Back
[01:45:24] <RyanS> wow
http://www.wimp.com/fastestwire/
[01:49:10] <Connor> 100
[01:49:29] <Jymmm> I cna't see the cutter
[01:52:35] <RyanS> Doesn't it have little snips in the wire outlet?
[01:54:23] <Jymmm> I downloaded the video and event he SLOWEST playpack isstill too quick, but it looks like the cutters are just inside the opening
[01:58:22] <Jymmm> It's more like a mini sheer
[02:01:32] <RyanS> I've been trying to resist but I think I might have to cave and get a 3-D printer.. But I like metalwork
[02:02:18] <Jymmm> http://www.youtube.com/watch?v=u8fGdfoGBdY
[02:05:24] <Jymmm> Ah, you can seen the cutter here
http://www.aimmachines.com/afm-3dx-s/
[02:05:28] <RyanS> I might go into business manufacturing coathangers lol
[02:07:20] <RyanS> Interesting machine, but the woman at the bottom right is ultra annoying
[02:07:42] <Jymmm> Just click on BLOCK =)
[02:08:32] <RyanS> I know but two seconds was enough
[02:08:34] <RyanS> http://www.youtube.com/watch?v=hSi9ew4bU6o
[02:09:04] <RyanS> Forget this machine I just want the wire kitty
[02:13:27] <RyanS> the 3d wire capability opens up a lot of possibilities
[02:23:27] <Tecan> neat
[02:31:12] <Deejay> moin
[03:34:55] <MrSunshine> hmm got a part that is like 250mm long, and a vice that only clamps over 50mm, would that be a problem to mill on the top of that? =)
[05:08:31] <jthornton> vibration
[05:13:59] <awallin> good vibrations...
[05:42:53] <trshfx> hi
[05:49:48] <Deejay> hi saschi
[05:50:30] <trshfx> hi Deejay
[09:06:21] <Tom_itx> parallel 2 or 3 vises
[09:22:05] <JT-Shop> dang 32F feels like 5 with the snow in the air
[09:28:50] <Tom_itx> 16� F
[09:29:02] <Loetmichel> JT-Shop: wimp ;-)
[09:35:47] <JT-Shop> :P
[09:36:39] <Tom_itx> the sheet of ice isn't going away very quick
[09:36:52] <Tom_itx> good for body shops
[09:38:23] <Loetmichel> i sometimes fantasized about harpoons with tungsten carbide tups mounted under the car and explosives behind it fot "emergency brake" with a few feet of steel cable attached and a brake pad to slide it out ;-)
[09:38:56] <Tom_itx> you watch too much James Bond
[09:39:40] <Loetmichel> do i?
[09:39:49] <Loetmichel> seems perfectly doable
[09:40:09] <Loetmichel> although state would not be pleased to have some big holes in the tarmac ;-)
[10:12:56] <Einar_> Boxford 250 lathe toolchanger help anyone?
[10:13:15] <Einar_> I found this:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?ContributedComponents#Boxford_Lathe_ATC_toolchanger_component
[10:14:37] <Einar_> But I think I remember this can also be done as G-code and being called from M6Tx ?
[10:16:46] <JT-Shop> I assume without reading the readme file and the notes in the comp file that you call the component with the normal tool prep and tool change signals that are emitted when you issue a M6
[10:28:24] <Einar_> I don't know. I have never done this before. But I assume some component in Linuxcnc will see the code for toolchange and call some function. And I also assume that function is in this toolchanger.comp file.
[10:30:07] <Einar_> Some of my problem will be to knit that together with my Universal Stepper Controller. I have one unused step generator/encoder there that I assume I can use since a lathe have no Y-axis.
[10:33:26] <kengu> is the "real hourmeter" still the way to put up with hour metering
[10:36:03] <JT-Shop> Einar_,
http://linuxcnc.org/docs/html/man/man1/iocontrol.1.html
[10:36:46] <JT-Shop> Tn issues a tool-prepare and a tool-prepared should be driven true when that event is complete
[10:37:05] <Einar_> It seems to me the .HAL file connects the toolchanger.comp to iocontrol.0.tool-xxxx.
[10:37:11] <JT-Shop> in the case you don't have to prepare the tool then you connect tool-prepare to tool-prepared
[10:37:31] <Einar_> OK. Your URL indicate I'm guessing right. :-)
[10:37:33] <JT-Shop> yea, that makes sense
[10:37:36] <Tom_itx> as in the hal.manual toolchange function
[10:38:24] <JT-Shop> I have an example sim showing tool change
[10:39:10] <Tom_itx> JT-Shop, where would your sensor be located indicating the toolchange was complete?
[10:39:24] <JT-Shop> it's showing how to do a tool change with classicladder but you can watch the pins as you run it to see what does what
[10:39:36] <JT-Shop> http://gnipsel.com/linuxcnc/index.html
[10:39:57] <Einar_> I see there is a iocontrol.0.coolant-flood in there. It may be useful for me to follow the logic of that in my current setup, as when I tick off flood in Axix it will actually turn on that rely.
[10:40:05] <JT-Shop> "my" CHNC has an absolute encoder and a turret down prox
[10:40:33] <JT-Shop> Einar_, there is a flood toggle example on the hal examples section of the forum
[10:40:58] <JT-Shop> coordinating with an external button and Axis
[10:41:13] <Einar_> The toolchanger is the pawl type. It rotate past position that can be sensed by a inductive sensor. Then it backs up against the pawl. It is driven by a stepper.
[10:41:26] <JT-Shop> and my ladder tells when the tool change is complete on my CHNC
[10:42:15] <Einar_> My toolchanger just senses the position of a tool, not what position. So it will have to be "homed" manually.
[10:48:26] <CHNCguy> HEY HEY :)
[10:50:31] <CHNCguy> Question for ya guys, when I hook up an encoder to my spindle, Which wires do i run back to my 7i76 card, I have (2) phase A wires, (2) phase B wires, and (2) phase Z wires. Per the diagram for the encoder. I have PA and PA with a dash over the top, same for PB and PB with a dash on the top, etc....
[10:50:49] <CHNCguy> I also have 5v and COM
[10:54:37] <JT-Shop> hmm looks like the encoder does not have an index...
[10:55:53] <JT-Shop> hmm the manual says it has index
[10:56:24] <CHNCguy> isnt Z index?
[10:56:29] <CHNCguy> hey jt ;p
[10:56:29] <JT-Shop> ahh there it is
[10:56:32] <pcw_home> ENCA+ ==> A
[10:56:33] <pcw_home> ENCA- ==> /A
[10:56:34] <JT-Shop> hi
[10:56:35] <pcw_home> ENCB+ ==> B
[10:56:37] <pcw_home> ENCB- ==>/B
[10:56:38] <pcw_home> IDX+ ==> Z
[10:56:39] <pcw_home> IDX-==> /Z
[10:56:51] <JT-Shop> Peter to the rescue
[10:57:14] <CHNCguy> Ya thats what I got, but what pins do I run them to on the 7i76?
[10:57:23] <CHNCguy> U got a diagram JT?
[10:57:30] <CHNCguy> This is for my CHNC too ;)
[10:58:11] <pcw_home> Those are the 7I76 names on the left
[10:58:41] <CHNCguy> ahh i see it now
[10:58:44] <CHNCguy> thanks :)
[10:59:00] <pcw_home> I forgot the P's
[10:59:23] <CHNCguy> P's?
[10:59:42] <pcw_home> PA, /PA
[10:59:48] <CHNCguy> oh yes ;)
[11:00:38] <CHNCguy> I also found out JT that you can easily swap a spindle encoder with an axis encoder if one dies, it is the same unit but the cord terminated in a different spot on the encoder
[11:00:55] <CHNCguy> I saw it in the schematics
[11:05:04] <CHNCguy> quick question, in the hal file for fwd and rev, it says make paraport.0.pin-16-out and paraport.0.pin-17-out. Is this pin 16 output and pin 17 output on tb5?
[11:05:57] <pcw_home> thats for a parallel port not a 7I76
[11:08:35] <JT-Shop> motion.spindle-forward OUT BIT
[11:08:35] <JT-Shop> TRUE when the spindle should rotate forward
[11:08:45] <JT-Shop> motion.spindle-reverse OUT BIT
[11:08:45] <JT-Shop> TRUE when the spindle should rotate backward
[11:08:52] <JT-Shop> http://linuxcnc.org/docs/html/man/man9/motion.9.html
[11:10:37] <CHNCguy> thanks, so how to i link that true statement for the OUT BIT with a linked output pin?
[11:10:43] <CHNCguy> dp*
[11:10:45] <CHNCguy> do*
[11:10:51] <pcw_home> is this controlling a VFD?
[11:10:58] <CHNCguy> yes
[11:11:41] <CHNCguy> i need 1 output pin to be true for fwd and 1 for rev, I will link it to a relay to the vfd which will put it in rev or fwd
[11:12:16] <pcw_home> if the VFD has a ENABLE+DIR mode the 7I76 can drive it directly
[11:12:54] <CHNCguy> it only has 0-10v for ref and inputs to change dir
[11:13:22] <CHNCguy> x1 closed to com, sets fwd, x2 closed to com sets rev
[11:13:33] <CHNCguy> x1 and x2 open, spindle stop
[11:14:44] <CHNCguy> so back to specifying a pin to be 24v from Vfield, when fwd or rev, how would I set this up? :)
[11:14:53] <pcw_home> is this one you posted the manual link here a couple of days ago?
[11:15:52] <JT-Shop> net spindle-fwd motion.spindle-forward hm2_5i25.0.7i76.0.0.output-??
[11:18:35] <CHNCguy> ya but we never talked about seting an output pin
[11:19:14] <CHNCguy> and then rev would be net spindle-rev motion.spindle-reverse hm2_5i25.0.7i76.0.0.output-??
[11:19:18] <CHNCguy> ?
[11:23:59] <pcw_home> If you can use ENA and DIR mode with your VFD you can use the built in SPINENA and SPINDIR pins
[11:24:49] <pcw_home> hm2_5i25.0.7i76.spinena and hm2_5i25.0.7i76.spindir
[11:25:20] <CHNCguy> net spindle-fwd motion.spindle-forward hm2_5i25.0.7i76.0.0.output-0 which is pin 17 tb6 and net spindle-rev motion.spindle-reverse hm2_5i25.0.7i76.0.0.output-1 which is pin 18, should this work?
[11:27:23] <CHNCguy> what does spindir+ and spindir- do, or moreso how do they work? does spindir- go high when spindle reverse is commanded? and the sample for spindir+ for fwd?
[11:27:27] <pcw_home> depends on the VFD, many have pins you must pull down to enable, this will not work
[11:27:28] <pcw_home> normal 7I76 outputs, the spindle outputs
[11:28:02] <pcw_home> this will not work with normal 7I76 outputs, only the spindle outputs
[11:28:24] <CHNCguy> im not sure im following you...
[11:28:26] <CHNCguy> ;)
[11:28:40] <pcw_home> first thing is to find out what the VFD can accept as inputs
[11:28:55] <CHNCguy> so when I command fwd on the spindle i need a output to go high (24vdc) to trigger a relay which will ground the fwd pin on my vfd
[11:29:20] <CHNCguy> so when I command rev on the spindle i need a different outputpin to go high (24vdc) to trigger a relay which will ground the fwd pin on my vfd
[11:30:35] <pcw_home> can you post a link the VFD manual?
[11:32:14] <CHNCguy> sure 1 sec
[11:32:30] <pcw_home> Most VFDs can be set in a mode (DIR +ENABLE) that will avoid having to use extra relays
[11:34:10] <CHNCguy> i have extra ones, no biggy,
[11:36:04] <pcw_home> if you want to do it thats way then yes, you net the motion commands to the 7I76 output pins
[11:36:25] <CHNCguy> http://www.soonwell.com/ebay_file/user_manual/Inverter-Manual.pdf
[11:36:55] <CHNCguy> so this would work then?
[11:37:06] <CHNCguy> net spindle-fwd motion.spindle-forward hm2_5i25.0.7i76.0.0.output-0 which is pin 17 tb6 and net spindle-rev motion.spindle-reverse hm2_5i25.0.7i76.0.0.output-1 which is pin 18, should this work?
[11:37:24] <pcw_home> you also need to process the spindle speed value through the absolute value comp
[11:39:51] <CHNCguy> How would i be able to do this?
[11:40:56] <CHNCguy> u mean the scale?
[11:41:20] <CHNCguy> DAC scale?
[11:45:29] <pcw_home> No, motion provides a signed spindle speed but the DAC is unipolar (0 to 10V)
[11:45:30] <pcw_home> so you must run the spindle speed through the ABS comp
[11:47:40] <CHNCguy> got a link to any documentation?
[11:48:04] <CHNCguy> Only heard ABS comp once a while ago
[11:54:49] <CHNCguy> abs
[11:54:49] <CHNCguy> Compute the absolute value and sign of the input signal.
[11:55:08] <CHNCguy> found it, I this JT game me something like this before
[11:55:30] <CHNCguy> JT-shop, u still around ? :)
[11:56:23] <JT-Shop> just nodding off into slumber land
[11:56:35] <JT-Shop> ie it is nap time for me :)
[11:57:09] <CHNCguy> lol its like noon
[11:57:32] <CHNCguy> can u explain that abs comp again for my spindle Ill copy the conversation ;)
[11:57:39] <JT-Shop> best time to take a nap
[11:57:49] <CHNCguy> haha, true
[11:58:16] <JT-Shop> well you put a +- into abs and you get + no matter what
[11:58:32] <CHNCguy> gotcha, what about the hal code part?
[11:59:29] <JT-Shop> read hal commands
http://linuxcnc.org/docs/html/hal/basic_hal.html
[12:00:04] <JT-Shop> then add abs to your hal file
http://linuxcnc.org/docs/html/man/man9/abs.9.html
[12:00:34] <JT-Shop> you only need to use the in and out pin in abs
[12:01:05] <JT-Shop> I'll check back and see if you completed the assignment :)
[12:02:52] <CHNCguy> K1 :D
[12:02:57] <CHNCguy> k!
[12:03:57] <Tom_itx> good way to get a nap... assign homework
[12:12:08] <kengu> hum. i seem to have lost the trace on ways to count machine hours. there were some examples or something but I could not find those
[12:18:59] <IchGuckLive> hi all superbowl sunday its time to go to the stadium !
[12:26:50] <PetefromTn> Hey Ich..
[12:35:26] <Deejay> hey Pete
[12:37:35] <CaptHindsight> stopped in at Keling / Automation Technology the other day and we couldn't find a matching set of ballscrews and bearings
[12:37:47] <CaptHindsight> http://www.automationtechnologiesinc.com/wp-content/plugins/download-monitor/download.php?id=262
[12:38:55] <CaptHindsight> is SFU1605 an industry standard ballscrew or is that just a part number?
[12:39:33] <CaptHindsight> SFU1605-C7-1280 the C7 is the precision of the screw, and 1280 is the length
[12:39:51] <archivist> 16 dia 5 mm pitch
[12:40:18] <archivist> SFU I imagine belongs to the maker
[12:40:19] <CaptHindsight> archivist: is there a standard on the machined ends dia?
[12:40:39] <archivist> I dont remember seeing any standards
[12:40:50] <CaptHindsight> wasn't sure
[12:40:58] <PetefromTn> Hey deejay.
[12:41:31] <archivist> some standards just appear out of the aether due to common use
[12:41:49] <CaptHindsight> they only had 12mm or 15mm inside dia bearing blocks yet all the machined screws were 10mm
[12:42:31] <Tom_itx> what sort of a diy cnc supply doesn't have ballscrews with matching bearings?
[12:42:54] <CaptHindsight> he only had matching bearings for the 20mm screws
[12:43:13] <CaptHindsight> but for none of the 16mm, or I could have machined my own ends
[12:44:02] <CaptHindsight> another word of caution, if you walk in to buy in person you still have to place your order through the website
[12:44:20] <CaptHindsight> and pay through paypal
[12:44:47] <archivist> hehe
[12:44:52] <CaptHindsight> $ is an option if you don't need a receipt
[12:45:07] <archivist> borked invoicing system
[12:45:40] <CaptHindsight> paypal is their invoicing system
[12:46:08] <archivist> you get raped by paypal though
[12:46:12] <CaptHindsight> and they just use wordpress for the website, no database
[12:46:29] <archivist> ew, sad
[12:46:42] <CaptHindsight> yeah ~%3 + a few $$ for each transaction
[12:47:40] <CaptHindsight> he has a 10k sq ft warehouse that he just stores parts in, no shelves just boxes
[12:48:15] <CaptHindsight> he works with ordbot and makerslide, they all share profits on the printer parts
[12:48:23] <archivist> but if you are collecting donations, the giver can elect to pay paypals charge
[12:48:46] <CaptHindsight> I wanted to talk to him about Linuxcnc but he was the only one there that day that could work the forklift
[12:49:46] <CaptHindsight> I think he said they sold a few hundred ordbots last year (~900)
[12:51:10] <CaptHindsight> I think he's interested in selling any sort of DIY or open source machine kit
[12:53:00] <CaptHindsight> I don't think he has the time to work out a bundle of parts himself
[12:53:31] <CaptHindsight> but he has a PhD in ME from UIC
[12:54:43] <Jymmm> OIC NE NSA R8ING 2?
[12:55:03] <CaptHindsight> U2?
[12:55:16] <Jymmm> Joshua Tree
[12:55:23] <CaptHindsight> heh
[12:56:05] <Jymmm> Would any of you give your fingerprints to your doctor?
[12:56:32] <Tom_itx> wtf for?
[12:56:41] <Jymmm> Becasue it's their policy.
[12:56:47] <Jymmm> ^new
[12:56:51] <Tom_itx> i'd find a new doctor
[12:57:06] <Jymmm> Ok, why?
[12:57:09] <CaptHindsight> my footprints were copied when I was minutes old, as long as I wear socks going through immigration I should be ok
[12:57:28] <Tom_itx> because there is no medical reason for him to have them
[12:57:45] <CaptHindsight> yeah, some body went for an eye exam and they had a fingerprint scanner
[12:57:51] <Jymmm> They say it's "Be able to verify your identity"
[12:58:12] <CaptHindsight> oh, they are just collecting everyones biometric data
[12:58:22] <Tom_itx> the could just be sneaky and take your DNA instead
[12:58:31] <CaptHindsight> plain and simple and most uhmerikans don't give 2 squats
[12:58:44] <CaptHindsight> like a routine blood test?
[12:58:57] <Jymmm> No, Genetic data (DNA) is protected under law.
[12:59:04] <CaptHindsight> hah
[12:59:12] <CaptHindsight> like the constitution?
[12:59:28] <Jymmm> Federal Law, unless you are a convicted felon.
[12:59:30] <Tom_itx> what if you're above the law?
[12:59:34] <Tom_itx> then what? huh?
[12:59:50] <skunkworks> it is probably a bit more expensive to check your dna each time you are at the dr.. ;)
[12:59:55] <CaptHindsight> laws are only for us serfs
[12:59:57] <Jymmm> Tom_itx: Then I suppose they refuse to provide you with medical treatment
[13:00:17] <CaptHindsight> they refuse treatment if you dont have a photo ID
[13:00:36] <Jymmm> CaptHindsight: Have or submit?
[13:00:37] <CaptHindsight> unless it's life threatening
[13:00:41] <Tom_itx> or is it more medical experimentation nowdays?
[13:00:49] <CaptHindsight> let them make a copy
[13:00:57] <Tom_itx> all the new drugs pushed on the doctors nowdays
[13:01:03] <Jymmm> Tom_itx: experimentation is covered under other laws.
[13:01:22] <Jymmm> CaptHindsight: Ok, submit. Where you at?
[13:01:49] <CaptHindsight> in the US, China and the US are far more similar now
[13:01:58] <Jymmm> CaptHindsight: What state?
[13:02:10] <CaptHindsight> mostly IL
[13:02:30] <Jymmm> CaptHindsight: Ok, not familiar with IL laws.
[13:03:10] <Jymmm> Tom_itx: Other than "not medically needed" why wouldn't you give your fingerprints?
[13:03:26] <CaptHindsight> but the light beer, sports and TV are better in the US
[13:03:31] <Jymmm> skunkworks: same question to you too
[13:03:59] <Tom_itx> isn't it part of the right to privacy laws?
[13:04:15] <Tom_itx> i have done nothing wrong except come to visit my doctor
[13:04:19] <Jymmm> Tom_itx: Sure, but I'm asking from yur POV
[13:04:23] <Tom_itx> which is also probably a mistake
[13:04:32] <CHNCguy> Hey guys imback ;)
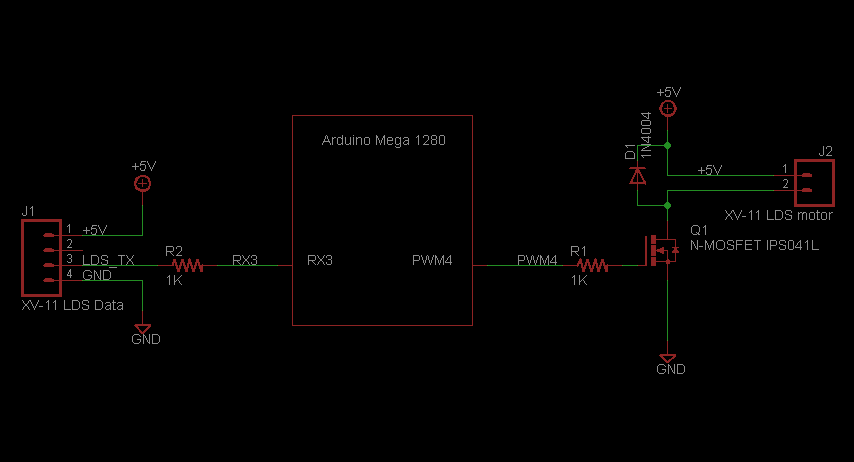
[13:04:44] <Connor> Not exactly CNC related.. but.. maybe someone can help.. Working robotics project.. Schematic calls for a N-Mosfet IPS041L for a motor driver.. I don't have any of those.. and it's a surface mount .. Can it be replaced with something else? I have TIP41C, TIP42C, and TIP220 Darlington..
[13:04:56] <Connor> err TIP120
[13:05:31] <Jymmm> Tom_itx: It's a serious question, I'm trying to get the understanding mindset of others
[13:05:38] <Connor> http://2.bp.blogspot.com/_bdj6H-EBMEY/TP_ALU4_WvI/AAAAAAAABso/AIBqOCPknmM/s1600/XV-11%2BArduinoMega%2BAdapter2.png
[13:05:43] <CaptHindsight> http://www.irf.com/product-info/datasheets/data/ips041l.pdf
[13:05:52] <archivist> Connor, some of those are not mosfets
[13:06:02] <Tom_itx> those are valid reasons
[13:06:21] <CHNCguy> JT-shop, so i get the part where abs.N.out float out, how would i net the functions from the analog out keeping it always positive in rev and fwd spindle motion?
[13:06:28] <Jymmm> Tom_itx: Yes, legally, but I'm asking for personal reasons.
[13:06:51] <Jymmm> Tom_itx: err, how do you feel personally about that I mean.
[13:06:57] <CaptHindsight> Connor: post the entire schematic, we need to see how you will drive it and what you're driving
[13:07:05] <Connor> Just did.
[13:07:06] <Connor> http://2.bp.blogspot.com/_bdj6H-EBMEY/TP_ALU4_WvI/AAAAAAAABso/AIBqOCPknmM/s1600/XV-11%2BArduinoMega%2BAdapter2.png
[13:07:09] <CaptHindsight> with the ips041l
[13:07:12] <Connor> thats the schematic..
[13:07:37] <Connor> I've driven motors the same was using a TIP120 before..
[13:07:50] <Connor> I have to run.. wife calling.. just post response.. I'll review log when I get back.
[13:07:59] <CaptHindsight> IPS041L has a few other features
[13:09:12] <Jymmm> Tom_itx: If you were trying to explain what "invasion of privacy" meant in as few words as possible to someone that has no idea on the very concept of privacy, what would you say?
[13:09:34] <CaptHindsight> so it depends on if you want to leave out features like over current and temp protection
[13:09:34] <pcw_home> LDS motor? is that a Mormon thing?
[13:09:49] <CaptHindsight> hehe
[13:10:04] <Jymmm> pcw_home: That would be a BYU Motor
[13:10:39] <CaptHindsight> maybe special motors as well as underwear?
[13:11:02] <Jymmm> CaptHindsight: Same question to you, and everyone else
[13:11:16] <Connor> For a Neato Lidar Module
[13:11:38] <Connor> Neato XV-11 Vacuum cleaner.
[13:11:51] <CaptHindsight> Jymmm: well you have to define privacy first or it just gets into a argument over semantics
[13:11:51] <Connor> motor not really under load..
[13:12:39] <Jymmm> CaptHindsight: "the state or condition of being free from being observed or disturbed by other people."
[13:13:19] <CaptHindsight> then invasion would be anything the opposite
[13:13:36] <CaptHindsight> anything that would prevent privacy
[13:13:57] <Jymmm> CaptHindsight: But why is privacy important?
[13:13:58] <CaptHindsight> or act to prevent it
[13:14:11] <CaptHindsight> mainly abuse
[13:14:22] <Jymmm> anythng else?
[13:14:47] <CaptHindsight> control
[13:14:57] <Jymmm> how so?
[13:15:12] <CaptHindsight> via manipulation
[13:15:21] <CaptHindsight> or removal of power
[13:16:00] <CHNCguy> quick question yall, if i have a drive that sends out a fault signal, how would I incorporate that into linux, to e-stop the system. can I just loop the 24dv field power through the drive and when it faults, it connects 24vdc to an input? Then estop the system
[13:16:23] <Jymmm> CaptHindsight: thanks
[13:16:38] <CaptHindsight> information = power
[13:16:46] <Jymmm> CaptHindsight: it helps to get a differnt perspective.
[13:17:04] <CaptHindsight> there's lots of history on this
[13:17:18] <CaptHindsight> if people could be trusted it would be another story
[13:17:48] <Jymmm> CaptHindsight: Sure, but i don't have the time to research historical facts that many not be relevant today.
[13:18:14] <Jymmm> CaptHindsight: I'm already knee deep in federla/state statutes as it is
[13:18:42] <CaptHindsight> Jymmm: are you most interested in a US perspective pertaining to the last 50 years or so?
[13:19:31] <Jymmm> CaptHindsight: Just a general human perspective on privacy. I need a kick-start on how to start this brief.
[13:19:54] <CaptHindsight> I'd say the historical facts are all relevant today since human nature hasn't changed since the time of the earliest of human records
[13:21:13] <Jymmm> CaptHindsight: You're right. But I'm just trying to choose my words in such a way to has the most appeal.
[13:21:21] <CaptHindsight> and peoples perspective on privacy have much to do with how they have been socialized
[13:21:31] <CaptHindsight> has/have
[13:22:20] <Jymmm> Right, I'd have a hard time collecting favor for "Facebook fans" as example.
[13:22:25] <Jymmm> from*
[13:22:37] <CaptHindsight> Jymmm: that's tough since a good percentage of the population does believe in facts
[13:22:55] <CaptHindsight> fact to them = popular opinion
[13:23:15] <CaptHindsight> you need a good face to tell the masses
[13:23:31] <Jymmm> Wel, I think they just don't know / think having a photo on the internet does no harm.
[13:24:03] <CaptHindsight> maybe Regans ghost :)
[13:24:05] <Jymmm> or that the harm doesn't outweight benefit
[13:24:25] <CaptHindsight> Reagan
[13:24:33] <Jymmm> CaptHindsight: Sorry, I dont know the reference to that =)
[13:25:30] <CaptHindsight> Jymmm: something that might fit on a bumper sticker or t-shirt?
[13:25:57] <Jymmm> Still dont get it, but that's okey =)
[13:25:59] <CaptHindsight> a slogan for privacy
[13:26:05] <Jymmm> ah
[13:26:38] <CaptHindsight> I was referring to your requirement for buzzwords, not reagans ghost
[13:26:50] <Jymmm> I thnk people here/see privcy mentioned all the time, just dont know enough to care
[13:26:51] <CaptHindsight> http://wikiality.wikia.com/Ronald_Reagan%27s_Ghost
[13:27:07] <CaptHindsight> if they knew more would they care?
[13:27:23] <Tom_itx> Jymmm i don't use social media other than irc either
[13:27:34] <Jymmm> If you take the Catholic scare-em-to-death approach
[13:27:50] <CaptHindsight> some people don't really ever know more, they just follow the crowd
[13:27:57] <Jymmm> sheep
[13:28:20] <CaptHindsight> if you destroy their natural ability to think critically at a young age how do you get them to start again?
[13:28:41] <Jymmm> Tom_itx: same here.
[13:28:49] <Tom_itx> CaptHindsight, taught in the scool systems
[13:28:58] <Tom_itx> school*
[13:29:02] <Jymmm> CaptHindsight: Show them the darker side of things.
[13:29:51] <CaptHindsight> facisim in europe was fought over in a world war only 70 years ago and it might as well be 2000
[13:29:56] <Jymmm> Look at the 16yo girl who posted a naked photo to her friend who shared it with everyone,
[13:30:28] <CaptHindsight> most people see no connection after only a few decades
[13:30:36] <Einar_Shop> I have never "comped" before. :-) What's wrong here:
[13:30:38] <Jymmm> Or the guy that was shitfaced and did dumb things then posted the pic on FB, where his employer found the posting and fired his ass
[13:31:04] <Einar_Shop> einar@DellCNC:~/linuxcnc-dev/configs/univstep$ comp --install toolchanger.comp
[13:31:04] <Einar_Shop> The program 'comp' can be found in the following packages:
[13:31:04] <Einar_Shop> * mailutils-mh
[13:31:04] <Einar_Shop> * nmh
[13:31:04] <Einar_Shop> Try: sudo apt-get install <selected package>
[13:31:04] <Einar_Shop> einar@DellCNC:~/linuxcnc-dev/configs/univstep$
[13:31:12] <Jymmm> violating ethics policies
[13:31:29] <Tom_itx> do they still exhist?
[13:31:37] <CaptHindsight> Jymmm: you have a nice tough project, let me know what you come up with
[13:31:54] <Jymmm> Tom_itx: 4ye universities makes all studaents sign ethics agreements
[13:31:57] <CaptHindsight> reason doesn't seem to work
[13:33:19] <pcw_home> Einar_Shop: you need the linuxcnc dev package
[13:33:21] <Jymmm> CaptHindsight: Well, I think the tough part is over; I found the statutes I needed for prove merit. Now, I'm just trying to phrase the brief to gain the most favor.
[13:34:00] <CaptHindsight> Jymmm: sounds like you're trying to use facts, who is the target audience?
[13:34:54] <Jymmm> CaptHindsight: Senoir Counsel for EFF for review, then the Calif AG Office.
[13:35:32] <CaptHindsight> Jymmm: EFF should have quite a library of argument
[13:36:08] <Jymmm> CaptHindsight: Yes, but we're dealing with swiss cheese for laws =)
[13:36:27] <Jymmm> CaptHindsight: I'm filling the holes =)
[13:36:41] <CaptHindsight> bbl, for some reason the parts are machining themselves today
[13:36:50] <Jymmm> lol
[13:36:58] <CaptHindsight> are/arne;t
[13:37:00] <Jymmm> CaptHindsight: thanks for the feedback, much apreciate.
[13:37:09] <CaptHindsight> aren't
[13:37:10] <Jymmm> Tom_itx: you too
[13:37:33] <mazafaka> oh, what do you think of Spinner CNC machines?
[13:42:03] <CaptHindsight> http://www.ebay.com/itm/201007074232 just FYI the $100 pneumatic controllers for dispensing are the same as the $500-1K units
[13:45:00] <diepchess> Spinner is industrial company in Germany it seems. Delivering industrial CNC's
[13:49:19] <CHNCguy> spinner cncs are cool they make knobs and such
[13:52:14] <Einar_Shop> http://www.spinner-wzm.de/index2.php?lang=en
[13:53:47] <diepchess> different league from building your own CNC and running it with linuxcnc :)
[13:57:59] <Einar_Shop> If I win the lotteries I'll quit my job, buy a Spinner or similar and spend 5 years learning to use it. :-)
[13:58:40] <Tom_itx> wire edm sounds fun to me
[13:59:20] <Tom_itx> their toolroom mill would be a good 'hobby' size
[13:59:38] <Jymmm> Einar_Shop: If you wi the lotery, hire someone else to learn it themn tell you how to use it =)
[14:01:07] <syyl_ws> i visited the main factory of spinner here in germany last year
[14:01:42] <syyl_ws> pretty interesting as they machine still very much in house
[14:01:47] <syyl_ws> even the big castings
[14:02:39] <Tom_itx> do they use their equipment to make their equipment?
[14:03:21] <zeeshan|2> syyl_ws even in america
[14:03:26] <zeeshan|2> big castings are machined here ;p
[14:03:35] <syyl_ws> yes tom
[14:03:37] <zeeshan|2> but most castings are made in india/china these days
[14:03:52] <syyl_ws> as far as they have a machine thats capable of that
[14:04:04] <syyl_ws> for the big castings they have two big axa 5-axis machines
[14:04:49] <syyl_ws> but the smaller parts are all turned and milled on spinner machines
[14:05:03] <syyl_ws> (and a row of old deckel fp1 machines) ;)
[14:37:58] * JT-Shop wonders if CHNCguy finished his assignment
[14:40:49] <diepchess> heh some thoughts on a good leadscrew here for a 3d printer, so i need a pair?
[14:40:57] <diepchess> may have backlash, as it moves in 1 direction anyway
[14:41:28] <Loetmichel> diepchess: some acmethread and nylon nuts?
[14:41:45] <gonzo_nb> 3d printer needs 3?
[14:41:58] <diepchess> it needs 2 leadscrews to work simultaneous
[14:42:11] <diepchess> acme isn't that tad aexpensive? and still just C7 quality?
[14:42:18] <Loetmichel> ahem.
[14:42:27] <Loetmichel> trapezodial thread
[14:42:38] <Loetmichel> not necessarily acme ;-)
[14:43:08] <Loetmichel> i have a local shop here where i can buy TR10*3 for about 10 eur a 2 meters bar
[14:43:18] <Loetmichel> not really expensive
[14:43:22] <eric_unterhausen> I got acme thread from rotron and had to pad the order since their minimum is 80 buck
[14:43:26] <diepchess> but you need a lathe probably to mill it?
[14:43:39] <eric_unterhausen> you probably do
[14:43:39] <zeeshan|2> eric_unterhausen: have you bought ball screws from roton?
[14:43:45] <eric_unterhausen> acme
[14:43:52] <zeeshan|2> in the past :p
[14:44:08] <Loetmichel> for the end bearing "sits", you will need a lathe, yes
[14:44:16] <eric_unterhausen> just a single order to fix my lathe
[14:44:42] <diepchess> hah for 3d printers you don't need much there in terms of 'bearings'
[14:44:53] <diepchess> most important feature of the thing is that its STRAIGHT
[14:45:24] <diepchess> and that the 2 leadscrews at both ends go up in the same manner
[14:45:48] <diepchess> the cheap acme's they don't quote what quality it is. Not even C7 it seems. over 0.1 mm error is a tad much for me
[14:47:11] <Loetmichel> diepchess: MUCH better than M8 thread anyways ;-)
[14:47:26] <Loetmichel> and doent eat the nuts
[14:47:31] <Loetmichel> doesent
[14:47:53] <diepchess> speaking of lathes by the way - if i google to build my own CNC - with lathe capabilities (limited)
[14:48:16] <diepchess> i read the runout of the rotating thing usually is pretty bad 0.1+ mm
[14:48:51] <diepchess> is that because of the default bearings inside or does it get manufactured that bad?
[14:50:44] <zeeshan|2> what
[14:50:46] <zeeshan|2> 0.1 mm runout?
[14:50:49] <zeeshan|2> thats terrible lol
[14:51:07] <diepchess> if i read the CNCZOne discussions there on the different things
[14:51:09] <diepchess> let me get a link
[14:51:31] <zeeshan|2> my chinese lathe has 0.00025 runout
[14:51:35] <zeeshan|2> from the factory
[14:51:36] <zeeshan|2> "
[14:51:44] <diepchess> that's inches i suppose
[14:52:05] <diepchess> i was looking enhancing my milling machine, and later on use it for a CNC mill something like this offer:
[14:52:15] <diepchess> here
http://www.hbm-machines.com/producten/hbm-100-mm-verdeeltafel
[14:52:28] <diepchess> what runout can i expect there of it?
[14:53:34] <diepchess> what lathe do you own zeeshan?
[14:53:41] <zeeshan|2> it doesn't say
[14:53:44] <zeeshan|2> but i can see in the pictures
[14:53:54] <zeeshan|2> that they've ground the table which is a good sign
[14:53:55] <zeeshan|2> :)
[14:54:14] <zeeshan|2> http://www.busybeetools.com/products/LATHE-12IN.-X-36IN.-2HP-GEAR-HEAD.html
[14:54:15] <zeeshan|2> i have that
[14:54:28] <zeeshan|2> i found it used locally
[14:54:45] <diepchess> that's a $3700 thing, very expensive. Not some linux do it yourself $1000 thing
[14:54:59] <zeeshan|2> i didnt pay any where close to 3700 for it
[14:55:03] <zeeshan|2> i paid 700 for it
[14:55:08] <zeeshan|2> it had a broken contactor
[14:55:13] <zeeshan|2> fixed it and it works like new :P
[14:55:20] <Tom_itx> how noisy is the gearhead?
[14:55:20] <diepchess> those yanks always and the cheapskate way they can buy stuff ;)
[14:55:30] <zeeshan|2> Tom_itx: not noisy at all!
[14:55:36] <zeeshan|2> i think i got a video of it running
[14:55:36] <zeeshan|2> sec
[14:55:48] <Tom_itx> doesn't matter, i have no sound on this pc
[14:55:54] <zeeshan|2> lol
[14:56:13] <zeeshan|2> http://www.youtube.com/watch?v=KpVB0ouezb0
[14:56:21] <Tom_itx> 2-60 tpi
[14:56:26] <Tom_itx> err 4-60
[14:56:38] <zeeshan|2> screw all those specs :P
[14:56:41] <zeeshan|2> itll be cnc soon :)
[14:56:45] <Tom_itx> my friend got some surplus gears for is to do 2 tpi
[14:56:52] <Tom_itx> i had him make me a 3tpi screw once
[14:57:47] <zeeshan|2> http://www.youtube.com/watch?v=9Tijvu7LNPI
[14:57:56] <zeeshan|2> haha i found my design for a 2nd year mech eng project
[14:58:07] <zeeshan|2> we won first place for it
[14:58:15] <zeeshan|2> it's made out of mostly laser cut plastic
[14:58:56] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/temp/thread1.jpg
[14:59:07] <zeeshan|2> tom your site makes me mad
[14:59:08] <zeeshan|2> :P
[14:59:22] <Tom_itx> me too
[14:59:26] <Tom_itx> the router is crap
[15:00:03] <Tom_itx> i gotta work on the new one to get it configured right
[15:00:51] <zeeshan|2> http://www.youtube.com/watch?v=N35CJzc9l_Y
[15:00:55] <zeeshan|2> here is another machine i built
[15:01:05] <zeeshan|2> with foot pedal potenitometer controlling vfd speed
[15:01:22] <Tom_itx> did it ever load?
[15:01:27] <Tom_itx> those are 2" squares
[15:01:28] <zeeshan|2> yes it did
[15:01:38] <zeeshan|2> i see a threaded rod
[15:01:42] <zeeshan|2> a really big ass one
[15:01:43] <zeeshan|2> :D
[15:01:45] <Tom_itx> 3 tpi
[15:01:57] <Tom_itx> most lathes won't do that
[15:02:06] <Tom_itx> they stop around 4 or 8
[15:02:21] <zeeshan|2> cnc threading = win
[15:02:22] <zeeshan|2> :)
[15:02:37] <diepchess> how about injection molding machines zeeshan|2?
[15:02:50] <diepchess> the industrial ones eat bit much power and are bit heavy
[15:02:52] <zeeshan|2> diepchess: i've only built molds for injection molding machines
[15:02:54] <diepchess> got no room in my office for them
[15:03:08] <zeeshan|2> my good mech eng friend works at husky injection molding
[15:03:10] <zeeshan|2> you've prolly heard of them
[15:03:18] <diepchess> yeah my todo list is build a CNC machien that i can mill molds with
[15:03:20] <zeeshan|2> he designs the hot runners
[15:03:34] <diepchess> but i prob need an injection molding machine to practice with
[15:03:38] <zeeshan|2> diepchess: that machine has to be at least 10,000 lb
[15:03:40] <zeeshan|2> for rigidity
[15:03:54] <zeeshan|2> some molds weigh like 2000lb
[15:04:10] <diepchess> the stuff i want to produce not that huge mass productions
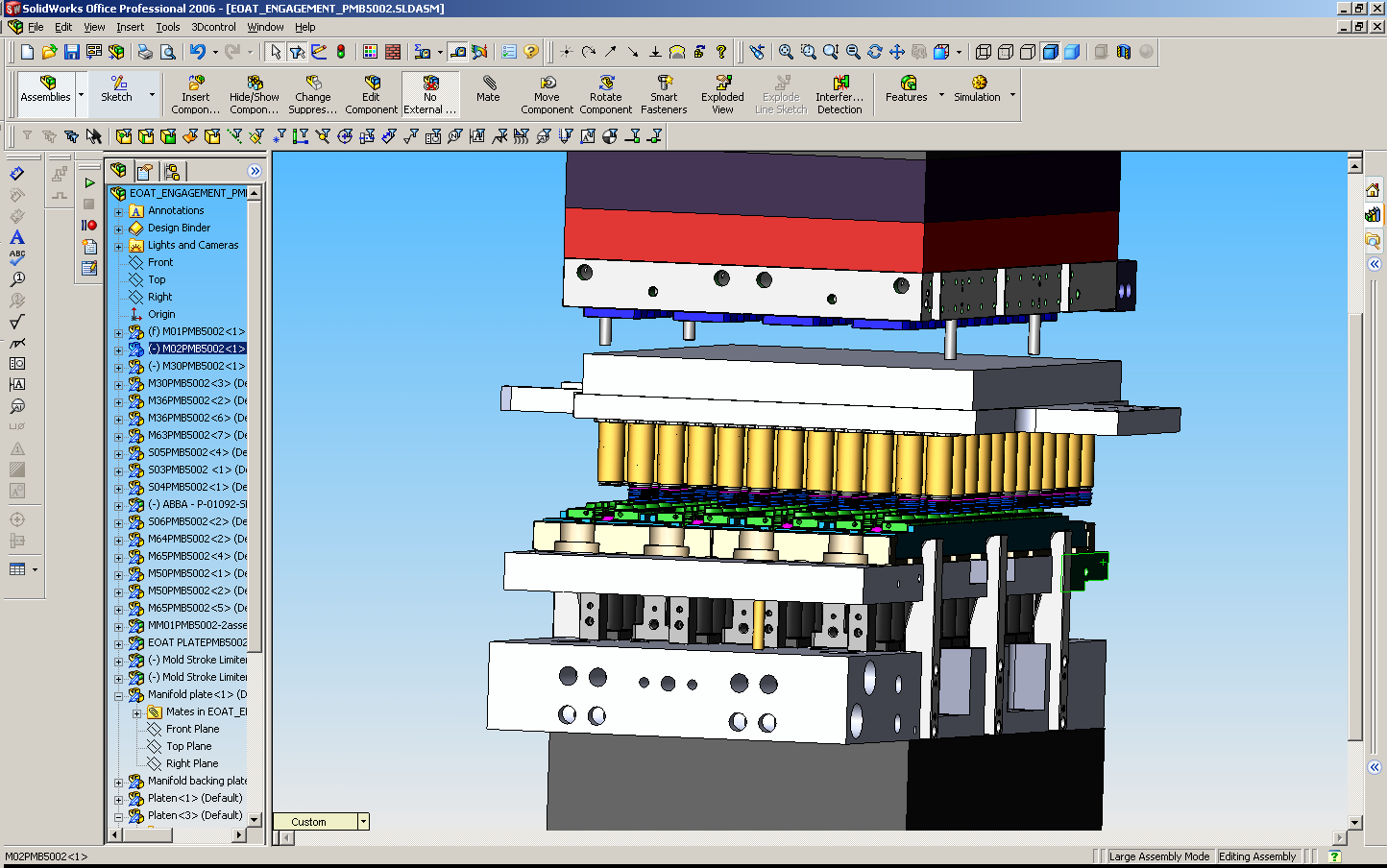
[15:04:12] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/work_abba_systems/mold.png
[15:04:16] <diepchess> aluminium molds should work fine
[15:04:19] <zeeshan|2> a screenshot :P
[15:04:25] <zeeshan|2> oh our molds were stainless
[15:04:36] <zeeshan|2> they were used to make preforms
[15:04:58] <diepchess> yeah that's when i can sell millions of parts, meaning i would be millionaire soon ;)
[15:05:01] <diepchess> not gonna happen
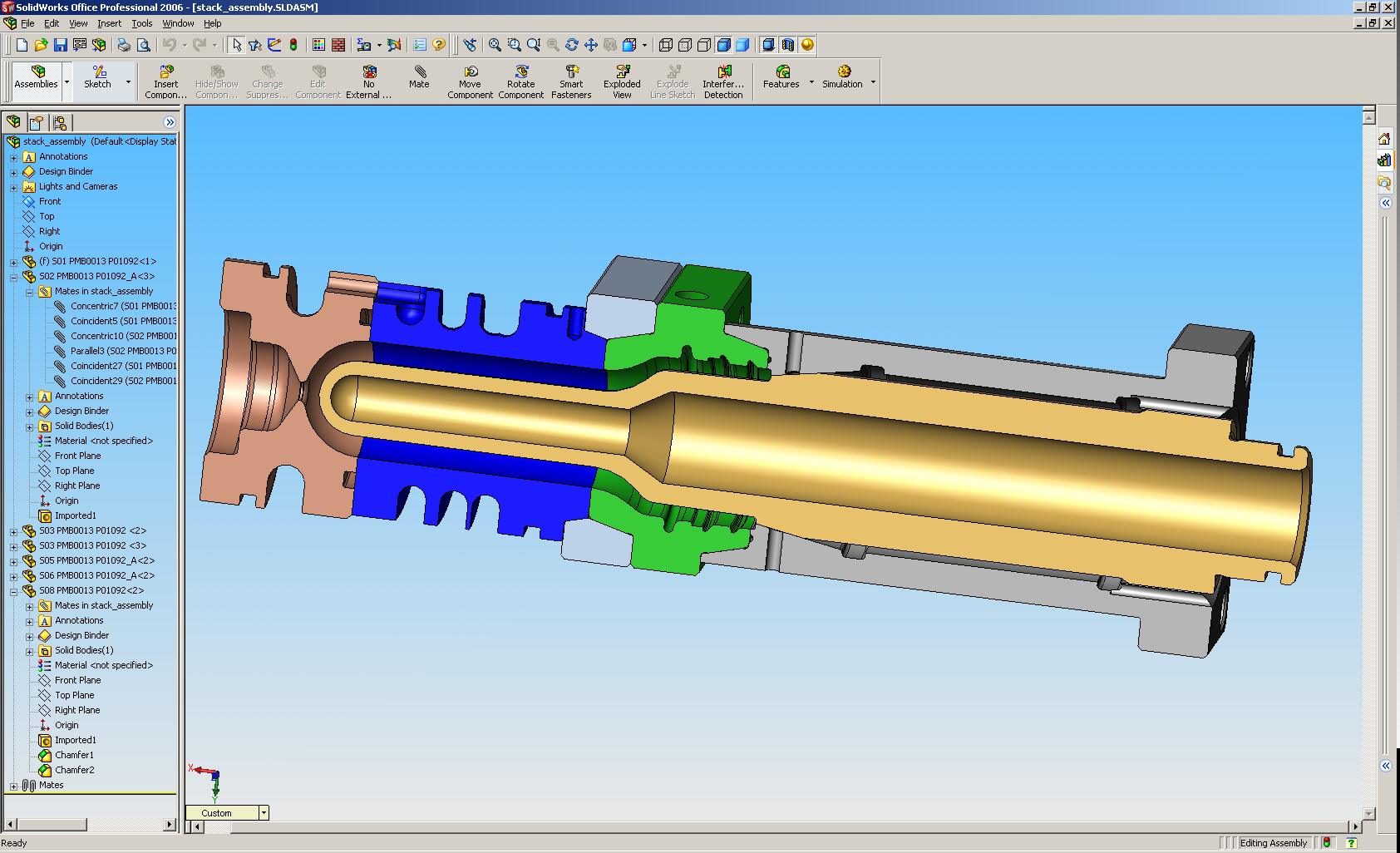
[15:05:10] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/stack_assembly.png
[15:05:14] <zeeshan|2> have y ou seen that before?
[15:05:32] <diepchess> back in 15, bathroom stop. let me ask you a few more Q then if you don't mind
[15:05:47] <diepchess> i saw an injection molding machine offered for 2600 dollar to practice - benchtop injector
[15:06:20] <diepchess> here
http://www.mediummachinery.com/
[15:06:29] <diepchess> it delivers enough psi for ABS plastic i want to experiment with
[15:06:38] <diepchess> could i build this thing myself?
[15:06:42] <diepchess> i want to semi-automate it
[15:06:44] <diepchess> for small runs
[15:06:47] <zeeshan|2> i don't see why not
[15:06:52] <zeeshan|2> you definitely couuld.
[15:07:09] <diepchess> if i google i can't find parts i need. the injector especially and the screw i need
[15:07:16] <zeeshan|2> wow
[15:07:18] <zeeshan|2> i want to build one of those
[15:07:23] <zeeshan|2> i didn't know they could be so small
[15:07:35] <diepchess> this is not industrial
[15:07:40] <diepchess> and it doesn't have much of a protection
[15:07:45] <diepchess> something i definitely would build
[15:07:53] <zeeshan|2> dude
[15:07:58] <zeeshan|2> that doesnt look much different than a hydraulic press
[15:08:06] <zeeshan|2> but with the addition of an injection ram
[15:08:07] <diepchess> right that part is easy to build
[15:08:31] <diepchess> the problem i would sit with is the screw to push in the pellet material and how to deliver much pressure and calculate the pressure it delivers :)
[15:08:56] <zeeshan|2> diepchess: my friend makes theoretical models for "plasticitizing"
[15:08:59] <zeeshan|2> i could ask him :P
[15:09:07] <zeeshan|2> but its highly dependent on material.
[15:09:11] <diepchess> a ton or 10 pressure would be enough for me (clamping force) yet 2000+ psi needed for abs
[15:09:32] <diepchess> back in 15
[15:27:24] <diepchess> yo, sitting at bathroom i was thinking -
[15:27:40] <diepchess> doesn't matter if it takes 2 minutes to melt some pellet material for the next shot
[15:27:57] <diepchess> yet having the possibility for a 100 cm^3 shot would be important
[15:28:54] <diepchess> the industrial 10k lbs machines they are all optimized to run efficiently producing millions of parts
[15:29:16] <diepchess> there is really not much that can produce huge plastic parts and say a 50k of them or so, for peanuts
[15:29:57] <diepchess> not huge plastic parts, huge in amount of shotsize
[15:30:28] <diepchess> robot parts require big shotsize and are small
[15:30:37] <diepchess> alternative is CNC milling it all from aluminium
[15:30:40] <diepchess> which is EXPENSIVE
[15:33:06] <Einar_> http://images3.freshpatents.com/pdf/US20130011513A1.pdf
[15:33:37] <Einar_> Does it less than 2 minutes. :-)
[15:34:40] <diepchess> is that the medium machinery thing?
[15:34:59] <diepchess> yeah that one won't do 100 cm^3, their limit is something arond 2 cubic inch or so
[15:35:26] <diepchess> which is roughly oh say 30 cm^3
[15:35:54] <Einar_Shop> Scale it up?
[15:35:55] <diepchess> all the examples they show are like 1 cm^3 or so. 0 examples using the full 30cm^3 they claim to have
[15:37:29] <diepchess> it's like building a race car that they claim can do 200 mph and yet when showcasing it, they drive it at walking speed
[15:39:05] <diepchess> the patent application looks bollocks to me
[15:39:24] <diepchess> basically they want to patent under 0008 "commonly available parts"
[15:43:13] <Tom_itx> diepchess,
http://www.users.qwest.net/~kmaxon/page/side/mold_mach_137.htm
[15:43:20] <diepchess> the good thing about their thing is that it's under 2 kilowatt, kidn of max you want to use from 1 fuse here
[15:44:06] <diepchess> ah Maxon, yeah i had shipped him some emails
[15:44:23] <diepchess> cool guy if you look what he achieved
[15:44:34] <diepchess> doesn't seem to want to communicate with guys outside USA much though
[15:44:58] <diepchess> he has produced amazing machines and especially robots
[15:45:44] <Tom_itx> he's pretty busy
[15:45:57] <diepchess> busy travelling ;)
[15:47:29] <diepchess> note that machine cannot inject a lot
[15:47:34] <diepchess> only very small parts
[15:47:59] <diepchess> the huge parts you see were injection molded at industrial machines in a factory
[15:51:58] <diepchess> checkout file 25 at the download section, that's the NERP robot Maxon made. Looks a lot like Mars rover.
[15:52:09] <diepchess> here
http://www.users.qwest.net/~kmaxon/page/side/file25_137.htm
[15:54:25] <zeeshan|2> my poor lathe looks so naked :(
[15:55:29] <diepchess> what do you think of this mill's design?
http://www.users.qwest.net/~kmaxon/page/side/mill401_137.htm
[15:56:37] <MrSunshine> 0.3mm out of flat over 100mm on a wood router .. would you think its a problem? =)
[15:58:35] <zeeshan|2> diepchess: what ancient software was that mill made in
[15:58:35] <zeeshan|2> ;p
[15:59:06] <diepchess> i'm not an expert on CNC machine design yet this design looks bit weird of that mill. The Z movement basically has to move huge amount of kilo's
[15:59:51] <diepchess> instead of just the spindle
[16:00:38] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/equipment/bandsaw.jpg
[16:00:43] <zeeshan|2> thats what my mill used to look like
[16:01:21] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/D09F0505-1509-45FC-B670-46AB00F17133_zpssbqhak0o.jpg
[16:01:24] <zeeshan|2> i mean lathe
[16:01:25] <zeeshan|2> not mill
[16:01:26] <zeeshan|2> :P
[16:01:36] <diepchess> no worries we saw that zeeshan|2
[16:01:53] <zeeshan|2> looks so much more simple now
[16:01:54] <Swapper_> Vertical mill for roundstock :)
[16:02:27] <diepchess> zeeshan, the X movement how much off is it?
[16:02:43] <zeeshan|2> swapper lol
[16:02:54] <zeeshan|2> x movement for what
[16:04:05] <zeeshan|2> the biggest pain about cnc conversion is going to be lifting the lathe
[16:04:15] <zeeshan|2> so i can install a chip pain under it
[16:04:18] <zeeshan|2> *pan
[16:04:29] <diepchess> well zeeshan, my mill has a fine runout. i can't measure any error
[16:04:33] <diepchess> if i put it straight
[16:04:39] <diepchess> (vertical mill)
[16:04:43] <diepchess> however if i move the crosstable
[16:04:45] <zeeshan|2> diepchess: dial indicator resolution?
[16:04:48] <diepchess> that has a 0.03 mm error
[16:04:56] <diepchess> resolution 1/1000 mm
[16:05:02] <zeeshan|2> see im not understanding you
[16:05:16] <zeeshan|2> runout is for spindle
[16:05:20] <diepchess> yes
[16:05:21] <zeeshan|2> but if you move the Y axis
[16:05:27] <zeeshan|2> how are you measuring 0.03mm?
[16:05:32] <zeeshan|2> are you talking about the backlash?
[16:05:46] <diepchess> the X axis is getting up 0.03 mm
[16:05:51] <diepchess> the cross table
[16:06:05] <diepchess> X axis of mill, in 3d printing that's called Y axis
[16:06:20] <zeeshan|2> haha
[16:06:30] <zeeshan|2> for me X axis on a vertical mill is the longest travel
[16:06:44] <diepchess> yeah i mean the longest travel - so the X axis
[16:06:58] <diepchess> it has 0.03 mm error
[16:07:05] <diepchess> not linear
[16:07:13] <zeeshan|2> what kind of error
[16:07:17] <zeeshan|2> backlash?
[16:07:19] <diepchess> my mill is a BF25 vario
[16:07:21] <zeeshan|2> tube looseness?
[16:07:26] <diepchess> the table gets up 0.03 mm
[16:07:27] <zeeshan|2> *tube = table
[16:07:36] <zeeshan|2> so when you have a dial indicator pushing against the X-axis
[16:07:44] <zeeshan|2> and you shake the table, you measure 0.03mm error?
[16:08:07] <zeeshan|2> thats pretty good :P
[16:08:11] <diepchess> the dial is attached to the spindle
[16:08:17] <diepchess> and doesn't move
[16:08:22] <diepchess> you move the table
[16:08:33] <diepchess> and the table gets up 0.03 mm
[16:08:49] <zeeshan|2> oh you're talking about tramming the mill
[16:08:53] <diepchess> noop
[16:08:56] <diepchess> it's trammed
[16:09:09] <diepchess> the table has an error that is simply 10x the runout of spindle
[16:09:11] <diepchess> that's the problem
[16:09:52] <diepchess> tramming < 6 microns
[16:10:06] <diepchess> 0.006 mm
[16:10:13] <zeeshan|2> thats nothing :P
[16:10:24] <diepchess> takes some hours ;)
[16:13:25] <zeeshan|2> http://hamilton.kijiji.ca/c-buy-and-sell-electronics-Aopen-17-LCD-MONITOR-W0QQAdIdZ489018640
[16:13:27] <zeeshan|2> damn thats cheap
[16:13:31] <zeeshan|2> can use it for cnc computer
[16:15:18] <diepchess> took me a while to find
http://www.users.qwest.net/~kmaxon/page/side/file04_137.htm
[16:15:25] <diepchess> the injection molding machines CAD files
[16:15:42] <diepchess> i'm not sure freeCAD can read parasolid format
[16:18:35] <andypugh> That monitor isn't all that cheap.
[16:20:36] <Tom_itx> might be different if they wer touch screen
[16:20:49] <Deejay> gn8
[16:20:57] <Tom_itx> i still kick myself for not getting some here for $60
[16:21:01] <zeeshan|2> andypugh: its for 2
[16:21:02] <zeeshan|2> lol
[16:21:15] <zeeshan|2> so 30$ for each 17" screen
[16:21:22] <zeeshan|2> the guy says "or best offer too"
[16:21:23] <andypugh> I see 17" LCDs in the skip at work all the time.
[16:21:29] <zeeshan|2> andypugh: send me one?
[16:21:30] <zeeshan|2> :)
[16:21:33] <Tom_itx> heh
[16:22:38] <diepchess> glad i saved the old CRT's :)
[16:22:44] <zeeshan|2> lol
[16:22:48] <zeeshan|2> i have crts ready for garbage
[16:22:50] <zeeshan|2> 21" :{
[16:22:52] <zeeshan|2> too heavy
[16:23:04] <diepchess> great monitors for CNC's
[16:23:21] <TekniQue> lol CRTs
[16:23:21] <zeeshan|2> my eyes water really badly w/ crts
[16:23:24] <TekniQue> it's 2014 man
[16:23:41] <zeeshan|2> i recently disconnected the 21" crt cause i don't play games anymore
[16:23:44] <zeeshan|2> it was mainly for gaming
[16:23:48] <TekniQue> I threw away my last CRT almost 10 years ago
[16:23:53] <zeeshan|2> haha TekniQue
[16:24:13] <diepchess> i've got 5 in use
[16:24:22] <diepchess> for stuff like firewalls
[16:24:35] <diepchess> supercomputer
[16:24:49] <trshfx> :)
[16:24:50] <diepchess> and the TFT's for development machine ;)
[16:26:29] <diepchess> TekniQue note my firewall machines do not have a mouse either, nor SSH ;)
[16:26:50] <diepchess> i threw away its mouses 20 years ago ;)
[16:26:56] <diepchess> mice
[16:28:58] <CaptHindsight> mice/meese ?
http://en.wiktionary.org/wiki/meese
[16:31:44] <CaptHindsight> http://www.surpluscenter.com/Power-Transmission/ACME-Thread-Lead-Screw-Nuts/ACME-Thread-Lead-Screws/1-2--10-X-36-ACME-LEAD-SCREW-1-2983-50-3.axd has low cost surplus ACME screws
[16:36:32] <diepchess> what's class 2G rolled threads mean Captain?
[16:36:41] <diepchess> i'd prefer a 'C' standard
[16:36:49] <diepchess> giving how much error the thread has at maximum
[16:38:04] <diepchess> offering leadscrews/ball screws without giving the maximum error the thread has, is pretty useless isn't it?
[16:38:27] <diepchess> could just as well buy a threaded rod instead then and improve that thing a tad at your lathe...
[16:39:16] <andypugh> I think people over-obsess about screw accuracy. Though it does depend on what you are making.
[16:39:40] <diepchess> well thep roblem is that if it's not given that accuracy, usually it's 0.2 mm off
[16:40:08] <diepchess> the ball screws i bought in for the milling machine CNC are C0 - C3 quality
[16:41:50] <andypugh> When was the last time you made something where you needed two points 200mm apart to be exactly 200mm apart?
[16:42:06] <diepchess> 1 hour ago
[16:42:12] <Jymmm> andypugh: Y LFux Capcitor
[16:42:14] <andypugh> Cylical pitch error is probably a bigger worry than cumulative pitch error
[16:43:37] <diepchess> speaking of the acm
[16:43:58] <diepchess> how do you clamp it correctly in the lathe without damaging it?
[16:44:07] <diepchess> acme
[16:45:09] <Tom_itx> 2 nuts locked together maybe
[16:47:18] <eric_unterhausen> I have a 6 jaw chuck, I would just clamp it in there. It doesn't damage very much, I did grip some aluminum on the edge recently and caused some dents
[16:48:01] <Loetmichel> use a fitting nut, make 6 slots in it at opposite sides like a ER11 collet, screw it on the thread, put it in the chuck. done
[16:56:21] <diepchess> Loetmichel do you have a tool to produce easily a fitting nut for a leadscrew/ballscrew ?
[16:57:01] <diepchess> Nook industries seem have ok ACME's
[16:57:12] <diepchess> nuts of it are not cheap though. around 44 dollar
[16:57:25] <diepchess> regrettably is not metric
[17:08:15] <MrSunshine> http://metalscraping.com/w2-Preview.html#28-reference <-- how is that possible and anyone know a source of how to do it? =)
[17:09:49] <andypugh> I know you can make flats without a reference (you make them in threes). I would be interested to see how you make a self-generated square.
[17:10:00] <CaptHindsight> who makes non-standard tap and die? looking for something 3-4mm - 0.3 (0.140" - 80tpi)
[17:14:09] <MrSunshine> andypugh, yeah flats ive heard of, but this thing seems neat .. to bad there isnt any info on the page on the subject :/
[17:14:42] <Loetmichel> diepchess: as i use only plastic nuts: i made it myself out of a bit of thread:
[17:15:06] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=356
[17:16:06] <zeeshan|2> what the hell
[17:16:13] <zeeshan|2> is that tool !
[17:17:12] <Loetmichel> its a tap. (sort of)
[17:17:19] <zeeshan|2> lookls more like a broach ;p
[17:17:20] <CaptHindsight> http://www.threadtools.com/Products/M4x035-Tap__T1079pnt.aspx ouch £98.25
[17:17:23] <Loetmichel> but it works fine in plastics
[17:18:13] <CaptHindsight> http://www.ebay.com/itm/HSS-quality-Tap-SET-M3-x0-35-M3x0-6-M4-x0-35-M4x0-75-M4x0-8-or-M4-5-x0-5-/171078466738
[17:18:24] <Loetmichel> CaptHindsight: your point?
[17:18:38] <Loetmichel> thats a tap for tr10mm*3mm
[17:18:46] <Loetmichel> not for standard metric
[17:19:36] <zeeshan|2> CaptHindsight: you sir are the kind of ebay/google
[17:19:37] <zeeshan|2> :p
[17:24:01] <MrSunshine> ahh its a cd :P
[17:27:33] <diepchess> nice tool you made Loetmichel ;)
[17:28:23] <diepchess> as you thread it by hand, hopefully you know how to find the center by hand ;)
[17:28:28] <Loetmichel> diepchess: was the quick and dirty solution
[17:28:51] <Loetmichel> it finds center itself
[17:28:58] <Loetmichel> you have to drill to core diameter ;-)
[17:29:09] <diepchess> ah good point to mention ;)
[17:29:20] <diepchess> even then
[17:29:24] <diepchess> after predrilling accurate
[17:29:33] <diepchess> if i thread by hand
[17:29:41] <diepchess> the nuts are not having a straight thread
[17:29:53] <diepchess> learned the hard way to use the machine for that ;)
[17:30:15] <diepchess> even then - nice tool you made
[17:30:38] <Tom_itx> nice ghetto tool
[17:31:02] <diepchess> with blood channel Tom_itx
[17:31:09] <Tom_itx> i've done similar with regular bolts tool
[17:34:09] <andypugh> CaptHindsight: Would thread-milling work?
[17:37:43] <andypugh> CaptHindsight: This is a fun read, read down to "Part Two" where he is thread-milling M2x0.4 in Ti with a $200 tool...
[17:38:13] <andypugh> http://www.f1-2000.co.uk/index.php?f=conrods
[17:42:41] <jthornton> dang if having a pick and place using UVW and a XZA mill is confusing on the back plot
[17:42:41] <Jymmm> What would to call it when person(s) or an entity attempt to enforce what they believe is policy/law, but in actuality is not.
[17:44:21] <Tom_itx> anarchy
[17:44:29] <andypugh> Jymmm: "Being wrong" ?
[17:44:43] <Jymmm> Tom_itx: If that's true, we're phuked
[17:44:54] <Tom_itx> Jymmm, guess what?
[17:45:13] <Tom_itx> bend over and place your head between your legs and kiss...
[17:45:32] <Jymmm> EXAMPLE, police or security guard might think it's illegal t photograph the whitehouse or a military installaiton etc
[17:45:47] <Jymmm> but that's all perfectly legal.
[17:46:32] <Tom_itx> if the government was on a high alert they might think differently of a similar situation
[17:46:48] <Tom_itx> the law hasn't chnged
[17:46:50] <Tom_itx> changed*
[17:47:01] <Jymmm> Tom_itx: They do a welfare check, but it's still not illegal.
[17:47:17] <Jymmm> Tom_itx: Dont ask how I know that to be true =)
[17:48:06] <Jymmm> misguided seems the right word, but not proper verbage to convery the thought.
[17:48:24] <andypugh> That particular point has become quite an issue in the UK. Lots of photographer forums have a "print and carry" form that quotes the law that you can photograph anything, including children and police officers, in publc places.
[17:48:44] <Jymmm> andypugh: Exactly, same here.
[17:49:13] <Tom_itx> minors is kindof a grey area i think
[17:49:23] <Jymmm> andypugh: Even DHS has released a notice to all agents saying "it;s okey to photograph"
[17:49:29] <Jymmm> Tom_itx: Nope
[17:49:39] <Jymmm> Tom_itx: you would be misguided there =)
[17:49:54] <Tom_itx> they don't mind filming me at just about any public place anymore
[17:50:18] <Jymmm> Tom_itx: But, THATS exactly what I'm trying to find the words for
[17:50:19] <Loetmichel> still: taking a photo at the wrong place at the wrong time will get you in trouble.
[17:50:34] <Tom_itx> where does that cross the right to privacy?
[17:50:41] <diepchess> law works different over here Loetmichel
[17:50:51] <Jymmm> Loetmichel: You cant perv in a naked womans, so stop doing that!
[17:50:52] <Loetmichel> you can explain it to the prison warden taht your photo was perfectly legal
[17:51:01] <Tom_itx> homeland security gives them a free for all hand at whatever they deem they want to do
[17:51:16] <diepchess> but that's because otherwise every Zherman would have 2 infrared camera's at their rooftop to watch the entire neighbourhood
[17:51:48] <diepchess> one for the wife and one for her mother when she visits
[17:52:05] <andypugh> A few photographers have been arrested under the "Prevention of terrorism" laws, but they have fought hard and been well funded to fight hard.
[17:53:10] <Loetmichel> what i meant: it may be legal. if tha policeman that arrests you thinks otherwise you can sort it out after a night in the cell
[17:53:27] <Jymmm> misconstrued ?
[17:53:53] <Loetmichel> and in 90 of 100 cases the policeman will find a legal reason to have you arrested so you have a 24 h arrest AND the court cost to pay.
[17:54:13] <Jymmm> Loetmichel: UK ?
[17:54:22] <Loetmichel> all over the world
[17:54:34] <diepchess> aren't you in Zhermany Loetmichel?
[17:55:00] <Loetmichel> in germany we have a Proverb: "eine krähe kacht der anderen kein auge aus" meaning: "one crow wont hurt the other"
[17:55:18] <Jymmm> Photography is not terrorism, it is the capture of factual account or event.
[17:55:31] <diepchess> law works fundamentally different in mainland Europe versus Angalsaxian systems where more cash wins you any courtcase
[17:55:33] <Loetmichel> ... if one policeman decides you have to be arrested the judges will tend to believe him and construct something
[17:55:55] <Tom_itx> Jymmm, tell that to Diana & others
[17:55:57] <Loetmichel> and thats in GERMANY
[17:56:06] <Jymmm> Tom_itx: who?
[17:56:52] <Tom_itx> princess Diana
[17:57:19] <Jymmm> Tom_itx: Well, they were dumbasses... sadly stupidity is not illegal
[17:57:28] <Loetmichel> she want killed by the photos
[17:57:53] <Tom_itx> no but why else would they be following her?
[17:57:59] <Loetmichel> more by her drunken driver avoiding the hunt from the paparrazi. but not by the photos itself
[17:58:09] <Loetmichel> s/want/wasnt
[17:58:18] <Tom_itx> no need to chase... no chase
[17:58:22] <andypugh> UK knife laws have a horrible hole in them. If a policeman decides that you are carrying a "bladed weapon" as a weapon rather than as a tool, then the magistrates have no option but a prison sentence. That could be a nail file or pair of scissors. The unreasonable thing threre is that it comes down to the policeman's opinion against yours as to why you were carrying it.
[18:00:44] <andypugh> http://youtu.be/b4meFC1ee7Q
[18:02:37] <Jymmm> andypugh: LOL, that's fucked up =)
[18:03:11] <andypugh> Jymmm: Which, the law or the comedy sketch?
[18:03:26] <Jymmm> andypugh: D) All the above.
[18:03:53] <Jymmm> andypugh: I wouldn't be laughing at the UK knife laws at all.
[18:04:37] <andypugh> I have a friend who is a magistrate and has gone to extraordinary lengths to wiggle out of the mandatory prison term thing.
[18:05:13] <Jymmm> andypugh: Are the cops pricks about it most of the time?
[18:05:40] <andypugh> (The law might well have changed since, our legal system is actually largely OK as long as they can keep the politicians out)
[18:06:28] <Jymmm> andypugh: I'm fighting HIPAA right now, more holes than swiss cheese.
[18:07:06] <andypugh> It's a funny thing. I am a middle class, edicated chap, I should be the natural ally of the police. But they make me nervous. That isn't right.
[18:07:32] <Jymmm> andypugh: Sad, but true.
[18:07:45] <diepchess> what did you recently produce at your lathe andypugh? ;)
[18:08:40] <andypugh> Strange to relate, but this weekend feels like a weekend wasted. All I have managed to do it completely rewire a 1916 fire engine.
[18:09:07] <andypugh> 2 x 8 hour days at that meant no progress on my own projects.
[18:09:12] <Jymmm> andypugh: Should I get a fire extinguisher as you test it?
[18:09:26] <andypugh> Seems OK so far.
[18:09:32] <Jymmm> andypugh: =)
[18:09:37] <Jymmm> [pun intended]
[18:11:32] <andypugh> Making exactly the right wiring centre for the job was half the battle:
https://picasaweb.google.com/lh/photo/scw2jnrspNV3siI1dPccpdMTjNZETYmyPJy0liipFm0?feat=directlink
[18:12:59] <andypugh> I don't know how they wired vehicles in 1916 (the fire engine was on eof the very first vehicles with electric lights, originally 4V)
[18:13:43] <andypugh> But I have tried to do it in a way that they _could_ have done it in 1916. Though using Delrin instead of Vulcanite.
[18:13:50] <Tom_itx> how did they start it? crank?
[18:14:16] <andypugh> Starting is interesting.
[18:14:55] <andypugh> It's a 9.12 litre 4-cylinder engine. You can't hand-crank fast enough to make the magneto work.
[18:15:31] <Tom_itx> flat head?
[18:16:08] <andypugh> So, there is a "trembler coil" which is a lot like an old-time doorbell, but with a secondary coil, that makes a load of sparks when turned on. And that has a secondary distributor.
[18:17:23] <andypugh> So, you throw the engine over TDC a few times, then climb into the cab and turn on the trembler coil, and hope that there is something burnable in a cylinder, enough to kick the engine over and get the magneto working.
[18:18:13] <andypugh> Sometimes you can start on the trembler after being parked for hours.
[18:19:12] <andypugh> And it isn't "flat head" it is "no head", the cylinders, heads, ports, and water jacket are all cast as one. But in pairs.
[18:28:40] <Tom_itx> so how many buildings perished waiting for it to start?
[18:30:13] <andypugh> It starts a lot faster than a steam engine, and possibly faster than a balky horse.
[18:31:01] <andypugh> Typically you have a driver and a starter, so the cycle is shorter. But it is possible to do it single-handed.
[18:32:50] <andypugh> The fire engine would actually probably still be effective, it keeps up with London traffic and the pump is the same discarge rate as a modern engine. Jez can still put out fires really rather well.
[19:30:50] <zeeshan> wtf
[19:30:50] <zeeshan> this ball screw has m15x1 nuts
[19:30:50] <zeeshan> lol
[20:22:49] <zeeshan> damn superbowl
[20:22:52] <zeeshan> destroying my internet
[20:34:49] <tjb1> https://scontent-a-ord.xx.fbcdn.net/hphotos-prn2/n31/1501506_590212491068866_1066063236_o.jpg
[20:38:49] <zeeshan> lol
[20:45:04] <tjb1> https://fbcdn-sphotos-h-a.akamaihd.net/hphotos-ak-frc3/n31/466154_458248674265249_1016011014_o.jpg
[20:46:11] <tjb1> https://fbcdn-sphotos-d-a.akamaihd.net/hphotos-ak-frc1/t31/901386_444309475659169_2032872823_o.jpg
[22:04:28] <PetefromTn> Hey guys.. anyone chatting this evening?
[22:05:23] <Tom_shop> no
[22:05:38] <PetefromTn> Was thinking about ordering some of these for a dual purpose champfer/spot drill/ endmill...
[22:05:39] <PetefromTn> http://www.maritool.com/Cutting-Tools-End-Mills-Carbide-Drill/Mills-4-Flute-Drill/Mills/c78_79_254_256/p2734/4-Flute-Carbide-Drill-Mill-.3125-Dia-x-.8125-Flute-Length-90deg/product_info.html
[22:05:41] <PetefromTn> Smartass LOL
[22:06:19] <PetefromTn> was starting to wonder if there was something wrong with my connection there was no conversations going on.
[22:06:35] <PetefromTn> I suppose everyone is watching the game.
[22:07:05] <tjtr33> wow freenode has been _really_slow, couldnt login & identify under 20minutes
[22:07:27] <Valen> something is broken
[22:07:32] <Valen> people are talking about ddos
[22:07:33] <PetefromTn> huh maybe I was seeing a problem hten.
[22:07:47] <PetefromTn> whatsa DDO?
[22:09:41] <PetefromTn> http://www.youtube.com/watch?v=fR72H78bOaM
[22:11:39] <PetefromTn> Interesting video of an experimental Trochoidal toolpath generation done in CamBam..
[22:12:33] <PetefromTn> Not bad for a program still in beta.
[22:13:13] <Valen> I always get nervous milling that close to bolts
[22:14:46] <tjtr33> Loetmichel, you mentioned a 'fitting nut', like this?
http://imagebin.org/290516 slotted to clamp mating screw?
[22:15:07] <PetefromTn> Yeah me too but it looks like it worked out well. The guy apparently has some sorta acriculture company and was making a run of these parts to keep some machinery running from what I gather.
[22:19:07] <Valen> PetefromTn:
http://en.wikipedia.org/wiki/Denial-of-service_attack#Distributed_attack
[22:20:37] <Tom_shop> tjtr33 their servers have been having trouble
[22:20:48] <Tom_shop> some suspect a ddos attack
[22:21:22] <tjtr33> gotcha, thx
[22:21:25] <Tom_shop> by rucas
[22:21:44] <Tom_shop> he got pretty ugly a year or so ago
[22:21:50] <tjtr33> now i know what ddos is :) ( NOT some form of linear interpolation NOT dr dobs Operating System :)
[22:22:37] <Tom_shop> http://irc.dickscab.com/Rucas/Rucas-newer.jpg
[22:22:46] <Tom_shop> has a history with freenode
[22:24:48] <Tom_shop> gotta do a bit of maintenance... brb
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}