Back
[00:00:48] <PetefromTn_> realized it today when I was out there trying to get the zero tool offset loaded. Turn off caps lock and everything works again. Dunno if it is supposed to be that way or not..
[00:04:13] <PetefromTn_> pcw_home: What kind of feedback does the 7i77 send that is not available now due to the broken driver?
[00:08:59] <R2E4_> The sensor is working, I can see it in classic ladder. Thats bizarre, cause it wont show in HAL config but does show in hal scope and classicladder.
[00:09:41] <R2E4_> If it ws screen refresh, then I would think it wouldnt show up in any scenario.
[00:10:38] <R2E4_> pcw: 1k pullup for 7i77 12v field power works. Will test the 24volt sensors on the 7i84 tomorrow.
[00:11:51] <PetefromTn_> R2E4_: How much I/0 do you need on that machine? I am not finished yet but it looks like I can run the entire machine off the single 7i77..
[00:14:08] <R2E4_> I need about 22 relays and 25 inputs. approx.
[00:14:34] <R2E4_> Depends on button on my control panel.
[00:15:12] <R2E4_> Haven't decided what buttons I am going to use. I am ksearching for a layout that somneone else has done top see what buttonmsthey have.
[00:15:57] <PetefromTn_> I think I will add just a few buttons on the panel and keep the industrial keyboard then add a nice pendant should do everything I need without being too cluttery for wiring.
[00:17:26] <PetefromTn_> RIght now I just have Estop, servo on, power drawbar, and some unused buttons but I want to add a feed hold and cycle start as well as a few more selections.
[00:17:54] <R2E4_> I want to put things like, power on, e-stop, feedrate override, manual tool changer buttons, pause-resume
[00:18:15] <R2E4_> You are manually enabling your servo drives?
[00:18:54] <PetefromTn_> my servo drives main power is switched on with a servo on button yeah all at once.
[00:19:16] <R2E4_> AH. you using the ENA on the 7i77?
[00:19:36] <PetefromTn_> Then the system has its control on which right now I am just doing with f2 button on keyboard.
[00:20:41] <PetefromTn_> actually I am using a relay to switch power to the drives. The drives also have a logic power input that stays on from main switch turn on. If estop is pressed or a hard limit is reached the servo main power is removed.
[00:20:57] <R2E4_> I am not 100% confident with the drives yet. I think I only need the enable and 10 volt control for x,y and z.
[00:21:32] <R2E4_> The spindle will be a bitch I think. Has gears and speed control in and out along with 10v control.
[00:21:58] <PetefromTn_> okay so a high low spindle then.
[00:22:35] <R2E4_> yeah, and the speed control 10v
[00:23:19] <R2E4_> So I dont know how that is going to work yet, if I can just askfor 5,000 rpm and linuxCNC will select the gear.
[00:23:46] <PetefromTn_> I switched to a Hitachi Sensorless vector drive for my spindle and it is working pretty good. entire machine runs off single phase.
[00:24:14] <R2E4_> what did that cost you?
[00:24:19] <PetefromTn_> No idea how that would work honestly I just have single speed.
[00:25:19] <PetefromTn_> http://driveswarehouse.com/p-2537-wj200-110lf.aspx
[00:25:23] <R2E4_> oh, like a vfd?
[00:25:52] <PetefromTn_> yeah sensorless vector VFD.
[00:26:29] <PetefromTn_> only I derate mine from 15Hp 3 phase to single phase input running the 7.5HP motor.
[00:26:39] <R2E4_> So you dont have a servo for your spindle?
[00:26:58] <PetefromTn_> no but it will work like one.
[00:27:08] <R2E4_> you have an encoder on it?
[00:27:33] <PetefromTn_> not yet I am working on it gotta make the mount for the new encoder to go where the old resolver went.
[00:27:48] <R2E4_> ah ok.
[00:28:05] <PetefromTn_> is your spindle a servo motor?
[00:28:24] <R2E4_> yeah, fanuc with a fanuc servo drive.
[00:30:12] <R2E4_> Before I connect it, I need to get themanual, and the manual for the xyz drives I have but in Japaneese. lol
[00:30:19] <PetefromTn_> Well I gotta get to bed here man.. Good luck with your retrofit. Sounds like you are well on your way. I will be interested to hear how you tackle the toolchanger I need to see all the examples I can...
[00:30:44] <PetefromTn_> can you not get them in english?
[00:30:56] <R2E4_> ok, I am pretty good with ladder logic, so it will be fun.
[00:31:23] <R2E4_> I have been trying, probably have to get them translated or try and do them with the schematics.
[00:31:34] <PetefromTn_> Man I wish I was. Dunno if you heard our conversation earlier about my toolchange setup.
[00:31:55] <R2E4_> nah, didnt see it.
[00:32:10] <R2E4_> Ladder logic is not hard.
[00:32:11] <PetefromTn_> It needs to have a Z axis movement DURING the toolchange macro not sure if that is possible with classic ladder or not.
[00:32:47] <PetefromTn_> I am sure the rest is just sequencing but the head goes up and down during the toolchange.
[00:33:03] <R2E4_> ouch...
[00:33:20] <PetefromTn_> http://www.youtube.com/watch?v=bSXR3FsN0EE
[00:33:23] <R2E4_> Did the guys here know if it canbe done?
[00:33:26] <PetefromTn_> Just like in this video..
[00:33:37] <PetefromTn_> I dunno man..
[00:34:16] <PetefromTn_> Jtshop was going to work on a way to make it happen I hope to be able to work with him on it.
[00:35:13] <R2E4_> Fromwhat I ws working with it, just saw the capability of in, out and binary.
[00:35:21] <PetefromTn_> I suppose if you do not have any Z axis movement during the toolchange and you are real good with Classic Ladder programming you should be good to go.
[00:36:25] <R2E4_> You just need to beable tomove the Z to two points.
[00:37:06] <PetefromTn_> yeah up to toolchange height, then above the end of the cat40 holder then back down to toolchange height.
[00:37:13] <R2E4_> Its probable someone has done it.
[00:37:37] <PetefromTn_> The one in that video was done with G-code only..
[00:37:55] <R2E4_> what about that guy you were talkingabout that has the samemachine as you that did his retrofit?
[00:38:06] <PetefromTn_> Thats the same guy..
[00:38:25] <R2E4_> what cam are you using?
[00:38:49] <PetefromTn_> He did it with apparently only G-code commands somehow and a solenoid driven spindle index ram.
[00:39:09] <PetefromTn_> Nothing special. For 2.5d I use sheetcam but I am now using camBam for most things.
[00:39:56] <R2E4_> wonder how he does it? When you get a tool change ion gcode, you can send the z to wherever, but how long do you wait to drop the Z to pick up the tool?
[00:40:31] <R2E4_> and hope the toolchanger isintheright position when the z drops.
[00:40:52] <PetefromTn_> I don't know he gave me his INI and Hal files to look at and Jtshop has them now to see what he did .
[00:41:15] <PetefromTn_> that all happens with sensors tho and it is sequenced carefully.
[00:41:16] <R2E4_> Do you have hydraulics on your machine?
[00:41:40] <PetefromTn_> Nope did not want a machine with Hydraulics... It only has pneumatics and electroncics..
[00:42:26] <PetefromTn_> passed up on a nice Kitamura because it had hydraulics and I did not want to mess with that too much.
[00:42:27] <R2E4_> Ah, I was wandering if my hydraulic motor should be running all the time. Whenever power is on, the hydraulic motor is running.
[00:42:56] <PetefromTn_> I honestly think so.. Seems like when i went to my friends shop they were always humming even sitting idle.
[00:43:15] <R2E4_> I could save an output on my 7i84 if it should be running all the time.
[00:43:37] <PetefromTn_> How was it wired originally that should tell you...
[00:45:10] <R2E4_> Don't know. The three contactorsI didntpay much attention to how it was wired. coolant, hydraulic motor and chip extrator. I figured I cancontrol them easily so I just ripped out the wires, but they were being controlled by the old plc.
[00:45:16] <PetefromTn_> Seems like it must run part of the toolchanger setup so it would seem it would need to be running continually to allow safe toolchanges or the control would have to anticipate the toolchange coming I guess.
[00:46:59] <R2E4_> I could turn it on when it linuxcnc see a toolchange, but my neighbor says it should allready be running, because the lines need to be charged or something likethat.\
[00:47:37] <PetefromTn_> thats is what I think too.. might lose prime in parts if it shuts off. Is it real loud?
[00:48:25] <R2E4_> no its not loud at all. My machine is mostly hydraulics. I have an air solenoid, but I dont knwo what it does....lol
[00:50:25] <R2E4_> I have power on relays, follows power on linuxcnc, so I will wire it into that I guess. Whenever linuxcncis powered on, it starts. The old way, I dont know when it was on. It wasnt on when I powered up the contol. Probably only whenk the drives were enabled.
[00:51:33] <PetefromTn_> I know most larger machines are usually hydraulic so it is no big deal just gotta try to make it work the way it did before. Good luck man I am goin ta bed. Talk tomorrow. Peace
[00:51:38] <MattyMatt> I wish my neighbours understood toolchangers
[00:53:49] <MattyMatt> unless that's slang for the guy on the next bench at the factory
[02:12:43] <Jymmm> uw: Goto a commercial restrauant equipment supply; they might have cutting board inserts for certain things. Most are 3/4" thick are durable material.
[02:21:00] <Deejay> moin
[02:54:41] <MrSunshine> yes! the pendant i found is a HB04 so should work with linuxcnc ... more money to be burned! =)
[03:38:47] <diepchess> Morning!
[03:40:57] <Deejay> good morning!
[03:41:05] <Deejay> (vieeeeeeetnaaaaaaaam! ^^)
[03:42:05] <diepchess> for sure gingery would've managed to build his lathe in vietnam as well ;)
[03:42:16] <diepchess> from aluminium as it seems
[03:54:25] <RyanS> Is there much difference between turning and facing with SCLCR vs separate STGCR (turning) & STFCR (facing)?
[04:26:09] <Pekkis> Hi
[04:28:54] <Pekkis> I have twitch problem when I try cotrol motor
[04:30:43] <Pekkis> motor twitching usually for drawing circle
[04:32:07] <Pekkis> this problem is only Ubuntu 10.04 LinuxCNC 2.5.3 Ubuntu 8.04 and older LinuxCNC work well
[04:34:00] <diepchess> too bad everything in inches in the Gingery drawings :)
[04:34:24] <diepchess> yeah use old linux stuff Pakkis
[04:34:33] <diepchess> all this software doesn't work with newer distro's
[04:34:42] <diepchess> they roll out every X months a new linux thing
[04:34:47] <diepchess> hard to keep up with
[04:35:06] <archivist> 2.5.3 should be ok
[04:36:02] <archivist> more likely a setup fault
[04:36:02] <Pekkis> ok
[04:36:02] <diepchess> don't bother Pekkis - just use the older linux
[04:36:31] <diepchess> they just eat more RAM with newer kernels :)
[04:36:55] <Pekkis> ok I have old laptop
[04:37:11] <Pekkis> maybe older version is better
[04:37:15] <archivist> laptops are not often usable
[04:37:55] <Pekkis> this is now my only option
[04:38:41] <diepchess> laptops are fine
[04:38:49] <diepchess> just turn off power savings
[04:39:05] <diepchess> and also modify in linux that it idles the USB, in case you use USB cable
[04:39:14] <diepchess> you don't want it do idle
[04:41:11] <diepchess> newer kernels bigger problem there - they really want things to idle
[05:36:32] <diepchess> someone interested in a pillar drilling machine?
https://www.bva-auctions.com/auction/lot/9589/3744978
[05:36:43] <diepchess> comments of the auctioneer: "museum model"
[05:53:21] <RyanS> heh, still has the line shaft pulley
[05:55:56] <RyanS> Would it fit in here
http://www.pmmodelengines.com/product-category/machine-tools/line-shaft/ ? :P
[06:06:04] <RyanS> Appropriate size chuck
http://i1.ytimg.com/vi/MTHAM02GAe8/maxresdefault.jpg
[07:22:35] <R2E4_> mornin
[07:30:39] <R2E4_> Is 22 guage is enough for the limit switches? Should be no real current for theinputs?
[07:31:06] <jthornton> that's fine
[07:31:47] <R2E4_> and the encoders had anoverall shield. I didnt use shielded cable for my encoders. Is it neccessary?
[07:32:06] <archivist> sometimes
[07:32:19] <jthornton> you want shielded cable for encoders and ground the shield on one end only
[07:33:02] <R2E4_> The shield was grounded on both ends. Thats so it doesnt become an antenna I guess.
[07:33:21] <jthornton> grounded on both ends creates a current loop
[07:33:51] <jthornton> bad juju happens when you ground the shield on both ends
[07:33:56] <R2E4_> I dont have any shielded cable, so I guess I will try unshielded.
[07:34:05] <Deejay> whats juju? ;)
[07:34:32] <jthornton> anything you want it to be
[07:34:54] <Deejay> :) voodoo!
[07:35:03] <jthornton> yea
[07:35:12] <R2E4_> I dont know how I am going to test them. I know I read you should be able to turn the servo without power, but I dont know how I am going to achieve that feat.
[07:35:56] <jthornton> you have servos and ball screws?
[07:37:57] <R2E4_> yes
[07:38:37] <jthornton> there might be a way to turn the ball screw, on my CHNC under the cover the end of the ball screw had a hex broach
[07:38:51] <R2E4_> The z I might be ableto, the X I would have to remove the table and cover, the Y is encased in cast.
[07:39:11] <jthornton> the Z might have a brake on it
[07:39:28] <jthornton> see you out in the shop in a bit
[07:40:06] <R2E4_> hence the pair of wires marked BRK?
[07:40:07] <R2E4_> \lol
[07:40:27] <R2E4_> That I dont know where to hookup....lol
[07:53:54] <R2E4_> I can move the Y no problem
[07:59:30] <R2E4_> The encoder for the Y isnot working.turn the ballscrew and position just goes from .001 to .00075 and blinks back to .001
[08:01:31] <R2E4_> count just goes from -3 to -4 back and forth
[08:09:11] <JT-Shop> sounds like a wiring snafu
[08:10:04] <R2E4_> well, out of the 8 wires, I got power correct.
[08:12:18] <R2E4_> pczy1, pczy2, pcay1, pcay2, pcby1, pcby2 connects to qao, /qao, qbo,/qbo, idx0,/idxo Looks like chineese to me, well.....Japaneese
[08:12:42] <R2E4_> I used pczy1 and 2 as the index
[08:14:15] <R2E4_> the sche,matics show pczy1 and pczy2 as "one rotation signal". I would assume that isthe index.
[08:14:57] <R2E4_> then pcay1 and pcay2 is marked phase A, and pcby1 and pcby2 is marked as phase B
[08:17:33] <JT-Shop> here is how to test your index
http://gnipsel.com/linuxcnc/tuning/encoder.html
[08:23:43] <skunkworks> that is what it would do if only one of the channel is working or hooked up correct
[08:23:58] <skunkworks> (of the A - B)
[08:27:42] <R2E4_> I will double check the A and B.
[08:28:23] <R2E4_> Following that procedure to check the index, it pits "unknown command 'unlink"
[08:31:51] <R2E4_> If A and /A polarity was wrong it would do that?
[08:37:43] <R2E4_> is it unlinkp?
[08:38:07] <JT-Shop> yep
[08:38:29] <JT-Shop> do you have index enable in your show hal
[08:38:43] <JT-Shop> remind me to fix that
[08:38:54] <R2E4_> yeah it is
[08:39:18] <R2E4_> the pin and the signalthats connected to it
[08:42:32] <JT-Shop> good to know someone actually read one of my tutorials :)
[08:43:22] <eric_unterhausen> can't believe it, I would have noticed had the world come to an end
[08:48:37] <CaptHindsight> http://stores.ebay.com/sign-in-china/motor-/_i.html?_fsub=5849470015&_sid=1132563425&_trksid=p4634.c0.m322 someone asked about motors used in wide format inkjets, these are used in 2-5' wide inkjets
[08:49:23] <CaptHindsight> not really that useful for cnc or a bargain unless you need a replacement motor for your printer
[08:50:15] <R2E4_> Ok that procedure worked. So the index is correct and concrets what skunkworks said. Problem is inthe A or B or both.
[09:03:34] <JT-Shop> cool one down two to go
[09:04:29] * JT-Shop updates master on the BP to play with spindle orient
[09:11:58] <R2E4_> looking for the tutorials on the encoders now the index is ok..... but cant seem to locate them.
[09:12:55] <R2E4_> IT says the unlinkp commandwillnot be saved. So I dont have to relink it? Just restart LinuxCNC?
[09:13:55] <skunkworks> in what?
[09:14:12] <R2E4_> Hal config
[09:14:22] <skunkworks> sounds right
[09:15:18] <R2E4_> IS there a similar test to check the A and B portion of the encoders.
[09:17:33] <skunkworks> well - unhook one - if it still switches between 1 count - that is probably the good channel
[09:19:46] <jdh> if only one channel is good, won't it just count 1/2 scale in one direction only?
[09:20:57] <skunkworks> no - the quadature pattern needs to be correct.. If you are missing 1 channel - it can't count.
[09:21:31] <skunkworks> part of why quadataure works so well - it is noise tollarant.
[09:22:24] <jdh> must be implementation specific. I have seen the behavior I described on other motion control systems (non-CNC specific)
[09:24:37] <R2E4_> Ok, I got thek channel thats switching between 1 count. I'll swaop those wires.
[09:27:28] <R2E4_> still switches between 1 count
[09:31:33] <skunkworks> so you have something hooked up wrong I think...
[09:37:57] <jdh> do you see them in halscope?
[09:38:45] <R2E4_> didnt look, just turning the ballscrew and watching in watch window. The count sig
[09:38:58] <R2E4_> just flips between two numbers.
[09:39:05] <pcw_home> I would start with a voltmeter across A and /A and across B and /B
[09:40:40] <pcw_home> you should get approximately equal plus and minus voltages (say +-2 to 4V)
[09:42:06] <pcw_home> if you ever get a very low voltage the means you probably have a A and B wire swapped
[09:43:41] <pcw_home> (a bicolor LED and a resistor works well if the signals are not terminated, thats is unplugged from the 7I77)
[09:44:50] <R2E4_> on the A and /A I am getting 4v, when I move it drops to 2.5 v or so. When I stop, sometimes it goes to -3.9 volts
[09:47:58] <pcw_home> Hmm sounds a bit funny (I would expect closer to 0 when moving)
[09:49:31] <marmite> http://t.co/jVi5RPC6ZA
[09:49:37] <marmite> first engraving
[09:49:45] <marmite> its "ok"
[09:51:07] <R2E4_> ISnt one way suppose to be positive and the other negative? Which ever way I turn it, its +2.5v
[09:52:24] <pcw_home> across /A and A should be close to 0 when moving
[09:52:26] <pcw_home> I suspect you have a A and a B crossed
[09:53:16] <R2E4_> ok, I have +.264 v when moving in both directions
[09:53:34] <skunkworks> R2E4_,
http://machinedesign.com/site-files/machinedesign.com/files/uploads/2013/04/differential-quadrature-signals.png
[09:54:24] <pcw_home> on A to /A and B to /B ?
[09:55:26] <pcw_home> and you should never have a low voltage on a A or B pair when you stop
[09:56:22] <R2E4_> on B it is 2.4 volts when moving
[09:57:06] <pcw_home> so trouble with B on encoder or you still have wires swapped
[09:57:55] <pcw_home> (there are 720 combinations of the 6 signal wires of which only 16 will count)
[09:58:40] <skunkworks> can you look at the physical encoder and see if there is better labeling?
[09:59:27] <R2E4_> I got the wiring from the schematics. I will check the encoder.
[09:59:52] <marmite> could sombody help me with the papper homing z thingy
[10:00:23] <marmite> i have put a papper on the material iwanna work on, and jogged it so it dont touch the papper,
[10:00:28] <marmite> what should i do with my tooltable?
[10:00:31] <marmite> or what what
[10:01:03] <R2E4_> No labeling onthe encoder itself.
[10:01:05] <TekniQue> does anyone know where I can buy scale heads that can read multiple load cells?
[10:01:48] <pcw_home> scale heads? is that some kind of reptile cult?
[10:01:49] <R2E4_> The procedure JT showed checked out ok for the index .
[10:02:09] <TekniQue> I have a tank that stands on three feet and I'd like to put up a scale to display its weight
[10:05:21] <pcw_home> you might measure across the index wires in case you have a B/Z swap
[10:05:51] <pcw_home> they should stay when moving
[10:05:58] <pcw_home> stay the same
[10:09:54] <R2E4_> The index changes from 3.9-4.1 v.
[10:11:41] <pcw_home> so basically constant?
[10:13:46] <pcw_home> Now I would check the b lines individually (to ground)
[10:14:12] <R2E4_> On wire on the B side was tied to gnd
[10:14:24] <R2E4_> Fixed that and I think it is ok.
[10:22:29] <pcw_home> on differential encoders its always good to check across the pins for true differential signals (+ and - when measured across)
[10:22:31] <pcw_home> because sometimes with a open or shorted input you will still get counts (but it will be very sensitive to noise)
[10:23:58] <R2E4_> I dont have them shielded, I will get some shielded cable and replace them.
[10:24:18] <uw> thanks Jymmm i'm going to check some stuff out at lunch today
[10:26:07] <pcw_home> best is twisted pair with individual shields and overall shield
[10:26:09] <pcw_home> next best is twisted pair with overall shield
[10:26:10] <pcw_home> next is unshielded twisted pair
[10:26:54] <pcw_home> terminate shield(s) at 7I77 end GND only
[10:29:03] <pcw_home> the twisted pairs are the A's the B's and the Z's ( A twisted with /A etc 3 pairs)
[10:29:22] <zeeshan> can you not do your own shielding
[10:29:27] <zeeshan> its just aluminum foil :)
[10:30:19] <marmite> sexy aluminium
[10:31:36] <skunkworks> we have had very good luck with stranded cat5 shielded
[10:32:08] <Connor> and you can get cat5 shielded too.
[10:32:57] <zeeshan> well the most common wire i can get locally
[10:33:15] <zeeshan> is a 4 wire 18 gauge sheilded security cable
[10:33:19] <zeeshan> from home depot/rona/lowes ;p
[10:33:28] <R2E4_> beldon 9723 is 2 pair shielded.
[10:33:36] <R2E4_> 22 guage
[10:33:52] <R2E4_> I use that all the time in card access.
[10:34:04] <zeeshan> where do you buy that
[10:34:07] <zeeshan> doesnt sound very local :P
[10:34:11] <R2E4_> The encoder is working...... YAH!!!!!!!!!
[10:34:29] <skunkworks> Yay
[10:34:35] <R2E4_> In mississauga there is a huge warehouse full of it.
[10:34:56] <zeeshan> R2E4_: addy?
[10:34:59] <zeeshan> er
[10:34:59] <zeeshan> name
[10:35:02] <skunkworks> so - one side was grounded?
[10:35:17] <R2E4_> Sayall electronmics in kissisauga has it, you can buy by the foot
[10:35:21] <zeeshan> oh
[10:35:24] <zeeshan> i have one in burlington
[10:35:29] <zeeshan> i didnt know they had shielded cable
[10:35:37] <zeeshan> thats wher ei got my 18 gauge 600v wire
[10:35:59] <R2E4_> yeah, one side of the B was grounded. Someone must have come in last night while I was not here and connected it directly to the shield on my termial strips.
[10:36:36] <R2E4_> Provo and anixter has it also. They are in mississauga.
[10:38:02] <zeeshan> anixter doesnt deal witrh small guys
[10:38:17] <zeeshan> we used to get our harnesses made from anixter when i worked @ eaton
[10:38:26] <zeeshan> :P
[10:38:57] <skunkworks> R2E4_, Riiiight... ;) I have those people all the time...
[10:39:43] <R2E4_> You know anyone in the alarm industry?
[10:39:49] <R2E4_> They use that cable all the time.
[10:41:54] <PetefromTn> Mornin' folks Gonna be running this part today on the VMC with my Tool length offsets sorted out now thanks to you guys.....wish me luck LOL!!
[10:42:20] <R2E4_> ADI and Burtek has that cable. They will sell to the public, but your best bet is sayall.
[10:42:24] <R2E4_> moprnin Pete.
[10:42:31] <zeeshan> sayal is like 10 min away
[10:42:35] <zeeshan> i hate driving to sauga
[10:42:40] <zeeshan> damn traffic
[10:42:54] <PetefromTn> Morn R2D2
[10:42:54] <Connor> PetefromTn: Do a air run first! :)
[10:43:42] * JT-Shop ponders if orient can work with the gs2 component
[10:43:48] <PetefromTn> Connor: Yeah man already did. just setting up the tools. honestly already ran thru the entire program the other day and everything worked great a tool at a time now just gonna be running the whole code with toolchanges is all..
[10:43:50] <zeeshan> correct me if im wrong
[10:43:50] <R2E4_> PetefromTn: got Y axis encoder working. Think I will sit here all day turniong the ballscrew watching it move the tool in LinuxCNC....lol
[10:44:25] <zeeshan> but the only signals that need to be shielded are any wiring going in and out of the control board
[10:44:26] <zeeshan> bob
[10:44:32] <PetefromTn> R2E4_: LOL I hear ya man kinda like my pushing the toolchanger ram in and out making psshhht noises with my mouth hehe...
[10:44:33] <zeeshan> so pins 1-15
[10:44:57] <zeeshan> which means all your encoder wires, motor driver control signals, vfd control signals
[10:44:58] <zeeshan> etc
[10:45:04] <Connor> We had the air ram working at one point.. with a push of a button.. that was kinda cool.
[10:45:44] <PetefromTn> Connor: Yeah we did almost forgot about that. Kinda like a wet dream now LOL... hopefully we can see it happen soon.
[10:45:48] <R2E4_> Just the encoders are 5volt, which is noise intollerant cause of the low voltage. A small spike from noise and it thinks it is a logical1
[10:46:03] <zeeshan> lol
[10:46:07] <R2E4_> maybe the +-10 volt also.
[10:46:15] <PetefromTn> really the encoders are 5v.
[10:46:20] <zeeshan> yea so that pretty much means all signals :P
[10:46:22] <zeeshan> for me at least
[10:46:30] <zeeshan> no wonder they use 24v in industrial applications
[10:46:39] <Connor> I use to have a functional mill, that was like 8 months ago.. I need to finish the damn enclosure and mount the blasted thing.
[10:46:41] <PetefromTn> just makes sense really..
[10:46:53] <R2E4_> You have 5 volt field voltage?
[10:47:03] <PetefromTn> Connor: Hey man I am here to help you know that....
[10:47:26] <zeeshan> R2E4_: ya
[10:47:31] <zeeshan> well its an optical encoder
[10:47:32] <Connor> I'm just so worn down.. NO motivation..
[10:48:03] <R2E4_> all your relays and such are 5volts?
[10:48:08] <zeeshan> no
[10:48:17] <zeeshan> actually wait. yes
[10:48:31] <zeeshan> from the VFD the ccw and cw relays are 5v wire on the low side
[10:48:36] <zeeshan> and 12V on the high side
[10:49:04] <R2E4_> What machine do you have?
[10:49:05] <Connor> Been starting at this LIDAR (Laser Ranging) module I bought 2 weeks ago... need to hookup up some electronics to get it to work so I can test it.. no motivation to do it..
[10:49:16] <zeeshan> R2E4_: im building my own controller for a cnc lathe
[10:49:23] <zeeshan> im using a lot of the cnc4pc cards
[10:49:30] <Connor> not starting.. staring at it..
[10:49:48] <PetefromTn> Hey man ya do what you can do. I know how it goes.
[10:50:16] <zeeshan> c4 charge pump, 2 c3 index pulse cards for spindle rpm and index pulse, 1 c6 vfd controller
[10:50:54] <CaptHindsight> Connor: what band radar?
[10:51:28] <Connor> CaptHindsight: LIDAR .. Laser.. Infrared. It's from a Neato Vacuum cleaner..
[10:51:59] <zeeshan> my cnc4pc order gets delivered today woohoo
[10:52:09] <zeeshan> but the 1 c3 card gets delivered on friday ;[
[10:52:12] <Connor> http://www.ebay.com/itm/NEW-NEATO-XV-11-LIDAR-LASER-DISTANCE-SENSOR-AND-FREE-SOFTWARE-CODES-FOR-ARDUINO-/281258871517?pt=US_Vacuum&hash=item417c55cadd
[10:52:36] <PetefromTn> Jeez man I need to move my upright compressor outside or into the attic or something every time it comes on in my nice quiet shop I almost crap in my pants....LOL
[10:52:41] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/BF778B3F-A7C2-42EC-B271-56345A9DE3C7_zpshvdmpmej.jpg
[10:52:46] <zeeshan> RIP electric lawnmower
[10:53:27] <zeeshan> R2E4_:
http://i130.photobucket.com/albums/p252/turbozee84/controller2_zps64728650.png
[10:53:28] <PetefromTn> Lemme guess this is a HOSS idea right...hehe
[10:53:29] <zeeshan> thats my layout
[10:53:51] <Connor> What, my LIDAR unit ?
[10:53:55] <PetefromTn> yeah.
[10:54:09] <Connor> Nothing to do with CNC.. For Robot. :)
[10:54:38] <R2E4_> zeeshan: dont plug that in....lol
[10:54:43] <PetefromTn> aah I know you are always over there posting on Hoss stuff I figured it was the flavor of the day but if it is for ROBOTS carry on man!!
[10:54:44] <Connor> The reason I got into CNC to start with.. to make parts for robot hobby... then it turned into a hobby of it's own
[10:54:57] <zeeshan> R2E4_: its okay i bought a gas one to replace it just never got around to throwing this one away
[10:55:01] <zeeshan> the motor coil burned on it
[10:55:11] <zeeshan> note: never buy an electric lawn mower
[10:55:32] <PetefromTn> I always wanted to build an RC gas lawnmower LOL...
[10:56:45] <R2E4_> PetefromTn: haha, beaglebone black would be nice on that mower. Theoretically, you could be in a different country and mow your lawn.
[10:58:25] <PetefromTn> R2E4_: that sounds interesting man... an automated mowing would be sweet.. Then I can sit here and play with the VMC all day without worring about actual work.
[11:03:16] <zeeshan> R2E4_: do you knwo where i can buy single conductor shielded wire?
[11:04:20] <marmite> i have problem with calibratin my z axis
[11:04:26] <PetefromTn> program's runnin'!!
[11:04:36] <marmite> i dont really mather how high of step i putin in stills goes to short :/
[11:05:37] <R2E4_> sayal should have that. Did you check?
[11:05:43] <zeeshan> no i didnt
[11:05:50] <zeeshan> its just easier to use single conductor wire for me
[11:06:46] <zeeshan> i wonder if sayal carries zip tie mounts
[11:07:48] <zeeshan> sweet
[11:07:49] <zeeshan> they do
[11:08:04] <R2E4_> yes, I bought them there before.
[11:08:11] <zeeshan> arent you in mtl
[11:08:39] <R2E4_> I did a big card access job for the Halton Police Region, and Sayal saved my ass more than once.
[11:08:51] <zeeshan> ahh
[11:08:51] <zeeshan> :D
[11:09:09] <R2E4_> What city are you in?
[11:09:28] <zeeshan> hamilton
[11:09:45] <zeeshan> so the burlington sayal store is very close to me
[11:14:26] <PetefromTn> So far three toolchanges and everything looks good...!!
[11:16:42] <JT-Shop> yea
[11:18:07] <jdh> if you get the ATC working, you can fire it up, leave your wife in charge and go biking in the mountains.
[11:18:21] <PetefromTn> jdh: Now you're talking man....LOL
[11:18:33] <PetefromTn> Actually I would go shoot my airguns or something.
[11:18:44] <Tom_itx> then you can go get another cnc
[11:18:46] <jdh> you can just open a window and do that.
[11:18:47] <PetefromTn> but I could take my recumbent out into the trails too...
[11:19:52] <PetefromTn> actually I have a silent target backer I use and shoot across the shop a lot. Just got my 4500 PSI tank filled and hydro tested so I am good for a couple years.
[11:20:08] <jdh> I have an uncle that bow hunts from his kitchen. Just stands in the doorway
[11:21:20] <PetefromTn> God I love watching CNC mills do their thing Hehehe
[11:21:54] <PetefromTn> I don't bowhunt but we do shoot 3d archery occasionally.
[11:22:28] <PetefromTn> I sold my bow to finance more of this CNC Schtuff so I am bowless right now. Gotta get another one at some point but my wife and kids all have bows.
[11:23:26] <PetefromTn> Sometimes we shoot the bows across the shop into the target I got for archery too LOL...
[11:24:28] * JT-Shop shoots the cannon
[11:24:42] <PetefromTn> Tom_itx: I think if I get another CNC it will be a nice slant bed lathe...
[11:24:53] <Tom_itx> JT-Shop, across the shop?
[11:25:01] <JT-Shop> lol
[11:25:01] <PetefromTn> JT-Shop: Man i would love to fire that monster off with you sometime LOL.
[11:25:27] <R2E4_> I am working on fabricating a model of a bow.
[11:26:06] <PetefromTn> There are some SWEET compound bow risers out there right now I always fantasized about designing and building my own...
[11:26:40] <JT-Shop> hmm, I can't get any output from orient.command :(
[11:26:56] <PetefromTn> aw shit..
[11:27:00] <Tom_itx> JT-Shop, is it missing components in 2.5.3?
[11:27:09] <JT-Shop> I'm running master
[11:27:12] <Tom_itx> or did you use master..
[11:27:17] <PetefromTn> I thought he said he was gonna build it in master.
[11:27:51] <PetefromTn> Now that my TLO issues are sorted I think I might want to update the software to the latest master I guess.
[11:28:08] <Tom_itx> install git from the package manager
[11:28:24] <skunkworks> JT-Shop, added the function to a thread?
[11:29:11] <JT-Shop> yea, the man page has an almost complete example
[11:29:31] <skunkworks> except for the addf it seems.
[11:29:32] <PetefromTn> I am gonna get that Rf45 connector setup in the pendant here soon and have Connor walk me thru it via remote link when he is not busy.
[11:30:08] <JT-Shop> good catch Sam
[11:30:42] <PetefromTn> was it not in there?
[11:31:28] <Connor> he should be able to use the update manager.. I added it as a channel.
[11:34:42] <JT-Shop> skunkworks, that makes a big difference lol
[11:35:09] <Tom_itx> JT-Shop, where are those docs?
[11:35:10] <skunkworks> JT-Shop, heh - great! I have missed that little step many times..
[11:35:53] <skunkworks> Tom_itx,
http://www.linuxcnc.org/docs/devel/html/man/man9/orient.9.html
[11:36:48] <skunkworks> JT-Shop, andy had helped someone on the forum - I don't think he ended up using the orient command...
[11:37:17] <PetefromTn> Uploading a short cellphone video to youtube of the machine cutting right now...
[11:37:23] <zeeshan> ;D
[11:38:07] <PetefromTn> Its nothing fancy and my settings are quite slow while I get used to this monster... Then I can crank up the speeds...
[11:38:32] <CaptHindsight> skunkworks: one really bad thing the guys did with the Matsuura and Mach is have the MPG directly input position info so Mach thinks the machine is at the coordinates that the MPG has output vs actual position info from encoders
[11:39:22] <CaptHindsight> so the hydraulics can be off, you move the MPG and the machine is not where it thinks it is
[11:39:31] <skunkworks> yeck
[11:39:40] <PetefromTn> Not good..
[11:40:01] <CaptHindsight> heh, nowI have a 0.5 x 3" scar in the table 0.20" deep
[11:40:03] <Connor> dang it.. i had to reboot..
[11:40:22] <CaptHindsight> 0.020" deep
[11:41:52] <JT-Shop> skunkworks, I missed that post I guess
[11:42:11] <skunkworks> JT-Shop, I am trying to find it
[11:42:22] <Tom_itx> http://linuxcnc.org/hardy/lucid/index.php/italian/forum/10-advanced-configuration/5979-changing-milling-head-orientation-while-toolchange?limit=6
[11:42:23] <PetefromTn> OOh ouchie,
[11:42:24] <Tom_itx> is that it?
[11:43:38] <IchGuckLive> hi all B)
[11:43:54] <IchGuckLive> UK sinking in more rain tonight
[11:43:57] <Deejay> hi
[11:44:15] <IchGuckLive> zeeshan: more medals for canada !
[11:44:22] <zeeshan> yess
[11:44:34] <zeeshan> netherlands beating us
[11:44:34] <zeeshan> ;[
[11:44:38] <IchGuckLive> we also got one gold and expact one tomorrow
[11:44:52] <zeeshan> IchGuckLive: its like germany can only win gold
[11:44:55] <zeeshan> if they win silver or bronze
[11:44:57] <zeeshan> they get shot!
[11:44:57] <zeeshan> ;D
[11:45:06] <IchGuckLive> 3 medals for a never owend distance to the NL
[11:45:16] <zeeshan> did you see the jumps?
[11:46:06] <IchGuckLive> ive seen the hooable crash at the mogul run
[11:46:11] <zeeshan> ;/
[11:46:26] <IchGuckLive> i got to many problems today with some plasmas
[11:48:13] <Connor> ORIENT no available in 2.5.3 right ?
[11:48:17] <Connor> NOT
[11:48:22] <Tom_itx> not unless you add it
[11:48:29] <skunkworks> JT-Shop, this is what I was thinking of - may not apply
http://www.linuxcnc.org/index.php/english/forum/30-cnc-machines/26178-cincinnati-axis-spindle-question?start=10#30934
[11:48:59] <Einar_> Yes! Our curling boys are doing good! Not so good shooting skis today though, but congratulations to Fourcade.
[11:49:18] <PetefromTn> Okay six tool changes in and so far so good!!
[11:49:28] <Connor> Nice PetefromTn
[11:49:37] <PetefromTn> Cellphone video is still uploading...
[11:49:38] <Connor> Helps if you know what your doing? :)
[11:49:50] <PetefromTn> SMARTYPANTS>>>
[11:49:58] <Connor> *ducks*
[11:51:02] <Connor> Seeing as I don't have my ATC or Power Draw bar working.. I didn't get much into that stuff.. I would break my runs down into separate runs.. and touch off to the top of the work..
[11:51:41] <PetefromTn> Connor: Yeah man that is fine but it also sucks ass much nicer to have your tools setup and ready to go and just load and hit green LOL.
[11:51:57] <PetefromTn> Even if you don
[11:52:09] <PetefromTn> t have a power drawbar or toolchanger.
[11:53:08] <Connor> I know. Just never got that far.. I'll get there.. Once if finish the enclosure, back on finishing up the PDB and the stupid pulley
[11:53:18] <PetefromTn> I thought we fixed the pulley?
[11:53:29] <Connor> We did. Still have to drill the 4 holes for grub screws.
[11:53:42] <PetefromTn> Oh okay..
[11:54:56] <Connor> I was going to use my turn table for it.. even got the 4" chuck for it.. but.. need that adapter plate..
[11:56:08] <PetefromTn> Well then get your ass down here so we can make it lOL...
[11:56:08] <JT-Shop> skunkworks, thanks
[11:56:08] <PetefromTn> Surprised there is not an elapsed time counter on the LInuxCNC...
[11:56:17] <JT-Shop> but there is...
[11:56:57] <JT-Shop> http://linuxcnc.org/docs/html/man/man9/time.9.html
[11:57:10] <Tom_itx> PetefromTn, i'm using 2 on mine:
http://tom-itx.dyndns.org:81/~webpage/cnc/screenshot.png
[11:57:18] <Tom_itx> one per tool and one overall
[11:59:19] <PetefromTn> Aah okay I need to get those installed I suppose.
[11:59:34] <Tom_itx> the configs are there somewhere
[11:59:46] <PetefromTn> Something else that would be nice is counters for each tool so you can record how long your tools last...
[12:00:37] <IchGuckLive> youtube now does not alow my own comments in the channel beside i add all informations to G+ What a crapp its Definatly owned by NSA
[12:01:30] <R2E4_> Tom, thats nice. I need that.
[12:01:31] <IchGuckLive> PetefromTn: i use 4 counters in mashine setup
[12:03:04] <PetefromTn> http://www.youtube.com/watch?v=DsbkB03QA2U&feature=c4-overview&list=UUFCopiUpaDrS5VBkrYFuGFQ
[12:03:19] <PetefromTn> Sorry about the letterbox look don't know how to fix that yet...
[12:03:46] <Connor> umm.. rotate phone 90 degres..
[12:04:09] <PetefromTn> Doesn't matter...
[12:04:27] <PetefromTn> At least I don
[12:04:37] <PetefromTn> t think it does but whaddahell do I know hehe
[12:05:01] <Connor> it should.. If you hold the phone long ways.. it should look like standard 16:9 aspect..
[12:06:00] <PetefromTn> Okay I will try that. Part is almost finished tho.
[12:06:31] <PetefromTn> Tom_itx: I like your screenset man I need that LOL
[12:09:14] <CaptHindsight> huh, after 2 weeks the preempt-rt latency just jumped from 48uS to 68uS while running videos in chrome
[12:09:22] <R2E4_> Nice Pete
[12:09:49] <Connor> CaptHindsight: Wouldn't worry about it..
[12:10:11] <Connor> how often you going to be running a program while watching Video ?
[12:10:13] <PetefromTn> R2E4_: Thanks man I still got the millhead cover off there because I have work to do on the machine spindle still
[12:10:58] <CaptHindsight> Connor: we are trying to see how close we can get preemept-rt to RTAI as far as low latency jitter
[12:10:59] <skunkworks> PetefromTn, yah - I forget to hold my camera that way...
[12:11:30] <PetefromTn> I love how I can look at the toolpath and get it to view anyway I want without screwing things up like in Mach3 used to do.
[12:11:37] <CaptHindsight> right now on identical hardware ~48uS for preept-rt, and RTAI is 8uS
[12:11:43] <R2E4_> Tom, mind if I pick your configs from your server? your directory idex is open.
[12:13:13] <skunkworks> PetefromTn, you could have waited for mach4... it is going to solve all the mach3 issues
[12:13:14] <Connor> CaptHindsight: Not sure what your talking about now...
[12:13:24] <Connor> skunkworks: ROFL
[12:13:36] <PetefromTn> Yeah right...LOL
[12:13:46] <R2E4_> yeah but will create others of itsown....lol
[12:14:21] <CaptHindsight> Connor: just comparing different real time kernels
[12:14:43] <Connor> Ahh..
[12:14:51] <CaptHindsight> preempt-rt is the easiest to work with then xenomai then RTAI
[12:15:02] <CaptHindsight> but RTAI gets the best numbers
[12:15:43] <Connor> I'm looking at the NUC boards.. for robot application, not CNC app.. very small footprint.. 4" x 4"
[12:16:14] <R2E4_> hahaha, the color codes changed from x axis and y axis encoder connectors.
[12:16:24] <Connor> i3 or i5 processor..
[12:16:32] <Connor> much more power than the atoms..
[12:17:41] <pcw_home> the baytrail atoms are pretty impressive though
[12:18:25] <IchGuckLive> the cortex boards are now available for 1USD
[12:18:38] <pcw_home> no FP
[12:19:07] <pcw_home> though the NXP4300 has FP and is ~ $4
[12:19:23] <Connor> NUC is the way small Form Factor is going.. only issue is.. no PCI Slot.. just MINI-PCI
[12:19:47] <Connor> They do have 1 Ethernet, 2 USB 3.0 and HDMI/ Display Port
[12:20:23] <IchGuckLive> wee wil se on the end of this year where the CNC strtuff ended up
[12:20:42] <pcw_home> some have thunderbolt
[12:20:46] <Tom_itx> R2E4_ i know it's open... go ahead
[12:20:54] <pcw_home> (NUCs I mean)
[12:21:32] <Connor> I think they will make a nice PC for robot..
[12:21:35] <pcw_home> which is a unholy hybrid of HDMI and PCIE
[12:29:04] <PetefromTn> well guys the first side of this complex part machined fine with only one screwup on my part.
[12:29:23] <Connor> What was the screwup ?
[12:29:30] <PetefromTn> In CamBam like in Sheetcam you can turn on and off MOP's as you go down thru the program
[12:29:50] <Connor> you forget to turn one back on?
[12:30:38] <PetefromTn> Well I made an MOP for the fixture machining so I can machine the second side in a pocket in the vise jaws and had left it on and it was at the bottom of the tree which was kinda out of view when I posted the code so the last op was to machine that and it cut into the part.
[12:30:39] <IchGuckLive> PetefromTn: that is a bad idee to turn off during generating !
[12:31:26] <PetefromTn> The good news is that where it cut will be removed during the following lathe ops so no harm done.
[12:31:32] <CaptHindsight> AMD apu boards with RTAI tend to be <5uS latency jitter
[12:31:34] <Tom_itx> i put fixtures in separate files
[12:31:42] <PetefromTn> I did not seeit turned on when I posted the code at the bottom of the tree.
[12:32:06] <PetefromTn> Perhaps I need to stretch the tree view in CamBam so I can see lots of MOP's so something like this does not happen again.
[12:32:21] <CaptHindsight> http://www.newegg.com/Product/Product.aspx?Item=N82E16813157228 4uS with RTAI, 42uS with preemept_RT
[12:32:22] <PetefromTn> Like I said no real problem but it is a fuckup on my part LOL.
[12:32:29] <Tom_itx> does cambam hide the paths if they are off?
[12:32:45] <PetefromTn> yeah if they are deselected they do not post.
[12:32:54] <Tom_itx> but are they visible?
[12:33:05] <PetefromTn> Like I said this one had been selected on from when I machined the fixture yesterday.
[12:33:14] <Connor> Not after you have it re-do tool paths.
[12:33:19] <Connor> or re-gen gcode
[12:33:33] <PetefromTn> yeah they are still visible but kinda greyed out.
[12:33:34] <Connor> BTW, I love CamBam
[12:33:48] <Tom_itx> for what it is, it's ok
[12:33:50] <PetefromTn> Yeah man I agree so far cambam is excellent especially for the price.
[12:33:57] <Tom_itx> i don't care for it but i'm spoiled
[12:34:23] <PetefromTn> I mean it does not compare to a multi thousand dollar program but it does everything I am gonna need to do and more..
[12:34:28] <Connor> I can't afford the super expensive stuff. I know they're stuff out there that can better optimize tool paths etc.
[12:35:00] <PetefromTn> Honestly if you read on the CamBam forum you might be surprised at what it can already do and it is still in beta...
[12:35:29] <PetefromTn> So now I need to pickup the fixture I made the other day and machine the flip side of it.
[12:35:38] <Connor> It's been in beta for god knows how long.. one of those perpetual beta's.
[12:35:57] <PetefromTn> Yeah but they are actively working on it like freecad.
[12:36:25] <Connor> I can't get Freecad to work on my linux machine.. I'm running 12.04 64 bit.. apparently.. it has issues..
[12:36:33] <CaptHindsight> freecad was just released for fedora
[12:36:37] <PetefromTn> Those guys over there on the forum are also quite helpful..
[12:37:06] <mozmck> I run FreeCAD from the PPA and haven't had a problem
[12:37:08] <CaptHindsight> I just installed it yesterday. What does it offer? I usually run NX, Catia and Solidworks
[12:37:27] <PetefromTn> Works okay on my windows 8 laptop but it still crashes occasionally. Apparently some of the problems are fixed I am experiencing but you gotta compile the latest and again I don;t know how to do that.
[12:37:42] <mozmck> windows 8 explains it all...
[12:37:48] <CaptHindsight> it imports IGES
[12:39:48] <CaptHindsight> the version in fedora has trouble browsing for files in directories
[12:39:56] <PetefromTn> The guys are really working on Freecad quite a bit I am on their IRC and also talk with some of the developers etc.. Lots of neat stuff and they are also working on a Cam package for it but it is a ways off...
[12:41:03] <Tom_itx> when you shut ubuntu down, is there a way to capture the logoff messages?
[12:41:12] <Tom_itx> all the shutdown stuff...
[12:42:28] <PetefromTn> http://imagebin.org/292606
[12:42:57] <CaptHindsight> it's full of holes!
[12:43:05] <zeeshan> sexy!
[12:43:07] <PetefromTn> You can see my screwup there on the right LOL..
[12:43:16] <PetefromTn> yup shot it full of holes LOL...
[12:43:26] <mozmck> What is it for?
[12:43:29] <zeeshan> screw up o nthe right?
[12:43:47] <Connor> i see something odd in the triangle upper left..
[12:43:48] <PetefromTn> Top secret prototype ;)
[12:43:56] <CaptHindsight> fill with weld and redo?
[12:44:29] <zeeshan> youd need to preheat the shit out of it
[12:44:30] <zeeshan> to tig that lol
[12:44:31] <PetefromTn> naah it is okay that part will be machined away..
[12:44:39] <skunkworks> Connor, too fast feed for cutter/plunge I think... (or a burr)
[12:44:59] <PetefromTn> Connor: Ya know that happened on the last one too not sure what happened there...
[12:45:04] <zeeshan> wheres the youtube video PetefromTn
[12:45:20] <PetefromTn> Basically I am using a 2 flute endmill and plunging real slow there...
[12:46:02] <PetefromTn> I need to look at the toolpath on CamBam and make sure it is not doing it there...
[12:47:17] <Loetmichel> *gnah* vacuum plate on the CNC mill works... for three parts. The fourth (last) part slid off :-( ... MORE HOLES... will have to mount the 8mm pvc plate tomorrow and drill 12350 holes... still less work than scraping the double sided tape of each aluminium sheet part ;-)
[12:48:14] <diepchess> if you can deal with the kapo of the freecad forum - you get all help
[12:48:31] <diepchess> first salute to him saying: "oh thou great emperor, in thou mercy please help me"
[12:48:35] <Loetmichel> (6175 holes 0,5mm thru and then 6175 holes 3mm, 4mm deep)
[12:49:25] <PetefromTn> LOL I don't think it is all that bad but when I asked about inch measurements they all balked LOL...
[12:49:53] <diepchess> use freecad version 0.14 or later - the rest is bugged like hell
[12:50:07] <Connor> PetefromTn: Huh ?
[12:50:20] <PetefromTn> Huh uh...
[12:50:35] <Connor> What didn't you think was that bad ?
[12:50:57] <PetefromTn> The Freecad forum..
[12:51:03] <Loetmichel> PetefromTn:so use metric like you are ought to since 20 years or so ;-)
[12:51:23] <diepchess> what i miss in FreeCAD is the programming idea that i can adjust things by adjusting 1 parameter
[12:51:33] <Connor> Oh.
[12:51:34] <PetefromTn> Loetmichel: I need to use both actually but being from where I am from I want to start off in inch thank you LOL...
[12:51:36] <diepchess> this makes it vry childish
[12:51:48] <diepchess> so an object you have to hard define masurements if you want to design in 3D
[12:51:58] <diepchess> if you use the 2d bench, then you can do this
[12:52:02] <diepchess> yet my stuff is 3d
[12:52:28] <diepchess> however i use pretty complex formula's, mathematical in some objects to define sizes
[12:52:40] <diepchess> in openscad this is not a problem
[12:52:47] <diepchess> yet the renderer of openscad is from the 80s
[12:52:51] <PetefromTn> Do you have the latest downloads> There have been a LOT of changes to it and many are just getting released.
[12:52:53] <Connor> PetefromTn: Does the Tool Changer have some sort of sensor to let you know when it's cycled from 1 tool to the next ?
[12:53:04] <diepchess> i have latest beta for windows
[12:53:19] <PetefromTn> I don't know jack squat about 3d drawing so I cannot intelligently answer your question..
[12:53:20] <diepchess> revision 2778 from a few weeks ago
[12:53:49] <diepchess> well it's free software - so considering that, 0.14 really improved
[12:53:56] <diepchess> 0.13 would crash if you walked away a few minutes and got back
[12:54:05] <diepchess> so yes it improved a lot ;)
[12:54:05] <PetefromTn> I have seen them work with 3d objects exclusively in videos that seem to do what you are asking but I am not exactly sure...
[12:54:20] <diepchess> they use python scripts in background then
[12:54:24] <PetefromTn> Connor: Not sure what you are asking?
[12:54:48] <PetefromTn> The toolchanger the way it was originally you told it where position one was and then it did the rest...
[12:54:48] <diepchess> PetefromTn if you have the cash - get solidworks
[12:54:52] <diepchess> sure it's 5000 dollar ...
[12:55:07] <PetefromTn> diepchess: Yeah right man Can ya loan it to me Hehehe..
[12:55:14] <diepchess> note there is a differnece between linux and the windows version
[12:55:24] <diepchess> my linux machines are bit kind of secure
[12:55:36] <diepchess> so all this gibberish freecad requires i will not install there ;)
[12:55:41] <Connor> PetefromTn: I'm assuming the motor in toolchange is a DC motor with no feed back driving the geneva mechanism.. trying to figure out how we tell linuxcnc when to stop the motor.. I assuming they're some sort of index to tell it that it's completed 1 cycle.
[12:55:48] <diepchess> windoze is great for haxed software
[12:56:33] <diepchess> heh i have question on linuxcnc CAM
[12:56:33] <PetefromTn> Don't know yet what kinda motor it is, probably has some sorta flag to count up or down but have not taken it apart yet.
[12:56:47] <diepchess> i'm about design new CNC machine that works in bit different manner
[12:56:49] <diepchess> cheaper
[12:56:55] <PetefromTn> diepchess: I have heard the windows version is lacking as well....
[12:57:19] <diepchess> you cannot get the windows release PetefromTn - as that's the buggy 0.13 - get the 0.14 rev 2778 or newer
[12:57:21] <PetefromTn> Need to put dual boot on something so I can do cad in linux.
[12:57:43] <diepchess> linux CNC i didn't figure out yet how it works
[12:57:57] <PetefromTn> IT WORKS AWESOME!!!hehehe
[12:57:59] <diepchess> if i have a cnc machine where i have an arduino that drives it
[12:58:09] <diepchess> so i write own software to do the X Y Z of the CNC
[12:58:17] <diepchess> is that easy to connect to linuxcnc?
[12:58:40] <diepchess> is it generating GCODE that i can simply parse?
[12:58:41] <PetefromTn> Dunno man there are guys on here that know arduino better I don't///
[12:58:48] <diepchess> ignore the word arduino
[12:59:05] <diepchess> prob i first run it on one of the Xeon machines
[12:59:25] <PetefromTn> LinuxCNC three axis is pretty easy if you know linux...
[12:59:38] <diepchess> can linuxCNC generate GCODE that i can save to a file then execute it using my own CAM software?
[12:59:54] <diepchess> i had plans for making it cheapskate more than 3 axis ;)
[12:59:58] <PetefromTn> LinuxCNC does not generate Gcode cam programs do that...
[13:00:01] <diepchess> though i start with 3 and later expand
[13:00:10] <PetefromTn> LinuxCNC is a control program.
[13:00:29] <diepchess> if i have a CAD object produced
[13:00:31] <diepchess> now i want to mill it
[13:00:38] <diepchess> which programs do i feed it sequentially to?
[13:01:12] <PetefromTn> depending on the drawing file type there are many good cam programs that can allow you to develop toolpaths to send to linuxCNC as G-code.
[13:01:24] <PetefromTn> I use Sheetcam and CamBam currently but there are many..
[13:01:36] <diepchess> linuxcnc doesn't generate a toolpath?
[13:01:50] <Connor> Not based on CAD.
[13:01:56] <Connor> You have to use a CAM package.
[13:02:02] <PetefromTn> no it is only a control program that turns the G-code into toolpath information that the machine uses...
[13:02:22] <diepchess> ah so basically that's the software i need to write to steer my machine
[13:02:27] <PetefromTn> The G-code IS the toolpath information.
[13:02:52] <PetefromTn> No I don't think so...
[13:02:55] <diepchess> so no use for linuxcnc for me - too bad
[13:03:15] <diepchess> any freeware software to generate gcode from a STL?
[13:03:16] <PetefromTn> I don't think you are understanding what I am saying.
[13:03:37] <PetefromTn> yeah there are many 3d cam programs that do that...
[13:04:02] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/mixing_zps1de44e16.png
[13:04:02] <zeeshan> ;D
[13:04:04] <diepchess> and they take into account the sort of cutters you own?
[13:04:11] <zeeshan> this simulation took 10 minutes to solve
[13:04:12] <zeeshan> using 2 computers
[13:04:13] <zeeshan> wtf
[13:04:32] <PetefromTn> CamBam can do .stl I think... lemme check...
[13:04:40] <PetefromTn> http://www.cambam.info/doc/plus/tutorials/3DProfile.htm
[13:05:12] <diepchess> ignore the file format - some CAD type or triangle based format
[13:05:16] <PetefromTn> You have to tell it about your cutters and your machine and the speeds and feeds and then select geometry to machine using various toolpath generators..
[13:05:41] <zeeshan> diepchess: step file is a universal format
[13:05:53] <zeeshan> you can bring that into any kind of cam software at least good ones..
[13:06:23] <diepchess> cambam costs money
[13:06:23] <PetefromTn> There are many that take that filetype..
[13:06:34] <zeeshan> wAREZ
[13:06:34] <zeeshan> hah
[13:06:35] <zeeshan> jk
[13:06:37] <diepchess> assuming freecad can export STEP files
[13:06:44] <PetefromTn> I am not aware of a freeware 3d Cam that works worth a damn..
[13:06:56] <diepchess> yeah that's what i started fearing already
[13:07:08] <diepchess> so i have to write that myself as well
[13:07:10] <diepchess> sucks
[13:07:14] <PetefromTn> Freecad developers are working on a 3d cam but it is aways off..
[13:07:34] <diepchess> their kapo is good in scaring away users
[13:07:51] <PetefromTn> Whats a Kapo?
[13:08:25] <diepchess> their forum kapo :
http://en.wikipedia.org/wiki/Kapo_%28concentration_camp%29
[13:09:02] <IchGuckLive> diepchess: use heekascad or qcad to construct
[13:09:18] <diepchess> thx IchGuckLive let me check it out
[13:09:52] <PetefromTn> I tried to download Heekscad and it said it was no longer supported or develped...
[13:10:05] <PetefromTn> developed..
[13:10:53] <diepchess> again something written in Python
[13:10:59] <diepchess> what does the CAD world have to do with Python?
[13:11:08] <diepchess> i program in C and C++ ;)
[13:11:36] <diepchess> but looks ok the heekscad
[13:11:44] <diepchess> i just want to produce a few simple molds
[13:12:06] <PetefromTn> Connor: Hey man that screw up you spotted has got me concerned... I do not see anything in the toolpath that shows that movement...
[13:12:22] <PetefromTn> But the circles and pockets are perfectly shaped as far as I can tell..
[13:12:22] <diepchess> what i don't know about is whether i need a 3 axis machien or more axis machine for cutting the mold (other than the pins)
[13:14:08] <diepchess> qcad is 2d it says
[13:14:15] <diepchess> my objects are 3d
[13:14:47] <PetefromTn> I remember seeing MOi3d talked about not sure if it was free but it might do what you want...
[13:15:26] <PetefromTn> Nevermind it is like $300.00 US...
[13:15:58] <diepchess> i wouldn't mind paying 100 dollar or so for good software - yet the problem is such software usually doesn't improve
[13:17:04] <diepchess> maybe i can modify linuxcnc to do the movements
[13:20:23] <CaptHindsight> where's a low cost source for vacuum tables?
[13:20:33] <CaptHindsight> besides DIY?
[13:21:21] <CaptHindsight> all the ones I get quotes on are $10K+ for ~1m x 1m
[13:21:57] <diepchess> bit weird there is no open source program actively developed to generate GCODE out of a STL object for CAM software steering CNC machines that cut away material
[13:22:15] <CaptHindsight> heeks
[13:22:17] <diepchess> STL/STEP whatever sort of CAD you wish
[13:22:23] <diepchess> yeah i look at it
[13:22:28] <CaptHindsight> but yeah it's no longer being developed
[13:22:46] <CaptHindsight> pycam is another
[13:22:54] <CaptHindsight> up to 3 axis
[13:23:13] <CaptHindsight> http://pycam.sourceforge.net/
[13:23:43] <mozmck> http://blendercam.blogspot.com/
[13:23:57] <mozmck> haven't used that one - just saw it the other day.
[13:24:27] <CaptHindsight> offshoot from that saltwater SLA printer
[13:25:20] <CaptHindsight> diepchess: how about the glue gun slicers?
[13:25:22] <diepchess> all those download links of heekscad not working
[13:25:24] <PetefromTn> diepchess: So if you are a programmer develop a good one and charge less than $300.00 and make a fortune LOL
[13:25:44] <diepchess> if i contribute code to open source - and i regular do - i am not asking any cash PetefromTn
[13:26:58] <diepchess> used this website
http://heeks.net/
[13:27:37] <CaptHindsight> according to the reprap devs all the open CAD tools are worthless and they needed to start from scratch :) same for cnc controls
[13:28:09] <diepchess> the reprap devs cannot read/write C++/C they use python ;)
[13:28:11] <CaptHindsight> http://code.google.com/p/heekscad/downloads/list
[13:28:28] <CaptHindsight> http://code.google.com/p/heekscad/source/checkout
[13:28:55] <CaptHindsight> C is for old pharts
[13:29:07] <diepchess> C is driving the 100 cpu's in your car
[13:29:23] <diepchess> GUI's i write are in C++
[13:29:23] <CaptHindsight> not if they have their way
[13:29:23] <PetefromTn> MMMmmmm Black Bean soup with Taco beef and sour cream and cheddar and Monterey Jack cheeses spriinkled on top....
[13:29:33] <diepchess> for speed i use C + assembler (or nowadays CUDA)
[13:29:54] <diepchess> for CNC stuff of course no big deal what language you use ;)
[13:30:06] <CaptHindsight> we looked at adding 4th and 5th axis support to either pycam or heeks
[13:30:22] <diepchess> which would be important indeed CaptHindsight
[13:30:41] <CaptHindsight> but we are currently still using NX-cam and mastercam
[13:30:57] <diepchess> for my robot vision library i use C, because if it has to run on embedded processors, you simply are too slow if using C++
[13:31:19] <CaptHindsight> ARM for imaging?
[13:31:26] <diepchess> there is quadcore ARMs
[13:31:36] <diepchess> 30 dollar a piece if you buy a 100
[13:31:43] <CaptHindsight> I'm using ARM and FPGA's
[13:31:58] <diepchess> yeah i know verilog a tad as well
[13:32:03] <CaptHindsight> are you using imx6?
[13:32:33] <diepchess> right now just doing the crunching on nodes of my supercomputer
[13:32:47] <CaptHindsight> allwinner 8 cores are just shipping now ~$20
[13:33:00] <diepchess> right coming years big explosion in faster low power cpu's
[13:33:04] <diepchess> i'm counting on that
[13:33:17] <diepchess> programming it for a fpga or gpu would be too hardware specific
[13:33:18] <pcw_home> is that symmetrical or big-little?
[13:33:29] <diepchess> that's SMP
[13:33:33] <diepchess> symmetric multiprocessing
[13:33:42] <pcw_home> (allwinner I mean)
[13:34:01] <diepchess> days of the asymmetric multiprocessing long gone, though there is of course noawaday manycores with no forms of communication that are worth considering at all
[13:34:16] <pcw_home> ( al lot of the cell phone 8 core chips are big/little)
[13:34:29] <diepchess> there are no 8 core cell phone chips
[13:34:33] <diepchess> that's 2 quadcore cpu's
[13:34:43] <diepchess> one very low power and one basically idle forever with more capabilities
[13:34:56] <diepchess> and for some phones the 8 cores are 'creative counted' cores
[13:35:07] <IchGuckLive> sorry i got phone diepchess
[13:35:46] <IchGuckLive> diepchess: where are you fromm in the world
[13:35:54] <IchGuckLive> im in germany
[13:35:54] <diepchess> The Netherlands
[13:36:09] <IchGuckLive> oh all medals today in skating
[13:36:21] <diepchess> yeah and a few more skating medals and then it stops ;)
[13:36:30] <mozmck> C++ is only slow if you use parts you shouldn't in embedded stuff
[13:36:41] <diepchess> C++ is too slow to consider embedded
[13:36:47] <diepchess> the problem is what compiler to use ;)
[13:36:56] <diepchess> which will eat more RAM than your chip has
[13:37:08] <IchGuckLive> diepchess: look at my video channel to get a climb how heeks work
http://www.youtube.com/user/magic33de/videos
[13:37:09] <diepchess> if you have a kilobyte or 4 ...
[13:37:26] <mozmck> I use it in a project on an ARM cortex-m3, and it is not too slow or eats too much RAM
[13:37:26] <diepchess> very cool IchGuckLive
[13:37:41] <diepchess> yeah you don't know much about speed do you
[13:37:55] <diepchess> for CNC that's not an issue speed
[13:37:57] <mozmck> I know other embedded devs that *only* use c++ for embedded.
[13:38:03] <diepchess> just stability is
[13:38:04] <IchGuckLive> speed is not our goal wee net acuraty
[13:38:26] <diepchess> yeah for the CAD type software it isn't either if you do things pretty clever
[13:38:32] <diepchess> i remember coding some stuff for Adobe there
[13:38:38] <mozmck> My stuff is not all CNC, and I think I know enough about speed for what I'm doing.
[13:38:43] <IchGuckLive> diepchess: running a Stepper at 5000mm/min for 5hr a day without loosing one step this is the goal to meat
[13:39:09] <diepchess> exactly IchGuckLive
[13:39:13] <IchGuckLive> my fastest PC is lower then 2.5Ghz
[13:39:21] <mozmck> I think you don't know enough about c++ ;)
[13:39:35] <diepchess> oh i run some prine number searches here at quite some Xeon cores ;)
[13:39:43] <diepchess> prime numbers
[13:39:48] <IchGuckLive> mozmck: android java is the new stuff
[13:40:00] <diepchess> that's pretty fast code
[13:40:02] <mozmck> yuck
[13:40:21] <IchGuckLive> ok im off Going to TV
[13:42:04] <pcw_home> Hmm the mt6592 seems to be a true 8 core ARM (Pretty sure there are more from Rockchip and others)
[13:43:14] <CaptHindsight> yeah, just shipping now
[13:43:58] <CaptHindsight> also Samsung
[13:44:03] <diepchess> pcw_home that phone doesn't get sold yet
[13:44:13] <diepchess> i bet they will scale it down to 2 quadcores
[13:44:42] <pcw_home> I think the samsung is a big/little design
[13:44:43] <diepchess> if you have 8 cores in a SMP chip you have the problem that all 8 cores need to communicate with each other.
[13:45:04] <diepchess> so it's economical not clever to make real 8 core cpu's that form 1 SMP chip
[13:45:29] <diepchess> in fact the AMD bulldozer and follow ups of it has in fact a quadcore crossbar
[13:45:36] <diepchess> and on each crossbar it splits into 2 minicores
[13:45:44] <CaptHindsight> the lenovo phones shipping in the next 2 months or so will go 8 core, it's for running multi threads
[13:45:47] <diepchess> in reality it acts like a quadcore chip for the instruction decoding
[13:45:53] <diepchess> yet gets sold as 8 core chip ;)
[13:46:26] <diepchess> it's all quad cores
[13:46:27] <CaptHindsight> browser, NSA (chinese NSA) backdoor, kernel, flash etc etc
[13:46:52] <diepchess> don't worry about all the NSA's of the 100+ nations - they'll figure out a way to get your data
[13:47:14] <CaptHindsight> it's been built in
[13:47:32] <diepchess> one dude creates a hole in hardware, then they all figure out that hole and use it
[13:47:34] <diepchess> that's how it always works
[13:47:49] <CaptHindsight> this was by design
[13:47:57] <CaptHindsight> like BIOS and EFI
[13:47:58] <diepchess> hardware holes are by design
[13:48:03] <diepchess> but no big deal
[13:48:14] <pcw_home> 8 independet cores with 8 independent L1 caches thats 8 cores anyway you look at it
[13:48:31] <CaptHindsight> happy they are all $20
[13:48:31] <diepchess> which chip you speaking about pcw?
[13:48:41] <diepchess> the one that didn't release yet and that was supposed to release somewhere 2013?
[13:48:45] <pcw_home> mt6592
[13:48:49] <diepchess> won't release
[13:49:25] <diepchess> i'm not sure what i would need 8 cores in my mobile phone for to start with ;)
[13:49:32] <diepchess> would be pretty bad for battery huh?
[13:49:34] <CaptHindsight> http://www.phonearena.com/news/MediaTek-officially-launches-MT6592-true-octa-core-chip_id49516
[13:49:53] <mozmck> so you can talk to 8 people at once!
[13:50:50] <CaptHindsight> http://www.samsung.com/global/business/semiconductor/minisite/Exynos/index.html
[13:51:39] <pcw_home> more for tablets I would think (but its 8 A7s so not terrible power wise)
[13:51:40] <CaptHindsight> http://www.dailytech.com/Report+Samsung+Prepping+14+nm+64Bit+Exynos+6+Chip+for+Galaxy+S5/article33645.htm
[13:52:55] <diepchess> i wouldn't consider for my robots a chip older generation than a9
[13:53:55] <diepchess> ipc of the a7 too bad
[13:54:00] <pcw_home> A7s are designed for better cpu/watt
[13:54:13] <diepchess> all the phones nowadays are a9's mainly
[13:54:18] <diepchess> dual core
[13:54:33] <diepchess> historically 1 core was used for the communication protocols
[13:54:37] <diepchess> and 1 core for the user
[13:54:58] <diepchess> so you need 2 cores for a phone ideally and clock it very high ;)
[13:55:49] <CaptHindsight> the Netherlands seems to have lots of printer (inkjet, 3d, etc) companies
[13:56:00] <diepchess> yeah huge in 3d printers
[13:56:01] <CaptHindsight> also CNC
[13:56:15] <diepchess> but now it's a $10 billion business i bet USA will want ownership of succesful 3d companies
[13:56:22] <CaptHindsight> why there?
[13:56:24] <Einar_> Why are they called mobilePHONE's ? Most are crap when it comes to the phone part!
[13:56:41] <CaptHindsight> I'm interested in the history
[13:56:42] <diepchess> i'm guessing because it's impossible to find investors here for products
[13:56:53] <diepchess> that people try to do something that they can fund themselves
[13:56:56] <diepchess> 3d printing cheap
[13:57:03] <CaptHindsight> Einar_: exactly
[13:57:17] <CaptHindsight> #1 reason I want a phone is for making calls
[13:57:46] <CaptHindsight> diepchess: but also lots if printer co's, mainly inkjet
[13:58:03] <diepchess> yeah that's C software mainly
[13:58:06] <CaptHindsight> wide format, industrial marking
[13:58:13] <Einar_> Phones meant for calling someone are called Geriphones nowadays. I don't feel geriatric yet.
[13:58:17] <diepchess> we also deliver lots of that to car industry in France and Germany and elsewhere (Japan)
[13:58:23] <CaptHindsight> lol
[13:58:31] <diepchess> a car usually is a collectio nof objects from small companies
[13:58:35] <diepchess> for example BMW goes shop around
[13:58:38] <CaptHindsight> I want a rotary cell phone
[13:58:40] <diepchess> where they can find this part cheapest
[13:58:54] <diepchess> needs also good safety software
[13:59:12] <diepchess> otherwise your electric window would go up and chop off the fingers of your small kid
[13:59:23] <diepchess> so a cpu is there with software to prevent that ;)
[13:59:33] <diepchess> printers simple stuff you know
[13:59:38] <diepchess> simple software
[13:59:52] <diepchess> it's about the software
[13:59:56] <Jymmm> Einar_: Yea, because actually having a full fledged conversation beyond 140 chars at a time would be too much to ask for.
[13:59:57] <Einar_> Capt: You mean cellphone with a hole dial? I thought that is what you are making in your mill?
[14:00:06] <diepchess> if you have the software, you have 500 guys making a hardware design using that software
[14:00:20] <CaptHindsight> so i have to go to mexico to buy windows that still cut off fingers?
[14:00:32] <diepchess> do they produce cars with own software CaptHindsight?
[14:00:39] <Jymmm> CaptHindsight: No worries, the cartel will do it for you
[14:01:12] <CaptHindsight> cartel / cars sorry for the confusion :)
[14:01:27] <Jymmm> np
[14:01:37] <diepchess> he took some time to get it Jymm
[14:01:44] <diepchess> but finally managed ;)
[14:01:51] <Jymmm> cartel / cars/ mules, it's all the same.
[14:03:17] <diepchess> 3d printing is a tad overrated now
[14:03:24] <diepchess> i've got 2 of them here
[14:04:12] <CaptHindsight> 3d printers are not just glue guns
[14:04:26] <Jymmm> What do you call something that is significant/important in it's nature, but they way it's created/impimented would make things far better if it never existed in the first place? (And no, I'm not talking about EX's)
[14:04:43] <diepchess> yeah CaptHindsight they are ripraps
[14:05:08] <diepchess> a riprap is a reprap that ain't replicating itself
[14:07:05] <CaptHindsight> repcrap
[14:07:31] <CaptHindsight> FDM has it's uses but all the hype recently is just way off base
[14:07:45] <diepchess> right
[14:07:59] <diepchess> however soon things might improve quality wise
[14:08:16] <diepchess> when the patents expire of the laser/light type based 3d printing manners
[14:08:48] <CaptHindsight> the overlapping patents are still there
[14:09:04] <diepchess> they'll find a way around it
[14:09:14] <CaptHindsight> yeah, go to China
[14:09:49] <diepchess> the stuff was bit too expensive
[14:09:57] <diepchess> $10k for a 3d printer is bit over the top
[14:10:19] <Connor> I want to upgrade / replace my Cupcake..
[14:10:39] <Connor> Originally built my CNC Router to be dual purpose.. but.. that's not going to happen.
[14:10:57] <diepchess> amazingly manny want to build something that can do everything
[14:11:17] <Connor> Limited Space, limited funds..
[14:11:21] <CaptHindsight> http://www.3ders.org/articles/20130904-eyewear-of-the-future-3d-printed-complete-pairs-of-eyeglasses.html
[14:11:30] <Connor> multipurpose has it's attractions..
[14:11:37] <CaptHindsight> mainly inkjet 3d
[14:11:37] <diepchess> the youtube video's i see so far are all about 2d stuff with respect to heekscad
[14:12:14] <CaptHindsight> http://www.luxexcel.com/ http://www.luxexcel.com/contact/
[14:12:49] <Connor> Again, the 3D printer as for making Robot Parts...
[14:12:58] <Connor> and oddly enough, I've not made any with it...
[14:13:10] <Connor> nor have I made any with my CNC Mill..
[14:13:15] <diepchess> that's what i built the 3d printers for here ;)
[14:13:26] <Connor> I did make a MDF deck for a small robot using my CNC Router
[14:13:47] <CaptHindsight> scara type robots or ?
[14:13:51] <diepchess> tanks
[14:15:39] <Connor> My Humanoid:
http://www.youtube.com/watch?v=D8jNk9U_YXA
[14:16:18] <diepchess> oh boy that'll sell
[14:16:24] <diepchess> this
http://www.youtube.com/watch?v=66vYHSfGpcg
[14:16:56] <CaptHindsight> ever been to the robot hobby shops in Japan?
[14:18:03] <PetefromTn> Okay question for you milling gurus...
[14:19:09] <PetefromTn> I just finished the first side of that part and I need to turn it over and do the other side.
[14:19:29] <PetefromTn> I machined a fixture in the soft jaws yesterday but have since changed the offset of it.
[14:20:00] <PetefromTn> I want to use that same basic fixture but I will remachine the soft jaws so i don't have to try to pick up the fixture again since it is a large diameter hole.
[14:20:07] <CaptHindsight> linear motor driven system can do both FDM and milling quickly
[14:20:16] <PetefromTn> Once I machine the fixture again I intend to call it G55 and set that offset there.
[14:20:26] <diepchess> they're tad busy checking that video PetefromTn
[14:20:45] <CaptHindsight> but the false idols of reprap haven't blessed that approach
[14:21:20] <PetefromTn> My question is since my program does not insert a G54 or G55 and G54 is the default will the fact that I touch off in G55 and then start the program in that coordinate system mean it will run in G55 or G54?
[14:21:59] <CaptHindsight> spoiler alert, no nudity during the assembly video
[14:23:12] <Jymmm> CaptHindsight: BOOOOOOOOOOOOOOOOOOOOOOOO
[14:23:45] <PetefromTn> Aw man we are at the porn junction here LOL.
[14:24:23] <PetefromTn> Anyone got an idea about my LinuxCNC question?
[14:30:20] <JT-Shop> PetefromTn, depends on what the preamble in your G code file does... good practice to have a solid preamble
[14:30:49] <JT-Shop> http://gnipsel.com/linuxcnc/g-code/gen01.html
[14:30:52] <PetefromTn> ( ChengsidewheelNEWSW4 2/10/2014 11:34:33 AM )
[14:30:52] <PetefromTn> N1 G20 G90 G61 G40
[14:30:52] <PetefromTn> N2 M5
[14:30:52] <PetefromTn> N3 G0 G53 Z0.00
[14:30:54] <PetefromTn> N4 T4 M6
[14:30:57] <PetefromTn> N5 G43 H4 G0 Z0.25
[14:30:59] <PetefromTn> ( Drill1 )
[14:31:01] <PetefromTn> N6 G17
[14:31:03] <PetefromTn> N7 M8
[14:31:08] <PetefromTn> Preamble....
[14:31:19] <JT-Shop> oh no, use pastebin for that
[14:32:03] <CaptHindsight> PetefromTn: I'm not certain but if you use g55 don't you have to use g54 to go back to g54?
[14:32:07] <PetefromTn> I have not done multiple parts in linuxCNC yet so I dunno how the offset would work when I am only going to use it for a single part in a single offset other than G54.
[14:32:24] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?CoordinateSystems
[14:32:54] <PetefromTn> CaptHindsight: I was wondering if I setup in G55 and touch off in that system and do not go back to G54 and then run a program will it run in G55 or not?
[14:33:47] <CaptHindsight> I don't see why it would change back to G54
[14:33:56] <CaptHindsight> but I'd have to try again
[14:34:09] <PetefromTn> That's what I don't know other than simply because it is default..
[14:34:15] <jdh> G54 and friends ar modal
[14:34:55] <PetefromTn> So as long as I touch off using G55 for this part and then run a code that does not select a coordinate system it SHOULD run in G55 correct?
[14:35:08] <JT-Shop> yes
[14:35:12] <jdh> yes. Until you activate a different work offset
[14:35:14] <CaptHindsight> that is my understanding but I could be wrong
[14:35:16] <JT-Shop> but that is bad practice
[14:35:24] <PetefromTn> Okay that is what I thought but I was not sure..
[14:35:29] <CaptHindsight> and ^^ what he said
[14:35:37] <PetefromTn> JT-Shop: Okay what would you guys suggest?
[14:35:53] <JT-Shop> have G55 in the preamble of your G code file
[14:37:13] <jdh> that makes your code offset specific though.
[14:37:26] <JT-Shop> always set up what you want in the beginning of the file and never assume that the last file left you as you want cause you could abort that file and be left in an unknown condition
[14:37:58] <JT-Shop> jdh, that is correct and no offset guessing
[14:38:27] <jdh> yeah... so to make 5 parts, you create 5 files?
[14:38:49] <PetefromTn> If all goes well this will be the only time I need to remachine this offset pocket fixture so I just wanted to cut it after selecting the WOS..
[14:39:12] <JT-Shop> no, you just put the code for the part in a sub and have 5 lines calling the sub in different coordinate systems
[14:39:17] <PetefromTn> In the future if I have multiple parts on different fixture offsets I will of course need to modify the code to select the system for each piece.
[14:40:47] <PetefromTn> JT-Shop: That is something I have never done yet most of the time when I did multiple parts runs I did everything in Cad and cam and then setup for a single operation doing all the parts but I want to get working with subs too so i understand them better.
[14:42:11] <PetefromTn> I am selling my Tubing bender here to a fellow to finance some new CNC vises and maybe a fourth axis somehow... so I will be able to machine both sides of a part at once.
[14:43:02] <andypugh> PetefromTn: A probe to accurately pick up a reference on the reverse side might be more effective than a 4th axis.
[14:43:19] <andypugh> (and, in fact, I suspect a vise-stop works for most jobs)
[14:43:45] <Connor> yea, That's my next item is a probe and tool height probe..
[14:44:02] <PetefromTn> of course man.....all good medicine. Depends on what I am doing tho I need to be able to be flexible..
[14:44:35] <JT-Shop> yea, I just pay attention to which side is X0 when I flip the part and things always line up
[14:44:44] <PetefromTn> Honestly as far as machine mods go it will probably be tool length sensor table mounted, Then Touch probe, and depending on how difficult things are with the encoder spindle orient and feedback...
[14:45:21] <Connor> I want to to be able to cut gears at some point.. not sure what all I need to do that.
[14:45:57] <jdh> what will you be gearing?
[14:46:08] <Connor> For robot stuff...
[14:46:13] <PetefromTn> JT-Shop: maybe it is not clear, I machined the first side aligned to the side of the vise jaw on a squarish piece of material. Then i machined the part from it which is round. I need to flip the round side down now and hold it in the same jaws that have been machined with a circular pocket that I no longer have the offset for...
[14:46:14] <Connor> small motors etc..
[14:46:58] <PetefromTn> I know I am a dumbass for losing the second offset....LOL
[14:47:12] <andypugh> The only thing you need for hobbing gears is a spindle encoder and a 4th axis.
[14:47:22] <PetefromTn> Sometimes I feel like this is CNC romper room for me hehhe
[14:47:28] <Connor> yup.. 4th axis...
[14:47:52] <Connor> http://www.ebay.com/itm/CNC-4th-Axis-Rotary-Table-100mm-4-inch-with-Flying-Leads-/321154279118?pt=BI_Tool_Work_Holding&hash=item4ac64966ce
[14:48:00] <Connor> That's the little rotary table I have...
[14:48:21] <andypugh> How fast will it turn?
[14:48:24] <PetefromTn> gimme one only supersize it LOL...
[14:48:38] <Connor> I dunno, it's not motorized yet. :)
[14:49:07] <Connor> 36:1 Worm gear.
[14:49:45] <Connor> I need to make a adapter plate.. to I can mount my 4" chuck on it... mike a riser block.. and then, add the stepper
[14:50:28] <andypugh> This looks like a good basis for a 4th axis:
http://www.ebay.com/itm/Yaskawa-AC-Servo-Motor-400W-SGMP-04A3G46-CP-32A-33-J603B-Harmonic-Drive-Reducer-/111182701581?pt=LH_DefaultDomain_0&hash=item19e301640d
[14:51:12] <JT-Shop> so far orient won't work with my VFD as the minimum input is 50 rpm
[14:51:13] <PetefromTn> THere ya go wonder how big it is in reality..
[14:51:16] <CaptHindsight> depends on the res required
[14:52:30] <Connor> this is for my G0704.. so, not that big.. I was thinking about converting a 7 x 10 lathe head into a 4th axis too.. dual purpose lathe / 4th axis.. issue is.. in low speed mode, I'm concerned about the holding torque.
[14:52:35] <Connor> would be belt driven..
[14:54:27] <Connor> This looked kinda funky..
http://www.ebay.com/itm/Tec-Sem-6-Rotary-Stage-Pac-Sci-Nema23-Stepper-Motor-24v-Brake-CNC-DIY-4th-Axis-/221332567735?pt=LH_DefaultDomain_0&hash=item338872f6b7
[14:56:28] <PetefromTn> Connor: You need to find me another Smokin' deal on a commercial fourth axis like you did before. MAN I wish I had the cash for that one LOL... It would have been SWEET!.
[14:56:51] <Connor> I am. I keep a look out.
[14:57:37] <PetefromTn> http://forum.freecadweb.org/viewtopic.php?f=15&t=5596 Freecad forum talk on the Cam package they are working on...
[14:57:39] <jdh> pete:
http://www.ebay.com/itm/121267589084
[14:58:05] <PetefromTn> OOOOOoooohhh DROOOOLL!!
[14:58:20] <PetefromTn> Only problem is the price. I need a CHEAPASS one LOL
[14:58:24] <andypugh> Connor: That's rather strange, in my opinion
[14:58:35] <Connor> andypugh: Isn't it?
[14:59:13] <skunkworks> heh - well - I have this brake and this stepper... how can I make it work...
[14:59:40] <Connor> read the description though.. SWISS made ? :)
[14:59:43] <PetefromTn> LOL exactly...
[15:00:18] <PetefromTn> I think that Harmonic drive has possibilities with a servo.. Just make a mount for the table or some sorta collet closer.
[15:01:16] <Connor> I Want a 5C with through whole capability..
[15:03:01] <andypugh> Looks like a good starting point:
http://www.ebay.com/itm/CNC-IndexerTrunnion-Table-for-Haas-Nikken-andTsudakoma-Rotary-Table-/370921885262?pt=BI_Tool_Work_Holding&hash=item565caace4e
[15:03:26] <Connor> http://www.ebay.com/itm/CNC-Engraving-Machine-H-Rotary-Table-Jaw-Chuck-Rotational-A-B-Axis-4th-5th-Axis-/251411868892?pt=BI_Tool_Work_Holding&hash=item3a8950acdc
[15:03:26] <andypugh> Connor: Would you take ER?
[15:03:28] <Connor> kinda cute
[15:04:00] <Connor> andypugh: Dunno.. Why? 5C is what people seem to want over here..
[15:04:22] <PetefromTn> 5c takes a large piece no?
[15:04:33] <Connor> UP to 1" I think...
[15:04:39] <andypugh> Because ER can be used with a front-nut which makes things easier.
[15:05:13] <CaptHindsight> http://www.ebay.com/itm/haas-hrt-210-trunnion-table-for-4th-axis-rotary-table-/171039890269?pt=BI_Tool_Work_Holding&hash=item27d2c59b5d these are complete
[15:05:23] <Connor> http://www.shars.com/products/gallery/420/202-3010E.jpg/
[15:05:27] <andypugh> ER40 goes to 26mm.
[15:05:28] <CaptHindsight> too heavy to ship to the UK
[15:05:35] <PetefromTn> Yeah ER32 takes up to like 7/8 I think Er40 even larger.
[15:05:36] <Connor> take that, and use that in a mini mill casting.
[15:05:43] <CaptHindsight> ~100lbs
[15:06:10] <PetefromTn> I have had four of those indexers at one point...LOL
[15:06:55] <Connor> I can get a 5C adapter for my 4" chuck..
[15:07:12] <CaptHindsight> I rework the Stallion Trunnion tables from Martin Manufacturing
[15:07:38] <Connor> But, I'm dreaming.. I don't even have my machine back up and working yet.
[15:08:02] <Connor> for that mater.. damn thing still running acme screws.. I need to convert it to ball screws one day.
[15:08:10] <PetefromTn> Oh yeah I would LOVE a trunnion table at some point..
[15:08:27] <PetefromTn> Connor: Oh yeah I forgot you don't have ballscrews yet..
[15:08:42] <Connor> Nope. Not that huge of a deal.. it works..
[15:08:59] <Connor> from what I can, better than some with ball screws... :)
[15:09:02] <PetefromTn> I know not bustin balls just forgot that..
[15:09:35] <CaptHindsight> http://www.ebay.com/itm/Troyke-15-CNC-Vertical-Rotary-Table-4th-Axis-Rotab-TDL-15-/321319935901?pt=BI_Tool_Work_Holding&hash=item4ad0291f9d but again too heavy to ship unless you're willing to wait 5 weeks
[15:10:06] <PetefromTn> Holy crap thats a monster..
[15:11:08] <Connor> I want a 5" version of this..
http://www.littlemachineshop.com/products/product_view.php?ProductID=3857&category=
[15:11:22] <Connor> Only place I think I can get one for my budget might me tormach.
[15:11:50] <Connor> http://www.littlemachineshop.com/products/product_view.php?ProductID=4834&category=1963256912
[15:12:17] <andypugh> Connor: This is a design using a harmonic drive and with a standard lathe chuck taper, it also has a socket in the middle for an ER40 collet with inverted nut (they exist).
https://picasaweb.google.com/lh/photo/Pe8KDjNcI3JVcz5e1bCvxZbQCfqsvUizvbZ5fYFtnmY?feat=directlink
[15:12:30] <CaptHindsight> http://www.ebay.com/itm/8-Diameter-Rotary-Air-Bearing-Stage-Turntable-/190785941861?pt=LH_DefaultDomain_0&hash=item2c6bba7165
[15:14:01] <Connor> andypugh: That's nice looking.
[15:14:59] <PetefromTn> Honestly right now I would be happy with a quality rotab I could slap a motor on LOL....
[15:15:57] <andypugh> I designed it for a chap who owns the (purple) encoder and (grey) harmonic drive already. He is making the pattern to have the (yellow) housing cast from. It would be inexpensive to cast some extra housings.
[15:15:59] <PetefromTn> Like a ten inch or something..
[15:16:00] <CaptHindsight> http://www.shars.com/products/view/344/8_Horizontal_and_Vertical_Rotary_Table_4_Slots motorize one of these
[15:16:28] <CaptHindsight> 90:1 gears and the specs are fine for CNC
[15:17:23] <andypugh> I can't imagine everusing this one again:
https://www.youtube.com/watch?v=c1zCG-uPaoM
[15:17:37] <PetefromTn> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=30194
[15:18:06] <CaptHindsight> I remember that one
[15:18:25] <PetefromTn> Jeez man Frankenmilling LOL..
[15:18:37] <PetefromTn> Was that a rotab converted or what?
[15:19:12] <andypugh> PetefromTn: Applying etch-resist to make an encoder target
[15:19:12] <CaptHindsight> shars is only $290 add stepper for $200 max
[15:20:04] <andypugh> Hopefuly the Shars one has more consistent backlash than the one I converted.
[15:20:27] <CaptHindsight> depends on who made it that day :)
[15:20:55] <CaptHindsight> I could drive by and measure it for you
[15:21:28] <CaptHindsight> I've been there for an hour going through boxes
[15:21:49] <CaptHindsight> and they still take my orders
[15:22:49] <andypugh> I have converted (with stepper) a rotary table, and then I converted (with servo) a dividing head. I think the dividing head is the better format, as you don't need a vertical rotation axis when you have CNC, but rotary tables don't have tailstocks.
[15:22:54] <PetefromTn> Oh yeah I wonder how bad the lash is in it. I have several shars pieces here...
[15:23:13] <CaptHindsight> we need a way of reducing its weight during shipping
[15:23:43] <PetefromTn> andypugh: I thought you said the dividing head was less than ideal?
[15:24:00] <CaptHindsight> who makes the lowest cost 1,000,000 count encoders?
[15:24:44] <andypugh> It is, but it is no less ideal than the rotary table. The non-ideality is inherent in the worn drive.
[15:25:07] <andypugh> CaptHindsight: Have you looked at resolvers?
[15:25:08] <CaptHindsight> worn worm drive?
[15:25:33] <MrSunshine> damn .. aparently battery acid is not good for my dog ... well then .. have to stop pouring it int he water bowl for the poor thing then
[15:25:34] <CaptHindsight> andypugh: I was thinking about your rotational stage and backlash
[15:25:54] <Connor> andypugh: What is your fascination with resolvers? :)
[15:25:57] <CaptHindsight> at least 1M counts would give you an idea of where it is
[15:26:16] <andypugh> Connor: They have much better resolution than encoders.
[15:26:26] <PetefromTn> So the dividing head was better or worse to accurize than the rotab? I like the ability to tilt the head..
[15:26:53] <CaptHindsight> off to the fastener store
[15:27:07] <CaptHindsight> screws-r-us
[15:27:09] <andypugh> They are both about the same. A good quality version of either would be better than either of my cheap ones.
[15:27:20] <PetefromTn> If they make that style dividing head in like an 8 incher it would be perfect for my needs.
[15:27:38] <PetefromTn> How much lash we talking about here exactly?
[15:28:28] <PetefromTn> Oh well I gotta go take care of something here for a bit guys talk later. Peace
[15:28:29] <PetefromTn> Pete
[15:29:33] <andypugh> Darn, I was about to show him :
http://www.vertex-tw.com.tw/products/products_list.php?cid=14#pro
[15:31:06] <CaptHindsight> that's one heck of a cheese grater
[15:31:27] <Connor> Wowsers
[15:33:53] <Einar_> Andypugh: I have a 1:87 Cyclo drive. Max 200Nm, 3 Arc Min backlash. Is that a candidate for a rotary axis without a clamp/brake?
[15:34:16] <andypugh> SOunds pretty useful to me.
[15:34:40] <andypugh> I mean, no, hopeless. Tell you what, I will take it off your hands.
[15:34:47] <andypugh> :-)
[15:36:31] <Einar_> Uhhuh. Well suited then. :-) I even have the servo & drive for it. Just lacking some round tuit.
[15:37:54] <Einar_> If you can use lower ratio ones, I have some that are a bit too large for my liking.
[15:40:40] <andypugh> Unless I have forgotten how to do maths, that's .04mm wobble at 50mm radius. It's not perfect but it will work well as long as the cutting direction is constant. Would be great for hobbing too.
[15:43:48] <Einar_> I thought it might be a lot better that slapping a servo/stepper on my dividing head. Yes, mostly for making gears. I have hobs, but just as decorational items for now.
[15:43:52] <andypugh> My living room has a new, err "conversation piece"
https://picasaweb.google.com/lh/photo/PN4t25Nb2xIBt0FILfNfJNMTjNZETYmyPJy0liipFm0?feat=directlink
[15:44:48] <Einar_> In your living room!? I thought I had a hoarding disorder! :-=)
[15:45:19] <andypugh> The garage keeps flooding, and that is polished cast iron.
[15:45:52] <Einar_> Nobody would be lifting an eyebrow if I did though. As long as I did not use it.
[15:46:08] <andypugh> It's a pain getting swarf out of the carpet.
[15:46:58] <Einar_> Yes, it looks too nice to use. If you convert it to CNC you will have to get a lifeguard I think! :-)
[15:55:36] <scottcnc> can anyone recommend an opto isolated BOB
[16:02:23] <JT-Shop> I've used cnc4pc bob
[16:02:37] <JT-Shop> c something
[16:02:50] <scottcnc> ive had 2 cnc4pc Bobs
[16:02:59] <JT-Shop> and?
[16:03:26] <scottcnc> my current bob is a c11t.. a supposed opto isolated baord
[16:04:19] <scottcnc> yet the other night while the machine was running my pci card fried and the c11t is apparently dead
[16:04:33] <JT-Shop> ouch
[16:04:43] <JT-Shop> pricey too
[16:04:53] <JT-Shop> whats the application?
[16:05:12] <scottcnc> your basic 3 axis gecko 320 servo cnc
[16:05:34] <scottcnc> i replaced the bob in march 2013
[16:05:43] <scottcnc> and its worked since two days ago
[16:06:01] <JT-Shop> for the price of the c11t I'd get a Mesa 5i25 7i76 combo and be done with it
[16:06:26] <scottcnc> so arturo sends me another email saying that the c11t isnt 100% opto isolated
[16:07:05] <scottcnc> good news is the pc still works... bad news is i wont know if the pci slot is fubar until i get another pci par port card
[16:07:09] <JT-Shop> do you know about Mesa 7i76?
[16:07:15] <scottcnc> dont know much
[16:07:22] <scottcnc> i researched it a bit
[16:07:26] <JT-Shop> let me get you a link
[16:07:32] <scottcnc> ive looked
[16:07:45] <scottcnc> its a bit bewildering the amount of cards/options at that site
[16:08:00] <scottcnc> im collecting parts for an AC servo driven machine
[16:08:00] <JT-Shop> http://store.mesanet.com/index.php?route=product/product&path=83_84&product_id=215
[16:08:07] <JT-Shop> yes, they do have a lot
[16:08:23] <JT-Shop> for that you can use the 5i25 7i77 combo
[16:08:59] <scottcnc> whats the 7i77 got over the 7i76
[16:09:10] <JT-Shop> one is for servos and one for steppers
[16:09:32] <scottcnc> so... ive got a few mitsu ac servo packs and motors
[16:09:44] <JT-Shop> the 7i77 has 6 axis and the 7i76 has 5 both have spindle and a ton of I/O
[16:09:49] <scottcnc> since im just sending step and dir to these does it even mater
[16:10:20] <R2E4_> not one encoder wire is wired the same.... What kind of Bozo's did that?
[16:10:21] <scottcnc> im mean from the bob perspective it may just as well be a stepper... the loop is closed by the servo pack
[16:10:53] <JT-Shop> the 7i76 is not a bob but much more
[16:11:24] <JT-Shop> if you go with velocity drives in the future then you replace the 76 with the 77 and flash the 5i25
[16:11:58] <scottcnc> and this thing wont let me fry my pc... LOl
[16:12:40] <JT-Shop> no
[16:13:05] <JT-Shop> I have 3 CNC machines using Mesa cards and a 4th in the waiting area
[16:13:29] <scottcnc> looks like mesa redid their website
[16:13:43] <scottcnc> i think ill order this thing tonight
[16:13:57] <scottcnc> and be done with it
[16:14:00] <JT-Shop> yea, the old one is still up but the new one is online
[16:14:14] <JT-Shop> I'd suggest the din rail adapter
[16:14:22] <JT-Shop> makes mounting the 7i76 easy
[16:14:55] <scottcnc> hey pcw are you there
[16:15:15] <scottcnc> just 1?
[16:15:21] <JT-Shop> lol you have been hanging around in here I guess
[16:15:40] <JT-Shop> the 5i25 is a PCI card and plugs into the computer
[16:15:48] <scottcnc> was going to say the jt-shop convinced me to buy the mesa cards... give him a discount haha
[16:16:30] <scottcnc> ive been a silent lurker on here many nights
[16:16:33] <scottcnc> :)
[16:17:36] <JT-Shop> what version of LinuxCNC are you using?
[16:18:10] <scottcnc> uhhh... let me check
[16:21:56] <scottcnc> version 2.5.0
[16:22:05] <scottcnc> i cant even start the program right now
[16:22:23] <scottcnc> apparently its looking for a pci card that isnt there
[16:22:37] <scottcnc> but the error message shows2.5.0
[16:23:03] <JT-Shop> what pci card did you have?
[16:23:59] <JT-Shop> there is a sample config here
http://gnipsel.com/linuxcnc/configs/index.html
[16:24:28] <scottcnc> the cpi card was a startech pci1pecp
[16:24:40] * JT-Shop managed to weld the SS grating without it warping all up like it usually does :)
[16:25:14] <JT-Shop> a pci parallel port?
[16:25:35] <scottcnc> my mother board didnt have a par port so I got a pci card
[16:26:37] <scottcnc> http://www.newegg.com/Product/Product.aspx?gclid=CNLtocjJwrwCFREaOgodzxcA3w&Item=N82E16815158005&nm_mc=KNC-GoogleAdwords&cm_mmc=KNC-GoogleAdwords-_-pla-_-Add-On+Cards-_-N82E16815158005&ef_id=UvjpYQAAAA-IYzH-:20140210220947:s
[16:26:38] <scottcnc> this
[16:27:17] <scottcnc> a guess a plus is that i dont need to buy another pco card if i go with the mesa setup
[16:27:54] <scottcnc> at some point ill type PCI correctly
[16:29:56] <JT-Shop> lol
[16:32:10] <scottcnc> so should i just go with the 77
[16:32:14] <scottcnc> or the 767
[16:32:16] <scottcnc> 76
[16:32:34] <scottcnc> as far as i know im just sending step and dir to some mitsu servo drives
[16:32:47] <scottcnc> and they are doing all the work
[16:33:28] <JT-Shop> I thought you had gecko 320's
[16:34:21] <scottcnc> yeah i do
[16:34:38] <scottcnc> i have my toy machine that im currently using until i get all the parts for another machine
[16:34:44] <scottcnc> ive got all the motors/drives
[16:35:05] <scottcnc> was planning on using whatever bob i got on this machine until the other was built
[16:35:13] <scottcnc> sorry, should have stated that
[16:35:26] <JT-Shop> if the mitsu drives take +-10vdc then you use the 7i77 card
[16:35:39] <JT-Shop> for your g320's the 7i76
[16:36:09] <scottcnc> the mitsus take +-10v analog or 5v step/dir
[16:37:32] <JT-Shop> does the mitsu drive have resolver feedback or pass through encoder feedback?
[16:38:05] <scottcnc> im not sure if the mitsu has pass through feedback
[16:39:16] <JT-Shop> it's best if the control knows the position of an axis (closed loop)
[16:39:17] <scottcnc> im not sure if the mitsu has pass through feedback
[16:40:13] <scottcnc> yeah, would be nice
[16:40:23] * JT-Shop hears the dog telling me that if I want to I can take her out in the woods for a bit to chase things
[16:40:44] <scottcnc> although i figured it wasnt necessary
[16:40:59] <scottcnc> other than being able to see the actual position in linux cnc
[16:41:22] <JT-Shop> if you have a link to the manual someone might be able to tell you
[16:41:27] <scottcnc> if things go off track the drive in theory will fault and ill be able to tell
[16:41:37] <JT-Shop> having closed loop is very desirable in servo systems
[16:41:53] <R2E4_> all my encoders are connected. X and Y tersted with moving and it counts ok. Need to set scale, but the Z wont move, not even budge. IS there a brake normally when off?
[16:41:55] <R2E4_> onthe Z
[16:42:15] <scottcnc> heres one of them
http://www.automationsystemsandcontrols.net.au/PDF%27s%20Mitsubishi/Manuals/SERVO/MR-J2S-_A%20Instruction%20Manual.pdf
[16:43:14] <R2E4_> Gotta run to the house. Be back after supper.
[16:43:17] <JT-Shop> R2E4_, yes many Z axis have brakes that take power to release them otherwise they just fall down
[16:43:39] <JT-Shop> be back in a bit
[16:48:13] <Deejay> gn8
[17:19:31] <andypugh> scottcnc: I don't see any encoder pass-through. Given that the encoders are special absolute ones I don't think you would have much luck wiring them to both the drive and the PC either.
[17:23:32] <andypugh> What might work well would be to close the position loop with digital scales on the machine, and use the servos in velocity mode.
[17:42:23] <scottcnc> absolute?
[17:42:39] <scottcnc> where do you see that?
[17:42:51] <scottcnc> theres a couple people using the mitsu drives and motors
[17:42:56] <scottcnc> i think macona is one...
[17:43:13] <scottcnc> also one other fella on cnczone and maybe practical machinist
[17:44:51] <andypugh> If you add a backup battery for the encoders then they retain position (OK, not quite the same as absolute). That means that they probably aren't simple quadrature + index devices (in fact tey can't be, as the drives use them to commutate too).
[17:45:41] <Jymmm> andypugh: Is that relatively speaking of course? ;)
[17:46:14] <scottcnc> im still not clear why having the look closed to the pc is important
[17:46:37] <scottcnc> i mean i just care about lost steps and that there is a clear error if something *bad* happens
[17:46:40] <scottcnc> right?
[17:48:53] <andypugh> If the drives can signal a followinf error then that is probably enough (steppers are perfectly OK when they work, after all)
[17:50:56] <Jymmm> scottcnc:
http://en.wikipedia.org/wiki/Control_theory#PID_controller
[17:52:54] <Jymmm> andypugh: PM ?
[17:58:23] <scottcnc> yeah jymmm the pid loop is in the mitsu control
[17:59:47] <JT-Shop> smart drives are often easier to set up using step and direction mode
[18:00:37] <scottcnc> i took a controls class in college.. had i known i would actually use the knowledge i would have paid attention
[18:00:43] <scottcnc> ha
[18:00:47] <JT-Shop> heh
[18:00:56] <Jymmm> lol
[18:01:06] <Jymmm> scottcnc: and home ec?
[18:01:48] <CaptHindsight> what are the advantages of splitting the functions of EMC2 up into a headless RT/HAL/motion environment from the UI vs just using something like VNC or other remote desktop?
[18:01:53] <scottcnc> no
[18:02:02] <scottcnc> i wish....
[18:02:09] <scottcnc> controls was pretty easy
[18:02:17] <scottcnc> as i remembed
[18:02:22] <scottcnc> remember...
[18:03:00] <JT-Shop> http://www.youtube.com/watch?v=KBwRddleQJ8
[18:03:34] <JT-Shop> say goodnight Gracie
[18:03:46] <scottcnc> i should have taken a typing class
[18:03:53] <Jymmm> scottcnc: So, explain why usefulness of the the "anthropological studies of marc de sade and impact on modern society" class you took then?
[18:04:37] <Jymmm> err 'Marquis de Sade'
[18:04:43] <Valen> you know I actually read that "masterwork" and tbh its groady but not OMG, i mean something like saw makes it look like a kiddies book
[18:05:17] <scottcnc> wth
[18:05:33] <Jymmm> Valen: Saw is a different realm though.
[18:05:47] <Valen> Jymmm: is random, I don't help with that... ;->
[18:06:11] <Jymmm> Valen: what is random?
[18:06:18] <Jymmm> specifically
[18:06:32] <Valen> CaptHindsight: I would say the advantages are minimal in terms of the computer, though VNC can have issues
[18:06:33] <CaptHindsight> or a week in a public school classroom
[18:07:51] <Jymmm> scottcnc: It was in reference to "usefulness" of classes we take in school.
[18:08:04] <CaptHindsight> Valen: yeah, VNC or other light remote desktop
[18:08:25] <Valen> any paticular reason to want to run headless?
[18:08:31] <scottcnc> got it ha
[18:08:52] <CaptHindsight> Valen: well thats been a discussion for a while to fit into the reprap mindset
[18:09:34] <CaptHindsight> EMC2 on the BBB and since it has no gpu power or the printer will have no UI, the UI is remote on another PC
[18:10:04] <scottcnc> back to andy... re: signalling a following error
[18:10:10] <Valen> I wouldn't bother lol, just advertise it as a feature
[18:10:21] <scottcnc> idea was just hook up the drives in step and dir and let them flag any error
[18:10:42] <scottcnc> of course linux cnc doesnt really know the *true* position but hey
[18:10:57] <scottcnc> close enough eh
[18:11:08] <CaptHindsight> Valen: I'm just trying to see if I'm missing something since there are other low cost ARM soc's that can support a display with UI
[18:12:17] <CaptHindsight> and also a web server or remote desktop
[18:12:31] <Valen> bbb has no screen output?
[18:12:52] <CaptHindsight> the GPU is too underpowered to support AXIS
[18:13:13] <Valen> i thaught axis was often run with no gpu support? IE vesa modes ;->
[18:13:23] <Valen> perhaps run one of the other UI's than axis?
[18:14:21] <CaptHindsight> Valen: this isn't for me, this is just what I hear about
[18:15:09] <CaptHindsight> I'm just trying to understand why they would choose to work with an ARM soc that can't support a UI/display
[18:15:28] <Valen> because "cool"
[18:15:40] <CaptHindsight> might just be
[18:15:52] <Valen> I'd just run that low powered UI and call it done
[18:16:02] <Valen> you can run axis and EMC over a network I believe
[18:16:24] <CaptHindsight> or use another low cost board than can support a local display or remote desktop
[18:16:33] <CaptHindsight> why split EMC?
[18:16:45] <CaptHindsight> why not just add a remote desktop server?
[18:17:02] <CaptHindsight> or webserver
[18:17:09] <Valen> RD server still has the bbb doing the work to do the display
[18:17:25] <Valen> its just sending pictures over the network
[18:17:50] <Valen> if you split it and run the RT stuff on the bbb and axis on a seperate machine then you can use the heavyweight machine to do that stuff
[18:17:54] <CaptHindsight> http://code.google.com/p/miniemc2/downloads/list used an even weenier arm soc
[18:18:08] <CaptHindsight> http://www.youtube.com/watch?v=YSnNtgZrfyU was another
[18:19:13] <zeeshan> todays vibration lab
[18:19:14] <zeeshan> ;D
[18:19:15] <Valen> basically VNC and (most) remote desktop stuff doesn't shift the compute load, it just moves the pictures produced
[18:44:04] <CaptHindsight> javascript and a webserver
[18:45:38] <CaptHindsight> Valen: I'm just discussing this here to see what people think
[18:46:38] <CaptHindsight> for dedicated printer farms each printer would just have it's own cnc controller and no UI
[18:47:13] <CaptHindsight> similar to cluster computers, the nodes are all headless
[18:48:14] <CaptHindsight> they are all networked and just a few or one PC's might have a UI
[18:49:35] <CaptHindsight> but with x86 prices falling along with ARM boards there is little difference in cost
[18:50:15] <CaptHindsight> and for large CNC machines the cost of the controller is a small % of the total machine cost
[18:50:48] <CaptHindsight> so this is only about low cost simple cnc machines or 3d printers
[18:54:21] <andypugh> Night folks
[19:00:03] <R2E4_> It looks like the brake is on mu Z, I guess I should brace it so it doesnt drop when I find thebrake to removeit. Is this normal procedure?
[19:12:56] <toastydeath> CaptHindsight, the obvious and immediate problem with splitting the UI and the control is how do you hit estop
[19:12:59] <toastydeath> most controls use a pull method to grab gcode from a central repository, not really a push; even in push mode the control remains the place where the operator decides what happens, and has full pause/continue control over things
[19:13:00] <CaptHindsight> on a cnc machine it's extremely important but not so much for a small plastic extruder
[19:13:00] <toastydeath> true
[19:13:02] <CaptHindsight> ruined body vs 50 cents in plastic
[19:18:38] <PCW> I can see advantages of separating the UI from the controller for high end Linuxcnc applications
[19:18:40] <PCW> where you want minimal hardware except communications on the controller so you keep the
[19:18:42] <PCW> large funky drivers away (video sound USB etc)
[19:19:37] <PCW> maybe just RAMDISK/Ethernet on controller
[19:21:26] <CaptHindsight> magical drivers for video. sound and usb
[19:21:58] <CaptHindsight> yeah
[19:22:09] <R2E4_> PCW: Encoders are installed and working. Cant test theZ but looks good.
[19:22:19] <R2E4_> The brake isontheZ
[19:22:24] <PCW> That and high speed I/O would get you 10 to 20 KHz servo threads and still a
[19:22:26] <PCW> friendly Linux environment for all the normal tools
[19:23:04] <PCW> need to make sure you dont release the brake until the servos are enabled
[19:23:15] <PCW> :-)
[19:23:56] <CaptHindsight> sounds like linear servos
[19:24:21] <CaptHindsight> rail guns
[19:26:11] <CaptHindsight> back to -24c again tonight
[19:26:18] <PCW> I didnt make a rail gun but at one time a had a 240 uF at 5 KV capacitor I had some fun with launching bits of aluminum
[19:26:48] <CaptHindsight> 5kv wow
[19:27:06] <PCW> Never got the nerve to charge it up all the way
[19:27:12] <CaptHindsight> yeah
[19:27:52] <PCW> Maxwell
[19:28:53] <CaptHindsight> 3000 joules
[19:29:35] <PCW> Castor oil insulation
[19:35:51] <R2E4_> yeah, or I'll have a dent in my table.
[19:36:45] <CaptHindsight> https://www.google.com/search?q=cheap+linear+bearing&client=firefox-a&hs=zwi&rls=org.mozilla:en-US:official&tbm=isch&tbo=u&source=univ&sa=X&ei=-Xn5UvXdEu-CyAG_1IH4Cw&ved=0CGcQsAQ&biw=1046&bih=847
[19:37:26] <CaptHindsight> why is ordbot #1 in the results?
[19:37:29] <CaptHindsight> :)
[19:47:50] <scottcnc> he
[20:04:11] <tjtr33> i cant get synaptic packages, is us.archive.ubuntu.com down?
[20:04:34] <tjtr33> i get size mismatch on 3 diff pkgs "W: Failed to fetch
http://us.archive.ubuntu.com/ubuntu/pool/universe/f/fswebcam/fswebcam_20091224-1_i386.deb Size mismatch"
[20:04:45] <tjtr33> so i think size mismatch is bogus msg
[20:05:42] <tjtr33> is there some canadian problem? i'm over the river from detroit :(
[20:06:34] <tjtr33> hmm cant ping it
[20:07:12] <tjtr33> damn cant ping google, its damn canada
[20:07:34] <jdh> electrons are frozen.
[20:08:54] <tjtr33> no its damn ramada, the login screen comes up after 3 or 4 sites are browsed
[20:09:25] <tjtr33> now i can test web cam to inspect machine
[20:10:10] <R2E4_> Does LinuxCNC autohome? when you press home Y for example, will it move the Y until it finds the home switch?
[20:10:40] <PCW> Yes
[20:11:07] <PCW> (well assuming homing is set-up that way)
[20:11:23] <R2E4_> Figured you wouldsay that.
[20:11:31] <R2E4_> lol
[20:11:52] <tjtr33> ooh cool cheap 18buck logitech better than built in on gateway laptop. about 30inches of usb cable will be better than twisting laptop around greasy machine.
[20:12:11] <R2E4_> Is there docs on setting itupthat way? Just found a short verb on limit switches and homing. Not too much detail inthe wiki.
[20:12:37] <jdh> R2:
http://linuxcnc.org/docs/html/config/ini_homing.html
[20:13:13] <R2E4_> Didn't see that. Thanks jd
[20:17:08] <R2E4_> That just shows manually finding the home switches.
[20:18:51] <tjtr33> no those are automated sequences, and parameters set up the method of homing per axis, and other parms set if all home at once or if they home in some order or ( very very flexible )
[20:19:56] <tjtr33> /no /i think ;)
[20:27:22] <R2E4_> So ifI just add the minimum 3 hjome and 6 limit switches, when I start up linuxcnc, I will haveto manually move to the home and pres home X or Y or Z ?
[20:27:49] <R2E4_> Unless I figure out how to automagically have linuxcnc dothat for me. Correct?
[20:27:59] <Valen> you know you don't have to home right
[20:29:14] <tjtr33> R2E4_, it can autmatically seek the limit, use that as a reference, back off of it, and re-approach slowly till it trips ( lotsa variation on that webpage)
[20:29:22] <tjtr33> its automatic with a button press
[20:30:04] <R2E4_> That webpage doesnt show that.
[20:30:06] <tjtr33> you just config it in ini & use an user interface with the button ( like Axis )
[20:30:29] <jdh> or use the kb
[20:32:53] <R2E4_> I built a cnc router but it uses the other software....arggh. I dont use home switches, I just jog to my pieces 0,0 and zero the axis's. With linuxcnc, I want linuxcnc to find the home, which is machine zero, then I can find my pieces 0,0 and zero the axis.
[20:32:55] <tjtr33> R2E4_, you're right that the page doesnt say that, but you can get what you want using the info on that page
[20:33:02] <R2E4_> Thats what I understand should happen.
[20:34:10] <tjtr33> how do _you_ find machine 0,0,0 ?
[20:34:56] <R2E4_> I kind of figured that. If I was a honed veteran at Linuxcnc, I probably wouldnt have an issue with it. For newbie's like me, could be trying to figure oput that page for months.
[20:35:06] <R2E4_> I dont use machine 0,0,0 on my router.
[20:35:52] <jdh> what do you use?
[20:37:35] <R2E4_> I jog my machine to where I want 0,0 and just zero the axis's. Mach3 wont home a double motor axis. So I can't home it.
[20:37:55] <jdh> I'd point and laugh, but I guess I shouldn't.
[20:38:14] <jdh> hey, how about installing linuxcnc instead!
[20:38:32] <R2E4_> oh no....go right ahead.
[20:38:58] <R2E4_> I installed linuxcnc when I first built it and never could get gantrykins working properly.
[20:40:45] <tjtr33> imho machine 0,0,0 is a specific unchangeable reproducable position, you can set other '0,0,0' from that point ( called work offsets).
[20:40:50] <R2E4_> Half the people in here said it wouldnt work, and the other half said it did.
[20:41:00] <tjtr33> when you tell linuxcnc to measure from work offset #3, you tell work offset #3 where it is from machine 0,0,0
[20:41:03] <tjtr33> and the display shpows you 0,0,0 when at workoffset #3
[20:41:08] <tjtr33> does that make sense?
[20:41:44] <tjtr33> the key is that you can reproduce wher machine 0,0,0 is using whats on that page
[20:43:04] <R2E4_> ok, that makessense.
[20:43:45] <tjtr33> http://www.youtube.com/watch?v=J5zAmU_7mb8
[20:44:38] <tjtr33> this man ^^^ can set a nest of 123 blocks on his table, shut down linuxcnc, and take off the part half milled, inspect it. turn on linuxcnc, remount the work and continue the cut
[20:44:57] <R2E4_> So you create an koffset for every stock you put on.
[20:45:00] <tjtr33> just setting the work point to 'here' wont allow that accuracy
[20:45:59] <tjtr33> R2 as often as you need to set a new one, and several can co-exist ( one for the outside contour, one for this detail, one for that detail , you can think of a lot of variations )
[20:46:12] <R2E4_> I knew you were able to dothat, just didn't know how. That makes sense.
[20:46:35] <tjtr33> its very much what 'real' cnc's do.
[20:47:03] <tjtr33> /real /big manufacturers
[20:47:08] <Valen> homing is to set the machine position, not the job position. You need to think about if you need to actually know the machine position
[20:47:18] <tjtr33> yes! ^^^
[20:47:35] <skunkworks> a accurate home position very nice..
[20:47:37] <Valen> if you have a jig that bolts to the machine, odds are it'll bolt up to a different position each time unless you do a great deal of work to ensure it doesn't
[20:47:59] <Valen> if you are asking about it, odds are you don't need to do it ;->
[20:48:11] <Valen> touch off your job then cut
[20:48:30] <tjtr33> and never move till your all done :(
[20:48:44] <Valen> we only home (we have glass scales to do it with too) if we are going to be operating near the limits of the machine as we don't have limit switches either
[20:49:01] <skunkworks> mine homes to 0.000016"
[20:49:14] <skunkworks> *within
[20:49:16] <Valen> as soon as you un-clamp the part you toss out everything to do with offset anyway
[20:49:33] <Valen> again unless you go to quite a bit of trouble
[20:49:49] <jdh> skunkworks: have you tried to get rid of all that slop in your homing?
[20:50:05] <tjtr33> Valen you are right _AND_ home switches are very useful ( and dang cheap )
[20:50:41] <tjtr33> you can 'just set 0' even with home switches ;)
[20:50:44] <Valen> thus far we haven't used machine cords for anything other than not jogging into the stops
[20:50:56] <skunkworks> there really isn't much slop... It homes to an index. zero backlash ball screws, when we tested it - it would reposition to within what we could measure (about .0002)
[20:50:57] <CaptHindsight> 16 millionths of an inch?
[20:51:06] <Valen> (or rapiding into the stops....)
[20:51:14] <R2E4_> This machine has a home and max and min limit switches per axis. Three per axis.
[20:51:16] <tjtr33> he's git some really nice feeler gauges
[20:51:39] <tjtr33> R2E4_, sweet, use 'em
[20:51:57] <skunkworks> jdh:
http://www.youtube.com/watch?v=FgOqEz5Tk-Y
[20:52:00] <Valen> yeah, might as well
[20:52:06] <R2E4_> I got the kencoders connected today and working.
[20:52:22] <R2E4_> starting on the limit switches.
[20:52:26] <Valen> but yeah, we ran for years without home or limit ;->
[20:53:06] <R2E4_> I don't have them on my cnc router.
[20:55:59] <skunkworks> the machine is quite phenomenal.. (and 45 years old...)
[20:56:31] <tjtr33> skunkworks, how'd you come up with that number , its not a stepper machine iirc, is it the gear ration and a rotary encoder line count that gets 16u"
[20:57:08] <tjtr33> i believe you, just couldnt see how that num happens
[20:58:06] <tjtr33> oh yeah and screw pitch too
[20:58:25] <R2E4_> That video shows repeatability not accuracy. no?
[20:58:44] <PetefromTn> evenin' folks..
[20:59:13] <tjtr33> that video shows accurate repeatability :)
[20:59:45] <R2E4_> hehe
[20:59:51] <tjtr33> gotta go gnite
[21:02:29] <skunkworks> encoders are 2540 line 2:1 reduction 3tpi ball screw... 2540*4*2*3=60960 counts per inch
[21:02:51] <skunkworks> it homes to index which is within 1 count
[21:03:07] <skunkworks> (way more than we can measure..)
[21:09:20] <R2E4_> thats way cool.
[21:11:36] <R2E4_> Just checked the Y travel and there are 4 switches.one on the max, one near the min (home ?) and one for min. there is another starts just before min and stokps at end of travel.
[21:12:10] <R2E4_> Only thing I can thinmk of is it uses it for tool changer position.
[21:12:51] <jdh> one makes for most of the travel?
[21:15:00] <R2E4_> no.
[21:16:55] <R2E4_> I'll upload a pic
[21:25:35] <tjtr33> two pairs of swx at ends of one axis allow you to config the machie to home at either end ( pick one )
[21:26:17] <tjtr33> usually machines home at +X +Y +Z ( right rear uper corner ) but linuxcnc and 4 swx per axis allow any combo
[21:27:45] <jdh> if you have a non-limit home, will linuxcnc search in the other direction if it encounters the limit before the home?
[21:28:28] <R2E4_> 4 limit switches on the Y,
http://imagebin.org/292677 http://imagebin.org/292675 http://imagebin.org/292674
[21:29:37] <jdh> that's a hefty machine
[21:30:25] <skunkworks> tjtr33: encoders are 2540 line 2:1 reduction 3tpi ball screw... 2540*4*2*3=60960 counts per inch
[21:32:56] <tjtr33> hey there .4u" more accuracy then !
[21:33:03] <tjtr33> :)
[21:33:29] <R2E4_> The z has only three, one max, one min and z-zero
[21:34:13] <tjtr33> and the home ( z-zero ) is high? then you home Z up :)
[21:34:56] <tjtr33> i dunno anyone who hoes z down, but theres a lot of weird sopecial machines out there ( maybe pcb routers ?)
[21:35:09] <tjtr33> homes dangit
[21:35:46] <tjtr33> (.0000164" )
[21:37:08] <Tom_itx> no cnc i know of does
[21:37:53] <tjtr33> oh yeah, some features like tool changers require repeatable positions in machine coordinatres, so R2E4_ you got some reqs for an ATC already
[21:39:11] <R2E4_> reqs?
[21:39:31] <tjtr33> Tom_itx, i was thinking processes that worked off table like pcb or CaptHindsight's devices that build from ground up ( dropping the table that is projected onto )
[21:39:36] <tjtr33> requirements
[21:40:06] <R2E4_> here's the toolchanger
http://www.youtube.com/watch?v=6X-sbJOYR6o
[21:40:13] <tjtr33> Tom_itx, i f=dont know they do that, but that position is handly for that kinda work
[21:42:07] <R2E4_> I have all the limit switches for the tool changer worked out and the solonoids. Wired into the mesa boards and working.
[21:43:22] <tjtr33> R2E4_, nice, grabs tools from inside the diameter. cool
[21:44:49] <Tom_itx> tjtr33 glue guns?
[21:45:01] <PetefromTn> Nice man I love a big toolchanger my umbrella also holds 20 tools. Glad to hear you have got a lot of it setup in the mesa cards already.
[21:45:04] <tjtr33> is the toolchange position in XYZ dictated by switches or dimension(s) from somewhere
[21:45:22] <tjtr33> Tom_itx, hehe yeah they work off ground 0
[21:50:42] <tjtr33> i saw some malaysian artsy gluegun stuff & thought hell women will pay lotsa money for this kinda stuff
http://3dprintingindustry.com/2013/06/21/gallery-of-3d-printing-fashion-accessories-from-the-materialise-malaysian-fashion-show/
[21:52:19] <R2E4_> by switches. Thats what the forth switch is on the Y
[21:52:22] <R2E4_> I think.
[21:54:38] <tjtr33> could be, or, you could make it that way if it agrees with tool holder and spindle :)
[21:56:37] <tjtr33> how do i tell google to stop using google.ca?
[21:58:14] <Tom_itx> bribe it
[22:00:18] <tjtr33> something in about:dangforgotthekeyword...
[22:01:48] <R2E4_> http://imagebin.org/292678 http://imagebin.org/292679
[22:02:24] <R2E4_> Thats for the Z axis, 30 teeth
[22:07:20] <skunkworks> what is a good irc client for android?
[22:08:36] <Tom_itx> one sec
[22:09:16] <Tom_itx> not all work good on freenode...
[22:10:01] <skunkworks> have tried yaaic and it is unstable at best
[22:10:12] <Tom_itx> i'm checking
[22:10:19] <tjtr33> hard code
https://www.google.ca/search?clie... to
https://www.google.com/search?clie... but theres a config to stop it too about:about is master list
[22:10:21] <PetefromTn> I am using andchat and it seems to work well..
[22:10:32] <skunkworks> PetefromTn: thanks!
[22:10:54] <Tom_itx> that's the one
[22:11:01] <PetefromTn> no problem man..
[22:16:53] <PetefromTn> http://www.youtube.com/watch?v=u-uDkOVkN-0 This gives me a stiffie hehe
[22:20:18] <os1r1s> Tom_itx: Do you think shaft collars on end mills would cause issues?
[22:20:33] <Tom_itx> probably
[22:20:45] <Tom_itx> to extend it or what?
[22:20:59] <os1r1s> Tom_itx: Just to use for repeatable height
[22:21:09] <eric_unterhausen> depth stop on quill?
[22:21:26] <os1r1s> eric_unterhausen: depth stop effectively
[22:24:01] <Tom_itx> guess you could try it
[22:24:22] <os1r1s> Tom_itx: I've not seen many people mention using them, but I can't see why not
[22:24:34] <os1r1s> It seems on a small mill it would permit repeatable depth with a collet.
[22:24:41] <eric_unterhausen> that's because a mill has a depth stop
[22:24:43] <Tom_itx> fixture on a surface plate with a height gage might be more effective
[22:24:57] <Tom_itx> dunno what your tooling is like though
[22:25:03] <os1r1s> Tom_itx: So just measure the offset each time before cutting?
[22:25:22] <Tom_itx> if you're after presetting the tools
[22:25:34] <Tom_itx> i'd still touch off in lcnc personally
[22:25:38] <PetefromTn> What kind of toolholders are you using?
[22:26:03] <os1r1s> PetefromTn: No tool holders. I was trying to avoid buying a bunch of them.
[22:26:14] <Tom_itx> what cnc?
[22:26:21] <os1r1s> PetefromTn: Just an er16 collet on a small mill
[22:26:25] <os1r1s> Tom_itx: taig
[22:26:41] <Tom_itx> better plan on getting some holders i'd say
[22:26:57] <os1r1s> Tom_itx: You have a sherline, don't you?
[22:26:59] <Tom_itx> yes
[22:27:34] <Tom_itx> oh, have you heard of A2Z?
[22:27:37] <os1r1s> Tom_itx: Ever looked at?
http://www.cadcamcadcam.com/toolchanger.aspx
[22:27:56] <os1r1s> Tom_itx: Yep. I actually have 3 of their holders, but its not enough :)
[22:28:00] <PetefromTn> Not sure what is available but I remember reading about some guys who use Tormach tooling that used epoxied on rings to kinda emulate a TTS holder.
[22:28:09] <Tom_itx> i have several of theirs
[22:28:32] <PetefromTn> I did it once myself and it worked fine but it was a 3/4 inch tool that worked like the TTS toolholders.
[22:28:33] <Tom_itx> that looks rather expensive
[22:28:35] <eric_unterhausen> it's never enough
[22:28:56] <os1r1s> Tom_itx: It is, but I'm curious to know if it works. I can't find any entries about it
[22:29:11] <eric_unterhausen> I was working on my lathe, I want two more toolholders so I can plunge
[22:29:18] <Tom_itx> for 1k it better
[22:29:28] <Tom_itx> 1100
[22:29:59] <os1r1s> Tom_itx: I'm not sure if the auto features really add anything meaningful.
[22:30:19] <Tom_itx> i change mine manually but preset them
[22:30:28] <os1r1s> Tom_itx: With holders?
[22:30:33] <Tom_itx> and touch off and save it in the tool table
[22:30:33] <Tom_itx> yes
[22:30:59] <os1r1s> Tom_itx: How many holders do you have? Out of curiousity ;)
[22:31:06] <Tom_itx> i got 6-8 of them from A2Z a while back
[22:31:11] <Tom_itx> plust what i have already
[22:31:25] <os1r1s> Gotcha
[22:31:37] <Tom_itx> i emailed them about making me a special holder but they never replied
[22:31:50] <os1r1s> Tom_itx: a2z?
[22:31:52] <Tom_itx> i want a tapered extension with the threaded head
[22:31:53] <Tom_itx> yes
[22:32:04] <os1r1s> They made me one about a year back.
[22:32:08] <os1r1s> I think his name was ray
[22:32:09] <Tom_itx> to add maybe 1" depth
[22:32:20] <PetefromTn> You might look into an automated tool length probe setup that way you can put whatever you want in the spindle and it finds the length for you.
[22:32:51] <Tom_itx> early day comin up. i'm out...
[22:34:52] <os1r1s> Tom_itx:
http://mounicou.com/cnc/involutecutterarbor.jpg
[22:34:53] <os1r1s> This one
[22:35:17] <os1r1s> PetefromTn: I have a probe that will do it. I just need to set up the automation
[22:36:08] <PetefromTn> Yeah if you do not want to buy a bunch of toolholders a probing setup is the next best thing...
[22:38:06] <PetefromTn> http://www.youtube.com/watch?v=9H86iNWPYds
[22:40:01] <os1r1s> PetefromTn: Thank you. I will watch it
[22:40:41] <PetefromTn> No worries man good luck. I want to do something similar on my VMC. with a nice table mounted probe.
[22:41:15] <os1r1s> PetefromTn: I have this one ...
http://www.performancemotion.com/products.shtml
[22:41:20] <os1r1s> Which works ok
[22:41:47] <os1r1s> I had to make a few tweaks, but its cheap enough
[22:42:43] <PetefromTn> huh never seen that one before.
[22:43:16] <os1r1s> PetefromTn: I had to put a stronger spring in it and solder the copper, but now it works like a champ
[22:43:40] <PetefromTn> so its a touch probe or a tool probe or both that you have?
[22:43:56] <os1r1s> It functions as both depending on the top
[22:43:58] <os1r1s> tip
[22:44:25] <os1r1s> Basically the TP-100 works as a probe. If you get the TP-99 pieces it will work as a touchplate
[22:44:40] <PetefromTn> Then I'd say you are almost there man LOL get it done and you won't need to worry about toolholders or lengths...
[22:44:55] <os1r1s> haha
[22:45:24] <os1r1s> PetefromTn: Also built this ...
http://www.youtube.com/watch?v=MGmc9L3pSHw
[22:46:00] <os1r1s> PetefromTn: That allows me to use 3 different probes connected to one input
[22:46:12] <os1r1s> And it deals with common vs not common connections
[22:46:55] <PetefromTn> Thats pretty nice man I need to either buy or build a nice table tool probe here at some point. Well I better get to bed here man. Nice chatting with you and good luck....
[22:47:08] <os1r1s> PetefromTn: Have a good one
[22:47:10] <os1r1s> Thx again
[22:47:16] <PetefromTn> ;
[22:47:23] <PetefromTn> .
[22:58:53] <Tom_itx> os1r1s i've got holders like that
[23:00:07] <Tom_itx> iirc they're tapered though
[23:12:52] <GPtech> logout
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
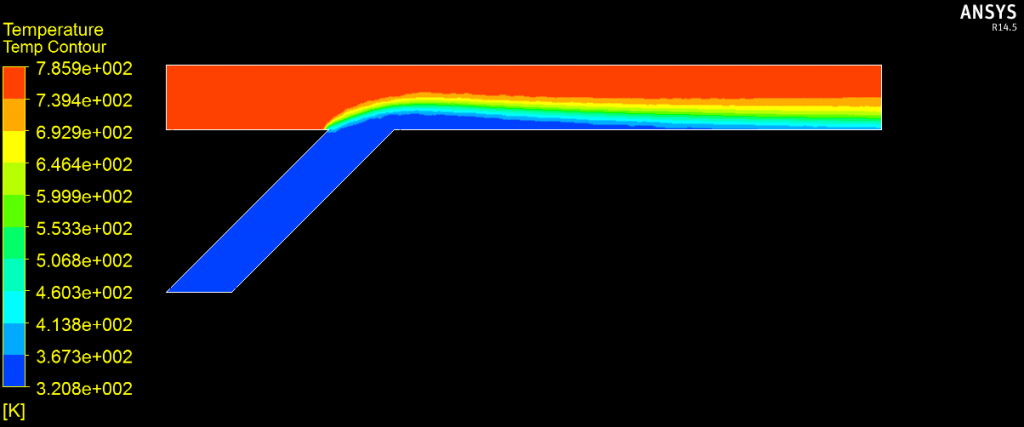{kind=link}
{kind=link}
{kind=link}