Back
[00:53:58] <zee_CNC> i give up on linuxcnc
[00:53:59] <zee_CNC> :{
[00:54:11] <zee_CNC> loadrt hal_parport cfg="0xec00 out 0xe880 out "
[00:54:15] <zee_CNC> addf parport.0.read base-thread
[00:54:16] <zee_CNC> addf parport.1.read base-thread
[00:54:19] <zee_CNC> addf parport.0.write base-thread
[00:54:20] <zee_CNC> addf parport.0.reset base-thread
[00:54:20] <zee_CNC> addf parport.1.write base-thread
[00:54:58] <zee_CNC> net xstep => parport.0.pin-02-out
[00:54:59] <zee_CNC> setp parport.0.pin-02-out-reset 1
[00:54:59] <zee_CNC> net xdir => parport.0.pin-03-out
[00:55:01] <zee_CNC> it does not work.
[00:55:04] <zee_CNC> no matter what i do
[00:55:32] <zee_CNC> 03:00.2 Parallel controller: NetMos Technology PCI 9865 Multi-I/O Controller (prog-if 03)
[00:55:32] <zee_CNC> Subsystem: Device a000:2000
[00:55:32] <zee_CNC> Flags: bus master, medium devsel, latency 64, IRQ 11
[00:55:32] <zee_CNC> I/O ports at ec00 [size=8]
[00:55:32] <zee_CNC> I/O ports at e880 [size=8]
[01:25:45] <archivist> some diagnostics missing
[02:15:06] <Deejay> moin
[02:53:56] <zee_CNC> finally got it working
[02:54:01] <zee_CNC> was the stupid parallel port.
[05:49:13] <jthornton> I hate stupid parallel ports and prefer smart ones
[05:49:26] <kengu> (:
[05:52:00] <Vq> I quite like the stupid ones.
[05:52:35] <Vq> Parallel ports can get a bit annoying if they are too clever.
[05:52:51] <kengu> is there a hour meter that would display hh:mm and not hh.h ? something like this but with minute display
http://www.ebay.com/itm/Hour-Meter-Tachometer-250-Raptor-YFM-Wr-Wrf-Dirt-Bik-Motorcycle-ATV-Sti-Scooter-/230764294209
[05:53:10] <kengu> to track the "laser on" hours
[06:04:37] <jthornton> what is hh.h?
[06:37:34] <kengu> jthornton: hh and decimal h
[06:38:33] <kengu> like here they do even print it on the
http://www.ebay.com/itm/48-Volt-Battery-Indicator-with-Hour-Meter-provides-remaining-battery-power-/270938221502 face .. must be for the muricans (:
[06:39:33] <archivist> pure guesswork unless the meter know the battery chemistry
[06:42:21] <jthornton> ah tenths of an hour
[06:42:52] <archivist> I love the typo This is not a full proof device and no warranty is made that your battery/batteries is/are in good condition
[06:43:57] <archivist> even has the cheek to take 1.44 Watts
[06:47:32] <jthornton> there goes your battery in a day or so
[06:59:54] * jthornton wonders why so many are scared of using classicladder for tool changers
[07:06:46] <kengu> archivist: i was just looking for the hour meter. not volt or any amps related..
[07:07:35] <archivist> jthornton, yet another language to learn I suppose
[07:07:42] <kengu> or minute meter is the one I am after. I was planning on hacking it into linuxcnc but I cannot find the example I did see earlier and thus I started to look for other alternatives
[07:07:57] <kengu> classic ladder is weird name
[07:08:12] <archivist> comes from ladder programming
[07:08:40] <jthornton> it's pretty graphic and straight forward to use, much easier than learning HAL
[07:08:53] <Tom_itx> 4� F
[07:09:06] <jthornton> and HAL only has a hand full of commands
[07:10:16] <archivist> kengu, why not write a timer component of some sort and connect it to the laser on control
[07:10:49] <Tom_itx> kengu, like this:
http://tom-itx.dyndns.org:81/~webpage/cnc/screenshot.png
[07:10:51] <Tom_itx> ?
[07:11:24] <Tom_itx> current is each tool, overall is the whole runtime
[07:12:13] <skunkworks> Tom_itx, the times get saved somewhere?
[07:12:32] <Tom_itx> not that i'm aware of
[07:12:44] <Tom_itx> i suppose you could somehow
[07:12:59] <kengu> yeah. there was an example of pretty much just that
[07:17:06] <Tom_itx> http://linuxcnc.org/docs/html/gcode/overview.html#sec:log
[07:17:35] <Tom_itx> http://linuxcnc.org/hardy/dapper/index.php/french/forum/10-advanced-configuration/19592-add-total-machine-on-hour-meter
[07:19:12] <kengu> Tom_itx: thanks again. I will need to check those again.
[07:28:12] <Tom_itx> http://www.ebay.com/itm/Generator-Hour-meter-gauge-120v-AC-RV-motorhome-diesel-gas-camper-travel-trailer-/321311513946?pt=Motors_RV_Trailer_Camper_Parts_Accessories&hash=item4acfa89d5a&vxp=mtr
[07:28:19] <Tom_itx> that would also probably work
[07:47:02] <R2E4> I have two prox sensors that will be sensing the turning and position of the tool carraige. It is two cams and now I see how they did it in the old control. They called it phase A and phase B. This wuld have to do with conting and storing for LinuxCNC to be able to tell where which tool is. IS this how it is usually done and will I have some stress with figuring this out?
[07:49:16] <R2E4> http://irmtl.com/LinuxCNC/VM40/misc/IMG_0497.JPG http://irmtl.com/LinuxCNC/VM40/misc/IMG_0499.JPG
[07:50:09] <eric_unterhausen> that's just a coarse encoder
[07:50:55] <jdh> but, you would have to move before it knows where it is.
[07:51:19] <eric_unterhausen> same with an incremental encoder
[07:51:26] <eric_unterhausen> and that doesn't have an index
[07:51:39] <jdh> has to have something somewhere for index
[07:51:48] <eric_unterhausen> probably
[07:52:21] <jdh> hook the prox up to a/b like any other enoder and it shoudl count fine.
[07:52:43] <eric_unterhausen> something on the tool wheel
[07:52:57] <R2E4> That is the only way i can figure the machine knows where it is in relation to. I figure the second one is the index.
[07:57:54] <jdh> there isn't a third prox somewhere on the big ring with a notch or flag?
[07:58:49] <R2E4> Not on the outside. Maybe from the inside, I'll have a look tonight.
[07:59:38] <R2E4> How does it know where it is when you turn it on? Or does it have to go a full round to find the index before it knows where it is and then it will know where to tools are?
[08:00:13] <jdh> I would think that it has to rotate until it finds the index, wherever that is.
[08:01:04] <R2E4> Will need to find out if it uses the leading edge or the trailing edge, they are a good 15", I would think that would make a diff.
[08:01:50] <jdh> both
[08:02:11] <R2E4> depending on the direction?
[08:04:04] <jdh> determining direction
[08:04:20] <R2E4> I regulated my problem for now, I put 16 DPDT din rail relays that each 7i84 output energizes, mounted them wired them up and the outs are working.
[08:04:45] <R2E4> If I need more outputs, then I will have to decide which way to go.
[08:10:22] <R2E4> Thats gotta be a nightmare to program.
[08:12:31] <JT-Shop> a tool changer?
[08:12:40] <R2E4> yeah
[08:12:54] <JT-Shop> should be easy in classicladder
[08:13:55] <JT-Shop> but most people are scared of classicladder...
[08:14:54] <R2E4> I like classicladder. I have programmed alot of interlock plcs re: DL06, so I know how ladder logic works.
[08:15:56] <JT-Shop> then you have it made
[08:16:03] <R2E4> I still have some research and learning what all the wires are and figuring out wires.
[08:16:27] <R2E4> I keep wanting to jump ahead......
[08:16:29] <JT-Shop> if you have 3 sensors then it is an encoder with index
[08:16:59] <JT-Shop> manually turn the turret and see what the sensors do in a hal watch window
[08:17:29] <R2E4> not there yet. I'm scared to power up the hydraulic motor....lol
[08:21:30] <JT-Shop> have you seen my tool changer sim?
[08:21:43] <R2E4> no.
[08:22:06] <R2E4> I keep forgetting to bookmark your site....hehe
[08:22:07] <JT-Shop> you could modify it to match your machine and test the ladder
[08:22:31] <JT-Shop> http://www.gnipsel.com/linuxcnc/index.html
[08:22:52] <R2E4> bookmarked
[08:36:13] <R2E4> Here is the tool changer sol's on PAGE 70, Would the "Magazine locate pin" be the index search?
http://irmtl.com/cnct/VM40%20WITH%20SEICOS%20M2-MICON16-2.pdf
[08:37:19] <JT-Shop> too big for me to download... sounds like it might be the index
[08:44:39] <R2E4> I'll split that section.
[08:49:57] <ries> JT-Shop: in terms of survival, your website is quite usefull.... Beer making... when you need clean drinking water :D
[08:51:41] <archivist> I have a beer shortage
[08:53:49] <R2E4> HEre is just the pages for the ATC
[08:53:50] <R2E4> http://irmtl.com/LinuxCNC/ATC_schem.pdf
[08:56:36] <JT-Shop> ries, thanks
[08:59:17] <JT-Shop> to me the magazine pin is a locking pin but I might be totally wrong
[09:00:22] <R2E4> on the first page of that pdf, there is a contact called indexer, that went into the sequencer as an input
[09:01:11] <R2E4> IT must be an amazing feeling when you get one of these machines working and figured out after a retrofit.
[09:04:44] <JT-Shop> yes it is a funny feeling... what do I do now that everything works?
[09:08:05] <archivist> get a salesman to sell your work so you start using it more
[09:10:08] <JT-Shop> there's a novel idea
[09:16:11] <archivist> I need a salesman too, but they cost too much
[09:18:49] <JT-Shop> I hate selling, so I'm poor at it
[09:19:19] <archivist> me too, hence little to do
[09:19:53] <archivist> hmm £3.50 earned so far this week
[09:26:38] <micges> archivist: what do you sell?
[09:26:50] <archivist> me
[09:27:35] <archivist> I make gears, do websites, drive
[09:36:17] <micges> I see
[09:38:18] <skunkworks> Whore!
[09:49:59] <archivist> even implement a bit of linuxcnc
[09:57:19] <R2E4> a LinuxCNC Whore!
[10:07:06] * JT-Shop ponders a way to make a gasket for the tank top...
[10:08:08] <archivist> pair of scissors and a sheet of gasket material
[10:09:33] <archivist> or a motorcyclists favourite a tube of gasket goo
[10:09:41] <JT-Shop> well, I have some Garloc, or some cork and I'm thinking the cork will be better
[10:09:52] <gonzo___> a gasket for a piece of fashionable 1970's knitwear
[10:10:07] <JT-Shop> http://www.gnipsel.com/images/splitter/hydraulic-tank-06.jpg
[10:10:40] <archivist> and a hole punch
[10:10:50] <JT-Shop> I just need to seal it off for a pressure test
[10:10:59] <JT-Shop> I might make a big o-ring
[10:11:44] <archivist> prettier welds that on my car sill
[10:14:24] <archivist> this would be nice to put linuxcnc on fleabay 251443640501
[10:20:24] <pcw_home> but is it hobbled by hoblessness?
[10:21:29] <PetefromTn> http://imagebin.org/291136
[10:21:38] <PetefromTn> finally got my champfer to run..
[10:21:38] <archivist> just remove the gears add a servo and an encoder and linuxcnc
[10:21:50] <R2E4> ooh, thats nice
[10:22:14] <R2E4> What machine did you do that with?
[10:22:27] <PetefromTn> are you talking to me
[10:22:32] <R2E4> yeah
[10:22:51] <PetefromTn> okay was not sure. It is my Cincinatti arrow 500 VMC with linuxCNC retrofit.
[10:23:02] <R2E4> Nice!
[10:23:34] <PetefromTn> thanks.... first prototype run and it came out dimensionally correct but there is some chatter in the valleys of the sinusoidal shape.
[10:23:43] <TekniQue> 15:52:57 < archivist> or a motorcyclists favourite a tube of gasket goo
[10:23:45] <PetefromTn> next time it will be perfect LOL.
[10:24:06] <TekniQue> or my favorite, machine a slot and put an O ring in
[10:24:11] <PetefromTn> this was the first test of my champfer toolpath in CamBam...
[10:25:13] <PetefromTn> Having issues with tool length offsets right now and I was able to run this in a single cycle for the last part which was the champfer so it was all good.
[10:33:45] <R2E4> Your using CamBam? How do you like it?
[10:34:30] <R2E4> I have Aspire I am using, but not really geared toward mills and vmc's. Good for CNC wood router etc...
[10:35:24] <PetefromTn> honestly I just downloaded it as I had been using Sheetcam.
[10:35:43] <PetefromTn> It is still in beta testing but it does have some VERY nice features.
[10:36:03] <PetefromTn> The post processor for linuxCNC needs a lot of tweaking but it works okay once you do that.
[10:36:40] <R2E4> I am wondering if the post in Aspire for emc2 is up to date.... Guess not with the name
[10:37:06] <PetefromTn> Some of the neat features are the 3d toolpaths and threadmilling as well as it has a very cool side profiling feature that you can do tapered walls in angles or arcs with a ball endmill.
[10:37:30] <PetefromTn> They are also working on a cool trochoidal toolpath setup.
[10:38:05] <PetefromTn> Their basic machining ops seem to work well and the program is a bit more complex than the UI would at first reflect.
[10:38:32] <PetefromTn> I am still working on learning it but for the money it is pretty damn good so far.
[10:38:52] <PetefromTn> I only am interested in it so I can do some of the 3d stuff I have been unable to do with sheetcam.
[10:39:06] <PetefromTn> I have heard good things about vectrix software too tho.
[10:39:41] <R2E4> Aspire does 3d also geared toward wood. no face toolpath like mastercam etc..... I will check out CamBam
[10:40:23] <R2E4> But it does what it does really well. I am using it on my Bridgeport CNC, and it works no problem.
[10:41:21] <PetefromTn> what do you mean face toolpath exactly I am new to the 3d stuff?
[10:41:58] <PetefromTn> what kinda Bridgeport?
[10:42:24] <R2E4> thats 2d. For facing a piece. You can do it but you have to watch how your tool enters.... mastercam does it really nice and takes care of it for you.
[10:43:12] <PetefromTn> so you mean sorta 2.5d then? I don't understand.
[10:43:18] <R2E4> Thats the 3d stuff I do on my cnc router with Aspire
http://irmtl.com/cnct/pics/deer_scene.jpg
[10:43:38] <PetefromTn> that looks nice..
[10:43:52] <PetefromTn> how is that not 3d?
[10:44:33] <R2E4> http://irmtl.com/LinuxCNC/BPr2e4.jpg
[10:44:39] <PetefromTn> http://www.youtube.com/watch?v=gxdV0Sbt6zU
[10:44:43] <R2E4> That is 3d,
[10:45:00] <PetefromTn> Duh just made the connection Bridgie R2E4 LOL..
[10:45:31] <R2E4> a face toolpath just takes off say .003 from the face of the piece.
[10:45:50] <R2E4> like a finish toolpath after a rough cutout
[10:45:53] <PetefromTn> then how did you get that one deep..
[10:46:33] <R2E4> The deerscene is 3d, doesnt have face toolpath on it.
[10:47:39] <PetefromTn> aah okay.
[10:47:56] <PetefromTn> that video shows how camBam 3d works... interesting.
[10:48:24] <R2E4> yeah, similar to Aspire. but you going to do that in aluminum?
[10:48:31] <R2E4> I guess it can be done.
[10:49:55] <PetefromTn> why could you not do that in aluminum or whatever? It is a true 3d toolpath..?
[10:50:13] <PetefromTn> that is just an example anyways.
[10:50:54] <PetefromTn> It does have waterline cutting as well.
[10:51:26] <R2E4> I have seen it done, I guess it could be done, but I use atapered ball nose that is .065 to get the details of the deer scene. Aluminum would have a field day with that bit.
[10:51:56] <R2E4> waterjet?
[10:52:23] <PetefromTn> Don't understand the difference. but admittedly I have zero 3d experience so far.
[10:54:28] <R2E4> With 3d, you have your model usually .stl or whatever, when you do toolpaths for it, you have two. Roughing and finish. The roughing will dig out all the rough, and the ball nose will run 1 pass, (configurable), but sometimes it does weird things in wood, thats why I wm reluctant to try it in metal.
[10:55:21] <R2E4> Waterjet cuts with high pressure water with abbrasives in it.
[11:08:14] <PetefromTn> yeah I understand all that but CamBam can import those toolpaths and the setup is similar. you can setup rough and finish using the software.. have not tried it but many have... here is something that was machined entirely using cambam...
[11:08:28] <PetefromTn> import files not toolpaths.
[11:08:44] <PetefromTn> this is something done in 3d on CamBam
http://www.cambam.co.uk/forum/index.php?topic=751.0
[11:16:59] <R2E4> WOW, certainly a 3 axis didnt do that.
[11:17:18] <R2E4> what import files? .stl file?
[11:19:36] <R2E4> he says its a small machine so maybe it was a 3 axis. Thats amazing.
[11:21:53] <PetefromTn> yup pretty incredible..
[11:22:18] <archivist> lots of polishing after machining by the look of it
[11:23:10] <PetefromTn> that guy arie is pretty talented fellow this is not the only impressive thing he has done with Cambam..
[11:25:02] <archivist> and really solid? I think I see some joins
[11:25:43] <WalterN> any of you guys have a preference for what company you would get a shiny new CNC machine (lathe) from?
[11:26:31] <PetefromTn> well yeah he had to attach the wings and tail rudder etc. all were machined on a smallish machine the fuselage is all one piece I think. Does it matter it is still way beyond my skills...
[11:27:39] <PetefromTn> That thing is bad ass I would love to be able to make something like that. Right now I am just happy to champfer a part LOL.
[11:34:29] <R2E4> PetefromTn: IS this your machine?
[11:34:36] <R2E4> http://www.youtube.com/watch?v=bSXR3FsN0EE
[11:35:34] <PetefromTn> no that is a fellow in UK. He actually helped me work on mine tho. same exact machine. His has been torn apart completely and he had all the covers powdercoated black.
[11:36:00] <R2E4> Your toolchanger working?
[11:36:08] <PetefromTn> His name is Lee..
[11:36:14] <PetefromTn> no not yet..
[11:36:28] <R2E4> I need to find someone that has done a VM40 retrofit.....lol
[11:36:37] <PetefromTn> Still working on it. Just got the basic machine working a couple months ago.
[11:36:55] <PetefromTn> who makes that?
[11:36:59] <R2E4> Where did you get the machine?
[11:37:09] <R2E4> Hitachi Seiki VM40
[11:37:27] <PetefromTn> I bought it from a guy near me that has a backyard machine shop when he upgraded to a much larger machine.
[11:37:41] <R2E4> Was it working?
[11:37:52] <PetefromTn> aah... those are nice machines but the controls are not supported I hear.
[11:38:02] <PetefromTn> sort of but I wound up gutting it completely.
[11:38:23] <R2E4> I just ripped all of the hitachi seiki controls out.
[11:38:47] <R2E4> Did you use mesa cards?
[11:38:49] <PetefromTn> installed all brand new servos and drives and spindle VFD vector drive even the coolant vfd is new.
[11:38:57] <PetefromTn> yeah 5i25/7i77..
[11:39:06] <PetefromTn> Good stuff.
[11:39:09] <R2E4> AH. Thats what I have.
[11:39:20] <PetefromTn> Can't go wrong.
[11:39:47] <PetefromTn> Lees machine in that video has mesa cards too.
[11:39:55] <R2E4> I may have blown a few inputs on my 7i77.
[11:40:14] <R2E4> I am anxious to get it moving.
[11:40:15] <PetefromTn> thank god they are not expensive boards LOL
[11:41:13] <R2E4> yeah.....
[11:41:34] <R2E4> You have an mpg?
[11:41:52] <PetefromTn> when I blew the X axis on my machine it was $1100.00 to repair it before I did the retrofit.
[11:41:58] <PetefromTn> yeah. the original one.
[11:42:13] <R2E4> 4wire or two wire?
[11:42:31] <PetefromTn> four I think...
[11:42:36] <PetefromTn> hang on..
[11:42:56] <R2E4> did you use encoder input or pins 16,17,18,19 on the input side?
[11:43:52] <PetefromTn> I used the inputs to keep the encoder free for a future axis..
[11:44:21] <PetefromTn> It works good...
[11:44:28] <PetefromTn> use it all the time.
[11:44:59] <R2E4> switches for axis selection and switch for increment selection?
[11:45:16] <PetefromTn> Connor set me up with a screen setup that has buttons for each axis and on and off for the mpg.
[11:45:42] <PetefromTn> I just use the keyboard to move between increments.
[11:46:22] <pcw_home> 7I77 inputs are pretty tough (100V momentary should not hurt anything)
[11:46:24] <PetefromTn> at some point when I get the toolchanger and everything working well I may add some more buttons and switches.
[11:47:49] <PetefromTn> gotta take care of something here guys be back in a bit. peace
[11:50:46] <R2E4> I haven't checked them lately, not sure 100%, probably an error on my programming, but it was weird I didnt see them changing in haL.
[12:16:45] <IchGuckLive> hi all B)
[12:17:04] <zeeshan> hi
[12:26:20] <Tom_itx> nice chilly day
[12:27:23] <zeeshan> i have 3 ft of snow on my driveway
[12:27:24] <zeeshan> great
[12:27:25] <Tom_itx> 6� F Blowing Snow
[12:27:56] <Tom_itx> snow is done now i think... they should update their forecast
[12:28:42] <zeeshan> btw
[12:28:46] <zeeshan> i've not impressed with linuxcnc
[12:28:52] <zeeshan> it's prolly user error
[12:28:57] <zeeshan> but my steppers sound like shit with them
[12:29:11] <zeeshan> they vibrate so much no matter what inches per second they run at
[12:29:36] <zeeshan> they were so smooth with mach3
[12:29:40] <archivist> dont blame linuxcnc, blame steppers
[12:29:40] <zeeshan> there has to be something wrong.
[12:29:49] <zeeshan> archivist: gotta blame linuxcnc or me
[12:29:58] <zeeshan> because i had windows 7 and mach3
[12:31:59] <Tom_itx> what drivers are you using?
[12:32:06] <Tom_itx> mine run rather quiet
[12:32:22] <zeeshan> kl-8070d
[12:32:25] <Tom_itx> but i'm using mesa cards and gecko drivers
[12:32:30] <archivist> full step/half step/some other microsteps
[12:32:36] <zeeshan> they shouldnt sound any different from mach3
[12:32:46] <zeeshan> they're set to the exact same microsteps
[12:32:50] <Tom_itx> maybe you don't have the step spacing right
[12:32:50] <zeeshan> nothing has physically changed
[12:33:06] <zeeshan> that's the only parameter wasn't sure about
[12:33:18] <zeeshan> they're set to 2500, 2500, 10000, 5000
[12:33:25] <Tom_itx> mine run cool and quiet
[12:33:30] <zeeshan> step time, step space, dir time, dir space i think
[12:33:36] <Tom_itx> for steppers anyway
[12:33:48] <jdh> see what mach3 was using
[12:34:25] <zeeshan> i don't think mach 3 explicitly tells you
[12:36:49] <Tom_itx> check it with a scope or logic analizer
[12:36:56] <zeeshan> i don't have a scope
[12:37:39] <zeeshan> i just know i mach 3 was running at a kernal of 25000hz
[12:39:03] <zeeshan> weird
[12:39:12] <zeeshan> apparently my step pulse and dir pulse was set to "0"
[12:39:13] <zeeshan> in mach 3
[12:39:33] <Kayaking4autism> any welders in here?
[12:39:38] <zeeshan> Kayaking4autism: yes
[12:39:48] <Tom_itx> some better than others
[12:39:59] <Jymmm> some not so much.
[12:40:11] <Tom_itx> now
[12:40:21] <Tom_itx> what's the _real_ question?
[12:40:47] <archivist> I used 50 1.6mm rods to get the car through the mot test
[12:41:07] <Kayaking4autism> I've done some arc welding lessons, the dude says I need an arc welding inverter to practice on, says I know the basics but I really got to practice with the feed, keeping the rod the right height and slowing down on pulling back, I saw this PARKSIDE one in LIDL and I read the reviews so I'm staying clear, can you recommend a reasonably priced arc inverter that's good to practice on, preferably
[12:41:07] <Kayaking4autism> one that'll do 90A because that's what I've been learning on
[12:41:08] <Kayaking4autism> ??
[12:41:11] <archivist> I hate welding rust
[12:41:57] <Tom_itx> get an ole lincoln brick
[12:42:10] <Jymmm> four microwaves
[12:42:18] <archivist> over here the Osford brick was wonderful
[12:42:27] <archivist> Oxford
[12:42:38] <Tom_itx> over yonder blue sky
[12:43:06] <archivist> never see a good cheap welder
[12:43:20] <Tom_itx> fast good cheap
[12:43:22] <Tom_itx> pick 2
[12:44:11] <zeeshan> Pulse width is another consideratio n. Most drives will work well with a 1 microsecond minimum pulse width. If you have problems with the test moves (e.g. motor seems too noisy), first check that your step pulses are not inverted (by Low active being set incorrectly for Step on the Ports and Pins>Motor Outputs tab), then you might try increasing the pulse width to, say, 5 microseconds.
[12:44:28] <zeeshan> if step pulses are inverted
[12:44:40] <zeeshan> that can be a softwarre difference right?
[12:44:52] <Tom_itx> could be
[12:45:06] <zeeshan> kinda suicks i dont have a scope.
[12:45:31] <archivist> its built in halscope
[12:45:41] <zeeshan> archivist: i mean to see what mach 3 was doing
[12:45:45] <zeeshan> and what mr linuxcnc is doing
[12:45:45] <Tom_itx> but he doesn't know what mach puts out
[12:46:02] <Tom_itx> mr linuxcnc is rather flexible
[12:46:18] <archivist> jt did a mach to linuxcnc converter once upon a time
[12:47:01] <zeeshan> hehe
[12:47:22] <zeeshan> i knocked my jitter down to 6500
[12:47:25] <zeeshan> by removing the wireless card
[12:47:33] <zeeshan> went from 25-40 to 6500
[12:47:38] <zeeshan> 25k-40k i mean
[12:47:55] <zeeshan> but then i got the nasty suprise of motors sounding nasty
[12:48:07] <zeeshan> i mean they spin, but they resonate while they're spinning
[12:48:12] <zeeshan> almost "crunchy"
[12:48:39] <zeeshan> http://www.youtube.com/watch?v=zeHCgZ4NZ0A
[12:48:44] <zeeshan> this is what they sound with mach 3 default settings
[12:50:03] <zeeshan> shit i think i got my values set wrong
[12:50:20] <Tom_itx> from the sounds of it i'd say so
[12:50:22] <Connor> Sometimes USB devices will cause jitter too.
[12:51:21] <zeeshan> only mouse is usb
[12:51:24] <zeeshan> keyboard is ps2
[12:52:36] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/settings_zpscf4881ff.png
[12:52:42] <zeeshan> can someone help me intrepret this
[12:52:44] <archivist> see if you can find a ps2 mouse as well
[12:53:23] <zeeshan> from what im seeing, the step space should be 't3 = 2.5 microsec'
[12:53:47] <zeeshan> sorry i mean t4.
[12:53:57] <zeeshan> t3 = step time = 2.5microsec also
[12:54:46] <jdh> aren't there defaults in stepconf?
[12:54:55] <zeeshan> jdh not for this specific driver
[12:55:20] <zeeshan> i currently have those values already as my step space and step time
[12:55:24] <Kayaking4autism> Correct me if I'm wrong, but I can use a TIG inverter for arc stick welding but I can't use a MIG inverter for arc stick welding?
[12:55:27] <jdh> bump them up alittle
[12:55:35] <zeeshan> Kayaking4autism: thats correct
[12:55:48] <zeeshan> okay ill set it to 2750 ns for each
[12:55:55] <zeeshan> but what should be my dir time and dir space?
[12:57:14] <Kayaking4autism> I've seen a TIG inverter for about a thousand euros, is it worth buying to learn stick welding so if I want to do TIG and get a gas bottle at a later date I can? It's only a brick, like a half a foot squared by a foot and a half long?
[12:57:31] <zeeshan> Kayaking4autism: i think using a tig welder as an arc welder is a crime
[12:57:39] <zeeshan> arc welders are like 500$
[12:57:40] <jdh> double them and see if it sounsd better
[12:57:44] <zeeshan> tig welders are 3500
[12:57:49] <zeeshan> minimum
[12:57:55] <jdh> $90 from harbor freight!
[12:57:59] <zeeshan> at least american ones
[12:57:59] <zeeshan> ;d
[12:58:00] <zeeshan> haha
[12:59:09] <Tom_itx> anything HF sells doesn't qualify for what they say it is
[12:59:32] <jdh> c'mon, I love their digital micrometers
[12:59:44] <zeeshan> haha
[12:59:50] <Tom_itx> threaded with a tap?
[12:59:53] <archivist> guessing stick
[13:00:32] <Kayaking4autism> I want to learn TIG, but the dude I'm learning off only knows stick and mig
[13:00:44] <Tom_itx> the only time i get anything from them is if i need a one time use tool
[13:01:11] <Tom_itx> i learned with stick and now have a mig
[13:01:16] <Tom_itx> never done tig
[13:01:26] <Kayaking4autism> And right now I'm still cutting through 1mm steel with stick because I haven't got the rod close enough or it's there too long
[13:01:31] <Tom_itx> did quite a bit of gas welding too
[13:01:35] <Tom_itx> oh the days...
[13:01:54] <Tom_itx> coathangars for rod
[13:02:44] <IchGuckLive> welding is a must
[13:03:15] <jdh> I've never welded anythign
[13:03:29] <jdh> well, maybe a few screwdrivers but it wasn't intentional
[13:03:37] <WalterN> heh
[13:03:43] <WalterN> big capacitor?
[13:04:15] <jdh> few of those. large batteries
[13:04:27] <archivist> Kayaking4autism, 1mm steel is hard to weld with stick, much better to use mig
[13:04:34] <WalterN> always fun
[13:04:59] <Tom_itx> i'd love to have a nice pulse tig to play with
[13:05:28] <archivist> I have a grotty transformer welder
[13:05:35] <jdh> I'd settle for a chinese inverter
[13:05:48] <Tom_itx> i used to have an old lincoln generator / welder
[13:06:33] <Kayaking4autism> What's the deal with TIG anyway? It looks like unlike stick and MIG the gun isn't feeding in molten material
[13:06:56] <Tom_itx> more like gas welding
[13:07:02] <Tom_itx> but all electric
[13:07:21] <archivist> I suppose tig is more akin to electric gas welding
[13:07:22] <Tom_itx> and alot fancier
[13:07:56] <archivist> gas causes horrible distortion if no careful
[13:08:01] <Tom_itx> sure does
[13:08:28] <archivist> unless you preheat
[13:09:10] <Kayaking4autism> OK I just want a stick inverter that's not the LIDL parkside one, pref one that can do 90A, has a fan on it, a recognised brand just so I can get good enough to weld to get a chitty that says I can weld
[13:09:22] <Kayaking4autism> A practice inverter
[13:09:28] <Kayaking4autism> What can you recommend?
[13:10:22] <archivist> I got trained at a lorry trailer factory, someone else's welder
[13:11:03] <archivist> practice till your slag curls up
[13:12:10] <pcw_home> dont like the sound of that
[13:12:26] <Kayaking4autism> The dude taught me after every weld, keep your mask on bash the slag then use the metal wire brush to scrape it off before applying a new weld, he demonstrated why because if you weld over slag you get loads of bubbles in it, and it's crap
[13:13:14] <zeeshan> hmm
[13:13:16] <archivist> if you are steady the slag frees itself you need far less cleaning when good at it
[13:13:18] <zeeshan> i think they sound more acceptable now
[13:13:45] <zeeshan> http://www.youtube.com/watch?v=-eFab7jjrKo
[13:13:54] <zeeshan> sound normal to you guys? :p
[13:13:58] <zeeshan> they're still noiser than in mach 3
[13:14:14] <zeeshan> note how the camera vibrates!
[13:14:25] <zeeshan> and how the stepper starts walking lol
[13:14:50] <archivist> Kayaking4autism, best welding video I have seen
http://www.youtube.com/watch?v=ojFZ__4t7ck
[13:15:18] <zeeshan> Kayaking4autism: if you're starting to weld
[13:15:24] <Kayaking4autism> thanks!
[13:15:37] <zeeshan> make sure you never weld zinc based alloys .. ie galavanized
[13:15:44] <zeeshan> if you have to, make sure you do it in a well ventilated place
[13:15:58] <zeeshan> and never weld anything that you've sprayed with chlorinated brake cleaner
[13:16:02] <zeeshan> that will kill you instantly
[13:16:22] <zeeshan> within an hour
[13:16:34] <zeeshan> so not as instant as you'd want it to be..
[13:17:17] <Kayaking4autism> and fuel tanks?
[13:17:31] <zeeshan> well use common sense for that lol
[13:17:34] <Kayaking4autism> lol
[13:17:37] <zeeshan> =D
[13:17:55] <zeeshan> ive had metal fume fever before
[13:17:59] <zeeshan> trust me you don't want it
[13:18:15] <Kayaking4autism> I got the autodarkening helmet, guess I got to get a mask next
[13:18:36] <zeeshan> there is only one respirator you should buy
[13:18:57] <zeeshan> http://www.amazon.com/Miller-Electric-Lpr-100-Respirator-Ml00894/dp/B008PN8YPC
[13:18:59] <zeeshan> its buy miller
[13:19:11] <zeeshan> won't fog up yourw welding mask / safety glasses
[13:19:27] <zeeshan> and the replacement catridges are cheap
[13:19:41] <zeeshan> and its stupid compact!
[13:20:24] <pcw_home> zeeshan: is there a drive enable signal or something? that first step causes a bang which is unexpected
[13:20:41] <zeeshan> pcw_home: no i don't have enable setup
[13:20:52] <zeeshan> pcw_home: exactly i don't like that
[13:20:58] <zeeshan> for some reason that did not happen in mach 3
[13:21:09] <zeeshan> i dunno if you saw the video of them running in mach 3 at 100ipm
[13:21:12] <pcw_home> maybe step polarity
[13:21:21] <zeeshan> http://www.youtube.com/watch?v=zeHCgZ4NZ0A
[13:22:12] <pcw_home> different support also
[13:22:16] <zeeshan> how do you invert the step polarity in linuxcnc?
[13:22:27] <zeeshan> yea but you can hear the difference
[13:22:41] <zeeshan> and you don't hear the weird resonance
[13:23:10] <zeeshan> i've spent about 8 hours setting this up
[13:23:27] <zeeshan> but 6 of those hours were trying to chase down the parallel port
[13:23:39] <Kayaking4autism> Can't find a seller for them where I am, but I think it's better than not. Also I remember when we worked with scrap there was a funny odour
[13:24:04] <Kayaking4autism> Even tho we grinded off the rust to start off with
[13:25:21] <zeeshan> im going to be a traitor and go back to mach 3 ;[
[13:25:21] <archivist> burning paint and oils and whatever other junk
[13:25:27] <zeeshan> sorry mates :{
[13:25:36] <zeeshan> atleast i tried!
[13:26:03] <archivist> just when you get it workin?
[13:26:14] <zeeshan> haha
[13:26:30] <zeeshan> honestly i want to run linuxcnc cause i love the fact it's a real time os
[13:26:39] <zeeshan> and i didnt even know i had a bad jitter problem till i run the latency test
[13:26:45] <zeeshan> which mach 3 didn't say i had a problem with
[13:26:52] <zeeshan> so i know there's something fishy about mach 3.
[13:27:08] <zeeshan> i'm going to try to invert the step signal
[13:27:11] <zeeshan> and see if that makes things better
[13:28:19] <IchGuckLive> im off BYE till tomorrow
[13:28:40] <pcw_home> resonance may depend on what the motor is sitting on
[13:31:39] <jdh> I think they are sitting on a book? or a box?
[13:38:00] <zeeshan> just for you guys
[13:38:05] <zeeshan> im gonna reinstall windows and mach 3
[13:38:09] <zeeshan> and do the same test on the same table
[13:38:09] <zeeshan> lol
[13:38:11] <zeeshan> at the same speed
[13:38:58] <zeeshan> itll be a lil while. :)
[13:39:43] <pcw_home> also make sure the accel is the same
[13:40:04] <zeeshan> im going to make a video of my settings
[13:40:09] <zeeshan> and the motor spinning
[13:40:21] <zeeshan> both will be at 2ips so numbers are even
[13:40:55] <pcw_home> stepmotor resonance is a funny thing, a small change in accel can make it happen or not
[13:45:07] <PetefromTn> Hey folks..
[13:45:20] <PetefromTn> Well I finally ordered my Cat40 tooling.
[13:45:44] <PetefromTn> Got ten holders five ER32 and five ER20's and collet sets for each...
[13:46:29] <PetefromTn> Hopefully they will be nice. Spoke on the phone with the guys at CME tools and they assured me that if I am not happy with them I can send them back within 30 days for a full refund.
[13:47:54] <PetefromTn> With any luck I will have them by the end of the week. Just spoke with a fellow I did some machine work for a couple months ago and he wants me to bid some machine work for him in 100 piece lots so with any luck I can get this show on the road finally LOL... Now if I can just get LinuxCNC setup properly so I can use my tool length offsets correctly I will be all good hehehe
[13:49:02] <PetefromTn> Headin out to the shop to setup for this second part right now.
[14:11:39] <Tom_itx> did you get your TLO fixed?
[14:52:45] <zeeshan> i present to you mach 3 vs linuxcnc test
[14:52:47] <zeeshan> at same parameters
[14:53:04] <zeeshan> http://www.youtube.com/watch?v=NTaJr98jTL0
[14:53:12] <zeeshan> http://www.youtube.com/watch?v=rHgy8RzTUvE
[14:53:47] <zeeshan> note the oscillating noise from the stepper with linuxcnc
[14:54:42] <zeeshan> i guess they almost sound the same
[15:00:52] <JT-Shop> PetefromTn, I thought you had your TLO all sorted out?
[15:07:52] <PetefromTn> unfortunately no there may be something wrong with the linuxCNC setup the way we did it, the version we used is apparently a development one and has some issues and the way we setup the machine with metric screws and a metrc native system but have the display outputting inch we are possibly screwed something up.
[15:08:46] <JT-Shop> ouch! unless you "need" something from the development version I HIGHLY recommend you run 2.5.3
[15:08:58] <JT-Shop> why are you running a version of master?
[15:10:25] <PetefromTn> well it is a long story but we thought that not being familiar with classic ladder for the toolchanger we would be better off doing it in another way that was only possible in the dev. build. Honestly I feel like I am gonna need to revert back to 2.5.3..
[15:11:01] <PetefromTn> Just don't want to totally start over here with things because the basic machine is working very well right now.
[15:11:09] <skunkworks> oh - I bet remmapping...
[15:11:10] <JT-Shop> classicladder is a piece of cake
[15:11:38] <skunkworks> because to do a tool change - you have to move z don't you?
[15:11:54] <PetefromTn> Connor tried to remote link into the machine last night until about almost midnight but we were unable to get my new wifi dongle to be recognized by the machines computer.
[15:12:03] <PetefromTn> yeah we would need to.
[15:12:36] <PetefromTn> JT-Shop: Now ya tell me LOL....Maybe once we get this sorted out we will get some help from you with setting it up.
[15:13:12] <PetefromTn> I got a little ways to go here as I need to machine an encoder mount for the spindle feedback system so I can index before we even think about toolchange.
[15:13:14] <JT-Shop> as skunkworks noted moving the Z during a tool change could be an issue
[15:13:31] <JT-Shop> do you have to index your spindle to do a tool change?
[15:13:33] <PetefromTn> why lots of other machines with linuxCNC do it that way.
[15:13:39] <PetefromTn> yeah...
[15:14:13] <JT-Shop> well I move my z on my plasma with a component, might do the same thing for your tool change
[15:14:33] <PetefromTn> what do you mean component?
[15:14:42] <JT-Shop> a HAL component
[15:14:47] <PetefromTn> okay.
[15:14:49] <_methods> man do not attempt a tool change unless you KNOW you are in the correct location
[15:14:57] <PetefromTn> of course..
[15:15:01] <JT-Shop> you can make custom components and comp will compile and install it
[15:15:37] <JT-Shop> I actually need to do the same thing on my VMC when I convert it over from the old DX32 control
[15:15:38] <zeeshan> yay got the steppers running a lot smoother in linuxcnc
[15:15:45] <zeeshan> all i had to do was move over to metric.
[15:15:57] <zeeshan> so i can use whole numbers for the steps :P
[15:16:19] <PetefromTn> you gonna retrofit it to lcnc as well?
[15:16:27] <zeeshan> yes
[15:16:35] <zeeshan> i like linuxcnc a lot better interface wise
[15:16:49] <PetefromTn> thats good but I was asking JT LOL
[15:16:54] <zeeshan> lol
[15:17:04] <PetefromTn> glad you got your system hummin'
[15:17:11] <zeeshan> :D
[15:17:30] <PetefromTn> Did you see my part I posted earlier with the champfer machined op finished?
[15:17:43] <zeeshan> ubuntu freezes on me for some reason. i can move the mouse but i can't click on anything :(
[15:17:50] <zeeshan> no
[15:17:51] <zeeshan> link
[15:17:59] <zeeshan> or are you talkking to jt
[15:17:59] <zeeshan> haha
[15:18:00] <JT-Shop> eventually yes, it needs to be LinuxCNC, the rest of my shop is running LinuxCNC
[15:18:04] <PetefromTn> http://imagebin.org/291136
[15:18:11] <zeeshan> pretty!
[15:18:13] <PetefromTn> sweeet macn..
[15:18:27] <PetefromTn> Thanks it has some chatter but it is a proto..first one made.
[15:18:30] <JT-Shop> saw that this morning
[15:18:37] <PetefromTn> sorry hehe..
[15:18:44] <JT-Shop> chatter on the inside corner?
[15:18:48] <PetefromTn> yup...
[15:19:07] <_methods> too deep of a cut?
[15:19:11] <JT-Shop> all of a sudden your cutter is taking a much bigger bite
[15:19:18] <_methods> ghost pass
[15:19:18] <PetefromTn> it is mostly because I selected exact stop in my post for this op and when it went to the corner it actually stopped then moved...
[15:19:28] <JT-Shop> might need to slow down on the inside corners
[15:19:52] <PetefromTn> the toolpath comes to a point in that spot.
[15:20:24] <JT-Shop> so the radius is defined by the cutter radius?
[15:20:24] <PetefromTn> If I used a narrower endmill it would have rolled thru there and not been too bad or if I selected continous contour.
[15:20:35] <PetefromTn> in that point yeah it is.
[15:20:43] <JT-Shop> yea, that is chatter city
[15:20:47] <PetefromTn> I know not a good idea..
[15:20:50] <JT-Shop> on small endmills
[15:20:59] <PetefromTn> it was a 3/8 inch..
[15:21:13] <JT-Shop> is it the shortest possible length?
[15:21:27] <JT-Shop> and did you get a bunch of long sharp shavings from the corners?
[15:21:31] <PetefromTn> honestly the whole part is like 1 1/2 across so that picture is pretty close up it is not as bad as it looks..
[15:22:02] <PetefromTn> Part will most likely be bead blasted too.
[15:22:31] <_methods> inside corners suck
[15:27:08] <PetefromTn> JT-Shop: What other machines do you have in your shop that are linuxCNC?
[15:35:16] <JT-Shop> CHNC, BP 3 axis knee mill, plasma
[15:35:45] <PetefromTn> sweet...
[15:36:21] <zee-CNC> do you guys think i can bring my jitter even more down by getting rid of my nvidia fx 5200 pci card
[15:36:34] <zee-CNC> and replacing it with some nvidia or ati pcie 2.0 card?
[15:37:42] <zeeshan> sweet
[15:37:44] <zeeshan> system froze
[15:37:47] <zeeshan> again.
[15:37:55] <zeeshan> without giving me any warning
[15:37:59] <zeeshan> definitely not running ubuntu anymore
[15:42:38] <PetefromTn> I'm running ubuntu..
[15:42:48] <zeeshan> dude im sick of the freeze
[15:42:55] <zeeshan> imagine that happens while im running G-code
[15:43:01] <zeeshan> that'd be terrible.
[15:43:14] <zeeshan> the whole reason to run linux in general is for stability
[15:43:41] <zeeshan> windows 7 has never crashed once on me on the same hardware.
[15:43:46] <zeeshan> not once.
[15:43:49] <zeeshan> in a year
[15:44:03] <zeeshan> this thing has frozen up on me 14 times since last night on a fresh install
[15:44:13] <zeeshan> and i just did another fresh install so i can dual boot
[15:44:16] <zeeshan> and it froze again
[15:44:52] <zeeshan> the only thing i can think of is the pci video card is something the kernel doesn't like
[15:44:55] <zeeshan> and i should swap to pci-e.
[15:48:42] <zeeshan> http://www.canadacomputers.com/product_info.php?cPath=43_1200_557_558&item_id=059653
[15:48:45] <zeeshan> i think ill pick that up
[15:48:48] <zeeshan> 36$ worth a shot
[15:53:40] <JT-Shop> too many people are running Ubuntu to blame it
[15:54:17] <PetefromTn> how do you cycle thru the step divisions using the keyboard again?
[15:58:13] <PetefromTn> nevermind it is the I button.
[16:16:46] <Deejay> gn8
[16:16:54] <PetefromTn> gn8 deejay..
[16:16:56] <Jymmm> DN9
[16:17:04] <Jymmm> GN9
[16:17:14] <Deejay> :)
[16:23:02] <PetefromTn> machining the second part of that assembly right now so far so good!
[16:26:16] <JT-Shop> Great!
[16:29:25] <PetefromTn> ;)
[16:29:59] <Jymmm> Now, make me a sandwich!
[16:30:11] <Jymmm> sudo make me a sandwich!
[16:35:50] <PetefromTn> what happened to the pizza?
[16:36:13] <Jymmm> Wasn't delivered in 30 minutes or less.
[16:37:40] <JT-Shop> PetefromTn, are you using carbide end mills?
[16:39:31] <PetefromTn> yeah why?
[16:45:04] <zeeshan> ubuntu is fixed
[16:45:07] <zeeshan> was the video card driver
[16:46:21] <JT-Shop> ok, they are stiffer than HHS
[16:47:29] <PetefromTn> yeah I have been using them for awhile now. Mostly get them from Maritool.. Got a buncha nice endmills in a lot awhile back too that I look forward to using once I get my new toolholders here.
[16:47:47] <PetefromTn> Cannot wait to start making some real parts and hopefully some money with this monster.
[16:48:14] <PetefromTn> This part is actually kinda cool. Once I get it machined I will imagebin it for you guys to see.
[16:48:36] <zeeshan> what machine are you using PetefromTn
[16:48:41] <PetefromTn> Wish I had a nice CNC lathe to pop it on once it is done I could really do some damage hehee
[16:48:53] <PetefromTn> Cincinatti Arrow 500 VMC with LinuxCNC control.
[16:49:11] <zeeshan> oo nice
[16:49:32] <PetefromTn> first few operations went real smooth...
[16:50:56] <zeeshan> http://i.ebayimg.com/00/s/MTA2NlgxNjAw/z/HBcAAOxyd8NScD41/$T2eC16Z,!yQFIi7mlUGmBScD41Fc6g~~60_57.JPG
[16:51:03] <zeeshan> what software is that?
[17:00:47] <PetefromTn> That looks like the siemens control for the Cicni.
[17:00:58] <PetefromTn> I think it is PC based as well..
[17:12:23] <PetefromTn> Damn man the fancy goaround profile I programmed is gonna be outside of the limits of my X.....AAAAaaaarrrgh!!
[17:14:26] <PetefromTn> should not have setup my vice so near the edge of the table I guess...
[17:14:51] <PetefromTn> I THINK I can truncate the toolpath enough to get it inside there but it is gonna be close.
[17:15:17] <PetefromTn> Kind of a peel milling pass around the outside of a six inch circle.
[18:03:00] <PetefromTn> http://imagebin.org/291208
[18:03:07] <PetefromTn> lookin good so far!
[18:05:07] <JT-Shop> nice finish!
[18:07:05] <PetefromTn> yeah man this thing is working pretty nice so far. that is a rather cheap endmill in a setscrew holder got the endmill from Fastenal believe it or not. Wait til I get some real holders and tooling in here !
[18:09:28] <JT-Shop> the endmills from Fastenal have dead sharp corners so they chip easy. I like the radius edge end mills from Lakeshore Carbide... they are made in the USA
[18:11:18] <PetefromTn> agreed I usually buy maritool but I was shorta cash as usual so I grabbed this one when I went in there last time buying some hardware. It was like $9.50 believe it or not..
[18:11:23] <zeeshan> watcha making
[18:11:26] <zeeshan> a gattling gun?
[18:11:27] <zeeshan> ;p
[18:11:36] <PetefromTn> no but that sounds fun!
[18:11:52] <andypugh> Experimental 6-valve cylinder-head?
[18:11:54] <PetefromTn> Itsa secret..
[18:12:01] <zeeshan> you guys don't buy from carbidedepot.com?
[18:12:04] <PetefromTn> ;)
[18:12:27] <JT-Shop> I'm pretty sure Maritool out sources their cutting tools
[18:14:09] <PetefromTn> apparently some they do and some are US made for them.
[18:20:49] <RyanS> andypugh: was it you that has done some metal casting?
[18:21:13] <andypugh> No, I have only had it done for me.
[18:21:51] <zeeshan> i've cast aluminum
[18:24:28] <RyanS> ah ok, I know a lot of people cast aluminium, can I assume that iron & steel are either way out of reach for home, or more dangerous because you need double the temperature?
[18:25:31] <zeeshan> its almost 2.5 x
[18:25:40] <zeeshan> usually you melt it way past the melting point
[18:26:29] <zeeshan> i've seen people do steel at home. the main difference is you need a proper melting furnace
[18:26:44] <zeeshan> tons of forced air with propane works, but poorly
[18:26:53] <zeeshan> most people end up building an induction furnace
[18:27:56] <zeeshan> http://www.backyardmetalcasting.com/
[18:29:41] <RyanS> so provided you arnt foolish about safety and you have the appropriate furnace, It's not really more dangerous than aluminium (if you have an accident, whether it's 1000�C or 2000 you're screwed either way)?
[18:30:07] <zeeshan> exactly
[18:30:25] <zeeshan> i think pouring steel is safer in comparison to aluminum
[18:30:33] <zeeshan> with aluminum, you can't tell whether it's molten or solid.
[18:30:42] <zeeshan> until you burn your hand figuring it out ;p
[18:30:53] <RyanS> ah , it's the same colour?
[18:31:06] <zeeshan> yea
[18:31:11] <zeeshan> doesn't glow or anything
[18:31:36] <RyanS> Do you need a pyrometer or not necessary?
[18:32:05] <zeeshan> it's good to have to know your temp.
[18:32:25] <zeeshan> like theres books written on this subject where there are recommended temperatures
[18:33:34] <RyanS> I'm sure :)
[18:33:43] <zeeshan> like for aluminum
[18:33:54] <zeeshan> hydrogen solubility increases as you increase temperature
[18:34:22] <zeeshan> so you need to add different alloys to act as nucleation sites for the hydrogen to attach to and get out of your melt
[18:34:30] <zeeshan> (turns into slag floating)
[18:36:17] <zeeshan> RyanS: if you build a forge
[18:36:22] <zeeshan> build 2 :D one for me
[18:37:33] <RyanS> oh, you just torch it instead ?
[18:38:18] <zeeshan> no i use my schools induction furnace
[18:38:26] <zeeshan> i'll build the wood molds at home
[18:38:33] <RyanS> ah
[18:39:37] <RyanS> I thought they only work for magnetic metals
[18:40:27] <toastyde2th> zeeshan, are you a metallurgist and/or casting guy
[18:40:47] <zeeshan> neither
[18:40:48] <PetefromTn> Love ordering pizza online LOL...PAPPA JOHNS!!
[18:40:51] <toastyde2th> because i've had some questions about melting/pouring cast iron but can't find easy acces to information
[18:40:52] <toastyde2th> daaaamnnnn
[18:40:53] <toastyde2th> ty
[18:40:58] <zeeshan> but i know where to look
[18:41:03] <zeeshan> im a mechanical technologist + mechanical engineer
[18:41:38] <toastyde2th> i'm looking for the cast iron melt/pour method that uses essentally a tiny blast furnace
[18:41:42] <toastyde2th> that you build for the pour
[18:41:57] <zeeshan> that only works for small castings =/
[18:42:14] <toastyde2th> ya, but I don't think i'll have access to anything much larger than a few pounds for awhile
[18:42:17] <toastyde2th> so it's not a big deal
[18:42:25] <zeeshan> all depends on you
[18:42:45] <RyanS> oxy acetalene & a small crucible ?
[18:42:46] <zeeshan> 2 of my go to books are
[18:42:56] <zeeshan> degarmo's manufacturing processes
[18:43:08] <toastyde2th> RyanS, the problem isn't so much the source of the heat but that you need much higher temps
[18:43:14] <toastyde2th> and that ferrous alloys react with a lot of refractory materials
[18:43:24] <zeeshan> and materials science and engineering by callister
[18:43:31] <toastyde2th> ty, i'll look for those
[18:43:35] <andypugh> toastyde2th: Ever seen thermite welding?
[18:44:02] <toastyde2th> andypugh, not in person
[18:44:02] <zeeshan> toastyde2th: the crucible is a consumible
[18:44:22] <zeeshan> the goal is to have a separate crucible in an oven
[18:44:46] <RyanS> I've seen thermite welding on youtube, lol
[18:44:52] <zeeshan> which you force a crapload of air through and burn like waste oil., propane etc
[18:45:40] <zeeshan> less air needed for higher heat of combustion fuel
[18:45:48] <zeeshan> but usually the higher heat fuels are expensive ;p
[18:45:48] <andypugh> https://www.youtube.com/watch?v=5uxsFglz2ig Sounds a lot like what you described, and probably is a way to make small steel parts.
[18:46:24] <toastyde2th> i've seen people do large-by-hobby-standards pours of cast iron and steel but they never go into their methods (for good reason)
[18:46:34] <toastyde2th> probably 50-100 lb range
[18:46:47] <zeeshan> most of their methods are only good for one or two tries
[18:46:47] <toastyde2th> and all the crucibles are cast on site
[18:46:51] <zeeshan> and then you gotta rebuild the whole thing
[18:46:55] <toastyde2th> yeah, it's fine for me
[18:46:57] <zeeshan> and repack the refractory material
[18:47:00] <toastyde2th> because i'm not production casting
[18:47:01] <zeeshan> which is $$$
[18:47:20] <zeeshan> if you're doing it once in a while, then i bet you it's cheaper for you to make your own molds
[18:47:24] <toastyde2th> and there are clearly inexpensive but unsuitable mixtures for refractory
[18:47:26] <zeeshan> and get it cast at a company
[18:47:38] <zeeshan> foundaries arent that expensive
[18:47:40] <toastyde2th> unsuitable for a batch process
[18:47:42] <andypugh> I pay about £20 for a casting.
[18:47:46] <zeeshan> andypugh: exactly!
[18:47:50] <zeeshan> its cheap
[18:47:54] <toastyde2th> also keep in mind that manufacturing itself is my hobby
[18:47:56] <zeeshan> the most expensive part is the mold
[18:48:00] <toastyde2th> not the end part
[18:48:17] <zeeshan> then build a proper furnace!
[18:48:17] <zeeshan> :D
[18:48:18] <toastyde2th> so for me, i'm willing to try a difficult process because that's what i enjoy, not the end product
[18:48:20] <toastyde2th> I mean i'd love to
[18:48:29] <zeeshan> so you can cast for your lifetime ;D
[18:48:33] <RyanS> ha the swedish railroad vid is exactly what I saw
[18:48:34] <toastyde2th> but i can't find information on how to build a ferrous furnace
[18:48:40] <toastyde2th> i'm going to check your books out
[18:49:13] <toastyde2th> i was only looking at the consumable version because i was looking at ANY option i could find information on
[18:49:46] <zeeshan> you don't like the idea of an induction furnace?
[18:49:53] <toastyde2th> i love the idea of a little induction furnace
[18:50:07] * JT-Shop is pretty sure I make at least 0.10c an hour stripping short pieces of wire
[18:50:09] <andypugh> Lionel's web page is interesting:
http://www.backyardmetalcasting.com
[18:50:10] <toastyde2th> I was looking the other day at what it requires to make a high frequency valve
[18:50:20] <zeeshan> i think its one of the best options for home casting
[18:50:24] <zeeshan> don't need tons of fuel
[18:50:29] <zeeshan> and its relatively clean
[18:50:47] <RyanS> A consumable crucible . erm don't you need to be able to pour metal with something umm non-consumable
[18:50:49] <toastyde2th> because i enjoy electronics but suuuuck at it
[18:51:12] <toastyde2th> but having a fixed frequency valve-based furnace seems like a thing that's in the realm of possibility
[18:51:18] <zeeshan> http://www.youtube.com/watch?v=OJGaQdgPRmA
[18:51:21] <zeeshan> ^ ! :D win
[18:51:30] <toastyde2th> that's baller
[18:52:18] <toastyde2th> also i'm more than willing to look at shit like this becuase i have complete buy-in and support with my ladyfriend
[18:52:34] <toastyde2th> If i really want to knock a wall down in a house to make more room for shop equipment, i can
[18:52:44] <zeeshan> i'd prolly do this outside
[18:52:44] <zeeshan> lol
[18:52:47] <toastyde2th> oh, for sure
[18:52:51] <andypugh> I made a start based on this page:
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat1.html
[18:52:57] <toastyde2th> but it seems like a major limitation for people is life circumstances
[18:53:00] <toastyde2th> in terms of what they attempt
[18:53:11] <toastyde2th> aw shit that's awesome, ty andypugh
[18:53:24] <andypugh> But I actually think he would have been better sequencing the process and creating the waveform with uP
[18:53:44] <toastyde2th> i mean IDEALLY, ideally, i'd love to make an induction furnace
[18:53:48] <toastyde2th> and not mess with fuel at all
[18:54:19] <toastyde2th> i'd rather buy an old car engine and run a 3ph motor off it as a generator if i need more power than a house line can provide
[18:55:16] <RyanS> Build me an induction furnace and post to Australia, TIA :)
[18:55:19] <toastyde2th> the reason i look at fuel is because I don't see the homebuilt stuff being large enough for the things I want to do with it, while I have seen old-school methods successfully used
[18:55:31] <toastyde2th> homebuilt induction
[18:59:38] <andypugh> The induction furnace where I used to work had several enormous cabinets of electronics.
[18:59:52] <toastyde2th> ya, most of them are solid state now
[18:59:59] <Tom_itx> how often did the drivers burn out?
[19:00:07] <toastyde2th> and it pulls a lot of power; my idea is to not use solid state drive electronics
[19:00:14] <andypugh> (though it was pretty old-school and was replaced by something much smaller while I was there)
[19:00:45] <RyanS> What's wrong with propane furnace ?
[19:00:53] <andypugh> In fact, nearly all of my working life has been at companies who owned foundries :-)
[19:00:55] <toastyde2th> because I can find old vacuum tubes used for tv transmission to supply the furnace
[19:03:47] <toastyde2th> RyanS, the induction furnace is very efficient and stirs the melt
[19:04:07] <toastyde2th> if you really, really wanted to, you could melt under vacuum
[19:04:26] <toastyde2th> so anything you throw in the top of it (say, to form a slag) gets thoroughly mixed in
[19:04:34] <toastyde2th> resulting in a higher quality, more consistent melt
[19:05:11] <toastyde2th> other furnace types have to do something like argon injection through the bottom of the crucible to stir
[19:05:28] <toastyde2th> (past a certian size)
[19:07:19] <RyanS> hmm I could only see a need for small parts could I get a small crucible and use Oxy propane heating tip and melt directly
[19:07:38] <RyanS> Perhaps insulated with fire bricks
[19:07:39] <toastyde2th> i'm not aware of anyone that melts cast iron that way
[19:08:21] <RyanS> just al. & brass perhaps
[19:08:57] <toastyde2th> most people melt nonferrous stuff with a cheap crucible made of steel, and then a firebrick column oven
[19:09:05] <toastyde2th> and just burn propane from the bottom
[19:09:11] <toastyde2th> either using a venuri or forced air
[19:09:47] <toastyde2th> for cast iron you have to be more particular about what your crucible is made of, and the temperatures have to be much higher so the furnace requires more careful design
[19:10:40] <RyanS> graphite i think?
[19:12:09] <toastyde2th> no, iron will absorb shit from the graphite
[19:12:21] <toastyde2th> (carbon, obviously)
[19:13:59] <RyanS> I have seen home-made burners from black pipe, but that doesn't sound safe,
[19:14:10] <toastyde2th> it's pretty safe
[19:14:36] <RyanS> does the regulator prevent flashback?
[19:15:36] <toastyde2th> that i am aware of, all propane regulators have flash arrestors in them
[19:16:03] <toastyde2th> also flashback is not a common phenomenon on propane burners
[19:16:12] <toastyde2th> that is mostly acetylene for reasons i don't understand
[19:16:45] <RyanS> ok, so even if you built a somewhat dodgy burner . It might not work but it's not going to go off like a bomb?
[19:16:59] <toastyde2th> right
[19:18:05] <andypugh> Propane can't burn in the cylinder (no oxygen) so can't really flash-back.
[19:19:04] <andypugh> Acetylene is only marginally stable in the cylinder (it is dissolved in acetone, and absorbed in mineral) but can spontaneously decompose without needing oxygen.
[19:20:01] <andypugh> Anyway, goodnight folks.
[19:20:55] <RyanS> yeah , I want to get a oxy propane set because acetalene is expensive and may go kaboom
[19:40:51] <RyanS> $80 for 6mm reamer from a local supplier. they have to be joking
[19:41:47] <zeeshan> carbide?
[19:42:21] <RyanS> sadly, HSS
[19:42:40] <zeeshan> mighjt be cause its metric
[19:43:26] <RyanS> After discovering that Chinese drill sets are complete rubbish. I'm a bit wary of getting a cheap reamer
[19:43:41] <RyanS> I guess because they are for precision
[19:45:06] <zeeshan> http://www.ebay.ca/itm/2362-6mm-HSS-CHUCKING-REAMER-/300480513705?pt=LH_DefaultDomain_0&hash=item45f608c6a9
[19:47:55] <RyanS> I am in Australia there are usually about $35
[19:48:55] <RyanS> For a good brand. cheapo reamers probably worse than cheap drill bits?
[19:49:05] <zeeshan> i would hope not
[19:49:05] <zeeshan> lol
[19:49:17] <Tom_itx> probably around $15 around here for a 6mm reamer
[19:50:39] <RyanS> As in a five dollar eBay reamer .... hmm probably terrible
[19:53:25] <RyanS> Anyone used solid carbide boring bars... The type that can go down to 3 mm or something
[19:54:32] <Tom_itx> i generally get em surplus from my local tool guy and measure em
[19:54:36] <Tom_itx> for cheap
[19:56:30] <Tom_itx> carbide tip maybe but not solid carbide
[20:01:16] <RyanS> http://www.carmex.com/page.php?instance_id=4&actions=show&id=127
[20:07:21] <PetefromTn> Trying to creep up on this dimension and it is taking way too long...LOL.
[20:08:46] <Tom_itx> did you get your TLO figured out?
[20:17:32] <PetefromTn> nope.
[20:41:57] <PetefromTn> Awesome!!! FITS LIKE A FREAKIN' GLOVE LOL
[20:42:58] <Jymmm> you must acquit!
[20:43:27] <PetefromTn> hehehe
[20:53:12] <RyanS> doing some press fitting?
[20:53:44] <PetefromTn> actually it is a slip fit. nice and tight but smooth insertion hehehe he said insertion.
[20:54:12] <RyanS> kinky
[20:54:37] <PetefromTn> you betcha...
[20:54:56] <PetefromTn> Got everything I need done tonight and now I have a working program for more of them.
[20:55:18] <PetefromTn> Tomorrow I gotta machine my sacrificial jaws to accept the round portion so I can do the flip side.
[20:56:16] <RyanS> When would you use a morse taper shank machine reamer vs chucking/straight
[20:58:00] <PetefromTn> dunno unless you have a morse taper spindle>
[20:58:46] <skunkworks> well the radeon driver for this laptop isn't going to work... It is almost too hot to touch
[20:58:59] <RyanS> I thought you want them to kind of float rather than rigid
[20:59:44] <skunkworks> plus a bit laggy
[21:00:13] <skunkworks> the catelyst driver is only a bit better..
[21:00:55] <PetefromTn> honestly reamers will follow the hole regardless so drill straight!
[21:01:06] <skunkworks> bore it..
[21:03:08] <PetefromTn> yes exactly...
[21:03:21] <owhite> hello people. Can anyone here take a power supply wiring question?
[21:04:21] <PetefromTn> depends on the question LOL
[21:07:49] <jdh> don't cut the blue wire.
[21:09:07] <PetefromTn> cracks me up...
[21:11:02] <ChuangTzu_> cut the red one
[21:11:10] <zeeshan> PetefromTn: pics of finished part?
[21:11:10] <zeeshan> :D
[21:11:21] <jdh> it would be best to just ask the question, then see.
[21:11:32] <zeeshan> jdh any progress on the lathe? :p
[21:11:37] <jdh> not a bit.
[21:11:47] <jdh> but, I am still thinking about the rotating ballnut
[21:11:48] <zeeshan> its so cold in my garage =/
[21:12:01] <zeeshan> really dont want to machine that ball nut eh?
[21:12:02] <jdh> it will require large expensive bearings
[21:12:11] <jdh> don't need to machine the nut
[21:12:13] <zeeshan> just machine the ball nut and press it in
[21:12:22] <jdh> press it in to what?
[21:12:27] <zeeshan> to a slider bracket
[21:12:35] <zeeshan> like someone else did in here
[21:12:36] <zeeshan> i forgot who
[21:12:38] <jdh> it will bolt on to a bracket
[21:12:56] <jdh> I would be easier to make with a lathe
[21:14:30] <owhite> I am in the states and am wiring in a residence. When I do wiring of 220 for a washing machine for example, I would use two lines from either side of the circuit breaker box. I'm wiring this power supply:
http://www.meanwell.com/search/rsp-2400/rsp-2400-spec.pdf
[21:15:06] <PetefromTn> zeeshan: yeah man I finished this side of the part. CAME OUT AWESOME!!
[21:15:12] <zeeshan> :D
[21:15:21] <zeeshan> owhite i dont understand your question
[21:15:27] <PetefromTn> Gotta machine a soft jaws for it in the morning so I can flip it over and do the other side.
[21:15:32] <zeeshan> you're trying to hook up that power supply to a dryer receptacle?
[21:15:34] <owhite> which is also 220, but something tells me with they want 220 line, and 220 neutral, that aint the same as when I'm doing 220 wiring for an appliance.
[21:15:47] <zeeshan> 220 neutral
[21:15:49] <zeeshan> wat
[21:15:50] <owhite> the question is, can that power supply be wired using US residential wiring.
[21:16:00] <jdh> diagram is whack
[21:16:17] <owhite> diagram is not whack, it is probably just fine if you live in the UK.
[21:16:31] <PetefromTn> Don't understand you just get the right size breaker and wire both leads to it?
[21:16:38] <zeeshan> nah
[21:16:39] <zeeshan> i see his problem
[21:16:41] <jdh> but then you would have bad teeth and weird power
[21:16:53] <zeeshan> that power supply is expecting L / N
[21:17:00] <zeeshan> which means the leg needs to be 220v
[21:17:04] <owhite> yes.
[21:17:07] <zeeshan> that wont work
[21:17:08] <owhite> thank you.
[21:17:16] <zeeshan> that has to be a typo
[21:17:39] <owhite> right. So a vender in the states sold me the wrong power supply. I dont think it's a typo, I think it's a power supply that works fine in other countries.
[21:18:14] <zeeshan> ahh
[21:18:21] <zeeshan> the last diagrams sum it up
[21:18:30] <owhite> or, it might work in larger shops that have 440?
[21:18:34] <zeeshan> its meant for a 3phase system
[21:18:55] <owhite> right.
[21:19:06] <owhite> non-good for me.
[21:19:10] <zeeshan> lets do the calculation
[21:19:13] <zeeshan> 440 3 phase?
[21:19:22] <zeeshan> 440/sqrt(3) = L - N current
[21:19:27] <zeeshan> not current i mean voltage.
[21:19:30] <owhite> I dont have 3 phase though.
[21:19:32] <jdh> or just the last page.
[21:19:36] <zeeshan> thats 254volts
[21:19:52] <zeeshan> itll work for a 3 phase 440v supply.
[21:19:55] <jdh> which is even more confusing
[21:19:57] <zeeshan> if you wire it in wye
[21:20:48] <zeeshan> i'd send it back.
[21:20:57] <owhite> yeah.
[21:21:37] <zeeshan> wait
[21:21:38] <zeeshan> wtf
[21:21:47] <owhite> hm?
[21:22:00] <owhite> whiskey tango foxtrot, indeed.
[21:22:00] <zeeshan> why does my brain tell me you can wire L1 to L and L2 to N
[21:22:08] <zeeshan> and it will work
[21:22:12] <owhite> see, I dont think you can.
[21:22:19] <zeeshan> why not
[21:22:26] <zeeshan> Fig a on the last page
[21:22:28] <zeeshan> is essentially that
[21:22:31] <owhite> I believe, you cant "add" two legs off of a residential single phase panel.
[21:22:43] <owhite> because, they are out of phase, they dont "add".
[21:22:49] <owhite> looking at diagram.
[21:23:35] <zeeshan> youre right
[21:23:41] <zeeshan> L1 and L2 will be out of phase by 180
[21:23:45] <zeeshan> or 90
[21:23:45] <zeeshan> i forgot
[21:24:26] <zeeshan> why are you using meanwell psu
[21:24:32] <owhite> the other thing is this ps only has three terminals. do you get how they end up with what looks like wiring to four terminals?
[21:24:33] <zeeshan> use a chjeap chinmese one
[21:24:34] <zeeshan> ;D
[21:24:46] <jdh> cheap chinese ones look identical to meanwell.
[21:24:54] <owhite> a vendor sold it to me. He does my laser repair. Normally this guy is really on the ball.
[21:24:55] <jdh> down to the bolt holes
[21:24:58] <zeeshan> haha
[21:25:04] <zeeshan> cauze they're prolly mad einthe same facility
[21:25:13] <zeeshan> it's funny when people say made in usa
[21:25:19] <zeeshan> my brother lives in china
[21:25:36] <zeeshan> i forget the german brand
[21:25:51] <zeeshan> but they were building german brand manual mills right across from the bridgeport clones
[21:26:05] <owhite> Oh I'd be quite surprised if a ps was made in the US, I'm just saying a vender bought this OEM ps, and sold it to me.
[21:26:13] <zeeshan> owhite thats why im confused
[21:26:20] <zeeshan> the picture only shows 3 terminals
[21:26:24] <zeeshan> L N and ground
[21:26:26] <owhite> yes.
[21:26:32] <owhite> that's what I have on the physical device.
[21:26:51] <jdh> hook it up to 120 and see what comes out
[21:26:56] <zeeshan> LOL jdh
[21:26:58] <owhite> But it needs 220. If the manual, or the sticker on the ps said it needed 120, I'd be okay.
[21:26:59] <zeeshan> i was about the suggest the same thing
[21:27:04] <zeeshan> just hook it up L1 L2
[21:27:07] <zeeshan> and see what happens
[21:27:14] <zeeshan> return it if it blows up
[21:27:20] <jdh> you have the 48v one?
[21:27:55] <owhite> well you're reading the text of someone who has paid over $7000 repairing a laser, and the source of the problem was probably the power supply. So no, I'm not going to just hook it up and see what happens.
[21:28:01] <jdh> heh
[21:28:09] <owhite> ...with all due respect.
[21:28:32] <zeeshan> what
[21:28:33] <owhite> jdh - yes, 48v.
[21:28:45] <zeeshan> that looks like a $100 psu
[21:28:46] <zeeshan> ;D
[21:28:46] <jdh> how many amps do you need?
[21:28:52] <owhite> 50amps.
[21:29:04] <jdh> that woudl suck on 120
[21:29:05] <owhite> the cost is about $500.
[21:29:08] <zeeshan> damn
[21:29:29] <zeeshan> owhite
[21:29:30] <owhite> the laser produces a 250 watt beam.
[21:29:36] <zeeshan> i really think you can hook up l1 to l and l2 to n.
[21:29:59] <owhite> zeeshan so just 120v would be input?
[21:30:19] <zeeshan> i dont think n is truly neutral
[21:30:24] <zeeshan> i think its another leg
[21:30:35] <zeeshan> but it can also be neutral
[21:30:39] <zeeshan> if you wire it in 3 phase style
[21:30:49] <zeeshan> i really think its l1 and l2.
[21:31:34] <owhite> zeeshan - I hear that, I will check with the vendor. The other data point I have is once i bought a used ps from ebay, it was labeled in a similar way (it was like $35) so I did "just give it a try" and that didnt power up.
[21:32:08] <jdh> http://www.mouser.com/catalog/catalogusd/646/2228.pdf
[21:32:16] <owhite> But as I said I'm a bit in the "non-experimental" mode right now. These lasers cost $28k new. It's been very expensive to repair.
[21:32:25] <zeeshan> owhite i understand
[21:32:28] <zeeshan> they're not cheap machines
[21:32:35] <jdh> the mouser page says 'universal input 90-264vac'
[21:32:54] <zeeshan> jdh
[21:32:57] <zeeshan> lol
[21:32:58] <zeeshan> see something is up
[21:33:06] <zeeshan> says 90-264v there
[21:33:09] <jdh> the page doesn't though
[21:33:20] <owhite> Yeah I wish mine wasnt labeled 200-240.
[21:33:23] <zeeshan> http://ca.mouser.com/ProductDetail/Mean-Well/RSP-2400-48/?qs=%2fha2pyFaduhjRqh8AU7%2fHvNQ2b4zA2ERafhNL71ZzQuV0V81VKoTXA%3d%3d
[21:33:37] <zeeshan> on thatr page it says something else
[21:33:37] <zeeshan> hah
[21:33:53] <cradek> you don't need 50A at 220! that's the output current.
[21:34:03] <zeeshan> who said you do :D
[21:34:15] <jdh> but you would need 20A at 120vac
[21:34:16] <zeeshan> its 12a at 240vac
[21:34:17] <owhite> cradek: agreed. It's 220 at 20A.
[21:34:26] <zeeshan> wut
[21:34:33] <zeeshan> where are you guys reading 20A
[21:34:33] <jdh> heh
[21:34:33] <cradek> I agree you can hook this up in residential US just like your dryer/oven
[21:34:43] <owhite> cradek: you think?
[21:35:07] <zeeshan> 2400W/230V = 10.4A
[21:35:15] <zeeshan> so them writing 12A makes sense
[21:35:24] <zeeshan> youd wire that through a 20A breaker
[21:35:32] <zeeshan> is that what you guys are saying? :p
[21:35:45] <owhite> let's see...it says 15.5A on the sticker.
[21:35:55] <zeeshan> 15.5A at 180vac
[21:36:22] <cradek> yeah it'll be a little less at 220; a 15A (dual) breaker should do
[21:36:39] <zeeshan> i think you gotta uprate by 40%
[21:36:49] <zeeshan> i forgot the code, been a while
[21:37:05] <owhite> cradek: the thing that I dont get though is residential wiring has two "legs" at 120v.
[21:37:21] <owhite> and they are out of phase like 90 degrees or something.
[21:37:22] <cradek> yes with a neutral in the center
[21:37:28] <owhite> so you cant "add" the two legs to get 220.
[21:37:29] <cradek> no, not 90
[21:37:39] <zeeshan> owhite you can't add them
[21:37:40] <cradek> sure you can - that's what all your 220v appliances use
[21:37:48] <zeeshan> cradek no you cant!
[21:37:54] <owhite> food fight!
[21:37:58] <zeeshan> you never join those two wires together
[21:38:00] <zeeshan> they're out of phase
[21:38:17] <zeeshan> the only reason you have L1 L2 and N
[21:38:20] <cradek> ok maybe I don't know what you are trying to mean by "adding"
[21:38:27] <zeeshan> is because your oven has both 220v circuits and 110 circuits
[21:38:29] <jdh> he didn't say add the wires
[21:38:41] <zeeshan> the 220V circuits use L1 and L2, and the 110 circuit will use either l2 and neutral or l1 and neutral
[21:38:52] <cradek> sure
[21:39:12] <cradek> what's the question again?
[21:39:20] <PetefromTn> Thats what I thought I only saw the input ratings on it and it seemed like it said 220v single phase input would work.
[21:39:48] <owhite> cradek - did you look at the link to the manual?
[21:39:50] <cradek> yes
[21:40:28] <zeeshan> owhite you know you wont blow up your laser
[21:40:35] <jdh> again
[21:40:36] <zeeshan> if you plug in to try iut out
[21:40:37] <cradek> on your test power supply did you short PV and PS to enable it?
[21:40:52] <owhite> okay, the question is, in a residential wiring situation, can I connect L1 L2 of the house to AC/L and AC/N as labeled on the power supply, without it costing me another $5000 to repair the laser. :-) ?
[21:41:14] <owhite> cradek, yes, it has a connector that has connected those pins.
[21:41:33] <cradek> I think yes. but you could sure test it unhooked from the laser to be sure.
[21:41:34] <owhite> I find spending $5000 really unfufilling.
[21:41:45] <cradek> which voltage is yours?
[21:41:51] <owhite> I will, after I call the vender that sold it to me. :-)
[21:41:59] <zeeshan> i dont understand why youd hook up a power supply
[21:42:07] <zeeshan> directly to your equipment without measuring the output voltage first
[21:42:12] <cradek> sure
[21:42:13] <owhite> I will.
[21:42:20] <owhite> I will. I will. I will I will.
[21:42:36] <zeeshan> owhite after rereading my electrical book
[21:42:42] <zeeshan> don't hook up l1 and l2 to l and n.
[21:42:44] <cradek> I predict you won't find a 120v version of this supply because that would take > 20A
[21:42:46] <owhite> I'll use a voltmeter, an oscilloscope, a dead cat.
[21:42:48] <zeeshan> itll blow up the rectifier circuit
[21:42:53] <zeeshan> in the power supply
[21:43:01] <cradek> zeeshan: why do you think that?
[21:43:04] <owhite> okay, we have another answer!
[21:43:13] <zeeshan> cause theyre 180 degrees out of phase
[21:43:22] <jdh> craq
[21:43:44] <owhite> see, my guess is the vendor was thinking I was in a bigger shop with 3 phase.
[21:43:53] <zeeshan> http://www.ibiblio.org/kuphaldt/electricCircuits/AC/02168.png
[21:43:56] <cradek> zeeshan: why do you think that is important? I don't get the impression you really know what that means...
[21:43:59] <zeeshan> this diagram really sums it up
[21:44:07] <jdh> the 3-phase diagram at the bottom is odd
[21:44:20] <zeeshan> cradek: ask me your question
[21:44:26] <zeeshan> it means what it said it means
[21:44:34] <cradek> jdh: I think that's how you'd hook up several of these power supplies?
[21:45:04] <cradek> ... to balance the load
[21:45:13] <owhite> zeeshan are you arguing from the diagram that it is or is not possible to hook up the ps?
[21:45:17] <cradek> L1/N1/FG1 is one supply, etc
[21:45:23] <jdh> oh... gotcah
[21:45:36] <jdh> I was wondering where the other terminals came from.
[21:46:00] <cradek> from that we can see that FG is clearly isolated from both L1/N1
[21:46:05] <zeeshan> if it was my 500$ ps
[21:46:06] <zeeshan> i'd return it
[21:46:26] <owhite> I might have to.
[21:46:27] <jdh> just because it says N instead of L2?
[21:46:30] <cradek> that's why I don't think it matters one bit which leg (or neither) is relative to ground
[21:47:01] <jdh> we used to have some 5kw lasers. They made incredible water heaters
[21:48:03] <cradek> in the Block Diagram it shows isolation of the input side
[21:49:00] <owhite> oh hey let me trot down to the basement and check what the old ps said. That, I connected to L1 and L2.
[21:50:40] <owhite> N and L, not unlike the new one.
[21:51:05] <cradek> I wonder if it needs some load to start
[21:51:09] <owhite> plus there is a weird circuit board with what looks like capacitors on it.
[21:51:15] <cradek> although it does say 0-NNN amps
[21:51:40] <owhite> the circuit board bridges across Gnd, N, and L.
[21:52:33] <cradek> did you also check the remote-on/off stuff?
[21:53:03] <owhite> cradek what would you suggest I check?
[21:53:47] <cradek> the aux/rc/rcg/auxg connections
[21:54:01] <cradek> like Fig 1.2 (B)
[21:54:26] <owhite> well the old ps is a different manufacturer and different control pins.
[21:54:27] <cradek> ohhhh forget it - on is switch open
[21:54:48] <skunkworks> heh - after deciding the radion driver would not work - I installed an older version of catylist driver - when finally installed and rebooted (the system was HOT) it would not reboot until the temp came down.. I think it said 87c limit reached,,
[21:54:57] <owhite> the vendor that sold me the new ps, gave me a plug with wires connecting the appropriate pins.
[21:55:15] <skunkworks> I think the fan is slowing down finally
[21:58:11] <owhite> cradek, zeeshan, et al thanks much for the lively debate.
[21:58:16] <zeeshan> np
[21:58:20] <zeeshan> i hope you return it!
[21:58:28] <zeeshan> cause in europe they have 240v hot and n
[21:58:58] <owhite> I dont know if it came across but I may have been a little testy during some of it. I'm just impatient about my laser being down for so long.
[21:59:13] <owhite> I appreciate the help.
[21:59:14] <zeeshan> if it was a cheap 100$ chinese supply
[21:59:15] <cradek> so you're not going to try it?
[21:59:17] <zeeshan> i'd risk it
[21:59:17] <zeeshan> ;D
[21:59:24] <owhite> zeeshan: noted, I agree.
[22:00:00] <owhite> cradek - I've got a bunch of other wiring to work on, so I'll work on that tonight and call the vendor tomorrow to confirm first.
[22:00:08] <cradek> ah ok
[22:00:16] <owhite> you might not have heard but I'm a little cautious cause I just spent $5k fixing the laser.
[22:00:30] <owhite> ...for what was a bad ground on the ps. So I'm touchy :-)
[22:01:02] <cradek> I didn't hear what happened
[22:01:36] <owhite> today's linuxcnc hint - do not put L1 and L2 on a 48v, 50amp power supply that goes into a laser - turns out it's not healthy for the laser.
[22:02:15] <cradek> you mean you hooked your 220 where it expected 48?
[22:02:19] <owhite> oh, sorry, do not put L1 and L2 on a 48v, 50amp power supply that goes into a laser _with no ground return_
[22:02:39] <zeeshan> cradek: lets discuss this
[22:02:39] <zeeshan> more
[22:02:42] <owhite> no. Just hooked up the ps as we've been talking about, but it had no neutral return.
[22:02:45] <zeeshan> i'm actually very curious now about it
[22:03:08] <zeeshan> in a 3 phase circuit l1 l2 l3 are all 120 degrees out of phase
[22:03:09] <cradek> what had no neutral return? the input stage is isolated
[22:03:10] <owhite> lotta electrons in, no where to go except through the laser and out on my ganty out.
[22:03:23] <zeeshan> at residential places, we have L1 L2 and neutral
[22:03:23] <cradek> are you sure you know what went wrong?
[22:03:33] <zeeshan> L1 and L2 are 180 degrees out of phase?
[22:04:06] <zeeshan> http://www.ltipowersystems.com/images/1ph.jpg
[22:04:15] <zeeshan> shows that they are separated by 180 degrees
[22:04:40] <owhite> cradek, yes, I think so.
[22:04:43] <cradek> yes, the single phase transformer to the house is 220.
[22:05:02] <zeeshan> so when we connect L to N
[22:05:10] <zeeshan> are both L and N in phase?
[22:05:13] <cradek> there's no choice but to have 180 degrees measured from a neutral in the center of that
[22:05:39] <cradek> I don't understand your question
[22:05:54] <Tom_itx> i believe they are out of phase with each other
[22:05:58] <Tom_itx> 180 deg
[22:06:01] <zeeshan> how many degrees
[22:06:31] <owhite> does anyone have a prediction if I put a VOM measuring VAC on L1 and L2, what I would get?
[22:06:37] <zeeshan> http://lh3.ggpht.com/_vHwtYfzMc9c/SoceaU6qAxI/AAAAAAAAAQs/NtOzezpn2jw/Slide2_thumb%5B13%5D.jpg%3Fimgmax%3D800
[22:06:40] <owhite> ..in US residential wiring.
[22:06:40] <zeeshan> check that out
[22:06:41] <cradek> 220-240
[22:07:08] <PetefromTn> yup.
[22:07:10] <zeeshan> if L and N are connected in series
[22:07:16] <zeeshan> how are they 180 degrees out of phase
[22:07:19] <zeeshan> they gotta be in phase no?
[22:07:20] <owhite> back in 2 minutes, four, because I'm making a drink. 5, because I'm making my gf a drink.
[22:07:24] <skunkworks> heh + and - on ac.. :)
[22:07:47] <PetefromTn> don't be drinking and poking around with AC with a meter man...LOL
[22:07:48] <jdh> now it's + wait now it's = wait
[22:07:49] <cradek> that image is silly but has a sliver of truth
[22:07:56] <Tom_itx> http://en.wikipedia.org/wiki/Single-phase_electric_power
[22:08:14] <cradek> I don't understand what you mean by "L and N are connected in series"
[22:08:31] <Tom_itx> me either
[22:08:34] <zeeshan> cradek if you were to measure L - N on a voltmeter
[22:08:39] <zeeshan> and N - L voltage meter
[22:08:43] <cradek> what are L and N?
[22:08:43] <zeeshan> at the exact same time,
[22:08:45] <Tom_itx> i would interpret L as load and N as neutral
[22:08:51] <zeeshan> 110v hot and neutral
[22:08:57] <Tom_itx> as i said
[22:09:09] <zeeshan> at time = 0
[22:09:18] <zeeshan> would you see the waves lie on top of each other
[22:09:35] <cradek> measure them with respect to what?
[22:09:44] <zeeshan> you're basically reversing the polarity
[22:09:53] <zeeshan> and measuring at the same time using 2 oscilliscopes
[22:10:03] <zeeshan> or on the same osciliscope 2 channels
[22:10:21] <cradek> your questions are not clear enough for me to answer confidently
[22:10:25] <zeeshan> hehe
[22:10:26] <owhite> 247 VAC, vodka and st germaine, gin and tonic.
[22:10:29] <zeeshan> don't worry im confusing myself too.
[22:10:53] <jdh> it is split phase
[22:10:54] <cradek> that's pretty high - get a better meter or turn on your oven :-)
[22:11:15] <owhite> this is baltimore, we're lucky we get anything.
[22:11:29] <jdh> so, I think you could say they were actually in-phase
[22:11:41] <skunkworks> this is the image you need to visualize...
http://ep.yimg.com/ty/cdn/yhst-14463325294384/Electric-240-Volts
[22:12:11] <owhite> that's helpful.
[22:12:11] <cradek> if you hook the two channels of your scope to a pair of adjacent breakers in your box, you'd see something like
http://www.ltipowersystems.com/images/1ph.jpg
[22:12:12] <jdh> except there aren't 2 phase
[22:13:18] <cradek> yes if your scope could display ch1,ch2,difference you'd get skunkworks's diagram
[22:13:54] <Tom_itx> like i said, they are 180 deg out of phase with each other
[22:14:08] <Tom_itx> either one to neutral would be 120v
[22:14:14] <jdh> I think you could argue that point, but it woudl be confusing.
[22:14:30] <cradek> ?
[22:14:33] <Tom_itx> across each live wire will be 240v
[22:14:34] <owhite> which to me seems consistent that it might work to connect L1 to N, L2 to L, but not a slam dunk.
[22:14:35] <cradek> Tom_itx is right
[22:14:43] <cradek> I don't know why this is a controversy
[22:14:47] <Tom_itx> me either
[22:14:54] <zeeshan> im talking to a person who will know the truth
[22:14:55] <zeeshan> to this
[22:14:59] <jdh> they are 180 apart relative to the center
[22:15:00] <Tom_itx> lick it and see if it's twice as hot
[22:15:13] <owhite> tom_itx: hang on let me finish my cocktail.
[22:15:16] <Tom_itx> better sip your drink first
[22:15:22] <jdh> but, not to each other
[22:15:31] <Jymmm> with salt
[22:15:36] <Tom_itx> jdh yes they are
[22:15:50] <Tom_itx> otherwise you wouldn't get 240v
[22:15:55] <owhite> cradek: so I get across each live wire it will be 240v.
[22:15:56] <owhite> but.
[22:16:09] <skunkworks> It is a mute point - it is what it is. been that way for 100 years.
[22:16:10] <cradek> you only get "degrees" when you reference them to some common thing. there's no such thing as "to each other"
[22:16:17] <owhite> suppose I was in the UK. You get 220 on one leg.
[22:16:40] <cradek> I don't know UK power
[22:16:44] <jdh> but, it isn't two phases, it is a single split phase
[22:16:53] <owhite> The voltage I put on L and N, that would have 220v. It's like in the states it would be 120 between L and N.
[22:16:59] <zeeshan> uk and and europe get 220v at one leg
[22:17:04] <zeeshan> but they dont use center tapped transformers
[22:17:33] <owhite> but I dont get if I connect L1 and L2 it would behave the same way. The issue is I just wonder if this is a ps that was designed to work in a country like the UK.
[22:18:24] <owhite> (and I know cradek he's going to say: owhite I dont understand the question) which would make sense, because I'm confident I'm not framing the question the right way.
[22:18:33] <jdh> http://en.wikipedia.org/wiki/Split-phase_electric_power
[22:18:53] <cradek> I think you're wondering if it's bad to have 120vac across N/FG, when it might expect approximately 0vac across N/FG
[22:19:11] <skunkworks> fg?
[22:19:18] <cradek> I agree that's a valid question, and the only important question
[22:19:49] <cradek> skunkworks: this power supply has three input terminals confusingly marked L/AC, N/AC, frame ground
[22:20:11] <zeeshan> cradek
[22:20:12] <zeeshan> omfg
[22:20:14] <zeeshan> i didnt see that FG stuff
[22:20:18] <owhite> http://www.meanwell.com/search/rsp-2400/rsp-2400-spec.pdf for our late arrivals.
[22:20:32] <zeeshan> 100%
[22:20:35] <owhite> wtf is FG?
[22:20:40] <zeeshan> i can confidently agree with cradek
[22:20:44] <jdh> frame ground
[22:20:45] <cradek> I think there are two pieces of evidence that say it's ok: the diagrams under #6, and the isolation shown in the block diagram
[22:20:53] <zeeshan> that you can hook up L1 to L and L2 to N on your power supply
[22:20:55] <zeeshan> and it will work 100%
[22:21:22] <zeeshan> infact it says L1 and L2 on the actual block diagram
[22:21:24] <zeeshan> right there!
[22:21:32] <owhite> what where?
[22:21:43] <skunkworks> huh - those look like the powersupplies we use to run our LED curing beds
[22:21:45] <zeeshan> 3rd page
[22:21:48] <zeeshan> look at the very right
[22:21:58] <owhite> the block diagram for _three phase connect_.
[22:22:03] <zeeshan> R and S correspond to your power supply's L and N physical terminals
[22:22:06] <zeeshan> owhite it doesnt matter
[22:22:36] <zeeshan> what matters is in the block diagram on the right
[22:22:40] <zeeshan> and what cradek's been saying
[22:22:50] <zeeshan> cradek: sorry i didn't see that =-/
[22:23:01] <owhite> well cradek has always been right since I've been coming on here for like 6 years.
[22:23:10] <cradek> whoah
[22:23:18] <Tom_itx> that's confidence
[22:23:26] <cradek> then I deserve a raise
[22:23:32] <cradek> will you guys double my pay?
[22:23:36] <Tom_itx> double what you're getting now
[22:23:37] <Tom_itx> mkay?
[22:23:41] <cradek> cool thanks
[22:23:42] <owhite> so that goes without saying, but, I'm not blowing my laser again because I find spending $5000 to be extremely unfufilling.
[22:23:56] <zeeshan> owhite just confirm with your vendor tommorrow
[22:23:59] <zeeshan> but now at least i can sleep tonight
[22:24:03] <zeeshan> cause this was driving me insane
[22:24:12] <jdh> confirming with a vendor often sounds easier than reality
[22:24:13] <owhite> that's why god make vodka.
[22:24:37] <cradek> oh hey look at WITHSTAND VOLTAGE
[22:24:41] <cradek> I/P-FG: 2KVAC
[22:25:02] <owhite> what does that mean?
[22:25:02] <cradek> this is definitive that you can have 120vac across "N"/FG
[22:25:23] <cradek> the isolated ac inputs can be up to 2000V away from your ground reference
[22:25:25] <zeeshan> it means your rectifier diode
[22:25:27] <zeeshan> isnt gonna bloww up
[22:25:56] <owhite> damn people are you just born with this knowledge or do you learn it as you go?
[22:26:03] <zeeshan> what pisses me off
[22:26:09] <zeeshan> is you paid 500$ for a power supply
[22:26:22] <zeeshan> where they couldnt stick a .10 cent stick N/L2
[22:26:24] <zeeshan> on the sticker
[22:26:42] <zeeshan> you literally would have to dig through the manual to find the answer
[22:26:58] <zeeshan> meanwell does not mean well.
[22:26:59] <PetefromTn> a 5000 watt laser sounds pretty badass... What are you gonna cut with that bad boy?
[22:27:00] <owhite> I'm sorry you seem to have assumed the vendor didnt mark up the ps before he did me the favor of selling it to me.
[22:27:08] <cradek> haha
[22:27:10] <owhite> 250 watt.
[22:27:13] <zeeshan> owhtie im not pissed at you
[22:27:15] <cradek> mmm jameson's
[22:27:19] <zeeshan> i'm pissed at meanwell ;)
[22:27:24] <cradek> everyone relax and have a drink
[22:27:27] <PetefromTn> oh I guess I misread.
[22:27:29] <owhite> cuts 0.040 inch stainless steel.
[22:27:41] <PetefromTn> nice.. and engrave too I guess.
[22:27:43] <RyanS> 40 mins of driving, 6mm reamer in hand
[22:27:55] <owhite> again, cradek is right.
[22:27:57] <RyanS> $34.. ouch
[22:27:57] <cradek> RyanS: you didn't buy just one, did you!?
[22:27:59] <PetefromTn> ream it baby..!!
[22:28:00] <jdh> Pete: we had some 5kw ones. Welding
[22:28:17] <zeeshan> RyanS: what are you making
[22:28:18] <owhite> jdh: yeah but hey at least mine is my basement.
[22:28:48] <jdh> I don't have enough power in the whole house to run it and the water chiller
[22:28:49] <PetefromTn> My freinds locally had a nice machine shop before they went out of business. They had a SWEET CNC laser and I had them do some stainless work for me before. Sure wish they were still there.
[22:29:08] <owhite> it's only about 60 amps @ 120vac.
[22:29:22] <zeeshan> jdh whats your main panel current rating
[22:29:34] <jdh> 200A I think.
[22:29:40] <jdh> if that.
[22:29:41] <PetefromTn> me too...
[22:29:43] <RyanS> zeeshan
http://www.machinistblog.com/plans-hmems-ez-build-engine/ they recommended for noobs
[22:29:49] <zeeshan> up here houses are wired to 400A
[22:29:54] <owhite> <--- 400A coming into the house. One of the reasons I bought the house.
[22:29:55] <zeeshan> but they only put up 200A
[22:30:00] <zeeshan> panels
[22:30:07] <zeeshan> so upgrading is very easy
[22:30:21] <zeeshan> very cool RyanS
[22:30:24] <owhite> I use about, hm, 10 slots circuit breaker slots.
[22:30:31] <zeeshan> my final year project is building a steam engine with ceramic parts
[22:30:37] <zeeshan> well ceramic cylinder liners
[22:30:40] <cradek> heh wish I had 200A service...
[22:30:51] <owhite> oh by the way do guys still think I should go down and lick the panel? I wasnt tracking the need for that.
[22:30:51] <PetefromTn> what do you have?
[22:30:57] <jdh> my 200 is outside. Only 90 ot the inside panel
[22:31:13] <cradek> would have to look - I think mine is under 100A
[22:31:15] <zeeshan> generate solar power
[22:31:18] <zeeshan> ;D
[22:31:25] <PetefromTn> My panel is 200 for the whole house.
[22:31:31] <owhite> cradek: is your cnc machine at your house or work?
[22:31:33] <cradek> I got rid of the electric oven (and good riddance) when I put in central AC
[22:31:42] <RyanS> I'm doing the metric version. but \ should be able to bore 12.5mm piston sleeve on lathe
[22:31:45] <cradek> neither - it's where I used to live - too big to move, haha
[22:31:57] <owhite> got it.
[22:32:06] <RyanS> I don't know if I like painted. It looks crummy.
[22:32:16] <PetefromTn> Have three leads going to the shop 60 amp, 50 amp, and a 30 amp.
[22:32:22] <zeeshan> well its aluminum
[22:32:24] <zeeshan> so anodize it!
[22:32:25] <zeeshan> ;D
[22:32:59] <owhite> so cradek: one last question. The data in the manual associated with "WITHSTAND VOLTAGE". wtf is that, and how could I read up on it?
[22:33:00] <PetefromTn> I guess I am lucky, my CNC is about ten steps from my easy chair LOL.
[22:33:12] <zeeshan> PetefromTn: your neighbours must hate you
[22:33:12] <zeeshan> haha
[22:33:15] <RyanS> I know essentially nothing about engines, but they say you could use aluminium, brass or steel, for the flywheel. But that's a vast difference in weight
[22:33:18] <PetefromTn> why?
[22:33:21] <zeeshan> machining noise
[22:33:31] <PetefromTn> the machine is pretty quiet actually.
[22:33:39] <zeeshan> machine some steel
[22:33:41] <cradek> owhite: the transformers used for isolation will break down at some large voltage potential, and those are the values they say are ok
[22:33:47] <PetefromTn> My woodworking machines make much more noise.
[22:33:51] <PetefromTn> already have.
[22:34:00] <cradek> by break down I mean the insulation will fail and the transformer will arc and you'll lose the isolation
[22:34:01] <skunkworks> When I built the garage I put in a 200a service. Then fed the house from that. (100a) although 3phase is about a half a block from the house...
[22:34:14] <zeeshan> RyanS: why does that worry you
[22:34:21] <jdh> skunkworks: how much to get that half a block?
[22:34:33] <skunkworks> iirc about 5k
[22:34:35] <zeeshan> if you use steel it'll take a bit longer to spin up to speed, but it will rotate more constantly
[22:34:42] <cradek> and in that section they give maximum ratings for difference between input and output, input and ground, output and ground
[22:34:47] <owhite> so how did you go from that to "yes it's okay to connect L1 and L2 across the supply lines to the ps"?
[22:35:08] <PetefromTn> huh?
[22:35:12] <cradek> output to ground is the lowest
[22:35:42] <RyanS> zeeshan don't you need more pressure to run a heavier flywheel. Too much extreme difference in weight needs larger piston displacement?
[22:35:43] <cradek> because L1/L2 are each +-120 to FG, and 120 is much less than 2000
[22:35:56] <zeeshan> yes you will
[22:36:25] <zeeshan> maybe a couple more psi
[22:36:49] <owhite> omg. that, among all the information I've gotten on this thread, is so freaking over my head.
[22:36:52] <RyanS> ah ok no big deal
[22:37:04] <zeeshan> are you actually running steam through this
[22:37:04] <zeeshan> or air
[22:37:18] <owhite> today's mantra: "ask cradek, confirm with vendor".
[22:37:23] <cradek> haha
[22:37:31] <RyanS> air..
[22:37:32] <PetefromTn> craked be da man LOL.
[22:37:40] <zeeshan> hehe
[22:37:45] <zeeshan> be a man, run steam!
[22:38:55] <PetefromTn> what do you guys recommend for a single point threadmill that can do most typical thread sizes?
[22:39:08] <Tom_itx> those are expensive
[22:39:29] <cradek> I think I've never threadmilled
[22:39:32] <cradek> taps work too well
[22:39:38] <owhite> when people used steam did it operate on split phase three wire single phase or three phase?
[22:39:40] <PetefromTn> not really, the ones from Maritool and Lakeshore carbide are reasonable.
[22:39:50] <owhite> (I'll shut up now).
[22:39:54] <PetefromTn> really I did it once on my RF45.
[22:40:06] <cradek> owhite: nah, steam is DC
[22:40:14] <zeeshan> RyanS:
http://i130.photobucket.com/albums/p252/turbozee84/engine_zpsd4f4157e.png
[22:40:17] <zeeshan> my steam engine
[22:40:24] <zeeshan> it'll be built over the next month
[22:40:28] <zeeshan> finally got approval
[22:40:32] <PetefromTn> I have to machine a large diameter thread for the airgun receiver I am designing here and I want to get prepared with the right tool.
[22:40:48] <zeeshan> bottom half is an air compressor
[22:41:04] <zeeshan> so i dont have to build connecting rods or crankshaft thats too much work :D
[22:41:05] <cradek> is the camshaft-like thing actually directly valves?
[22:41:17] <zeeshan> cradek: yes
[22:41:19] <PetefromTn> who is gonna make that funky crankshaft for ya?
[22:41:25] <cradek> elegant
[22:41:29] <zeeshan> PetefromTn: all at school
[22:41:34] <zeeshan> cradek: its a rotary valve type of design
[22:41:49] <zeeshan> the "new" thing that we're trying to test is ceramic liners
[22:41:59] <cradek> so you depend on a close fit inside something?
[22:42:07] <cradek> ah ceramic sleeve
[22:42:26] <PetefromTn> nobody threadmills?
[22:42:26] <zeeshan> it's steel outer sleeve with ceramic liner shrink fitted
[22:42:35] <zeeshan> we're testing the only 2 materials we can afford
[22:42:43] <zeeshan> silicone carbide and partially toughened zirconia
[22:43:03] <zeeshan> we wanted to try silicone nitride cause it's amazing, but it costs 9500$ for one sleve
[22:43:09] <cradek> woo
[22:43:17] <cradek> PetefromTn: guess not...
[22:43:18] <zeeshan> SiC amd psz = ~100 each sleve
[22:43:35] <cradek> cylinders cast iron?
[22:43:43] <zeeshan> the yellow one?
[22:43:45] <cradek> yeah
[22:43:45] <zeeshan> or the green one
[22:43:50] <PetefromTn> fargin' bastidges LOL.
[22:43:52] <zeeshan> thats premade casting part of the air compressor
[22:44:08] <zeeshan> steam engines need 2 sets of pistons
[22:44:10] <cradek> wait I don't understand this now
[22:44:21] <cradek> why are there two pairs of cylinders tied together?
[22:44:56] <zeeshan> the yellow thing is called a cross head, basically if steam leaks past the seals of the piston in green, it will exit through vent ports in the green block
[22:45:09] <zeeshan> the second big ass piston is to ensure none of that steam ever gets to the oil
[22:45:35] <zeeshan> study shows that it takes about 1 hour to destroy the engine oil if steam mixes with it
[22:45:51] <cradek> interesting
[22:46:08] <jdh> looks cool though
[22:46:11] <zeeshan> 5$ it will blow up
[22:46:26] <zeeshan> 600psi, 600C steam input ;[
[22:46:32] <PetefromTn> I'll go $ .50
[22:46:33] <jdh> I blew a head gasket once. The stuff that came out of the radiator was pretty nasty
[22:46:45] <zeeshan> milky brown stuff? :D
[22:46:53] <jdh> greyish
[22:47:07] <jdh> odd texture, color, smell
[22:47:08] <zeeshan> ah thats coolant and combustion gas contamination
[22:47:10] <PetefromTn> been there...
[22:47:41] <jdh> I guess. I assumed it was oil. It was thick
[22:48:05] <jdh> but, still cheaper than someones laser oops :)
[22:48:05] <zeeshan> http://www.rodsautocenter.com/Picture_130_op_800x600.jpg
[22:48:12] <zeeshan> thats what water and oil mix looks like
[22:48:15] <RyanS> zeeshan did you build that or just plans
[22:48:20] <zeeshan> RyanS: build
[22:48:49] <zeeshan> for our final year project before graduation we have to design, analyze, build, and present something
[22:48:54] <zeeshan> this is that something
[22:49:12] <RyanS> What size like roughly external dimensions
[22:50:28] <zeeshan> 18.25" tall, 7" wide, 8.25" length
[22:50:39] <zeeshan> its supposed to only make 2hp
[22:51:13] <zeeshan> with steam engines, 50% of the steam that comes in condenses during intake phase
[22:51:15] <RyanS> Could it run a small steam boat?
[22:51:37] <zeeshan> and that condensed fluid evaporates when the exhaust valve opens (blow down)
[22:51:50] <zeeshan> prolly
[22:52:10] <zeeshan> i designed this with my group mate, trust me i wouldn't want this on a steam boat with me
[22:52:15] <zeeshan> :)
[22:52:27] <zeeshan> i'd trust it more if it had no ceramic components in it
[22:52:34] <owhite> people: again, thanks a lot for the lively discussion. I really appreciate your help.
[22:52:34] <owhite> I'm gonna jump.
[22:53:15] <jdh> I've been doing taxes. Painfully frustrating.
[22:53:29] <cradek> oh it's that time, isn't it
[22:53:32] <RyanS> As far as writing that little engine with steam. these model engineering peoples make it sound like little boilers are so dangerous you need 30 years of experience to build one and pressure test it and what not
[22:53:59] <RyanS> running the little steam engine*
[22:54:07] <jdh> any idea what pressure is needed to be a 'pressure vessel'?
[22:54:09] <zeeshan> RyanS: nah you dont
[22:54:25] <zeeshan> they just scare you away because when a boiler explodes, usually death occurs
[22:54:42] <toastyde2th> jdh, that's a really, really dangerous question to ask
[22:54:42] <zeeshan> remember back in the 1800s?
[22:54:56] <RyanS> I mean to pressure test can't you just connect an air compressor and hide around the corner?
[22:54:57] <zeeshan> in the uk, a boiler caused death was common
[22:55:10] <zeeshan> RyanS: thats a static test
[22:55:15] <jdh> toastyde2th: followed by "I dont' think this is high enough to count"
[22:55:17] <Valen> I would suggest that pressure testing is not a bad thing
[22:55:30] <toastyde2th> also RyanS, look up hydrotesting
[22:55:42] <Valen> (and you can do it yourself with a grease gun filled with honey)
[22:56:10] <RyanS> Valen haven't seen you here for a while :)
[22:56:14] <zeeshan> boilers will have safety release valves
[22:56:18] <mozmck> for a boiler you need to test at heat as well - not just air pressure
[22:56:32] <Valen> i've been around
[22:56:40] <zeeshan> and they're designed so if the safety valve fails
[22:56:49] <Valen> mozmck: true enough, still a cold test isn't a bad idea ;->
[22:56:51] <zeeshan> they'll fail through a slow fracture
[22:56:53] <zeeshan> not fast fracture
[22:57:11] <mozmck> If I ever build a boiler for my steam engine it will probably be a water tube boiler (also sometimes called a flash boiler).
[22:57:34] <zeeshan> or you can work at lower pressures..
[22:57:35] <mozmck> Those were considerably safer.
[22:57:38] <Valen> (I come from testing rocket engines and robots, for rockets if something gets hot it'll very very soon be way too hot ;->)
[22:58:02] <Valen> I want to make a water spray boiler for doing electricity generation
[22:58:38] <jdh> My state says it isn't a pressure vessel (the equipment I was thinking about)
[22:58:59] <mozmck> water spray? something like superheated water spraying and turning to steam as soon as it is released?
[22:59:33] <RyanS> this sorta thing.. not complicated if you have silver brazed?
[22:59:44] <RyanS> http://i747.photobucket.com/albums/xx112/doubletop/Boiler/boiler17.jpg
[22:59:45] <Valen> nah, you have the boiler dry basically then spray water onto the hot surface
[23:00:07] <zeeshan> what pressure and temp?
[23:00:14] <mozmck> huh. what are the benefits of that?
[23:00:22] <Valen> so you can vary the amount of water you spray in to keep the boiler at the right temp (if your incoming heat fluctuates)
[23:01:46] <Valen> its also pretty compact as a rule i believe
[23:02:14] <mozmck> I want to build something like a lamont boiler. My steam engine is about 4 ft tall and could run some machines in my shop...
[23:02:28] <zeeshan> mozmck: nice ;D
[23:03:13] <mozmck> probably came off a marine launch I was told. need to re-babbit the bearings, but I've run it with compressed air just to watch it turn.
[23:03:35] <RyanS> Could I run a small steam engine with an espresso machine?
[23:04:13] <zeeshan> haha
[23:04:19] <zeeshan> coffee steam engine
[23:04:20] <zeeshan> i like
[23:04:29] <Valen> wow the wiki on those boilers is crap
[23:05:17] <RyanS> http://www.miniaturesteammodels.com/prod259.htm seriously $900!
[23:05:18] <zeeshan> there's only one source for boilers
[23:05:24] <zeeshan> asme bpvc
[23:07:49] <Valen> crap
[23:07:59] <Valen> I need to make some of those ;->
[23:08:21] <RyanS> Now I know why they suggest "it's so dangerous to build a boiler. $900 please"
[23:09:29] <RyanS> I would be tempted to make the end caps with solid copper bar stock
[23:10:06] <Valen> if they were thick enough and you didn't have issues at the join it could work
[23:10:22] <Valen> but spinning some copper for 40 PSI wouldn't be too hard i dont think?
[23:10:54] <zeeshan> do the calculations and u will be okay ;D
[23:11:49] <RyanS> yeah , but that you have to trim, anneal, shape.. solid bar turn, fit, braze
[23:14:10] <mozmck> Valen:
https://modernsteampower.wordpress.com/2012/12/20/lamont-boiler/
[23:14:42] <Valen> pshaw annealing is for chumps, just push harder
[23:15:27] <Valen> I always worry about the join at the top of a billet end cap
[23:15:46] <Valen> though I spose I'm also more used to thinking about 1000PSI with a safety factor of 1.4
[23:15:58] <mozmck> http://kimmelsteam.com/lamontboiler.html
[23:16:31] <RyanS> push harder biotch
[23:17:52] <Valen> you know that boiler looks like it has an efficency problem
[23:18:14] <mozmck> the lamont?
[23:18:18] <Valen> the hot gas leaving the system is going to be at the steam temp at a minimum
[23:18:20] <Valen> yeah
[23:19:03] <PetefromTn> what is this live steampalooza?
[23:19:14] <mozmck> I don't know. It's been a while since I read about them, but if I recall correctly they were about the best when they came out.
[23:19:49] <Valen> I'm just thinking like a counterflow heat exchanger
[23:20:02] <mozmck> US navy wasn't too interested in them until the Japanese ships picked up the design and started outperforming the US ships from what I remember.
[23:20:07] <Valen> the coldest water should be touching the coldest air
[23:20:23] <Valen> I can see it being good for power density
[23:20:26] <PetefromTn> Valen how is that RF45frankenmill of yours runnin?
[23:20:33] <Valen> new spindle in it
[23:20:39] <PetefromTn> nice...
[23:20:41] <mozmck> They could run salt water because of the pump too.
[23:20:45] <PetefromTn> what kind?
[23:20:47] <Valen> bearings are already crap,
[23:20:52] <Valen> but no more radio noise
[23:20:55] <Valen> which is interesting
[23:21:04] <Valen> chinese one
[23:21:08] <PetefromTn> RPM?
[23:21:11] <Valen> 24K
[23:21:18] <PetefromTn> HOLY SCHNIKES..
[23:21:33] <Valen> if you want to, it does run off a VFD
[23:21:33] <PetefromTn> must sing like a canary.
[23:21:40] <Valen> is good for doing PCBs
[23:21:46] <Valen> eh not too bad really
[23:22:02] <PetefromTn> You got an enclosure on that bad boy?
[23:22:16] <Valen> theres a shower curtain does that count?
[23:22:38] <PetefromTn> I could just imagine what a 24kRPM broken endmill feels like.
[23:23:06] <Valen> you aren't going to push anything with much size to it that fast
[23:23:17] <PetefromTn> what collet does it take?
[23:23:25] <Valen> ER11 i think?
[23:23:34] <toastydeath> why is 24k rpm unusual
[23:23:36] <PetefromTn> okay so tiny stuff.
[23:23:47] <Valen> 12mm isn't too tiny
[23:23:58] <toastydeath> there are 1" and 2" insert mills that are rated at 55k rpm
[23:24:15] <RyanS> Valen after a conversion, spindle, VFD, did it costs less than this:
http://www.tormach.com/store/index.php?app=ecom&ns=catshow&ref=PCNC770_Mill
[23:24:23] <Valen> that would remove quite some material
[23:24:24] <PetefromTn> ER11 goes up to 7/16?
[23:25:02] <PetefromTn> yeah but this is a homemade RF45 CNC conversion with a basalt head he built from scratch LOL.
[23:25:16] <Valen> probably, but I wouldn't buy another chinese one
[23:25:21] <Valen> we are going to make 2 new ones soonish
[23:25:49] <Valen> http://www.cnczone.com/forums/general_metal_working_machines/118358-phenolic_basalt_head_hm45.html
[23:27:38] <RyanS> I would buy a $6800 mill if it didn't cost an extra 2000 fucking dollars in Australia
[23:27:53] <Valen> whats the work area?
[23:28:09] <RyanS> ummmm
[23:30:10] <RyanS> 14" x 7.5 x 13.25" whatever that is in the sensible management system
[23:32:42] <RyanS> the stand is a rip off
http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=31191
[23:33:24] <RyanS> I would think a beefy steel table with a big plastic tub underneath is sufficient
[23:36:51] <RyanS> I'd feel dirty buying a tormach, I'd just keep it secret in here
[23:38:48] <PetefromTn> Well guys gotta hit the sack. Got some more milling to do tomorrow LOL. NIte nite. hehe
[23:40:09] <Jymmm> RyanS: Your last statement has just been corss indexex, cataloged, and published to 1.8 BILLION data warehouses for your convience. Thank you and have a nice day.
[23:42:14] <RyanS> shit. But seriously is $6800 fairly reasonable for something that works out-of-the-box?
[23:43:10] <Jymmm> RyanS: If it does what you want and doesn't force you into something you dont want to do, then falls under the category of WORKS FOR ME
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
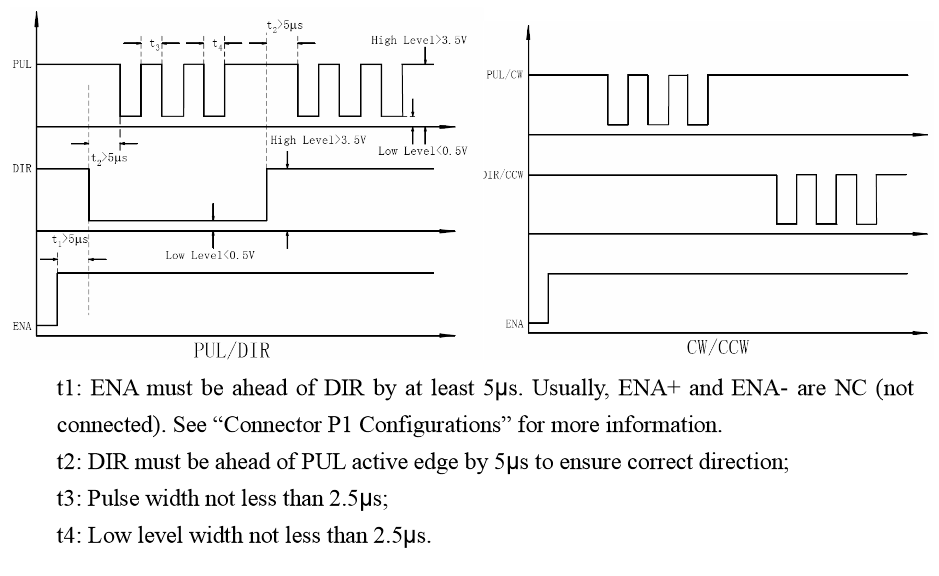{kind=link}
{kind=link}
{kind=link}
{kind=link}
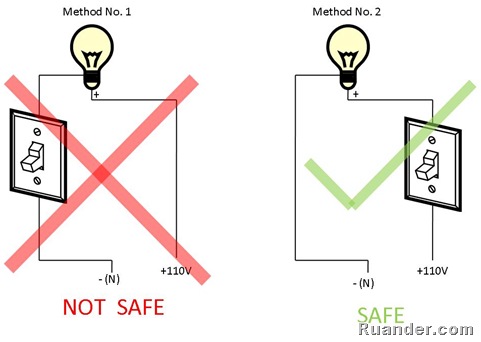{kind=link}
{kind=link}
{kind=link}
{kind=link}