Back
[01:19:39] <Loetmichel> mornin'
[02:46:17] <Deejay> moinsen
[03:00:51] <Jymmm> Hi dj
[03:54:15] <Deejay> hi Jymmm!
[03:58:54] <Jymmm> =)
[07:56:28] <R2E4> Morn'in
[07:58:09] <R2E4> I am having an issue with arcing across relay contacts. The machine is using 100VAC for switching, and when I turn on the machine, it sends half of 100vac to com side of relay contact and arcs across and turns on the magnetic contactor.
[07:58:22] <R2E4> is there a mov or something I can put on it?
[07:59:11] <R2E4> This only happens when the power to control box is turned off, and I turn on the machine first.
[08:52:40] <archivist> relay types should be matched to the load they switch
[08:53:26] <R2E4> They show 120vac at 7 amps
[08:53:56] <archivist> some contactors have extra strong springs to open really fast to stop arcing quickly
[08:55:15] <R2E4> There is a connectors on these contactors that wired into the plc with the swtiching voltage and I dont know wahat to do with them They connect to a little module that has a dial to select three arc numbers.
[08:56:32] <archivist> you need the device datasheet to adjust or use correctly
[08:57:16] <archivist> motor contactors have a thermal overload trip with an adjuster
[08:58:04] <R2E4> I have the model, I tried searching but couldnt find the exact model. I have equipment list on machine.
[09:05:55] <R2E4> It is bizarre because IF I turn on the machine before applying poower to the new control panel, the chip conveyor comes on and the flood coolant. If I turn power on the control on, then the machine they dont start.
[09:08:14] <R2E4> At 25 seconds you can see the contactors and the round dial to dial in three different numbers and it shows arc on it. Two wires leaving that going to the plc. Do not find thoise wires in the plc schematics, so I dont know what to connect them to. I am looking for the datasheet for those contactors but not sure I will find them.
http://www.youtube.com/watch?v=znQ5X5r495w
[09:10:12] <R2E4> maybe, I'll just put three big SSR's. That'll do the trick
[09:13:23] <R2E4> no datasheet, but these are exactly the ones.
http://www.ebay.com/itm/Fuji-Magnetic-Switch-SRCb3931-0-200-220V-0-95-1-45A-Coil-100-110V-/261163169885?pt=LH_DefaultDomain_0&hash=item3cce89b85d
[11:13:08] <WalterN> zultron: poke
[11:13:24] <zultron> Hi WalterN, what's up?
[11:13:44] <WalterN> zultron: oh hey... so.. I'm getting ready to try to install OpenPLM.. heh
[11:14:15] <zultron> Great! I haven't played with it much myself. What are your plans?
[11:14:22] <WalterN> uh
[11:14:56] <WalterN> set it up correctly so its working so program files and drawings can be stored in an efficient way
[11:15:24] <WalterN> I thought you set it up before...
[11:15:26] <zultron> Yeah, wouldn't that be wonderful.
[11:16:04] <zultron> No, sorry. I was looking at it as part of a bigger system to manage an engineering + manufacturing operation.
[11:16:20] <WalterN> ah
[11:16:24] <zultron> Didn't actually use it, though.
[11:16:29] <WalterN> alright
[11:16:36] <WalterN> well, it sits on top of apache
[11:16:49] <zultron> I was looking to see what it would take to tie it together with Tryton.
[11:17:12] <WalterN> and the guy developing it is still around (one of them anyway), but they have issues with their website
[11:17:55] <WalterN> I guess I'll find out how good these install instructions are
[11:18:25] <WalterN> I'm putting it on a baseline debian-minimal install on a RAID1 array
[11:18:26] <zultron> What's wrong with their website?
[11:18:47] <WalterN> zultron:
http://www.openplm.org/trac/discussion/topic/64
[11:19:14] <zultron> Sounds like a good start.
[11:19:40] <WalterN> (I'm tiwake on there)
[11:20:35] <zultron> The issue is you can't get onto their 'professional network'?
[11:21:05] <WalterN> http://www.openplm.org/trac/downloads
[11:22:09] <zultron> Ugh. That kinda takes OpenPLM off the list for me.
[11:22:29] <zultron> I guess I assumed it was open source.
[11:22:38] <WalterN> they were trying to sell it I guess, but the 'professional network' is a company for that and other things, but said company no longer exists, so the link is broken, but the OpenPLM website does not know it
[11:23:37] <zultron> Can you make do with an older version?
[11:23:39] <zultron> http://sourceforge.net/projects/open-source-plm/files/openPLM-1.2/
[11:24:12] <WalterN> well, as far as I know it is, they have svn set up and afaik you can still pull the 2.0.1 software from their svn
[11:24:41] <WalterN> thats why I posed in the forum
[11:24:47] <zultron> There you go.
[11:24:56] <WalterN> so yeah
[11:25:06] <WalterN> my experience with OpenPLM so far... lol
[11:25:59] <zultron> Yeah, you can browse the SVN through Trac.
[11:26:29] <zultron> And presumably check out code from
http://svn.openplm.org/svn/openPLM
[11:26:40] <jdh> openplm seems far from 'open'
[11:26:43] <zultron> So, what happened? Is the project dead?
[11:26:55] <zultron> Yeah, that's the idea I'm starting to get too, jdh.
[11:27:21] <WalterN> uh, I don't know... it would be nice if they updated their website though
[11:27:24] <zultron> I was initially interested because it plugs into FreeCAD.
[11:27:55] <WalterN> I dont think the project is dead
[11:28:11] <WalterN> partly because I got a really fast reply on the forum
[11:28:20] <zultron> Seemed like it could be a simple way to manage engineering data.
[11:28:43] <WalterN> they have a demo thing set up... it seems alright
[11:28:54] <jdh> simple and plm do not go together
[11:30:17] <WalterN> a wiki would do what I want too
[11:31:19] <WalterN> so depending on how this goes, I might fall back to that
[11:31:34] <zeeshan|2> so if i run my steppers at half step apparently i only get 73% of the holding torque in comparison to full step
[11:31:52] <zeeshan|2> so that means if the cutting forces were stupid high, i could lose steps? :p
[11:32:44] <zultron> Ha ha! Well PLM is supposed to solve a problem, and I sure hope it's easier than spreadsheets and directories full of engineering documents organized by filename with embedded revision numbers. ;)
[11:32:58] <WalterN> I.. wut
[11:34:03] <WalterN> zultron: cant be as bad as where I used to work, where all files (drawings, CNC programs) are stored with ms-dos safe file names in one big folder
[11:35:25] <zultron> Yeah, that's a common way to manage engineering data.
[11:35:45] <WalterN> heh
[11:36:13] <WalterN> oh man
[11:36:33] * WalterN remembers the day when that one computer that has everything on it would not boot
[11:37:01] <zultron> Just don't ask what the work flow is, or how to get a BOM for some particular rev of some particular product.
[11:37:29] <WalterN> 20-30 years of CNC programs and drawings and stuff on one computer with no backups
[11:37:30] <zultron> Ouch. Well, that can happen with any system, I guess.
[11:38:03] <zultron> Dang!
[11:38:35] <zultron> Anyway, gotta run. Keep me in the loop with your OpenPLM adventure, WalterN.
[11:38:51] <WalterN> yeah, I doubt anybody could be worse with computers than the guy I used to work for
[11:39:28] <WalterN> he was lucky in that situation because it was only the master boot record that was screwed up
[11:39:54] <WalterN> zultron: alright, will do
[11:42:55] <WalterN> zeeshan|2: yeah... is it 73%? I thought it was closer to 1/2...
[11:43:04] <zeeshan|2> nah :p
[11:43:12] <zeeshan|2> at 1/4 step its 36%
[11:43:17] <zeeshan|2> its an exponential drop
[11:43:21] <WalterN> oh ok
[11:43:43] <WalterN> here we go... pulling from the SVN
[11:43:48] <WalterN> svn co
http://svn.openplm.org/svn/openPLM/
[11:44:31] <WalterN> and it seems to be getting the 2.0.1 stuff
[11:49:11] <jdh> so now you will stake your engineering documents on abandonware?
[11:49:47] <WalterN> enh
[11:50:08] <pcw_home> Full stepping give the most torque then high ratio microstepping,1/2 stepping is worst
[11:50:27] <jdh> pcw: how high is high in this context?
[11:51:23] <zeeshan|2> PCW: why is 1/2 stepping worse?
[11:51:24] <pcw_home> According to lin engineering, 64 or more
[11:51:43] <zeeshan|2> http://www.micromo.com/microstepping-myths-and-realities.aspx
[11:51:47] <pcw_home> probably torge ripple
[11:51:49] <zeeshan|2> this website shows 2 microsteps
[11:51:57] <zeeshan|2> = 70.71% holding torque
[11:52:30] <zeeshan|2> ive got my steppers set to half step right now
[11:52:39] <zeeshan|2> free running them they sound pretty smooth ;p
[11:52:51] <Jymmm> http://www.geckodrive.com/support/step-motor-basics.html
[11:53:17] <jdh> I have tons of Parker drives that come set to 20ksteps/rev
[11:53:56] <pcw_home> You need understand that those numbers (micromo) are torque per ustep NOT stall torque
[11:54:40] <Jymmm> jdh: 50K steps =)
[11:55:12] <Jymmm> jdh: OEM750's that is
[11:55:25] <zeeshan|2> right its torque per ustep.
[11:55:31] <zeeshan|2> so if you exceed that torque, you will lose steps
[11:56:04] <jdh> these go up to 50.8k
[11:56:05] <Jymmm> zeeshan|2: Read the link i gave
[11:56:17] <pcw_home> Nope you will not lose steps
[11:56:35] <Jymmm> jdh: Yeah, I have yet to play around with that
[11:56:46] <pcw_home> you have to exceed the full step torque to lose steps
[11:57:24] <Jymmm> jdh: I'm assuing for things like wafer fab
[11:57:58] <zeeshan|2> Jymmm: what specifically do you want me to read there? :P
[11:58:30] <Jymmm> zeeshan|2: On that page? ALL of it, but the first part will give you a better understanding.
[11:58:44] <Jymmm> The PDf is better though
[12:05:20] <zeeshan|2> Jymmm: i've read a lot of this before
[12:05:53] <zeeshan|2> still doesn't answer the question, what stepping mode i should run for my .200" lead screw
[12:06:25] <zeeshan|2> i've current set it up to 1/2 step and it runs smoothly
[12:06:38] <zeeshan|2> i figured if i run 1/4 step or less ill start losing torque.
[12:06:38] <Jymmm> TPI ?
[12:06:47] <zeeshan|2> Jymmm: 1/.2 = tpi
[12:08:09] <pcw_home> you do not lose torque at high ustep ratios (except going from full to 1/2 stepping)
[12:08:11] <pcw_home> this is a fallacy
[12:08:33] <zeeshan|2> so you're saying i should set it to at least 1/4
[12:08:36] <zeeshan|2> if im gonna use microstepping
[12:08:59] <Jymmm> You are using 1/4-20 threaded rod?
[12:09:07] <zeeshan|2> or you're saying the loss of torque isn't significant when going from 1/2 to 1/4
[12:09:12] <zeeshan|2> Jymmm: no
[12:09:29] <zeeshan|2> its 1.5"-5 ball nut
[12:09:32] <pcw_home> if you are using software stepping you need to consider the maximum step rate
[12:09:32] <zeeshan|2> ball screw
[12:09:46] <zeeshan|2> PCW_home its set on my stepper driver not software
[12:09:49] <IchGuckLive> hi all B)
[12:09:54] <zeeshan|2> IchGuckLive: hi!
[12:10:01] <IchGuckLive> ;-)
[12:10:35] <Jymmm> zeeshan|2: So you have 5 TPI (Turns per inch)
[12:10:38] <zeeshan|2> yes
[12:10:47] <pcw_home> If you are running from a parallel port. LinuxCNC is generating the steps in software
[12:10:48] <zeeshan|2> meaning .2" lead per 360 revolution of the screw
[12:10:49] <pcw_home> and has a maximum step rate limitation
[12:10:58] <roycroft> do you folks mind giving a little general machining advice?
[12:11:14] <Jymmm> roycroft: Use lots of lube!
[12:11:15] <pcw_home> bbl
[12:11:22] <roycroft> i need to machine some 304 ss tubing
[12:11:37] <roycroft> i ned to cut a longitutidal "window" out of it
[12:11:39] <zeeshan|2> pcw_home: its running at 25,000khz
[12:11:44] <roycroft> it's a shield for a sight glass tube
[12:11:53] <roycroft> and i need to view the glass tube inside
[12:12:05] <roycroft> www.roycroft.us/SightGlassTube.pdf
[12:12:24] <zeeshan|2> 25,000 khz / 1000 steps/inch = 25inches per second
[12:12:25] <zeeshan|2> ;p
[12:12:25] <roycroft> two issues: 1. the piece is longer than i can mill in one go
[12:12:35] <zeeshan|2> 25,000 hz i mean not khz.
[12:12:36] <roycroft> 2. i've no experience doing this kind of thing with ss
[12:13:11] <archivist> roycroft, ss work hardens, nasty stuff to machine
[12:13:11] <roycroft> i'm thinking of mounting the tubing in vee blocks, squaring it to the mill, plunging an end mill in at one of the radius ends, and milling towards the center
[12:13:25] <roycroft> then remounting, and doing the same thing starting from the other end
[12:13:31] <Jymmm> roycroft: I would guess to drill two holes, one on each end. Then remove everything in between
[12:13:37] <roycroft> yes
[12:13:52] <zeeshan|2> ss is easy to machine
[12:14:01] <roycroft> slow speed, heavy feed
[12:14:06] <zeeshan|2> exactly
[12:14:09] <roycroft> i know how to do it generally
[12:14:15] <Jymmm> roycroft: tube length/diam ?
[12:14:18] <roycroft> the problem i anticipate is that i's tubing
[12:14:26] <roycroft> 22" long
[12:14:28] <archivist> roycroft, your main problem is support loss when you remove the metal
[12:14:37] <roycroft> (i have a mini mill)
[12:14:38] <roycroft> right
[12:14:46] <roycroft> 5/8" diameter, 0.049" wall thickness
[12:14:57] <zeeshan|2> roycroft: how thick is the tubing
[12:15:00] <archivist> you lose clamping force
[12:15:02] <roycroft> archivist: so milling down from the top is not a good idea
[12:15:09] <roycroft> which is why i was thinking of milling from the side
[12:15:18] <Jymmm> roycroft: and the slot dims?
[12:15:23] <zeeshan|2> i've done tons of ss fabrication
[12:15:25] <roycroft> the radius is 0.25"
[12:15:33] <Jymmm> roycroft: how many do you have to make?
[12:15:37] <roycroft> three
[12:15:50] <roycroft> and i also need to turn the ends of the tubing down
[12:15:53] <Jymmm> roycroft: electro-etching?
[12:15:58] <zeeshan|2> i think you're over thinking it
[12:15:59] <zeeshan|2> :)
[12:16:04] <archivist> buy enough metal incase you get some failures
[12:16:07] <roycroft> fortunately the lengths will be long enough that i'll have plenty ot support
[12:16:14] <zeeshan|2> just take a center cutting end mill
[12:16:15] <roycroft> yes, i'm getting enough for failures
[12:16:19] <zeeshan|2> and plunge!
[12:16:25] <roycroft> that's what i said
[12:16:56] <zeeshan|2> you gotta go slow though
[12:17:01] <roycroft> plunge and cut through one wall, then plunge deeper and cut through the other wall, or plunge all the way down and do both at once?
[12:17:06] <zeeshan|2> you'll bend the tube of you go too fast
[12:17:24] <zeeshan|2> you want to plunge in once. perferabbly drill it first
[12:17:26] <archivist> you could put a shaft inside the tube to take the clamping force
[12:17:32] <zeeshan|2> then take the end mill and only give it side forces
[12:17:35] <zeeshan|2> so your tube doesnt bend
[12:17:42] <roycroft> yes, that would work
[12:17:53] <zeeshan|2> ive done this on .065 wall without any problems
[12:18:04] <roycroft> it will be 0.527" id, so 0.5" mild steel would probably support it well enough
[12:18:04] <zeeshan|2> just use vblock so your tube doesnt fly out of your vise.
[12:18:16] <roycroft> yes, i'll use vee blocks on both ends
[12:18:24] <roycroft> i won't be able to hold it in a vice at 22" in length
[12:18:50] <zeeshan|2> sorry i missed something
[12:18:53] <zeeshan|2> how long is the slot?
[12:18:56] <roycroft> this is 0.049" wall
[12:19:01] <roycroft> the slot will be most of the length
[12:19:04] <roycroft> 21"
[12:19:04] <zeeshan|2> oh shit
[12:19:05] <zeeshan|2> haha
[12:19:16] <zeeshan|2> then i don't thin kyou should be using a vise to hold it.
[12:19:23] <zeeshan|2> it'll be cantilevered at the ends
[12:19:28] <roycroft> the thought had not crossed my mind
[12:19:32] <zeeshan|2> you need to juse toe clamps and clamp it right to the table
[12:19:34] <roycroft> vee blocks at the ends for sure
[12:19:36] <archivist> this is why I mentioned the inner shaft support :)
[12:19:38] <zeeshan|2> *just
[12:19:47] <zeeshan|2> inner shaf tsupport means more material
[12:19:58] <zeeshan|2> let me show you a video.
[12:20:11] <roycroft> hmm
[12:20:36] <archivist> I have sometimes moved clamps along during a cut
[12:20:37] <zeeshan|2> http://www.youtube.com/watch?v=YyN7XUyfJsg&feature=player_detailpage#t=104
[12:20:40] <zeeshan|2> its a solid bar
[12:20:47] <zeeshan|2> but you can do the same with your tube
[12:20:53] <zeeshan|2> you don't want to use a vise for a tube that long
[12:21:28] <zeeshan|2> unless you got 2 vises :)
[12:22:19] <zeeshan|2> http://www.youtube.com/watch?v=vxb7T_qQ9B4
[12:22:23] <zeeshan|2> to
[12:22:31] <IchGuckLive> moving clamps during work is offen a miss to somePeoples mind
[12:22:33] <zeeshan|2> http://www.youtube.com/watch?v=KpVB0ouezb0
[12:22:36] <zeeshan|2> i love ss! :D
[12:22:40] <zeeshan|2> ez to machine
[12:22:59] <zeeshan|2> notice my chips arent even discolored
[12:23:05] <zeeshan|2> means i could go even faster ;p
[12:23:51] <zeeshan|2> Jymmm: im still waiting for your recommendation :)
[12:24:09] <zeeshan|2> 5tpi lead screw, need to know the number of steps to setup on the driver :)
[12:24:42] <zeeshan|2> with the way its currently setup, (half step) i get 0.0005" resolution
[12:24:43] <roycroft> my experience with it is that as long as you use an aggressive feed, ss is not difficult to work with
[12:24:48] <roycroft> as soon as you get tentative you lose
[12:25:05] <zeeshan|2> yea, ss does not like rubbing
[12:25:12] <roycroft> just go for it
[12:25:42] <archivist> the work hardening is the problem you need a bite to get under the skin
[12:26:20] <zeeshan|2> i think the only time i've had problems with stainless is when i was trying to drill through a welded joint
[12:26:35] <zeeshan|2> i couldn't use regular hss drill bits. ended up using m42 cobalt and it was no longer a problem
[12:28:16] <archivist> we had to make cores for tattoo guns in ss but the job did not pay for the tooling we should have used
[12:29:11] <roycroft> well, i'm ordering the tubing today
[12:29:16] <archivist> iirc I was getting about 80 per tap breakage for the threaded hole
[12:29:20] <roycroft> so i'll probably be working on this project next wekend
[12:29:23] <roycroft> weekend
[12:29:37] <andypugh> zeeshan|2: More Fasterer!
http://www.youtube.com/watch?v=IPP4r3H2VO8
[12:30:21] <roycroft> figuring out how to polish the inside of the tubing may prove to be the more challenging task
[12:30:39] * archivist covers his ears
[12:31:10] <andypugh> archivist: Yeah, it all went wrong. But it does work.
[12:31:23] <andypugh> It worked brilliantly on a real lathe (Colchester Student)
[12:31:31] <archivist> the chatter is special :)
[12:32:03] <Loetmichel> roycroft: two spools of dental floss, 2 motors and some polishing agent comes to mind ;-)
[12:32:18] <archivist> roycroft, I was reading a book on the throne and it had a tube polishing method using wire
[12:32:54] <andypugh> archivist: You could have just mentioned the book, too much detail by far.
[12:32:56] <archivist> a crank and a weight the other end of the wire
[12:33:06] <Loetmichel> fiddle the floss into the tube, put in on the empty spool, spin
[12:33:17] <Loetmichel> if other spool empty, reverse;-)
[12:33:56] <archivist> circa 1942 for capiliary tubes
[12:34:13] <roycroft> that would probably work better if i did it prior to machining the slot
[12:34:57] <roycroft> i'm paying a lot extra for cold-drawn seamless tubing so i don't have to worry about a weld on the inside
[12:35:00] <archivist> but you probably want to polish the bur off too after
[12:35:13] <roycroft> but i can't seem to find tubing that's polished inside and out
[12:35:18] <roycroft> funny, that :)
[12:35:31] <roycroft> yes, i'll need to polish the outside after machining anyway
[12:35:46] <roycroft> touch up polishing, at least
[12:35:54] <roycroft> and certainly the whole cut will need to be polished
[12:36:29] <archivist> cheat and paint the inner white
[12:36:44] <roycroft> that's not fun
[12:36:50] <roycroft> but it would probably work just fine
[12:37:05] <zeeshan|2> roycroft: i use scotch brite
[12:37:09] <zeeshan|2> to polish the inside of the tube
[12:37:24] <zeeshan|2> it comes in a ball form that you can use with a long rotary tool
[12:37:43] <zeeshan|2> works for 1.5" tubing and greater
[12:38:58] <roycroft> i think i have some mild steel tubing laying around
[12:39:05] <archivist> or barrel polishing
[12:39:14] <roycroft> i can rig something up and test on that while awaiting the arrival of the ss tubing
[12:48:53] <andypugh> Ball honing?
[12:50:09] <andypugh> Bear with me, Google is not returning what I meant.
[12:54:14] <andypugh> https://www.precisionballs.com/Ball_Sizing.php
[13:08:19] <archivist> I do know that ball sizing is used for clock gear milling cutters
[13:11:24] <Jymmm> zeeshan|2: Tequilia.
[13:13:38] <jdh> it's fucking monday
[13:14:38] <zeeshan|2> liar!
[13:14:41] <zeeshan|2> its fucking friday!
[13:15:09] <jdh> we have been shut down since tuesday due to ice. It's monday.
[13:17:35] <Jymmm> jdh: Is tomorrow still saturday though?
[13:17:51] <Jymmm> or tuesday?
[13:18:13] <jdh> not sure yet. I'm thinking it will be monday again
[13:18:25] <Jymmm> oe TuesWednesdayish
[13:18:33] <Jymmm> ouch
[13:27:53] <IchGuckLive> its superbowl wekend
[13:27:53] <andypugh> jdh:
http://www.xkcd.com/1321/
[13:28:05] <IchGuckLive> is in the usa the game on FTA
[13:33:44] <jdh> andypugh: I had to send that to a lot of people the other day.
[13:35:04] <archivist> I need some global warming it is cold in here
[13:39:12] <mozmck> it's "climate change" now for that very reason...
[13:41:20] <jdh> right. that's teh way to spin it
[13:41:51] <jdh> the xtian god promised not to destroy the world again so we don't have to worry about GCC
[13:51:38] <cradek> archivist: anything that causes people to quote idiot US politicians is a great and subtle troll
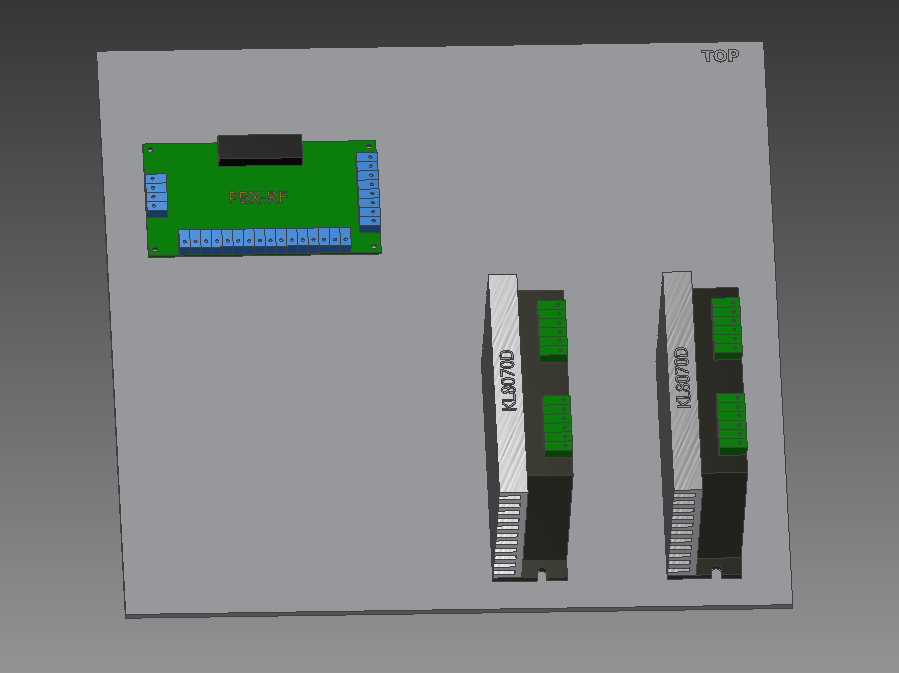
[13:52:49] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/controller_zpsfea90101.png
[13:52:52] <zeeshan|2> having some cad fun
[13:52:57] <zeeshan|2> starting to look pretty
[13:57:37] <andypugh> Does this look like anything to anybody?
http://pastebin.com/fewgT1nx
[13:58:03] <andypugh> I guess that it is inviting me to edit the variable, using vi or emacs or randome type commands?
[13:58:49] <cradek> fwiw, that's opaque to me too
[14:00:01] <skunkworks> heh - look at that
http://www.cnczone.com/forums/haas_mills/209740-override_invalid_circle_statement.html
[14:00:18] <skunkworks> you mean linuxcnc isn't the only control that cares about that?
[14:01:41] <cradek> no, but linuxcnc is the only control where you could change the behavior if you wanted
[14:01:49] <skunkworks> heh
[14:04:06] <andypugh> I see what is going on :-/ I can paste into the serial prompt, but the keystrokes do't get sent. And the chances of me typing that whole kernel boot string correctly without error are exteemely slim.
[14:04:40] <cradek> andypugh: gnu screen works as a serial terminal, and has copy/paste/etc
[14:05:06] <andypugh> I am using Serial Tools on my Mac.
[14:05:29] <andypugh> (and I can copy/paste, but the other side doesn't see the keystrokes)
[14:05:41] <cradek> oh
[14:06:00] <cradek> gnu screen works as a serial terminal that works right, and has copy/paste/etc
[14:06:17] <andypugh> Does it also work with usb-serial hardware?
[14:06:29] <cradek> of course, the application doesn't know or care about that
[14:06:30] <andypugh> (I guess it should)
[14:06:39] <cradek> screen /dev/ttyUSB0 or whatever
[14:08:40] <andypugh> I am just seeing gibberish. I wonder how I set the baud rate?
[14:08:48] <cradek> screen /dev/ttyUSB0 9600
[14:09:05] <cradek> it's kind of hidden in the manpage under "If a tty (character special device) ..."
[14:13:06] <andypugh> w00t!
[14:13:17] <PetefromTn> Tom_itx: Poke!!
[14:13:58] <andypugh> Not only does "screen" allow copy/paste, but I didn't need it, as "env edit" gave me a line where I could type and cursor and delete bits of the existing line
[14:14:11] <andypugh> Thanks cradek
[14:14:32] <cradek> haha, working terminal emulation is a nice thing
[14:14:47] <cradek> when in doubt use 80s software, I guess
[14:16:02] <andypugh> Curses! Rats! Forgot "env save"
[14:17:09] <cradek> screen is 27 years old and I use it constantly every day
[14:17:30] <jdh> me too.
[14:17:40] <andypugh> XP is getting on for that sort of age :-)
[14:18:36] <jdh> this irc session has been running in screen for almost a year
[14:42:28] <Tom_itx> PetefromTn?
[14:43:11] <PetefromTn> Hey man how are you today...
[14:43:18] <Tom_itx> busy
[14:43:22] <Tom_itx> just got in
[14:43:26] <Tom_itx> leaving in a bit
[14:43:31] <PetefromTn> really then I don't wanna bother you..
[14:43:38] <Tom_itx> what's up?
[14:43:52] <PetefromTn> well I ran the code from the post this morning.
[14:44:07] <PetefromTn> Everything worked real well except for one thing.
[14:44:58] <PetefromTn> When the G83 peck drill cycle was completed the spinde runs up to the G0 G53 Z0 height like I wanted nice but the spindle remained running. There is an M5 at the end of the other cycles but not after the peck drill cycle for some reason.
[14:45:31] <Tom_itx> well then we need to add one
[14:45:59] <PetefromTn> I played with putting the M5 into the Toolchange setup before the G0 G53 Z0 but it puts it at every toolchange including the first one which does not hurt anything but looks odd in the code.
[14:47:38] <Tom_itx> i'll have a look when i get back
[14:47:39] <PetefromTn> It seems to me that the m5 before each toolchange is an additional safety factor but not sure if there is a way to input it only after the G81-83 peck drill cycles.
[14:47:54] <PetefromTn> Okay that is perfectly fine man I really appreciate your help.
[14:48:13] <Tom_itx> i'd try at the end of cut location
[14:48:27] <PetefromTn> No hurry it is not keeping me from anything. The changes we did make are working great and I am very pleased.
[14:48:31] <Tom_itx> return to 'clear' or 'safe' level
[14:48:35] <Tom_itx> or something like that
[14:49:03] <PetefromTn> yeah I was thinking the same thing but not sure why it is not included in the G81-83 postings.
[14:49:43] <Tom_itx> because they're canned cycles
[14:50:29] <PetefromTn> So it needs to be in the footer which it actually is but for some reason on those cycles it is not posted.
[14:55:38] <PetefromTn> Do you guys think the spindle should just run until the toolchange or should it stop after the op when it reaches the safe z or clearance plane?
[14:56:58] <jdh> is there a reason for it to spin after the Z lift?
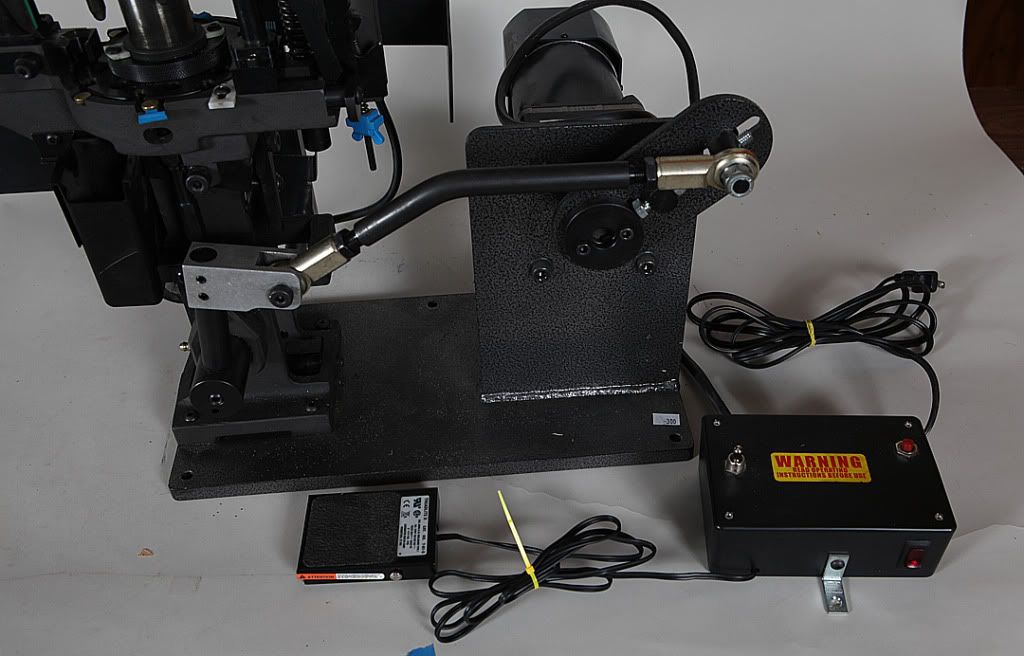
[14:58:42] <Gigs-> not really a cnc question but you all are probably the best group to ask. What is the effect of a bent shaft in a reciprocating crankshaft arrangement?
http://i893.photobucket.com/albums/ac133/chas8008/1050autodrive.jpg
[14:59:10] <Gigs-> they make a drive for a different press with a straight shaft, I can't wrap my head around what the effect on the output end would be
[14:59:15] <PetefromTn> jdh: That is what I am asking personally I don't think so..
[14:59:58] <PetefromTn> I remember on the Haas machines I ran it would complete the MOP and then go to safe Z and turn off the spindle and then run to toolchange height and index for the toolchange.
[15:00:26] <cradek> Gigs-: I think it would have no effect. maybe it's bent for some kind of mechanical clearance?
[15:00:51] <Gigs-> oh, maybe to clear the axle of the bottom linkage
[15:01:08] <Tom_itx> PetefromTn it should stop as soon as it's done cutting
[15:01:08] <cradek> Gigs-: thought experiment: add a second linkage that's straight, notice that it makes no difference (you have a triangular linkage), now remove the first linkage
[15:01:09] <Gigs-> I think it does go past horizontal on the downstroke
[15:01:11] <skunkworks> or estetics..
[15:01:21] <skunkworks> estetics?
[15:01:37] <cradek> aesthetics
[15:01:43] <Gigs-> it's not for looks, it causes all kinds of annoying issues
[15:01:49] <cradek> but yeah I'd bet on clearance
[15:02:01] <Gigs-> yeah I think cradek is probably right
[15:02:27] <Gigs-> I came to the same conclusion that it shouldn't have an effect on the motion
[15:02:59] <cradek> I don't understand what the motion is, from your photo
[15:03:15] <Gigs-> the motor in the back turns and the front thing acts like pulling a lever up and down
[15:03:20] <skunkworks> looks like it oves a lever
[15:03:24] <skunkworks> moves
[15:03:36] <skunkworks> wow - I should go home.
[15:03:44] <PetefromTn> I agree it should stop upon completion of cutting.
[15:05:03] <Gigs-> in the picture it's in the "nearly all the way up" position, if the motor clutch plate thing was horizontal it would be full up
[15:05:41] <PetefromTn> I guess the phantom M5 on the first toolchange is not a big deal and is probably a safety factor anyways. At least it will add it where it is really needed this way.
[15:06:44] <Tom_itx> we'll figure it out
[15:06:48] <Tom_itx> later....
[15:07:05] <Gigs-> cradek: here's part of the same sort of drive design doing something else entirely
http://gigstaggart.com/pics/VID_20131201_012047_463.mp4
[15:09:39] <Gigs-> the geometry involved in crankshaft systems hurts my head for some reason. It really shouldn't because it's all grade school stuff.
[15:11:32] <Gigs-> maybe it's when the triangle turns into a line twice a cycle my brain divides by zero
[15:12:37] <PetefromTn> Thanks man have a good afternoon.
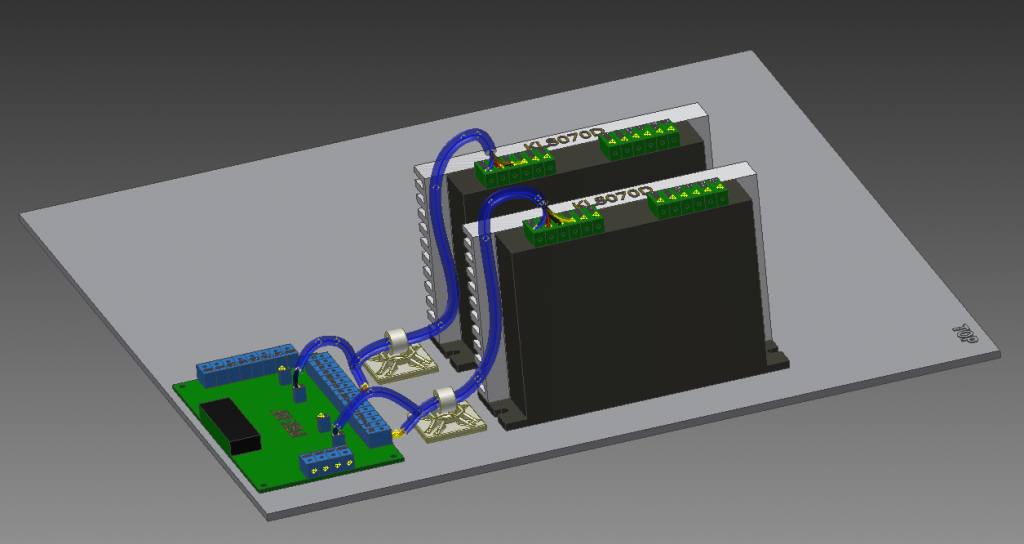
[15:38:08] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/controller2_zps85e9fb3b.png
[15:38:10] <zeeshan|2> thsi is turning out good
[15:49:55] <PetefromTn> Jeez man I am having trouble understanding the offsets in the linuxCNC.
[15:51:37] <PetefromTn> Whenever I setup tools I think I have it right but when I go to run the program I am getting this move exceeds the limits on axis.
[15:51:46] <PetefromTn> Not sure what I am doing wrong here.
[15:52:26] <PetefromTn> basically I home the machine and open the tool table.
[15:52:46] <PetefromTn> Then I go to MDI and do an M6 T whatever tool I want to load.
[15:53:10] <PetefromTn> Then I insert the tool and lower the head down onto the table and touch off on a 123 block.
[15:53:57] <PetefromTn> I hit touch off to tool table and okay and it loads the table for me. The numbers are always like negative 250-350 or something like that.
[15:54:21] <PetefromTn> then I load up the program and load the first tool and touch off with it making sure it is showing the tool number down below.
[15:54:55] <PetefromTn> Touch off to G54 offset and try to run it and it gives me the out of limits on joint.
[15:55:02] <PetefromTn> What am I doing wrong?
[15:56:53] <PetefromTn> I notice that when I load the program the toolpath picture is always at the top of the red dotted square that represents the machining envelope but not sure how to fix that.
[16:01:35] <andypugh> PetefromTn: Are you actually setting the G54 offset?
[16:02:51] <PetefromTn> I think so. Like I said I load the first tool and setup the G54 offset using it to touch off with. Eventually that will be tool 1 with my edge finder setup but right now it is just whatever tool is first.
[16:02:52] <andypugh> You probably want to switch the order. Choose one tool to be nominally zero-length. Then touch that off to the surface and say that _that_ is G54 Z-zero (after zeroing the "reference" tool in the tool table.
[16:03:47] <andypugh> I have things a little different, my tools are all measured as a height above the table when in the tightening fixture.
[16:03:47] <PetefromTn> it should not matter what tool you use if they are loaded into the tool table no?
[16:04:25] <andypugh> No, it shouldn't, but the tool length is used in the G54 calcs.
[16:04:31] <PetefromTn> why does the machining envelope red dotted line in the view show the part being machined up near the top.
[16:04:44] <PetefromTn> yeah it has to be right.
[16:05:07] <PetefromTn> I removed all the tools from the tool table just now and rehomed the machine.
[16:05:16] <andypugh> Where does your G-code say that the work is?
[16:05:31] <PetefromTn> THen I did an M6 t whatever and loaded the tool..
[16:05:43] <andypugh> The red box _should_ be the physical limits of the machine.
[16:05:48] <PetefromTn> then I brought the head down to the 123 block and touch off to tool table.
[16:05:58] <andypugh> Did you remember G43?
[16:06:10] <PetefromTn> yeah I know but the part is always near the top or above it for some reason.
[16:06:22] <PetefromTn> whaddya mean?
[16:06:34] <andypugh> Did you remember G43?
[16:06:41] <PetefromTn> in what way?
[16:06:43] <andypugh> M6 T1 G43
[16:06:58] <PetefromTn> No I did not when I touch off
[16:07:05] <PetefromTn> it is in the program that way tho.'
[16:07:14] <andypugh> I think you need a G43 any time you load a tool.
[16:07:24] <PetefromTn> Oh maybe that is what I am doing wrong.
[16:07:31] <andypugh> Possibly.
[16:07:46] <andypugh> (it might not be)
[16:07:58] <PetefromTn> So I home the machine, go to MDI and type in M6 T ( ) and G43 and then load the tool and touch off?
[16:08:45] <andypugh> Yes, and then that tool has to always be the same length. (zero works well, as then you can see if it has been changed)
[16:10:01] <PetefromTn> I am talking about loading the tool table with the tool information here not touching off to the workpiece...
[16:10:07] <andypugh> Then bring that down close to the work and then raise it until the gauge slips under, and call that 1"
[16:10:12] <andypugh> (for a 1" gauge)
[16:11:34] <andypugh> In that case, call that zero so that machine zero is top-of-block for the time being. Then change tool, put the new tool in the same place, tell the machine that is now at zero, and let it calculate the tool length.
[16:11:35] <PetefromTn> I don't understand why you need the G43 when loading tools into the tool table..
[16:12:29] <andypugh> With no G43 I don't think it does tool-length corrections (I might be wrong).
[16:12:45] <andypugh> So it might not back-calculate the tool length correctly.
[16:13:29] <PetefromTn> I think we are talking about two different things here. I am talking about setting up the tools first before I ever touch off to the work. I want to know how to properly load my tools using a 123 block on the table top.
[16:13:34] <andypugh> I type G43 out of habit, so I don't know if it actually always necessary.
[16:15:03] <andypugh> When you touch-off into the tool table you are saying "this tool tip is at XYZ in the G54 coordinate system". So it is helpful to have the G54 coordinate system set to a sensible value.
[16:16:12] <andypugh> Which is why I say take T1, make sure it is zero-length in the tool table, touch it to the block and say "top of block is Z=0 for a nominally zerolength tool"
[16:16:33] <PetefromTn> Okay so when I first start up the machine and home it that sets G53. Are you saying I need to set a G54 before I try to load a tool?
[16:16:40] <andypugh> Then when you touch off the other tools you are calculating a length relative to T1
[16:17:07] <andypugh> You can't ever be "in" G53
[16:17:19] <andypugh> You drop into G54 by default.
[16:17:20] <PetefromTn> Aah okay so say I touch off tool one with G54 first then touch off to the tool table
[16:17:40] <PetefromTn> that tool should be at zero.
[16:18:05] <PetefromTn> assuming you don't touch off the G54 to be something other than zero.
[16:18:07] <andypugh> It's more a case of touching-off G54 to a tool of reference length, then using that point-in-space to measure other tools to.
[16:18:27] <PetefromTn> I think I understand what you are saying.
[16:18:33] <andypugh> There are other ways of working, mind.
[16:18:45] <andypugh> I run my lathe that way.
[16:19:17] <andypugh> My mill has an offline measurement station, so the tool table contains actual physical lengths above the gauge line.
[16:19:28] <PetefromTn> SO when I insert the tool into the machine and do the M6 T whatever I need to add the G43 in that line? Then touch off to the table for G54
[16:20:02] <andypugh> And I put the tool lengths in with the tool editor and never use tool touch-off to set the tool table, only the work origin.
[16:20:04] <PetefromTn> Honestly I intend to build or buy a tool length sensor but the whole thing has got me puzzled not sure how that works
[16:20:20] <PetefromTn> Oh whats the difference?
[16:20:44] <PetefromTn> When I hit touch off to table it should be just whatever is in the DRO at that point no?
[16:20:45] <andypugh> what's the difference between what?
[16:21:02] <Deejay> gn8
[16:21:03] <PetefromTn> between using the touch off feature and loading the information by hand?
[16:21:30] <kengu> what is the mobile touch off device called. the one to find out workpiece surface
[16:22:16] <PetefromTn> I was assuming that when I touch off the tools after homing the machine that I was using the accuracy of the homing position to determine the distance of the tool touch off position but I see what you mean about why the tools are funky numbers.
[16:22:34] <PetefromTn> Let me go see if I can do this on the machine be right back. Thanks for the help andy.
[16:22:38] <andypugh> PetefromTn: If you are touching off to table then what you type in the box needs to be "0" probably.
[16:23:12] <PetefromTn> Yeah if the first tool but after that it needs to be the difference right.
[16:24:09] <andypugh> PetefromTn: "touch off" calculates backwards. So you are saying "calculate how long the tool needs to be for the tip to be where I just said it was".
[16:24:32] <andypugh> If you juist type in the DRO number then I think you end up with all tools the same length :-)
[16:24:42] <PetefromTn> zero is the default but I have not setup the G54 to touch off before as you are suggesting.
[16:24:53] <zeeshan|2> is it a bad idea to run 12V from the same power supply to power both sides of the breakout board (pc side/driver side)
[16:24:59] <PetefromTn> Should not have to TYPE in anything for touch off.
[16:25:20] <PetefromTn> Let me try what you are suggesting and see how that works. I'll be careful LOL
[16:25:55] <andypugh> PetefromTn: Sometimes you want to, for example if you are setting workpiece zero as the surface, but using a 6mm dowel as a gauge, you need to say "tool tip is at +6mm"
[16:27:01] <andypugh> zeeshan|2: A bit. But what are you powering on the PC side? There should only be the PC there.
[16:27:12] <zeeshan|2> okay
[16:30:50] <PetefromTn> Okay just went out there and rehomed the machine.
[16:31:04] <PetefromTn> Then I loaded the first tool and hit MDI
[16:31:22] <PetefromTn> typed in M6 T2 G43
[16:31:36] <PetefromTn> Then Brought the head down to the 123 block on the table.
[16:31:58] <PetefromTn> I touched off the tool to the G54 offset and hit okay.
[16:32:13] <PetefromTn> Then I touched the same tool to the tool table without moving it.
[16:32:42] <andypugh> What do you mean by "touched off the tool to the G54 offset" ?
[16:32:44] <PetefromTn> The tool table shows -623 or something which is more than the travel of the machines 500 MM.
[16:33:06] <cradek> are you set to "touch off to fixture"?
[16:33:35] <PetefromTn> I touched thetool off to the 123 block and hit the button that says touch of and you can hit the drop down to say G54 or whatever or tool table. I chose g54
[16:33:53] <PetefromTn> not sure.
[16:34:04] <cradek> if yes, you have to locate your fixture; if no, I think it should have written 0 to the tool table
[16:34:09] <andypugh> cradek: Depending on the UI that option might not exist?
[16:34:15] <cradek> what?
[16:34:56] <cradek> at the bottom of the "Machine" menu
[16:35:04] <PetefromTn> OOoh okay I just found touch off to fixture I was set for the other option...
[16:35:08] <cradek> there you select one of two kinds of tool-table-touch-off
[16:35:11] <PetefromTn> yeah exactly.
[16:35:23] <PetefromTn> maybe that is what I am doing wrong.
[16:35:24] <andypugh> PetefromTn: OK, so set G54 to Z=0 then also set the T to Z = 0.
[16:35:43] <andypugh> That should put 0 in the tool table for that tool.
[16:35:50] <PetefromTn> that is what I was trying to do but apparently I was not in touch off to fixure.
[16:36:00] <cradek> "to fixture" won't do what andy says
[16:36:14] <PetefromTn> Okay what should I do then?
[16:36:22] <cradek> "to workipece" will if you're in G54
[16:36:37] <andypugh> I am going to back-off as I haven't even ever noticed that option, and have no idea what the difference is...
[16:36:40] <cradek> will you always use a 123 block on the table?
[16:36:49] <PetefromTn> What is the proper way to do what I am asking?
[16:37:05] <PetefromTn> honestly for the time being yeah until i get some sort of tool length probe.
[16:37:36] <cradek> then you probably do want "to fixture", because your 123 block will always be at the same height regardless of your workpiece coordinate system
[16:37:42] <PetefromTn> This is just to set my tools up. I actually have a sweet granite surface plate but no cat40 fixture as of yet.
[16:37:42] <cradek> so set it "to fixture"
[16:38:00] <PetefromTn> Okay then what.
[16:38:02] <cradek> now load a zero tool offset (G49)
[16:38:22] <cradek> place a typical length tool in the spindle
[16:38:23] <PetefromTn> huh never heard of that.
[16:38:34] <cradek> not unusually short or long
[16:39:05] <cradek> touch the top of the 123 block, poke touch off, SELECT G59.3 (fixture coordinate system), leave it at 0, poke OK
[16:40:06] <PetefromTn> okay.
[16:40:09] <cradek> [here is what you were doing wrong: you loaded a crazy tool offset, used it to set G54, then used G54 to set the tool offset to the same value it was before]
[16:40:38] <cradek> now stay on your fixture, use touch off to tool table, select 0
[16:40:47] <cradek> it should write 0 to the tool table
[16:41:11] <PetefromTn> Okay let me go out there and try this.. standby..
[16:41:21] <cradek> do all the steps :-)
[16:41:29] <PetefromTn> will do.
[16:42:09] <cradek> then if you load a different but not abnormal tool, touch off to tool table, it should write a small (near zero) offset for that tool
[16:42:33] <cradek> I like to keep the offsets small
[16:43:21] <cradek> you might also consider setting up the fixture so your longest tool has offset 0; then all your offsets will be negative which I think is safer (forget to apply them and it cuts too HIGH)
[16:43:53] <cradek> I have to run, bbl
[16:44:00] <PetefromTn> Thanks man...
[16:44:05] <cradek> welcome
[16:48:52] <PetefromTn> Awesome that seemed to work. First tool is at zero next tool is like -50 or so..
[17:02:22] <PetefromTn> Okay got both tools loaded up and now set the G54 offset but it is showing the part way above the work envelope now...jeez.
[17:04:52] <andypugh> Where does the G-code say the part is?
[17:05:23] <andypugh> In this scenario I think G54 is as-yet un-set
[17:05:33] <PetefromTn> it is showing it way up above the machining envelope.
[17:05:51] <PetefromTn> but the G code is set for top of workpiece Z0
[17:06:07] <andypugh> Jog to an imaginary workpiece with a tool loaded (and G43) and touch off-G54 to zero and you should see the part jump into the box.
[17:06:21] <PetefromTn> It is showing the TLO for Z is -25.6756 and I only have 20" of travel LOL
[17:07:17] <andypugh> G43 should set the TLO to the tool table
[17:07:18] <PetefromTn> Okay that brought it down into the red machining envelope.
[17:07:59] <andypugh> That's probably good, but I am concerned about your TLO
[17:08:50] <PetefromTn> It all looks good now I am gonna try to cut some air with it now...
[17:29:38] * JT-Shop had a long day up high
[17:42:40] * Jymmm sighs, need more Screen RE =(
[18:18:56] * JT-Shop is making pizza tonight... everyone is welcome
[18:20:07] <PetefromTn> Hey thanks JT!!
[18:20:20] <PetefromTn> Make mine a meat lovers with italian snausages LOL...
[18:20:26] <CaptHindsight> heh, there was a client we had that would always make similar offers that would not be possible to act on just to look good
[18:20:49] <CaptHindsight> JT-Shop: but is genuine
[18:21:35] <PetefromTn> Well guys I am excited to say that I made that part for the first time just now using the CamBam program and my modified post processor for LinuxCNC. The part come out pretty damn nice and I am so excited. Could not have done it without your help guys...
[18:22:14] <JT-Shop> that is cool!
[18:22:38] <JT-Shop> I make my own pizza sauce and it is much better than store bought
[18:23:03] <JT-Shop> http://www.gnipsel.com/recipes/pizza/pizza-sauce-fresh.html
[18:23:20] <jdh> I make mine also, but I don't have a recipe.
[18:23:28] <jdh> and it doesn't involve any tomatoes
[18:23:43] <PetefromTn> http://imagebin.org/290201
[18:23:53] <PetefromTn> Nothing earth shattering but it is what I wanted.
[18:24:03] <jdh> pretty. cambam'ed?
[18:24:31] <PetefromTn> yup.. I know it is not a pro level program but it works pretty damn good.
[18:24:45] <JT-Shop> looks good
[18:24:47] <PetefromTn> I cannot wait to start trying their 3d toolpaths and trochoidal milling etc..
[18:24:48] <jdh> pro-level = way more than I can afford
[18:24:59] <PetefromTn> yeah me too at least right now...
[18:25:27] <jdh> JT: I like olive oil, crushed galic, basil, rosemary, fresh black pepper
[18:25:44] <PetefromTn> http://imagebin.org/290202
[18:25:50] <JT-Shop> jdh, that sounds good too
[18:26:08] <PetefromTn> Ooh yes except for the rosemary..
[18:26:14] <JT-Shop> I assume you meant to type garlic
[18:26:16] <jdh> interesting pocketing pattern in the middle.
[18:26:28] <jdh> yeah, not so fond of galics
[18:26:28] <mozmck> PetefromTn: nice part! What CAD are you using?
[18:27:00] <jdh> sometimes I put a ton of chopped cilantro on
[18:27:33] <PetefromTn> I actually drew that in 2d cad using Draftsight..
[18:27:42] <mozmck> oh, ok.
[18:27:47] <PetefromTn> The next part is much more complex..
[18:27:57] <mozmck> I've been playing with FreeCAD and it looks pretty powerful.
[18:28:09] <PetefromTn> Oh yeah me too... It really has promise.
[18:28:32] <JT-Shop> PetefromTn, what does the part do?
[18:28:33] <PetefromTn> The other part I am making I drew in Freecad. This one is so simple it did not warrant a 3d drawing.
[18:28:50] <PetefromTn> JT-Shop: It is a hub for another project that will index to it.
[18:29:22] <jdh> do you part that, or is that it?
[18:29:22] <PetefromTn> You can see the pattern is the same all the way around except for one piece is missing the cutout so that part will index it.
[18:29:23] <mozmck> It looks like you could do 2D just as easy in FreeCAD to me.
[18:29:32] <JT-Shop> cool, can't wait to see the assembly
[18:29:51] <PetefromTn> No I need to setup a champfering op and then take it to the bandsaw and part it off followed by the lathe.
[18:30:23] <PetefromTn> Only problem is I do not have a decent champfer tool worth a crap right now and I don't want to spoil it.
[18:30:52] <PetefromTn> Man I am so excited to be making machined parts again finally.
[18:31:03] <jdh> I used a 90 degree carbide wood bit on 6061 last time, it worked great
[18:31:27] <PetefromTn> My Oldest Daughter wants me to install flooring in her house next weekend and she kinda hinted she would buy me a set of toolholders if I do it for her LOL..
[18:31:55] <PetefromTn> yeah I have some of those and have done that before as well. Works fine. Debating whether or not I should just order a nice one from MSC...
[18:32:04] <PetefromTn> Anyone got any reccomendations for it.
[18:34:04] <jdh> time to go load up dive gear for the morning!
[18:34:22] <jdh> kind of fun since we have been iced in since tuesday
[18:34:32] <JT-Shop> I get my tooling from Lakeshore Carbide
[18:34:59] <PetefromTn> What do you use for a champfer bit?
[18:35:17] <PetefromTn> Heard a lot of good things about Lakeshore. I usually buy from Maritool.
[18:35:36] <JT-Shop> I get all my tool holding from Maris
[18:35:41] <JT-Shop> love the quality
[18:35:55] <PetefromTn> Yeah he has some nice stuff...
[18:36:17] <JT-Shop> http://www.lakeshorecarbide.com/chamferdrillmills.aspx
[18:36:21] <PetefromTn> Wish I could afford the toolholders I am probably going to get my Cat40s from Shars... I have one or two of them and they seem fine.
[18:37:14] <JT-Shop> might find some good ones on flea bay
[18:37:48] <JT-Shop> I use these on steel
http://www.lakeshorecarbide.com/chamfertools.aspx
[18:37:51] <PetefromTn> Those look nice... Kinda pricey. I just checked out a 1/2 inch uncoated carbide CM for $39.41.. ouch.
[18:38:12] <JT-Shop> and these on ally
http://www.lakeshorecarbide.com/chamferdrill-mills.aspx
[18:38:34] <JT-Shop> you need a 1/2" chamfer?
[18:38:50] <PetefromTn> no but I use them for spot drills too..
[18:39:05] <PetefromTn> especially if I went with one of those drill mills.
[18:39:10] <PetefromTn> What size do you use?
[18:39:25] <JT-Shop> I use these for spot drilling
http://www.lakeshorecarbide.com/spotdrillscarbide.aspx
[18:39:36] <JT-Shop> usually a 1/4" for chamfers
[18:40:11] <PetefromTn> interesting. What head angle do you buy in the spots?
[18:40:30] <JT-Shop> 120
[18:40:45] <PetefromTn> and what angle drills do you use mostly?
[18:40:51] <JT-Shop> 134
[18:40:53] <JT-Shop> 5
[18:41:14] <PetefromTn> cool. that is what I was thinking I would do. My drills are 135
[18:41:26] <JT-Shop> I use stub drills usually
[18:41:37] <PetefromTn> Yeah whenever possible right.
[18:41:53] <JT-Shop> screw machine drills, shorter and more rigid
[18:42:21] <JT-Shop> yea, otherwise I have 118 jobbers for deep hole
[18:42:45] * JT-Shop wanders inside to make pizza
[18:42:59] <JT-Shop> you guys have fun... see you in the morning
[18:43:00] <PetefromTn> I can smell that pizza from here man
[18:43:10] <PetefromTn> When do I get a slice?
[18:43:22] <PetefromTn> Cya JT enjoy...
[18:43:27] <PCW> Mmm Pizza!
[18:44:38] <PetefromTn> Yeah Homemade too. I occasionally make our own pizza here. Got a neat recipe from Emeril awhile back.
[19:14:12] * Tom_itx plops down in the chair
[19:21:12] <Tom_itx> PetefromTn, good to go then?
[19:21:37] <PetefromTn> yeah but the post could still be improved...of course
[19:21:46] <PetefromTn> Did ya see my pics?
[19:21:56] <Tom_itx> i saw the hub
[19:23:43] <Tom_itx> where you at with the post now?
[19:26:34] <PetefromTn> Well I still need to figure out a good way to input that M5 right now the code looks like this...
[19:26:39] <PetefromTn> http://pastebin.com/gbd1msX6
[19:26:59] <Tom_itx> can you post a program i can use to generate gcode and your latest post?
[19:27:48] <Tom_itx> i'm not planning to learn cambam inside and out...
[19:28:07] <PetefromTn> RIght now that is the only CamBam program I have made...
[19:28:21] <PetefromTn> I can post the post for you tho.
[19:29:34] <PetefromTn> http://pastebin.com/s7FP5Vud
[19:29:49] <Tom_itx> i haven't looked at their samples
[19:30:30] <PetefromTn> I think I can send you the .cb file which has everything I have so far but I need an email.
[19:53:09] <Tom_L> ok it must be using a default post
[19:53:17] <Tom_L> how do i switch?
[19:57:32] <PetefromTn> System tab post processors linuxCNC
[19:57:58] <Tom_L> i was gonna use a customized one
[19:58:17] <Tom_L> how do you get it to switch without causing a system fault?
[19:58:19] <Tom_L> ;D
[19:59:58] <PetefromTn> honestly dunno I started with the linuxCNC post and whenever you mod it you are basically redoing it with a 1 or 2 or 3 or whatever. I have not ever input a post into the program so I do not know how to do it.
[20:00:13] <Tom_L> maybe you gotta buy it to use new post
[20:00:36] <PetefromTn> I doubt it the trial is supposed to be the complete program.
[20:01:08] <PetefromTn> Apparently it is in Documents and setting like you said no? Maybe remove and replace?
[20:02:13] <PetefromTn> Got a problem here I gotta take care of need to run out of the house for an hour or so. The machine is working fine right now and the code worked good with the exception of the spindle start and stop timing with code.
[20:03:04] <PetefromTn> I have all weekend to work on it now and I am gonna be doing the cam work on the mating part for that boss here over the weekend too so this is not a big hurry at all.
[20:03:33] <PetefromTn> I reallly REALLY appreciate your assistance with this Tom. I will need to buy ya a soda or something LOL..
[20:04:23] <Tom_L> i'll mess with it a bit and see where it goes
[20:04:48] <PetefromTn> I'll be back in an hour or so. talk later.
[20:04:53] <PetefromTn> Thanks.
[20:06:43] <Tom_L> reloading cambam fixed it
[21:38:18] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/CONTROLLER3_zps8c3f66c1.png
[21:41:36] <jdh> whats the yellow box?
[21:43:17] <skunkworks> What's in the Box!!??
[21:43:55] <zeeshan|2> DISCONNECt switch
[21:44:00] <zeeshan|2> whoops at caps
[21:44:30] <zeeshan|2> so far ive done the wiring for the power supplies, drivers, vfd
[21:44:37] <zeeshan|2> and control side of steppers
[21:44:51] <zeeshan|2> enough of this for today
[21:45:08] <jdh> got an e-stop circuit?
[21:45:17] <zeeshan|2> yea
[21:45:31] <zeeshan|2> i have aux contacts on the disconnect switch
[21:45:43] <zeeshan|2> so that will trigger "e-stop" automatically
[21:45:58] <zeeshan|2> cause shutting the power down for a vfd while the motor is running is a major no
[21:46:28] <zeeshan|2> so basically the aux contacts will trigger e-stop and put the vfd is fault mode
[21:46:55] <jdh> no estop on the machine?
[21:47:05] <zeeshan|2> there will be e-stop on the machine too
[21:47:15] <zeeshan|2> thats just a series switch through the aux contacts
[21:53:32] <andypugh> I am pretty sure a VFD can handle power loss. it isn't something to do on purpose, and it will fault out, but they should be able to handle it.
[22:03:01] <eric_unterhausen> power loss should be fine
[22:07:10] <julby0> what is linuxcnc? is it for generating g-code?
[22:07:24] <Tom_itx> it is for cutting gcode
[22:07:45] <julby0> are the mills connected to a computer running linux?
[22:07:51] <Tom_itx> yup
[22:07:57] <julby0> how? what kind of connection
[22:08:04] <Tom_itx> depends
[22:08:09] <julby0> usb?
[22:08:14] <Tom_itx> NO!
[22:08:24] <julby0> would usb be bad?
[22:08:29] <Tom_itx> yes
[22:08:31] <julby0> why
[22:08:32] <Tom_itx> too slow
[22:08:42] <Tom_itx> too much latency
[22:08:56] <Tom_itx> parport works
[22:09:03] <Tom_itx> as does PCI
[22:09:59] <julby0> so they sell machines that need to be plugged into a pc?
[22:10:02] <julby0> cnc machines
[22:10:11] <Tom_itx> PetefromTn, in the post definition file what is the End Cut and Start Cut sections for?
[22:10:43] <Tom_itx> generally ppl make them or retrofit a mill
[22:10:45] <Tom_itx> etc
[22:10:47] <Tom_itx> late
[22:10:48] <Tom_itx> lathe
[22:10:51] <Tom_itx> whatever
[22:10:57] <Tom_itx> plasma cutter
[22:11:02] <Tom_itx> laser
[22:11:59] <roycroft> i have two screwdrivers - slotted an phillips
[22:12:03] <roycroft> i'm going to cnc them both
[22:12:30] <PetefromTn> not sure man standby..
[22:13:41] <roycroft> it's going to be pretty easy - i can direct couple the stepper motor shafts to the screwdrivers
[22:14:05] <PetefromTn> aah I see whaddya think I should do there insert the M5 in the end cut of course?
[22:14:20] <Tom_itx> i want to know more about those sections
[22:14:26] <Tom_itx> they don't seem to be implemented
[22:14:54] <Tom_itx> if i enter something in them they should show up in the post file
[22:15:12] <PetefromTn> They are not in my setup the guys at CamBam forum seem to think that preparing the post processor is not only something you can do but is required so most of the posts are in fact simplistic.
[22:15:30] <PetefromTn> Standby I will try it.
[22:15:41] <Tom_itx> it doesn't work
[22:15:44] <Tom_itx> i did already
[22:16:03] <Tom_itx> i did get the M5 where you want it though
[22:18:05] <PetefromTn> It does not appear to work and puts it in funky places..
[22:18:21] <Tom_itx> puts what in funky places?
[22:18:30] <PetefromTn> m5
[22:18:30] <Tom_itx> what did you put where?
[22:18:33] <Tom_itx> be specific
[22:18:55] <PetefromTn> sorry I put the M5 in the end cut field.
[22:19:17] <Tom_itx> and what happened?
[22:20:32] <PetefromTn> http://pastebin.com/hQmfTRPi
[22:21:53] <PetefromTn> LOL it goes M8 S4500 then M5 and then moves to cut...NOT GOOD>
[22:22:33] <Tom_itx> i was thinking it would define a section in the post if it wasn't blank but it didn't
[22:22:34] <PetefromTn> curious that goes in the end cut lemme put it into the start cut and see what happens wait a sec.
[22:22:45] <Tom_itx> put more than M5
[22:22:49] <Tom_itx> add a comment with it
[22:24:14] <Tom_itx> it doesn't do anything here
[22:24:53] <PetefromTn> Start cut puts the m5 in the sixth line after the M3 S whatever....
[22:25:23] <Tom_itx> it doesn't do anything here
[22:25:31] <Tom_itx> do you save the post?
[22:25:34] <Tom_itx> do you reload it?
[22:25:36] <PetefromTn> http://pastebin.com/E2qP9ypd
[22:25:39] <Tom_itx> i don
[22:25:43] <Tom_itx> don't need to see it
[22:25:47] <PetefromTn> yea on both..
[22:26:52] <PetefromTn> you go to the header in the tree where it says LinuxCNC and right click save and then go to tools-reload post processors and then repost the G code.
[22:26:55] <FinboySlick> CaptHindsight: Well, battery's in the car now. Epoxy wouldn't stick so I ended up welding the whole thing.
[22:27:18] <FinboySlick> Here's lathe porn to celebrate:
https://www.youtube.com/watch?v=_3HGAAuEUfE
[22:30:40] <PetefromTn> BRB..
[22:32:51] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/pete/test.txt
[22:36:48] <PetefromTn> That looks better but there is still a problem.
[22:37:59] <PetefromTn> when you setup an MOP with a particular cutter and follow it with anothe MOP with the same cutter the spindle does not really come out of the work except to go to clearance plain and the way that is the spindle will stop when it does that and there may not be enough time to go back up to speed before it gets to the next cut.
[22:39:55] <PetefromTn> Ideally the spindle would not stop until the toolchange happens and the code I ran to make that part eariler had it in the toolchange part which worked fine except for the fact that there was an M5 before the first toolchange which was odd.
[22:40:07] <Tom_itx> insert a point above the work inbetween those cuts
[22:41:03] <Tom_itx> it's good they don't charge much for this thing.
[22:41:17] <PetefromTn> there is, that is the clearance plain but it is not enough time..
[22:41:33] <Tom_itx> time for what?
[22:41:55] <PetefromTn> yeah I know it is only $150.00 and gives you pretty nice 3d toolpathing and your basic machining ops too.
[22:42:02] <PetefromTn> spindle ramp back up.
[22:42:17] <Tom_itx> so don't let the spindle shut off
[22:42:29] <PetefromTn> You should see some of the videos of the Trochoidal milling and 3d toolpathing on youtube done by CamBam.
[22:42:38] <PetefromTn> that is what I want it to do LOL.
[22:43:35] <Tom_itx> i added the M5 in each profile in the Custom MOP Footer section
[22:43:43] <Tom_itx> along with the M9
[22:44:01] <PetefromTn> I think the best way is to just put the M5 into the toolchange that way no matter what it will stop. Right now tho after the MOP it goes to clearance plain and then up to Z0 with the spindle still spinning.
[22:44:11] <Tom_itx> if you don't want the spindle to shut off, don't add it to that section
[22:44:23] <Tom_itx> don't put it in the post at all
[22:44:49] <PetefromTn> maybe I am not explaining myself too well.
[22:45:08] <Tom_itx> was my code ok as far as the M5?
[22:45:35] <PetefromTn> Ideally the spindle would start either at the clearance plain or at the toolchange and end at the clearance plain after the MOP is finished.
[22:45:47] <PetefromTn> No actually it was not
[22:46:04] <Tom_itx> so you don't want it between the profiles of the same tool
[22:46:11] <PetefromTn> because like I said when you go to another MOP using the same tool
[22:46:16] <PetefromTn> yes exactly...
[22:46:20] <Tom_itx> mkay
[22:46:27] <Tom_itx> what would you like to happen there?
[22:47:11] <PetefromTn> basically nothing because using the same tool it should just keep spinning and flooding coolant and just move to the next cut seamlessly.
[22:47:23] <Tom_itx> ok.
[22:47:26] <Tom_itx> hold on
[22:47:34] <PetefromTn> Then when you get to a toolchange it should stop spindle at the clearance plain before it heads up the column.
[22:47:51] <Tom_itx> we'll get to that
[22:48:09] <PetefromTn> okay man thank you again for your help.
[22:48:57] <Tom_itx> this just runs so farking slow on the pc it takes a while to edit
[22:49:28] <Tom_itx> which profiles use the same tool?
[22:49:32] <PetefromTn> really it does not here it is pretty speedy. In fact I have not noticed ANY delay with CamBam even posting some rather large funky 3d code..
[22:49:52] <PetefromTn> Don't understand the question.
[22:50:51] <Tom_itx> there are drill1, profile1, profile3, profile4, profile2, profile5, profile6 in the 'machineing' section
[22:51:05] <Tom_itx> i realize drill1 is by itself
[22:51:14] <Tom_itx> what others use the same tool?
[22:53:30] <PetefromTn> I am not sure really but if I had to guess what those profiles are they probably relate to Pocket, profile inside, profile outside, engrave, etc.
[22:53:49] <Tom_itx> how many tools do you use?
[22:54:22] <PetefromTn> depends on the job they don't relate to the number of tools I don't think.
[22:54:37] <Tom_itx> for this part how many tools do you use?
[22:54:40] <Tom_itx> 2?
[22:54:43] <PetefromTn> What I am talking about could happen with ANY tool.
[22:54:51] <PetefromTn> yeah 2 for this part.
[22:55:36] <Tom_itx> refresh test.txt
[22:56:45] <PetefromTn> not sure what you mean here.
[22:56:53] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/pete/test.txt
[22:58:29] <Tom_itx> i can't find any way to make G1 G2 G3 modal in the post or otherwise
[22:58:34] <Tom_itx> which sucks
[22:58:48] <PetefromTn> Hey man that looks decent.
[22:59:06] <Tom_itx> remove M5 from your post
[22:59:13] <PetefromTn> No M5 before the initial toolchange and there is no stopping spindle or coolant if there is no toolchange.
[22:59:46] <Tom_itx> just a sec, i'll post this post
[23:00:01] <PetefromTn> what did you do exactly?
[23:00:20] <Tom_itx> i'm not gonna tell ya
[23:00:28] <PetefromTn> LOL
[23:00:40] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/pete/PETE.cbpp
[23:00:50] <Tom_itx> there's the post that spit the code out
[23:01:12] <PetefromTn> LOL I noticed you removed the tool callouts before the code starts..
[23:01:35] <Tom_itx> well if you want em keep em
[23:01:55] <PetefromTn> No its okay..
[23:02:08] <Tom_itx> this is not nearly as flexible as mine
[23:02:16] <PetefromTn> Now I just gotta figure out how to install that into my setup here.
[23:02:32] <Tom_itx> edit the friggin file with gedit
[23:02:51] <Tom_itx> then reload it in cambam
[23:02:59] <PetefromTn> This is not on my machine computer its on my win8 laptop.
[23:03:14] <Tom_itx> ok well use notepad then
[23:03:20] <PetefromTn> I'll see if I can figure out how to put it back in.
[23:03:21] <Tom_itx> or copy con for all i care
[23:03:35] <Tom_itx> put what back in?
[23:03:37] <PetefromTn> LOL have I upset you?
[23:03:40] <Tom_itx> no
[23:03:47] <Tom_itx> i'm just messin with ya
[23:03:57] <PetefromTn> the post processor you modded of course.
[23:04:08] <Tom_itx> what do you want to put where?
[23:04:15] <PetefromTn> standby...
[23:04:46] <Tom_itx> then i'll tell you how i did it
[23:09:26] <PetefromTn> Damn it did not work. Not sure I got the post to install right. Tryin again.
[23:13:02] <PetefromTn> Not working man. When I search my hard drive for LinuxCNC.cbpp there are several and I dunno which one to delete and past the new one into.
[23:13:12] <Tom_itx> just edit yours
[23:13:39] <Tom_itx> remove the M5 from the toolchange section
[23:13:43] <PetefromTn> Okay tell me what you changed and where.
[23:13:45] <Tom_itx> leave everything else
[23:13:50] <Tom_itx> ^^
[23:14:28] <PetefromTn> There is no M5 in there.
[23:14:57] <Tom_itx> there was in the one you sent me
[23:15:54] <Tom_L> http://pastebin.com/s7FP5Vud
[23:15:57] <Tom_L> line 19
[23:16:03] <Tom_L> remove that
[23:16:06] <PetefromTn> well I must have removed it before. Right now everything is right except there is no M5 after the G83 cycle.
[23:16:11] <CaptHindsight> FinboySlick: PP has very low surface energy, some epoxies won't stick to it unless it's plasma, corona or flame treated
[23:16:51] <Tom_itx> ok ready to make the other changes?
[23:17:00] <FinboySlick> CaptHindsight: Yeah. I bought some that claimed to work on PP but it wasn't going to do. Welding was pretty cool but I probably should have had more ventilation :P
[23:18:12] <Tom_itx> PetefromTn, still with me?
[23:18:14] <PetefromTn> mine does not have that..
[23:18:28] <Tom_itx> doesn't have what?
[23:18:35] <PetefromTn> the m5 on line 19
[23:18:40] <Tom_itx> ok you're fine then
[23:18:45] <Tom_itx> moving on...
[23:18:55] <Tom_itx> under the drawing tab
[23:19:04] <Tom_itx> Machining -> Part1
[23:19:12] <Tom_itx> it lists the operations
[23:19:14] <Tom_itx> right?
[23:19:47] <FinboySlick> CaptHindsight: I chopped up the carry handle to make welding rods. I was surprised with how strong the bond was.
[23:20:08] <PetefromTn> is this in the software or the notepad post?
[23:20:15] <Tom_itx> in your part drawing
[23:20:29] <Tom_itx> open cambam and pull up that tab
[23:20:54] <PetefromTn> oops sorry got it now
[23:21:03] <Tom_itx> ready?
[23:21:07] <PetefromTn> yup
[23:21:13] <Tom_itx> under Profile1
[23:21:16] <Tom_itx> bring that up
[23:21:27] <Tom_itx> G-Code Options section...
[23:21:37] <Tom_itx> Custom MOP Footer
[23:21:40] <Tom_itx> what's it say?
[23:21:56] <PetefromTn> M9
[23:21:58] <Tom_itx> remove it
[23:22:23] <PetefromTn> okay
[23:22:24] <Tom_itx> leave the M8 in the Custom MOP Header
[23:22:34] <Tom_itx> ok next profile in line...
[23:22:40] <Tom_itx> Profile3
[23:22:44] <Tom_itx> remove both
[23:23:00] <Tom_itx> because the coolant is on and you don't want the spindle to stop
[23:23:08] <Tom_itx> right?
[23:23:18] <PetefromTn> yeah.
[23:23:27] <Tom_itx> do that for all of them except the last one
[23:23:35] <Tom_itx> tell me when you're ready for the last one
[23:23:52] <PetefromTn> Oh I see but that is not a post fix that just fixed THIS program.
[23:24:05] <Tom_itx> there IS no post fix
[23:24:09] <Tom_itx> it sucks
[23:24:24] <PetefromTn> If I run another program then it will still have the problem/
[23:24:50] <Tom_itx> then you will have to edit the problem again
[23:24:51] <Tom_itx> :D
[23:25:01] <PetefromTn> There has gotta be a way to make this work in some way shape or form or combo of these settings.
[23:25:17] <Tom_itx> i can't find it
[23:25:40] <Tom_itx> they don't tell you enough about the post
[23:26:06] <PetefromTn> Okay I understand. It is difficult to do these things. I have a post that works for most stuff right now in fact all stuff but it just will be funky with the spindle on and off times.
[23:26:08] <Tom_itx> the END CUT, START CUT aren't defined anywhere
[23:26:16] <Tom_itx> and not mentioned in the documentation
[23:26:50] <Tom_itx> but if you do this, it will put out the code you want
[23:26:56] <PetefromTn> I think you have helped me to know how to play with this so I will spend some time monkeying around with it until I get it where I need it.
[23:26:56] <Tom_itx> except the return plane
[23:27:03] <Tom_itx> i haven't looked at that yet
[23:27:26] <PetefromTn> The return plane is whereever it says {$clearance}
[23:27:50] <Tom_itx> anyway, on the last profile you would add the M5 to the M9 in the Custom MOP Footer section
[23:28:03] <Tom_itx> and that's how i got the code you saw
[23:28:12] <PetefromTn> okay thanks again so much for the help.
[23:28:29] <PetefromTn> I THINK I know enough about it now to experiment with it.
[23:28:39] <Tom_itx> i don't think you'll find it in the post
[23:28:42] <PetefromTn> I am sure I will figure out a way.
[23:29:01] <PetefromTn> Its gotta be..
[23:29:20] <Tom_itx> it's not documented if it is
[23:29:24] <PetefromTn> I am gonna get on the CamBam forum some more and ask for help there.
[23:29:30] <PetefromTn> probably not.
[23:29:57] <Tom_itx> at least you have a workaround until you fix it
[23:30:26] <Tom_itx> they don't list all the post variables anywhere
[23:30:35] <PetefromTn> Well I will go ask over there now and use this workaround until I do get an answer. If I find It I will let you know if you want.
[23:30:41] <Tom_itx> it would be nice to know what they are and how they're used
[23:30:50] <PetefromTn> The fella LLoyd is very knowledgeable.
[23:31:18] <Tom_itx> no irc channel?
[23:31:39] <PetefromTn> I don't think so wish there was an IRC for everything. You guys here are great.
[23:32:41] <Tom_itx> i think i'll stick to smartcam
[23:32:50] <PetefromTn> I will chat with you later man. Again Can't thank you enough for your help.
[23:32:57] <Tom_itx> np
[23:33:02] <PetefromTn> yeah man I wish I could afford something like that.
[23:33:31] <PetefromTn> Honestly what CamBam does is a great bargain for what you get and the code ran fine with these small exceptions.
[23:33:59] <PetefromTn> It seems like it will do 99 percent of what I need it to once I get it setup right.
[23:37:34] <ReadError> wish it had a few more features
[23:37:43] <ReadError> like 'overcut'
[23:38:12] <ReadError> the 'spiral' style pocketing
[23:40:30] <ReadError> also copying toolpaths during an array copy would be nice..
[23:43:18] <PetefromTn> It has spiral pocketing..
[23:43:37] <PetefromTn> It can do thredmilling.
[23:44:14] <PetefromTn> You can basically copy and past anything in the tree and assign toolpaths to them in several ways.
[23:46:19] <PetefromTn> ReadError: Do you mean overcut corners?
[23:50:35] <PetefromTn> It does have Corner overcut option in the latest release.
[23:53:43] <ReadError> PetefromTn: I mean like on a profile
[23:53:48] <ReadError> cut past the entry
[23:54:51] <PetefromTn> cut past the entry? Why would you need that?
[23:56:07] <ReadError> http://i.imgur.com/SpgovPS.png
[23:56:13] <ReadError> I dont see any way to change the pocket style
[23:58:30] <PetefromTn> You got me confused man I thought you said you wanted to overcut a profile not a pocket.
[23:58:56] <ReadError> yea 2 different things
[23:59:15] <ReadError> aspire allows you to overcut
[23:59:18] <PetefromTn> what exactly are you trying to do..
[23:59:25] <ReadError> nothing, it works fine
[23:59:31] <ReadError> but in terms of pocketing
[23:59:49] <ReadError> if im pocketing a hole, i would like it to do the spiral
[23:59:57] <ReadError> seems more efficient, less z movement
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}