Back
[00:46:50] <CaptHindsight> what's with all the insert CHINESE here bashing, it's not their fault the west pissed away all their experience and technical expertise in exchange for psychopathy
[00:48:42] <RyanS> eh?
[00:50:35] <RyanS> In this channel?
[00:50:47] <CaptHindsight> heh, just a bit
[00:51:32] <CaptHindsight> always dumping on eastern ballscrews, positioners, bearings etc etc
[00:52:12] <RyanS> Chinese want to trade with western companies , precisely because they have technical expertise and design and innovation
[00:52:52] <CaptHindsight> because western or eastern co's have expertise?
[00:54:14] <CaptHindsight> the Chinese just want to sell, it has nothing to do with any expertise. east or west
[00:55:02] <RyanS> As far as I understand they manufacture at almost cost price because they want to capture designs and innovation. They don't really do original design. But it will change sooner or later you would think
[00:55:44] <RyanS> Of them once they have the designs, they sell to markets in other parts of the world for higher prices
[00:56:11] <RyanS> At least that was the picture painted for mass manufacture of consumer products
[00:56:38] <CaptHindsight> they are raised to not make waves, so they don't innovate out of self preservation
[00:57:10] <RyanS> there is that...
[00:57:56] <RyanS> But I wonder with all the increasing wealth in China are people not going to be tired of having no say in government policy
[00:57:59] <CaptHindsight> they sell and make anything that they can get their hands on for the highest price they can get
[00:58:30] <CaptHindsight> if you don't leave China you don't know any differently
[00:59:00] <CaptHindsight> they see government like a relative, like an uncle
[00:59:24] <CaptHindsight> not close family, but not as something foreign
[00:59:41] <RyanS> hmm, a lot of wealthy Chinese or even middle-class are travelling these days
[00:59:58] <RyanS> It's not isolated like it wasn't the past... It's not North Korea
[01:00:13] <CaptHindsight> yeah, don't count n a revolution anytime soon
[01:00:49] <CaptHindsight> there should be a revolution in the USA first if you're counting on awareness
[01:01:06] <RyanS> no, but also the government is paranoid about dissent because China has broken up into separate states. Historically
[01:01:45] <CaptHindsight> they are happy to have more than the bucket, the wall and roof right now
[01:02:19] <CaptHindsight> they are enamored by brands at the moment
[01:03:02] <RyanS> the US has problems but I think requiring a revolution is a little overstated :P
[01:03:02] <CaptHindsight> the upper class has already "exported" wealth outside of China
[01:03:10] <RyanS> USA*
[01:03:16] <CaptHindsight> as a safety net
[01:03:48] <RyanS> yeah , purchasing real estate in the West and so forth
[01:04:23] <RyanS> But the reality is it's predicted as becoming the largest economy by something like 2025
[01:04:31] <CaptHindsight> http://www.bartleby.com/73/1065.html The tree of liberty must be refreshed from time to time with the blood of patriots and tyrants. It is it’s natural manure
[01:06:24] <RyanS> Then what happens if manufacture becomes too expensive in China and they lose their biggest market
[01:07:25] <CaptHindsight> manufacturing won't become more expensive, it's shipping that the factor now. that why Mexico is picking up lots of production now for the US
[01:08:20] <RyanS> yeah , it seems it's actually rather difficult to do business in China.
[01:08:24] <CaptHindsight> whats sad is that the sociopaths running things now will destroy their customer base "the middle class"
[01:08:35] <RyanS> So they look for and cheap labour elsewhere
[01:08:54] <RyanS> Which sociopaths?
[01:08:57] <CaptHindsight> cheap labor in the USA if there is no change
[01:09:00] <archivist> managers
[01:10:20] <CaptHindsight> that's the thing, who is going to buy their Branded crap when they have destroyed their main consumer base the middle class?
[01:10:46] <RyanS> Who knows what the future is for the global economy.
[01:10:58] <CaptHindsight> China has a middle class large than the USA right now
[01:11:38] <CaptHindsight> the young is drinking the coolaid and buys anything branded to feel like they have arrived
[01:12:21] <CaptHindsight> but the middle class in the EU and the USA is being destroyed
[01:12:43] <RyanS> The middle class in China will purchase products by US companies manufactured in China, which will no longer manufacture said products because cheaper labour will disappear
[01:13:12] <CaptHindsight> will they turn to propping up the Chinese middle class to keep consumerism alive and well?
[01:13:53] <CaptHindsight> or are they so short sighted that they will shoot themselves in the foot there as well?
[01:14:34] <CaptHindsight> my bet us yes, they will
[01:14:39] <CaptHindsight> us/is
[01:15:06] <CaptHindsight> they have cheap labor there
[01:15:56] <CaptHindsight> China is currently moving people from the rural areas into the empty cites they built over the past decade to prop up their economy
[01:16:20] <CaptHindsight> they now live in new cities but have no work/jobs
[01:16:22] <RyanS> yeah
[01:16:57] <CaptHindsight> on the other hand places like Vietnam and Thailand are trying to move up and offer cheap labor
[01:17:43] <CaptHindsight> the same is true in India, they have so many people and an ancient caste system that they also have cheap labor
[01:17:52] <CaptHindsight> just not skilled labor
[01:18:36] <RyanS> yep is a conundrum because people here want cheap prices, working conditions be damned
[01:19:25] <CaptHindsight> so with a world of more poor than wealthy how long will people put up with the current leadership and direction?
[01:19:54] <RyanS> Cheap labour was available in the 19th century in Western countries, so there is always a need for capitalism to have a source of cheap labour, wherever that might be
[01:20:08] <CaptHindsight> poor and mostly ignorant or trained to be subservient
[01:21:01] <CaptHindsight> there is plenty of wealth in the world, it's just in very few hands
[01:21:03] <RyanS> We have tried that before... It was called communism :P
[01:22:07] <CaptHindsight> the Chinese are better capitalists than the US yet they are labeled a communist country
[01:22:27] <RyanS> It was a good idea in theory and just didn't work out in practice. I think because people want incentives to work harder like higher pay
[01:22:48] <CaptHindsight> the US is far from true capitalism
[01:23:12] <RyanS> I don't think even the Chinese really believe they are Communist either :P
[01:23:14] <CaptHindsight> or pure capitalism
[01:23:43] <RyanS> it's something more like mercantilism
[01:23:47] <CaptHindsight> it's very similar only they don't expect to vote or have it matter
[01:24:43] <CaptHindsight> China didn't win, the west just pissed it away
[01:25:08] <CaptHindsight> but reality without tact is brutality
[01:26:10] <RyanS> hegemony doesn't last forever Rome, ancient Egypt, the British Empire, the United States..
[01:27:21] <CaptHindsight> I used to wonder what the plan was until I realized it's just insanity and selfishness, not much more than what monkeys would do
[01:27:38] <RyanS> I don't think it gets squandered. I think someone more powerful and comes along. At the same time as the reality of the world is changing
[01:27:44] <CaptHindsight> maybe next time we'll get it right
[01:29:34] <CaptHindsight> you have a nicer/optimistic way of spinning it
[01:29:47] <RyanS> we still gots to try, if for no other reason for the lack of anything else to do
[01:30:03] <CaptHindsight> we who?
[01:30:42] <RyanS> humans, homosapians
[01:31:03] <CaptHindsight> after trying out everything else first we'll do the right thing? didn't Churchill say that about the USA?
[01:32:18] <CaptHindsight> anyway back to my original question, I'm not sure what all the China bashing is all about
[01:32:43] <CaptHindsight> maybe it's just to feel better?
[01:33:36] <RyanS> I think this channel. It's just about the quality of ballscrews :P
[01:33:59] <CaptHindsight> the ones I get are just as good as any
[01:34:52] <CaptHindsight> I think that the cheapskates just are venting after chasing the 50 cent per inch screws vs the $1/in
[01:34:55] <RyanS> They are surely perfectly fine for hobby purposes
[01:35:59] <CaptHindsight> I think the Chinese food in the US is far worse than real Chinese food
[01:36:24] <RyanS> How about rat?
[01:36:29] <CaptHindsight> panda express is not Chinese food
[01:37:04] <CaptHindsight> you mean McDonalds?
[01:37:13] <CaptHindsight> yeah pretty bad
[01:37:23] <RyanS> Fried insects (actually I'm not sure if that's a Chinese thing, but is eaten in some places)
[01:37:39] <CaptHindsight> fat, corn sweetener and salt
[01:37:58] <CaptHindsight> down south
[01:38:43] <CaptHindsight> lower in fat than McDonalds
[01:39:00] <CaptHindsight> higher in protein
[01:39:28] <Jymmm> ratburgers?
[01:39:29] <CaptHindsight> well roasted vs fried
[01:39:43] <Jymmm> roasted rat burgers?
[01:40:01] <CaptHindsight> grasshopper vs McDonalds McProtien/fat
[01:40:19] <CaptHindsight> rat is lower in fat as well
[01:40:30] <Jymmm> higher in diseases
[01:40:36] <RyanS> It's more people who have no idea what a balanced diet is ..... Some people drink 14 and Diet Coke per day because they are convinced its upgrade from non-diet
[01:40:46] <CaptHindsight> depends on the source
[01:41:04] <Jymmm> alley
[01:41:12] <CaptHindsight> but but but it's diet
[01:41:12] <Jymmm> field, roof
[01:41:24] <RyanS> I would try rat if I knew it wasn't sewer rat
[01:41:36] <CaptHindsight> alley. field and roof cattle?
[01:41:43] <Jymmm> rat
[01:42:02] <RyanS> cattle are too heavy for the roof
[01:42:14] <CaptHindsight> i want to meet a roof cattle rancher
[01:43:13] <CaptHindsight> so the rats should not be from West Virginia
[01:43:31] <Jymmm> http://i.telegraph.co.uk/multimedia/archive/01545/cow_1545022c.jpg
[01:43:32] <CaptHindsight> agreed
[01:44:19] <CaptHindsight> better than a penguin on the telly
[01:46:16] <CaptHindsight> http://www.3ders.org/articles/20140207-china-developing-world-largest-3d-printer--prints-6m-metal-parts-in-one-piece.html
[01:47:43] <CaptHindsight> funny how they didn't notice the tooling marks
[01:49:44] <CaptHindsight> or were they copied so precisely that they even printed the tooling marks?
[01:53:22] <RyanS> Anyone built a 3-D printer here?
[01:54:11] <Jymmm> yes
[01:54:17] <Jymmm> I call mine silly putty
[01:54:30] <RyanS> Is it your own design?
[01:54:40] <Jymmm> No, it's egg shaped.
[01:55:08] <Jymmm> http://www.amazon.com/Original-Silly-Putty-Ages-Bin080102/dp/B000EOASEK
[01:55:09] <RyanS> You mean that plastic clay stuff
[01:55:47] <RyanS> Not quite what I had in mind
[01:56:46] <Jymmm> It's 3D and prints
http://blogdotcruxresearchdotcom.files.wordpress.com/2013/01/silly-putty-cartoons.jpg
[01:58:10] <RyanS> Okay. Has anyone builds a fused filament deposition machine? :P
[01:58:58] <Jymmm> butthole?
[02:00:57] <RyanS> ?
[02:01:14] <Jymmm> fused filament deposition machine = shit
[02:01:37] <RyanS> Have you been drinking?
[02:14:12] <Jymmm> RyanS: You're the one that was the smartass with "fused filament deposition machine". Well thats what a large intestine and anus is. It fuses material together and deposits it.
[02:15:26] <RyanS> that it does
[02:31:53] <Deejay> moin
[04:11:15] <Pekkis> Hi, I trying find good guide for setting up linux cnc
[04:17:41] <archivist> depends on what you want to know to which doc you should read
[04:20:33] <archivist> there being a variety of machines and methods available
[05:13:41] <jthornton> the manual is a good place to start... The Getting Started Guide
[05:51:31] <jthornton> I'm guessing a cruise at 1v input and noting the velocity would tell you what 10v will give then you can back off by 25% to get max velocity for a servo system
[05:53:10] * jthornton still wonders how to figure out what velocity command would give a 1v output
[05:57:45] * jthornton tries to see if the formulas in the manual can be deciphered
[06:17:11] <jthornton> nope that is no help
[06:17:45] <jthornton> there must be a formula to get the volts from the commanded velocity... now to find it
[06:20:50] <jthornton> maybe reverse engineer it with a volt meter...
[06:23:09] * jthornton heads to the shop to stir up the fires
[06:24:22] <Jymmmm> l^ u a c l a
[06:25:03] <Jymmmm> jthornton:
http://www.ti.com.cn/cn/lit/an/spra600/spra600.pdf
[07:05:39] <JT-Shop> what is it?
[07:07:30] <archivist> something for vfd drive designers
[09:35:54] <CaptHindsight> finally a useful reprap (re-purposed)
http://www.3ders.org/articles/20140208-spanish-maker-hacked-a-3d-printer-into-a-smart-air-hockey-robot.html
[09:46:32] <ries> CaptHindsight: can't deny that...
[10:35:23] <R2E4_> mornin
[10:35:40] <R2E4_> pcw are you around?
[10:35:46] <Deejay> good evening
[10:36:19] <R2E4_> 7i84 npn input, dont need pullup resister?
[10:36:55] <R2E4_> cause I am getting positive out when active.
[10:39:42] <R2E4_> sorry, active low
[10:41:25] <R2E4_> inactive high
[10:41:37] <Tom_itx> hi z
[10:43:12] <R2E4_> Hi Tom
[10:44:24] <marmite> guys/girls/others do you know if there exist a chuck for dremel that makes it possible to use sometyhing larger then 3,5 bits?
[10:46:10] <archivist> there is a 3 jaw chuck available but its the wrong tool for larger cutters
[10:46:47] <marmite> ah i would like to use 4mm tools :D i have found a really good source for 4mm end mills
[10:47:24] <archivist> wean yourself off drmels for larger work
[10:47:39] <jdh> I have one, it is not so good
[10:48:02] <marmite> yeah :/
[10:48:13] <pcw_home> 7I84 inputs are the same as the 7I77 inputs (active high) so to sense NPN (sink to ground) outputs you need a stiff pullup
[10:48:14] <marmite> gotta get a real spindle for my machine
[10:48:19] <archivist> I wear dremels out through use, for hand held bodging they are ok
[10:48:30] <marmite> i have my sexy widgitmaster cnc <3
[10:48:37] <marmite> ah
[10:49:20] <archivist> the bearings have a flexible mount so unsuitable for spindle type work
[10:49:55] <Tom_itx> maybe get a die grinder
[10:50:01] <Tom_itx> they take 1/4" bits
[10:50:15] <marmite> oh
[10:50:31] <jdh> rotozip holds 1/4" and has marginally better support than a dremel
[10:51:06] <marmite> oh a die grinder
[10:51:11] <marmite> is it any good ?
[10:51:21] <marmite> would it be good for aluminum perhaps?
[10:51:21] <Tom_itx> they are made for such things
[10:51:37] <marmite> ah :D
[10:51:37] <R2E4_> I see no difference with a pullup or not. I didnt connect it to the 7i84, but testing it on the bench it works without a pullup resistor.
[10:51:42] <Tom_itx> still probably wouldn't make a good spindle
[10:51:54] <jdh> a spindle makes a good spindle.
[10:51:59] <Tom_itx> x actly
[10:52:01] <marmite> of course
[10:52:01] <Loetmichel> marmite: look inside a dremel(clone): it is not suitable for milling wothout some modifications:
[10:52:12] <marmite> have been thinking of a
http://www.ebay.com/itm/Universal-CNC-Frasmotor-Oberfrase-Spindel-motor-CauCau-850-W-/171231225327?pt=DE_Haus_Garten_Heimwerker_Elektrowerkzeuge&hash=item27de2d25ef
[10:52:15] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=284
[10:52:19] <jdh> but, not everyone needs a real spindle.
[10:52:19] <marmite> dont know if would work thoe
[10:52:33] <marmite> Loetmichel: you are probebly right
[10:53:34] <marmite> hard building on a tight budget
[10:53:41] <Loetmichel> long shaft above the first ball bearing which is only 6,35mm in diameter, second bearing sits in rubber, shaft is only pressed on, in general all very low precision, gross runout and so on
[10:55:06] <Loetmichel> i have used it as a mill some time, only way to get half decent result was to grind a second 8mm bearing "sit" on the shaft and put a third bearing there:
http://www.cyrom.org/palbum/main.php?g2_itemId=11196
[10:55:37] <marmite> ohhh
[10:55:43] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=3077&g2_imageViewsIndex=1
[10:55:46] <Loetmichel> you see?
[10:55:47] <marmite> gonna open upp my fern multitool and check
[10:55:55] <marmite> yes
[10:56:12] <CaptHindsight> is the real question "Where do i find a <$100 tool that works?"
[10:56:35] <Loetmichel> CaptHindsight: depends
[10:56:43] <marmite> https://dl.dropboxusercontent.com/u/15996745/Photo%202014-01-28%2018%2058%2046.jpg my machine
[10:56:49] <Loetmichel> i have made better experiences with a proxxon IB-e
[10:57:00] <Loetmichel> which has a VERY small bearing right in front.
[10:57:09] <marmite> yeah the ib-e seems nice indeed
[10:57:18] <marmite> still small tools thoe
[10:57:19] <Loetmichel> but that is a model car bearing that costs about a dollar a piece
[10:57:27] <marmite> proxxon uses the 3,5mm tools aswell i belive
[10:57:32] <Loetmichel> and after the tird change you get quick
[10:58:05] <Loetmichel> also the proxxon shafts and collets are MUCH more precise (and hardened) than the dremel ones
[10:58:51] <marmite> ah yeah i have the proxxon mf70 here
[10:59:00] <marmite> really precise i think
[11:00:19] <Loetmichel> the cheap routers you have linked above have three problems: first: bad runout, second: only max rpm useable even if the have a power control because there is nor real rpm control, third: they are unbelieveably LOUD
[11:00:37] <marmite> Loetmichel
https://www.dropbox.com/s/4s7up6pgwl5b88y/Photo%202014-02-08%2017%2043%2000.jpg
[11:00:47] <marmite> i opend my ferm dremel
[11:00:59] <Loetmichel> hrhr
[11:01:02] <Loetmichel> like i said
[11:01:12] <Loetmichel> way to long shaft to the first bearing
[11:01:44] <marmite> yeah
[11:02:09] <marmite> hmm seems little tight to get in another one
[11:02:43] <Loetmichel> i have put mine there ehere the trhead for the cap was
[11:04:06] <Loetmichel> if you want something half decent and nice to the ears: get a cheap chinese watercooled spindle with VFD
[11:04:32] <Loetmichel> comes for around 300 eur and rids you of all of your problems if the mill can handle the additional weight
[11:06:20] <marmite> true true,
[11:06:36] <marmite> little to mutch for me right now,
[11:06:59] <MarkusBec> if you buy a cheap spindle you dont save the mony
[11:07:10] <marmite> but for what iam making right now i dont need really that a good of precision, mostly cutting simpler aluminium and mdf
[11:07:11] <MarkusBec> you give it away with the broken tools
[11:07:20] <marmite> yeah
[11:07:21] <marmite> hmm
[11:07:25] <Loetmichel> http://www.ebay.de/itm/NAGELNEU-SPINDELMOTOR-0-8KW-MIT-WASSERKUHLUNG-UND-PASSENDEM-INVERTER-v-/251384768996?pt=LH_DefaultDomain_77&hash=item3a87b329e4
[11:07:46] <marmite> cost more then my machine :D
[11:07:47] <marmite> :P
[11:07:52] <MarkusBec> marmite: 1 VHM drill kost up to 3 euro
[11:08:18] <marmite> not so mutch
[11:08:31] <Loetmichel> marmite: AND is MUCH easier to the ears
[11:08:34] <MarkusBec> http://www.ebay.de/itm/KRESS-1050-FME-1-1050-W-Frasmotor-mit-4-Spannzangen-Schnellversand-/191053215592?pt=DE_Haus_Garten_Heimwerker_Elektrowerkzeuge&hash=item2c7ba8b768
[11:08:41] <MarkusBec> a kress spindel is not cheaper
[11:09:24] <marmite> kress is around 160-200
[11:09:48] <marmite> butt the vfd spindle, would it work for aluminium ?
[11:10:09] <MarkusBec> yes
[11:10:10] <Loetmichel> http://www.youtube.com/watch?v=QNLjMg0Nitk
[11:10:27] <Loetmichel> aluminium, just a moment, comes in a sec
[11:10:37] <marmite> :P
[11:10:51] <marmite> oh my
[11:10:52] <Loetmichel> http://www.youtube.com/watch?v=hnjHd69saXs
[11:10:55] <Loetmichel> 4mm al
[11:11:04] <marmite> oh
[11:11:05] <marmite> sexy
[11:11:07] <jdh> what is the plexi part?
[11:11:10] <Loetmichel> http://www.youtube.com/watch?v=o53RsosYwGg
[11:11:21] <Loetmichel> in a massive block
[11:11:37] <Loetmichel> jdh: wall of a usb plug for a .mil PC
[11:11:45] <marmite> oh
[11:12:11] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=10877
[11:12:17] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=10880
[11:12:21] <marmite> that spindle with the vfd damit i want :D
[11:12:22] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=10883
[11:12:40] <Loetmichel> @ jdh
[11:13:01] <jdh> nifty
[11:13:01] <marmite> how does the water cooling work on it, iam guessing i need a pump and everything for it?
[11:13:09] <jdh> what's holding the big chunk of aluminum down?
[11:13:11] <Loetmichel> it fits in a 5.25" drive slot
[11:13:30] <Loetmichel> so you can close the front door without breaking the stick ;-)
[11:13:49] <Loetmichel> jdh: carpenters double sided tape
[11:14:13] <Loetmichel> carpet layers
[11:14:13] <marmite> http://www.ebay.com/itm/300W-12V-48V-air-cooled-Spindle-Motor-With-Mount-Bracket-for-Engraving-Machine-/221273761211?pt=LH_DefaultDomain_0&hash=item3384f1a5bb how good does this china spidnels work ?
[11:14:20] <jdh> heh, seems likely to go flying?
[11:14:27] <Loetmichel> not at al
[11:14:30] <Tom_itx> naw it works pretty well
[11:14:41] <Loetmichel> as long as the block stays cool all is well ;-)
[11:14:47] <marmite> :P
[11:15:20] <Loetmichel> MarkusBec: its simply a DC motor wit a ER11 pressed on the shaft
[11:15:37] <Loetmichel> and a fan on the opposide side shaft for cooling
[11:15:58] <Loetmichel> and has all the problems of a dremel
[11:16:00] <MarkusBec> motley:
[11:16:07] <Loetmichel> oh, i meant marmite
[11:16:17] <marmite> ^^
[11:16:36] <MarkusBec> its a dremel without the plastik
[11:16:43] <Loetmichel> and a bit bigger
[11:16:55] <marmite> ah
[11:17:03] <Loetmichel> which means: more power. which is not good for flexing the shaft ;-)
[11:17:05] <marmite> so not really a big upgrade from the dremel
[11:17:12] <Loetmichel> not at all
[11:17:18] <Loetmichel> some would call it a backstep
[11:17:28] <Loetmichel> because you need a decent 48V PSU
[11:17:44] <marmite> ah yeah
[11:18:01] <marmite> 48v aint a problem really, but if it aint good and not worht the money it would be a waste
[11:18:10] <Loetmichel> right
[11:18:11] <marmite> 48v supplys i have tons of
[11:18:41] <Loetmichel> the motors are not bad at all, but the pressed on shagt is simply something to cry on for a half decent mechanic ;-)
[11:18:51] <marmite> ah:D
[11:19:41] <Loetmichel> shaft
[11:19:59] <MarkusBec> marmite: I have a cheap pump and a radiator form an gaming pc watercooling shop
[11:20:01] <Loetmichel> i've done something like this with a smaller motor:
[11:20:17] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12846
[11:20:31] <marmite> ah smart!
[11:20:31] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12821&g2_imageViewsIndex=1
[11:20:34] <MarkusBec> but with 800W a bucket of water an a aquarium pump will work
[11:20:36] <marmite> MarkusBec: oh yeah works
[11:20:41] <Loetmichel> works very well
[11:20:51] <Loetmichel> uses up to 20A at 12V, though
[11:20:59] <marmite> :D
[11:21:17] <Loetmichel> and uses a proxxon shaft (spare part, 8 eur) as the collet holder ;-)
[11:21:36] <marmite> ah i have a er12 tool holder laying around
[11:21:49] <marmite> to bad i dont have a lathe :D
[11:22:40] <marmite> not er12
[11:22:48] <marmite> ER16 100L Collet Chuck Holder Straight Shank
[11:22:59] <Loetmichel> marmite: rin my spindle at home and at the company with a simple pump in a bucket
[11:23:06] <marmite> http://www.ebay.com/itm/Durable-C16-ER16-100L-Straight-Shank-Collet-Chuck-Holder-CNC-Milling-Lathe-/261347869623?pt=BI_Tool_Work_Holding&hash=item3cd98c03b7 bassicly,
[11:23:13] <marmite> ah :D works
[11:23:20] <marmite> i have some pumps laying around i could use for that
[11:23:52] <Loetmichel> http://www.youtube.com/watch?v=a9Ov69t0uwo
[11:24:12] <MarkusBec> I hope the chines spindels with toolchanger get cheaper
[11:24:25] <MarkusBec> at the moment 3000€ for 2,2kw
[11:24:38] <marmite> Loetmichel: :D
[11:24:42] <Loetmichel> MarkusBec: btw: i havent lost your tb6560 bard, i even can see it right now ;-)
[11:24:42] <marmite> nice bucket there
[11:24:42] <awallin> let us all know when you gind a good one!
[11:24:54] <MarkusBec> :D
[11:24:56] <awallin> whatever happened to the kickstarter atc spindle?
[11:25:39] <MarkusBec> kickstarter atc spindle?
[11:26:29] <awallin> I think they were supposed to be produced by this guy
http://www.dalecnc.com/ (very slow site for me..)
[11:26:30] * JT-Shop hears a nap calling
[11:26:38] <Loetmichel> marmite: was a bucket of "1kg shugar foam sweets"
[11:26:39] <Loetmichel> ;-)
[11:26:43] <Loetmichel> sugar
[11:26:59] <awallin> https://www.kickstarter.com/projects/19659206/affordable-sherline-atc-spindle-head
[11:27:19] <marmite> nomnom
[11:27:20] <awallin> $650 for the spindle assembly, no motor
[11:28:58] <MarkusBec> 5000rpm with er11
[11:29:08] <MarkusBec> sound not like a big deal
[11:29:48] <Loetmichel> er16
[11:30:15] <Loetmichel> the problem is the size of the Bt tool holder
[11:30:24] <Loetmichel> the shaft will have about 30mm inside
[11:30:41] <Loetmichel> ... for which it is expensive to get high speed bearings
[11:34:19] <awallin> something like 6k or 8krpm is fine for milling aluminium with 6mm maybe down to 4mm tools I think
[11:34:25] <CaptHindsight> try Amamzon for bearings, you'll typically be able to find one or two at greatly reduced prices direct from NSK or similar
[11:34:29] <awallin> if you really need smaller tools you need more spindle rpm
[11:34:42] <CaptHindsight> I
[11:35:10] <Loetmichel> CaptHindsight: i know this probkem first hand
[11:35:33] <awallin> anyway it's probably machining the spindle to take an ATC toolholder and figuring out the ATC toolholder mechaniscs that increases the price mostly
[11:35:39] <eric_unterhausen> I just cut down a door so it will shut, but it isn't going to latch
[11:35:48] <CaptHindsight> I've been able to find high speed and crazy high precision bearings for 1/4 the list prices elsewhere
[11:35:50] <eric_unterhausen> the striker plate is 1cm too high
[11:35:51] <Loetmichel> the cheap 608zz abec7 bearings i use in the dc spindle above get VERY warm at 30kRPM...
[11:36:36] <CaptHindsight> Loetmichel: what material are you holding them in??
[11:36:40] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12840
[11:36:43] <Loetmichel> aluminium
[11:37:07] <CaptHindsight> oh you can cool that easily
[11:38:09] <CaptHindsight> fins + fan or liquid cooled
[11:38:48] <CaptHindsight> all that PC overclocker madness has driven down the cost of cheap heat exchangers and pumps
[11:40:13] <Loetmichel> CaptHindsight: i can
[11:40:35] <Loetmichel> and alinging the coupling to the motor better has decreased the value to 45°c
[11:40:40] <Loetmichel> so no problems there
[11:40:57] <Loetmichel> i just meant: there are some problems with bearings and high speed
[11:41:08] <Loetmichel> and they increase drastically with diameter
[11:43:09] <CaptHindsight> exponentially, inverse square or something
[11:44:02] <Loetmichel> yes
[12:39:46] <jsskangas> JT-Shop, skunkworks, cradek + others: THANKS, new PID tuning made machine even more presice and updating to 2.5.0 solved index homing problem.
[12:41:20] <jsskangas> Now finaly tomorrow I can start machining of engine and other formula parts
[12:42:53] <skunkworks> Yay!
[12:43:09] <Jymmmm> jthornton: it has formulas in it.
[12:43:29] <Jymmmm> jthornton: no idead if they re what you want or not.
[12:50:36] <CaptHindsight> jsskangas: nice, retrofit machine or built from scratch?
[12:52:53] <jsskangas> CaptHindsight: old mori seiki mv junior
[12:53:08] <jsskangas> put only run 2000h, like new
[12:54:11] <jsskangas> lighting strike was burned electronics from this machine an it was left to stand in warm space
[12:54:33] <CaptHindsight> nice find
[12:54:49] <jsskangas> no rust and linear guides and ballscrews was perfect
[12:54:57] <CaptHindsight> lightning strike? was is operated outside?
[12:55:08] <CaptHindsight> it/is
[12:55:25] <CaptHindsight> practically new
[12:55:36] <jsskangas> no but we have here in Finlad electric wires in air
[12:56:19] <jsskangas> so lighting did strike in wires and burned lot of machines from that factoru
[12:57:23] <jsskangas> https://plus.google.com/photos/100325893956269903721/albums/5931286816490389361/5976091007958785394?pid=5976091007958785394&oid=100325893956269903721
[12:57:23] <CaptHindsight> I wonder how the electrical service entrance was grounded (or not) to use all the machines for ground
[12:57:47] <CaptHindsight> well good for you
[12:58:13] <awallin> lot's of F1 tyres in store there...
[12:58:13] <jsskangas> indramat servos 8nM and 6000rpm
[12:59:25] <jsskangas> 4 and 5 axis is teijin seiki RV-reduction gear from Fanuc robots
[13:00:27] <jsskangas> not mounted yet, 4 axis is ready but 5 is still not finished
[13:00:42] <jsskangas> it is AC-Table
[13:00:54] <jsskangas> Terve Wallin
[13:01:20] <jsskangas> Well yes, there are lot of other pictures as well
[13:01:36] <jsskangas> https://plus.google.com/photos/100325893956269903721/albums/5960597962031153121?authkey=CPDa5cT66ZOsDA
[13:01:47] <jsskangas> Monocoque
[13:02:04] <awallin> hi.
[13:02:20] <awallin> where do you get that alucore? is it any good for thermal/acoustic insulation? expensive?
[13:02:46] <jsskangas> Really hard to get from finland and yes it is expensine
[13:03:27] <jsskangas> I dont know about acoustic properties but other vice its like 20mm solid plate of aluminium
[13:03:40] <jsskangas> just it does not weight anything
[13:03:54] <jsskangas> Tyssen aerospace
[13:04:00] <jsskangas> thyssen
[13:04:04] <awallin> yeah, ok
[13:04:27] <jsskangas> its around 80e per m2
[13:04:57] <awallin> and apparently pop-rivets work well
[13:05:06] <jsskangas> But if you dont need aerospace grade other option is Potma oy at pello
[13:05:25] <jsskangas> every part is glued and pop rivet
[13:05:45] <CaptHindsight> most sign supply shops in the US carry the aluminum with foam core
[13:06:02] <jsskangas> Difference is that potma dont you isomer glue
[13:06:18] <jsskangas> that is better option
[13:06:32] <jsskangas> divinycell core and aluminium skins
[13:06:45] <jsskangas> you can actually make it your self
[13:07:10] <jsskangas> but the foam is some what expensive
[13:07:52] <CaptHindsight> we proposed using it for housing construction, image anodize it to look like wood or stone and the core provides insulation
[13:08:12] <CaptHindsight> it doesn't rust, burn easily or rot
[13:08:19] <jsskangas> yes
[13:08:32] <jsskangas> that is correct
[13:09:04] <CaptHindsight> also recyclable, so in other words not wanted in the USA
[13:11:22] <Einar_> jsskangas: Building your own? Cool! I know one in USA that did:
http://www.metalmeet.com/forum/showthread.php?t=4020
[13:29:02] <jsskangas> It is all ways impressive to see really good craftmanship
[13:29:29] <jsskangas> My parts are mainly machined and made by waterjet or laser
[13:29:41] <jsskangas> I just make 3D design
[14:53:29] <marmite> so how do you guys home the z axis
[14:57:08] <eric_unterhausen> home switch
[14:58:33] <marmite> hmm well i run mach3, and i dont know really how to home z in a good way,
[14:58:43] <marmite> with the distance to the meterial iam gona mill
[14:59:05] <eric_unterhausen> tool table
[15:02:54] <marmite> well
[15:05:17] <marmite> dont belive tooltables would help alot if i dont have a zero to begine with
[15:05:44] <JT-Shop> marmite, do you have tool holders or are you working with a collet in the spindle?
[15:06:29] <marmite> with a dremel bassicly
[15:07:49] <JT-Shop> ok so you have to touch off at each change of tool
[15:07:59] <marmite> indeed
[15:08:37] <eric_unterhausen> buy more dremels and swap them out :)
[15:08:39] <JT-Shop> probably the paper method will be accurate enough for you then
[15:08:43] <JT-Shop> lol
[15:08:49] <marmite> :P
[15:09:11] <eric_unterhausen> tool table still pretty useful
[15:09:47] <JT-Shop> put your tool in, jog down till you just touch the paper which is on top of your material then make sure Z axis is selected then touch off
[15:10:04] <marmite> ah
[15:10:13] <marmite> so when i see a dent i 0 it bassicly
[15:10:19] <marmite> then just jog it upp again
[15:10:26] * Jymmmm uses a flashlight held at an angle and wiats for the shadow of the tool to touch the surface
[15:10:54] <JT-Shop> yea, what you just did was put the G54 coordinate Z0 at the top of your material
[15:11:31] <JT-Shop> I used to have a tutorial on touch off but it was too confusing
[15:11:56] <marmite> ah i have been looking around the net for something like that but havent found really
[15:13:11] <JT-Shop> give me a minute and I'll find it again
[15:19:31] <jthornton> marmite,
http://gnipsel.com/linuxcnc/g-code/index.html
[15:33:43] <Loetmichel> *GNAAAAAH* I am SO dumb. I have secured my btc wallet with a Passphrase... and forgot it promptly :-(
[15:35:13] <eric_unterhausen> at least you weren't the guy that threw away the 7 million dollar hard drive
[15:36:57] <Loetmichel> no, its only 0,1btc in that wallet. but still... DUMBDUMBDUMBDUMB head->desk
[15:39:49] <MrSunshine> hmm how hot is ok for a chinese spindle motor
[15:39:59] <eric_unterhausen> smokin' hot
[15:40:10] <MrSunshine> ran like 1 hour today and its "hot" but i can hold my hand on it without a problem =)
[15:40:21] <eric_unterhausen> pretty typical I would think
[15:41:08] <MrSunshine> but thats without loading the spindle any ... running at like 0.9A .. of 3.33A maximum current (at 2.2Kw) ....
[15:41:18] <MrSunshine> so what would happend if i load it full for an hour ... :P
[15:41:27] <MrSunshine> bye bye spindle... :P
[15:49:18] <eric_unterhausen> doesn't necessarily follow, most motors will heat up over an hour
[16:00:16] <MrSunshine> hmm ok =)
[16:00:33] <MrSunshine> yeah and "heat emission" gets higher the hotter it gets also right? =
[16:01:40] <eric_unterhausen> what are you going to do with it other than trying to see if it works?
[16:02:35] <MrSunshine> hehe =)
[16:02:55] <MrSunshine> oh well, if it becomes a problem i guess more cooling later on =)
[16:03:23] <eric_unterhausen> the high-end servo motors can cook in their own juices without dying
[16:03:36] <eric_unterhausen> I wasn't really too happy about that
[16:17:05] <Deejay> gn8
[16:17:51] <CaptHindsight> http://www.ebay.com/itm/370770474504 4th spindle missing/broken controller dead
[16:38:16] <heathmanc> anybody got a beats on nema23 servos, brushed dc
[16:38:33] <jdh> can you hum a few bars?
[16:38:47] <heathmanc> mi mi mi mi... ahemmmm
[16:38:59] <jdh> sounds like steppers to me. sorry.
[16:39:29] <Einar_> Wham!! Wheeeee Wham!
[16:39:36] <heathmanc> lol
[16:39:57] <jdh> I'm not sure what the original question was.
[16:40:14] <heathmanc> I am on the hunt for some decent nema23 servos
[16:40:28] <jdh> decent or cheap
[16:40:34] <MrSunshine> yeey new box for cnc computer on its way .. so i finaly can get front panel usb etc =)
[16:40:37] <heathmanc> decent
[16:40:52] <jdh> .us?
[16:41:09] <heathmanc> or uk
[16:41:18] <heathmanc> preferably us
[16:41:22] <jdh> http://www.automationtechnologiesinc.com/products-page/nema23-m-dc-servo-motor/skewed-rotor-design-nema23-dual-shaft
[16:41:25] <jdh> + encoders
[16:41:43] <heathmanc> i have looked at those many times, just hard to believe they are decent for $79
[16:41:52] <MrSunshine> http://www.ebay.com/itm/10x-Titanium-Coated-Carbide-PCB-Engraving-CNC-Bit-Router-Tool-30-Degree-0-2mm/131070321784?_trksid=p2047675.m1982&_trkparms=aid%3D333005%26algo%3DRIC.FIT%26ao%3D1%26asc%3D177%26meid%3D4699967277616260788%26pid%3D100009%26prg%3D1088%26rk%3D2%26rkt%3D5%26sd%3D370770474504%26 these kind of bits, think one could engrave aluminium etc with them also ? =)
[16:41:55] <jdh> not much to a brushed motor by itself
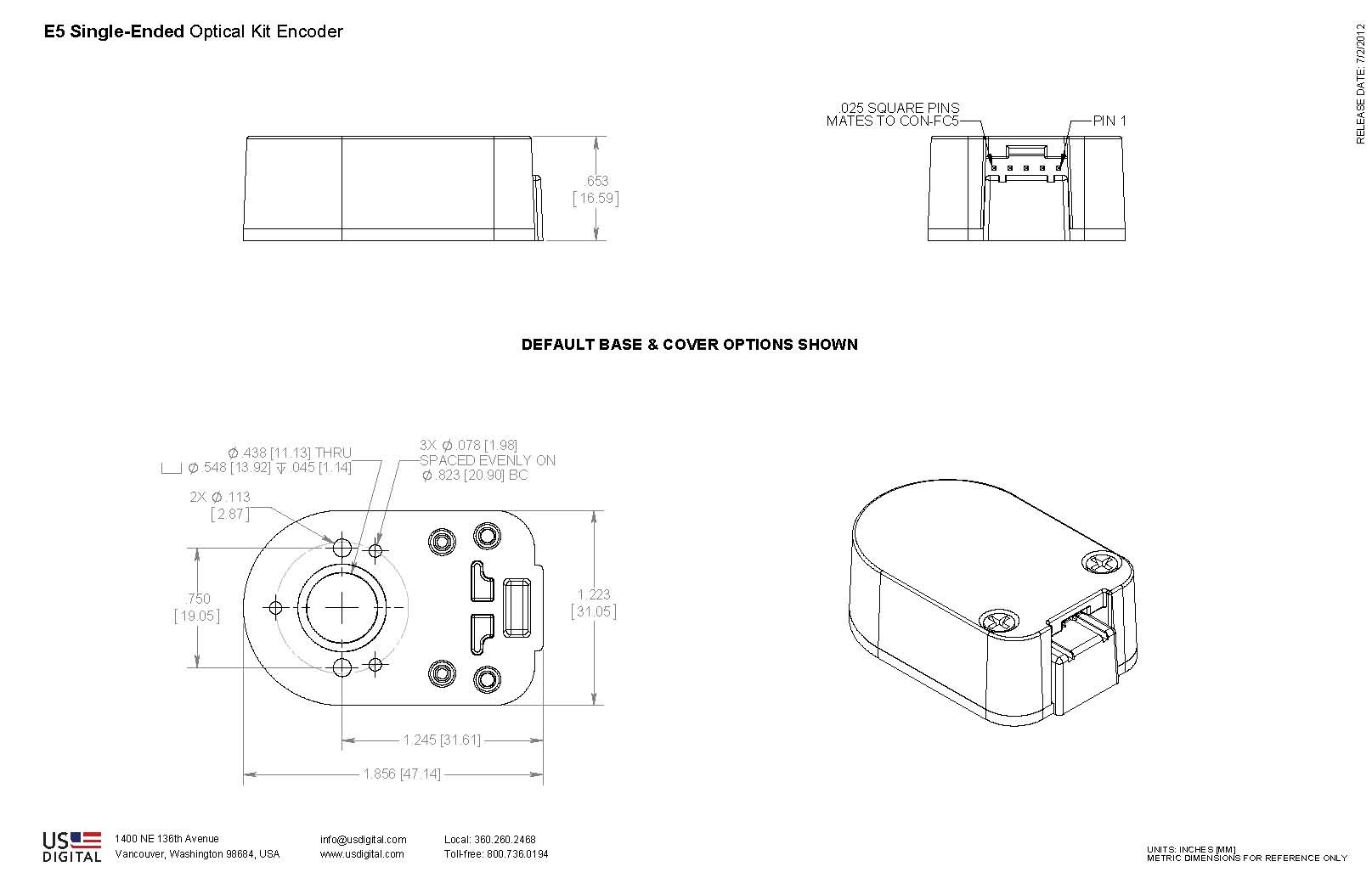
[16:42:42] <heathmanc> any idea what the encoder mount dimensions are on those, not on the drawings
[16:42:51] <heathmanc> looking at us digital e5 differential
[16:43:22] <jdh> digikey sells them. There is a link to teh datasheet there
[16:44:07] <jdh> http://www.usdigital.com/assets/images/fulls/E5-MechDrw-Single_0.jpg
[16:44:30] <heathmanc> no, the servo mounts
[16:45:07] <jdh> nope. unlikely that they wouldn't fit though. Call him and ask?
[17:01:27] <CaptHindsight> the only problem with those servos is not getting a flaky one, I just wish he's check them before shipping that's why I stop in to make sure I don't have to exchange it later
[17:01:38] <CaptHindsight> he's/he'd
[17:05:28] <heathmanc> that's why i wouldn't mind spending a little more on something more sure
[17:06:07] <CaptHindsight> he will exchange it, it's just the shipping hassle
[17:06:24] <heathmanc> Yup
[17:08:23] <heathmanc> are they good servos? never hear anything about them
[17:08:24] <CaptHindsight> how soon do you need it? China is back from vacation now
[17:08:34] <heathmanc> i don't need them real soon
[17:09:06] <CaptHindsight> he sells good stuff, it's just the occasional bad one that slips though
[17:09:27] <heathmanc> i have bought stepper components from him before with no issue
[17:09:41] <CaptHindsight> it's not aerotech quality, but for hobby applications they work
[17:10:07] <heathmanc> just going to control them with some amc 30a8's
[17:11:58] <CaptHindsight> http://www.americanmotiontech.com/Products/BrushlessServos/Motors/default.aspx?type=2
[17:12:22] <CaptHindsight> $20 difference from 50W to 180W
[17:12:40] <heathmanc> need to be brushed
[17:16:55] <heathmanc> they do have some brushed ones, topping out at 120w
[17:23:27] <andypugh> I brought the bed of the Rivett indoors out of the damp today, it's basically a 39" long 3.5" x 5" bar of cast iron.
[17:23:49] <andypugh> 85kg / 200lb -ish
[17:24:46] <andypugh> I used a cargo strap as a sort of halter round the back of my neck, as I know that my fingers can't keep a grip for long enough.
[17:25:12] <andypugh> It was bizarre just how long the feeling of being lighter than air persisted after I had put it down.
[17:36:48] <syyl-> new-machine-day ;)
[17:36:48] <syyl-> https://dl.dropboxusercontent.com/u/24396704/Stichelschleifmaschine/IMG_0413.JPG
[17:37:42] <eric_unterhausen> ya, my cnc conversion has taken over a decade, don't need anything too soon :)
[17:38:49] <andypugh> syyl-: Silly question, but do those things sharpen drills?
[17:39:02] <syyl-> jip, they do
[17:39:07] <syyl-> two possible ways
[17:39:15] <syyl-> use the drill-sharpening-attachement
[17:39:54] <syyl-> looks like a tilting prisma that takes the drill
[17:40:13] <syyl-> or you can do a four-facet-grind
[17:40:23] <syyl-> with the normal dividing head, thats in place
[17:42:12] <andypugh> Looking at Deckel SO prices.. Machine $10,000. Well, maybe. Stand $1870: What? Halogen worklight $720 !! That's taking liberties, that is.
[17:44:43] <syyl-> i was looking for a deckel, too
[17:44:50] <syyl-> but the prices are just cracy
[17:45:13] <syyl-> even if you buy a burned out one that had been rolled over by a tank...
[17:45:41] <eric_unterhausen> I always wanted a deckel
[17:45:44] <andypugh> I know someone with a Deckel SO, it sits next to his CNC Deckel mill. I think he spends more on his hobby than I do.
[17:45:50] <eric_unterhausen> but then I talked to someone that owned one
[17:46:09] <syyl-> we have about 8 deckel s0 and s0e in our department at work
[17:46:14] <syyl-> i love those machines
[17:46:15] <syyl-> but
[17:46:19] <syyl-> $$$
[17:46:44] <andypugh> I don't actually know what they are for...
[17:46:45] <eric_unterhausen> I think the main problem was the $$$ of the tooling
[17:47:57] <syyl-> grinding single lip cutters, relief the shank of tools, regrind the front cutting edges of endmills, sharpen your centrepunch in a civilised manner...
[17:50:10] <andypugh> `I hsve never been entirely sure what a single lip cutter is. I don't think I have ever needed one.
[17:54:22] <Tom_itx> andypugh is the Rivett the one going on the nice new work bench?
[17:54:32] <andypugh> Yes, that's the one.
[17:54:51] <Tom_itx> is it gonna be for show or use?
[17:55:52] <Tom_itx> single lip cutters make good hole debur or things like engraving bits
[17:55:54] <andypugh> I haven't decided.
[17:56:25] <Tom_itx> that's what i got for doing my engraving
[17:56:29] <andypugh> It ought to be an inherently better lathe than my Chinese thing.
[17:56:37] <Tom_itx> i would imagine
[17:57:11] <andypugh> The question is whether I can convert it to CNC without being lynched :-)
[19:59:15] <PetefromTn> Hey folks..
[20:22:22] <andypugh> Hi
[20:23:20] <Tom_itx> evening
[20:25:35] <PetefromTn> Hey andy and Tom.
[20:35:38] <newCNC> Hi group..
[20:37:20] <newCNC> I am trying to setup ParallelPort on LinuxCNC (2.5.x, ubuntu 10.04), I noticed that the LPT is always high on pins 2-9, it is not being switched high/low as it should
[20:37:30] <newCNC> any idea how I can go about troubleshooting?
[20:39:23] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Parallel_Port_Tester
[20:40:25] <newCNC> I tried that
[20:40:34] <CaptHindsight> what happened?
[20:40:37] <newCNC> I used a VoltMeter to test the pins
[20:40:42] <newCNC> pin1
[20:40:50] <newCNC> can be toggled HIGH/LOW
[20:40:54] <newCNC> via the tester
[20:41:02] <newCNC> even LinuxCNC spindle on/off works on that
[20:41:29] <newCNC> but Pin2 on wards (the output pins as defined by standard LPT) are non responsive to the test program
[20:42:03] <newCNC> the voltage is always LOGIC 1 (i.e pull up resistor voltage at 4.x volts)
[20:42:31] <newCNC> i made sure that paraport_PC is not loaded in /etc/modules
[20:42:37] <CaptHindsight> lspci -vvv and pastebin, let's make sure you have EPP that works well
[20:42:46] <CaptHindsight> some controllers have issues
[20:42:58] <newCNC> ok give me a min. (and thanks in advanced for your time.)
[20:43:22] <newCNC> just an FIY, i tried two different PCs until now, same issue on both (because i read on the forums about controllers being troublesome)
[20:44:05] <newCNC> side note, both machines are older machines having integrated LPT port on them
[20:44:32] <CaptHindsight> different chipsets for each PC?
[20:45:19] <newCNC> hmmm not sure, both are pentium 4 (one with hyperthreading, but didn't look beyond that, one is HP motherboard, 2nd is Acer)
[20:47:10] <CaptHindsight> I can hardly keep my eyes open, let's see which EPP controller it is
[20:47:18] <newCNC> http://pastebin.com/u5wW1LVj
[20:47:34] <CaptHindsight> also are you measuring the signal right from the EPP connector without anything attached?
[20:48:48] <newCNC> from the parallel-cable, one end to the PC, other end in the air, as i understand there are PullUP resistors onboard.
[20:50:07] <CaptHindsight> no EPP port in the LSPCI
[20:50:23] <andypugh> I have typically not had much luck probing parallel port pins with a voltmeter. Having said that, a "low" output should pull down to zero pretty hard.
[20:50:48] <newCNC> 2nd item, PCI bridge: Control I/0+
[20:51:05] <newCNC> not sure what that is
[20:51:48] <andypugh> I assume you are testing between the pins and one of the ground pins? (18-25)
[20:51:56] <newCNC> yes sir... pin25
[20:52:09] <newCNC> and Pin1 works flawlessly, spindle On/Off works
[20:52:34] <andypugh> You might have a not fully wired cable.
[20:52:39] <newCNC> I have been testing and testing and tried two different PCs (different motherboards, different bioses) same result
[20:52:56] <CaptHindsight> is EPP enabled in BIOS?
[20:53:00] <andypugh> Have you tested the cable pin-to-pin on all lines?
[20:53:15] <andypugh> CaptHindsight: EPP shouldn't matter.
[20:53:27] <newCNC> the cable is a standard Parallel Cable, didn't test honestly, i will do so now
[20:53:40] <newCNC> EPP is enabled i nbios as in the LPT is enabled 0x378
[20:53:49] <newCNC> Mode is EPP
[20:54:28] <andypugh> For normal use EPP isn't necessary. It shouldn't do any harm though.
[20:55:24] <CaptHindsight> newCNC: which MB is this?
[20:55:33] <newCNC> now what are the chances andypugh!!
[20:55:46] <newCNC> the cable is not a straight cable, i.e, pin-for-pin
[20:55:52] <newCNC> pin1->pin1
[20:55:53] <CaptHindsight> there you go
[20:56:00] <newCNC> but most of them are not
[20:56:03] <newCNC> no continouty
[20:56:09] <newCNC> except maybe two other pins
[20:56:10] <andypugh> Cheap minimalist cable.
[20:56:36] <newCNC> darn it.. tht cable had "Parallel" written all over it on the plastic modling
[20:56:43] <newCNC> i thought it was right
[20:56:50] <newCNC> hmm sorry ot have wasted your time guys
[20:57:02] <andypugh> Glad to have been able to help :-)
[20:57:21] <andypugh> You might have guessed that this is not an uncommon problem.
[20:57:35] <newCNC> ill be back if i fail with anew cable, however i feel that it would be highly unlikely :) (just being hopefully i guess)
[20:57:41] <newCNC> lol
[20:57:59] <newCNC> i think i spent too much time troubleshooting this i was blind to the simple solution
[20:58:07] <andypugh> Many "parallel" cables have only enough pins to print sucessfully.
[20:58:44] <newCNC> you;d think about it, and say how much would that save them in the big picture!
[20:58:58] <CaptHindsight> then why didn't the test program flip the other pins?
[20:59:00] <newCNC> I mean some solder, some more wires... in bulk that is peanuts!
[20:59:19] <newCNC> i will try to map now
[20:59:22] <newCNC> and test that
[20:59:31] <newCNC> i only tested Pin1, Pin2 and Pin4 (GND pin25)
[20:59:40] <newCNC> wanted to keep it simple, and also vary not just a single pin
[21:00:09] <newCNC> i mean this is a step in ther ight direct, might not be the end of it but the right direction which is a good thing after a long day spent on this with no progress until now
[21:01:43] <andypugh> pcw_home: What is the magic code word you need to see on a proper fully populated parallel cable?
[21:02:22] <andypugh> newCNC: The first thing you can try is the voltmeter directly onto the PC socket.
[21:02:28] <CaptHindsight> http://en.wikipedia.org/wiki/IEEE_1284
[21:03:00] <andypugh> CaptHindsight: Ah, yes, that's the one. IEE1284
[21:03:19] <newCNC> much appreciated
[21:03:24] <CaptHindsight> newCNC: so you did see the color change with the EPP test application?
[21:03:36] <newCNC> yes
[21:03:52] <newCNC> the parallel test (halrun -I -f ptest.hal)
[21:03:52] <CaptHindsight> you just didn't test with the voltmeter right from the connector
[21:04:04] <newCNC> I tested with the voltmeter
[21:04:17] <newCNC> so I ran the test app
[21:04:20] <CaptHindsight> but through a cable vs right from the PC conn
[21:04:21] <newCNC> hooked up the voltmeter
[21:04:28] <newCNC> to the Cable
[21:04:29] <newCNC> not the PC
[21:04:42] <newCNC> i didn't even consider the PC side
[21:04:52] <newCNC> having it on the ground at the corner
[21:05:06] <newCNC> cable much easier.. (and one more error variable)
[21:05:29] <andypugh> You only made one mistake, you waited too long to ask us for help :-)
[21:06:19] <newCNC> indeed.. let me put it this way, as a programmer and an electronics enthusiast, i like to RT{F}M as much before asking questions
[21:06:39] <newCNC> sometimes that is a good things, and like tonight, proven to be not so much :)
[21:06:55] <andypugh> Anyway, I have a busy day of watching the olympics scheduled for tomorrow, so will bid ye all goodnight.
[21:07:18] <newCNC> thank you gentlemen
[21:07:21] <newCNC> good night
[21:27:25] <RyanS> here is a cool gadget to reverse engineer
http://sturgesturninghead.com/pricing
[22:22:25] <R2E4_> evening
[22:22:57] <R2E4_> Is .5 second puilse enough for the 7i84 input to detect?
[22:23:34] <jdh> half a second is a *long* time
[22:24:24] <micges> if you use standard servo thread you should be able to detect 1ms pulse
[22:26:18] <R2E4_> ok cool. Its for an index on my tool changer. When it goes around, I am using a prox sensor, the lite comes on for a half a second about.
[22:27:55] <jdh> says mpg can count at 20KHz
[22:28:40] <R2E4_> I should beableto see half second onthe hal monitor
[22:28:55] <jdh> you can trigger on it in halscope
[22:32:42] <R2E4_> I have an ATC, with no index. I am fabricating an index for it. What would be the best place to put it interms of the logic its going to take to count and select the right tool? Place it so tool 1 is in the take position?
[22:33:39] <jdh> you have an encoder of some sort already?
[22:35:08] <R2E4_> yes, onthe motor gear that turns the turret there istwo prox sensors.
[22:35:33] <jdh> shouldn't matter where the index is then.
[22:35:54] <jdh> might simplify it to it at at tool1 so that is your zero
[22:36:21] <jdh> wow, wonder where all those two letter words came from.
[22:36:36] <R2E4_> http://irmtl.com/vm40/Tur_Prox.JPG
[22:36:56] <jdh> oh yeah
[22:37:41] <jdh> I don't see how it worked originally without an index
[22:38:10] <R2E4_> yeah, been debateing that, thats what cradek said.
[22:38:33] <jdh> can you manually index it to some mark?
[22:38:44] <R2E4_> I think it was in the machine parameters. It remembered it, memory
[22:39:04] <R2E4_> yeah I have a button to manually move it to where ever I want.
[22:39:21] <jdh> so maybe you move to wherever and hit 'home'?
[22:39:34] <jdh> seems silly since once more switch isn't going to be a big deal
[22:39:54] <R2E4_> http://www.youtube.com/watch?v=6X-sbJOYR6o
[22:40:00] <jdh> It would be tempting to put gear tooth sensors on the big wheel
[22:40:48] <R2E4_> to detect each gear?
[22:40:53] <jdh> yeah
[22:41:52] <jdh> but, that obviously works.
[22:42:59] <R2E4_> Ive got room for that. I just simplyput a bracket and mounted the sensor on the edge of the magazine. But will haveto cut the housing andmodify the safety plate that covers the gearsand pinion.
[22:44:09] <R2E4_> what would be the advantage for tooth sensor? Wouldnt it depend on how accurtate they were when they manufactured it, the holders are placed the same in relation to the gears?
[22:45:25] <jdh> it is obviously sufficient the way it is, so not needed.
[22:45:41] <jdh> just higher count so higher resolution.
[22:46:06] <jdh> looks like 12 teeth between tools and the encoder is 20 teeth for 2 'lines'
[22:47:28] <jdh> does it have a clutch or something? Positive stops for tool position?
[22:49:22] <R2E4_> no matter where I stop it, it positions itself correctly. That baffles me.
[22:49:35] <R2E4_> You can here the clutch or whatever posiution it.
[22:49:53] <R2E4_> One less thing I have to worry about.\
[22:50:10] <jdh> so just add an index anywhere and be happy.
[22:51:28] <R2E4_> hehe, I\ll be happy when I add ankindex and make the3 axis's work.
[22:52:13] <R2E4_> sorry, I smashed a couple fingers today, and its hard to type...lol
[22:52:58] <R2E4_> I located and tested all the solinoids and limit switches, and connected them to the mesa boards. It has all worked so far.
[23:50:03] <tjtr33> for earlier discussion on single lip cutter grinders ( like Michael Deckel SO ), here's a nice list
http://www.e-engraving.com/equipment/grinders/index.htm
[23:50:25] <tjtr33> and theres a few open source builds too, the Quorn and the Tinker etc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}