tztYrkw1co2of7E7mExPmLcc9R29veV1lCdPGsXg76iE8t6f8Ay0f/AF9PMQnmkffdeDMKVtI52/fXtJt/5FwQRVqUbLXBHluWC6N7WbUCCrXC2P2rdgPPcvx6YsM1MaK1IXrUADdT1qUwead+Qfh+ViKxy+UsnuMObZwFU+qyd76bj2629+vTvITjsU1cgDYHZQPSNzsLdflOv4wylm
[11:05:16] <zeeshan> PetefromTn: !!!! LOL
[11:05:17] <PetefromTn> BqUt+rpe7AD6y+3tNLw74ZxT0nxSBadKmrFXqGy1GTcheth1bi9he8tLf8L1TRGlibDzNm9JuPLAWx63P5yUZli8Fhihxn0tQ+ryyQqoLAiwN7tYg/eN+kgWBFWpV1uS9VSHIIINr3Fh9n5T0rN/B+CzRkxLYg4eoVVXUgHZRYAXsCRa23aTa88xkzu3bxCUK+HTG4M/RMQjUyblG+fz6b8j5Tm4zFJRUFwzMx006SC9Sq32UUc9N+BebdCmmFoJleXoa9QnWASd97mtWbinTvY32vpAAky8KeD0wzfxFdvOxbCzVSLLTH/rop9RPzPWTIZcEyy38cfwt4KqVGXFZkFLKdVLCDelQ7M/SpU9+B+FvQYiU7yaIiIaREQEREBERAREQExVqwAmDG45aY3O52AuLsfsqDyfaRfFV8RXZdHpAc
[11:05:19] <PetefromTn> XUEhqbC4ZanRgVNx0Pfi/TDj8mWsuZZ4Xby6YuCPi3tUUrf0MoPvxubG1rbsBlH0ZWrujqPoz9Xknja+44t8N+TNjC5dRwyajYW3LHoTzpvuAew/rNHG4xqxakt1INwu/rAFzrI+FDsAb/pLy5JjNYunFw5cl/pGswwDYN7NdqBbUp50v0Yja7C33i8x5lRar/8ApRlCgnSST5jHUSFO1i3QC97Wksy3CNUpGnWUNTIIsQwZTf4N73A6MD0EjeKwz4GqNQL0SboedJvfYHYPyL9iSJ34+Tzn9o5ePwys238hzcVRpfaoOR3t1H6TtAyG5zTAC1g2moTtbdTpAAsTudiPUebEWEkeT4ipUpK9RCt9r22b3HsZ5ufh1+p6Zjk6FploV2S5QgG3XcfeLi/4zCrSt55Voh/5H8R08NQNA6y1ax
[11:05:21] <PetefromTn> eofjqWHJIFlRTawFt+ABuYRkuW43E1BVwNJiwsz19SqAR1ZyfU5uTbrffa89WzzJKGMQU8QmpQwYdGBHY9L8SVZXToUqS06CqiKLCmLbd7+/cnmJ23enkPjLKmw2mpRFw1tYAAFNzYbJe63N9uB8iBOp4dqJUon+M1Lh1QatO4cX0CgSN9NzYAW5Pe82/HWGo0zUdW+kqJ601E2CumlrH4eo97DtIjgM/xNWg+Bw4RaTNepWsSehKgk26Db7yQJWO7O08mUx7V8Q5guIxJ/h6KK2nQiKABTpiwu5GwJsONtgBc893w5k1eqBRw9tSk+biWF6dIk3IVfr1bGwW9ltdj9U9Hwl4J1oCdVOid2fcVa/ur7FF59WxIPp0jc+lYPCU6SLTpKqIosqqAAB2AEtymNy7y/wCNHw/kNHB0ylIEsx1V
[11:05:24] <PetefromTn> KrnVUqta2p36nsOANgAJ1IiHQiIgIiICIiAia2Lxi0+dz9kc/wCJfh8SrrqU/wCD2MzYzShMpqllSoBNF5aczM82WmQu2pgdIJsCRblum5UdTvxOdmueWby6ZGrYsSpICEH1AAjUL2Bsdr36Tn5dlJez1NlIJ5YOWJ2JbY7WNm5Iex9+2PH9yTa6FbTiujArtuGBQnlTuAw2AIF+h7TaLpRVVJJJCqOrtba5tue95gxOPSkuhNOpQPSN9It8Wm9yo2vbecyoDWfTUDL5i7OpJUMoNmR+gK3BBtwJGefyPTxcHl+svS3EYhqlQrXTUi3JVQfQDYK4N7uCL7gbTpJlQa3merTcBgSCyHcBx136e0y4DAlADUKllFl0qAqC1rL1+d5myzHrWQOAQDfTe1yoNg1ugMzHC63VcvPJ1gwVs0p06n
[11:05:26] <PetefromTn> lMGHpDatPpsSRa463HEyV6VLEUyp0ujbbG/wCBHBE5fi3B1G0GipZiSnsAw5a+2nY/l8jXKcqp4NDWrMXq6bXFyf8Aoi9f3wJ3/Mx8tvJ3a1Mt8G06TtUrMHRTdQdhbu/c+3H9Jfn/AIgVUITZB+LfoPbn5TSzXM3c+ZVOkD4KKnZf5nI+N/yHT7RhufYlqn9l7f5nl5ebLN0xx0k/h3PhVBDc3P8AXpJGJ5R4fSp6mUHQh9VQ7KpJ2X+ZjvsLnYz0HL8aWpb32/d5w7itOhWxAXjmbvh4M7NZrCwvtv7WPA695HalSSPwfzUPsv8AUy8Z2y15X438I5lhcS3kB8Zh8VU5bU1VGJDGmzD4QdOzcbdOvpfhbwZToKpqqLgXFIW0qefVbZiD04vvubGS+J1c7JbsiIhpERAREQEREChM52Oz
[11:05:27] <Tom_itx> DUDE!
[11:05:28] <PetefromTn> MLdU56nm3y7mbrDpIqTuynlSRaRldNkXPUud+vXkn5mZMNiWptqXe/K9G/z7zXMCQqu1SzP6M1KmlRyGB20+9+CNxIpj/F7NU+iW9Jfj2uWB25Oy/fMef4JqqAKx9JJ0X9LfcNrzlZdiNWmjYJYMH9Ckst9wF06te/Ukenie7gxxs39csqlWTYGgfpqW4O6r0XuPYglvfciZsdmBZWFIPdTuwXorWcITsWG/4SGZZmZwz66ZL0DpDKdypI+7cdDax4kvp4Zaw10qpFOpZiAL7ggkqfqnbeObDKOvBcJf01KGHFaoQGFTSFIf2J3RiBsw5B2IkhwGEWkuhb2Hck29t5zTmo840UQnTvUfhUuLjnkmczJ8wUA1qjlm6+piov8AF10gD1AC3AB3Jk48N1tvL/IufXx0cfiRTxN6zFaRpaUNyE
[11:05:30] <PetefromTn> 1EnUG6XI02v2M1cnyk3L4auPLJ0hjT1Oqj6iOxtp+78ZIsI/mU1ZltqUEqd7XF9J+U0c0zdaQKU7Fu/Rf1P79pt5PGacdbbWYZgtIb7tbZf7nsJEcfmDO1ybn8gOwHQSq03qnUxIUm+rq3y/Wc7FAB2A4B269J5srb7XOmlmbX+Zmll+VVKgWpUFqWo6lW/m+WvxOuxGkEqCel+8l2ReGHrkPUutPv9Zvl7e8748JU0qipRJUWI0cj1c2PNj1F+pkTFW3IzPKan8GVwiKKYFrAbtTO58sdb2BJO7c77AcjK2vTP3T0+jSCqFHCgAfIC05lXIKRqF7WBN2UbAnv7SriyZIzlOTvXN+EHLH+g7mTXB4RKS6UFh+ZPcmZaaBQAAABwBLpUmmWkRE1hERAREQEREBERAscSBeMapo1Gq0iLgXN
[11:05:32] <PetefromTn> z6f+rHuew7/fJ+RIdmHhJqru1WoBTW5VNxc93Y/v+8ZzasbpqZLmiYmmHS46EEEEEcgjmbpFpw8lyPFmoRSstG/xEXA33AF7t/a/3TvOjKSrizDn39x7TnFVjke8QZPrvUpj19R9sf8A1/rtaQNLCJ1487hdxFiOZdimxF0c2AXS1PVYNYGzb/CAVUEDvKZXmRwjgi7Yeodr87AXI9wTbje0vz7Jyb1aY9XLL9r3Hv8A1mu+PfFWpU6QLsLM1gbDbZTb0JcX34vPo4ZzObcrNJVmuWLiUFWkQWIHBIFVedDEdP6Tq4PAUiiO1JUKqD6lW6W6X6WmnkOXjB0fpXvc3PYHsg/d5z8zzdquw2Tovf3buf37zzcvL49SrmO25medXutI2XgtwT8uwnLwVNXu7bgGwXpwDc9+eJzqtTczZymlVe
[11:05:35] <PetefromTn> 9OmLlmvfsLAfdxzPNLu7qq3MTid9IF2PCj+87GSeGrHzcQLsdwnQf9v0nSybJEoDUfVUPLdvl+s60pgBERNCIiAiJRjArEtEugIlCZQmBdKEyhiBUGVlqy6AiIgJwvGJcUAU6VELDoyg3Kk9AeL9LzuzHiKIdSrcEWMDFl9dKlNWp/CRsOLfykdCOJrZvgw66vrLwQOPn3E4VCtUwVYqw+jbtwR9oDvx+7SWUqgYBlNwdwYyxJUQIvseRz+sstO/mWV6vVTADAbdL/AMvy7fu3EU39iNiOoPynGzVX7WFYwDpQ1sKY9W5IG5Pv7S4iVAlTKz0nThZjnJqPud+gHA9hNYVZf4iyhhetQW7DlO/v8/6zc8OZQKtQLVcEWvdPhc2B0K/cA79vvBkztSuT5PUxDbbIOWPA9h3MnmXZfTorpQfM
[11:05:37] <PetefromTn> 9Se5Mz0KKooVQAo2AHAmSdZNJ2RETWES0tKQLiZQtKaZQiA/f7MExEC5JdMf795cDARKgStoFtpW0rEBERAREQEREDSzbLkr0yj/AHHqp7yOZRj3wtU4esDp6Hkb8MD2kwnOzrKlxCaT6WHwuOQf0lS/Kyz7GTH5nTpKGN2LbIi+p6jfZVep/IckgTzLGZ3iBmLGq9IIy2NNTcIQBZNY+M9GPFwbTpY7AV1reZeqa3leQUUC1Rehvb0+7C01My8B1Uo+cWvU5ZE+oOhU/Wt1/Ljflnt0x0kNKoHUMvBlZDMizZ6FxV/4wbFui36/L2kqxGK29PB3v3nPbbGStiANp0fCuCS71BsSbkdLkWv+X5SNtUkm8JVL6h7AysZ2ypHEROqCIiBYwhDLmEsgZJYxi8BYFJcolbSsBERAREQEREBERA
[11:05:39] <PetefromTn> REQEREBERASysmpStyLgi45FxzL4ged+IfCr2LabInABuFP29Pa/feYMLfyE1AAqNJA49O39hPSiJxMV4fVm9JCoTci3HykXD/AEqZIrl2X1K76UGw5Y8AfvpJ1luXpRXSvPVjyZmwmFSmoRBYD8/c9zM0qTTLSIiawiIgJaFl0QEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQEREBERAREQERED//2Q==
[11:05:41] <zeeshan> hhahahahahahah PetefromTn just did the biggest google image fail
[11:05:41] <PetefromTn> WOAH sorry...LOL
[11:05:46] <PetefromTn> Tried to post a link hehe sorry guys.
[11:05:58] <PetefromTn> ROFL...
[11:05:59] <Deejay> is it ascii-art?
[11:06:02] <zeeshan> hahaha
[11:06:09] <Tom_itx> http://en.wikipedia.org/wiki/RS-485
[11:06:10] <archivist> ascii fart
[11:06:12] <zeeshan> its fucking google they did some weird encoding
[11:06:34] <PetefromTn> http://www.bb-elec.com/Products/Images/485SD9R_72rgb500px-0812td.aspx
[11:06:39] <zeeshan> Tom_itx: wiki is the worst for someone who knows nothing about the subject
[11:06:41] <PetefromTn> That's better..
[11:06:47] <Tom_itx> http://en.wikipedia.org/wiki/File:RS-485_waveform.svg
[11:07:20] <zeeshan> http://upload.wikimedia.org/wikipedia/commons/thumb/b/b0/Rs232_oscilloscope_trace.svg/722px-Rs232_oscilloscope_trace.svg.png
[11:07:39] <pierre-cnc> hello
[11:07:49] <zeeshan> so with rs232 you only have a single wave, with rs485 you have two waves that are a mirror of each other?
[11:08:17] <pierre-cnc> quelq'un a deja eu des probleme de boot "grub rescue" avec ubuntu cnc ?
[11:08:20] <PetefromTn> I used one of those on my last machine and converted the serial to RS485 Modbus.
[11:08:23] <Tom_itx> zeeshan yes
[11:08:27] <Tom_itx> complimentary pair
[11:08:34] <Tom_itx> makes for longer distances
[11:08:39] <Deejay> differential signal
[11:08:49] <jdh> hello other half of the pair, you are looking lovely today.
[11:08:50] <PetefromTn> Yeah that is the basic difference
[11:08:52] <Tom_itx> err that ^^
[11:08:54] <jdh> ^^^ complimentary
[11:08:59] <pierre-cnc> did you peak french ?
[11:09:18] <PetefromTn> yeah but not anything I can post here LOL...
[11:09:29] <pierre-cnc> lol ! =)
[11:09:32] <jdh> Pete:
http://jdh.no-ip.biz:8081/
[11:09:37] <PetefromTn> Can you get translation on IRC?
[11:10:12] <pierre-cnc> haved you a boot problem "grub rescue" ?
[11:10:15] <PetefromTn> Is that your mixture setup for Nitrox or something?
[11:10:44] <jdh> Pete: yeah, filling my banks with 32ish%. heading to florida Wed.
[11:10:58] <PetefromTn> BASTARD!! Take me with you...LOL
[11:11:34] <pierre-cnc> i had "grub rescue" and i have try lot of command (ls....) but... i just can charge ubuntu only with a cd..
[11:12:32] <pierre-cnc> (i'm a newbies on ubuntu cnc ^^^)
[11:13:11] <PetefromTn> Me too sorry man I dunno what you are talking about. Maybe someone else here or perhaps ask on the #Linuxcnc-devel board?
[11:13:14] <pierre-cnc> can you help me with its boot problem ? ("grub rescue")
[11:14:16] <pierre-cnc> anybody ? =(
[11:15:28] <JT-Shop> what SFM do you turn stainless at?
[11:16:10] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/code_zpsa651a458.png
[11:16:37] <zeeshan> how do i know which pin on the db9 connector does each one of these rj12 pins go to?
[11:16:43] <PetefromTn> http://www.qtstools.com/document_library/help-articles/Stainless%20Made%20Painless.pdf
[11:17:21] <Tom_itx> JT-Shop,
http://zero-divide.net/index.php?page=fswizard&shell_id=199&load_tool_id=27011
[11:17:33] <Tom_itx> you can download it as a standalone too
[11:18:10] <PetefromTn> zeeshan: So it does have an RS485 input so you probably just need that adapter to plugin to a serial port like my old VFD...
[11:18:25] <zeeshan> is it a common thing?
[11:18:29] <zeeshan> rj12 to db9?
[11:18:42] <Tom_itx> you want constant feed or it will work harden
[11:18:45] <PetefromTn> Pretty common. I linked to one earlier before.
[11:19:11] <zeeshan> worse comes to worse i can build one?
[11:19:24] <PetefromTn> Why when you can buy them so cheap?
[11:19:27] <zeeshan> buy some rj12 cable and solder it to a db9 connector
[11:19:30] <zeeshan> PetefromTn: cause i want one today!
[11:19:36] <zeeshan> like right now!
[11:19:37] <zeeshan> :P
[11:19:38] <JT-Shop> pierre-cnc, is this a stock LinuxCNC LiveCD install?
[11:19:42] <PetefromTn> Oh so you are the impatient type then LOL...
[11:19:46] <JT-Shop> 50 SFM it is
[11:19:54] <zeeshan> yes
[11:20:06] <Tom_itx> 302 says 81
[11:20:14] <PetefromTn> JT-Shop: Did you see my link to the stainless turning stuff.
[11:20:28] <Tom_itx> JT-Shop, what ss flavor is it?
[11:20:44] <Tom_itx> some are ALOT harder to cut than others
[11:22:35] <PetefromTn> You can say that again..
[11:22:50] <JT-Shop> I have no clue except it is non-magnetic
[11:23:01] <PetefromTn> Oh then you're screwd...
[11:23:16] <JT-Shop> seems to cut ok at 50 SFM but at 5 IPM it cut spiral threads LOL
[11:23:18] <Tom_itx> 440 cuts at 32, 302 cuts at 81
[11:23:20] <PetefromTn> I once bought a long piece of round stock stainless bar that I had no idea what kind it was.
[11:23:23] <Tom_itx> kinda need to know
[11:23:49] <Tom_itx> just keep it fast enough so it doesn't work harden and you're golden
[11:23:50] <PetefromTn> Had a helluva time machining it until I happened on a decent setup just by luck.
[11:23:53] <JT-Shop> PetefromTn, yes
[11:24:12] <JT-Shop> what horrible colors on the first page LOL
[11:24:23] <PetefromTn> I find that if you turn stainless in general slow and take a deeper DOC it often works well...
[11:25:00] <JT-Shop> yep, most guys that hand drill stainless do just the opposite then blame the drill bit lol
[11:25:22] <PetefromTn> Not only does it work harden and make machining a beotch but if it gets too hot it will actually lose some of it's anti corrosion properties.
[11:25:32] <Tom_itx> like starting a fire with a stick
[11:26:32] <PetefromTn> Anyone seen a linuxCNC spindle load meter setup via modbus?
[11:26:42] <zeeshan> somene please take a look at this!!!
[11:26:43] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/code_zpsa651a458.png
[11:26:49] <JT-Shop> also if you work stainless with sanding and filing tools that have been in touch with steel the stainless will rust
[11:26:57] <zeeshan> those rj12 pinouts don't look like standard rs485 pinouts
[11:27:08] <Tom_itx> yup
[11:27:12] <zeeshan> so you cant use a standard rj12 to db9 connector.
[11:27:17] <zeeshan> you gotta buy a custom one
[11:27:42] <zeeshan> http://i00.i.aliimg.com/img/pb/700/779/412/412779700_511.jpg
[11:27:48] <zeeshan> on this diagram pin #1 is ground
[11:27:55] <zeeshan> on my diagram its +15v!
[11:28:46] <zeeshan> from what im understanding
[11:29:03] <zeeshan> i only need to hook up pins 3 (SG-) and 4 (SG+)
[11:29:10] <zeeshan> but i don't know what pins they go to on the db9 connector ?
[11:30:18] <PetefromTn> Cannot imagine why they would setup the stock connection to be CUSTOM that makes no sense...
[11:30:44] <zeeshan> from what im readsing apparently cause theres no standard way to communicate
[11:30:53] <zeeshan> manufacturers assign their own rj12 pins
[11:31:58] <zeeshan> even on the diagram here:
[11:32:01] <zeeshan> http://wiki.linuxcnc.org/uploads/vfdmodbusover.png
[11:32:16] <zeeshan> there is only 1 twisted pair going to the serial port
[11:32:37] <zeeshan> but i need to know what pins those 2 wires hook up to on the db9!
[11:32:42] <PetefromTn> I think that is just a generic block diagram man...
[11:33:06] <PetefromTn> I suppose it is just ensuring you use twisted pair style cable.
[11:33:41] <zeeshan> well i've never heard of hooking up 15v to a serial port before!
[11:33:48] <zeeshan> so i know something is up
[11:33:49] <PetefromTn> Like I said on my last machine I setup serial modbus using that RS232-RS485 converter and a standard twisted par shielded cable.
[11:34:32] <PetefromTn> Perhaps that is a typo and it should read 5v?
[11:34:44] <zeeshan> i see it in 4 different places in the manual
[11:35:43] <PetefromTn> http://www.wolfautomation.com/products/28926/compact-micro-ac-drivebr14-to-3hp-single-or-3-phase-brteco-evjnev-series?gclid=CMuK4urRzrwCFRJo7AodI0QAXw
[11:36:01] <PetefromTn> This is the old drive I had setup with Modbus. Nothing custom made whatsoever.
[11:36:34] <archivist> rs232 has 12v signals if done correctly 5v is a bodge
[11:37:20] <PetefromTn> That's what I was wondering dunno where you would even get 15 volts..
[11:37:44] <PetefromTn> Perhaps it is 12 volts setup with 15v max?
[11:37:44] <Tom_itx> the standard was pretty liberal
[11:37:47] <pcw_home> JT-Shop is the slightly strange numbering stepgen numbering correct? (you skipped step gen 1 (Y) but also stepgen 5 (the first one on the second 7I76)
[11:38:27] <zeeshan> apparently the serial port can handle upto 300voilts
[11:38:28] <zeeshan> lol
[11:39:00] <PetefromTn> Cool try it man..
[11:39:12] <zeeshan> no i dont wanna blow up my motherboard
[11:39:13] <zeeshan> :P
[11:39:22] <PetefromTn> ;)
[11:40:28] <PetefromTn> SO Nobody has done a spindle load meter in LinuxCNC?
[11:40:42] <zeeshan> i will asap i get this shit running
[11:40:43] <zeeshan> ;D
[11:42:22] <PetefromTn> You go boy...
[11:43:15] <PetefromTn> I have been searching for it online and have not found anything on a spindle load meter except for a PYVCP page.
[11:44:34] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/code2_zpsee807f2e.png
[11:44:44] <zeeshan> right here is proof you cant use a standard rj12 cable
[11:44:46] <JT-Shop> a pyvcp meter or bar can do that
[11:44:53] <zeeshan> it says not to hook up pins 1 and 2.
[11:45:02] <pcw_home> I've seen them with peoples example configs (either Modbus or using the analog load output of the spindle drive)
[11:45:04] <JT-Shop> PetefromTn, do you have a spindle load output
[11:47:53] <zeeshan> okay this is what i've found so far to make communications work
[11:48:55] <JT-Shop> pcw_home, there is no Y axis so I skipped it
[11:48:55] <Tom_itx> PetefromTn seems you asked on the forum in 2013
[11:49:10] <zeeshan> hook up [4-pin rj12 cable to db9 connector] SG- to B/485-, SG+ to A/485+ and GND to Common
[11:49:12] <JT-Shop> I thought 6 was the first stepgen on the second 7i76?
[11:49:45] <JT-Shop> oh crap off by one!
[11:49:56] <pcw_home> first is 5 (1..4 on first, 5..9 on second)
[11:50:00] * JT-Shop bangs his head on the table
[11:50:06] <Tom_itx> woops
[11:50:17] <pcw_home> blame programmers for starting at 0
[11:51:03] <PetefromTn> JT-Shop: Sure it has wired outputs for it...I am reading about it right now...and I am guessing the Modbus can be configured with one as well like on my Old VFD. It was a Teco model and much less sophisticated.
[11:51:06] <pcw_home> 0..4 on first, I cant get it right either!
[11:51:06] * Jymmm starts at NULL
[11:52:26] <Jymmm> pcw_home: Zero is number. Just becasue you Hu-Mons can't remember to count isn't our fault!
[11:58:54] <PetefromTn> http://www.machsupport.com/forum/index.php?topic=18476.20;wap2 Just found this... Interesting.
[12:01:44] <zeeshan> this is so irritating.
[12:01:48] <zeeshan> https://opengear.zendesk.com/attachments/token/dldr8yialzbnhun/?name=sd4001rs.PNG
[12:02:00] <zeeshan> this site shows rs485 pin #3 is d+
[12:02:20] <zeeshan> http://digital.ni.com/public.nsf/websearch/5FFDF323C35C1B5386256F1C00622596/$FILE/DB-9%20Male.gif
[12:02:38] <zeeshan> this site shows that pin #3 is "ready to send"
[12:02:50] <zeeshan> can someone please give me a rs485 pinout - the real one
[12:04:27] <Tom_itx> https://www.google.com/search?q=RS485+pinout&client=firefox-a&hs=Oe5&rls=org.mozilla:en-US:official&tbm=isch&imgil=cPDhqCyWHrOifM%253A%253Bhttps%253A%252F%252Fencrypted-tbn1.gstatic.com%252Fimages%253Fq%253Dtbn%253AANd9GcQsyuZpdBMGYnW_hJbouzy170qToKULxG9IQxYpLz-yKdaRmY05LA%253B248%253B173%253B3muY1qQ1oVBC2M%253Bhttps%25253A%25252F%25252Fopengear.zendesk.com%25252Fentries%25252F21745261-RS232-RS422-RS485-standard-DB-connector-pinout&source=iu&usg=_
[12:04:47] <Tom_itx> it's at the end of that
[12:05:09] <zeeshan> okay so pin #3 is d+ and that goes to sg+
[12:05:17] <zeeshan> pin #7 is d- it goes to sg-
[12:05:32] <zeeshan> and pin5 is ground which goes to the ground on the rj12
[12:05:37] <zeeshan> !
[12:06:06] <zeeshan> time to blow up a serial port
[12:06:19] <PetefromTn> Get er done man..
[12:06:36] <Jymmm> And pluggable IC sockets were created...
[12:06:49] <Tom_itx> put a 100r in series if you're really worried
[12:06:53] <Tom_itx> or 1k
[12:08:17] <zeeshan> the reason i was getting confused is because people are using serial ports for so many different applications
[12:08:22] <zeeshan> so i was looking at conflicting diagrams
[12:08:41] <Tom_itx> it's abused
[12:08:53] <zeeshan> and then frigging eaton is calling it sg+
[12:09:00] <zeeshan> when any normal person calls it TXD+.
[12:09:14] <PetefromTn> Man I read this Modbus stuff and my eyes glaze over and I start to look like this....
http://www.youtube.com/watch?v=748nNeUHqIQ
[12:09:25] <zeeshan> rofl PetefromTn
[12:10:06] <zeeshan> the shielding on the on the db9 cable is grounded to the ground pin right?
[12:10:06] <PetefromTn> My Cabbage hurts...
[12:10:37] <PetefromTn> I thought it went on the housing. too.
[12:11:13] <zeeshan> nm
[12:11:22] <zeeshan> shield is grounded to the actual metal chassis
[12:11:51] <Tom_itx> earth gnd, frame gnd, signal gnd, soo damn confoozing
[12:12:25] <zeeshan> haha
[12:12:30] <PetefromTn> That is how my Axis drives are setup anyway..
[12:12:45] <zeeshan> well im learning a lot when it comes to computer related wiring
[12:12:57] <PetefromTn> It's a beotch.
[12:13:00] <zeeshan> i'm so used to easy to ready modular stuff like plcs and vfds
[12:13:06] <zeeshan> plug and play!~
[12:13:09] <Tom_itx> single ended shielded grounds or you get current loops
[12:13:21] <zeeshan> http://www.researchsupporttechnologies.com/keturi_data/rs232b.gif
[12:13:23] <PetefromTn> Yup.
[12:13:25] <zeeshan> shows both ends grounded
[12:13:31] <Tom_itx> so?
[12:13:56] <zeeshan> single end grounding makes things easier
[12:14:01] <zeeshan> i just take a db9 cable, cut it
[12:14:06] <zeeshan> and wire the rj12.
[12:14:29] <archivist> you need the 0v reference connected to both ends
[12:14:41] <zeeshan> yea thats pin #5
[12:14:42] <zeeshan> the ground pin
[12:15:11] <archivist> the shield can be connected one end only (chassis)
[12:23:49] <PetefromTn> Apparently there is an Ethernet option board available for my WJ200 that allows more Modbus functions. Or you can hook it directly to the drive.
[12:25:12] <PetefromTn> http://i-store.hitachi.us/ISDWebStore/Shop?op=pd&item=3G3AX-MX2-EIP-A
[12:25:55] <PetefromTn> OUCH!! $360.00!!
[12:26:51] <IchGuckLive> the point is on the right side PetefromTn ;-)
[12:27:55] <PetefromTn> Huh, I bet I can get it cheaper thru drives warehouse where I got the drive.
[12:39:59] <zeeshan> fuck the port on my computer is rs232
[12:40:05] <zeeshan> so im gonna need a rs232 to rs485 convertor =/
[12:40:13] <zeeshan> grr
[12:42:41] <IchGuckLive> or a other PC
[12:42:51] <IchGuckLive> better to go for a relevant pc
[12:42:53] <Loetmichel> zeeshan: thats only 2 chips in the easiest case
[12:43:10] <zeeshan> i dont mess with microelectronics !
[12:43:16] <Loetmichel> hrhr
[12:48:56] <pcw_home> http://www.ebay.com/itm/P4PM-USB-to-RS485-485-Converter-Adapter-Support-Win7-XP-Vista-Linux-Mac-OS-/301017019924?_trksid=p2054897.l4276
[12:49:12] <pcw_home> probably crap but might work
[12:49:36] <zeeshan> im trying to avoid usb
[12:49:48] <zeeshan> cause i dunno if ubuntu will understand it ;p
[12:49:59] <zeeshan> without writing some custom code!
[12:50:13] <pcw_home> its pretty likely to just work
[12:50:46] <pcw_home> USB-serial adapters are much of a muchness
[12:51:29] <zeeshan> okay ill look out for a usb to rs485 convetor at the local store
[12:52:09] <pcw_home> might be worth a try (more portable than serial ports)
[12:55:06] <IchGuckLive> zeeshan: go ethernet with 7i76E
[14:07:57] <PetefromTn> pcw_home: That ethernet setup of the Wj200 on gasp, Mach3 said they could not get the USB to RS485 adapter to work but I dunno if that was a problem for the setup or the adapter. Way above my pay grade but I figured it was worth mentioning.
[14:09:56] <pcw_home> Hard to say without some messing about (I do know some USB/serial adapters are flaky)
[14:11:15] <PetefromTn> yeah that is kinda what I have heard.
[14:12:32] <PetefromTn> When I had done my RF45 CNC with the modbus spindle control I had help with the programming side from a nice fellow in Texas. As I am sure you have surmised I am NO programmer and honeslty know little about linux thus far.
[14:14:39] <pcw_home> Quiet a few people control spindles via Modbus, and you have a common VFD so its probably been done
[14:14:52] <pcw_home> (with linuxcnc I mean)
[14:15:28] <PetefromTn> Man that would help me tons to be able to speak to someone who has been there and done that.
[14:17:17] <MarkusBec> is it possible to update linuxCNC to 2.6 via apt-get
[14:19:31] <pcw_home> looks like theres a comp for the wj200/modbus
[14:20:17] <PetefromTn> pcw_home: Where?
[14:20:57] <pcw_home> there's a mention here:
[14:20:58] <pcw_home> http://comments.gmane.org/gmane.linux.distributions.emc.devel/9617
[14:21:06] <PetefromTn> Watching a program on Netflix called the final Flight of Space Shuttle Discovery. Really cool stuff ...
[14:25:19] <PetefromTn> WOW man that is really great stuff. Looks like some others are on the same page. Got some reading to do here. Trying to find out the hardware side of things too..
[14:31:12] <MarkusBec> http://buildbot.linuxcnc.org
[14:31:19] <MarkusBec> ah ok :)
[14:49:55] <PetefromTn> Apparently that comp file has been removed from the Github because I tried to download and it says it is not there..
[15:31:06] <JT-Shop> http://www.gnipsel.com/images/splitter/splitter-23.jpg
[15:33:17] <jdh> that's a pretty hefty bunch of steel
[15:33:32] <jdh> you need an auto-log-loader, and auto-stacker
[15:33:43] <JT-Shop> yea, it is heavier than you think when you try and pick it up
[15:34:04] <JT-Shop> the work tables are not mounted yet and a log lift goes on the left one
[15:34:22] <jdh> been biking?
[16:51:54] <Deejay> gn8
[18:02:35] <zeeshan> hey guys
[18:02:43] <zeeshan> anyone here use a usb to rs485 converter here in linux?
[18:03:52] <Tom_itx> JT-Shop looks like it's starting to take shape
[18:43:11] <Keknom> Anyone have suggestions on a motion controller to use with a brushless servo amplifer?
[19:29:39] <Stratrascal> I use a feed and speed calulator and I think the speed looks pretty fast, would someone check it out before I kill another bit?
[19:30:17] <Stratrascal> Aluminum 3.175 dia
[19:30:49] <Stratrascal> It says 1598 rpm and 681 speed
[19:31:00] <Stratrascal> i mean 681 feed
[19:31:32] <Stratrascal> Anyone home?
[19:33:21] <PetefromTn> yeah man I just got home LOL.
[19:33:32] <Stratrascal> hey
[19:33:41] <Stratrascal> Does that seem fast?
[19:34:00] <PetefromTn> I just logged on and only see the last few lines...What are the specs?
[19:34:37] <Stratrascal> it is a 3.175 bit and it says 1598 speed and 681 feed mm that is
[19:35:07] <Stratrascal> I just want to know if that seem unreasonable or is that something that looks like it could be right
[19:35:33] <Stratrascal> Do you want it in inches?
[19:35:56] <PetefromTn> 1/8 inch bit 1598 RPM 681 mm per minute?
[19:36:11] <Stratrascal> yep
[19:36:51] <PetefromTn> Sounds like you need to crank up the RPM I thought you had a 24k spindle or something?
[19:37:08] <Stratrascal> Yeah my spindle will do 24000
[19:37:23] <Stratrascal> I was using that calculator you sent me to
[19:37:27] <PetefromTn> How many flutes and what is your doc and width of cut?
[19:38:21] <Stratrascal> 2 flutes with full engagement I am cutting out an aluminum sheet profile
[19:38:30] <Stratrascal> 1mm deep
[19:38:40] <PetefromTn> So slotting with a 2 fluter 1mm deep...
[19:39:19] <Stratrascal> DOC is how far it penetrates and 3.175 is the width
[19:39:45] <Stratrascal> Yep, I am just guessing that 1mm is a good place to start
[19:40:56] <PetefromTn> Hang on that does not sound right at all..Gimme a second.
[19:41:12] <Stratrascal> I am glad I waited
[19:41:26] <Stratrascal> Do you want a link to the tool specs?
[19:42:11] <Stratrascal> http://www.ebay.com/itm/380784225041?ssPageName=STRK:MEWNX:IT&_trksid=p3984.m1439.l2649
[19:42:15] <PetefromTn> You using 6061 material?
[19:42:22] <Stratrascal> yes
[19:43:41] <Keknom> Has anyone here set up a CNC with brushless servo motors?
[19:45:10] <PetefromTn> Just throwing a spindle speed out there that seems like it would work I am getting 15000RPM .049 DOC full slot WOC 692 MMpm But that seems a tad slow on the feed. Maybe try 30 IPM..
[19:45:45] <PetefromTn> were you saying 15980 RPM or 1598 RPM.. ?
[19:46:13] <Stratrascal> 15898
[19:46:33] <Stratrascal> sorry lisdexic
[19:46:54] <PetefromTn> When you setup that calculator make sure you input the material at the top and before you hit calculate make sure it is all correct in your numbers input.
[19:47:09] <PetefromTn> That is why it sounded so wrong to me LOL...
[19:47:50] <PetefromTn> I'd probably start at 27 and work my way up with feedrate overrides until it sounds good. What kind of chip clearance are you using?
[19:48:24] <Stratrascal> 27 ipm?
[19:49:20] <PetefromTn> If I had a small tabletop CNC router I would look seriously at a mister with coolant and yeah that is IPM..
[19:49:27] <Stratrascal> My router and spindle will do those speeds no problem but I have never run it that fast before. But I have always had crap for spindles
[19:49:30] <PetefromTn> Where are you located?
[19:49:39] <Stratrascal> I have a mister and coolant
[19:49:52] <Stratrascal> I am in Southfield mi. Near detroit
[19:50:17] <PetefromTn> Okay set the pressure slightly higher so it is more air than mist and try running those numbers. Make sure you got your DOC correct.
[19:51:04] <Stratrascal> Ok, at least your numbers are near what I had calculated. I just wanted to be sure that I was in the ballpark
[19:51:38] <Stratrascal> I just cant find the chip load for this bit
[19:52:00] <PetefromTn> The fastest spindle I have had was like 8K so I am going on what I know from that and what I know of the calculator doing other ops.
[19:52:49] <PetefromTn> Honestly the chip load numbers are quite low with this setup but it is a small bit and my maritool 3 flute carbides I run at full speed RPM and around 15 IPM so you should be good with this..
[19:52:54] <Stratrascal> So if your spindle will do the RPM it is just a matter of math. It is linear faster rpm faster feed
[19:53:50] <Stratrascal> So if I'm being a fuddy duddy I can calculate it with 8000 and go slower on my feed if I want?
[19:54:13] <PetefromTn> Yeah if your spindle is cranking you need to speed up the feed appropriately.
[19:55:08] <PetefromTn> Sure you can do that too.. That is why manufacturers generally give you FPT numbers and general feeds and speeds so you can work with it depending on your spindle max RPM and max feedrates of your machine.
[19:55:23] <Stratrascal> I mean to say If I calculated just for the sake of argument 10000 rpm and 60 feed I could do 5000 and 30 feed?
[19:56:06] <PetefromTn> I would stick to using the calculator it seems to be pretty good and just decide what you want for feed and play with the numbers in the calculator to get what you need.
[19:56:26] <PetefromTn> Besides 30 is not that fast at all really....;)
[19:56:49] <Stratrascal> Yeah, I was just using round numbers
[19:57:48] <Stratrascal> for the tool type should I be using solid end mill?
[19:57:49] <PetefromTn> Try to think of your machine less like a milling machine and more like a high speed router and try to run it like this video... Very light cuts but moving fast... It will work much better for you..
[19:57:54] <PetefromTn> http://www.youtube.com/watch?v=d7qZwugZXl0
[19:58:26] <somenewguy> get one of those nice "machinests posters" that has all the convenient formulas on it for you to get the basic idea of how different settings interact, also cnccookbook is a good refeference if you are new to this stuff like i am
[19:58:33] <somenewguy> if you know what u are doing, feel free toignore me
[19:59:21] <PetefromTn> Chip clearance is your worst enemy. You gotta blow them chips out or you will break stuff...
[19:59:29] <Stratrascal> wow that seems fast
[19:59:34] <Stratrascal> in the vid i mean
[20:00:04] <PetefromTn> Thats because it IS fast..
[20:00:30] <PetefromTn> But the principles are the same that is a high speed spindle running lightish cuts at higher feedrates.
[20:00:38] <Stratrascal> that mister is cool the way if flips from side to side
[20:01:21] <Stratrascal> My router is a desktop so It is not that rigid do I need to take that into consideration?
[20:02:04] <PetefromTn> Everything about those machines is cool. Keep in mind tho that the cutters are excellent quality and are much smaller than they appear so the cuts that look deep are probably pretty shallow in reality.
[20:02:37] <PetefromTn> Yeah that is what I am trying to tell you. Run shallow passes but do them at faster speeds and get the part done in good time.
[20:03:09] <PetefromTn> Unless your machine is really like a wet noodle and will not handle the transitions in direction without undue vibration.
[20:03:18] <Stratrascal> At this point I am not worried abot time. I just want to get it done without breaking a tool
[20:03:39] <PetefromTn> I only showed you that video so you get an idea how it is done with a light duty machine.
[20:03:56] <Stratrascal> I think I have been to timid and that is why
[20:05:11] <PetefromTn> http://www.youtube.com/watch?v=D4-p3ZGlThg
[20:05:17] <PetefromTn> This is probably like your machine.
[20:05:25] <Stratrascal> Pete here is my machine
http://imgur.com/0fmyruy
[20:06:18] <PetefromTn> Yup that should work you might find you can run even faster feedrates. It looks rigid enough only you would know.
[20:06:54] <Stratrascal> It is not bad, but the spindle is a little oversized
[20:07:05] <PetefromTn> Notice in that video that the material appears thick but it is only 1/4 inch. The doc seems pretty shallow.
[20:07:33] <Stratrascal> That vid that you sent me. What speed would you say that was as far as ipm
[20:07:41] <PetefromTn> Honestly you will probably find that if you go too slow you will burn up bits faster than if you get it moving..
[20:07:53] <PetefromTn> Which one?
[20:08:05] <Stratrascal> the last one
[20:08:17] <PetefromTn> Looks like maybe 30 or so...
[20:08:23] <Stratrascal> that looks tame enough to me
[20:08:25] <PetefromTn> hard to tell...
[20:08:36] <PetefromTn> It is really pretty tame you could go much faster..
[20:08:50] <Stratrascal> Ok, I am going to play with it. I'll let you know
[20:09:00] <PetefromTn> Again just make sure you get that mister pressure up to remove the chips or you WILL break your cutter.
[20:09:09] <PetefromTn> Good luck man..
[20:09:16] <Stratrascal> Already sitting there
[20:10:51] <Stratrascal> Thanksj, I have 5 bits so I have a little wiggle
[20:11:22] <Stratrascal> when I can use one bit for several jobs I will have arrived
[20:11:28] <PetefromTn> Make sure you wear some goggles or a face shield because if that cutter does break at that RPM it can fly with some considerable force.
[20:11:53] <Stratrascal> I wear glasses
[20:12:11] <PetefromTn> Just checkin' man don't want you to get hurt.
[20:31:07] <Connor> I wonder if my MDF machine could mill alum..
[20:31:30] <zee-CNC> prolly :d
[20:31:31] <Connor> I can't mist or flood, but, it does have a vacuum attachment.
[20:31:57] <theorbtwo> Connor: Give it a go? Start slow...
[20:31:57] <PetefromTn> Try compressed air and a Very slight mist..maybe
[20:32:05] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[20:32:52] <Connor> Need to replace the dang gas springs.. apparently if you have them horizontally, they die.
[20:33:17] <zee-CNC> http://i130.photobucket.com/albums/p252/turbozee84/9D9DC622-6E8B-414A-833B-5CB3F2E6F502_zps36bbc3fq.jpg
[20:33:23] <zee-CNC> computer case was a good idea for a controller
[20:33:24] <zee-CNC> :D
[20:34:09] <Connor> My Controller and computer are built into the enclosure on that machine..
[20:34:30] <zee-CNC> left side?
[20:34:34] <Connor> yea.
[20:34:40] <Stratrascal> OMG you there Pete?
[20:34:54] <Connor> you can see the computer.. was before I installed the draw mech for it..
[20:35:00] <Stratrascal> That was the most beautiful thing I have ever seen!
[20:35:07] <zee-CNC> http://i130.photobucket.com/albums/p252/turbozee84/DC1AD86D-1C31-4341-B1AE-7A131792B0EF_zpsfok3hyc2.jpg
[20:35:13] <Stratrascal> Friggin worked great
[20:35:18] <zee-CNC> im so paranoid ill turn on the machine with the steppers disconencted
[20:35:20] <zee-CNC> and burn my motors
[20:35:23] <zee-CNC> er motor drivers
[20:35:31] <zee-CNC> so i always keep them connected =D
[20:35:32] <Stratrascal> Nice big chuncks of aluminum
[20:35:54] <PetefromTn> Yeah man I am here..
[20:36:00] <Connor> I only thing they burn up if you connect/ disconnect WHILE powered up.
[20:36:08] <Stratrascal> Thanks man that was perfect!
[20:36:11] <PetefromTn> Glad to hear it man...
[20:36:14] <zee-CNC> oh?
[20:36:21] <zee-CNC> so even if i power the machine up with them disconnected
[20:36:23] <zee-CNC> drivers will be okay?
[20:36:24] <Connor> you can can leave them disconnected when powered up..
[20:36:24] <Stratrascal> :) I am just grinning from ear toear
[20:36:28] <zee-CNC> i dont wanna find out but its good to know lol
[20:36:48] <PetefromTn> Sure is nice when you get it right huh LOL...
[20:36:52] <Stratrascal> I guess I just needed some balls
[20:36:56] <Connor> Pretty sure.. I've disconnected mine turned off and they're fine.
[20:37:06] <zee-CNC> :D
[20:37:33] <PetefromTn> Actually running slow with a high speed spindle will create an immense amount of heat in the cutter and wear it out quickly...
[20:37:37] <Stratrascal> But you gave me the confidence to try it at full speed, If I was on my own I would have slowed it down and busted some more bits
[20:37:47] <zee-CNC> hypothetical situation, say you're running g-code and your machine crashes
[20:37:58] <zee-CNC> do the steppers keep turning? :p
[20:38:06] <Connor> Shouldn't.
[20:38:13] <Connor> But, add a charge pump to be sure.
[20:38:17] <zee-CNC> i have one
[20:38:26] <zee-CNC> but see im trying to wire the relay side of the charge pump
[20:38:32] <PetefromTn> Just because you crash does not mean anything stops...
[20:38:35] <Connor> Then no. LinuxCNC stops generating the charge pump
[20:38:41] <somenewguy> if the computer crashes
[20:38:47] <somenewguy> the charge pulse stops
[20:38:52] <PetefromTn> Oh you mean a computer crash sorry..
[20:39:01] <somenewguy> and if the controller is lisstening to it, it should stop if charge pump is enabled
[20:39:04] <zee-CNC> yes, when the charge pump stops, its relay deenergizes
[20:39:08] <somenewguy> thats whatI understood to be his question
[20:39:19] <zee-CNC> but the thing is, what do you guys have connected on the relay side of the charge pump?
[20:39:25] <Connor> wire e-stop to NO side.
[20:39:27] <somenewguy> mine does not control a relay, but rather the board sees it as a input
[20:39:39] <somenewguy> or waht he said
[20:39:44] <Connor> Relay closes when Charge Pump active.
[20:39:48] <zee-CNC> most diagrams i see people send an "e-stop signal" to pin #15 of their breakout board
[20:39:56] <zee-CNC> but if the comptuer is crashed,
[20:40:07] <zee-CNC> sending an e-stop signal to the breakout board isnt going to ensure everything stops
[20:40:08] <Connor> That's to give notice to the controller..
[20:40:27] <PetefromTn> If the computer crashes the signal generated stops and that should enact an automatic estop.
[20:40:27] <somenewguy> the controller is the dude who makes the final call about what the motors are doing, it just needs to know to go to e-stop mode
[20:40:28] <Connor> you should have your VFD and your Steppers enabled via the charge pump and E-Stop
[20:40:28] <zee-CNC> my breakout board does not have an "enable pin"
[20:40:40] <zee-CNC> thats the problem
[20:40:49] <somenewguy> what board(s) are you using?
[20:40:53] <PetefromTn> What board?
[20:40:55] <zee-CNC> probotix rb-f
[20:41:08] <Connor> Dunno anything about it.
[20:41:09] <zee-CNC> the only thing i can think of doing is shutting off the power to the breakout board
[20:41:27] <Connor> does your stepper drivers not have a enable ?
[20:41:32] <zee-CNC> they do
[20:41:45] <zee-CNC> right now theres nothing hooked up to them.
[20:41:47] <Connor> and all VFD's do just about..
[20:41:58] <zee-CNC> yea my vfd is in the e-stop loop
[20:42:01] <zee-CNC> but the stepper drivers arent
[20:42:21] <Connor> okay..so, add the steppers too.. you break ground to disable right ?
[20:42:27] <zee-CNC> like right now, nothing is connected on the "enable" pins, yet the stepper drivers still work
[20:42:43] <Connor> right. they have to be grounded I think.
[20:42:47] <Connor> to disable.
[20:42:53] <zee-CNC> thats kinda silly?
[20:42:59] <zee-CNC> no?1
[20:43:00] <somenewguy> what drivers are you using?
[20:43:04] <Connor> No. What if you PSU dies?
[20:43:06] <zee-CNC> kl-8070d
[20:43:21] <Connor> ground is good. it's failsafe.
[20:43:33] <zee-CNC> connor i read what you wrote wrong. sorry ;p
[20:44:29] <Connor> I'm double checking..
[20:44:35] <zee-CNC> lemme come back from the other comp
[20:44:36] <Connor> some of those can be done the other way..
[20:44:39] <zee-CNC> this damn's comuter's screen is too small
[20:45:08] <Connor> Wait.. yes.. this can be done both ways.. you can wire the +v and then ground it.
[20:45:18] <Connor> you can use the other side of the charge pump relay for this.
[20:45:59] <Connor> http://www.cnczone.com/forums/attachments/benchtop_machines/158332d1335297187-connors_g0704-enclosure_small.jpg
[20:46:03] <Connor> my controller.
[20:46:09] <zeeshan> ooo sexy
[20:46:11] <Connor> non updated..
[20:46:25] <zeeshan> those look like automatiuon tech drivers
[20:46:26] <Connor> I've since added the Spindle driver in the case
[20:46:51] <zeeshan> thats a tiny motherboard
[20:46:53] <zeeshan> is that microatx?
[20:47:01] <Connor> yes
[20:47:03] <zeeshan> wow
[20:47:05] <zeeshan> never seen one before
[20:47:08] <zeeshan> that is a mid-tower case?
[20:47:12] <Connor> Kelling Tech drivers.
[20:47:16] <Connor> It's a rack mount case.
[20:47:23] <zeeshan> what size?
[20:47:24] <Connor> 4U.. and rather deep too
[20:47:28] <zeeshan> ooo nice
[20:47:34] <zeeshan> i couldnt use 4u for my application
[20:47:36] <PetefromTn> The +5VDC logic supply r
[20:47:36] <PetefromTn> ail connects to the limit switch and e-stop inputs through a jumper
[20:47:36] <PetefromTn> connected 1K pull-up resistor network. The pullup resistors are needed in most cases when
[20:47:36] <PetefromTn> switching the logic inputs through ph
[20:47:36] <PetefromTn> ysical switches
[20:47:37] <zeeshan> since i have my vfd in there too
[20:47:39] <Connor> dinner time.
[20:47:53] <PetefromTn> Does that mean that the 5v supply signal is used like an estop? Dunno...
[20:48:22] <zeeshan> nah thats just saying you can enable/disable pull up resistors
[20:48:39] <zeeshan> unless i've been intrepreting it wrong all ths time
[20:48:46] <zeeshan> i went through the blurry as shit diagram they have in the pdf
[20:48:54] <PetefromTn> Yeah it kinda sucks.
[20:49:31] <zeeshan> http://imgur.com/Gup0p6v
[20:49:43] <zeeshan> currently i only have pul+ pul- dir + dir- hooked up
[20:49:46] <zeeshan> and the drive works
[20:50:01] <zeeshan> so basically if i energize ena+ and ena-
[20:50:05] <zeeshan> that will disable the drive?
[20:50:31] <PetefromTn> Are you ZeeCNC too?
[20:50:32] <Connor> you can hook +5 to them ALL the time, and switch the ground side...
[20:50:35] <zeeshan> PetefromTn: no
[20:50:39] <Connor> when grounded, they're disabled..
[20:50:44] <zeeshan> connor gotcha
[20:50:54] <Connor> OR, you can ground all the time, and switch the +5 on to disable.
[20:51:06] <PetefromTn> That is what I was wondering.
[20:51:15] <Connor> either way, +5v and grd required to DISABLE
[20:51:31] <zeeshan> what if the +5v power supply failms
[20:51:32] <Connor> so, doesn't work very will in a NC circuit.
[20:51:32] <zeeshan> then what? :P
[20:51:54] <Connor> Then your BOB doesn't have power.. and they don't get signal either..
[20:51:59] <zeeshan> haha
[20:52:06] <zeeshan> but my 5v is coming from two different sources
[20:52:06] <Connor> assuming your BOB uses the same 5v PSU.
[20:52:13] <Connor> which, in my case, it does.
[20:52:18] <zeeshan> my e-stop 5v source is coming from the vfd
[20:52:30] <Connor> that's the ESTOP side.
[20:52:47] <Connor> My 5v comes from the comptuer 5v rail.
[20:53:20] <somenewguy> I used to havea good bookmark with considerations and general rules of thumb for planning out a cnc mill build
[20:53:26] <somenewguy> like rough power needs and motor sizing etc
[20:53:30] <PetefromTn> Stratrascal: What you got it working and NO PICS MAN??!!
[20:53:51] <somenewguy> I seem to have lost it in a backup or something (new OS install) and am wondering if anyone knowswhere I can find the info again?
[20:53:56] <zeeshan> drawing up a circuit
[20:54:13] <somenewguy> trying to ballpark how big of motors I amgonna need to power a bridgeport conversion, psu size etc
[20:54:38] <somenewguy> still dreaming of the day I leave my desktop mill on someneone elses desk and upgrade to the big toys
[20:54:47] <somenewguy> err tools
[20:55:50] <PetefromTn> Best Bridgeport mill retro I have seen was done by Himykabibble on the CNCzone. Might talk to him.
http://www.youtube.com/watch?v=78KUDWnz-WU
[20:57:40] <somenewguy> thanks! I don't even have the bridgeport yet, I just keep using the name as if it refers to a large shop mill lol...
[20:57:47] <somenewguy> the "typical" mill is a knee mill, right?
[20:58:58] <PetefromTn> Honestly there are mUCH better knee mills than bridgeports. Look at a TREE mill or maybe a hurco...
[20:59:59] <somenewguy> hobby/prototype use will be its main life sentence, so as long as it is not a horrid design, I plan on buying the best I can find in the 1-2k range reasonably locally
[21:00:38] <somenewguy> in the US, bridgeport seems to be 90% of what I see for sale. Still waiting for a building to put it in, so I have watched a few good deals escape me sadly
[21:00:49] <PetefromTn> I might recommend you forget a retrofit of a manual mill and look for a used CNC knee mill with a blown control.
[21:01:14] <somenewguy> how much does a guy pay for one of those?
[21:01:32] <somenewguy> I can easily retrofit new controlls, and maybe get lucky and fix up something
[21:01:33] <PetefromTn> Building the ballscrews and mounts and figuring out all the other stuff is VERY time consuming.
[21:01:41] <somenewguy> electronics are the "easy" part, just expensive
[21:01:45] <somenewguy> very very true
[21:01:50] <PetefromTn> I would be surprised if you could not get one with a bad control for under a grand easily.
[21:01:59] <somenewguy> but it has been my assumption that is 10k range for CNC machines
[21:02:38] <PetefromTn> Electronics are the easy part but not necessarily the expenive part.
[21:03:12] <somenewguy> they can add up suprisingly quick, although my expereince w/ linear motion parts is I guess it is true of those too
[21:03:13] <PetefromTn> There are some good drivers out there that can run commercial servos and such that are very reasonable.
[21:03:31] <somenewguy> but a cnc mill for under a grand?
[21:03:41] <PetefromTn> All day long..
[21:03:47] <somenewguy> even if the controlls had caught fire underwater repeatedly, that sounds way too reasonable
[21:03:55] <PetefromTn> It is not gonna be a beauty queen most likely and will need work..
[21:04:09] <PetefromTn> Well let me put it to you this way...
[21:04:58] <somenewguy> what are good keywords to search for when hunting CL for cnc machines? really wanna have one in my shop in the next year or three
[21:05:54] <PetefromTn> http://imagebin.org/293621 I bought this machine with a somewhat working control for $1400.00....
[21:06:39] <PetefromTn> Just use Searchtempest or something to look for the specific machine you want and have money ready to pounce when one comes up and go check it out...
[21:07:28] <PetefromTn> Where are you located?
[21:07:42] <somenewguy> massachussetes
[21:10:07] <PetefromTn> Just type CNC mill into search tempest in your area and put in how far you are willing to travel to go get it or ship it and search LOL... You might be surprised at how many used non-working machines pop up. also post a wanted ad for exactly what you want too...
[21:10:09] <somenewguy> hmm seeing stuff from 3500-10k, so not insane as I thought
[21:10:33] <somenewguy> I thought search tempest was dead, but I'll check that out too
[21:10:59] <somenewguy> need to buy a place to live/work where I can use it first, my current shop has wooden floors and can't be practically made to suit my needs anymore
[21:11:36] <somenewguy> and you can't really use a cnc mill in an apartment building, so its timeto move up in teh world
[21:13:31] <zeeshan> Connor you there
[21:14:13] <zeeshan> http://imgur.com/QGDIttp
[21:14:15] <PetefromTn> Well they're out there believe me you just need to know what you want and sometimes a little luck finding it hehe...
[21:14:16] <zeeshan> how does that look man/
[21:15:10] <somenewguy> luck is always the key
[21:15:15] <somenewguy> that and cash in hand
[21:16:36] <zeeshan> PetefromTn:
[21:16:42] <zeeshan> im looking at that video
[21:16:47] <PetefromTn> yeah man.
[21:16:50] <zeeshan> thats wayyy too fast speeds for that bridgeport
[21:17:01] <PetefromTn> huh?
[21:17:08] <zeeshan> the video you posted
[21:17:47] <PetefromTn> what about it?
[21:17:57] <PetefromTn> how do you mean?
[21:18:00] <zeeshan> those speeds are unnecessary for a bridgeport
[21:18:08] <zeeshan> it doesnt have the stability to take advantage of em
[21:18:08] <zeeshan> lol
[21:18:13] <PetefromTn> 2-300 IPM?
[21:18:17] <zeeshan> 350 ipm!
[21:18:24] <PetefromTn> My RF45 had 250 IPM rapids?
[21:18:25] <zeeshan> 100 ipm is prolly the most you need
[21:18:49] <PetefromTn> My current machine has 650-700 IPM rapids..
[21:18:54] <zeeshan> your current machine
[21:18:58] <zeeshan> also weighs like 10k lb
[21:18:59] <zeeshan> ;p
[21:19:05] <PetefromTn> 7k..
[21:19:07] <zeeshan> lies
[21:19:23] <zeeshan> you know im really considering selling my mill
[21:19:30] <PetefromTn> Honestly it looked like it was handling it well and he made a LOT of parts on it...
[21:19:33] <zeeshan> after being in this channel , i realize it's way better to retrofit
[21:19:44] <zeeshan> than do a whole new conversion
[21:20:00] <zeeshan> if you dont mind me asking
[21:20:01] <PetefromTn> Honestly if all you need is a nice knee mill CNC that is really simple to do.
[21:20:13] <zeeshan> well dude r8 taper
[21:20:19] <zeeshan> is such a pitfall you cant even dont atc
[21:20:23] <PetefromTn> Not necessarily...
[21:20:23] <zeeshan> properly
[21:20:41] <PetefromTn> Many have BT or cat40 or 30 taper spindles...
[21:20:48] <zeeshan> mine doesnt
[21:20:51] <zeeshan> i'd have to convert it
[21:20:53] <zeeshan> $$$
[21:21:20] <PetefromTn> that bridgeport in the video he used the Tormach tooling and I thought at one point he had a toolchanger on it LOL..
[21:21:32] <PetefromTn> Is it already CNC?
[21:21:34] <zeeshan> i've never looked into how hard it is to replace the spindle
[21:21:42] <zeeshan> no its not
[21:21:52] <zeeshan> i have been planning to convert it after the lathe
[21:21:54] <zeeshan> immediately after ;p
[21:21:55] <PetefromTn> Then I would just sell it and get what I wanted...
[21:22:15] <zeeshan> its really hard to find a small foot print mill
[21:22:21] <zeeshan> cnc mill
[21:22:30] <zeeshan> that has the work capacity of a bridgeport
[21:22:34] <PetefromTn> There are TONS of them...
[21:22:45] <zeeshan> like even yours takes 9x9!
[21:22:56] <zeeshan> how tall is it?
[21:23:07] <zeeshan> my ceiling is 7ft tall lol
[21:23:23] <PetefromTn> Laguns, Chevaliers, Bridgeports, trees you name it knee mills are a dime a dozen.
[21:23:44] <zeeshan> i shoulda bought a boss bridgeport
[21:23:45] <zeeshan> =/
[21:23:53] <PetefromTn> It is inside a 9.5' garage shop and does not really come close to the ceiling.
[21:25:00] <somenewguy> any of you running a big knee mill know off the top of your head your psu specs?
[21:25:38] <somenewguy> my desktop mill needs a higher voltage psu, and if I biuld my own I figure I'm just gonna build a monster and have the wasted capacity avail later
[21:26:09] <somenewguy> my current driver can handle 50v, so I figure 45volts is a good number, but how many amps do I need in my back pocket? 3? 10?
[21:29:29] <zeeshan> all depends on your motor specs
[21:29:29] <zeeshan> :P
[21:29:57] <somenewguy> haha yeah, but i am building it for a mill Idon't have yet lol
[21:30:07] <zeeshan> well to give you an idea
[21:30:08] <somenewguy> my current rig uses nema23s, so basically ANYTHING will do
[21:30:22] <zeeshan> im planning to run 2000oz-in stepper for z (knee mill)
[21:30:27] <somenewguy> (current psu is 24, and 30ipm rapids are making me sad)
[21:30:27] <zeeshan> 1200 oz-in for x and y
[21:30:40] <zeeshan> and i want to run switched supplies
[21:30:52] <zeeshan> that means i need 3x72VDC 8.8A supplies
[21:31:00] <zeeshan> if you run unregulated
[21:31:02] <zeeshan> you could get away with two
[21:31:15] <zeeshan> this is over designed
[21:31:44] <zeeshan> my current lathe is using 2 72VDC 8A supplies to drive the drivers that drive 1200oz-in steppers
[21:31:44] <zeeshan> ;p
[21:32:07] <somenewguy> oh wow
[21:32:22] <zeeshan> according to thne stepper driver manual
[21:32:31] <zeeshan> if it was unregulated, i could get away with one 72V 8A supply
[21:32:32] <somenewguy> thats plenty of omph, and slightly higher than I would have guessed but thats cause I didn't do the math
[21:32:51] <somenewguy> why is that? not a concept I am quite undersanding
[21:32:56] <somenewguy> regulated vs unregulated
[21:33:18] <somenewguy> you mean you are trying to actually maintain that 72 volts w/ some smart feedback, instead of just a tranformer, diode, and cap?
[21:33:32] <somenewguy> or do you mean linear vs switching?
[21:33:39] <zeeshan> right from the manual:
[21:33:59] <zeeshan> http://pastebin.com/4rJJ4L7U
[21:35:53] <zeeshan> if you dont understand that
[21:35:54] <zeeshan> lemme know
[21:35:56] <zeeshan> i can explain it
[21:37:43] <somenewguy> i think I pick up what is getting put down
[21:38:51] <somenewguy> I assume the difference is the voltage sag on the supply side is of little importance, so unregulated is better
[21:39:08] <somenewguy> as it will not go into some kind of fault state during the brief current spike
[21:39:24] <zeeshan> yes
[21:39:26] <zeeshan> or burn up the spply!
[21:39:27] <zeeshan> :p
[21:39:32] <somenewguy> instant vs average current? i am following?
[21:39:35] <zeeshan> (the voltage regulator
[21:39:36] <zeeshan> )
[21:39:37] <zeeshan> yea
[21:40:06] <zeeshan> well from what i understand
[21:40:27] <zeeshan> a 4 pole stepper eats 4 spikes of current
[21:40:31] <zeeshan> and the remaining are "off" state
[21:40:43] <somenewguy> hmm, I wonder if there are any nice transformers in the scrap bin at work...
[21:40:47] <zeeshan> so its not like your voltage supply is outputting 8A constant
[21:41:15] <somenewguy> oh yeah
[21:41:36] <somenewguy> although if a servro motor is runnign full tilt under full load, it will try to drain its rated current
[21:41:51] <somenewguy> but a stepper motor at full tilt only draws its full current at a MUCH lower than rail voltage
[21:42:20] <somenewguy> does that current rating scheme you just mentionted apply to servo setups as well, or only stepper?
[21:46:40] <zeeshan> steppers only
[21:46:45] <zeeshan> i havent looked into servos
[21:46:45] <zeeshan> ;p
[21:47:04] <Stratrascal> Servos are a different kind of animal
[21:47:05] <somenewguy> me niether
[21:47:15] <zeeshan> i know servos draw more current
[21:47:20] <zeeshan> thats all i know ;p
[21:47:23] <somenewguy> thats what I can tell, and for larger machiens
[21:47:32] <Stratrascal> I Think a servo would less spikey
[21:47:49] <zeeshan> somenewguy: you know automation technologies sells their 72v unregulated supply for 100$
[21:47:50] <zeeshan> ;p
[21:47:53] <zeeshan> and its rated to 8a!
[21:48:05] <Stratrascal> Anyway that is what the capacitors are for
[21:48:18] <somenewguy> no i didn't, maybe I'll consider it
[21:48:37] <somenewguy> caps are for smoothing the pulses from teh line side mor than load side, although they do help keep the PINGs down
[21:48:49] <somenewguy> my current drivers can't take more than 50 tho
[21:49:06] <Stratrascal> They are also a sink source for the voltage.
[21:49:33] <Stratrascal> Supplying the power for the spike without nailing the transformer
[21:50:48] <Stratrascal> think of them kind of like a water tank and the transformer is filling it from the top and the motors are pulling water from the bottom. as long as it doesent pull to much water at one time there will always be water in the tank
[21:52:40] <Stratrascal> it is not a perfect analagy but it is close
[21:53:01] <somenewguy> yeah i follow
[21:53:17] <somenewguy> ok last question before I return to cleaning out the shop
[21:53:41] <somenewguy> if I double my driving voltage for stepper motors, how much more speed think I'll gain? 20%?
[21:54:08] <zeeshan> a lot
[21:54:14] <zeeshan> what steppers?
[21:54:21] <somenewguy> wish I knew
[21:54:21] <pcw_home> almost double
[21:54:34] <somenewguy> 300 oz-in motors that came with my Taig CNC mill
[21:54:59] <somenewguy> they will do 35 ipm at 24 volts, but I keep em at 30 max to avoid lost steps on tight spots
[21:55:14] <somenewguy> those are rapids, i only mill plastic that fast
[21:55:47] <somenewguy> but its a major limitation on small tools, so if I can double my speed I'll slap a bigger psu in it asap
[21:55:48] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/DC1AD86D-1C31-4341-B1AE-7A131792B0EF_zpsfok3hyc2.jpg
[21:55:49] <zeeshan> man
[21:55:50] <zeeshan> fucking vfd
[21:55:52] <zeeshan> hogging up all the space
[21:56:22] <somenewguy> they are smallmotors, so I can basically put a 20$ psu in there and be fine, but i like to future proof fundamental parts like PSUs
[21:57:43] <somenewguy> show off
[21:57:54] <somenewguy> I have belts and a relay and a light switch
[21:57:55] <Stratrascal> By the way what is that Blue Motor?
[21:58:13] <Stratrascal> is that for your spindle?
[21:59:06] <zeeshan> yes
[21:59:32] <zeeshan> i had to get rid of trhe single phase motor that came with the lathe
[21:59:32] <Stratrascal> bu yaaa argh argh argh!!!!!!!!!!
[21:59:38] <zeeshan> i had a 3hp one sitting around
[21:59:40] <zeeshan> so i threw it in there
[21:59:59] <Stratrascal> It looks heavy
[22:00:18] <somenewguy> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Stepper_Motor_Speed_Limitations
[22:00:29] <somenewguy> if only i knew the inductance of my motors
[22:00:40] <somenewguy> any clue WHY there is the 32x inductance rule of thumb?
[22:00:45] <zeeshan> Stratrascal: with the mount on it its frigging 140lb
[22:00:48] <zeeshan> it weighs more than me
[22:00:54] <zeeshan> took a lot of effort to put it on :|[
[22:01:01] <somenewguy> breakon on the insulation turn to turn on the motors?
[22:01:02] <somenewguy> magick?
[22:01:16] <zeeshan> somenewguy: measure the inductance?
[22:01:19] <zeeshan> =D
[22:06:00] <Tom_itx> saturates
[22:08:04] <Tom_itx> http://www.linengineering.com/contents/stepmotors/whitepapers/dn_motion_accuracy_problem.aspx
[22:09:17] <jdh> I thought the 32 x sqrt(L) was a gecko thing
[22:09:37] <Tom_itx> they may mention it
[22:09:43] <Tom_itx> in their article
[22:10:35] <jdh> I thought they came up with it empirically
[22:11:01] <somenewguy> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Stepper_Motor_Speed_Limitations
[22:11:08] <somenewguy> I saw it in the gecko manual as well
[22:11:23] <somenewguy> I own a gecko, and have a second breakout board in the mail now
[22:11:36] <somenewguy> tom, what saturates?
[22:12:03] <Tom_itx> the motor inductance can't keep up with the pulses
[22:12:12] <jdh> that page is quoting a gecko manual
[22:13:21] <jdh> Max supply voltage is 32 times the square-root of inductance in mH. It's an equation we derived for NEMA-23 motors without a heatsink where the motor temperature rise will be 85C above ambient. That's a nasty-hot motor.
[22:13:30] <Tom_itx> the higher the voltage the higher switch times you can achieve up to a point
[22:13:57] <Tom_itx> there is a maximum before meltdown
[22:14:41] <Tom_itx> that's what makes a higher voltage supply desireable with steppers
[22:14:58] <somenewguy> ok so the low inductance allows the "inrush" current to be too high?
[22:15:02] <Tom_itx> the chopper drive can switch alot faster keeping the same current rise
[22:15:14] <somenewguy> wait no, that doesnt make sense, the driver is current limiting
[22:15:26] <Tom_itx> good thing it is
[22:15:45] <somenewguy> right, wouldn't work otherwise
[22:16:02] <somenewguy> noiminal voltage across the windings in the single digits for most motors, right?
[22:16:04] <jdh> http://www.piclist.com/techref/io/stepper/inductance.htm
[22:17:45] <somenewguy> the motor driver should short the winding to the rail till the winding current climbs (at a rate defined by inductance) up to the rated current
[22:17:53] <somenewguy> ti then pulses it to maintin that current level
[22:18:11] <zeeshan> can someone go through my e-stop circuit with me pretty please!
[22:18:15] <somenewguy> supply voltage should make no difference in the average Or peak current in the motor
[22:18:16] <zeeshan> http://i.imgur.com/sKZiR4F.png
[22:18:23] <somenewguy> only the initial charge time
[22:18:37] <somenewguy> so I guess I am not understanding your explination tom, I must still be mising something
[22:22:44] <pcw_home> When moving, the per winding currents must constantly change,
[22:22:46] <pcw_home> the higher the voltage, the faster the current can change and
[22:22:47] <pcw_home> faster the motor can run
[22:23:31] <pcw_home> (this is why step motor torque drops quickly with RPM)
[22:24:22] <jdh> <somenewguy> any clue WHY there is the 32x inductance rule of thumb?
[22:39:16] <skunkworks> almost twice as fast...
[22:39:34] <skunkworks> http://electronicsam.com/images/KandT/testing/master1LHchips3.png
[22:39:36] <skunkworks> vs
[22:39:54] <skunkworks> http://electronicsam.com/images/KandT/testing/arc-cases-experimentalLHchipsrun.png
[22:40:32] <skunkworks> btw - notice the constraint violation in master? :)
[22:41:04] <skunkworks> (there was a huge on in the experimental branch - but only one.) Pretty impressive if you ask me..
[22:41:12] <skunkworks> one
[22:45:38] <Stratrascal> Hey zeeshan
[22:45:49] <zeeshan> hi
[22:45:57] <zeeshan> i mgithe be slow in respoonse
[22:46:00] <zeeshan> wiring
[22:46:06] <PetefromTn> skunkworks: Could you please explain just what the hell we are looking at here LOL?
[22:46:10] <Stratrascal> Did you see my convo with pete?
[22:47:32] <skunkworks> PetefromTn: a new trajectory planner with more look-ahead.
[22:47:34] <Stratrascal> Geez I did not even notice that PetefromTN was talking just now.
[22:47:45] <Tom_itx> skunkworks what differences are there between the two?
[22:48:04] <skunkworks> Tom_itx: what do you mean>
[22:48:04] <Tom_itx> more lookahead is it?
[22:48:24] <Stratrascal> Anyway, I just cut another part and it is a beautiful thing. I just want to thank you guys for holding my hand enough to get me over that hurdle.
[22:48:28] <skunkworks> well - and circular blending instead of parabolic blending for the most part..
[22:48:36] <PetefromTn> Ooh sounds good man. What is the diffference that can be seen,..
[22:48:50] <Stratrascal> I have been hacking away at this stuff for about 6 mo and this is the first real sucess I have had.
[22:49:17] <PetefromTn> Glad to help man...
[22:49:31] <PetefromTn> Whadjyamake?
[22:49:36] <Tom_itx> skunkworks is that a test model or something you came up with?
[22:49:37] <Stratrascal> Pete you said you use cambam?
[22:49:49] <PetefromTn> yeah why/
[22:49:58] <PetefromTn> ?
[22:50:06] <Stratrascal> how do you go from a rough cut with one bit to a finish with another?
[22:50:24] <PetefromTn> Each cut is a seperate MOP.
[22:50:40] <Stratrascal> MOP?
[22:50:47] <Tom_itx> machine operation
[22:50:51] <PetefromTn> You can select rough or finish toolpaths and finish I typically do as a climb mill.
[22:50:53] <PetefromTn> Machining Operation.
[22:50:57] <Tom_itx> you set the parameters for each cut
[22:51:05] <Stratrascal> Ok but how does it know how much you took out with one bit?
[22:51:16] <PetefromTn> Only do Cliimb milling if your machine is tight with little backlash.
[22:51:30] <Tom_itx> you tell it
[22:51:46] <Stratrascal> Ok I will find a tutorial on that.
[22:52:06] <Tom_itx> machine to depth (leaving enough for a finish pass)
[22:52:10] <Tom_itx> then run the finish pass
[22:52:28] <PetefromTn> You set the roughing cut with the roughing clearance setting.
[22:52:35] <Tom_itx> typically i leave .010" for a finish pass
[22:52:53] <PetefromTn> Then in the next finishe pass leave Zero.
[22:53:11] <Stratrascal> Thanks again guys, Now I have to clean up a bit. I am obsessive compulsive and I have literally done nothing but work on my machining problam. Now I have some confidence that I can do it there are about 1000 other things I need to do.
[22:53:17] <Stratrascal> Oh i get it
[22:53:17] <PetefromTn> Yeah .01" is a good setting but you might want slighly less for the very small cutters...
[22:53:35] <Stratrascal> that is what the clearence plane setting is for
[22:53:44] <PetefromTn> No
[22:54:18] <PetefromTn> Clearance plane is a safe Z height for the program to allow rapids across the top of the part to another location.
[22:54:31] <PetefromTn> It must be high enough above the part to clear any clamps or hold downs or whatever.
[22:54:43] <Stratrascal> Roughing clearence?
[22:54:56] <PetefromTn> You want roughing clearance..
[22:55:27] <PetefromTn> Set it like .01 or so and observe the looks of the toolpaths when you create toolpaths you can seee the difference if you zoom in.
[22:56:09] <Stratrascal> Alright. I think I have enough direction to take that next step.
[22:56:30] <PetefromTn> On the finish passes select finish op and then select climb mill under milling direction.
[22:56:55] <PetefromTn> Have you not programmed a part with Cam yet?
[22:57:00] <Stratrascal> Because if I want some detail that is very fine I need to cut it out with a larger bit
[22:57:40] <Stratrascal> Just 2.5d and one other with just one roughing pass
[22:57:48] <Tom_itx> PetefromTn can you just program MOP's or does it need a path to follow?
[22:57:58] <Tom_itx> ie can you create a cutter path with no other geometry
[22:58:05] <PetefromTn> No actually fine details require smaller bits honestly...
[22:58:30] <PetefromTn> Tom_itx: No you need to have some geometry to tie the MOP to as far as I know.
[22:58:48] <Stratrascal> Yeah that is what I mean. I make a rough cut with a large bit then the details with a smaller one
[22:58:57] <PetefromTn> Stratrascal: If you want you can post your CamBam file and we can look it over to try to help you.
[22:59:09] <Tom_itx> very typical of machining
[22:59:21] <PetefromTn> You need to make sure your post processor is configured correctly before you try to post code to the machine.
[22:59:30] <Stratrascal> Ok when I get there I will definately do that
[23:00:10] <Stratrascal> Actually I need to figure out how to get Bobcad to give me my toolpath.
[23:01:00] <PetefromTn> Watch some youtube videos about CamBam it can teach you a lot.
[23:01:10] <PetefromTn> Do you have a drawing? Is it 2d or 3d?
[23:01:40] <Stratrascal> those sales guys pushed it hard on me but I would not bite. and one day at the end of the month he called me up and offered me VER 26 for 250
[23:01:57] <Stratrascal> and the processor for 50
[23:02:18] <Stratrascal> no it 225 for bobcad anyway I paid 275 for the whole thing.
[23:03:06] <PetefromTn> NO SHIT that is cheap!!
[23:03:23] <PetefromTn> Does it include the pro mill package?
[23:03:26] <PetefromTn> 3d stuff?
[23:04:00] <Stratrascal> Nope, I need to get to work on it. as far as drawing. The last thing I did was to make a Z axis for my spindle because I could not buy one. We printed it out at work on our 250,000 3d printer
[23:04:15] <Stratrascal> Yeah the mill and everyting for 275
[23:04:29] <PetefromTn> jeez thats nice...
[23:04:37] <Stratrascal> They had not even released ver 26 when I got it.
[23:05:08] <Stratrascal> It was the last day of the month I guess he had to make a quota
[23:05:16] <PetefromTn> skunkworks: Hey man what exactly is the difference between those two pictures I am trying to understand it.
[23:05:29] <Stratrascal> And he also knew I was not a company and I was not going to pay much for it.
[23:05:45] <PetefromTn> Stratrascal: you got a good deal I think.
[23:06:06] <Tom_itx> PetefromTn the type of blending i think
[23:06:13] <Stratrascal> That is the thing about software. It does not cost them anything to sell a copy.
[23:06:13] <PetefromTn> Is that both Cad and Cam?
[23:06:27] <Stratrascal> Yes
[23:06:33] <PetefromTn> sure.
[23:06:43] <Stratrascal> but I have not figured out the CAM yet.
[23:06:48] <Stratrascal> It is pretty complicated
[23:06:53] <Tom_itx> i haven't looked at bobcam in quite a while
[23:06:57] <Stratrascal> I did get the post processor
[23:07:01] <Tom_itx> it was free last time i did
[23:07:26] <Tom_itx> err maybe that was dancam
[23:07:26] <Tom_itx> i don't remember
[23:07:35] <Stratrascal> Why how much is Bobcad normally?
[23:07:39] <PetefromTn> It has come a LONG way from what I hear of it.
[23:07:53] <Tom_itx> i dunno
[23:08:07] <PetefromTn> They have some decent toolpath strategies and 3d stuff and integration which is really nice.
[23:08:23] <Stratrascal> I think he also knew that I work for Denso and was hoping he could get his foot in the door.
[23:08:30] <PetefromTn> I have heard folks pay over a grand for it
[23:08:54] <PetefromTn> LOL Denso is here in Maryville too...
[23:09:12] <Stratrascal> That is still cheaper than Catia like they use at work.
[23:09:22] <Tom_itx> hell that was 75k when we got it
[23:09:36] <PetefromTn> My friend has a machine shop local to me here and he used BobcadCam and is very happy with it.
[23:10:14] <Stratrascal> Oh that is where you are. They build my parts there. I am a PCB designer and my group does instrument clusters and Maryville TN is one of out plants
[23:10:16] <PetefromTn> Honestly while it is much Maligned online there are lots of people using Bobcadcam...
[23:11:14] <Tom_itx> catia doesn't even come with cam
[23:11:14] <Tom_itx> it's separate
[23:11:31] <Stratrascal> The output processing is pretty much a mystery to me. That is why I use cambam
[23:11:41] <PetefromTn> http://blog.cnccookbook.com/2014/01/20/results-from-the-2014-cnccookbook-cam-software-market-share-survey/
[23:11:59] <Stratrascal> Well all of out mechanical parts are plastic so they make molds from our data
[23:12:00] <PetefromTn> You can see the graph below Bobcad's share of the pic.
[23:12:00] <PetefromTn> pie
[23:12:26] <PetefromTn> My daughter used to work there making dashboard clusters LOL...
[23:13:30] <Tom_itx> mastercam has grown in popularity
[23:13:31] <Stratrascal> Yeah she would have been working on one of my clusters
[23:13:54] <Tom_itx> i've seen surfcam and have smartcam
[23:13:54] <Stratrascal> I cold not find bobcad on there
[23:13:54] <PetefromTn> Should not be any mystery if they created a post processor for you...
[23:13:54] <PetefromTn> BRB..
[23:14:01] <Tom_itx> not considered high end apparently
[23:14:40] <Stratrascal> Well my post processor was pretty. It was listed under OEM because I use Mach3
[23:15:34] <Stratrascal> PetefromTN-> not a mystery for you but you understand what they are asking.
[23:16:10] <Tom_itx> is it hard to edit yours?
[23:16:30] <Tom_itx> i've never looked at bobcam post
[23:16:51] <Stratrascal> Um I have never actually got to that point.
[23:17:10] <Tom_itx> oh fun...
[23:17:58] <Stratrascal> I am pretty green on this stuff. Although I do operate CAD for my job it is only 2d. PCB design you only have to think about a plane.
[23:18:13] <Tom_itx> what do you use for pcb cad?
[23:18:25] <Tom_itx> i've used eagle for years and looked at pads
[23:18:35] <Stratrascal> WE use Mentor Graphics
[23:18:38] <Tom_itx> pads
[23:18:48] <Stratrascal> Mentor owns pads now
[23:18:51] <Tom_itx> they make it yes
[23:19:01] <Tom_itx> you like it?
[23:19:56] <Stratrascal> Well its router is good and since we have a very specific design flow that is built around mentor we have to use it.
[23:20:23] <Tom_itx> the follow me routing is a nice feature
[23:20:43] <Tom_itx> impedance matching traces as well
[23:20:46] <Stratrascal> I have not used much else, I have been working for Denso for 13 years and that is all I have used.
[23:21:13] <Stratrascal> I do own a copy of Eagle.
[23:21:32] <Tom_itx> so do i but i haven't used anything for a while now
[23:21:35] <Stratrascal> That thing baffels me sometimes, because they have such a different approach then mentor
[23:21:55] <Tom_itx> yeah maybe that's why i didn't care for pads. i was so used to eagle
[23:22:17] <Tom_itx> it costs alot more too
[23:24:03] <Stratrascal> Probably. IT took me a week to figure out how to get the planes working. In Mentor you set it and forget it and the planes update dynamicaly while you are working, As you push and sove traces around the plane rebuilds in real time. and if it cuts off a path for ground and an area gets Isolated the softwarre tells you right away what you did
[23:24:34] <Tom_itx> oh flood planes you mean?
[23:24:43] <Stratrascal> Yep
[23:25:05] <Stratrascal> which is very important in the automotive industry.
[23:25:11] <Stratrascal> Anyway I got to hit it
[23:25:13] <Tom_itx> they don't update dynamically but they do update if you refresh the drawing
[23:25:20] <Tom_itx> me too
[23:25:22] <Tom_itx> later...
[23:25:34] <Stratrascal> Nice talking to you all.
[23:25:40] <PetefromTn> If I were you I would start playing with Bobcad and get the hang of it. especially if you got the whole package
[23:26:00] <Stratrascal> Nick /Stratrascal-Away
[23:26:55] <Stratrascal> I will. I lost a hard drive last weekend and I am just now getting everything going again.
[23:27:07] <Stratrascal> TTYL
[23:28:48] <PetefromTn> later man.
[23:43:52] <PetefromTn> skunkworks: Just noticed the cycle time is like eight minutes faster LOL...COOL!!!!
[23:53:25] <ReadError> diptrace is nice
[23:53:35] <ReadError> free up to 300 pins or so
{kind=link}
{kind=link}
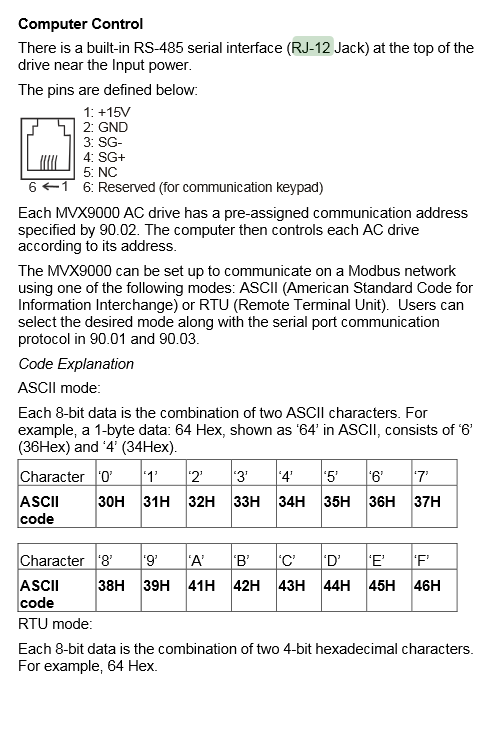{kind=link}
{kind=link}
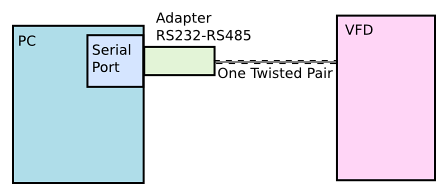{kind=link}
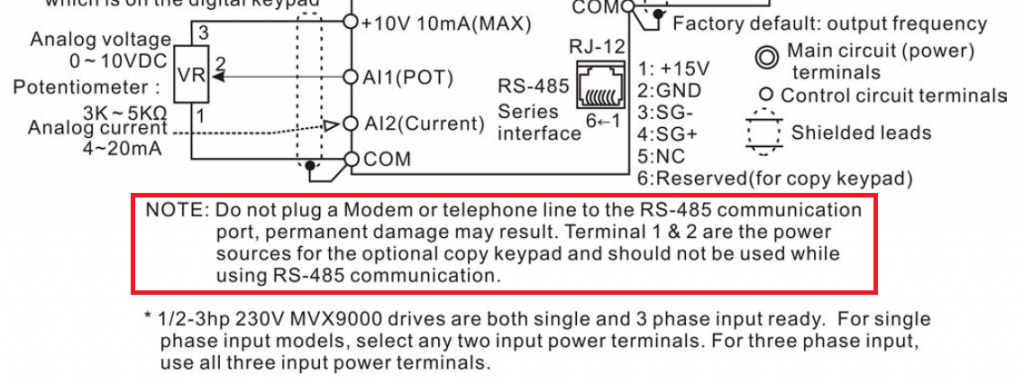{kind=link}
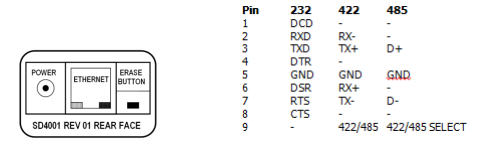{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}