Back
[00:03:56] <Valen> ours is 600x200x200 (the vertical 200 is because we only got a short scale)
[00:04:35] <Valen> 23x8x8
[00:29:46] <Valen> our new router style one will be 1 meter by 1 meter by 500
[00:29:56] <Valen> new "hardcore" one will be 600x600x600
[00:32:54] <RyanS> damn model engineers & their BA taps & screws
[01:00:00] <Valen> thread milling?
[01:01:27] <RyanS> eh?
[01:30:45] <dieter> Guten Morgen
[01:33:49] <Valen> if you have weird threads perhaps mill them rather than tap
[01:38:52] <RyanS> ah , I will get a milling machine someday
[01:44:24] <RyanS> I'm still trying to work out which size of milling slide for my lathe. hare & forbes only have massive ones
[01:46:50] <Valen> milling slide?
[01:47:57] <RyanS> yeah
http://www.machineryhouse.com.au/L277
[01:49:51] <archivist> hardly massive
[01:50:11] <dieter> i like these:
https://www.wabeco-remscheid.de/index.php?cat=c20002000_Niederzug-Schraubst--cke-Nr--40588-40590-bis-40594.html
[01:50:22] <RyanS> It is for my lathe
[01:51:15] <Valen> ahh
[01:51:20] <Valen> where are you located again?
[01:51:27] <archivist> there are big lathes and little lathes
[01:51:39] <RyanS> melbourne
[01:51:59] <Valen> probably cost too much for us to post ours
[01:52:32] <RyanS> I have a 125mm chuck umm can't remember the centre height
[01:54:07] <RyanS> I've got one of those sine vices, no idea why I have it
[01:55:34] <RyanS> the jaw mechanism is a nuisance
[02:01:44] <Jymmm> WOW, a Thai health insurance commercial
http://www.youtube.com/watch?v=oX8S8pR853o
[02:32:24] <Deejay> moin
[02:37:51] <dieter> moin auch Deutsche unterwegs hier klasse!
[02:41:23] <Loetmichel> Jymmm: *drying a rear from the eye* that is a commercial? WELL made!
[02:41:42] <Loetmichel> dieter: nicht nur einer ;-)
[02:41:51] <Jymmm> Loetmichel: Yeah, I thought so too.
[02:41:52] <Loetmichel> s/rear/teat
[02:41:59] <Loetmichel> teat
[02:41:59] <Jymmm> tear
[02:42:01] <Loetmichel> grrr
[02:42:03] <Loetmichel> tear
[02:42:15] <Jymmm> Loetmichel: That's ok, I speak typo =)
[02:42:15] <Loetmichel> <- still has a cold ;)
[02:43:04] <Jymmm> Yeah, they could be selling turds on a stick... okey, I'll take three please!!!
[02:43:54] <Jymmm> Loetmichel: What I liked is that for the most part it transcend language barrier.
[02:44:33] <Loetmichel> Jymmm: jeah, doesent need much words
[02:44:46] <Loetmichel> would work entirely without if you ask me
[02:48:37] <Jymmm> Loetmichel: I had to re-watch it and cover the subtitles... yeah you're right.
[02:49:13] <Loetmichel> *COUGH*COUGH*COUGH*COUGH* "OUCH" "BAH" "KILL that what just came out of my lungs before it starts moving again!"... nice side effect: ive quit smoking half a year ago: the color has changed from dark brown to light caramel. ;-)
[02:49:51] <Jymmm> haha
[02:54:19] <RyanS> Electronic height gauge not a shit one, nor a crazy expensive one
[02:54:22] <RyanS> ?
[02:55:14] <Loetmichel> RyanS: buy a cheap digital caliper, cut one beak and mount it upside down on a block of ground steel?
[02:55:21] <archivist> I have a mechanical one, used maybe once every two years
[02:55:31] <Loetmichel> or whar did you mean wiht height gauge?
[02:56:10] <archivist> digital vernier does 99% of the height work needed
[02:56:53] <RyanS> umm I had nothing but trouble with cheap calipers, so I bought a starret one
[02:57:26] <archivist> I use a mitutoyo one
[02:57:29] <RyanS> except practically no layout work
[02:58:04] <Loetmichel> i dont
[02:58:09] <RyanS> hmm I don't know the local shop was selling starret,
[02:58:13] <Jymmm> Isn't this a gorgeous looking document?
http://www.nlm.nih.gov/hmd/greek/popup/images/hippo_oath_detail.jpg
[02:58:19] <Loetmichel> i have about 10 cheap digital calipers
[02:58:37] <Loetmichel> not ONE that doesent live up to the last digit
[02:59:18] <RyanS> well , I had three glitchy & die
[02:59:22] <archivist> my gripe with the cheap ones are update rats(slow) and they gobble batteries
[02:59:25] <Loetmichel> but they ARE a bit sensitive to mishandling, especially when it means using pressure on the "sled"
[02:59:31] <archivist> rate
[02:59:50] <archivist> adjust the the gibs
[02:59:57] <Jymmm> I have one dial caliper I bought for $20 twenty years ago and still going strong
[03:00:10] <RyanS> You people must be lucky
[03:00:49] <RyanS> I am cursed with bad luck, you wouldn't believe
[03:00:52] <Loetmichel> [09:42] <archivist> my gripe with the cheap ones are update rats(slow) and they gobble batteries <- that i can fully agree
[03:01:23] <Loetmichel> update rates are sufficient for non-interfeced use though
[03:01:28] <Loetmichel> interfaced
[03:01:50] <archivist> I have an optical 1" standard and the calipers measure 1"
[03:02:55] <RyanS> Could you buy a cheap height gauge for me and I will reimburse to bypass my penchant for bad luck
[03:02:55] <archivist> but gibs go out of adjustment and the jaws need smoothing after some "abuse"
[03:05:22] <RyanS> I'm too much of a tight arse I will never purchase a CNC mill at this rate
[03:06:36] <Jymmm> RyanS: Simply put, it's the value of your time -vs- cost of building one.
[03:08:59] <RyanS> yeah , and given that I have an assistant at $25hr. (I have a disability so I just design shit) and have 10 hours a week , so building is probably out of the question
[03:09:21] <RyanS> I simply do nothing but tool modifications
[03:09:33] <RyanS> It seems these days
[03:10:55] <RyanS> cnc means assistant changes tools and does work, holding... I could 'drive' the thing
[03:11:15] <RyanS> workholding*
[03:19:26] <Valen> RyanS: we were making a height guage at one stage
[03:24:28] <RyanS> I've see someone modify a caliper , but I don't think it's worthwhile
[03:24:47] <RyanS> You ever used one of these?
http://littlemachineshop.com/products/product_view.php?ProductID=3790&category=7
[03:31:35] <archivist> when drilling really small holes the tailstock has to be perfectly inline, often it is not so a looser device or just plain hand held needed
[03:32:12] <archivist> .13mm was the smallest I drilled that way iirc
[03:32:58] <Loetmichel> my smallest drills are 0,3mm ... but tungsten carbide
[03:33:09] <Loetmichel> a bit more prone to breaking than hss ;-)
[03:33:36] <RyanS> hmm would be any use to mount one of these things in my 16mm chuck of my drill press (which has a minimum capacity of 3mm)?
[03:34:52] <archivist> I doubt your drill press is concentric enough for fine work,
[03:35:43] <RyanS> 1mm is all I'm likely to use
[03:36:17] <Loetmichel> RyanS: the tungsten carbide ones have a 1/8" shaft
[03:36:37] <archivist> max rpm is a bit slow for small drills
[03:36:47] <Loetmichel> but i doubt that the runout of your drill press will be small enough for the 0,3mm to survice
[03:36:51] <Loetmichel> survive
[03:37:01] <Loetmichel> and the rpm will be much to low.
[03:37:13] <Loetmichel> i use the full 24kRPM on my CNC mill
[03:37:29] <RyanS> "1mm is all I'm likely to use" :)
[03:37:36] <Loetmichel> and it is still about 3 times less than they want to turn for optimum result ;-)
[03:39:35] <Loetmichel> if you can measure the runout and it is below 0,05mm a 1,0mm tc drill will probably survive
[03:40:15] <archivist> I picked up
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_07_09_Pollard_9FX_drill/IMG_1207.JPG for small bench work
[03:40:44] <archivist> had to fix the runout before it was usable
[03:41:06] <RyanS> those sensitive drill chucks would stack up runout with main chuck, yeah?
[03:41:20] <archivist> yes errors can add
[03:44:55] <RyanS> hmm that's another point, I'm not sure whether it's wise to make my VFD go above 3000 RPM
[03:45:41] <RyanS> The drill press did after al run a maximum of 2800 before the conversion
[03:46:05] <RyanS> bearings and all that
[03:54:38] <Loetmichel> a bit more may be ok
[03:55:07] <Loetmichel> but double that or more: i doubt it that the bearings would live to tell the tale ;-)
[04:07:41] <MrSunshine> archivist, omg that machine!
[04:07:53] <MrSunshine> looks like one stable little beastie for small stuff =)
[04:11:32] <archivist> it is a solid little beast, boss had one at last job and then I found one local to me
[04:12:01] <archivist> bosses
http://www.archivist.info/cnc/works/P1010242.JPG
[04:13:41] <RyanS> Now I hate Australia no tasty machines on eBay
[04:14:38] <archivist> aw
[04:15:24] <RyanS> can we blame it on the British too? :P
[04:16:42] <archivist> I think we exported enough tooling over there, if you lot did not save it blame yourselves
[04:17:03] <RyanS> haha
[04:17:53] <RyanS> What brands of old iron should we be able to find
[04:18:21] <RyanS> I think colchester is 1
[04:28:59] <RyanS> is ArcEuro trade half decent?
[04:30:17] <syyl> half ass, yes
[04:30:26] <syyl> 99% china
[04:32:02] <RyanS> So are most so-called industrial suppliers in Australia except that double the price
[04:32:09] <syyl> :D
[04:33:34] <RyanS> I'd rather buy cheap rubbish for a cheap price than paying double
[04:33:59] <syyl> they deliver fast
[04:34:18] <syyl> and are reliable
[04:34:18] <syyl> thats the plus of arceuro ;)
[04:34:35] <RyanS> And sadly, even after international shipping and works out cheaper than a local
[04:34:43] <syyl> ouch
[04:36:01] <RyanS> There is this guy here that gets all the cheap stuff specifies "this is industrial quality" why do I find that hard to believe
[04:36:09] <archivist> start an import from china company then
[04:36:30] <syyl> are there no real industrial suppliers down under?
[04:36:41] <archivist> some arc euro is indian
[04:37:44] <RyanS> There are either very expensive industrial tools of very cheap industrial tools
[04:38:03] <RyanS> It doesn't seem like anything in between
[04:38:08] <syyl> mhm
[04:38:49] <syyl> in terms of cutting tools, decent industrial quality is often cheaper than the chinese cutter imitations...
[04:38:56] <syyl> over here in germany at least
[04:39:33] <syyl> with tooling like vices etc. you are pretty fast down to bread and water for the rest of the month ;)
[04:40:34] <archivist> secondhand industrial
[04:40:58] <RyanS> ha. Sometimes they import Optimum stuff which I suppose is somewhat above average Chinese
[04:41:28] <RyanS> Surplus industrial doesn't seem to be much on ebay
[04:42:12] <archivist> must be some companies going bust and the gear being cleared out
[04:42:25] <RyanS> That must be because of the 'German precision' thing :)
[04:42:42] <RyanS> I went to one insolvency action. Not much of interest
[04:43:09] <RyanS> They had a lot of Chinese measuring tools. Maybe that's why they went bankrupt :P
[04:43:44] <Loetmichel> RyanS: optimum stuff is just chinese plus QS ;-)
[04:44:26] <archivist> optimum is free
[04:44:29] <RyanS> I think it's a Chinese factory with one German at the front desk
[04:46:06] <Loetmichel> RyanS: no, its a german company
[04:46:15] <RyanS> Sorry about the German joke but he looks at the boxes and says "jah, zat one is precision"
[04:46:37] <Loetmichel> which buys chinese tools and machines and puts them through german quality assurance
[04:46:39] <RyanS> I know, I think they import and quality control
[04:46:52] <Loetmichel> (and paint them accordingly to the companys scheme)
[04:47:19] <dieter> if it helps..
http://www.optimum-maschinen.de/
[04:48:20] <RyanS> syyl , you should start a business making things in your backyard , you could rightfully have "made in Germany" stickers
[04:48:37] <archivist> arceuro imports and then writes a guide you get to rebuild your machine
[04:49:46] <RyanS> One company was milking the whole made in Switzerland . It literally said "made in Switzerland. What more can we say"
[04:50:16] <RyanS> How do we know it's not a backyard operation :)
[04:52:23] <syyl> optimum offers the same crap as every other supplier of chinese crap...
[04:53:12] <RyanS> I think their crap is a bit better :)
[04:53:44] <syyl> 5000+eur lathe
[04:54:04] <syyl> there was not a single piece that could be called "good" on it..
[04:55:12] <RyanS> I maintain that German crap is more precise than Australian crap :P
[04:55:26] <syyl> :D
[04:56:13] <Loetmichel> syyl: so the optimum QA isnt that good. Surprise ;-)
[04:56:27] <Loetmichel> still better than the usual ebay chinese product ;-)
[04:56:28] <syyl> yaya, we germans are tidy, always on time, work very precise, drink a lot of beer and wear funny hats
[04:56:36] <RyanS> I have a business proposition, I get you a CNC mill you manufacture the parts in Germany, and put a sticker on it and i sell here
[04:57:16] <RyanS> We drink lots of beer in Australia too
[04:57:21] <dieter> thats what all the big companys do nothing new :-)
[04:57:24] <syyl> fosters is no beer ;)
[04:57:42] <dieter> can confirm that!
[04:57:56] <Loetmichel> syyl: arguing with the "reinheitsgebot"?
[04:57:58] <Loetmichel> :-)
[04:58:01] <syyl> no
[04:58:12] <syyl> i just dont like water out of tins
[04:58:13] <syyl> :P
[04:58:13] <RyanS> And ironically, we work longer hours than Europeans
[04:58:26] <Loetmichel> oh, is fosters that thin?
[04:58:40] <Loetmichel> RyanS: i doubt that ;-)
[04:58:46] <RyanS> Except for the Greeks I think they evade tax. Lots
[04:59:14] <RyanS> . I'm serious. Australians are statistically, career obsessed
[04:59:20] <Loetmichel> me has worked about 300 hrs in december.
[04:59:32] <syyl> 35hr a week
[04:59:33] <syyl> :P
[04:59:57] <RyanS> Is that after the pay rate went up to $10.60
[05:00:40] <Loetmichel> i dont know. i get a fixed salary of 2800 eur before tax a month
[05:01:09] <Loetmichel> ... and about 1450 eur after tax ;-)
[05:01:15] <RyanS> Okay. Which country are you in?
[05:01:23] <Loetmichel> germany
[05:01:58] <syyl> i am pretty costly to my company Oo
[05:02:10] <RyanS> jeez , it must be German hour tonight
[05:02:24] <Loetmichel> its morning over here ;)
[05:02:28] <RyanS> I feel so imprecise right now
[05:02:37] <Loetmichel> ( afe minuts left to noon ;-)
[05:02:40] <Loetmichel> a few
[05:03:02] <syyl> slight above 20eur/h
[05:03:02] <syyl> Oo
[05:03:47] <syyl> and that as joe "the machinist" average
[05:04:13] <Loetmichel> syyl: normally i would sit there, too, as i have a regular 40h/week
[05:04:26] <syyl> regular 35h week ;)
[05:04:29] <Loetmichel> but in times of need i work a little more
[05:05:07] <RyanS> Foster's is Japanese I think
[05:05:21] <syyl> glow-in-the-dark?
[05:06:11] <RyanS> I was reading about nuclear energy always being somewhat unpopular in Germany and now they dumped it completely?
[05:06:23] <syyl> dumping in progress
[05:06:25] <syyl> yes
[05:11:10] <Loetmichel> RyanS: yeah, since fukushima the german "angst" of nuclear devices had reached new all time heights.
[05:12:17] <RyanS> yeah. I don't think nuclear is really the solution and China is expanding massively with them
[05:12:51] <RyanS> If the Japanese can't prevent a disaster..
[05:14:50] <archivist> you dont build in an earthquake zone, UK and Germany reactors are safe
[05:15:17] <syyl> that was said from the russian reactors too
[05:15:49] <Loetmichel> syyl: ... which were crap from the start, derived from a MUCH smaller military reactor
[05:16:01] <Loetmichel> ... which hasnt much safety to start with ;)
[05:16:47] <Loetmichel> i for myseld see fission reactors just as a stepping stone to fusion reactors. which in my opinion is the way to go
[05:17:06] <RyanS> The idea of a completely safe nuclear reactor is a myth perpetuated by the nuclear industry
[05:17:22] <Loetmichel> clean, safe, if it goes BOOM its just a matter of days til the radiation is gone
[05:17:44] <RyanS> and 'eco-nuclear'
[05:17:55] <RyanS> days!?
[05:17:59] <Loetmichel> yes
[05:18:04] <archivist> there is no technology completely safe, it is just a matter of risk
[05:18:51] <Loetmichel> because in fusion reactors all the radioation is just secondary radiation that will go down fast if no primary fast neutrons will hit the walls
[05:19:27] <RyanS> oh , I thought you meant existing technology
[05:19:29] <Loetmichel> s/no/no more
[05:19:52] <Loetmichel> fusion: h2+h3 = He
[05:20:53] <Loetmichel> and it IS existing. just not in a productive state
[05:21:30] <Loetmichel> they are struggeling to geht the reaction sustained so they get more energy out of it than they put in for ignition
[05:23:08] <Loetmichel> bah. i have cold shivers running up and down my spine.. was a good idea to call in sick for another day. i am far from being well again :-(
[05:26:40] <Jymmm> Loetmichel: That's the ice cube I tossed in your shirt.
[05:27:06] <Loetmichel> more likely the cold i have fought the last three days
[06:42:29] <trshfx> hi
[08:24:42] <R2E4> mornin all!!!!
[08:33:12] <JT-Shop> morning
[08:48:40] <R2E4> JT!!
[08:49:06] <R2E4> I got the tool magazine turning. found all the limit switches and solenoids
[08:49:15] <R2E4> However, there is no index.
[08:49:27] <R2E4> Did you start your fire yet?
[08:50:19] <JT-Shop> yes, it is going now
[08:50:27] <JT-Shop> 16F here atm
[08:50:57] <JT-Shop> I wonder if the old control just "remembered" the last tool loaded?
[08:51:15] <R2E4> I am thinking thats what it is.
[08:51:21] <JT-Shop> my DX-32 seems to remember the last tool loaded at startup
[08:51:44] <JT-Shop> but it does an index of the turrent during homing
[08:52:02] <JT-Shop> I guess just to be sure the right slot is in the right place
[08:52:09] <R2E4> I can manually set it before I shutdown to position one, and do the logic from there or, fabricate an index bracket and put a sensotr
[08:52:59] <JT-Shop> does it have one prox that senses each time a tool goes by?
[08:53:49] <R2E4> They used an A phase and B phase counter. It counts twice for each tool I am pretty sure.
[08:54:46] <PetefromTn> mornin'
[08:55:21] <JT-Shop> so it can tell what direction the turret is turning...
[08:55:28] <JT-Shop> morning Pete
[08:55:44] <R2E4> The turret only turns one way
[08:55:53] <PetefromTn> Hey man
[08:55:58] <R2E4> Hi PEte
[08:56:09] <PetefromTn> hey R2D2 LOL
[08:57:10] <R2E4> I had pics of the sensor yesterday, and dont know where I put them....hehe
[08:59:19] <R2E4> This is the pic of the coarse encoder......someone called it yesterday.
http://irmtl.com/vm40/Tur_Prox.JPG
[09:00:23] <R2E4> Without an index, there is no way I can get it to know the position once it has been shut down.
[09:00:38] <cradek> surely there's a third sensor somewhere?
[09:00:45] <cradek> a pocket-1 sensor?
[09:01:09] <JT-Shop> you would think that there is some way to know pocket 1
[09:01:12] <R2E4> Theres none in the schematics and I cannot find one on it.
[09:02:30] <PetefromTn> got kinda cold here again this morning. Heating up the shop now..
[09:02:31] <JT-Shop> how many tools does the turret hold?
[09:02:36] <R2E4> The prox sensors are three wires.... Gnd, 24v and the output. This I should be able to connect directly into the 7i77 inputs. must speak with PCW to be sure.
[09:02:43] <R2E4> The turret holds 20
[09:03:05] <JT-Shop> I saw 21 must be pocket 1 and 2
[09:03:10] <cradek> well just add one, I guess
[09:03:11] <R2E4> You guys are lucky, you get to work in the shop full time. I have a day job at Ingersoll Rand....
[09:03:40] <R2E4> Yeah, thats pocket 1 and 2
[09:03:40] <JT-Shop> yea, I work 8 days a week
[09:04:16] <JT-Shop> can you see the top of the turret?
[09:04:51] <R2E4> yeah
[09:05:18] <R2E4> Theres the sol and hydraulic valve directly on top
[09:06:22] <JT-Shop> anything on pocket 1 that is different than the rest?
[09:07:28] <R2E4> I spent two hours last night trying to find just that. Nothing different
[09:08:02] <cradek> it would be very silly if it didn't have something - you'll have to add it I guess
[09:08:43] <cradek> I moved proxes on my retrofit - it was an obviously stupid setup, and I understand the original control would sometimes lose synchronization and load wrong tools
[09:09:08] <cradek> it was really pretty easy to fix
[09:10:38] <R2E4> IT is tight. I looked at last night but couldnt figure out where I could put one. Was really excited it was moving so I didn't elaborate on it though.
[09:11:25] <archivist> some toolchangers rotate backwards to find 0
[09:12:03] <R2E4> I thought it is suppose to go in both directions, but I only have one solenoid to turn the turret.
[09:12:06] <cradek> this one looks like it should be able to go both ways?
[09:13:01] <R2E4> I think it had options, cuase there is references to CC and CCW magazine, but I dont have those solinoids on the machine.
[09:18:24] <R2E4> More pics of turret
http://irmtl.com/vm40/tur1.JPG http://irmtl.com/vm40/tur2.JPG
[09:19:31] <R2E4> All the hydraulic works. swing to magazine side, swing to spindle side, for and rev arm retract
[09:19:39] <R2E4> arm rotate CC and CCW
[09:19:49] * archivist wonders how many are loading the pics at the same time :)
[09:20:05] <Deejay> really slow :/
[09:20:12] <JT-Shop> yea loading slow for me
[09:20:13] <Deejay> you need more upstream ;)
[09:20:30] <R2E4> yeah, thats coming soon.
[09:20:31] <FinboySlick> Hehe, I thinks that's because we're all very curious.
[09:21:05] <R2E4> I'm uploading a video to youtube also.
[09:21:12] <R2E4> Thats why
[09:21:12] <archivist> we all want to play
[09:21:16] <FinboySlick> R2E4: Where is that, btw? The "SORTIE" sign sounds like somewhere french.
[09:21:58] <R2E4> haha, good catch. Montreal, Quebec, Canada
[09:22:11] <R2E4> French as it gets.
[09:22:29] <PetefromTn> jeez thats slow LOL
[09:22:30] <FinboySlick> R2E4: Montreal? Hardly...
[09:23:11] <R2E4> Montreal is french, buisness sectors most are english, but off the island, its all french.
[09:23:22] <FinboySlick> R2E4: I'm in eastern Quebec myself but I lived in Montreal for a long time.
[09:23:40] <R2E4> Where at?
[09:23:59] <FinboySlick> Where in MTL? Mostly around NDG.
[09:24:20] <R2E4> I am in Repentigny. Where are you now in Eastern Quebec?
[09:25:11] <FinboySlick> R2E4: Port-Daniel. Though I work in Saint-Godefroi.
[09:26:25] <R2E4> thats not quebec, its NB no?
[09:27:11] <FinboySlick> Haha, no. NB is across the water from here.
[09:27:22] <R2E4> haha, oh.
[09:27:50] <FinboySlick> Gaspésien de souche.
[09:28:23] <R2E4> Thats like the tip of guld of the st-Lawrence river?
[09:29:00] <R2E4> The turret moving...
http://www.youtube.com/watch?v=6X-sbJOYR6o&feature=youtu.be
[09:29:04] <FinboySlick> Pretty much. Between the St-Lawrence river and The Baie des Chaleurs.
[09:29:56] <skunkworks> R2E4, as cradek says - add a sensor if you are absolutly sure there isn't an index..
[09:30:34] <R2E4> I'll call the guy who had the machine before, and see if it went both directions, dont think so, he was just the manager so he probably wont know. HE didnt operate it.
[09:31:02] <skunkworks> R2E4, what is that machine?
[09:31:18] <R2E4> Hitachi Seiki VM40
[09:31:22] <skunkworks> neat
[09:31:52] <skunkworks> I think chris moved some sensors around on his jr to make it work better
[09:32:22] <R2E4> Not sure I like drilling into cast etc..... but if thats what it takes...
[09:32:44] <skunkworks> drilling cast is like drilling butter... :)
[09:32:53] <R2E4> With the two prox sensors and the index sensor I add, thats all I would need?
[09:33:28] <skunkworks> I would think you could make that work - if the 2 sensors are quadature. that would be seet
[09:33:33] <skunkworks> sweet
[09:34:04] <R2E4> IT is pretty cool, I could never stop the turret other than a correct place for the tool.
[09:34:42] <R2E4> The sensors are three wire, gnd, 24v and output.
[09:34:57] <R2E4> PCW seems to think the 7i77 could read it no problem
[09:35:26] <R2E4> directly and no need for interface.
[09:35:51] <pcw_home> If the sensors are NPN type you will need to add a pullup resistor to each input
[09:36:38] <pcw_home> NPN = open collector that pulls to ground when on
[09:36:40] <R2E4> I didnt throw a meter on them yet to check for ground
[09:37:30] <R2E4> What I dont understand, Why would you need two sensors if it didnt go in both directions?
[09:37:48] <pcw_home> you can check the output first with a voltmeter and if you dont get anything, then use the meter on Ohms
[09:38:00] <skunkworks> quadature is noise tollerant...
[09:38:11] <skunkworks> but it may have been an option
[09:39:07] <R2E4> I think so. I see dol for magazine CC and magazine rotate CCW, but I dont have those solinoids on my machine.
[09:54:21] <PetefromTn> hey man is that Hitachi a moving column machine or something?
[09:56:00] <R2E4> The colum moves in the Y, the table moves on the X
[09:58:30] <PetefromTn> aah.
[10:01:23] <PetefromTn> they look like nice machines.
[10:01:32] <PetefromTn> whatsa travels on it?
[10:15:59] <R2E4> 24X16
[10:16:07] <R2E4> The spindle is 24 also
[10:16:47] <R2E4> PCW: with field voltage of 24, it needs minimum of 12v to sense coorect?
[10:19:52] <pcw_home> ~Yes (12V with 20% hysteresis) so needs 14.4V to read high and then 9.6 Vto read low
[10:19:54] <R2E4> I am debating on wheter I should put 9 SSR's instead of relays for the atc. Scared of arcing....
[10:20:24] <R2E4> I replaced the relays that were arcing with SCR's and it fixed the problem.
[10:24:05] <pcw_home> if inductive relay loads have flyback diodes (for DC) or MOVs (for AC) arcing should not be a problem
[10:34:36] <R2E4> pcw_home: like this?
[10:34:40] <R2E4> http://irmtl.com/vm40/sensor.pdf
[10:35:58] <pcw_home> Yes with R being 1 or 2K 1W
[10:38:41] <R2E4> I'll check it and see if I can get the voltage up above 14
[10:42:31] <pcw_home> The 7I77 input impedance is 22K ohms so it should pull up to about 22V
[10:42:33] <pcw_home> with a 2K pullup resistor so that gives you plenty of noise immunity
[10:43:56] <Jymmm> pcw_home: Got Water?
[10:44:11] <R2E4> That works..... thanks
[10:44:32] <pcw_home> Yes and very glad to have it
[10:44:44] <Jymmm> pcw_home: Eh
[10:45:39] <pcw_home> means I wont have to buy hay for the sheep
[10:45:56] <Jymmm> pcw_home: Whenever they say we have a draught, I'm never sure how much of that is just being melodramatic.
[10:46:01] <Jymmm> pcw_home: Ah, gotcha.
[10:46:23] <Jymmm> pcw_home: how many acres are you on?
[10:46:33] <pcw_home> we are still really low on most reservoirs
[10:46:38] <pcw_home> 1 acre
[10:47:03] <Jymmm> pcw_home: Oh sure, but we've been really low for 5+ years.
[10:51:59] <Matze_> Hi, can anyone explain me may where (in which files) i should set a PID ?
[10:58:02] <UNITED> !request
[10:59:52] <cradek> Matze_: can you give more details about your question? there is not enough information for someone to guess how to help you.
[11:00:24] <archivist> Matze_,
http://linuxcnc.org/docs/html/motion/pid_theory.html
[11:02:07] <UNITED> !info
[11:02:20] <archivist> UNITED, what are you looking for
[11:02:34] <cradek> are you a bot?
[11:02:43] <archivist> in irc it is better to ask the real question
[11:03:37] <archivist> some come into irc channels looking for the channel rules from a bot etc
[11:03:59] <UNITED> hahaha
[11:04:10] <UNITED> I'am sorry
[11:07:35] <Matze_> Ok, well im only gathering informations atm, not having any projects with LinuxCNC but i want to know where i can do what :) I know what a PID is, im just curious where to set the PID in my LinuxCNC files. Lets say i have a machine with three axes (servo). I get in my config folder a machinename.ini, machinename.hal and several other files. If i want to set my PID settings, can i do it in...
[11:07:36] <Matze_> ...the machinename.hal, is it enough or do i have to write in some more files ?
[11:08:21] <archivist> http://linuxcnc.org/docs/html/man/man9/pid.9.html
[11:13:25] <Matze_> Hmm i read the man already :D, so only in my machinename.hal ? :)
[11:14:48] <skunkworks> in axis there is a 'calibration' menu item.. this allows you to adjust the pid on the fly
[11:23:50] <Matze_> Ok good hint.
[11:38:33] <R2E4> http://www.ebay.com/itm/102-x-32-y-MAZAK-SV25-CNC-VMC-VERTICAL-MACHINING-CENTER-/191061926610?pt=LH_DefaultDomain_0&hash=item2c7c2da2d2
[11:39:03] <R2E4> 102" travel.....haha
[11:39:55] <archivist> when are you going to get it ?
[11:40:20] <R2E4> IT is not far from here.... I'm not going to get it.
[11:40:32] <R2E4> I have my hands full with the one I have.
[11:40:57] <archivist> dont let skunkworks se that he likes big toys
[11:41:05] <archivist> see
[11:43:59] <pcw_home> This is a fairly big machine someone on the forum is retrofitting:
[11:44:01] <pcw_home> https://dl.dropboxusercontent.com/u/2024756/stuff/CMS1000.jpg
[11:44:48] <R2E4> WOW
[11:51:35] <JT-Shop> Matze_, the 'calibration' only shows up if you have entries in the ini file for your pid settings
[11:52:28] <JT-Shop> http://linuxcnc.org/docs/html/config/ini_config.html#_axis__lt_num_gt_section_a_id_sub_axis_section_a
[11:59:10] <R2E4> looks like a building
[11:59:36] <R2E4> http://www.ebay.com/itm/2007-JOHNFORD-HMC-500H-4-AXIS-CNC-HORZ-MACH-CTR-CAT-50-10-000-RPM-60-TOOLS/400650046835?rt=nc
[12:04:23] <PetefromTn> Mmm bigger is better LOL
[12:13:12] <IchGuckLive> hi all B)
[12:24:16] <PetefromTn> hey ich!
[12:24:41] <IchGuckLive> ;-)
[12:24:52] <IchGuckLive> PetefromTn: how is the weather
[12:25:46] <PetefromTn> meh a bit on the cold side. we are supposed to maybe get a little snow.
[12:26:53] <IchGuckLive> jeh here we expect some bad weather tomorrow
[12:27:16] <PetefromTn> tired of it really...ready for spring!
[12:34:30] <PetefromTn> machining my sacrificial jaws for this part right now.
[12:34:50] <PetefromTn> Starting to get the hang of this machine. CamBam code seems to work right the first time...
[12:35:20] <R2E4> PetefromTn: I was turning my ATC last night, with arm swing and all....
[12:35:39] <PetefromTn> JEALOUS!!!
[12:36:08] <PetefromTn> I cannot wait to get my toolholders in here they should be here tomorrow apparently.
[12:36:15] <R2E4> manually by applying power to sol wires....hehe
[12:36:32] <R2E4> http://www.youtube.com/watch?v=6X-sbJOYR6o
[12:37:34] <PetefromTn> man that bitch is gonna be badass when you are done.. SWEET!
[12:37:49] <PetefromTn> whats the spindle HP?
[12:38:39] <R2E4> Its a Fanuc with a fanuc driver, have to go in my car and get the specs....
[12:39:30] <PetefromTn> Lovin being able to make parts again finally. This machine is pretty sweet.
[12:39:52] <R2E4> Got video's?
[12:40:39] <R2E4> 9HP
[12:40:39] <PetefromTn> No not yet man I need to make one tho. I want to get out my good camera and put it on the tripod and shoot some quality videos my cellphone is decent but it could be a lot better.
[12:40:45] <PetefromTn> nice.
[12:42:39] <PetefromTn> I have not looked at my toolchanger in months. You get yours working so I can copy what you do LOL.
[12:42:51] <IchGuckLive> Fanuc is anouncing a new robot series this month
[12:43:43] <R2E4> Just have to understand the logic of the operation. prgramming the ladder logic in LinuxCNC is fun.
[12:45:23] <PetefromTn> Can't wait to get this new electronic edge finder I bought awhile back into its own toolholder for good so I can pick up freakin edges without guessing LOL>
[12:45:47] <PetefromTn> yeah but get it wrong and BAD SHIT HAPPENS hehe
[12:47:19] <R2E4> its not that bad. I turned my arm into a piece where it is nopt suppose to to see, and it just stopped. Hydraulics wont push it enough to break.
[12:48:04] <R2E4> But I hear you. YOu are creating the logic.
[12:49:46] <gonzo__> evening people. Any mesa/hm experts on here, I can ask silly questions of?
[12:50:07] <archivist> just ask away
[12:50:35] <gonzo__> trying to load the flash on an 7i90, but getting error messages
[12:52:01] <gonzo__> using nmflash to transfer a bit file across the parallel port
[12:52:31] <PetefromTn> Damn man I forgot to account for the flip side mirroring on this part and it put the holes in the wrong place. I think I can overcome it tho because the hole pattern will acutally look better with another set of holes offset from them. Damn I hate when I screw up.
[12:52:35] <gonzo__> but the dos tool seems to be complaining it can't open the bit file
[13:01:39] <skunkworks> is the bit file where you think it is?
[13:05:36] <gonzo__> yep, I even tried copying/running it from the root dir
[13:12:52] <gonzo__> I've read about a linux tool for writing the flash (mesaflash?) but not seen it yet
[13:13:05] <gonzo__> posibly it's still work in progress?
[13:22:20] <pcw_home> mesaflash is available in any of the FPGA support zip files
[13:24:07] <pcw_home> Definitely a work in progress, as new features, card support is being added
[13:25:55] <pcw_home> Ahh I needed to read back for 7I90 its tougher and nmflash is all thats available ATM
[13:26:44] <gonzo__> evening peter
[13:27:04] <gonzo__> I'll have a look in one of the others
[13:28:00] <gonzo__> trying nmflash, I get 'can't open configuration file', even though it is there
[13:28:26] <gonzo__> are there any env vars I eed to set (apart from the two in enve.bat)
[13:28:37] <pcw_home> for nmflash you need
[13:28:38] <pcw_home> 1. DOS
[13:28:40] <pcw_home> 2. A parallel port that is in EPP mode or is settable into
[13:28:41] <pcw_home> EPP mode in the standard IEEE1284 way
[13:28:43] <pcw_home> 3. the address of the port needs to be 0x378 (or you need to set it in the env variables)
[13:29:09] <pcw_home> 4. 8.3 file name
[13:29:20] <gonzo__> dos window in XP ok, or REAL dos?
[13:29:43] <IchGuckLive> im off BYE
[13:29:44] <pcw_home> real DOS
[13:30:16] <pcw_home> mesaflash should support it in EPP mode eventually
[13:30:59] <gonzo__> 8.3 was an issue. will retry in proper dis
[13:31:01] <gonzo__> thanks
[13:31:23] <gonzo__> dos
[13:36:31] * JT-Shop hates waiting...
[13:38:48] <Tom_itx> JT-Shop what are you waiting for?
[13:40:13] * Tom_itx is waiting for the snow to melt
[13:42:44] <JT-Shop> a 20hp rpc idler motor, the driver called 2 hrs ago and said he would call when he got close to me
[13:43:35] <Tom_itx> ahh yeah i bet you are a bit impatient
[13:44:18] <Tom_itx> require a lift to unload it?
[13:44:36] <Tom_itx> or just a big farm boy...
[13:45:37] <_methods> you gonna use a small pony to kick it?
[13:46:13] <_methods> and what rpc you goin with?
[13:46:44] <JT-Shop> I hope the driver is a big-un
[13:47:03] <JT-Shop> I'll slide it off the back down a ramp to my truck
[13:47:07] <_methods> hehe
[13:47:14] <_methods> the hernia slide
[13:47:24] <JT-Shop> self starting, I build the rpc controls
[13:47:37] <_methods> what circuit design?
[13:47:45] <JT-Shop> ~280 lbs
[13:48:12] <_methods> i got a buddy wanting to do a 20hp rpc right now
[13:48:20] <JT-Shop> http://www.gnipsel.com/shop/rpc/rpc.xhtml
[13:49:41] <JT-Shop> http://www.northamericaphaseconverters.com/shop/category/pro-line-rotary-phase-converters/?gclid=CMDlx4WfuLwCFeg-MgodOVkAWA
[13:50:03] <JT-Shop> they are one of the few up front honest sellers/makers of rpc's that I found
[13:50:08] <JT-Shop> I got the idler from them
[13:50:23] <_methods> yeah i'llprobably jsut send my buddy to them
[13:50:32] <_methods> he's not very......electrical
[13:52:12] <_methods> i think i've seen them mentioned on cnczone a few times too
[13:58:22] <Tom_itx> JT-Shop got enough caps to go with it?
[13:58:47] <zee-CNC> so check out my modifications to bring jitter down
[13:58:55] <zee-CNC> 1. ps2 mouse
[13:59:00] <zee-CNC> 2. pcie video card
[13:59:11] <zee-CNC> my jitter has been down to 3400 ms
[13:59:15] <zee-CNC> max for the last hour
[14:00:18] <Tom_itx> not enough caffine?
[14:02:03] <JT-Shop> lol I have enough caps to build 3-4 10hp RPC's
[14:02:39] <JT-Shop> I need to pull that old NEMA contactor out of Linus to give me more room
[14:05:09] * Jymmm read that as RPG's
[14:11:06] <Jymmm> You've heard stepper motor music, but laser music...
http://www.youtube.com/watch?v=C4OV2UofPFg
[14:23:28] <CaptHindsight> that Mazak on ebay ^^^ SPINDLE SPEEDS: 3,600 RPM
[14:24:37] <CaptHindsight> getting that through customs if it sells for a bargain might be difficult
[14:27:48] <PetefromTn> that is freakin cool man with the laser...
[14:28:34] <PetefromTn> http://cdn.cnccookbook.com/wp-content/uploads/2014/02/CustomGrill.jpg
[14:28:45] <PetefromTn> I need to make a grill plate like that.
[14:29:17] <CaptHindsight> http://www.youtube.com/watch?v=OI_2wZqZ_n4&feature=youtu.be nice size machine though
[14:29:59] <PetefromTn> LOL THE BEAST!
[14:30:49] <Jymmm> WOW
http://www.youtube.com/watch?v=ddSFfzIMJYc
[14:30:53] <PetefromTn> I guess that thing makes up for fast rapids with SHEER ACREAGE...
[14:30:53] <CaptHindsight> Stuart had some machines that size and larger
[14:31:56] <CaptHindsight> is Stuart ever in this channel?
[14:32:08] <cradek> not recently
[14:36:56] <CaptHindsight> not a bad way to make a living in NYC
[14:37:19] <Jymmm> CaptHindsight: I doubt he gets that much per painting.
[14:38:21] <Jymmm> $20
[14:39:46] <CaptHindsight> Banksy used to get $60
[14:40:56] <CaptHindsight> http://www.thedailybeast.com/articles/2013/10/14/banksy-s-biggest-trick-yet-selling-his-art-on-the-street-for-60.html
[14:41:27] <skunkworks> Hmm - blowing the dust out of the heatsink on my laptop really helped.. go figure
[14:42:05] <CaptHindsight> heh, I run around with an air tank every few weeks to blast all the computers
[14:44:14] <Jymmm> skunkworks: thinkpad?
[14:44:22] <JT-Shop> well that rodeo is over with
[14:44:27] <skunkworks> It was getting worse and worse.. The fan side of the heatsink waskaked
[14:44:45] <skunkworks> Jymmm, studio xps
[14:44:51] <Jymmm> skunkworks: ah
[14:45:02] <skunkworks> very common problem with these
[14:45:18] <Jymmm> IBM &60 too, poor design.
[14:45:30] <Jymmm> T60
[14:45:35] <skunkworks> but now it will run a flash video without sounding like a jet plane.. (and chop)
[14:46:07] <skunkworks> good for another couple years
[14:46:08] <skunkworks> :)
[14:46:49] <skunkworks> I thought I blew this out not long ago - this time I disasembled it.
[14:46:53] <Jymmm> CaptHindsight: LOL, that's funny... million dollar paints for $60
[14:46:59] <Jymmm> paintings*
[14:55:20] <CaptHindsight> http://www.ebay.com/itm/161205854467 VMC BRIDGEPORT MODEL 308 CNC, 8 POSITION ATC
[14:55:20] <PetefromTn> JT-Shop: what rodeo?
[14:56:04] <PetefromTn> Looks like a nice GUTTIN' candidate..
[14:56:54] <CaptHindsight> http://www.ebay.com/itm/MATSUURA-MC-710V-DC-CNC-VERTICAL-MACHINING-CENTER-WITH-FANUC-CONTROL-/291072922333?pt=LH_DefaultDomain_0&hash=item43c54c52dd
[15:02:30] <zee-CNC> man i love this
[15:02:41] <zee-CNC> if i run ubuntu in low graphcis mode, jitter is even lower
[15:08:22] <_methods> is that a dual spindle maats
[15:09:31] <_methods> weird lookin
[15:09:50] <_methods> they sure dont' make em like that anymore
[15:11:12] <CaptHindsight> yes with 2 tool changers
[15:11:38] <CaptHindsight> http://i.ebayimg.com/00/s/MTYwMFgxMTk0/z/xsgAAOxycmBSys9r/$_57.JPG
[15:11:39] <_methods> man that thing will probably run for another 20 years too
[15:12:08] <CaptHindsight> I have a single spindle version of that
[15:12:22] <_methods> they make great machiens
[15:14:14] <CaptHindsight> I just wish the spindles were faster
[15:14:41] <_methods> faster = $
[15:14:47] <_methods> unfortunately
[15:14:53] <CaptHindsight> it might still be worth modifying with a faster spindle or two
[15:15:22] <CaptHindsight> 10K rpm spindles are easy to find
[15:15:37] <_methods> well that would be nice with through spindle
[15:16:13] <_methods> riggin that beast would be a fun one
[15:16:22] <_methods> looked like it was in a tight spot already too
[15:18:14] <CaptHindsight> there are two holes in the upper casting for rigging
[15:19:06] <CaptHindsight> I slide mine around here with just a small electric forklift
[15:19:29] <_methods> that thing looks heavier than that
[15:19:39] <_methods> looks like a chunk
[15:20:38] <CaptHindsight> ~16k lbs
[15:21:45] <CaptHindsight> http://www.ebay.com/itm/DONT-MISS-THIS-RIO-TRUCK-CRANE-10-TON-TRUCK-MOUNTED-L-K-/281255104826?pt=US_Heavy_Equipment_Attachments&hash=item417c1c513a
[15:24:41] <_methods> hehe
[15:25:30] <ries> I need this so I can go on a holiday :
http://www.hayneedle.com/product/rioripcurlstripe6ftsunblockingbeachumbrella.cfm?srccode=cii_13736960&cpncode=26-299127527-2&source=channel_intelligence_shopping_hayneedle hehe
[15:41:41] <jsskangas> HELLO
[15:42:04] <zee-CNC> HI
[15:42:23] <jsskangas> anyone present who has analog servo machine and driving it trough mesa cards
[15:42:25] <jsskangas> ???
[15:43:40] <cradek> jsskangas: hi, just go ahead and ask your actual question
[15:45:42] <jsskangas> OK
[15:46:38] <jsskangas> Using index in homing I get real loud PANG from ser that is been homed, and thishappens when it finds a index pulse.
[15:46:57] <jsskangas> Does someone share this proplem
[15:46:59] <cradek> hook up your pid index-enable
[15:47:09] <jsskangas> YEP done that
[15:47:21] <cradek> pastebin your hal file
[15:47:24] <jsskangas> Other vice it dont find that index
[15:47:39] <cradek> I am not sure you understand what I meant
[15:47:42] <jsskangas> I need to get it from my garage
[15:47:46] <jsskangas> --->
[15:47:53] <cradek> the pid component has an index-enable pin that you must add to your existing index-enable net
[15:48:10] <zee-CNC> http://i130.photobucket.com/albums/p252/turbozee84/Screenshot_zps9f145649.png
[15:48:12] <zee-CNC> im raping my computer
[15:48:12] <zee-CNC> ;D
[15:48:56] <cradek> index-enable is documented in the pid manpage:
http://linuxcnc.org/docs/html/man/man9/pid.9.html
[15:54:51] <jsskangas> net Xindex-enable hm2_[HOSTMOT2](BOARD).0.encoder.00.index-enable <=> axis.0.index-enable
[15:54:51] <jsskangas> net Yindex-enable hm2_[HOSTMOT2](BOARD).0.encoder.01.index-enable <=> axis.1.index-enable
[15:54:51] <jsskangas> net Zindex-enable hm2_[HOSTMOT2](BOARD).0.encoder.04.index-enable <=> axis.2.index-enable
[15:56:43] <jsskangas> Yep missin index enaple in pid
[15:56:51] <jsskangas> i will go and try
[16:06:14] <jsskangas> still makes Bang
[16:06:17] <jsskangas> ???
[16:08:38] <jsskangas> I did add:
[16:09:48] <jsskangas> net Zindex-enable => pid .....
[16:09:58] <jsskangas> sorry....
[16:10:03] <jsskangas> typo
[16:10:31] <PetefromTn> Well son of a bitch I just screwed up this part I was working on for two days now on the final freakin' op...
[16:10:53] <jsskangas> HAA Working
[16:10:59] <jsskangas> now
[16:11:04] <jsskangas> Thanks
[16:11:44] <PCW> PetefromTn: you're supposed to do that on the first OP
[16:12:12] <PetefromTn> I think I might throw up here man...
[16:13:54] <PetefromTn> it was looking so damn perfect too... I KNEW I should have just done the last op in my lathe instead... What a jackhole.
[16:15:07] <zee-CNC> man
[16:15:12] <zee-CNC> steppers are running so smooth now
[16:42:44] <Deejay> gn8
[16:45:11] <JT-Shop> PetefromTn, I hate when that happens
[16:45:53] <PetefromTn> JT-Shop: Thanks man I know I am just sitting here pissed off at myself because it was my fault.
[16:46:17] <PetefromTn> I only have a few holders until my new ones arrive here and only one 3/8 inch holder.
[16:46:35] <PetefromTn> I used a 3/8 inch endmill to do the lions share of the milling on the part.
[16:46:55] <PetefromTn> There was an op where i needed a 3/8 ball endmill near the end.
[16:47:11] <PetefromTn> So I switched the cutter and I THOUGHT I got the TLO set right.
[16:47:21] <PetefromTn> It looked good and I set G54 on top of the part.
[16:47:31] <PetefromTn> Hit go and slowed the feedrate down and it LOOKED good.
[16:48:06] <PetefromTn> Cutter went down to the work looked like it was at the .25 clearance plane but I think I was getting tired because it was lower than that.
[16:48:34] <PetefromTn> Ya know how when you look at the cutter and it is over a hole it is hard to tell unless you creep down to see how high the cutter is.
[16:48:51] <PetefromTn> Well I did not creep down to look at it and it looked okay so I let it run.
[16:49:07] <JT-Shop> to add a new tool you don't need to touch off G54 only to fixture
[16:49:10] <PetefromTn> Before I knew it the cutter ran across the top of the part into the webbing of the hole area.
[16:49:32] <PetefromTn> nah I can't right now.
[16:49:51] <JT-Shop> until you get used to it after loading a new tool jog down to Z0 and check your DRO
[16:50:05] <PetefromTn> not sure why it does not work but I was having to run this entire program a cutter operation at a time.
[16:50:27] <PetefromTn> The offsets are still not right unless I touch off each tool.
[16:50:48] <PetefromTn> funny thing is I did touch off each tool and still screwed it up.
[16:51:43] <PetefromTn> I dunno maybe I forget to put the Z at 1.0 inches or something... I dunno all I know is I am upset about loosing all that time into the work and I don't even have another piece of material here to try again.
[16:51:57] <JT-Shop> until you sort out your tool procedure do a chicken check of Z0 before hitting the green button
[16:52:16] <JT-Shop> I can understand your frustration
[16:52:20] <PetefromTn> This is precisely why I like to have a bunch of toolholders so I can keep tools setup in them.
[16:52:48] <JT-Shop> I set mine up for every job on the mills
[16:54:28] <PetefromTn> I had a big lot of toolholders for the RF45 and kept tools loaded up all the time and got them tweaked to where I knew the offsets were right.
[16:55:00] <JT-Shop> http://www.youtube.com/watch?v=G4-lUNa0CpY
[16:55:04] <PetefromTn> Then I just grab the tools and setup the cam and go. Minimizes stupid mistakes like this. At least for the most common tools.
[16:55:43] <PetefromTn> yeah man that sucks..
[16:55:48] <JT-Shop> you ain't the only one that crashes, enjoy my 21 second video
[16:55:48] <PetefromTn> Is that you?
[16:55:52] <JT-Shop> yep
[16:56:11] <PetefromTn> jeez thats fun huh. At least this crash only a part got screwed up not the machine.
[16:56:12] <JT-Shop> I started checking Z0 after that till I was competent
[16:56:30] * JT-Shop takes the dog out
[16:56:32] <PetefromTn> That is the funny thing I DID check it. It looked good but it was low.
[16:56:46] <PetefromTn> how do you do that blue writing like that again>
[16:57:22] <JT-Shop> you start the sentence with /me
[16:59:31] <Jymmm> JT-Shop: is a poo poo head
[16:59:35] <Jymmm> was that blue?
[16:59:47] <Jymmm> I started it with JT-Shop
[17:00:10] <Jymmm> JK
[17:01:24] <PetefromTn> anyone know what the paypal fee is right now?
[17:04:06] <Tom_itx> nope
[17:04:23] <kengu> it depends on things. there is no universal fee
[17:04:31] <Tom_itx> PetefromTn it's costing you money every day you don't get TLO working ya know?
[17:15:20] <JT-Shop> this is what was supposed to happen
http://www.youtube.com/watch?v=isTD6bDF_LI
[17:15:33] <Tom_itx> zeeshan what made your steppers quiet down?
[17:15:51] <zeeshan> decreasing the base period
[17:15:58] <zeeshan> and decreasing the dir timing
[17:16:21] <zeeshan> i have to run ubuntu in "low graphics mode"
[17:16:31] <zeeshan> to stop the 15,000 ns jitters
[17:16:33] <Tom_itx> JT-Shop, that uses classic ladder for the TC?
[17:16:41] <zeeshan> now theyre at 4000max
[17:16:55] <PetefromTn> Tom_itx: Oh yeah believe me I know...
[17:17:15] <Tom_itx> i wish someone could figure out what's going on...
[17:17:22] <PetefromTn> This piece was probably like $25.00 let alone all the time invested.
[17:17:35] <Tom_itx> oh, that's not so bad
[17:18:05] <PetefromTn> its bad to me. I spent the last two days machining the damn thing for a customer.
[17:18:22] <Tom_itx> well i know that but it could have been alot worse
[17:18:25] <PetefromTn> Now I get to pay for another piece and start over.
[17:18:25] <Loetmichel> JT-Shop: uuuh, i feel not quite confortable seeing other people THAT close to a rotating chuck
[17:19:08] <Tom_itx> PetefromTn stop by sometime and stock up on AL at our scrap yard
[17:19:30] <PetefromTn> With any luck my toolholders will get here tomorrow and I can get them setup once and for all.
[17:19:54] <PetefromTn> Tom_itx: Oh yeah man i will just drive over to Texas tomorrow for some aluminum LOL
[17:20:37] <PetefromTn> JT-Shop: That lathe looks sweet man.
[17:21:03] <PetefromTn> I need some 3/4 6061 plate for these jobs.
[17:22:04] <zeeshan> JT-Shop: damn you're a risk taker
[17:22:04] <zeeshan> ;D
[17:22:13] <Tom_itx> Ks
[17:22:15] <zeeshan> catching a part with your hand lol
[17:22:37] <JT-Shop> PetefromTn, thanks
[17:23:03] <PetefromTn> I could use one of those. What is the largest diameter part you ever turned on it?
[17:23:04] <zeeshan> after i saw those pcitures online of a guy who got pulled into the spindle with his hand
[17:23:13] <zeeshan> and then got his skull smashed
[17:23:18] <zeeshan> i stay the hell away!
[17:24:16] <Tom_itx> well for one, it's a smooth face spindle
[17:24:56] <JT-Shop> PetefromTn, I have an 8" 4 jaw chuck for it and have turned up to about 6" in diameter
[17:24:56] <zeeshan> hey man, its your bodies
[17:24:58] <zeeshan> i don't care ;p
[17:25:08] <JT-Shop> mind you it is short stuff as no tailstock
[17:25:17] <Tom_itx> i still have all 9 fingers and toes
[17:25:26] <Loetmichel> harhar
[17:26:43] <PetefromTn> Nice man that is all I would ever need most likely.
[17:26:52] <PetefromTn> Altho a nice slant bed would be sweet.
[17:27:05] <zeeshan> http://www.liveleak.com/view?i=dad_1384415354
[17:27:07] <PetefromTn> How does the four jaw hookup?
[17:27:08] <zeeshan> no gore
[17:27:13] <zeeshan> but its how quick it happens
[17:27:17] <zeeshan> lol @ long sleeve
[17:27:35] <Jymmm> WE WANT GORE! WE WANT GORE! WE WANT GORE!
[17:27:45] <Tom_itx> lesson: machine nude
[17:27:47] <zeeshan> you can google "lathe accident" and click images
[17:27:50] <zeeshan> i don't want to see gore
[17:28:10] <Jymmm> Tom_itx: but never cook bacon nakkid!
[17:32:20] <Tom_itx> i pulled a guy out of some sheet clamps once vacuum form like 20' long headed for the oven
[17:32:40] <Tom_itx> the clamps would stick so the operator had to hit em with a hammer to free em
[17:33:06] <zeeshan> damn
[17:33:14] <Tom_itx> he was leaning in holding the edge with one hand while tapping the rear clamp when the forward one grabbed his hand
[17:33:19] <Tom_itx> off to the oven they went
[17:33:25] <PetefromTn> I have done that sanding move hundreds of times on my lathe but I try to remember to never use long sleeve shirts while working on my machinery.
[17:34:07] <zeeshan> my hands are always wet ;D
[17:34:13] <PetefromTn> I used to have a lathe like that here almost that big too. It was a beast but I got rid of it because I never really needed one that big.
[17:34:19] <zeeshan> and i do it at slow speeds
[17:34:48] <PetefromTn> Looked like he got his arm pretty mangled tho.
[17:35:05] <Tom_itx> dude was lucky just to lose 3 fingers
[17:35:34] <PetefromTn> Worst thing ever happened to me was I was cutting some metal laminate sheet on a sliding table saw at a shop I worked in.
[17:35:46] <PetefromTn> It was a piece three feet wide by 12 foot long.
[17:35:55] <PetefromTn> I was ripping it in ALMOST half.
[17:36:12] <PetefromTn> since they store them rolled up it was like a really big arc.
[17:36:37] <PetefromTn> I tried to flatten it down a bit then took it over to the saw and started to feed it thru the blade.
[17:36:39] <zeeshan> ive had a dia 2.5" tube x 10" long piece fly out of the lathe
[17:36:53] <zeeshan> luckily it only made a hole in the drywall
[17:37:08] <PetefromTn> Just when it was almost thru I had the piece in my hand and the drop was on the other side of the blade.
[17:37:23] <PetefromTn> I let go of the drop piece for just a moment.
[17:37:35] <PetefromTn> It vibrated on the saw and moved into the blade.
[17:37:47] <PetefromTn> Next thing I know it gets thrown back at my head.
[17:38:03] <PetefromTn> I blocked it with my right hand and arm from hitting my face.
[17:38:41] <PetefromTn> It sliced my right wrist open deep and from just at the base of my thumb to a spot about three and a half inches up my wrist.
[17:39:03] <zeeshan> eek
[17:39:04] <zeeshan> =/
[17:39:11] <PetefromTn> If I had turned my hand just a few degrees I would have cut my wrist and bled like a stuck pig.
[17:39:51] <PetefromTn> It still bled real bad and I left a trail of blood drops about a hundred yards long as I walked to the bathroom to try to get something to stop the bleeding.
[17:40:05] <PetefromTn> Had to have a bunch of internal and external stitches.
[17:40:33] <PetefromTn> Luckily I retained all of the mobility in my hand and did not cut anything really important.
[17:42:09] <PetefromTn> cut me right to the bone tho. They had to remove fragments from the bone.
[18:03:42] * JT-Shop quits posting videos on the IRC
[18:04:00] <zeeshan> JT-Shop: lol
[18:17:29] <zeeshan> is it true linuxcnc does not like multiple tooth trigger wheels?
[18:20:01] <JT-Shop> what is a trigger wheel?
[18:20:19] <JT-Shop> LinuxCNC doesn't like or dislike anything
[18:20:25] <PetefromTn> Tom_itx: Hey man ya know that the posts by CamBam were pretty damn good during that part machining it would have been perfect had I not cocked it up myself LOL.
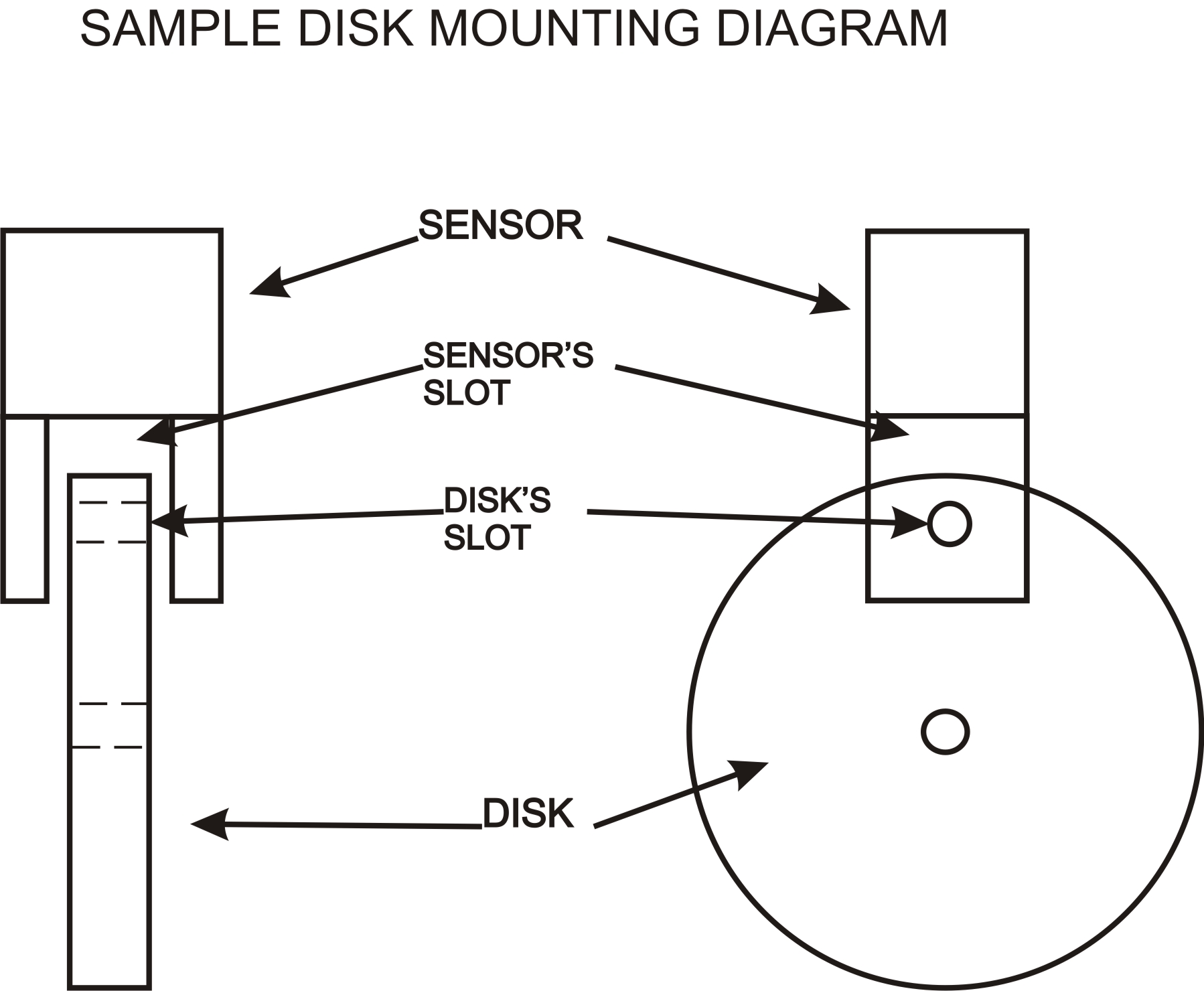
[18:20:36] <zeeshan> http://cnc4pc.com/images/C3_Disk.jpg
[18:20:38] <PetefromTn> I dunno linuxCNC can be MEAN!
[18:20:46] <zeeshan> for my index pulse, i want to know if multiple holes is okay
[18:20:50] <zeeshan> or if i should do one hole
[18:20:50] <PetefromTn> pulse wheel aperture wheel
[18:21:03] <PetefromTn> Get a nice encoder...
[18:21:04] <zeeshan> i want to be able to monitor the pulse in linux cnc to get the spindle speed
[18:21:12] <zeeshan> too late
[18:21:15] <zeeshan> already bought the c3
[18:21:20] <zeeshan> thats what everyone uses :P
[18:21:26] <PetefromTn> whatsa C3?
[18:21:36] <zeeshan> http://www.cnc4pc.com/Store/osc/product_info.php?products_id=129
[18:21:37] <PetefromTn> Everyone is a LOT of folks..
[18:21:39] <zeeshan> index pulse card
[18:21:45] <zeeshan> so i can do threading
[18:22:22] <PetefromTn> didn't you say you had mesa cards?
[18:22:34] <zeeshan> no!
[18:22:40] <zeeshan> i run steppers not servos
[18:22:44] <PetefromTn> Oh I'm sorry.
[18:22:47] <zeeshan> =D
[18:22:51] <PetefromTn> What does that have to do with it.
[18:23:09] <zeeshan> mesa is too powerful for steppers ;D
[18:23:14] <zeeshan> $$$
[18:23:16] <PetefromTn> how>
[18:23:38] <PetefromTn> Coulda swore I saw stepper cards on their site maybe I was mistaken.
[18:23:47] <zeeshan> no you can drive steppers with them
[18:23:56] <zeeshan> but they're motion controllers from what i've briefly read
[18:24:08] <zeeshan> they can generate the high speed pulse train for steppers
[18:24:14] <JT-Shop> zeeshan, an index pulse needs to be once per rev
[18:24:16] <zeeshan> and hjave a shitload more outputs/inputs than i need
[18:24:25] <zeeshan> JT-Shop: can i still use it to monitor speed?
[18:24:37] <PetefromTn> I used to have a CNC4PC C11G board.
[18:24:44] <JT-Shop> use A or B for that
[18:24:52] <PetefromTn> Don't you need an index and another input?
[18:25:19] <zeeshan> A or B?
[18:25:39] <PetefromTn> If you use an encoder can't you use CSS?
[18:25:40] <zeeshan> PetefromTn: just index
[18:25:42] <zeeshan> er
[18:25:49] <zeeshan> one output from index pulse card is all u need
[18:26:00] <zeeshan> http://cnc4pc.com/Tech_Docs/C3_5_WG.pdf
[18:26:08] <JT-Shop> zeeshan, what are you trying to do?
[18:26:20] <zeeshan> JT-Shop: dual purpose the c3 card
[18:26:30] <zeeshan> 1. for indexing, 2. to determine spindle speed
[18:26:53] <zeeshan> the speed controller card will be outputting 0-10v and its pretty spot on
[18:27:03] <zeeshan> but i want to double check the spindle speed with the trigger wheel
[18:27:11] <PetefromTn> until the cutter hits the work LOL.
[18:27:35] <JT-Shop> you can connect the output to what ever you like you know
[18:28:02] <PetefromTn> JT-Shop: Does your Hardinge have CSS?
[18:28:03] <zeeshan> JT-Shop: sorry im inexperienced, but if i feed it to one of the inputs on the bob
[18:28:23] <zeeshan> can linuxcnc be configured to use it as a speed input
[18:29:29] <JT-Shop> zeeshan, yes
[18:29:34] <zeeshan> thank you
[18:29:37] <zeeshan> thats all i wanted to know :)
[18:29:45] <JT-Shop> PetefromTn, LinuxCNC has CSS if you have spindle feed back
[18:29:58] <JT-Shop> zeeshan, I have an example if you like
[18:30:04] <zeeshan> that would be great :)
[18:30:06] <PetefromTn> JT-Shop: Yeah I know I asked if your lathe has it.
[18:30:21] <JT-Shop> it's not in the lathe but the control software
[18:30:35] <JT-Shop> and yes I have full spindle encoder
[18:30:55] <JT-Shop> http://linuxcnc.org/docs/html/examples/spindle.html#_spindle_feedback_a_id_spindle_feedback_a
[18:30:59] <PetefromTn> Nice that is sweet feature.
[18:31:07] <JT-Shop> so I can rigid tap :)
[18:31:14] <PetefromTn> Do you find it makes threading more accurate?
[18:31:33] <JT-Shop> can't thread without spindle feedback
[18:34:21] <zeeshan> jt whats the "A phase"?
[18:34:33] <zeeshan> c3 only has one output
[18:34:42] <zeeshan> which is the index pulse
[18:36:11] <PetefromTn> This catastrpophic screw up of mine has me thinking seriously about stepping up the time line on my mill table mounted tool sensor.
[18:36:35] <PetefromTn> Anyone got one setup on their machine running mesa cards?
[18:38:37] <JT-Shop> zeeshan,
http://en.wikipedia.org/wiki/Encoder
[18:40:04] <JT-Shop> PetefromTn, I use this
http://www.edgetechnologyproducts.com/pro-touch-off-gage.html
[18:40:23] <JT-Shop> except on my BP which has limited Z and use paper
[18:42:15] <PetefromTn> I have looked at those and they are nice but I am talking about automated tool touch off with a table sensor.
[18:42:36] <Tom_itx> PetefromTn did you mod the post any further?
[18:42:48] <PetefromTn> just a bit.
[18:42:59] <Tom_itx> you were gonna check on something...
[18:43:02] <zeeshan> jt-shop so the 'a' phase is the anode? :D
[18:43:03] <Tom_itx> i forget what it was now
[18:43:06] <zeeshan> that wiki site didnt help
[18:46:33] <JT-Shop> sorry bad choice
[18:46:42] <JT-Shop> http://en.wikipedia.org/wiki/Rotary_encoder
[18:47:28] <JT-Shop> look for phase a b
[18:47:52] <zeeshan> phase a and phase b
[18:47:57] <zeeshan> are just different markings on the disk..
[18:48:13] <zeeshan> why cant you take the index pulse, and time
[18:48:18] <zeeshan> and get velocity from it
[18:48:37] <JT-Shop> you can if you connect it to a or b phase of the encoder component
[18:48:56] <zeeshan> why do you even need to do that though?
[18:49:03] <zeeshan> its getting a pulse per time period
[18:49:14] <zeeshan> all it needs to do is divide the two and hook me up with a speed value
[18:49:17] <JT-Shop> forget about what cnc4pc calls it, its just a pulse output
[18:49:47] * JT-Shop finally got the thing to fit the hole and wanders inside now
[18:50:00] <jdh> one pulse is obviously the minimum there can be. More is always better
[18:50:21] <zeeshan> jdh im okay with the resolution from one pulse
[18:50:21] <zeeshan> ;p
[18:50:28] <jdh> no you aren't
[18:50:30] <zeeshan> why
[18:50:35] <jdh> it is insufficient
[18:50:51] <jdh> unless you are using mach, then it is all that will work.
[18:51:03] <zeeshan> so it looks like ill need 2 optical sensors?
[18:51:12] <jdh> and an index
[18:51:21] <zeeshan> sounds silly
[18:51:35] <jdh> all those hundreds of thousands of encoders out there must be wrong
[18:51:41] <zeeshan> theyre not wrong
[18:51:48] <zeeshan> i just did a lab on this
[18:52:18] * JT-Shop puts jdh in charge
[18:52:21] <zeeshan> it's not as precise :P
[18:52:29] <toastyde1th> tons of commerical lathes use an index pulse and nothing else
[18:52:29] <jdh> nor suitable
[18:52:47] <jdh> but, I can see that your faith in your god is strong so I will cease.
[18:53:02] <JT-Shop> my lathe weighs 2 tons
[18:53:05] <zeeshan> lets take a hypothetical situation. it puts out one pulse and 1 second later it puts out another pulse
[18:53:15] <zeeshan> you have enough information to compute time
[18:53:22] <zeeshan> as long as the spindle speed doesnt flucatuate
[18:53:30] <zeeshan> which it wont, because i have a sensorless vfd
[18:53:31] <JT-Shop> +- 1 second error
[18:54:06] <JT-Shop> say goodnight Gracie
[18:54:11] <zeeshan> cu
[18:54:27] <toastyde1th> just because you lack resolution doesn't mean you lack accuracy
[18:54:59] <zeeshan> can i write my own subroutine
[18:55:12] <zeeshan> and maybe display through pyvcp
[18:55:17] <zeeshan> is that plausible? :p
[18:56:18] <jdh> subroutine to do what?
[18:56:34] <zeeshan> find the time between two pulses
[18:56:52] <jdh> linuxcnc will happily tell you speed based on a single pulse
[18:57:23] <tjtr33> Jymmm, thx for posting that, the Thai's often have heart wrenching ads. hardly what would sell in the West, but very very good.
[18:58:30] <Jymmm> tjtr33: Yeah, that was just an awesome, especially for being a commercial of all things.
[18:59:10] <PCW> linuxcnc can do position interpolation (that how you do threading with a single pulse) but its pretty micky-mouse
[19:00:21] <zeeshan> c3 is advertised as "Reads an Index Pulse from the Spindle. Easily reads a signal that can be used as a tachometer, or to control threading. "
[19:00:42] <zeeshan> where am i going wrong? :p
[19:00:45] <PCW> (using one pulse maybe fine for light loads probably not so fine for heavy or variable loads)
[19:01:02] <zeeshan> so okay ill make a proper trigger wheel
[19:01:07] <zeeshan> with 100 holes on it
[19:01:16] <PCW> thats better
[19:01:37] <zeeshan> so that one output now can be used as a tachometer and an index pulse?
[19:02:01] <zeeshan> cause in the linuxcnc help thing it saying they're two different signals
[19:02:41] <PCW> you need both, the count and the index pulse so 2 inputs (or 3 if you want rigid tapping)
[19:03:03] <zeeshan> so i shoulda ordered 2 of these cards
[19:03:04] <zeeshan> fuck
[19:03:11] <zeeshan> now its going to take another 2 weeks to get another one
[19:05:00] <PCW> if you have a lot of spindle inertia and are not threading large diameter things, 1 pulse/turn may be OK
[19:05:21] <zeeshan> i don't want to rely on that ;p
[19:06:09] <zeeshan> placing another order
[19:06:10] <zeeshan> ;[
[19:06:43] <gonzo__> peter, can i ask another nmflash question?
[19:08:10] <zeeshan> PCW: thank you for being clear :-)
[19:08:59] <PCW> gonzo__ sure...
[19:09:35] <gonzo__> in real DOS with the correct pll port address and mode set in bios, I get '"interface not in environment"
[19:10:02] <PCW> did you run the enve.bat batch file?
[19:10:31] <gonzo__> it's poss I forgot to do that
[19:10:49] <zeeshan> pcw are you running two c3 cards?
[19:10:54] <gonzo__> so much messing about to get DOS, I may have missed that step.
[19:11:02] <PCW> set interface=epp
[19:11:04] <PCW> set protocol=direct
[19:11:11] <gonzo__> Thanks, will try that
[19:11:54] <PCW> No i dont have a C3 card (ore really know what it is)
[19:16:49] <gonzo__> thanks peter, success!
[19:17:06] <gonzo__> now for the HM fun..... next week
[20:01:21] <zeeshan> how many pulses per rev do you guys recommend
[20:01:33] <zeeshan> for the spindle encoder
[20:06:48] <Tom_itx> more is good
[20:06:54] <Tom_itx> need an index channel too
[20:07:04] <Tom_itx> if you wanna do sync stuff
[20:07:37] <zeeshan> yes
[20:07:43] <zeeshan> i can fit about 90
[20:07:57] <Tom_itx> 90 what?
[20:08:11] <zeeshan> 90 slots in the disc
[20:08:18] <Tom_itx> should be adequate
[20:08:50] <Tom_itx> my sherline's got one off an old printer
[20:08:56] <Tom_itx> 24 28 or such
[20:09:03] <Tom_itx> no index though
[20:18:16] <uw> so just for speed?
[20:18:26] <uw> do have you have stock sherline spindle Tom_itx ?
[20:21:17] <Tom_itx> yes
[20:21:56] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/psu/encoder_disk1.jpg
[20:24:21] <uw> hm that looks very diff
[20:24:25] <Tom_itx> change the pulley
[20:24:43] <Tom_itx> so i could get more rpm
[20:24:55] <Tom_itx> you can order one but i made that one
[20:24:58] <uw> what is the part going over belt? some sort of cover?
[20:25:14] <uw> oic. did you change motor pulley too>
[20:25:21] <Tom_itx> no
[20:26:11] <Tom_itx> i'd like to switch to a toothed pulley i think
[20:26:32] <uw> so is the bracket spaced back further to take up the belt slack?
[20:26:42] <Tom_itx> i got a shorter belt
[20:27:14] <Tom_itx> sewing machine belt
[20:27:53] <uw> gotcha
[20:28:19] <uw> so what rpm is it now max?
[20:28:22] <uw> 10k?
[20:28:42] <Tom_itx> no that would be too much for the bearings i think
[20:28:49] <Tom_itx> maybe 5 or 6k tops
[20:29:11] <uw> i've read sherline makes a "10k" kit that i thought was just pulleys...
[20:29:23] <Tom_itx> they might i dunno
[20:29:25] <uw> but i dont know if "10k" means "10k rpm" in their world
[20:29:36] <uw> using stock spindle
[20:29:57] <uw> but anyway, that cover over the top of your belt is stock?
[20:30:12] <Tom_itx> yeah
[20:30:37] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/psu/encoder_disk2.jpg
[20:31:12] <tjtr33> anyone using tbird to read mail list?
[20:31:22] <tjtr33> if you get this msg "Bad key or directory name: '/desktop/gnome/url-handlers/GMT+02/command': `+' is an invalid character in key/directory names" s
[20:31:29] <tjtr33> simply delete the file with "GMT+blah" in it ( gnome bug for several years )
[20:32:13] <tjtr33> ( and place curse on those that sent it muhahahah )
[20:32:40] <Tom_itx> heh
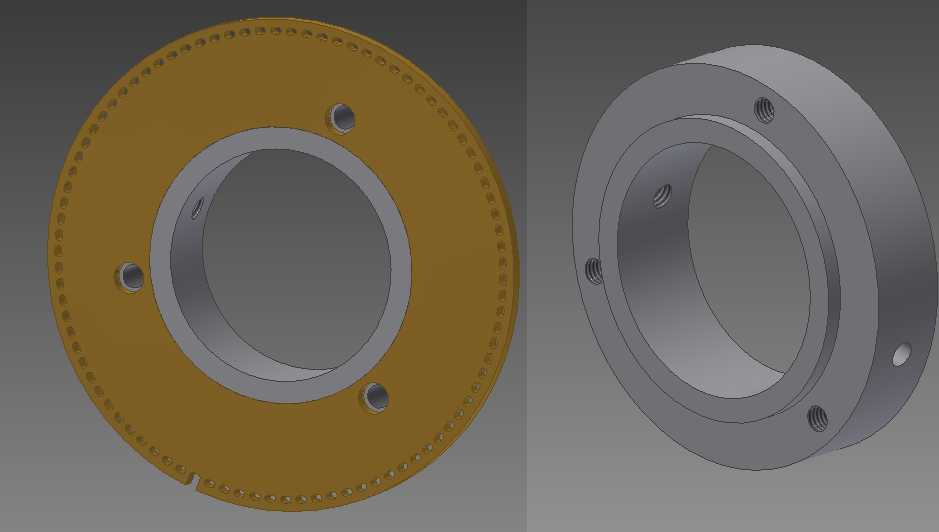
[20:37:30] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/Encoder_zps086b23d6.png
[20:37:32] <zeeshan> look okay? :D
[20:37:52] <jdh> I wouldn't bother with the C3. Just make somethign
[20:37:59] <zeeshan> i already bought
[20:38:01] <uw> this is my sherline spindle
http://i.imgur.com/rjYxGSG.jpg
[20:38:04] <zeeshan> im not good with electronics
[20:38:10] <zeeshan> micro
[20:38:34] <Tom_itx> if the slots are wide enough it looks fine
[20:38:53] <Tom_itx> uw, where's your cover?
[20:39:12] <Tom_itx> i've got that pulley in a box now too
[20:39:15] <jdh> there is a limit to what speed a p-port encoder interface can handle
[20:39:24] <uw> Tom_itx, there never was one. I dont know if there was ever one machine is from 1994
[20:39:30] <uw> or 1993 not sure
[20:39:47] <Tom_itx> i don't remember when i got mine but it's fairly old
[20:40:05] <uw> Tom_itx, with that new pulley does the belt slip?
[20:40:29] <Tom_itx> i tend to push it so i've broken a couple
[20:40:50] <Tom_itx> that's why i'm thinking toothed belt
[20:41:06] <uw> gotcha. I'm surprised the motor has the power to snap the belt
[20:41:20] <uw> but id honestly rather snap the belt rather than have it slip
[20:41:26] <Tom_itx> just slips and burns it
[20:41:34] <uw> oic
[20:42:09] <jdh> ze: something like:
http://www.ebay.com/itm/350851366249
[20:42:15] <uw> also Tom_itx does your motor mount bracket look the same? and motor "standoff" things?
[20:42:31] <Tom_itx> yeah
[20:42:56] <uw> just checkin
[20:42:58] <Tom_itx> i added a counterweight to z
[20:43:12] <Tom_itx> the motor pulls it to one side
[20:44:23] <uw> i have never tramed mine but i have thought about this issue...
[20:45:39] <zeeshan> jdh: i wish i knew that in the beginning
[20:45:40] <zeeshan> lol
[20:46:09] <jdh> can still use the c3 for index pulse
[20:46:21] <zeeshan> yea but it comes with asensor
[20:46:35] <jdh> even better
[20:47:34] <Tom_itx> use the sensors on your own wheel
[20:47:37] <Tom_itx> or both
[20:47:47] <zeeshan> thats what im doing?
[20:47:48] <Tom_itx> space one back so all it hits is the index
[20:47:59] <zeeshan> you didnt see my iamge long enough sir
[20:48:09] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/Encoder_zps086b23d6.png
[20:48:14] <zeeshan> i changed the oblong holes to square holes
[20:48:20] <zeeshan> but notice the bottom left slot?
[20:48:21] <zeeshan> its extended
[20:48:28] <Tom_itx> yep
[20:48:29] <zeeshan> ill adjust the index sensor so it only outputs one pulse
[20:48:48] <zeeshan> you know what this means?
[20:48:50] <jdh> I got a hall effect for index
[20:48:53] <Tom_itx> is it wide enough to hit the sensor but miss the regular pulses?
[20:48:59] <zeeshan> i need to put my carriage back together fuck!
[20:49:22] <zeeshan> Tom_itx: ill know better when i have the sensor in my hand
[20:49:25] <zeeshan> ill cut a slot by hand first
[20:49:26] <zeeshan> and compare
[20:49:39] <Tom_itx> yeah
[20:49:42] <zeeshan> one i know the exact position
[20:49:46] <zeeshan> illsend it for waterjet
[20:49:57] <jdh> I'd make slots longer so you don't have to mount the sensors perfectly
[20:50:11] <Tom_itx> me too
[20:50:18] <zeeshan> sensors will be mounted on adjustable angle
[20:50:27] <zeeshan> if i make the slots longer
[20:50:30] <zeeshan> then that means ill lose resolution
[20:50:39] <jdh> wider then
[20:50:41] <zeeshan> this disk's OD is already 4 inches
[20:51:11] <zeeshan> lemme show you guys the updated disck
[20:51:17] <zeeshan> whoops.
[20:51:18] <zeeshan> haha
[20:51:59] <jdh> http://tinyurl.com/qg9h35w That's ~3"
[20:52:17] <zeeshan> oh you mean make em slotted radially
[20:52:23] <zeeshan> i like
[20:53:00] <zeeshan> that way i only need to mess around with the index sensor for alignment
[20:56:42] <jdh> if you use A & B, you will get 4x the pulses and direction
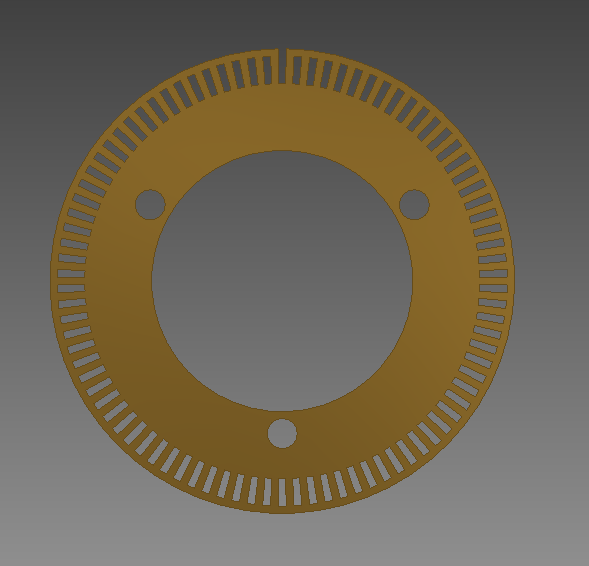
[20:57:48] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/trigger_zps5f52b2e4.png
[20:57:51] <zeeshan> man
[20:57:57] <zeeshan> this is starting to look very familar to me.
[20:58:06] <zeeshan> i think i've seen a crank trigger wheel on a ford that looks exactly like this
[20:58:55] <jdh> that C3 is a lotta hardware for just an index pulse
[20:59:03] <zeeshan> i know man
[20:59:07] <zeeshan> i thought it was one card that did both
[20:59:13] <jdh> but, simple and mostly plug&play
[21:00:18] <zeeshan> yes
[21:00:22] <zeeshan> that is what i need ;p
[21:00:29] <Tom_itx> i'm considering using some small 'instrument' encoders 500 pulse but they're small
[21:00:32] <zeeshan> do you think 90 teeth might be too many?
[21:00:35] <Tom_itx> like 5/8" diameter
[21:00:50] <zeeshan> it says max speed 15khz for the esnsor
[21:01:16] <zeeshan> 15000/90 =166hz
[21:01:17] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/motors/focusring1.jpg
[21:01:25] <Tom_itx> do you think an encoder like that would work?
[21:01:27] <Tom_itx> last?
[21:01:28] <jdh> I wouldn't worry about it,you won't be using it for long.
[21:01:40] <zeeshan> jdh lol
[21:01:43] <zeeshan> i need it to work!
[21:02:01] <jdh> it will work for index pulse
[21:02:15] <zeeshan> if im going through the hassle of doing this
[21:02:18] <zeeshan> i might as well do it right
[21:03:38] <zeeshan> 166 hz = about 10000 rpm
[21:03:40] <zeeshan> so i guess it will work
[21:05:29] <jdh> Tom: looks like belting them in would be hassle?
[21:07:01] <Tom_itx> yeah
[21:07:11] <zeeshan> jdh
[21:07:16] <zeeshan> howd you make your trigger wheel?
[21:07:27] <jdh> linuxcnc!
[21:07:31] <zeeshan> make me one
[21:07:31] <zeeshan> $
[21:07:32] <zeeshan> :D
[21:07:55] <zeeshan> i hope one of the c3 cards comes in soon
[21:07:57] <zeeshan> so i can verify the dimensions
[21:08:06] <zeeshan> im placing an order for waterjet for the steam engine
[21:08:09] <zeeshan> might as well throw this in there
[21:08:14] <zeeshan> they have a min order of $25
[21:08:16] <jdh> router. the pcb stock was graciously donated
[21:08:52] <zeeshan> thats pretty nicely done
[21:09:43] <jdh> looks like I hate some lash creeping back in. Plastic nuts on acme screws
[21:10:09] <zeeshan> tighten em more ;p
[21:10:38] <jdh> I'm just going to buy a new one
[21:11:33] <jdh> I sold a scooter to pay for one, but FedEx broke it in shipping and I had to give the guy his money back.
[21:17:01] <zeeshan> jdh: damn!
[21:17:06] <zeeshan> did you have insurance?
[21:17:27] <jdh> yeah. they still haven't called me back about the claim though.
[21:19:48] <Jymmm> http://www.fedex.com/us/fcl/pckgenvlp/online-claims/
[21:20:06] <jdh> yeah, just says under review
[21:20:18] <Jymmm> ah
[21:20:23] <Tom_itx> under... stall
[21:21:08] <jdh> heh... now it's updated... geez. Reason: Insufficient Packaging
[21:21:50] <jdh> I will admit that it was insuffciently packaged to be dropped off a loading dock 10ft to the ground.
[21:22:03] <Tom_itx> so if they ram a forklift thru it, it's your fault?
[21:22:22] <Jymmm> a scooter? That you ride?
[21:22:29] <jdh> ride, underwater.
[21:22:57] <Jymmm> packed in peanuts?
[21:23:09] <jdh> packed in a manufacturers shipping container
[21:23:21] <Jymmm> ah
[21:23:50] <Jymmm> FedEx Gound?
[21:23:57] <Jymmm> Ground*
[21:23:57] <jdh> yep.
[21:24:31] <jdh> http://tinyurl.com/o8uptox
[21:25:03] <Jymmm> Then I'd say just that, packed in mfg shipping container.
[21:25:41] <jdh> Describe inner packaging Manufacturer shipping container made to handle item.
[21:26:36] <Jymmm> Then I'd call mfg and see if they use FedEx
[21:26:57] <jdh> old scooter, hasn't been made for 20 years
[21:27:05] <Jymmm> ah
[21:27:23] <jdh> I have parts to fix it, but I had already rebuilt it and it was sold.
[21:27:57] <Jymmm> When I ship things, I just pretend a gorila is gong to think of it as a toy.
[21:28:08] <jdh> I have enough parts to make four. I just don't enjoy doing it anymore.
[21:28:32] <jdh> yeah, I actually bought some big boxes, packing stuff, etc... then a friend said "I have a tekna shipping case you can have"
[23:04:25] <test1> hello everyone... i just got linuxcnc live installed on my PC and got ethercat working on it too.
[23:04:45] <test1> i need now to connect emc2 sw to ethercat
[23:05:20] <test1> please reply with any help you guys have....
[23:17:19] <uw> ethercat?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}