Back
[07:24:38] <mazafaka> am i normal user? i have set it up in android and i'm not sure
[07:26:18] <mazafaka> lol, Spinner CNC mill was the one of moerate size to fit into the shop. I onsidered HAAS for some reason...
[08:27:08] <R2E4> IS there an ethernet based mesa card?
[08:27:45] <Tom_itx> yup
[08:27:47] <archivist> R2E4, just being tested
[08:27:57] <Tom_itx> 7i80 iirc
[08:36:58] <eric_unterhausen> lotta splits
[08:37:16] <Loetmichel> still ddos
[09:03:40] <ReadError> http://i.imgur.com/WUnVSqT.png
[09:03:43] <ReadError> is this a rendering error?
[09:03:48] <ReadError> or is some smoothing taking place you think
[09:12:28] <Deejay> ReadError, looks strange for me. may have a look at that:
http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G64
[09:14:11] <jdh_> is G04 P0 valid?
[09:16:18] <Deejay> hmm, would think so.
http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G4-Dwell says: It is an error if:
[09:16:25] <Deejay> the P number is negative or not specified.
[09:16:32] <Deejay> zero should be fine ;)
[09:16:41] <jdh_> but, would it do anything
[09:17:14] <Deejay> hmm, good point
[09:17:17] <jdh_> or just get smoothed over by G64
[09:24:51] <ReadError> yea im trying to convert this gerber to gcode
[09:25:05] <ReadError> used pcb2gcode, used an eagle on in the past but my files are diptrace now
[09:37:38] <ReadError> G64 P0.00167 ( set maximum deviation from commanded toolpath )
[09:37:39] <ReadError> ahhh
[09:37:43] <ReadError> right at the top...
[09:41:52] <ReadError> I suspect it could be because im running this in a virtual for simulation and the latency is too high
[09:43:11] <PetefromTn_> Mornin' folks...!!
[09:46:38] <Vq> Evening pete
[09:47:47] <micges> afternoon guys
[09:51:16] <ReadError> hmm maybe not
[09:58:52] <PetefromTn> Evenin' Vq..lOL
[09:59:11] <PetefromTn> afternoon Micges.. What are ya fellas up to?
[10:00:03] <micges> testing mesa ethernet boards
[10:00:26] <micges> fine tune linuxcnc driver for them
[10:10:50] <PetefromTn> which boards?
[10:11:43] <PetefromTn> I love my 5i25/7i77 combo. Just wish the 7i77 was a little larger so it was easier to get all the damn wires into the places they need to go. Other than that PERFECT!!
[10:11:59] <micges> all of them
[10:12:07] <PetefromTn> You work for Mesa?
[10:12:16] <micges> 7i80DB 7i80HD 7i76e
[10:13:17] <skunkworks> micges, seems to run consistantly at 1khz on multible systems.. 2khz is hit or mis
[10:13:19] <skunkworks> miss
[10:13:39] <micges> PetefromTn: no, I'm doing few projects for them
[10:14:17] <micges> skunkworks: I'm working on raw sockets, should be much faster
[10:14:20] <PetefromTn> Working on an order for Ten Cat40 Toolholders ER Collet chucks in ER32 and ER 20 in short and long gauge line lengths as well as a bunch of collets and some cutters and waiting for a quote for the damage right now LOL... Hopefully I won't be hearing my wallet screaming too much.
[10:14:36] <PetefromTn> micges: NICE!!
[10:15:29] <PetefromTn> Been needing a way to store my holders without damaging them. Been keeping them in my toolbox but they roll around some.
[10:15:42] <PetefromTn> Just got an idea earlier today that might work.
[10:16:17] <PetefromTn> My large granite surface plate is sitting on top of an old reclaimed server tower on wheels. It is really nice and I love that it rolls around.
[10:16:59] <micges> PetefromTn: yeah price for it can hurt
[10:17:04] <PetefromTn> I was thinking I am gonna make a plate to go across the rails under the granite surface plate that has 1.75" holes in it to accept the toolholders shanks.
[10:17:22] <PetefromTn> micges: ya got that right man.. Stuff is expensive even the cheap ones I am getting LOL
[10:17:24] <skunkworks> micges, cool
[10:17:53] <PetefromTn> Gonna make it this morning so I will have a nice place to store the holders when they get here.
[10:18:29] <PetefromTn> Can't wait to be able to setup machine without having to play the toolholder dance and just get to work.
[10:18:54] <CaptHindsight> micges: have you noticed any ethernet controller that are more problematic than others?
[10:19:32] <micges> no, I noticed that realtek almost always works
[10:20:28] <micges> but atm Atheros drivers are too slow for 7i80
[10:21:57] <micges> skunkworks: I'm running 7i76e with 7i73, 20us write, 95us read
[10:22:07] <skunkworks> micges, wow
[10:22:34] <micges> skunkworks: still without raw sockets
[10:24:51] <skunkworks> micges, just optimizing the current setup?
[10:25:02] <skunkworks> or your hardware?
[10:25:52] <micges> just driver
[10:26:36] <micges> using sserial added just 20% read time, I was worried it will add much more
[10:28:39] <pcw_home> just depends on how much data. sserial is just normal hm2 register reads/writes
[10:28:41] <pcw_home> (but for efficiency sserial needs to be read "sideways")
[10:29:56] <pcw_home> (channel 0 register 0 channel 1 register 0 channel 2 register 0)
[10:29:57] <pcw_home> (if possible)
[10:31:32] <micges> yes
[10:31:40] <pcw_home> because the register stride is 4 in this order so can be grouped in bursts,
[10:31:41] <pcw_home> otherwise its 256 and has to be done a register at a time
[10:32:11] <micges> I don;t know if it's done that way now, must check
[10:33:35] <pcw_home> its a bit tricky since a missing channel would disrupt the "run'"
[10:35:09] <pcw_home> its not a bit deal it only affects the parser time (more parsing, less data movement on 1 at a time reads/writes)
[10:44:29] <skunkworks> this system has read times of about 260us
[10:44:31] <skunkworks> freenode has been a pain here..
[10:45:25] <archivist> skunkworks, pain all over
https://twitter.com/freenodestaff
[10:46:32] <pcw_home> My desktop system has about 90 usec read time, 22 usec write time but large peaks (500 usec reads occasionally)
[10:46:33] <pcw_home> the D525 at works is slower but the read peaks are less, low enough that it will run reliably at 2 KHz
[11:15:04] <JT-Shop> yuck, my plasma computer is buzzing
[11:18:31] <PetefromTn> Damn anyone else getting bumped off and on a lot lately?
[11:18:39] <23LAA3LYE> You bet!!
[11:18:44] <jdh> yes. everyone that you see rejoining with you.
[11:18:59] <PetefromTn> WTF OVER?
[11:19:19] <cradek> freenode is being DDoS'd.
[11:19:35] <PetefromTn> what does that mean?
[11:19:45] <jdh> it means the kiddies are bored
[11:20:24] <PetefromTn> Damn kids need to get a better hobby LOL...
[11:20:33] <cradek> there's an attacker who wants to make the freenode service unavailable, and they're using an army of insecure machines that have been taken over by some malware, or using some other method to amplify the attack using many machines
[11:20:40] <Einar_> Or if it goes down, there will be a gazillion users getting on at the same time?
[11:21:31] <PetefromTn> I say we find him and kick his ass whaddya say? LOL.
[11:22:20] <Einar_> Looks like we got the troops together now though.
[11:34:35] <zeeshan> yay
[11:34:37] <zeeshan> network back to normal
[11:36:07] <skunkworks> logger[mah],
http://www.youtube.com/watch?v=dpxS1t874DY
[11:36:08] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2014-02-03.html
[11:38:22] <zeeshan> skunkworks:
[11:38:26] <zeeshan> i like your PC setup.
[11:38:26] <zeeshan> :)
[11:38:31] <skunkworks> heh
[11:38:55] <zeeshan> i kinda wanna put my motherboard in the same controller box as my stepper drivers
[11:39:02] <zeeshan> tell me if im forgetting something
[11:39:09] <zeeshan> but i need a motherboard, power supply and hd only right?
[11:39:24] <zeeshan> motherboard has onboard video
[11:39:29] <zeeshan> shit i forgot, i have a wireless card =/
[11:40:22] <jdh> memory helps.
[11:40:25] <skunkworks> I have the motherboard in the same box...
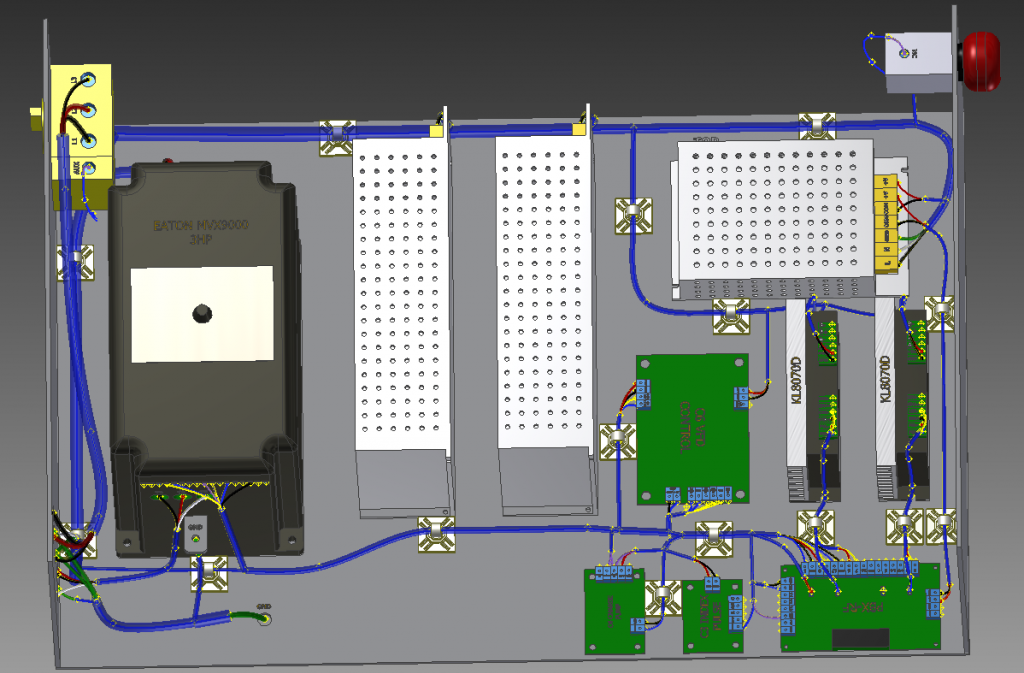
http://electronicsam.com/images/KandT/conversion/panel/electricalbox.jpg
[11:40:33] <skunkworks> can you spot it ? ;)
[11:40:42] <zeeshan> jdh memory is on the mobo :P
[11:41:00] <zeeshan> top right?
[11:41:02] <zeeshan> is that mini itx
[11:41:10] <skunkworks> :)
[11:41:29] <zeeshan> whats with the big ass resistors
[11:41:31] <zeeshan> in gold :D
[11:41:43] <skunkworks> vfd braking
[11:41:49] <zeeshan> ah
[11:43:10] <TekniQue> single phase vfd?
[11:43:25] <skunkworks> mine? no - we have 3 phse
[11:43:31] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/design_controller_zps36af1d90.png
[11:43:35] <zeeshan> i dont know where i will fit the motherboard
[11:43:35] <zeeshan> :(
[11:43:45] <zeeshan> well i can make the big a little bit taller and put it on the opposite face
[11:43:51] <zeeshan> but i dont know where the power supply will fit for it
[11:44:03] <zeeshan> hd isn't a problem since it's ssd. prolly smaller than my bob
[11:44:08] <TekniQue> skunkworks: ah never mind, I just thought a three phase VFD could dump the braking load on the grid
[11:44:25] <TekniQue> but I haven't used vfd braking so I have not really looked into it
[11:45:12] <zeeshan> i don't think its necessary :P
[11:45:25] <TekniQue> skunkworks: what's the bunch of 24 relays at the top used for?
[11:46:19] <skunkworks> the opto22 stuff?
[11:47:12] <skunkworks> inputs and ouputs to control all the limits, relays, hydraulic solinoids and such
[11:47:52] <skunkworks> whites are inputs, blacks are 110v outputs, reds are 24v outputs. iirc
[11:53:23] <TekniQue> ah
[12:00:08] <skunkworks> I think there is about 96 i/o being used (not including axis control)
[12:06:58] <PetefromTn> What machine is that for Skunkie?
[12:08:48] <skunkworks> PetefromTn, the k&t
http://www.youtube.com/watch?v=39q6kvrSBSk
[12:12:30] <PetefromTn> Oh okay I thought you were working on something new. Are you redoing the control system?
[12:12:54] <skunkworks> nope - that was 'finished' a few years ago.
[12:14:42] <skunkworks> we have an acroloc and matsuura that we are going to convert - but the matsuura may just run as is. dad fixed a servo drive and figured out an estop tripping issue. we just don't know if the tool changer works.
[12:15:45] <jdh> do y'all make stuff with these or just fix them?
[12:18:12] <cradek> them's fightin' words
[12:18:47] <skunkworks> heh
[12:18:59] <skunkworks> some people have boats...
[12:20:39] <JT-Shop> hmm, the VMC is running at 6k with the 15hp RPC
[12:21:29] <archivist> big boys toys
[12:22:31] <PetefromTn> LOL I hear that man. Sometimes I wonder. I bought this Cincinatti Arrow and it was SUPPOSED to be to get me away from working on the RF45 I built and sold and more into MAKING PARTS instead of tinkering with the machine. Thankfully it is working now except for the toolchanger so I can make some damn parts.
[12:23:17] <skunkworks> JT-Shop, what changed?
[12:23:58] <JT-Shop> I added more caps, changed the jumper on the transformer and replaced the 10hp with the 15hp
[12:25:11] <skunkworks> nice
[12:29:53] <JT-Shop> yea, finally I understand that beast
[12:30:03] <JT-Shop> she just needed more power
[12:34:38] <skunkworks> JT-Shop does his best scotty impression
[12:35:40] <Einar_> zeeshan: You put a lot into a small box! I hope you have some hefty fans in it before putting the lid on.
[12:39:30] <jthornton> you better realign the flux couplings Scotty
[12:42:53] <archivist> hmm might make a good camera interface for a pick and place
http://www.andahammer.com/t1-nanopc/
[12:47:12] <awallin_> did RPi ever make use of their camera connector? IIRC it has some special cam conn?
[12:47:27] <awallin_> anyway do pick&place machines use machine-vision as feedback also?
[12:47:56] <archivist> some do
[12:48:05] <skunkworks> I have seen some that read targets or referance marks
[12:50:52] <skunkworks> we have some 'vinyle' cutters here that use targets to align the part.. Pretty cool - would love to use linuxcnc to do something similar
[12:51:50] <Tom_itx> this is most likey the ddos culprit:
http://irc.dickscab.com/Rucas/Rucas-newer.jpg
[12:51:57] <Tom_itx> he gets bored about once a year or so
[12:52:11] <Tom_itx> apparently he dosn't live in one place for more than about 6 months
[12:52:20] <Tom_itx> jumps between high paying coding jobs
[12:53:03] <PetefromTn> http://imagebin.org/290774
[12:53:17] <PetefromTn> http://imagebin.org/290773
[12:54:08] <Tom_itx> you need to fill the holes
[12:54:14] <PetefromTn> Finished my Cat40 tool rack LOL. Please forgive the ghetto fab edge finder setup on a shell mill arbor it was all I had at the time and should be getting some new holders for it here in the next couple days..
[12:54:33] <PetefromTn> Tryin' to man... damn things are SPENSIVE!!
[12:54:55] <Tom_itx> those are long retention knobs
[12:55:17] <PetefromTn> Yeah they are that is what the Cinci uses...
[12:55:33] <PetefromTn> Luckily I got a big box full of them here with the machine.
[12:56:28] <skunkworks> nice rack mount granite slab table
[12:57:16] <PetefromTn> Yeah it comes in handy and I can wheel it around easily. Reclamation at its finest LOL.
[12:57:24] <jdh> I like a nice rack.
[12:57:34] <PetefromTn> ;)
[12:58:00] <IchGuckLive> hi all B)
[12:58:55] <PetefromTn> This should work for me for awhile. I kinda like that there are five pockets around the edge on both sides so I can put the tools that are gonna be used in the program there while I am working. The rest stay stored under the granite plate and out of harms way.
[12:59:00] <PetefromTn> Hey ICH!
[13:06:03] <jdh> sure. I'd also laugh at them.
[13:13:26] <IchGuckLive> what a game this night
[13:13:38] <IchGuckLive> the half timwe show where a crap
[13:13:44] <IchGuckLive> but good firerworks
[13:18:36] <PetefromTn> Hooters Wings>KFC hotwings.. Just a public service message.
[13:18:52] <jdh> they have food at hooters?
[13:19:08] <jdh> anything from KFC is disgusting.
[13:19:58] <PetefromTn> Meh we have not had it in awhile so we got a bucket of chicken meal last night and I grabbed some hotwings for myself for lunch today... mediocre at best.
[13:38:28] <IchGuckLive> BYE
[15:05:47] <Einar_> Am I in now or not? Are we still having trouble, or just me?
[15:28:54] <MrSunshine> gah ... so brand new 8mm bit for the router crapped due to me not getting Z high enough before moving without spindle on ...
[15:28:57] <MrSunshine> stupid mistake :P
[15:29:04] <MrSunshine> scrapped
[16:29:46] <skunkworks> http://youtu.be/kwnIIWTb7U8
[16:30:54] <cradek_> what was it?
[16:31:48] <Tom_itx> chain drive tool changer
[16:32:10] <skunkworks> that is the toolchanger on the matsuura.. Most everthing seems to work...
[16:32:52] <Tom_itx> i wonder if those things ever get lubed. or are they on a central lube system?
[16:33:20] <skunkworks> well - there is a automatic oneshot luber - Don't know if it makes it up there.
[16:33:28] <skunkworks> it is some sort of geneva mechenism
[16:33:31] <cradek> heh I know it's a tool changer
[16:33:40] <cradek> I thought you said it wasn't working before - now it is - wondered what the problem was
[16:36:43] <skunkworks> well - it doesn't work manually for some reason.. (the switches on the front panel..) but TxM6 sorks
[16:36:45] <skunkworks> works
[16:37:12] * Tom_itx gives skunkworks a spool of wire
[16:40:10] <skunkworks> so - 2 open resistors on one of the servo drives and one heater on a contactor set too low.
[16:43:44] * skunkworks is kinda depressed that it works... ;)
[16:44:10] <skunkworks> but it would be an easy conversion if something fails in the future.
[16:45:16] <skunkworks> the tool change logic is smart - the first tool change it runs around to find the index - after that it goes either clockwise or counter clockwise for the shortest distance.
[16:49:46] <PCW> skunkworks: 7I80 at 2 KHz on D525 3 days so far, no real time errors
[16:51:59] <skunkworks> PCW: Nice!
[16:53:10] <PetefromTn> NIce... Are you testing that board you told me about Pete?
[16:59:55] <PCW> "that board you told me about" Covers a bit of ground when you factor in my bad memory :-)
[17:10:45] <PetefromTn> Well I was having and sometimes still having some noise issues with my VFD and you had told me you were working on a board to help fix that and you said you might let me test it out for you on my machine.
[17:11:18] <zeeshan> PetefromTn: motor from noise
[17:11:18] <zeeshan> or from vfd?
[17:11:18] <andypugh> Hi PetefromTn: Did you get your tool and touch off cleared up?
[17:11:18] <zeeshan> er
[17:11:21] <zeeshan> noise from motor or vfd
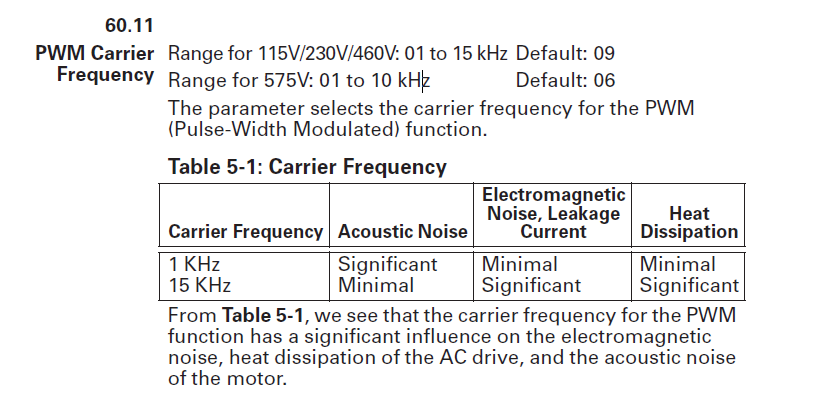
[17:11:31] <zeeshan> change the carrier frequency
[17:11:57] <Tom_itx> what frequency do they generally run at?
[17:12:14] <zeeshan> i don't really mind noise so i run it at 14khz
[17:12:54] <zeeshan> you can set it down to 1khz
[17:13:01] <zeeshan> but then you gotta derate your vfd to 80%
[17:13:16] <zeeshan> wow i've got that backwards.
[17:13:30] <zeeshan> mine is at the default setting of 9khz
[17:13:31] <zeeshan> not 15khz
[17:13:34] <zeeshan> 15khz = lots of heat!
[17:13:35] <PetefromTn> andypugh: Yeah I did I still am a tiny bit confused about it but I got the part made and the view showed the part inside the red dotted machining envelope like it is supposed to be LOL.
[17:14:11] <PetefromTn> zeeshan: We are talking about electrical noise in the system that sometimes causes me to get pop up errors in lincxCNC.
[17:14:18] <zeeshan> O
[17:14:30] <zeeshan> Tom_itx:
[17:14:36] <andypugh> I found that a filter on the VFD input helped a lot, and they aren't all that expensive:
http://www.ebay.co.uk/sch/i.html?_trksid=p2047675.m570.l1313.TR0.TRC0.Xrasmi+filter&_nkw=rasmi+filter&_sacat=0&_from=R40
[17:14:36] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/carrier_zps470608f1.png
[17:14:40] <PetefromTn> It works fine most of the time and still works fine even when I do get the errors but it is annoying.
[17:15:08] <zeeshan> it says the carrier frequency can effect electromagnetic noise..
[17:15:22] <PetefromTn> yeah that is something I am considering but like I said Pete told me about a board that he was working on that pretty much isolated the 7i77 from it.
[17:15:27] <zeeshan> The ambient temperature must be in the range of -10 to 40�C (7-1/2 to 10 hp). If the range will be up to 50�C, set the carrier frequency to 2.1 kHz or less and derate the output current to 80% or less. Chapter 5 covers how to change parameters such as the carrier frequency
[17:15:55] <andypugh> I am not sure I want to share a room with a 2kHz inverter.
[17:16:00] <skunkworks> PCW: does that motherboard have 2 nics?
[17:16:11] <zeeshan> lol 1khz frequency is the worst too.
[17:16:15] <zeeshan> acoustically.
[17:16:41] <skunkworks> I seem to notice that if you have 2 nic - one hooked to the network - it is less likely to work at 2khz
[17:17:18] <PetefromTn> The VFD I have is pretty quiet and it is derated from 15hp to 7.5HP. Works great. But the way I have things wired I am getting some electrical noise issues.
[17:17:29] <zeeshan> PetefromTn: what carrier frequency?
[17:17:40] <zeeshan> if its quiet, it must be
[17:17:43] <zeeshan> >12khz
[17:17:45] <PetefromTn> Don't remember.
[17:17:59] <zeeshan> which it means less acoustic noise, but lots of electromagnetic noise.
[17:18:03] <andypugh> PetefromTn: Filter on the input and common-mode choke on the outputs will probably fix it, and cost about $20.
[17:18:24] <zeeshan> why not first change the carrier frequency? :p
[17:18:25] <zeeshan> for free
[17:18:25] <PetefromTn> Already tried the common mode chokes on the wires to the board.
[17:19:01] <zeeshan> you'll get more acoustic noise, but less electrical :P
[17:19:31] <zeeshan> PetefromTn: what vfd?
[17:19:43] <andypugh> I don't think wires to the board is the place to do it, you want to do it very close to the VFD.
[17:19:46] <PetefromTn> Honestly my friend Mike over on the ZONE helped me setup the parameters because the spindle motor in my machine is an odd english made one. He managed to get it where it worked properly and I just did what he told me to do and measured stuff.
[17:20:14] <PetefromTn> andypugh: I did it right up against the VFD...
[17:20:18] <andypugh> We make spindle motors? I thought we just did banking and wingeing.
[17:20:36] <PetefromTn> It is an Hitachi VFD.. real nice unit.
[17:20:53] <PetefromTn> andypugh: Yeah apparently you made the whole machine LOL...
[17:20:54] <zeeshan> x200?
[17:21:40] <zeeshan> if its the x200 its already set to 2khz factory
[17:21:42] <zeeshan> interesting
[17:21:56] <PetefromTn> WJ200 I think..
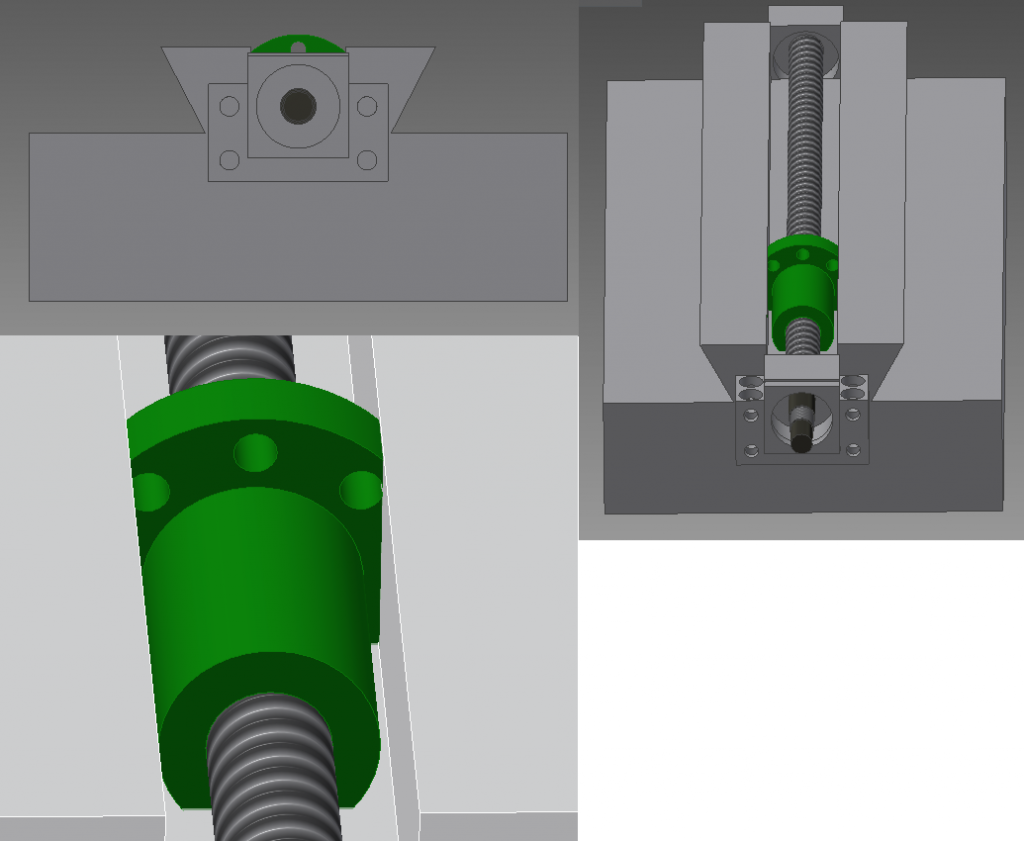
[17:23:31] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/3AD4A889-C187-48E9-8B18-17315FE1D462_zpsfnanns89.jpg
[17:23:53] <zeeshan> how will i fit a 36mm od ball nut in that slot
[17:23:53] <PetefromTn> Both of the VFD's in the machine are Hitachi and they seem pretty nice so far.
[17:24:00] <PetefromTn> Hey is that a 12x36?
[17:24:02] <zeeshan> yes
[17:24:15] <zeeshan> poor thing is so dirty
[17:24:18] <PetefromTn> That is what I have here. Are ya gonna tear into it>
[17:24:22] <PetefromTn> CNC!!
[17:24:26] <zeeshan> thats what im doing!
[17:24:27] <zeeshan> ;p
[17:24:33] <zeeshan> ive already figured out the Z-axis
[17:24:41] <zeeshan> but the x-axis, it will be hard to put a 16mm ball nut in there
[17:24:50] <PetefromTn> I have owned that machine for over a decade and never had any trouble out of it. Real nice little lathe.
[17:24:50] <zeeshan> i think i will have to mill out the slot for the cross slide
[17:25:06] <PetefromTn> Y is easy peasy.
[17:25:22] <PetefromTn> X I mean..
[17:25:30] <zeeshan> how is it easy!
[17:25:47] <PetefromTn> DOh I mean Z...sorry
[17:25:49] <zeeshan> the ballnut OD dimensions are 36mm almost a circle
[17:25:49] <zeeshan> ;D
[17:25:52] <zeeshan> yes
[17:26:02] <andypugh> <fires up the SJ200 in the side-board in the living room> Yeah, it is a pretty whistley VFD.
[17:26:04] <PetefromTn> I considered putting the motor and screw in from the back.
[17:26:18] <zeeshan> see thats not the problem for me
[17:26:22] <zeeshan> the problem is the actuall ball nut sliding in there
[17:26:23] <zeeshan> its huge
[17:26:37] <PetefromTn> Why are you using a huge one?
[17:26:38] <andypugh> Squeezing ballscrews in to lathes can be tricky.
[17:26:48] <zeeshan> PetefromTn: thats all i can find
[17:26:52] <zeeshan> ill draw up a cad model
[17:26:54] <zeeshan> im a visual person
[17:27:01] <andypugh> One dodge is to move the thrust bearings outboard, and have a fairly small pulley.
[17:27:11] <PetefromTn> I used some 5/8 screws in the RF45 I had and it worked fine. Should be easy to get them in there..
[17:28:07] <PetefromTn> Would be sweet machine with CNC..
[17:28:19] <PetefromTn> I love mine use it all the time.
[17:29:08] <andypugh> zeeshan: This is how I squeezed a ballscrew into my lathe. It has actually worked pretty well, despite being actually pretty tiny.
http://www.cnczone.com/forums/mini_lathe/63621-mini_lathe_cross_slide_ballscrew_solutions-2.html#post509784
[17:29:26] <zeeshan> what kind of ball nut is that?
[17:29:57] <andypugh> The main thing that I would ppint out is that the bearings are a long way outboard of the motor and pulley.
[17:30:18] <andypugh> RSW ballnut in a custom housing.
[17:30:44] <PetefromTn> that looks pretty clean man.
[17:30:57] <PetefromTn> Why the hell is there still a handle on it tho LOL?
[17:31:20] <andypugh> I felt the urge to retain manual operation. I have never used it, though.
[17:31:45] <PetefromTn> hehe
[17:32:16] <andypugh> And you might as well just burn the money as spend it converting one of those Chinese lathes :-)
[17:32:42] <andypugh> It's just ghastly when you look at it.
[17:32:46] <PetefromTn> Agreed..
[17:33:18] <PetefromTn> that is probably why I have not messed with it yet. I figure if I ever get the real desire I will just buy another used commercial machine with a blown control and fix it up.
[17:33:46] <PetefromTn> Would love a nice CNC slant bed.
[17:34:00] <PetefromTn> Maybe I should sell my Chinko and ante up LOL.
[17:34:37] <andypugh> Hence my next conversion might be this lathe. The problem is that it was originally built with such care and attention that I will have to use custom castings and suchlike:
https://picasaweb.google.com/lh/photo/VtP7wh7XYrihnEwAyp2BoNMTjNZETYmyPJy0liipFm0?feat=directlink
[17:35:43] <andypugh> I have considered scratch-building a slant-bed starting with a block of granite.
[17:36:22] <onyedi> hi all
[17:36:28] <PetefromTn> I was thinking something more like this...
[17:36:32] <PetefromTn> http://www.ebay.com/itm/MORI-SEIKI-SL-3-CNC-LATHE-TURNING-CENTER-MILL-MILLING-NO-RESERVE-/350987928100?pt=BI_Lathes&hash=item51b882c224
[17:36:47] <PetefromTn> Hie yedi.
[17:36:51] <PetefromTn> yoda.
[17:37:46] <onyedi> anyone can tell me the advantage of using 2 carriages instead of one for axis linear movement?
[17:38:10] <andypugh> I do one-offs and make jigs and fixtures a lot. I need a CNC lathe that is open, that I can watch, and that I can interact with, so the traditional centre-lathe layout works a lot better for me.
[17:38:39] <andypugh> onyedi: Are you talking about gantries?
[17:38:56] <onyedi> yes for all axis
[17:39:02] <onyedi> be it gantry or y or z
[17:39:31] <onyedi> i used 2 carriages for y but all designs use 4
[17:39:46] * JT-Shop is a happy guy today, VMC running good and 20hp idler for phase converter is on the way
[17:39:55] <Tom_itx> woot!
[17:40:00] <Tom_itx> where did you find it?
[17:40:07] <onyedi> i just wanted to know if there are any significant advantages
[17:40:09] <andypugh> Ah. It's all about stiffness. The bigger the span the stiffer it is. I think it's a square law.
[17:40:25] <andypugh> (Might even be a cube)
[17:41:29] <onyedi> so by stifness you mean less vibrations and flex ?
[17:41:51] <andypugh> I mean stiffness :-)
[17:41:55] <onyedi> :)
[17:43:09] <onyedi> i built my cnc using aliminuim extrusions, the gantry vibrates a lot when doing 3d work
[17:43:31] <JT-Shop> got a photo of it?
[17:43:34] <andypugh> You can't beat huge lumps of cast iron.
[17:43:50] <onyedi> let me check
[17:44:38] <onyedi> i found a video
[17:49:15] <zeeshan> andypugh:
[17:49:16] <zeeshan> still there?
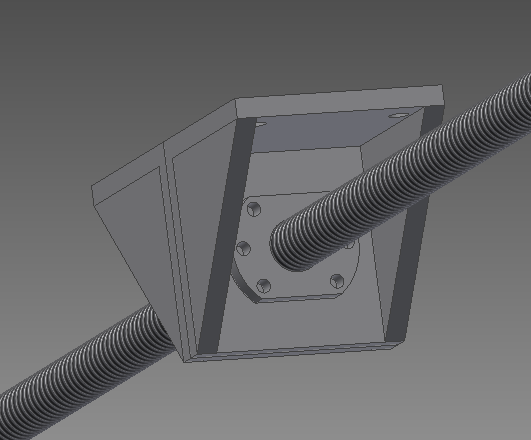
[17:49:19] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/views_zps5fdc37a4.png
[17:49:21] <zeeshan> see the problem?
[17:49:50] <zeeshan> i only see 2 options
[17:50:08] <zeeshan> 1. completely machine the flange part of the ball nut off.. and stick it into a custom mount
[17:50:11] <PetefromTn> FIx the ballnut..
[17:50:25] <zeeshan> 2. machine out the lathe carriage slot to be wider and depper.
[17:50:27] <zeeshan> *deeper
[17:50:31] <zeeshan> i really dont like #2.
[17:50:41] <zeeshan> and the problem with #1 is machining
[17:50:50] <zeeshan> damn ball nuts are like rockwell c 62
[17:51:05] <jdh> they grind well
[17:51:32] <jdh> I trimmed one with a dremel cutoff wheel to get the shape then used an angle grinder
[17:51:52] <zeeshan> lol im not grinding away that much steel
[17:51:54] <zeeshan> :D
[17:51:54] <PetefromTn> http://www.fignoggle.com/machines/x2mill/fignoggle_z-axisBallScrewAs.jpg
[17:52:48] <jdh> what size screw is that in the drawing?
[17:52:55] <zeeshan> 16mm
[17:53:09] <jdh> get a 12
[17:53:18] <zeeshan> no
[17:53:21] <jdh> YES!
[17:53:32] <zeeshan> i already ordered it
[17:53:34] <zeeshan> too late :{
[17:53:41] <zeeshan> and wtf at 12mm ball nut
[17:53:42] <zeeshan> weaksauce!
[17:53:46] <jdh> a real one or a cheep chinese one?
[17:53:47] <PetefromTn> Sell it on fleabay.
[17:53:56] <zeeshan> jdh the amazing linearmotingbearings2008 chinese ones
[17:53:59] <zeeshan> they're so good
[17:54:05] <jdh> yeah, I got a 12mm one for my X
[17:54:06] <PetefromTn> On a weaksauce lathe so it fits LL.
[17:54:14] <zeeshan> how long
[17:54:19] <jdh> still has to go on the side.
[17:54:28] <jdh> 16inche?
[17:54:40] <zeeshan> haha
[17:54:42] <jdh> don't recall. cheap
[17:54:43] <zeeshan> we have almost the same lathe
[17:54:49] <zeeshan> mine was 408mm long
[17:55:01] <zeeshan> i ordered it specifically longer, so i can shim the back of one off the ball nut mounts
[17:55:13] <jdh> isn't the back just floating?
[17:55:19] <zeeshan> it is
[17:55:37] <zeeshan> but i want to have as much support as possible :p
[17:55:45] <zeeshan> by shim i dont mean some crazy precision ground thing
[17:55:49] <zeeshan> i mean a small spacer :P
[17:56:01] <PetefromTn> hello?
http://www.fignoggle.com/machines/x2mill/fignoggle_z-axisBallScrewAs.jpg
[17:56:02] <zeeshan> i rather it be longer than shorter!
[17:56:07] <zeeshan> PetefromTn: what is that
[17:56:49] <PetefromTn> It is a ballscrew setup from an X2 mini mill that is setup to fix the end of the screw and float the ballnut with a pulley machined to fit the ballnut.
[17:57:33] <jdh> hmmm
[17:57:43] <zeeshan> jdh i think ill just turn the ball nut
[17:57:44] <PetefromTn> You could put that out back of the lathe or in front and make a nice mount for it with the motor hanging down.
[17:57:47] <jdh> if you hung it off the back
[17:57:49] <zeeshan> with a cbn insert at school
[17:58:07] <zeeshan> and press it into a custom mount like andypugh did
[17:58:37] <PetefromTn> what if you have to replace the ballnut at some point?
[17:58:44] <zeeshan> ill do it again
[17:58:45] <zeeshan> lol
[17:58:50] <jdh> ever reloaded an LMB2008 nut?
[17:58:58] <zeeshan> no but it looks easy from the youtube videos
[17:59:01] <jdh> heh
[17:59:02] <zeeshan> just takes like 20 min
[17:59:12] <jdh> until you drop one
[17:59:13] <zeeshan> and i ordered my ball nut disassembled
[17:59:21] <zeeshan> not installed on the screw
[17:59:32] <PetefromTn> I have reloaded several ballnuts onto screws it is not that bad.
[17:59:36] <jdh> I reloaded all of mine. None had all the balls
[17:59:42] <zeeshan> jdh: lol
[17:59:44] <zeeshan> how can you tell?
[17:59:45] <jdh> Pete: these have internal races
[17:59:52] <jdh> count them
[18:00:14] <jdh> they have 3 sets, should be multiples of 3.
[18:00:24] <jdh> (in each nut)
[18:00:28] <zeeshan> i heard its supposed to be 17
[18:00:30] <PetefromTn> Still like the floating ballnut method. Solves a lot of problems.
[18:00:43] <jdh> Pete: looks lashy
[18:00:53] <PetefromTn> How ya figure?
[18:00:53] <jdh> but, does solve the problem.
[18:01:27] <jdh> play between whatever you hold, and whatver spins.
[18:01:31] <zeeshan> i think have some ccmt style cbn inserts
[18:01:35] <zeeshan> used ones
[18:01:51] <jdh> where are the bearings? all internal?
[18:01:54] <jdh> no thrust?
[18:02:27] <zeeshan> jdh: did you buy the end supports?
[18:02:27] <jdh> I could happily use that if I could make it.
[18:02:30] <zeeshan> bk / bf style?
[18:02:33] <jdh> yeah
[18:02:43] <zeeshan> so isntallation should be pretty easy for us then
[18:02:44] <jdh> I don't think I'll use the floating support
[18:02:48] <zeeshan> why
[18:02:54] <jdh> doesn't seem to add much
[18:03:06] <zeeshan> dude, my cross-slide screw didnt even have an end support.
[18:03:13] <jdh> mine either
[18:03:14] <zeeshan> floating side..
[18:03:16] <jdh> and a tiny nut
[18:03:18] <zeeshan> haha yea
[18:03:31] <PetefromTn> it really is a simple setup...
[18:03:33] <zeeshan> do you think the cross-slide table is hardened
[18:03:42] <jdh> thought about just making a new nut and trying to use the existing screw.
[18:03:43] <zeeshan> ill need to mill out a pocket
[18:03:54] <zeeshan> why man
[18:03:55] <PetefromTn> Works for a TON of X2 mill Z axes...
[18:03:59] <jdh> also picked up some 3/8" ballscrews/nuts for free, but the nut is still too big.
[18:04:00] <zeeshan> backlash is a slut
[18:04:11] <Tom_itx> a cheap one
[18:04:20] <PetefromTn> If you build it correctly there will be no backlash.
[18:04:23] <zeeshan> http://www.atp.pwp.blueyonder.co.uk/CrossSlide1.jpg
[18:04:28] <jdh> Pete: I don't think I can build one
[18:04:30] <zeeshan> i really like how andypugh has done his
[18:04:45] <PetefromTn> Do you have a mill?
[18:04:45] <zeeshan> PetefromTn: acme screws suck
[18:04:49] <zeeshan> yes
[18:04:52] <jdh> me too, but I don't have room for non-pricey screws
[18:05:01] <PetefromTn> Then why couldn't you build one?
[18:05:05] <toastyde2th> ironically it's easier to make ultra-accurate acme screws
[18:05:17] <toastyde2th> not that it matters here but hey.
[18:05:18] <jdh> Pete: same mill as connor
[18:05:34] <PetefromTn> No I was asking Zeesh,
[18:05:43] <zeeshan> make what pete?
[18:05:51] <zeeshan> i have no way to machine ball nut threads
[18:05:53] <PetefromTn> the floating ballnut setup>
[18:06:11] <jdh> Pete: have you seen a drawing for that anywhere?
[18:06:17] <PetefromTn> Why would you have to? I thought you said the ballnut was flanged?
[18:06:19] <jdh> I just can't picture the bearing mounts
[18:06:21] <zeeshan> the one in the pic you showed me?
[18:06:36] <zeeshan> ball nut is flanged, but that flange wont fit inthe slot of the lathe
[18:07:22] <PetefromTn> It does not go inside the slot that is the point the floating ballnut will go in front of the lathe in a mount.
[18:07:36] <zeeshan> yea but then the ball nut is exposed
[18:07:36] <zeeshan> ;[
[18:07:45] <PetefromTn> HUH?
[18:07:46] <zeeshan> and then i need to make telescoping covers for it
[18:07:54] <zeeshan> show me a pic of this floating ball nut setup!
[18:07:57] <zeeshan> i'm clearly confused!
[18:08:01] <andypugh> RSW nuts have a thread instead of a flange. Much more compact.
[18:08:02] <PetefromTn> Think about it a minute man...
[18:08:44] <zeeshan> RSW = ?
[18:08:46] <PetefromTn> http://biobug.org/machine-shop/mill/modified-z-axis.jpg
[18:08:57] <PetefromTn> Here is another picture of one done by another builder.
[18:09:20] <andypugh> Ah, you mean roating nut?
[18:09:23] <PetefromTn> You just use a flanged ballnut and machine your pulley ID to fit the flange.
[18:09:25] <jdh> so where are the bearings?
[18:09:46] <jdh> the nut/pully part is doable.
[18:10:06] <PetefromTn> Just below there sandwiched around your mount plate, matched pair of angular contacts.
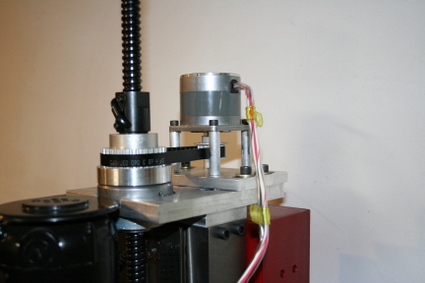
[18:10:25] <andypugh> This is my rotating nut on the mill X
https://picasaweb.google.com/lh/photo/oLM693wLua_FB8juhNe26tMTjNZETYmyPJy0liipFm0?feat=directlink
[18:10:54] <PetefromTn> There ya go something like that with a custom mount out back of the lathe would be sweet.
[18:10:56] <zeeshan> let me get this straight
[18:11:00] <zeeshan> so the nut rotates
[18:11:06] <zeeshan> which would mean the screw would move
[18:11:06] <PetefromTn> yup.
[18:11:10] <zeeshan> and poke my wall out
[18:11:11] <jdh> yeah, that would be good hanging off the back
[18:11:11] <Tom_itx> yes
[18:11:14] <zeeshan> behind the lkathe
[18:11:17] <zeeshan> ;)
[18:11:20] <PetefromTn> no the screw is fixed
[18:11:32] <Tom_itx> but it slides with the table
[18:11:40] <PetefromTn> yeah.
[18:11:42] <zeeshan> HHH
[18:11:44] <zeeshan> OHH
[18:11:48] <Tom_itx> you can hang your hat on it
[18:11:54] <jdh> Andy: got any drawings?
[18:12:08] <PetefromTn> ;)
[18:12:08] <zeeshan> so basically, all you gotta do is ..
[18:12:14] <zeeshan> press a bearing on the ball nut
[18:12:20] <andypugh> https://picasaweb.google.com/lh/photo/X9ZXwL-oMXpF9cc6wAIbQNMTjNZETYmyPJy0liipFm0?feat=directlink
[18:12:31] <jdh> no you have to sandwich it from both sides
[18:12:33] <zeeshan> andypugh:
[18:12:36] <zeeshan> what software is that
[18:12:49] <andypugh> That's not the actual design I used, but it's similar.
[18:13:01] <andypugh> Software is Autodesk Inventor.
[18:13:05] <PetefromTn> http://biobug.org/machine-shop/mill/mill-progress/completed-z.jpg
[18:13:08] <zeeshan> seemed familiar :)
[18:13:28] <zeeshan> http://biobug.org/machine-shop/mill/mill-progress/completed-z.jpg
[18:13:35] <zeeshan> see the ball nut screw sticks out into the roof
[18:13:37] <andypugh> I spent a few years as a mechanical designer, using Inventor all day, every day.
[18:13:48] <zeeshan> im suprised they used inventor in industry
[18:13:57] <zeeshan> i've only used it at eaton
[18:14:10] <zeeshan> all other places use nx or solidworks
[18:14:28] <zeeshan> after doing wiring in inventor, im in love with it
[18:14:32] <andypugh> I get a free license for home use as I have a network license at work (And work is Ford, who use it for factory design)
[18:14:53] <zeeshan> wut
[18:14:58] <PetefromTn> BASTARDS!!
[18:14:58] <zeeshan> since when did ford starting using inventor
[18:15:09] <zeeshan> are you guys atier 1 supplier
[18:16:37] <zeeshan> this rotating ball nut method looks like a lot more work
[18:16:39] <toastyde2th> i fucking hate inventor
[18:16:46] <zeeshan> toastyde2th: why
[18:17:00] <toastyde2th> i haven't used it in awhile, so maybe it got better
[18:17:07] <toastyde2th> but i started with pro/e and moved to solidworks
[18:17:08] <zeeshan> it's really good
[18:17:24] <zeeshan> i started with solidworks, then inventor and now nx
[18:17:25] <toastyde2th> and inventor always seemed like it did things retarded
[18:17:25] <PetefromTn> http://www.mycncuk.com/forums/attachments/conversion-build-logs/6519d1344278360-sieg-sx2-plus-build-dscf1961.jpg
[18:17:25] <PetefromTn> How ya figure..
[18:17:43] <zeeshan> 1. use of belts i don't want it
[18:17:46] <toastyde2th> I can't put my finger on any one thing, but i never got over the feeling that everything was an afterthought
[18:17:54] <zeeshan> i purposely bought 1200oz-in steppers so i had no syncronous belts
[18:18:12] <andypugh> I haven't used the others, but I do rather like Inventor. Almost as much as I hated Mechanical Desktop.
[18:18:13] <zeeshan> toastyde2th: inventor and solidworks are almost the same!
[18:18:28] <PetefromTn> aah then if you don't want belts thats different. Gonna be a beotch to setup with the motors inline tho.
[18:18:29] <toastyde2th> almost, yes
[18:18:45] <toastyde2th> solidworks always seemed like a freshly sharpened pencil
[18:18:50] <PetefromTn> Oh and WTF do you need steppers that big for?
[18:18:57] <toastyde2th> it wasn't an amazing tool, but you got the idea quickly and it seemed to work out in the end
[18:19:06] <zeeshan> PetefromTn: to turn inconel!
[18:19:13] <toastyde2th> inventor was like the short stubby pencil that had been sharpened for a long time and was awkward to hold
[18:19:17] <PetefromTn> Good luck with that man..
[18:19:20] <zeeshan> haha
[18:19:43] <zeeshan> i've turned rc 62 on my lathe before
[18:19:44] <toastyde2th> the one thing it does way better than solidworks is collaboration, obv
[18:19:52] <PetefromTn> So all this techie talk and babble has been about a stepper driven lathe?
[18:20:03] <zeeshan> PetefromTn: haha leave my steppers alone.
[18:20:04] <zeeshan> :)
[18:20:16] <toastyde2th> inconel is way, way more difficult to turn than just hard steel
[18:20:18] <zeeshan> it's a chinese lathe, it only deserves steppers
[18:20:23] <PetefromTn> I thought you were designing something for the space missions or something.
[18:20:32] <zeeshan> toastyde2th: cbn inserts!
[18:20:58] <PCW> PetefromTn: the 7I77 isolator is available but requires some high magic to use
[18:20:59] <PCW> until the hm2driver gets updated to allow encoder parameters to be set by in hal
[18:21:16] <PCW> what errors do you have?
[18:21:42] <PetefromTn> Aw man I gotta run it and write them down I cannot remember. The same ones I told you about last time.
[18:22:15] <PetefromTn> What if I find me a magician to conjure up some high magic?
[18:22:25] <PCW> if its encoder errors, thats a software bug in master
[18:22:56] <PetefromTn> It only happens when I first turn on the spindle...like immediately.
[18:23:40] <PetefromTn> Oh and once in a great while I will get a real time error.
[18:24:01] <PetefromTn> usually when I first energize the system.
[18:24:26] <PCW> Thats not related
[18:24:39] <PetefromTn> what is not related?
[18:24:53] <PCW> real time errors are not noise related
[18:25:27] <PetefromTn> aah.. Again everything works fine and the machine runs good but I would love to be rid of these occasional errors.
[18:26:44] <PCW> a common mode choke on the VFD outputs or a line filter on the VFD inputs may cure the noise issue also
[18:27:26] <PetefromTn> Yeah I know.. The leads are LARGE.
[18:28:30] <PCW> A big ferrite bead is all you need for a VFD output common mode choke (put all three wires through)
[18:30:08] <PCW> for the real time error you may have to investigate to find the cause
[18:30:09] <PCW> what CPU do you have? and what is your servo thread rate?
[18:31:05] <PetefromTn> I dunno I will try to find that out after dinner LOL. I would love to sort this out tho.
[18:33:54] <Tom_itx> andypugh what diameter ballscrew is that on your mill?
[19:07:25] <andypugh> Tom_itx: It's a 20mm on the mill.
[19:10:13] <andypugh> Night chaps.
[20:07:02] <jdh> I want belts for the gearing
[20:14:22] <zeeshan> why
[20:14:29] <zeeshan> what steppers do you have
[20:15:52] <jdh> resolution, not torque
[20:16:15] <jdh> what pitch is your screw?
[20:16:27] <zeeshan> 5
[20:16:29] <zeeshan> 5mm
[20:17:02] <jdh> how are you going to step?
[20:18:19] <zeeshan> 5m/200steps = 0.025mm/step = 0.00098"/step
[20:18:25] <zeeshan> im planning to half step
[20:18:39] <zeeshan> even at full step thats more than enough resolution
[20:18:59] <zeeshan> but if i want to do bearing surfaces, id prolly want half step minimum
[20:19:32] <zeeshan> 0.00049" resolution
[20:19:37] <zeeshan> might as well call it 0.0005" :P
[20:20:02] <zeeshan> i never had the intention to drive it with pulleys/belts for that reason
[20:20:51] <jdh> radius
[20:21:14] <zeeshan> omg
[20:21:15] <jdh> full step, you have 0.002 diamter resolution
[20:21:18] <zeeshan> i totally forgot
[20:21:19] <zeeshan> :{
[20:21:21] <zeeshan> :{
[20:21:38] <zeeshan> omfg how the hell did i overlook that
[20:22:20] <zeeshan> i guess im going to have to 1/8 step it
[20:23:40] <zeeshan> jdh im gonna cr
[20:23:41] <zeeshan> y;[
[20:24:16] <zeeshan> looks like im going to use pulleys on the X axis.
[20:24:20] <zeeshan> fuck.,
[20:24:38] <jdh> gets the motor out of the way
[20:24:52] <zeeshan> but that means building a guard
[20:24:55] <zeeshan> :/
[20:25:12] <jdh> guard should be trivial for you.
[20:25:21] <zeeshan> i hate sheet metal work
[20:25:24] <zeeshan> i've done enough of it in my lfie
[20:28:49] <zeeshan> wanna see how i've made my carriage bracket? :D
[20:29:46] <jdh> sure
[20:31:07] <zeeshan> damn photobucket
[20:35:05] <skunkworks> logger[mah]:
[20:35:05] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2014-02-04.html
[20:35:34] <zeeshan> photobucket must be down
[20:35:45] <zeeshan> whats another quick to post image site
[20:35:59] <Tom_itx> imagebin
[20:38:35] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/bracket_zpsa1dfda3f.png
[20:38:42] <Tom_itx> hehe
[20:38:45] <zeeshan> :)
[20:39:00] <zeeshan> note the top holes arent in the correctr position right now
[20:39:03] <zeeshan> i still have to measure them precisely
[20:39:23] <zeeshan> but biascally thats 4"x4" angle iron .375" thick cut to 4" lengths
[20:39:49] <zeeshan> welded together, milled flat to make sure they're 90 degrees apart
[20:39:49] <jdh> motor on the tailstock side?
[20:39:49] <zeeshan> welded ribs
[20:39:49] <zeeshan> no on the spindle side
[20:40:45] <zeeshan> you see why its a pain now
[20:40:50] <zeeshan> to put the x-axis motor?
[20:40:56] <jdh> no
[20:41:09] <zeeshan> cause i now have to modify this
[20:41:23] <zeeshan> this was a simple design that i could make in 1hour at most including welding and machining
[20:41:27] <jdh> get rid of the left half
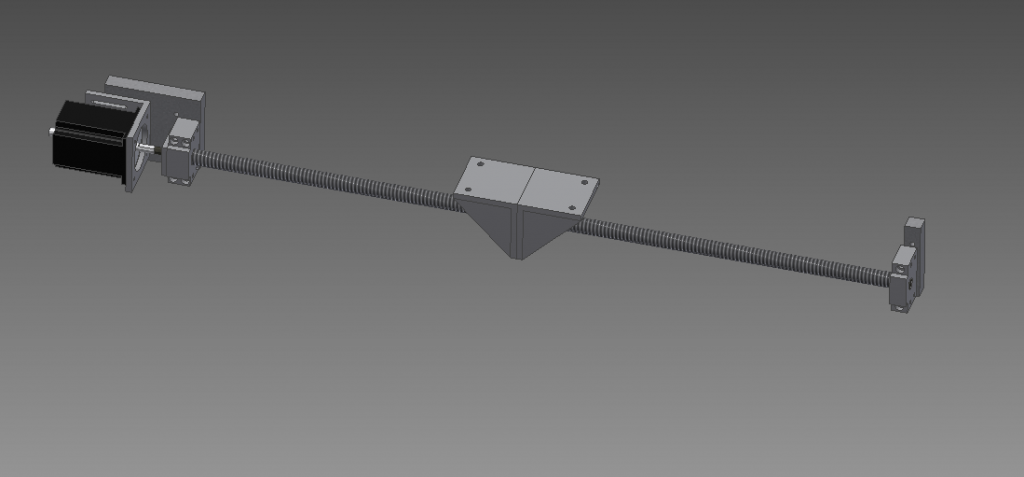
[20:41:53] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/z-axis_zpsb218315f.png
[20:41:58] <zeeshan> picture to describe everything
[20:42:19] <zeeshan> motor mount is also 4"x4" angle
[20:42:42] <zeeshan> i think i should put ribs on it too
[20:42:55] <jdh> why
[20:43:08] <zeeshan> i dont know
[20:43:10] <zeeshan> might flex? :P
[20:43:14] <jdh> should be no load between the motor and the bearing block
[20:43:30] <PetefromTn> No offence man but that is exactly the opposite of how I would do that lathe in about every respect.
[20:44:02] <jdh> I'd put a pulley on the end and mount the motor underneath :)
[20:44:18] <jdh> but, I have a 2:1 ish on mine
[20:45:52] <zeeshan> jdh
[20:45:55] <zeeshan> true there is no load
[20:45:57] <zeeshan> i dont know wha ti was thinking
[20:45:58] <zeeshan> lol
[20:46:10] <zeeshan> okay that doesnt need ribs
[20:46:15] <zeeshan> PetefromTn: whats wrong with it
[20:46:18] <zeeshan> its a simple bracket
[20:46:20] <zeeshan> cheap to build
[20:46:57] <PetefromTn> I dunno I cannot see why you would want to put the motor near the headstock where all the chips and crap will land on it at all...
[20:47:11] <zeeshan> its all covered
[20:47:39] <zeeshan> i have limited shop space :[
[20:47:44] <zeeshan> i cant have the motor stick out of the machine
[20:47:50] <PetefromTn> And I would not put the motor in front of the carriage where you want to be standing sticking out it is far better behind the machine where it is not in the way of anything.
[20:48:16] <PetefromTn> It does not have to.. You can run a pulley setup and tuck the motor behind the machine.
[20:48:26] <zeeshan> sticking out in which direction
[20:48:26] <PetefromTn> Or underneath..
[20:48:28] <zeeshan> X-direct
[20:48:30] <zeeshan> away from the machine?
[20:48:35] <zeeshan> x-direction
[20:48:55] <zeeshan> no pulleys on the Z-direction for sure.
[20:49:12] <zeeshan> i don't want to make a tensioning mechanism, deal with syncronous belts, and waste more time building a guard :P
[20:49:30] <zeeshan> the goal with this method is a simple box around the motor which i have
[20:49:40] <zeeshan> and telescopic cover for the ball screw from mcmaster
[20:50:01] <zeeshan> and i've tucked the motor close to the machine to stop torquing of the carriage
[20:50:38] <zeeshan> im literally copying the force transfer point that used to be on the manual machine
[20:50:42] <CaptHindsight> ah the magneto turnoff is located just off the kniption valve
[20:51:41] <PetefromTn> LOL
[20:54:25] <PetefromTn> Well like I said you are doing it the opposite of how I would do it I gues is all I can say.
[20:55:46] <zeeshan> different objectives :P
[20:56:11] <PetefromTn> Nah not really.
[20:57:15] <PetefromTn> Just got off the phone with my pal Art and was discussing this with him. He is actually working on a CNC lathe retrofit as well.
[20:57:46] <zeeshan> ask him if he shipped my stuff
[20:57:47] <zeeshan> :D
[20:57:56] <PetefromTn> I told him how I suggested that you use a rotating ballnut assembly for the X and he was like funny you mention that is exactly what I am doing LOL.
[20:57:56] <zeeshan> PetefromTn: i prolly don't understand what youre saying
[20:58:11] <zeeshan> nothing wrong with rotating ball nut
[20:58:14] <zeeshan> it's just a lot more work
[20:58:43] <PetefromTn> Honestly I think the other way is a lot more work. Especially since most of the work is lathe work which you have a decent lathe there.
[20:58:58] <zeeshan> lathe is out of service
[20:58:59] <zeeshan> :P
[20:59:01] <zeeshan> mill is in service
[20:59:58] <PetefromTn> yeah well I took my mill apart a couple times while retrofitting it. Sucks but it is what it is.
[21:00:28] <PetefromTn> Or you could borrow a lathe from someone to use. I thought you mentioned you had access to a lathe at work or something.
[21:00:33] <zeeshan> school
[21:00:36] <zeeshan> to be honest
[21:00:40] <zeeshan> for me its easier just to modify the ball nut
[21:00:45] <zeeshan> and throw it in a normal square bracket
[21:01:00] <PetefromTn> You might be surprised...LOL
[21:01:11] <zeeshan> i've machined hard stuff before with cbn bits
[21:01:14] <zeeshan> its not that bad
[21:01:15] <PetefromTn> So you are just gonna press the ballnut in?
[21:01:19] <zeeshan> yea
[21:01:25] <zeeshan> 2 thou interference prolly
[21:01:40] <zeeshan> ill have to sit down and calculate the force
[21:01:45] <zeeshan> i think even a 0.001" interference will be okay
[21:01:50] <zeeshan> 2 thou is overkill
[21:02:10] <zeeshan> the outer round part of the ball nut is supposed to be a ground surface ;p
[21:02:22] <jdh> http://tinyurl.com/nphtb3x
[21:02:39] <zeeshan> is that your lathe?
[21:02:42] <zeeshan> looks a lot different!
[21:02:59] <zeeshan> whyd you use pulleys on the Z
[21:03:00] <PetefromTn> I would do it like that only reversed with the motor on the end.
[21:03:15] <jdh> torque
[21:03:38] <zeeshan> that stepper looks huge
[21:03:43] <zeeshan> how much oz-in?
[21:03:47] <jdh> Pete: motor on the tailstock side? or behind the bed?
[21:03:57] <zeeshan> rm2505 ball screw?
[21:04:00] <jdh> 428 or something. from keling
[21:04:03] <zeeshan> oh
[21:04:13] <jdh> yeah. lmb2008 2505
[21:04:15] <PetefromTn> Motor near the tailstock wherever I could put it that it is not in the way basically.
[21:04:16] <zeeshan> man
[21:04:18] <zeeshan> i can't wait to get mine
[21:04:22] <zeeshan> that 2505 looks SO nice
[21:04:45] <jdh> Pete: it wont be in the way of anything there. I'll have a cover over it.
[21:04:59] <zeeshan> PetefromTn: its not in the way where me and jdh have it
[21:05:05] <PetefromTn> 428 sounds about right maybe need a 500 or so but that is overkill especially with belt drive.
[21:05:10] <zeeshan> for me i got rid of a quick change gear box to put it there!
[21:05:23] <zeeshan> you can never have too much motor :)
[21:05:43] <zeeshan> if this ends up being too much motor
[21:05:46] <zeeshan> ill throw them on the mill
[21:05:47] <PetefromTn> I should take a photo of my lathe in that area right now with all the drizzled cutting fluid and chips and junk down there. I would NOT put it there but that is just me .
[21:05:56] <zeeshan> and replace the drives with cheaper ones
[21:06:20] <zeeshan> PetefromTn: you saw my mill
[21:06:22] <zeeshan> its got chips all over it
[21:06:25] <PetefromTn> Tailstock end is nearly always clean.
[21:06:27] <zeeshan> i never ever get chips in that corner!
[21:07:26] <jdh> the X mount was going to butt in to the horizontal 0.5" piece
[21:07:45] <PetefromTn> Okay man not trying to bust your balls it is your machine you do it how you want it of course. I just feel differently.
[21:07:47] <jdh> but, I think I'll procrastinate on the rotating nut idea
[21:08:21] <jdh> I have some odd desire to keep it 'stock'. I can pull everything off and put it back the way it was.
[21:08:35] <jdh> at least until I'm sure I don't need a lathe to make lathe parts
[21:09:39] <PetefromTn> What lathe is that JD?
[21:09:50] <zeeshan> looks like mine exactly lol
[21:09:51] <jdh> jet 9x20
[21:09:51] <zeeshan> but its white!
[21:10:15] <jdh> 11x is much beefier. These are more like oversized 7x's
[21:10:16] <PetefromTn> I thought you said you had a 12x36 Zeesh?
[21:10:24] <zeeshan> yes
[21:10:36] <zeeshan> ive been trying to find videos of my machining with cbn
[21:10:43] <zeeshan> cant find a single frigging one
[21:10:46] <zeeshan> i need to organize my folders
[21:10:54] <PetefromTn> Yeah agree I saw the 9x20 in the Harbor Freight store one time.
[21:10:54] <zeeshan> even my photobucket is getting out of hand
[21:12:13] <zeeshan> PetefromTn: are you a hobbyist
[21:12:15] <zeeshan> or a cnc machinist
[21:12:24] <PetefromTn> It actually looks kinda big in that picture huh.
[21:12:38] <tjtr33> i drive 400 miles today after e-buying AGie AT1U 4axis sinker with 3posn ATC, it was junk, oil canned all over like it fell out of a truck and rolled down a hill. Dont believe fotos on ebay!
[21:12:39] <PetefromTn> I would have to say somewhere in the middle.
[21:13:02] <PetefromTn> I used to be a hobbyist.
[21:13:12] <PetefromTn> Build my RF45 CNC and got hooked.
[21:13:24] <PetefromTn> Sold it and bought my Cincinatti Arrow 500 VMC
[21:13:33] <PetefromTn> got it hooked up and had problems.
[21:13:47] <PetefromTn> Wound up retrofitting it completely new electronics.
[21:13:59] <PetefromTn> Goal is to try to make money with it.
[21:14:05] <PetefromTn> Still working on that part.
[21:14:46] <PetefromTn> Built LOTSA machines over the years too.. Not just CNC.
[21:16:29] <PetefromTn> tjtr33: man that sucks.
[21:16:51] <jdh> alreayd paid for?
[21:16:58] <PetefromTn> Did you have to take it or did they let you back out?
[21:18:45] <PetefromTn> Man I SUCK at setting up Champfering tools in my CAM. LOL
[21:19:03] <PetefromTn> How do you guys approach it?
[21:19:10] <jdh> I just cut on the line
[21:19:34] <PetefromTn> So you use a no offset MOP?
[21:19:35] <jdh> and adjusted the chamfer with Z
[21:19:36] <jdh> yeah
[21:19:45] <jdh> err.no
[21:19:55] <zeeshan> fuck
[21:19:59] <jdh> I used the same offset I used for the original cut
[21:20:03] <jdh> same toolpath
[21:20:05] <zeeshan> sorry for the profanity
[21:20:07] <PetefromTn> Ya gotta use some kinda offset.
[21:20:20] <zeeshan> jdh
[21:20:25] <zeeshan> i aint doing pulleys
[21:20:28] <jdh> ok
[21:20:31] <zeeshan> I cant!
[21:20:41] <zeeshan> i have it drawn it
[21:20:43] <zeeshan> looks like too much work
[21:20:44] <zeeshan> :{
[21:20:49] <jdh> I can do anything.
[21:20:51] <zeeshan> i can suffice with 1/8 step
[21:20:58] <zeeshan> you're not lazy
[21:21:00] <jdh> fortunately, I'm lazy so
[21:21:05] <zeeshan> why do you think im building a cnc lathe
[21:21:06] <zeeshan> cause im lathe
[21:21:12] <zeeshan> lathe lazy.
[21:21:13] <zeeshan> :)
[21:21:27] <zeeshan> how much are those timing belt pulleys
[21:21:32] <zeeshan> and are you planning to put a tensioner on yours
[21:21:39] <PetefromTn> I usually setup the champfer cut with an offset toolpath and then set my depth based on where I want the cut to happen on the cutter face.
[21:21:39] <jdh> sdp-si.com
[21:21:53] <jdh> cheap. no tensioner, the motor mount is slotted
[21:22:10] <tjtr33> PetefromTn, i told the seller i wouldnt pay w/o inspecting. he must've thought i was blind, yet willing to drive 200 miles to his place . SO i'm not out the 4500$
[21:22:11] <zeeshan> i think im doing this wrong man
[21:22:12] <PetefromTn> Then I draw it in Cad to determind the offset based on the length of the face of the champfer.
[21:22:29] <jdh> use a 90 degree bit
[21:22:42] <PetefromTn> Well thats good at least you did not get screwd.
[21:22:52] <PetefromTn> jdh: yeah I am using a 90 degree tool.
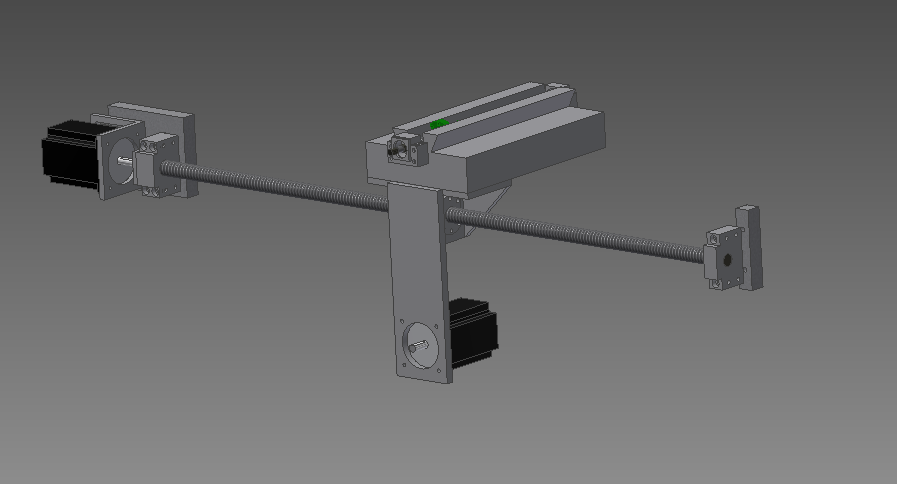
[21:23:04] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/Xaxis_zps39e5da73.png
[21:23:07] <zeeshan> something seems very wrong there
[21:23:08] <jdh> so chamfer face is 1.414x offset
[21:23:15] <zeeshan> to clear the lathe casting
[21:23:18] <zeeshan> i need to put the motor that frigging low
[21:23:28] <PetefromTn> you still gotta figure out the offset tho.
[22:36:24] <Tom_itx> anybody here?
[22:38:23] <toastyde2th> SORT OF
[22:38:59] <Tom_itx> working on my router a bit... just wondered if you can see this:
http://tom-itx.dyndns.org:81/~webpage/index.php
[22:39:55] <toastyde2th> negative
[22:41:05] <Tom_itx> ok thanks
[22:41:12] <Tom_itx> need more rules :)
[22:46:33] <Tom_itx> care to try it now?
[22:51:14] <tjtr33> looks good to me, reading avr timer link now
[22:51:26] <Tom_itx> great
[22:51:41] <Tom_itx> load reasonably quick?
[22:51:55] <tjtr33> snappy att in chicago
[22:52:16] <Tom_itx> yeah dean's articles are good
[22:56:48] <tjtr33> what did you need customized bitfiles for? (or just for fun?)
[23:05:20] <tjtr33> are those names sacred? (reserved somehow?)
[23:05:28] <Tom_itx> what name?
[23:05:35] <Tom_itx> the bitfile name?
[23:05:39] <tjtr33> ^^^ the overwritten file
[23:06:10] <Tom_itx> no not really
[23:06:22] <Tom_itx> just what i used in the example
[23:06:44] <Tom_itx> the Top file will vary depening on what board you're working with
[23:07:03] <Tom_itx> but you will rename it to something sensible for your board
[23:07:26] <tjtr33> ok
[23:07:26] <tjtr33> ok
[23:08:12] <tjtr33> i've wanted to add programmable timers ( programmable on and off times ) to my 5i20
[23:08:12] <tjtr33> i've wanted to add programmable timers ( programmable on and off times ) to my 5i20
[23:08:23] <tjtr33> thx for the tutorial!
[23:08:23] <tjtr33> thx for the tutorial!
[23:09:05] <Tom_itx> yep, hope it helps
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}