Back
[00:09:16] <RyanS> How often would you guys break out the CAM compared to just programming right at the machine using G code, canned cycles, wizards etc
[00:09:56] <RyanS> Or even using the machine as a glorified DRO with power feeds
[00:31:08] <MattyMatt> RyanS, I used a script in blender, until I worked out it was better and just as quick by hand
[00:31:29] <MattyMatt> better CAM I'd probably use more often
[00:33:40] <MattyMatt> at the other extreme, nobody writes gcode for 3d printers, that's always generated
[00:35:23] <RyanS> yeah, and no reason why you can't use a CNC as a DRO+power feed to square up stock etc
[00:36:13] <MattyMatt> not once I've got my jogwheel fitted. I'd never manually mill with the keyboard
[00:36:26] <MattyMatt> too laggy
[00:36:53] <MattyMatt> but for squaring up I'll use the keyb
[00:37:39] <RyanS> You just enter in the start and finish coords?
[00:38:16] <MattyMatt> no I usually even put simple moves in a gcode file
[00:38:43] <RyanS> I suppose it's only two lines
[00:38:47] <MattyMatt> so I can be sure of the feedrate etc
[00:40:06] <MattyMatt> I use single G0 moves on the keyb, but I'm too scared to ever do cutting there
[00:41:20] <MattyMatt> if I had more confidence I would
[00:41:26] <RyanS> oh, so if you use the interface or something. It can help prevent crashes?
[00:42:09] <MattyMatt> in a gcode file, I can make sure all the modals are set right every time, mostly feedrate
[00:43:49] <RyanS> And then you do the actual cutting in some other interface?
[00:44:13] <MattyMatt> usually with a gcode file, but still in axis
[00:45:19] <MattyMatt> and I carefully inspect the cutting path every time, and often rehearse it in air
[00:45:40] <MattyMatt> I'm still quite timid
[00:46:17] <MattyMatt> if the jogwheel works as well as I hope, I'll probably use it as power feed manual a lot more
[00:46:33] <RyanS> ah, I played around with a simulator. Broke a few tools lol
[00:47:26] <RyanS> That would be really intimidating to program a big VMC... I know some of them can help prevent crashes, but still
[00:48:35] <MattyMatt> I'd be happier if the 3d preview knew the topology of my machine :) expecially if I get my lathe cnced
[00:49:47] <MattyMatt> I'd like to see the chuck, the toolpost, and a voxel version of the workpiece, so I can see the result of threading ops etc
[00:50:05] <RyanS> I think CAM software that recognises the machine, you can program workholding exclusion areas
[00:50:25] <MattyMatt> yeah, like I said, if I had better CAM
[00:50:56] <MattyMatt> awallin was doing great stuff with voxels a couple of years back
[00:51:08] <MattyMatt> in heekscad
[00:56:53] <MattyMatt> I really should get linuxcnc working in simulation mode on this debian machine. it has much better cpu+gpu than the clunky old one I use for my actual controller
[00:58:15] <MattyMatt> jogging lag goes away if I turn off GL preview on my real one
[00:59:57] <MattyMatt> I should invest in a D525 I think
[01:02:43] <MattyMatt> and I will when it's a showstopper. I'm hoarding my cash for vital expenses only still. I'm still running on TB6560
[01:02:54] <RyanS> But you can generally create the Gcode in CAM on your desktop PC and copy over the file to the controller PC? I couldn't imagine sitting out in the garrage using CAM in the middle of winter :)
[01:03:01] <MattyMatt> it doesn't work well, but it works :)
[01:03:21] <MattyMatt> yeah I do blender in the other room
[01:03:44] <MattyMatt> although my workroom is now heated, so I just need a comfy chair
[01:04:50] <MattyMatt> and more lights, that's the main reason I don't do much in winter
[01:05:20] <RyanS> Although I was at a trade show and it seemed like they were using Solidcam to communicate directly with the machine controller
[01:05:52] <MattyMatt> probably piping gcode files or sth
[01:05:58] <RyanS> Rather than simply exporting the gcode file
[01:06:15] <MattyMatt> was there live feedback in the cam prog?
[01:07:03] <RyanS> . It seems like it, but then it could have just been a simulation
[01:10:14] <RyanS> I saw a Mazak multifunction CNC cutting a large bevel gear, looked uber. the building was on top of a car park you can feel the whole floor vibrating around it
[01:10:58] <RyanS> Never actually seen one in person apart from that
[01:11:25] <MattyMatt> I get that with a plywood machine on a wood floor :)
[01:11:40] <RyanS> heh
[01:12:10] <MattyMatt> gotta start at the foundations
[01:12:50] <RyanS> but this was a half million dollars of vibration :)
[01:13:28] <RyanS> I guess that spoils the fun for people who build machines
[01:14:26] <MattyMatt> I'm sure I'd have more fun if I could concentrate on making stuff instead of constantly fixing my tools
[01:14:42] <MattyMatt> half and half would be good
[01:15:04] <MattyMatt> or 25% fixing, 75% making better
[01:15:16] <MattyMatt> it's more like 90% fixing so far
[01:15:30] <RyanS> yeah , I just enjoy designing things and building it efficiently
[01:16:28] <MattyMatt> I should get a day job for a bit, or do a kickstarter, to get out of my rut
[01:19:30] <RyanS> You have to wonder if some people create kickstarters simply to fund a hobby :)
[01:22:06] <RyanS> Here is a good way to justify the expense of an expensive hobby: dress it up as a small business :P
http://www.nyccnc.com/equipment-list.html
[01:22:49] <RyanS> "I need another machine.... It's for business" :)
[01:23:25] <RyanS> It's what I'd do lol
[02:18:13] <Deejay> moin
[02:48:50] <Loetmichel> mornin'
[02:59:20] <quitte_> Hi again. how is the support of preempt_rt compared to rtai at the moment? is it even worth looking inito?
[03:01:08] <archivist> just being tested
[03:02:24] <quitte_> as in looking for ways to make it work or as in looking for cases where it doesn't work?
[03:07:29] <archivist> they have it working
[03:08:10] <quitte_> any patches I should be aware of?
[03:11:16] <archivist> I am not following it closely best to ask in #linuxcnc-devel for that
[05:53:28] <Loetmichel> *HA, very nice... finally the milling depth is the same all over... and the occasional dab of oil doesent ruin the MDF sacrifical plate any longer ;) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14688
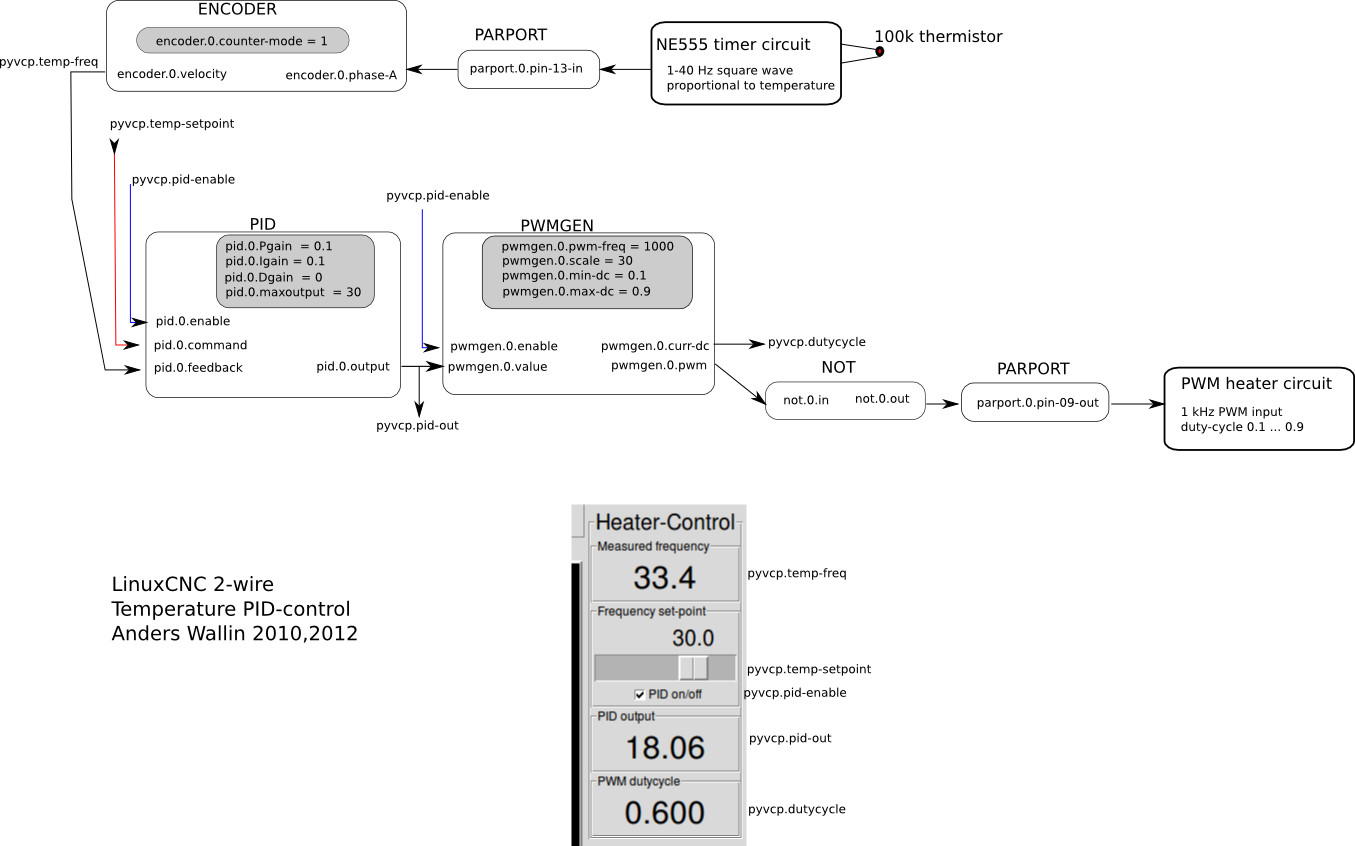
[07:18:09] <Matthias_Reis> Hi, does anybody have a good drawing of PID-Pins, could also be just a part of a bigger drawing :)
[07:18:50] <jthornton> a drawing?
[07:19:56] <archivist> the connections are words in a file
[07:20:48] <jthornton> 17.1 - 14.6 = 2.5 down and 1.1 stone to go
[07:21:24] <archivist> but you wont be a fat git then!
[07:22:08] <jthornton> nope, I'll have to purchase new pants though
[07:22:21] <Matthias_Reis> i mean something like that
http://wiki.linuxcnc.org/uploads/geda-hal-040907.jpg
[07:23:07] <Matthias_Reis> or
http://www.anderswallin.net/wp-content/uploads/2012/12/temp_control_pid_old.jpg
[07:27:35] <archivist> there have been a few attempts to make graphical drawings from hal files but I am not seeing anything catch on
[07:30:38] <skunkworks> latest..
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Rockhopper_Web_Server
[07:48:00] <R2E4> mornin
[07:50:00] <Matthias_Reis> ty skundworks, but i dont have a running system now, just want to develop a plan on how to use :)
[07:51:14] <R2E4> I ran into a snag last night, spen many hours on this. This is a show stopper I think.
[07:52:00] <R2E4> Spindle has magnetc sensor on it that has sp check signals sp zero sp certain speed and orientation finish
[07:52:43] <R2E4> there is also another signal goig in which is SKipB and C, and I cannot find what these are.
[08:07:09] <CaptHindsight> quitte_: preempt_rt ~40uS and RTAI ~8uS on all our AMD hardware
[08:07:29] <quitte_> isn't that somewhat early to tell me?
[08:07:58] <quitte_> but 40us is plenty for slow steppers, isn't it?
[08:08:59] <CaptHindsight> 40uS = 25Khz
[08:10:32] <quitte_> I looked into the ubuntu packaging. do you think you could enlighten me about the RTAI vs xenomai situation? also what is that RT thing that configure needs? it tells me RT not found.
[08:11:48] <CaptHindsight> seb did the packaging
[08:12:34] <CaptHindsight> the numbers ^^ are using Precise 12.04
[08:13:00] <quitte_> okay. I'll bug him once I know how bad preempt_rt really is
[08:14:56] <CaptHindsight> quitte_:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?LinuxCNC_On_Ubuntu_Precise if you want to test RTAI on 12.04
[08:16:02] <CaptHindsight> quitte_: ask about the subject in #linuxcnc-devel
[08:16:34] <quitte_> okay thanks
[08:17:41] <CaptHindsight> last time I checked xenomai was <20uS on the same hardware
[08:17:51] <quitte_> since you used both rtai and preempt - which pieces except the kernel do need to be exchanged?
[08:18:09] <quitte_> okay, so xenomai is yet another alternative, not another piece of the puzzle?
[08:18:25] <CaptHindsight> yes, 3 choices
[08:18:47] <quitte_> and debian offers the slowest :/
[08:19:30] <CaptHindsight> with tweaked RTAI on the same hardware using Gentoo ~5uS
[08:20:08] <CaptHindsight> http://www.asrock.com/mb/amd/e350m1
[08:20:18] <CaptHindsight> http://www.asus.com/Motherboards/F2A85V_PRO/
[08:20:35] <CaptHindsight> http://www.gigabyte.us/products/product-page.aspx?pid=4343#ov
[08:20:52] <CaptHindsight> all working examples
[08:21:18] <quitte_> I have at most .25m/minute...
[08:31:41] <CaptHindsight> http://chicago.craigslist.org/chc/tls/4302479932.html Airco 500AMP Bumblebee II AC welder? 415V 1p??
[08:40:06] <archivist> yup just across one phase
[08:50:50] <PetefromTn> Mornin' folks..
[08:50:59] <R2E4> Hi Pete
[08:51:13] <PetefromTn> Hows that monster coming along?
[08:51:14] <R2E4> How did your part turn out the other day?
[08:51:21] <CaptHindsight> just an oddball spec, in the US 120/208/240/277/480 AC
[08:51:26] <PetefromTn> pretty damn good so far..
[08:51:31] <R2E4> I ran into a couple issues I have to take care of.
[08:51:56] <PetefromTn> there are ALWAYS issues huh LOL
[08:52:03] <R2E4> Spindle magnetic sensor..... and another input/out[ut that goes into the head I dont know what it is.,
[08:52:27] <R2E4> I need the mag sensort to orient the spindle in the proper place for a tool change.
[08:52:49] <PetefromTn> hmm
[08:52:59] <R2E4> trying to locate the fanuc A06b-6055-H103 manual.
[08:53:06] <R2E4> Fanuc quoted me 450.00 for it.
[08:53:10] <pcw_home> just another prox?
[08:53:16] <PetefromTn> for the manual?
[08:53:20] <R2E4> yeah....
[08:53:25] <PetefromTn> jeez..
[08:53:39] <R2E4> no, there are two prox sensoprs on the spindle though.
[08:53:45] <pcw_home> what is the manual PN?
[08:53:56] <R2E4> I dont think there is an encoder, just uses the prox sensors
[08:54:05] <PetefromTn> you would think you could download their manuals in .pdf
[08:54:08] <R2E4> which is a drag
[08:54:25] <R2E4> They said they had to fabricate it....haha
[08:54:39] <R2E4> pcw_home: let me look
[08:55:14] <R2E4> the part number for the drive is A06b-6055-H103
[08:55:51] <PetefromTn> it's prices like that which drove me to gut the motors and drivers entirely from my machine...
[08:55:55] <pcw_home> did fanuc give you the manual PN?
[08:56:20] <R2E4> no, They are sending me a form to fill out before they will talk to me further.
[08:56:37] <PetefromTn> man that's ridiculous..
[08:57:00] <pcw_home> If you have the manual PN you may find it on Ebay
[08:58:26] <pcw_home> S series is
[08:58:27] <pcw_home> spindle Description = 65012E
[08:58:29] <pcw_home> servo description = 65002E
[08:58:30] <pcw_home> ac servo amp maintenance =65005e
[08:58:32] <pcw_home> built in AC spindle description 65052e
[08:58:33] <pcw_home> S series AC spindle interface maintenance= 65045e
[08:59:50] <R2E4> some of them are on cnccenter.com, but I cant find the one for mine.
[09:01:50] <pcw_home> http://www.ebay.com/sch/i.html?_trksid=p2047675.m570.l1313.TR0.TRC0&_nkw=65045+fanuc&_sacat=0&_from=R40
[09:02:59] <pcw_home> i do not guarantee that the right one but getting close...
[09:03:05] <R2E4> mine is the A series
[09:05:59] <R2E4> I need the descriptions of the in/out of the amp. I would probably need the maintenance manual huh?
[09:06:49] <R2E4> THis maybe iut.... GFZ-65195EN/01
[09:08:36] <R2E4> Anyway, I have to deal with that and another wire going into the head of the spindle, near where the tool is. SkipB and skipC signals.
[09:08:57] <R2E4> Where do they come up with these signal names....haha
[09:19:33] <pcw_home> if you can get the exact manual PN , its probably available on ebay
[09:20:19] <R2E4> Fanuc America just sent me a form to fill out. I replied, while I am filling this form out, can you be so kind to send me the part numbers for the manuals?
[09:20:50] <PetefromTn> http://www.youtube.com/watch?v=ZgABmifpThc Whaddya guys think of this tool presetter..
[09:21:14] <R2E4> Does it come with a manual for the fanuc drive?>
[09:21:36] <R2E4> I have the A06B-6089 instead of the 6055
[09:22:52] <PetefromTn> I like how it uses a linear bearing but I would need some sorta larger cap on the top to allow wider cutter diameters.
[09:24:05] <PetefromTn> Lookin' for a DIY solution that is worth a damn.
[09:24:47] <PetefromTn> I also would like to make one that does not rely on a ground thru the spindle rather has it's own grounding internally to avoid a crash.
[09:26:08] * JT-Shop finds all that fancy tool presetters useless in practice
[09:31:41] * PetefromTn finds them incredibly nice to use and also potentially removes the user feel from the equation.
[09:33:05] <PetefromTn> JT-Shop: The Haas machines I ran for a short while in a shop I worked in had the renishaw style of table mounted tool presetters and it was very nice easy to setup tools once you got used to the interface.
[09:33:39] <PetefromTn> The ones they had were also capable of determining cutter diameter for you as well..
[09:34:18] <PetefromTn> Very slick system but big money. I was just thinking I would make one myself to do just the length measurement.
[09:39:20] <PetefromTn> JT-Shop: I actually have a 3d cad drawing of my own version of the dial indicator style of tool presetter you said you are using from Pro-tools. I was going to machine one to use for myself but I kinda want to try to automate the process if I can find a good design.
[09:39:42] <JT-Shop> I find this to be quite fast and accurate to use on the VMC
http://www.edgetechnologyproducts.com/pro-touch-off-gage/
[09:40:04] <pcw_home> R2E4: A06B-6089 is a Alpha series drive Are you sure its Analog?
[09:40:38] <JT-Shop> looks like they have a new dial indicator
[09:40:54] <cradek> I use a similar fixture with a .0001 indicator on it
[09:40:56] <JT-Shop> and they are out of stock
[09:41:06] <cradek> it came from a junk pile at HGR
[09:41:13] <JT-Shop> nice save
[09:41:43] <JT-Shop> the only junk piles around here are in the shop lol
[09:42:05] <cradek> well that one's 1500 miles away but I go there sometimes anyway
[09:42:19] <JT-Shop> I know what you mean
[09:43:22] <Jymmm> JT-Shop: Which one?
[09:44:06] <Jymmm> JT-Shop: The new shop? the old shop? D) All the above?
[09:44:22] <JT-Shop> E
[09:44:27] <Jymmm> lol
[09:44:58] <Jymmm> JT-Shop: Might I suggest you put that new buldozer to good use.... start with the bench tops =)
[09:47:16] <JT-Shop> can't find them
[09:47:32] <Jymmm> I know that one.
[09:48:38] * JT-Shop can't find the key to the crawler... thinks someone hid it
[09:49:27] <PetefromTn> http://imagebin.org/292941
[09:49:43] <Jymmm> JT-Shop: hot wire it.
[09:50:00] <JT-Shop> nice one Pete
[09:50:34] <PetefromTn> Yeah I was gonna machine it but I think I want to fab up an electronic one instead.
[09:53:31] <R2E4> pcw_home: no not sure
[09:53:35] <R2E4> AC servo
[09:54:38] <PetefromTn> http://imagebin.org/292943
[09:55:08] <cradek> hey how many of you guys are using software stepping?
[09:55:18] <cradek> consider this an informal poll.
[09:55:26] <cradek> [I am on one machine]
[09:55:27] <pcw_home> R2E4: skinny 20 pin honda connectors or big blue Honda connectors?
[09:55:42] <Vq> cradek: 2 of 2 machines
[09:55:44] <R2E4> blue honda connectors
[09:56:08] <JT-Shop> none of mine use software stepping
[09:57:34] <R2E4> http://irmtl.com/LinuxCNC/VM40/Spindle%20Servo/sp1.JPG
[09:57:45] <R2E4> http://irmtl.com/LinuxCNC/VM40/Spindle%20Servo/sp2.JPG
[09:58:02] <R2E4> Figures, Fanuc America ignoring me.
[09:59:57] <Jymmm> R2E4: Did you say something?
[10:00:08] <Loetmichel> soo, 11 PSU casings done... 26 to go.. the dusst vacuum needs a outside exhaust, workshop is a sauna now :-(
[10:00:16] <archivist> cradek, two stepper machines here, and set up two for others
[10:00:30] <R2E4> Jymmm: huh?
[10:00:30] <cradek> all software stepping?
[10:00:44] <archivist> yes
[10:04:21] <PetefromTn> R2E4: He's ignoring you hehe
[10:04:54] <R2E4> he probably works for them....lol
[10:05:44] <R2E4> i found out what the 4th limit switch was on my Y. IT is Y+ deceleration
[10:06:17] <R2E4> to tell the control to slow down I guess. gonna run off the rails....
[10:09:20] <Jymmm> Fanuc Master Archive 2013 Edition on 6 DVDs
[10:09:36] <jmasseo_> nice
[10:10:16] <PetefromTn> http://img.directindustry.com/images_di/photo-g/linear-bearings-25078-2280981.jpg Thinking of getting one of these kind of linear bearings in the foreground of the picture and a short piece of thompson shafting and trying to make the tool presetter in the video only with a much larger diameter plunger that is normally closed somehow..
[10:10:27] <Jymmm> jmasseo_: It's a Unicorn
[10:10:30] <PetefromTn> Say maybe 3/4 inch shaft...
[10:10:34] <jmasseo_> ah
[10:10:35] <jmasseo_> a virus
[10:12:28] <Jymmm> jmasseo_: No, doesn't exist =)
[10:12:40] <R2E4> Jymmm: master archive of what? drive and motor manuals dating back to 1983?
[10:12:58] <Jymmm> R2E4: Yes, Yes, and, Yes.
[10:13:31] <R2E4> are you saying you have all 6 dvd's?
[10:13:54] <R2E4> you have a paypal account? hehe
[10:14:36] <Jymmm> R2E4: It's a Unicorn.... DOES NOT EXIST =)
[10:15:03] <pcw_home> it did
[10:15:11] <pcw_home> (the IDOC set)
[10:16:32] <pcw_home> how far it goes back I dont know
[10:20:13] <R2E4> there sellig my spindle drive on ebay 3000.00
[10:21:03] <Jymmm> BUY NOW
[10:21:25] <R2E4> I have one, dont need to buy one, I need the manual.
[10:21:39] <PetefromTn> Backups man backups.
[10:25:12] <R2E4> fanucsurplus 1 hour away. how convienient
[10:39:41] <pcw_home> Actually it does look like the spindle drive has a analog daughtercard
[10:42:48] <R2E4> The small one on the front?
[10:43:01] <R2E4> bottom, just above the honda connectors?
[10:47:32] <pcw_home> The one with all the little potentiometers (if thats what they are)
[10:50:25] <R2E4> yeah, it has leds and pots for adjusting, i dont remember what for but was very evident.
[10:53:37] <R2E4> I may be able to get by without it, but would be nice. HEre is the sp setup i am looking at on the machine
[10:53:40] <R2E4> http://irmtl.com/vm40/sp-block.pdf
[10:54:04] <R2E4> +10 no brainer
[10:54:44] <R2E4> guessing bottom ready, sp for sp rev low gear and orientation is inputs.
[10:55:48] <R2E4> The top portion of CN1 outputs from the magnetic sensor as shown on the second page.
[10:56:37] <Einar_> PetefromTn: Look at this:
http://uk.farnell.com/mitutoyo/513-404e/dial-indicator-adjustable/dp/1361390
[10:56:38] <R2E4> The boxes with 620, 621, 622, 623,624 are logic coils in the old control.
[10:57:08] <Einar_> Make your plunger rest on this indicator and bottom out before damaging the indicator.
[10:57:19] <Einar_> That would also make the tool lower.
[10:58:27] <Connor> PetefromTn: Only issue I see with that type is no over travel...
[10:58:43] <Einar_> ??
[10:59:39] <Einar_> If the plunger hits the bottom before the indicator it will be safe.
[11:00:24] <Connor> Einar_: The electronic version he linked too.
[11:01:16] <Connor> PetefromTn: In case you didn't find the link to his site..
http://www.watchmania.sk/automatic-tool-setter-for-my-cnc-mill/
[11:01:40] <Einar_> BTW: You can get much cheaper ones than the Mitutoyo of course. That's just the first Google found.
[11:02:25] <Connor> PetefromTn: If you make one.. Lets make two! You'll need a circuit to go with it which I already have components to build..
[11:02:32] <R2E4> The orientation is to set the spindle in the right place for the tool changer operation, and you get and there is an output to say it is orientated.
[11:05:23] <pcw_home> I wonder how it knows
[11:05:38] <R2E4> how it knows what?
[11:06:13] <pcw_home> the spindle position
[11:08:59] <pcw_home> its has what looks like an encoder but no index on the encoder
[11:09:35] <R2E4> I would say either prox sensor or the magnetic sensor.
[11:09:37] <R2E4> http://irmtl.com/vm40/prox-sp.JPG
[11:10:30] <pcw_home> I just didnt see that go into the spindle drive in the block diagram
[11:10:53] <R2E4> I think it would have to be the mag sensor. Thats why I think it is the mag sensor
[11:11:55] <R2E4> The two prox goes into the control, the magnetic sensor goes from the spindle, directly to the spindle drive.
[11:13:20] <R2E4> the box on the top of the second page is the spindle drive. With connectors CNA and CN1.
[11:13:52] <pcw_home> so if the spindle drive is OK you just give a orient command and it does the rest
[11:14:24] <R2E4> Thats the way I see it in the schematics.
[11:14:44] <R2E4> I would make sure the spindle speed is at 0 first though...lol
[11:15:49] <R2E4> The spindle certain speed signal is an open collector same as with the spindl;e speed check. Where it shows it in another place, it has O.C, so thats what I would assume.
[11:16:43] <pcw_home> maybe... this is where a manual would be good
[11:17:12] <pcw_home> you sure dont want to damage anything
[11:19:06] <R2E4> hehe, yeah.
[11:23:44] <pcw_home> The drive has a processor so would probably just ignore a orient
[11:23:46] <pcw_home> command or fault if you tried to orient while in motion
[11:25:56] <R2E4> Yeah, that drawings shows contacts as inputs, and outputs contacts except for the speed signals, which would be the question p[art. need the manual
[11:33:38] <PetefromTn> Connor: Hey man sorry I was running the lathe... I actually am designing a sweet one right now. Art is helping me with it. Don't worry it is gonna have plenty of overtravel as well as being a normally closed setup. I think we might have a winner here and best part is it is a simple ass design.
[11:34:15] <Connor> PetefromTn: Cool, what sort of linear bearing ?
[11:34:32] <R2E4> http://irmtl.com/vm40/sp-de.pdf This shows it as just contacts out.
[11:34:39] <PetefromTn> What circuit do I need I figured it would just be a ground signal to the 7i77 card.
[11:35:24] <PetefromTn> Einar_: Hey man that Mito DTI looks nice I need one of those my chinko one kinda sucks..
[11:36:04] <Connor> It's called a Schmitt trigger.. It de-bounces the switch.
[11:36:05] <PetefromTn> Connor: MIght cost around $35.00 or so for the whole thing.
[11:36:25] <PetefromTn> Connor: Okay if it will make it more accurate and reliable I am all for it.
[11:36:47] <Connor> Yes, can be done in a software, but for a touch probe or tool setter, I think hardware is best.. and circuit is cheap and very easy to build.
[11:36:49] <PetefromTn> This wheel is turning out SWEET!!
[11:37:26] <PetefromTn> I was kinda hoping you would help me get it setup in the software so I can get an automated tool probing macro or something going.
[11:37:49] <Connor> yup. not a problem.
[11:38:26] <PetefromTn> I was trying to remember the way that Renishaw setup worked. It was kinda like its own little program in there that worked inside the control.
[11:39:16] <Einar_> I unpacked my new touch screen this evening. Hooked it up and Ubuntu mumbled something in a popup window. Then the touch just worked. I did not even have to calibrate it!
[11:39:18] <PetefromTn> What was really nice was it had the ability to offset the table based on the diameter of the cutter you give it. SO you could give it a rough diameter for say a facemill and it would offset it and then spin the facemill slowly in reverse and then probe it.
[11:39:39] <PetefromTn> Einar_: That is kickass man I want a touch screen LOL...
[11:39:57] <PetefromTn> Well.......It's SNOWIN'!!
[11:40:02] <Einar_> I was prepared for a new fight, but happy that was not necessary.
[11:40:45] <Einar_> Now if I could just blow up Axis to fill the big screen it would be great.
[11:41:47] <PetefromTn> Looks like I may be able to salvage that wheel I screwed up the first time into a cool looking new design wheel. Gotta eat some lunch here be back in a bit.
[11:42:04] <Einar_> Up here at 60deg. north it's raining today.
[11:42:16] <R2E4> what wheels are ou doing?
[11:43:38] <zeeshan|2> man i love my local motion store
[11:43:50] <zeeshan|2> the frigging 2 belt 1-1/8 pulley only is 17$
[11:43:59] <zeeshan|2> where as princess auto wants 30$ for their modular pulley
[11:44:13] <zeeshan|2> whos threads stripped on first tightening (POS)
[11:44:18] <pcw_home> PetefromTn: the 7I77 input are already "Schmitt triggered"
[11:44:20] <pcw_home> If you want to sense closure to ground you will need a pullup resistor
[11:45:35] <zeeshan|2> R2E4: do you know where to buy 8020 locally?
[11:45:46] <R2E4> RPT Motion
[11:45:54] <R2E4> wait.... how local?
[11:45:57] <zeeshan|2> for me :D
[11:46:02] <zeeshan|2> werent you working in halton
[11:46:05] <R2E4> RPT Motion is in Montreal but they will ship to you
[11:46:07] <zeeshan|2> i was wondering if you found some place by halton
[11:46:07] <PetefromTn> pcw_home: Oh sweet man.
[11:46:19] <R2E4> Ah non
[11:46:25] <zeeshan|2> tabarnak
[11:46:31] <R2E4> lol
[11:46:31] <zeeshan|2> ;]
[11:46:44] <PetefromTn> R2E4: The wheel I machined over the last week or tried to LOL..
[11:47:18] <R2E4> http://www.techvibes.com/company-directory/8020-solutions Toronto
[11:47:32] <R2E4> PetefromTn: got Pics?
[11:47:55] <R2E4> Wheel as in Automobile wheel?
[11:47:56] <PetefromTn> R2E4: Yeah I will repost them when I finish eating Pizza with my kids.
[11:48:06] <PetefromTn> Oh hell no not yet man I wish...
[11:48:15] <PetefromTn> No this is a much simpler wheel and way smaller.
[11:48:30] <PetefromTn> Honestly with a 20x20 travel I could do a wheel tho hehe
[11:49:13] <PetefromTn> Would be nice to get some bling on my van LOL
[11:49:42] <Connor> pcw_home: Didn't know that the 7i77 Had a schmit triggered input.. that makes things easy.
[11:50:05] <archivist> with a rotary hung off the side you can do 40"
[11:50:27] <Connor> pcw_home: Sounds like it's going to be a NC switch.
[11:51:59] <Connor> I'm pretty sure they're a component and/or scripts for automated tool height setting.
[11:52:49] <Connor> and work peice touch off.
[11:57:54] <pcw_home> Connor: its not really a Schmitt trigger but acts like one (the hysteresis is done in software)
[11:57:56] <pcw_home> at 24V you need >14.4V to register high and then <9.6 to register low
[11:58:15] <Connor> ok.
[11:58:47] <Connor> I'll have to use one for mine, as I don't have MESA card..
[11:58:51] <pcw_home> it may still need filtering as the input has ~10 KHz bandwidth
[12:01:59] * jdh points connor to the new, improved mesanet site with online ordering.
[12:02:20] <Connor> Yea.. give me the $$$ and I'll buy some. :)
[12:04:48] <R2E4> there 150.00
[12:05:31] <MattyMatt> nice job at spacex
http://hire.jobvite.com/CompanyJobs/Careers.aspx?k=Job&c=qz49Vfwr&j=oogbYfwx&s=Indeed
[12:06:03] <jdh> I think the non-web-ordering at mesa was actually a feature for me.
[12:26:31] <PetefromTn_> Man would I love to work there LOL... Some cool shit going on for sure.
[12:29:35] <marmite> how hot does steppers usuly get, mine are 60
[12:29:40] <marmite> c
[12:31:01] <archivist> 60 probably means not bolted to something
[12:31:16] <archivist> but perfectly safe
[12:31:18] <marmite> ?
[12:31:42] <archivist> the machine acts as a heatsink
[12:31:43] <Loetmichel> marmite: steppers can usually use the mounting plate as a heatsink
[12:31:46] <Loetmichel> when metal
[12:31:54] <marmite> ah
[12:32:04] <marmite> yeah its mdf herr
[12:32:08] <marmite> here
[12:32:22] <Loetmichel> as kong as you can touch the body of the stepper 3 secs without crying its ok
[12:32:37] <Loetmichel> ti should NOT get much hotter, though
[12:32:43] <archivist> one of mine on the 5 axis is on spacers and people used to like leaning on it :)
[12:33:13] <Loetmichel> about 80°c the first (cheap) isolation laquers begin to melt
[12:33:46] <Loetmichel> archivist: as long as they have thick clothing...
[12:34:20] <Loetmichel> otherweise it may go "*PSSS* OUCH! you should have warned me, i will sue jou!"
[12:34:47] <archivist> 50-60 never killed anybody
[12:35:02] <archivist> I just used to giggle :)
[12:35:42] * Loetmichel was called to a server sometime ago
[12:35:47] <Loetmichel> LONG ago
[12:36:13] <Loetmichel> customer "stated beeping in the moring, went quiet at noon, but now it doesent resopnd"
[12:36:24] <Loetmichel> ... it was about 4 in the evening
[12:37:03] <Loetmichel> o got ther: no sound, distictive smell of "burning electronics/transformers" in the air
[12:37:14] <Loetmichel> server said nothing
[12:38:15] <Loetmichel> opened it: NO fan turning not cpu, not PSU, not the two in the front. althog the board told my by leds it still had power
[12:38:34] <Loetmichel> so i unplugged it and tried to remove the CPU heatsink
[12:38:38] <Loetmichel> *PSSSSSS*
[12:38:41] <zeeshan|2> has anyone seeing grounds mounted to an aluminum enclosure?
[12:38:46] <zeeshan|2> *seen
[12:38:50] <Loetmichel> instand jellow gratin on the palm...
[12:39:03] <Loetmichel> instand
[12:39:08] <Loetmichel> grating
[12:39:10] <Deejay> -d+t
[12:39:15] <Loetmichel> grrr
[12:39:17] <Loetmichel> right
[12:39:19] <Loetmichel> instant
[12:39:20] <Deejay> :)
[12:39:57] <Loetmichel> i used the leatherman to unlock the heatsink and carry it to the tap across the room
[12:40:23] <Loetmichel> opened "cold water" hold the hetsink under it: half ot the romm white with steam...
[12:40:27] <archivist> zeeshan|2, always, basic safety to ground a case, also help with screening
[12:40:29] <Loetmichel> that beast was HOT ;-)
[12:40:43] <zeeshan|2> archivist: i was wondering if aluminum makes a different
[12:40:45] <zeeshan|2> *difference
[12:40:46] <Loetmichel> result in the end: all 4 bearings in the fans had seized.
[12:40:51] <zeeshan|2> most of my enclosures have been stainless or steel
[12:41:05] <zeeshan|2> i'd like to build mine out of aluminum cause its cheaper for me
[12:41:11] <archivist> same principles apply for any metal
[12:41:14] <Loetmichel> CPU molten, the cpu heatsink hat a mirror of the cpu marings burned inside it.
[12:41:27] <Loetmichel> mainboard dead, ALL caps exploded
[12:41:30] <Loetmichel> rams dead
[12:41:47] <Loetmichel> psu all caps exploded, althoug still running?
[12:42:08] <Loetmichel> hdds: survived. barely ;-)
[12:42:43] <Loetmichel> casing of what, zeeshan|2
[12:42:44] <Loetmichel> ?
[12:43:02] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/box_zpseb17a096.png
[12:43:03] <zeeshan|2> that
[12:43:12] <zeeshan|2> im trying to build the enclosure cause i cant find one for cheap locally
[12:43:22] <zeeshan|2> they all want 280-350$ and 5 day lead time
[12:43:34] <zeeshan|2> 6" deep boxes i can get for stupid cheap
[12:43:38] <zeeshan|2> but asap it goes to 8" deep or 9
[12:43:43] <zeeshan|2> they all are useless ;[
[12:44:37] <archivist> photobukkkkket is effin useless
[12:44:46] <zeeshan|2> die
[12:44:51] <zeeshan|2> don't hate on my photobucket
[12:45:06] <archivist> it just gives a white screen
[12:45:09] <zeeshan|2> lol
[12:45:18] <R2E4> imagebin
[12:45:22] <Loetmichel> grrr
[12:45:44] <zeeshan|2> http://imgur.com/v7jqDB7
[12:45:48] <Loetmichel> *allow scipt temporaily... ant the 15 others...*
[12:46:08] <Loetmichel> i HATE those stupid pichosters...
[12:46:29] <zeeshan|2> so basically i have 1/8" aluminum plate welded to 5 sides of the box
[12:46:31] <Loetmichel> ok, i see
[12:46:37] <zeeshan|2> and then one top cover that is unbolted/bolted
[12:46:39] <Loetmichel> build it from aluminium sheet
[12:46:59] <zeeshan|2> i have to use 1x1" tubing as the framing because i dont have a way to bend 1/8 sheet
[12:47:07] <Loetmichel> shouldnt be a problem as long as the enviromet ist 100% himidity condensing adn salt water in the air ;-)
[12:47:18] <zeeshan|2> haha yea
[12:47:21] <zeeshan|2> its in my garage :D
[12:47:26] <zeeshan|2> just needs to be nema 1
[12:47:38] <Loetmichel> s/ist/isnt
[12:47:47] <archivist> use a 3/8 square and drill and tap, no bending needed
[12:48:07] * Loetmichel does aluminium enclosures all the time ;-)
[12:48:16] <zeeshan|2> i have 50 feet of 1x1x1/8 tubing though
[12:48:16] <zeeshan|2> ;[
[12:48:23] <zeeshan|2> no 3/8 square
[12:48:30] <Loetmichel> today i did 11 of these:
http://www.cyrom.org/palbum/main.php?g2_itemId=14595
[12:48:36] <archivist> shall we tell him the spacing for RF getting through the gaps :)
[12:48:45] <Loetmichel> but thats only 1,5mm and 4mm sheet aluminium
[12:48:52] <zeeshan|2> thats nice!
[12:49:16] <Loetmichel> its just an shielded enclosure for a Notebook PSU
[12:49:28] <zeeshan|2> thats too fancy lol
[12:49:32] <Loetmichel> wiht a bit of "widened temperature range"
[12:50:03] <archivist> I hope there is a gasket in the joints
[12:50:13] <Loetmichel> where?
[12:50:24] <archivist> between the screws
[12:50:25] <Loetmichel> in the notebook psu enclosure?
[12:50:26] <Loetmichel> no
[12:50:44] <archivist> 10ghs alford slot antenna :)
[12:50:56] <Loetmichel> just screws to near each other that there cant be a long enough slot for the frequencys weh have to measure ;-)
[12:51:15] <Loetmichel> we just have to certify from 10khz to 4 ghz ;-)
[12:52:02] <Loetmichel> so 30mm ditance between scews fits ;-)
[12:52:47] <Loetmichel> the nice part is that i dont ned a bending brake for these enclosures ;-)
[12:53:06] <Loetmichel> the lower half on the mill today:
http://www.cyrom.org/palbum/main.php?g2_itemId=14688
[12:53:51] <archivist> grooving the bend is teh cheeeetin
[12:55:31] <Loetmichel> is it?
[12:55:33] <Loetmichel> ;-)
[12:55:41] <Loetmichel> i can fold the enclosures by hand
[12:55:50] <Loetmichel> and i am not named "arnold"
[12:55:52] <Loetmichel> ;-)
[12:57:19] <pcw_home> thats how those tinny photo etched shields are done (etch ~halfway through on one side)
[12:58:00] <R2E4> LSA2 Magnetic sensor output LSA signal (sub
[13:01:54] <tjtr33> new toy
http://imagebin.org/292957 :)
[13:02:05] <IchGuckLive> hi all B)
[13:02:19] <IchGuckLive> zeeshan|2: Number one 5 golden
[13:02:28] <PetefromTn_> http://imagebin.org/292958 as machined right off the mill....
[13:02:48] <zeeshan|2> IchGuckLive: damn you guys
[13:02:51] <zeeshan|2> and your 6 golds
[13:03:01] <PetefromTn_> http://imagebin.org/292959 starting to machine the face profile..
[13:03:11] <ReadError> was it a disk or something?
[13:03:20] <ReadError> I see the printing on the lower part still
[13:04:55] <R2E4> PetefromTn_: thats cool!
[13:05:30] <PetefromTn_> R2E4: Thanks man it took awhile and I have some more ideas for them but this first one off the machine came out pretty cool.
[13:06:03] <Connor> PetefromTn_: What's the block for to the right?
http://imagebin.org/292958
[13:06:09] <PetefromTn_> Still a bunch of material to remove.
[13:06:31] <PetefromTn_> Thats the boss the wheel mounts to.
[13:06:53] <PetefromTn_> I only had a piece of square stock at the time now I got some 2"6061 round to make more..
[13:10:40] <Connor> http://www.cnc4pc.com/Store/osc/product_info.php?cPath=69&products_id=322
[13:10:51] <Connor> Nice looking passive touch probe.
[13:11:31] <Connor> vs
http://www.performancemotion.com/products.shtml
[13:14:43] <MattyMatt> imgur recently improved a bit. it's faster uploads now and you can paste the link with select-middlebutton
[13:15:12] <MattyMatt> just ignore all the social media and gif crap
[13:15:17] <PetefromTn_> That looks like the one from Wildhorse innovations... its apparently just okay but some folks had problems with them.
[21:08:21] <Tom_itx> for whatever reason
[21:08:21] <os1r1s> PetefromTn: Its not just you
[21:08:23] <os1r1s> Sucks ...
[21:09:00] <PetefromTn> yup...
[21:09:13] <Tom_itx> not much discussion anyway
[21:09:33] <Tom_itx> i'd be more pissed if there were
[21:11:50] <os1r1s> Tom_itx: Called imsrv about that auto changer
[21:11:50] <os1r1s> To get more detail
[21:11:50] <Tom_itx> rather cost prohibitive for a small mill like that imo
[21:11:50] <os1r1s> Turns out the max shaft size is 1/4" because of the er11 collet
[21:11:50] <Tom_itx> that kinda suck
[21:11:50] <Tom_itx> s
[21:11:50] <os1r1s> Which throws out a bunch of tooling I already have that is 3/8
[21:11:50] <Tom_itx> i have some 3/8 but alot of the smaller mills i have are smaller shanks
[21:11:50] <os1r1s> So yeah, the cost is one thing. I could probably get past that. But this is more significant of an issue.
[21:11:50] <Tom_itx> ie .125 carbide em are .125 shanks as well
[21:12:17] <os1r1s> Not sure what I'd do about a facemill
[21:16:38] <os1r1s> Could probably find a jacobs chuck that would work
[21:16:38] <Tom_itx> for holding the facemill?
[21:16:38] <Tom_itx> don't do that
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}