Back
[02:13:56] <Deejay> moin
[02:30:30] <Loetmichel> mornin'
[07:12:21] <Loetmichel> *grrr* i should shed a bit weight. or the boss should buy some decent office chairs with coasters... thats the second chair in the last 6 months i break off a coaster... *picks himself from the ground*
[07:13:01] <Tom_itx> start biking with JT
[07:33:47] <archivist> or eat less
[07:34:16] * archivist starts up a society for the protection of chair casters
[07:34:17] <jthornton> a better plan for sure
[07:34:24] <jthornton> lol
[07:36:13] <Tom_itx> 15° F
[07:36:18] <Tom_itx> 6 tomorrow
[07:36:28] <Tom_itx> better stock up on wood
[07:37:04] <Tom_itx> 60mph gusts last night
[07:37:12] <jthornton> going to be cold out on the bridge today and windy
[07:37:54] <Tom_itx> you're supposed to do inside jobs in the winter
[07:39:00] <jthornton> today is the last day of outside work then we move inside the cupola
[07:45:08] <skunkworks> -11... -30 to -50 wind chills
[07:46:12] <archivist> wind chill is not real temperature reduction
[07:46:45] <skunkworks> only for humans..
[07:50:10] <Deejay> and for animals and plants?
[07:51:02] <skunkworks> eh - they have their own measuring system
[07:51:24] <Deejay> hehe
[07:53:00] <archivist> its the cooling effect due to wind removing the insulating layer of air, wrap up in wind proof clothes
[07:54:13] <Deejay> so I would think its the same for animals but not for plants
[08:13:21] <jdh> doesn't seem to affect children
[08:14:14] <jdh> beach water temp is down to 50s here now. I saw kids splashing in the water last weekend. cold and windy, they didn't seem to notice.
[09:58:39] <MattyMatt> my $25 jog wheel arrived. it's nicer than I expected. the knob is heavy alu and the detents are positive
[09:59:39] <archivist> we want to know if the detents match the optics
[10:00:35] <MattyMatt> it's 100 ppr so they should. I'll wire up a couple led and see
[10:02:41] <MattyMatt> the detents are actually a little too harsh for my taste, you can't leave it at a half step
[10:03:50] <CaptHindsight> spin it with a motor until the high spots wear down :)
[10:04:01] <MattyMatt> arr :)
[10:04:20] <archivist> if it has 100 detents then a mid spot makes no sense
[10:04:22] <MattyMatt> or blowtorch it until the spring loses its vigour
[10:04:58] <MattyMatt> 100 ppr may mean 100 quadrature cycles, so effectively 400 ppr
[10:05:43] <MattyMatt> that's how those cheap rotary switches are described
[10:05:50] <archivist> or at that price 25 slot
[10:06:12] <MattyMatt> could be. gimme 5 to find leds and batteries
[10:07:36] * archivist counts to 6 and complains about the lack of answer yet
[10:08:11] <MattyMatt> ah seid 5 oors captain, the engines wilnae take it
[10:16:03] <skunkworks> That is how our fanuc mpg is.. 100 detents - 400count
[10:18:05] <MattyMatt> I can't find any led + resistor. I used up all the convenient ones. I might as well wire it up to my machine and use halscope
[12:05:39] <IchGuckLive> hi all B)
[12:07:52] <IchGuckLive> What a missi nthe USA Superbowl anonced in NY but statium in NJ so the world gets known that US Tetchers and TV presenters did not know the issue
[12:09:39] <jdh> what issue
[12:10:05] <jdh> NY and NJ are the same place
[12:11:08] <IchGuckLive> jdh: but not in everyones mind
[12:16:28] <IchGuckLive> the weather for the game is horribal no cheerleeding as they will freez to death
[12:17:19] <Err> ...and more to the point, both of the NY football teams play in NJ :-)
[12:17:37] <IchGuckLive> Giants and Jet
[12:19:02] <WalterN> CaptHindsight: oh hey, what is that liquid plastic stuff for rapid prototyping you said you could get a sample from?
[12:22:32] <IchGuckLive> PMMA
[12:22:51] <IchGuckLive> WalterN: you can also mix up UREOL
[12:23:09] <IchGuckLive> but most pre moldings are of Silikon
[12:23:34] <IchGuckLive> with a hardener you can get it in 5min and it will be as strong as "stone"
[12:25:38] <WalterN> no, photopolymers
[12:26:01] <WalterN> I don't remember what company it was
[12:26:59] <CaptHindsight> WalterN: what do you need?
[12:28:20] <WalterN> CaptHindsight: I just don't remember the company we talked about getting the liquid plastic stuff from... as I recall it was a fair bit cheaper than the stuff formlabs sells
[12:30:09] <skunkworks> inital power up - the matsuura seems to come up.. (the control anyway - there is atleast 1 alarm)\
[12:31:24] <skunkworks> (kinda suprised... :) )
[12:35:17] <IchGuckLive> skunkworks: you are magic !
[12:35:30] <skunkworks> I am lucky.. maybe.
[12:35:32] <WalterN> magic is good
[12:35:50] <Loetmichel> skunkworks: "magic healing hands"
[12:36:05] <Loetmichel> i know, i have them, too (sometimes)
[12:36:13] <skunkworks> well - from a distance.. Dad is the one powering it up...
[12:37:10] <toast-work> skunkworks: got pics of the machine?
[12:37:33] <WalterN> working up some bids for a few new parts
[12:37:53] <skunkworks> http://imagebin.org/287781
[12:38:07] <WalterN> one of them is 8620... never worked with 8620 material before
[12:38:21] <WalterN> google search says its like machining 4140
[12:40:12] <CaptHindsight> WalterN: what type? hardness, flexural modulus, color, cure wavelength etc etc
[12:40:40] <WalterN> CaptHindsight: uh... just stuff that cures at 405nm wavelength
[12:41:36] <WalterN> the company I remember talking about seems like they sold a lot of different colors and wavelengths though
[12:41:43] <CaptHindsight> just take any acrylated monomer or oligomer and add 1% BAPO
[12:41:49] <CaptHindsight> DIY
[12:42:20] <CaptHindsight> unsaturated polyester is also low cost and available many places, just add BAPO
[12:43:13] <CaptHindsight> there's a few makercrap resin co's out there now as well for $40/L
[12:43:48] <WalterN> fancy for calling "generic"?
[12:43:49] <WalterN> lol
[12:45:29] <toast-work> skunkworks: goddamn, nice machine
[12:46:44] <skunkworks> toast-work, yes - dad really lucked out.. we just figured it would be a nice conversion machine - but if it runs with the original control for a while - even better
[12:47:09] <skunkworks> local surplus place got it - they usually only deal with manual machines and let it go cheap
[12:47:31] <WalterN> oh, anyone have an Okuma BL10 machine laying around for parts?
[12:47:46] <WalterN> I'm looking for a Z-axes driver board
[12:48:32] <WalterN> narrowed it down to a specific board (the X and Z axes driver boards are interchangeable)
[12:49:06] <IchGuckLive> okuma bl15 is in the range of capthint
[12:49:18] <IchGuckLive> and its broken i know
[12:49:42] <IchGuckLive> WalterN: why dident you use the 1.2080 insted of the 8620
[12:49:51] <WalterN> is the BL10 and BL15 Z and X driver boards interchangeable?
[12:49:55] <toast-work> skunkworks: what control does it have on it
[12:50:03] <skunkworks> yasnac
[12:50:07] <IchGuckLive> its more usebale for the harde arts and its in oil
[12:50:21] <toast-work> figured, i'd be surprised if that control dies anytime soon
[12:50:24] <WalterN> IchGuckLive: they probably wouldent care, but I'm just looking at a print and in the material box it says 8620
[12:51:08] <skunkworks> toast-work, they must have replaced the battery not too long ago.. the thing is soldered in and shows 3 volts
[12:51:09] <IchGuckLive> ok you can harden the 2080 in a flame and it will not xcurve like the 862x series does
[12:51:16] <skunkworks> so - we might be ok
[12:51:37] <toast-work> can you look up how to download the configuration
[12:51:49] <WalterN> IchGuckLive: also, this part is 4" in diameter :P
[12:51:56] <toast-work> that's the main problem people have with those things
[12:52:22] <skunkworks> I bet
[12:52:32] <IchGuckLive> i did parts 250x250 in that and worked out perfect with a 0,2mm shrink
[12:53:16] <skunkworks> toast-work, where would you look for the configuration?
[12:54:00] <toast-work> skunkworks: it's usually some kind of keystroke pattern you have to press
[12:54:05] <toast-work> and it will write the config to a disk
[12:54:11] <toast-work> or sometimes it's in the file menu
[12:54:17] <skunkworks> ah.
[12:54:31] <skunkworks> I meant - if I didn't have the config.
[12:54:33] <toast-work> the config on those controls is horrifying to look at, it's impossible to manipulate without the manual
[12:54:36] <toast-work> you'd be fucked
[12:54:43] <skunkworks> heh
[12:54:44] <skunkworks> ok
[12:55:05] <toast-work> if the config is reachable on the control it's just a bunch of rom/ram locations and their values
[12:55:12] <toast-work> what each location does is described in the manual
[12:55:33] <toast-work> like "0x12B4 - x axis screw pitch"
[12:55:44] <skunkworks> kinda like the fanuc controls? a buch of raw data..
[12:55:48] <toast-work> yep
[12:55:51] <toast-work> exactly what it is
[12:55:58] <skunkworks> so you could copy it down... ;)
[12:56:05] <toast-work> in theory, yes
[12:56:16] <CaptHindsight> skunkworks: I have a *ach3 system you can bolt on to that ready to go :)
[12:56:16] <skunkworks> or a bunch of camera shots...
[12:56:20] <toast-work> in practice they provide you with a mechanism to write the thing to disk
[12:56:25] <toast-work> or, also common, to the serial port
[12:56:30] <toast-work> which is how we did everything
[12:56:31] <skunkworks> right
[12:56:46] <toast-work> heyperterm and sneakernet
[12:56:49] <toast-work> *hyperterm
[12:57:15] <CaptHindsight> I wonder how close the 500 is to the 710 in terms of controls? The 500 used pneumatics the 710 is all hydraulic
[12:57:36] <skunkworks> we have a lone fanuc control here... Every so often the memory gets screwed up and we have to reload all the configs from the pc
[12:58:05] <WalterN> heh
[12:58:16] <skunkworks> CaptHindsight, no clue. yours looks like it has a lot more 'stuff'
[13:03:56] <toast-work> CaptHindsight: you have a machine that uses pneumatics?
[13:05:06] <CaptHindsight> http://imagebin.org/289341 the 710v is all hydraulic, no pneumatics, the 500 uses pneumatics
[13:05:16] <skunkworks> mine uses pneumatics for the tool changer - CaptHindsight's is hydraulic
[13:06:14] <skunkworks> CaptHindsight, is that linuxcnc?
[13:06:47] <CaptHindsight> I still need to add more guards, it splashes >8 ft when cutting fast
[13:07:16] <CaptHindsight> skunkworks: I'm still converting over from the #ach3
[13:07:43] <skunkworks> eww - how wastat done?
[13:07:48] <toast-work> oh, i thought you guys were talking about the axis drives
[13:07:52] <skunkworks> *eww - how was that done?
[13:07:55] <toast-work> like a cinci hydrotel
[13:08:21] <skunkworks> toast-work, our K&T had hydraulic servos originally...
[13:08:38] <toast-work> i should buy one online and take it apart
[13:08:50] <CaptHindsight> I think the Z has some hydraulic assist
[13:09:31] <skunkworks> toast-work,
http://electronicsam.com/images/KandT/conversion/hyservo.JPG
[13:10:17] <toast-work> oh, weird
[13:10:27] <toast-work> i thought you meant the ram-style hydraulic servos
[13:11:12] * Loetmichel had some hydraulic servos on a 15 ton truck crane
[13:11:27] <Loetmichel> ... sadly italian manufactuerer
[13:11:44] <Loetmichel> the red button was the most pressed key on the RC
[13:12:22] <Loetmichel> becaue i had to change about 10 proportional valves in as many months
[13:13:07] <Loetmichel> to small heat sinks on the valve actuators-> burning mosfets-> full end position on a random valve :-(
[13:13:33] <CaptHindsight> I need a slightly larger machine. I'm currently 2" short for something I'll be making often (cue the inch jokes)
[13:14:08] <toast-work> womp womp womp
[13:14:48] <Loetmichel> ... and its NO fun to see the boom turn at max speed with 10 ton steel on the hook ;-)
[13:15:35] <CaptHindsight> toast-work: ever worked with one by J&L?
http://www.ebay.com/itm/370729400325
[13:16:05] <toast-work> nope
[13:16:22] <IchGuckLive> CaptHindsight: the mashine is always to smal B)
[13:16:37] <CaptHindsight> yeah
[13:16:51] <IchGuckLive> even if you can go 15meters someone comes in with 18m
[13:18:48] <CaptHindsight> I started looking into machines to make linear positioners in China. The printers will have beds up to 3m (~10ft)
[13:19:54] <CaptHindsight> but only 200mm wide (~8 in)
[13:20:09] <CaptHindsight> the positioners, not the printers
[13:21:15] <CaptHindsight> it's mostly truing up aluminum extrusions and precision holes
[13:21:58] <CaptHindsight> probably will just build something custom
[13:23:48] <CaptHindsight> http://i.ebayimg.com/00/s/MTIwMlgxNjAw/z/x8QAAOxyxmJSOG9d/$%28KGrHqZHJBYFI2rh8CyZBSOG9dTwzw~~60_57.JPG these positioner bodies look cast and then machined
[13:24:27] <CaptHindsight> Anorad/Rockwell ^^
[13:24:54] <CaptHindsight> http://i.ebayimg.com/00/s/MTIwMlgxNjAw/z/gpIAAOxynRRSOG9m/$T2eC16JHJHkFFlyw!k8LBSOG9lvFmQ~~60_57.JPG
[13:25:51] <toast-work> you know
[13:26:03] <toast-work> what if you used tensioned wire
[13:26:17] <toast-work> and just had the printhead floating on air bearings right on the paper
[13:26:31] <toast-work> low flow air bearings have been used in paper coating and printing processes before and apparently don't blow ink everywhere
[13:27:10] <CaptHindsight> it works well for inkjet
[13:27:44] <CaptHindsight> but the air bearing above the substrate
[13:28:38] <CaptHindsight> you really don't want wind/airflow at the printhead nozzles
[13:30:33] <CaptHindsight> with 3d printing you don't have a planar surface to float on
[13:30:41] <toast-work> oh, this is for 3d
[13:30:54] <CaptHindsight> both 2 and 3d
[13:31:08] <CaptHindsight> similar mechanisms
[13:32:19] <CaptHindsight> i always wanted to build the worlds largest inkjet printer that would be able to walk over the paper
[13:32:29] <CaptHindsight> print an area and walk to the next
[13:32:40] <CaptHindsight> cover a football field or similar
[13:34:20] <skunkworks> now it looks like..
http://electronicsam.com/images/KandT/conversion/yaxis/yassembly.JPG
[14:11:26] <onyedi> hello
[14:16:14] <onyedi> i have a problem with linuxcnc. I used to have mach3 installed, a gcode program took 25-30 mins to complete with 5m/s velocity and 0.5m/s acceleration, the same machine and same gcode takes 100 minutes on linuxcnc. The gcode is produced with deskproto and has many small movements. It is a 3d one sided object. I searched around the net about this problem and people suggest G64 with P and G options, I tried G64 with P0.2 also with P0.
[14:16:42] <onyedi> Any ideas ?
[14:17:45] <cradek> make sure G64 P is as high as possible, and (most importantly) make sure your accel is as high as possible
[14:17:57] <cradek> that accel sounds extremely low for a 5m/s machine
[14:18:16] <cpresser> onyedi: basically you already have all the points you need to tweak. G64 and accel
[14:19:00] <onyedi> accel is 1000m/sec2 in linuxcnc
[14:19:13] <onyedi> 1000mm/sec2 sorry
[14:19:58] <archivist> someone to try the new trajectory planner
[14:19:59] <cradek> so it takes 5 seconds to get up to full speed and another 5 seconds to stop?
[14:20:06] <onyedi> on finishing pass velocity doesnt go up more tahn 1200mm/sec
[14:20:08] <cradek> that can't possibly be right
[14:20:50] * cpresser has 4800mm/sec max speed, and 15000mm/sec^2 for his stepper machine
[14:21:13] <onyedi> let me pastebin the hal
[14:21:18] <cpresser> getting to full speed takes 0.32sec with those values.
[14:23:03] <onyedi> can you check
http://pastebin.com/9gfn1vkT to see the velocity and accel?
[14:23:21] <cradek> onyedi: need the ini file
[14:24:47] <onyedi> damn i dont have it with me, but i remember that the settings was something like 85 for velocity and 1000 for acceleration (mm in machine config)
[14:25:36] <cradek> ok you've told us all sorts of different numbers - maybe come back when you have the file and we can give better help
[14:29:09] <CaptHindsight> how well does the graphics work on the Atom ITX boards? Does axis run smoothly? Does Ubuntu install the hardware GPU drivers?
[14:29:39] <CaptHindsight> I always hear about the latency results but not much on the GPU performance
[14:30:03] <cradek> archivist is right that there's experimental code you might want to try, but if you don't want to get into compiling experimental code, my advice to make the tolerance and accels as high as possible is the key to improving it.
[14:31:59] <archivist> CaptHindsight, last one I setup I got offered the propriety stuff but I ignored
[14:32:43] <WalterN> CaptHindsight: donno... I have an intel atom D510 computer but I just use it for a headless server
[14:33:13] <onyedi> cradek i am sure that my veloctiy is 5000mm/sec and acceleration is 1000mm/sec, The rapid movements are 4950ish.
[14:34:18] <onyedi> i upped the accleration to 2000 and it improved the time
[14:34:42] <skunkworks> onyedi, could you share your program too?
[14:34:54] <onyedi> but still accelerations seems to be the limiting thing when it comes to that gcode i am trying to machine
[14:35:10] <onyedi> yes i will also pastebin it
[14:35:22] <cradek> is it 5000mm/sec or 85mm/sec?
[14:35:36] <cpresser> 85*60 = 5000
[14:35:47] <cpresser> onyedi: you need to make clear what units you are using :)
[14:35:52] <cradek> then you mean 5000mm/minute
[14:36:05] <onyedi> :)
[14:36:27] <cpresser> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TrajectoryControl
[14:36:48] <onyedi> yes sorry i just remembered the units in stepconf is in min so I did input 84 there
[14:37:10] <onyedi> but the accel was in sec so i put 1000 there
[14:37:24] <cpresser> onyedi: you want to use "G64 P0.5" for a .5mm tolerance on all moves. that will speed things up compared to G61(which is default)
[14:37:28] <onyedi> sorry for the confusion but the stepconf i have is like that
[14:37:48] <cpresser> onyedi: adjust that .5 value to the tolerances you can allow
[14:38:08] <cpresser> onyedi: for deskproto, at least set it to the same value as the accuracy of the cam-processor
[14:39:02] <onyedi> i tried G64 p0.1 Q0.1 nothing changed compared to G64
[14:39:49] <onyedi> i could not paste to pastebin exceeded the limit
[14:40:09] <cpresser> did you make sure G64 is active. take a look at the gcode file
[14:40:20] <skunkworks> could you email it to me? samcoinc at gmail dot com
[14:40:30] <cpresser> it can be overwritten by G61, which may be part of the preamble
[14:40:41] <onyedi> my g code starts like % N10 G17 G21 G40 G49 N20 G64 P0.1 Q0.1
[14:41:01] <onyedi> N10 and N11 is the line numbers
[14:41:25] <onyedi> 10 and 20 sorry
[14:41:44] <onyedi> dunno why it is like that
[14:42:18] <cpresser> onyedi: you can edit the postprocessor for deskproto :)
[14:42:30] <onyedi> do i have to make somthing else to enable G64 other than putting it in gcode file?
[14:42:44] <cpresser> no, you that will suffice
[14:43:09] <cpresser> but just to make sure, check if its active during machining (MDI-tab in axis)
[14:43:18] <onyedi> so i have not seen any improvements over plain G64 to G64 with P and Q
[14:43:30] <cpresser> try different value!
[14:43:33] <onyedi> i will check that tomorrow thank you
[14:43:42] <onyedi> i tried P0.2
[14:43:48] <onyedi> without the Q
[14:43:54] <onyedi> same speeds
[14:44:12] <skunkworks> onyedi, could you email it to me?
[14:44:15] <onyedi> yes sure
[14:44:27] <skunkworks> Thank you
[14:44:28] <cpresser> onyedi: thats how my deskproto gcode looks like:
http://pastebin.com/V9S2RBr7#
[14:45:53] <onyedi> cpresser: thats looks like mine with the default deskproto settings G64 P0.1
[14:46:23] <onyedi> skunworks what is your email ?
[14:46:47] <skunkworks> samcoinc at gmail dot com
[14:46:57] <cpresser> onyedi: depending on the job & material, i ram up both accelleration and tolerace for faster machining
[14:48:02] <cpresser> i have different configs with different accelleration values for different materials. accelleration can be really high if you machine foam, compared to aluminium :)
[14:48:38] <onyedi> my machine at the moment wont go more than 3000mm/sec for accel
[14:49:00] <onyedi> but velocity can go more than 10000mm/sec
[14:49:08] <onyedi> for x and y
[14:49:19] <onyedi> z can go to around 6000
[14:50:23] <onyedi> i machine hard wood
[14:50:33] <skunkworks> onyedi, so are you saying the program that mach took 30 minutes was set to 5000mm/sec vel and 500mm/sec^2
[14:50:53] <onyedi> yes
[14:51:03] <skunkworks> thank you!
[14:51:06] <onyedi> np
[14:51:41] <onyedi> according to deskproto the program takes around 25 mins theoratically
[14:51:57] <onyedi> 30-35 mins on mach3
[14:52:16] <cpresser> but deskproto does those estimates with a acceleration = 999999999999999mm/sec :)
[14:52:35] <onyedi> yes when i run it it took around 30-35 mins to complete
[14:52:42] <cpresser> axis will show the same estime as deskproto
[14:52:56] <cpresser> but those always exclude acceleration
[14:52:59] <onyedi> yes
[14:53:15] <onyedi> but on mach my accel was 500mm/sec
[14:53:38] <onyedi> even so it was going around 3500 velocity
[14:53:46] <onyedi> on finishing pass
[14:53:47] <cpresser> onyedi: that would mean you machine needs 10seconds to accelerate to fullspeed?!!
[14:54:37] <onyedi> let me check the mach 3 config screen
[14:54:47] <onyedi> i sometimes get confused :)
[14:56:31] <onyedi> yes sorry, in mach3 i had 4000mm/min as velocity and 500mm/sec as accel
[14:56:53] <onyedi> i just checked it now
[14:56:54] <cpresser> still, that would mean it takes 8secs to get to full speed!?
[14:57:13] <MattyMatt> 500mm/sec² for accel
[14:57:48] <MattyMatt> 4000 mm/min. that makes more sense
[14:58:05] <onyedi> 500mm/sec² for accel yes
[14:58:19] <onyedi> what is sec²
[14:58:41] <onyedi> it is sec² for accel but i always write sec. so sorry for that
[14:59:19] <onyedi> cpresser does 500mm/sec² for accel makes sense ?
[14:59:30] <cpresser> onyedi: i dont think so
[14:59:48] <cpresser> onyedi: as said above; that means it takes 8seconds to get to full speed
[14:59:57] <cpresser> onyedi: is you machine really that slow?
[14:59:58] <MattyMatt> 4000 mm/sec = 14.4km/h I thought that was fast for a stepper driven machine :)
[15:00:44] <cpresser> MattyMatt: i have 4800mm/sec max speed, and 15000mm/sec^2 for his stepper machine
[15:01:08] <MattyMatt> no max speed is per minute, like in a gcode feedrate
[15:01:36] <cpresser> MattyMatt: true. i did mess up units. shame on me
[15:01:47] <cpresser> those values i posted are per minute
[15:01:48] <MattyMatt> easily done
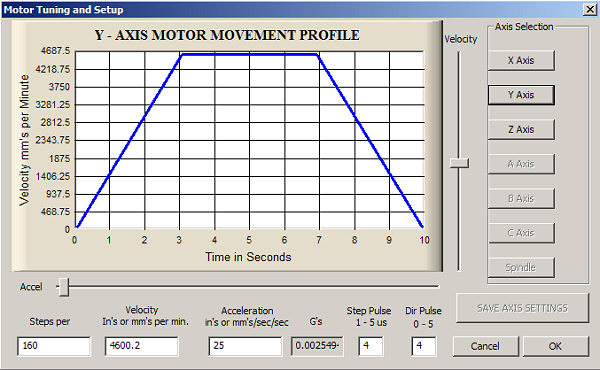
[15:03:50] <onyedi> cpresser can you check
http://www.cnc1.eu/files/images/stories/mach3/Motor.jpg ?
[15:03:52] <skunkworks> so it is 500mm/sec^2
[15:04:19] <onyedi> it shows that 25mm/sec2 takes 3 seconds to get to full speed
[15:04:28] <onyedi> am i missing something here ?
[15:04:53] <MattyMatt> 4800mm/min = 80 mm/s so that's right
[15:05:10] <cpresser> onyedi: with 25mm/sec^2 * 3sec = 75mm/sec = 75*60mm/min
[15:05:36] <cpresser> that seems about right
[15:05:39] <onyedi> so why wouldnt my config with 4000mm/min with 500mm/sec2 takes 8 seconds to speed up ?
[15:06:01] <cpresser> onyedi: my fault!! i did not read correct
[15:06:16] <onyedi> ok i was confused i wanted to make sure
[15:06:17] <cpresser> onyedi: i didnt see that you mixed the units
[15:06:41] <onyedi> so you think it is still a slow accel ratio ?
[15:07:07] <cpresser> onyedi: that depends on your machine. basically you need to match this to the intertia
[15:07:19] <cpresser> otherwise you will lose steps
[15:07:21] <onyedi> what steppers do you use ?
[15:07:46] <cpresser> onyedi: better questions: what force is required to drive the axis
[15:08:19] <onyedi> for my machine i dont know
[15:08:52] <MattyMatt> you could pull it around with a spring balance to see
[15:09:03] <cpresser> i did some math and calculated the torque required to move the gantry. then i checked with the stepper datasheet to make sure the acceleration is 1/3rd of the optimum value (as reserve)
[15:09:12] <skunkworks> onyedi, I will play with it - I will be back on later
[15:09:26] <onyedi> skunkworks ok
[15:09:56] <MattyMatt> I've got an ancient potato weigher, it measures in lb/f directly :)
[15:10:00] <onyedi> i have 1203 oz-in steppers on all axis , x axis is dual drive
[15:10:31] <onyedi> machgine is aliminium constructed
[15:10:54] <cpresser> MattyMatt: nice. now combine this with a torque-wrench on the leadscrew :)
[15:10:55] <onyedi> not very rigid i must say
[15:12:01] <onyedi> MattyMatt: I dont have a spring balance, maybe i should get one.
[15:12:41] <MattyMatt> you can get posh digital force gauges with min/max etc
[15:13:07] <onyedi> so any ideas on why 30-35 mins with mach and 100 mins with linuxcnc?
[15:13:27] <onyedi> am i missing something obvious ?
[15:13:49] <onyedi> if it was a common problem i would see it all over the net
[15:14:22] <onyedi> but i just saw it on deskprotos site and they suggest G64 with P option
[15:14:38] <onyedi> which i already tried
[15:15:12] <onyedi> i just dont get how mach does it with a lower accel
[15:15:19] <MattyMatt> searching for force gauge on ebay shows that's just a posh word for the ones fishermen use to weigh fish
[15:16:56] <MattyMatt> for compressive forces, you use bathroom scales of course, with a camera pointed at it to record peaks
[15:17:22] <MattyMatt> 10% inaccuracy will get you in the ball park :)
[15:18:35] <MattyMatt> http://www.ebay.com/itm/Antique-Spring-Balance-Salters-Improved-No-2-/111262144295 this is the exact one I got :) although this appears to be the 25lb model, mine's 50lb
[15:19:31] <MattyMatt> for big potatos
[15:32:30] <MarkusBec> hmm bitcoin mining on Mesa cards if the mill is not running :D
[15:41:29] <Loetmichel> too slow
[15:43:52] <MarkusBec> 400k slices spartan6
[15:45:03] <MarkusBec> 860 MH/s
[15:46:23] <CaptHindsight> somebody here ran the numbers using the biggest and fastest FPGA parts, the new ASIC's were 10-100x faster
[15:48:03] <CaptHindsight> I don't get the bitcoin, you could invest a few million in Taiwan to make ASIC's and generate all the coins ahead of anyone else
[15:49:27] <CaptHindsight> just keep slightly ahead of anyone so you don't trigger the difficulty to jump
[15:59:07] <PetefromTn> Hey folks..
[15:59:25] <PetefromTn> Got a machining question for you guys if ya don't mind
[15:59:54] <PetefromTn> I am trying to machine a simple round boss on the end of a piece of square stock sitting vertical in my vise.
[16:00:19] <PetefromTn> basically a 2.5" square piece of material sticking up in the vise
[16:00:41] <PetefromTn> I need to machine away everything that is there except for a round boss in the center of the material
[16:01:23] <PetefromTn> I want the tool to start along the edge at full depth say .625 deep and run aruond the perimeter taking cuts in a square pattern until it gets to the center round portion.
[16:01:35] <PetefromTn> What do you call this sort of machining operation?
[16:02:50] <PetefromTn> I am trying to figure a way to make either Cambam or Sheetcam do this and I know they are cheaper programs but can they do this and ifso how?
[16:03:57] <CHNCguy> thats pocket or cavity machining, is the round boss cut out? or left in the pocket?
[16:04:32] <PetefromTn> Actually it is not a pocket at all, I want to leave an island sticking up in the middle of a square piece of material
[16:05:13] <PetefromTn> I have tried to draw another square larger than the material so the cutter can start outside of the material but it is a bandaid for what I am after.
[16:05:56] <CHNCguy> ya its called boss pocketing, different programs call it different things
[16:06:14] <PetefromTn> Basically Ideally the cutter would drop down to full depth outside the material edge and then roll in and start a series of passes that go around the square taking off a small fraction of the cutter width until there is left the round boss sticking up in the middle.
[16:06:55] <PetefromTn> It seems so damn simple but I have not been able to get it working here at all.
[16:06:56] <CHNCguy> got a pic?
[16:07:06] <PetefromTn> Pic of what?
[16:07:12] <CHNCguy> ur machining operation
[16:07:40] <CHNCguy> one sec
[16:08:18] <PetefromTn> http://www.youtube.com/watch?v=y59g8j7JKvE
[16:08:38] <PetefromTn> The video I just posted shows basically what I am after only leaving the round boss in the center. Pretty simple really..
[16:08:56] <CHNCguy> ohh LOL
[16:09:07] <CHNCguy> confused me for a sec....
[16:09:12] <CHNCguy> well what u need to do
[16:09:23] <CHNCguy> is make an island or contour profile
[16:09:54] <CHNCguy> then make the outer steps (which step over into the profile) so large so that it makse cuts getting smaller and smaller
[16:10:03] <CHNCguy> then ur left with just the boss in the middle
[16:10:45] <PetefromTn> I am trying to figure out how to do this with either sheetcam or Cambam which I currently have here,
[16:11:04] <CHNCguy> well never used either, I use mastercam and Rhinocam but....
[16:11:05] <PetefromTn> I don't need high speed machining toolpathing here but I do want to figure out how to accomplish something similar.
[16:11:24] <PetefromTn> Must be nice man cannot afford those programs LOL
[16:11:29] <CHNCguy> can you design the part and use the surface to make a machine op?
[16:11:50] <PetefromTn> I drew the part in an autocad clone as a layered drawing.
[16:11:54] <CHNCguy> or do you use lines like dxf?
[16:12:06] <PetefromTn> yes exactly..
[16:12:28] <CHNCguy> well should be easy...you need to draw your outer stock profile, then.....
[16:12:55] <PetefromTn> Sheetcam can do the op but it chooses between a spiral pocket and a zigzag pocket neither of which make what I am after.
[16:13:09] <CHNCguy> you draw your boss, then you will need to select your boss contour which should be the edge, and then make a toolpath for it
[16:13:14] <PetefromTn> Have not played with Cambam that much was hoping some of the folks here might know if it can do this.
[16:13:18] <CHNCguy> sheetcam should have a stepover operation
[16:13:42] <CHNCguy> one sec which verstion do u have?
[16:13:59] <PetefromTn> sheetcam does have a stepover op but it is only for a single pass finish pass type situation.
[16:14:22] <PetefromTn> I am not aware if it can be used to make multiple offset ops to the edge of the material.
[16:14:50] <PetefromTn> I think honeslty cambam has a more advanced toolpath strategy but not sure what to even call this to try it.
[16:15:11] <CHNCguy> well i can whip out a simple program for ya, but if this is something you will be doing a lot, then I recommend learning the cambam, or bobcad or something cheap....
[16:15:28] <PetefromTn> My sheetcam is version 5.1.2
[16:15:29] <CHNCguy> it is a simple contour profile
[16:15:56] <CHNCguy> but you make your wall depth of cut like 0.25 and you tell it how many passes u want
[16:16:04] <PetefromTn> yeah I know but I dunno how to do it yet. This is ABSOLUTELY something I will be doing often once I figure it out how to.
[16:16:20] <CHNCguy> k one sec let me look up cambam
[16:16:27] <PetefromTn> okay thanks..
[16:17:01] <CHNCguy> look at this video
http://www.youtube.com/watch?v=Hxpu8JwZ5bc
[16:17:07] <skunkworks> logger[mah]:
[16:17:07] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2014-01-27.html
[16:18:10] <skunkworks> onyedi: might want to take a look at
http://www.linuxcnc.org/index.php/english/forum/10-advanced-configuration/27368-new-trajectory-planner-testersprograms-wanted
[16:18:11] <CHNCguy> look at where it says stepover, this is what you want to change, the step over is just how much step to the next toolpath is selected.
[16:18:20] <skunkworks> the new tp ran it at about 45 minutes
[16:18:34] <CHNCguy> depending on how many stepovers u have depends on the starting diameter or offset form your curve
[16:18:48] <CHNCguy> hope this helps :)
[16:18:53] <onyedi> skunkworks : thanks
[16:19:51] <PetefromTn> I will watch that video and see if I can understand what you mean. Don't see where it allows multiple offsets.
[16:20:00] <Deejay> gn8
[16:20:37] <CHNCguy> night Dee
[16:20:49] <CHNCguy> on the bottom left, but its not called offsets
[16:21:01] <CHNCguy> offsets refer to tools or workpieces
[16:21:12] <CHNCguy> the drop down menu says stepover
[16:22:22] <CHNCguy> look at 5:15 and u will see the box that says stepover
[16:22:44] <CHNCguy> I am assuming you first need to select the curve and set the tool and depth of cut, etc...
[16:23:48] <PetefromTn> yeah I already did that. I also need to get the material loaded and configured. Already did this in Sheetcam without too much luck but I will now try Cambam.
[16:24:18] <CHNCguy> well isnt sheetcam for plasma cutters and stuff? I may be wrong because I have not used it before
[16:27:00] <PetefromTn> well yes it is actually but I do a LOT of 2.5 d machining with it.
[16:27:23] <PetefromTn> I am trying to get started with some more advanced software but cannot afford it right now.
[16:29:08] <CHNCguy> Hmmm, well what you may be able to do is make multiple profiles or curves, and just offset them, make ur tool path and call it a day, this is NOT the recommended way because it involves u to accurately scale, and anything other than a circle is gonna be rough
[16:29:57] <CHNCguy> have u looked at rhinocam? its cheap, and powerful when mixed which RHINO 3d
[16:30:04] <CHNCguy> Very easy to use
[16:30:17] <CHNCguy> Not pushing for them either I love my mastercam ;D
[16:31:00] <CHNCguy> try this one
[16:31:00] <CHNCguy> http://www.youtube.com/watch?v=k9tMrb7CU0o
[16:31:01] <PetefromTn> Yeah I know man it is all good stuff but costs money I have to save for right now. Still working on tooling up my machine right now as it is LOL
[16:31:55] <PetefromTn> Just wish i knew what the actual name for this toolpath is so I can search it .
[16:32:12] <PetefromTn> Other than an offset profile or whatever.
[16:35:25] <CHNCguy> well let me check on my software hold up
[16:35:41] <PetefromTn> thanks for helping me man appreciate it.
[16:36:39] <onyedi> skunkworks : is it possible to install the new trajectory planner without internet connection? my linux box doesnt have an internet connection.
[16:38:16] <uw> hello
[16:38:43] <CHNCguy> No problem, mine is just called contour or surface rough/finish
[16:38:54] <CHNCguy> its all about ur parameters, not so much a specfic function
[16:39:20] <CHNCguy> but I gotta go man :) gonna grab food! :D
[16:39:52] <CHNCguy> Good luck :D
[16:41:49] <PetefromTn> Thanks man.
[17:10:11] * JT-Shop waits for the new manual
[17:10:23] <JT-Shop> freeking cold out on the bridge today
[17:12:19] <PetefromTn> Yeah man that sucks..
[17:12:38] <PetefromTn> It was like 50 degrees earlier today but it is supposed to drop big time tonight.
[17:13:29] <Tom_itx> 6 tonite
[17:14:01] <PetefromTn> yeah supposed to be single digits here too.
[17:19:03] <CaptHindsight> only -19F for us
[17:19:44] <CaptHindsight> just shy of the records
[17:21:38] <JT-Shop> 15F today while we pulled 26 #10awg THHN wires 500'
[17:25:37] <CaptHindsight> not fun, solid or stranded?
[17:26:56] <Tom_itx> PetefromTn, nurbs or lofted surfaces what you're talking about?
[17:27:52] <PetefromTn> Not sure really..
[17:28:27] <Tom_itx> oh i see there's a video to watch
[17:28:41] <PetefromTn> Basically what I am wanting to do is machine an op like in this video leaving a round boss that I drew in 2d cad in the center.
http://www.youtube.com/watch?v=y59g8j7JKvE
[17:29:19] <PetefromTn> Just posted the question to the Cambam forum.
[17:29:30] <Tom_itx> pocket with an island?
[17:29:50] <PetefromTn> Honestly been playing with cambam and it is pretty capable so far for the money it is cheap.
[17:30:01] <PetefromTn> Dunno what you call it.
[17:30:24] <Tom_itx> is that your video?
[17:30:47] <PetefromTn> I need to have the cutter plunge down to depth outside of the material and then roll into the material doing a perimeter kinda toolpath until it gets to the center boss
[17:31:02] <PetefromTn> No I wish but I have a VMC here so it COULD BE LOL
[17:31:05] <Tom_itx> that's not so hard to do
[17:31:11] <Tom_itx> not even 3d
[17:31:24] <PetefromTn> Yeah I know I just need to figure out how to make my software available to me do it.
[17:31:28] <Tom_itx> why's he taking a full cut?
[17:31:54] <PetefromTn> It is better than taking stepped cuts and you can move at faster feedrates.
[17:31:59] <PetefromTn> Apparently.
[17:32:11] <Tom_itx> chatters more
[17:32:26] <PetefromTn> Only if you don't get your F and S correct.
[17:32:39] <PetefromTn> This would be for roughing purposes only
[17:32:56] <PetefromTn> Then once the material is machined away I can finish profile the center boss nice and clean.
[17:35:04] <Tom_itx> cambam won't do a pocket like that?
[17:35:12] <Tom_itx> not really even a pocket
[17:36:21] <PetefromTn> yeah it does pockets fine and outside and inside profiles much like sheetcam.
[17:36:36] <PetefromTn> I am not sure it is actually a pocket operation we are talking about here.
[17:36:44] <Tom_itx> no not really
[17:36:47] <Tom_itx> just a profile
[17:36:55] <PetefromTn> Basically I am asking it to machine from material edge inside to the profile
[17:37:39] <Tom_itx> so draw your block size, put the profile inside it and throw a tool on it staring at the block
[17:37:47] <PetefromTn> I know many software programs can do this that are expensive but I am wondering if there is a way to do something similar with Cambam. I have played with sheetcam quite a bit trying to figure out a way
[17:37:52] <Tom_itx> will it do profile offsets?
[17:38:06] <Tom_itx> i can group a profile and make as many offsets as i need
[17:38:22] <Tom_itx> never messed with cambam
[17:38:27] <PetefromTn> yeah that is more what I am hoping but do not know how to do multiple offsets.
[17:38:40] <Tom_itx> repeat
[17:38:52] <PetefromTn> I mean sheetcam does offsets but only a single pass at whatever offset you want.
[17:38:57] <Tom_itx> how much material are you gonna remove each pass?
[17:39:11] <PetefromTn> Cambam may be able to but I have not figured out how to do it.
[17:39:13] <Tom_itx> it won't do multiple offsets?
[17:39:18] <PetefromTn> Maybe .060 or so..
[17:39:19] <Tom_itx> repeats
[17:39:30] <Tom_itx> it should
[17:39:38] <Tom_itx> it's a pretty basic machine op
[17:40:09] <PetefromTn> I want to machine this boss down to .625 deep and peel off .060 or so each pass until I get to within .010 of the actual profile then I can do a simple finish profile pass.
[17:40:29] <PetefromTn> agreed it SHOULD be pretty simple but I dunno how to make it do what I want.
[17:40:41] <PetefromTn> Was hoping someone else here messes with cambam.
[17:40:48] <Tom_itx> wall offset
[17:40:56] <PetefromTn> Too bad they don't have a CamBam IRC
[17:42:17] <Tom_L> http://www.cambam.info/doc/plus/cad/Operations.htm
[17:42:19] <PetefromTn> Max Crossover Distance
[17:42:19] <PetefromTn> Maximum distance as a fraction (0-1) of the tool diameter to cut in horizontal transitions.
[17:42:19] <PetefromTn> If the distance to the next toolpath exceeds MaxCrossoverDistance, a retract, rapid and plunge to the next position, via the clearance plane, is inserted.
[17:42:32] <PetefromTn> Just found that in the help file not sure it is what I am looking for.
[17:42:58] <PetefromTn> Don't think so..
[17:43:49] <Tom_L> http://www.cambam.info/doc/0.9.7/tutorials/Pocketing.aspx
[17:45:26] <Tom_L> similar to what i said about making the material box and inner profile then pocket cut it
[17:45:55] <Tom_L> Step 4 Creating an Island Pocket
[17:46:25] <PetefromTn> Thanks I am reading that right now.. HOPING it is what I need.
[17:46:56] <Tom_L> i'd do it different with mine but i don't know cambam and that may work
[17:49:00] <Tom_L> don't forget to take the cutter radius into account when you do the first offset
[17:49:29] <Tom_L> i generally offset the first pass the cutter radius + .010 or so
[17:49:36] <Tom_L> so i have plenty for a finish pass
[17:49:54] <Tom_L> then i'll give it a stepover value and how many i want
[17:50:26] <PetefromTn> yeah that is what I am after but I am unsure if CamBam can do it or not. Still investigating this new info here.
[17:50:50] <Tom_L> it should, it's a pretty basic op
[17:51:21] <Tom_L> http://www.cambam.co.uk/forum/index.php?topic=2061.0
[17:52:13] <Tom_L> not sure that applies or will help
[17:52:29] * JT-Shop wonders what planet some people are on that ask strange un-questions on the forum
[17:54:29] <PetefromTn> whaddya mean JT?
[17:55:30] <PetefromTn> Thanks for trying to help Tom.
[17:55:50] <Tom_L> you got a profile i can generate some offsets for you
[17:56:05] <JT-Shop> it's like some people are talking in tongue, total gibberish
[17:56:21] <JT-Shop> PetefromTn, what are you building?
[17:56:33] <PetefromTn> Yeah I know and I have a couple kind folks who offered to do that but I need to find a way to do it myself here as I need to do this often.
[17:56:51] <Tom_L> hire a programmer :)
[17:57:01] <Tom_L> that's what my bud did when he first started
[17:57:09] <Tom_L> until i got my cad cam
[17:57:18] <PetefromTn> JT-Shop: I need to build a funky shaped boss onto the end of a piece of square stock.
[17:57:20] <JT-Shop> Pete is it a normal shape like a square or rectangle?
[17:57:40] <PetefromTn> it is a kinda funky circle actually.
[17:57:48] <JT-Shop> so some profile shape
[17:57:51] <PetefromTn> machined into a piece of square stock.
[17:57:55] <PetefromTn> yup.
[17:58:08] <PetefromTn> Let me see if I can get ya a picture.
[17:58:24] <Tom_L> he want's about a .060 stepover at full depth
[17:58:36] <JT-Shop> I made a subroutine for my lathe to cut a profile but I don't know how that could be done on a mill
[17:58:44] <Tom_L> with a .010" left for a finish pass
[18:00:37] <PetefromTn> Wait a sec guys just got some responses over on the Cambam forum. apparently they are saying it is simple stuff hopefully they can help me here.
[18:00:51] <Tom_L> it should be simple
[18:00:53] <JT-Shop> Pete are you stepping down in Z or moving in from the sides for each pass?
[18:01:00] <Tom_L> sides in
[18:01:09] <Tom_L> plunge to depth and cut cut cut
[18:01:40] * JT-Shop goes to put the chicken n dumplins on the stove
[18:02:33] <PetefromTn> yeah man plunge to depth outside the material block and then machine inwards stepping over a certain amount with each subsequent pass around the perimeter.
[18:04:57] <Tom_L> look at 'profile' starting on P30 of their pdf
[18:05:33] <PetefromTn> They are actually saying something different...
[18:05:37] <PetefromTn> Pete,
[18:05:37] <PetefromTn> It's not only possible, that's the sort of thing CamBam does best and easiest.
[18:05:37] <PetefromTn> All you need is a (completely) 2D outline of the boss. No 'layers' necessary, unless it changes shape with depth.
[18:05:37] <PetefromTn> You give it an outline, a boundary rectangle, and a pocket milling operation (of both shapes), declare the depth and other milling parameters, and let 'er rip.
[18:05:37] <PetefromTn> Lloyd
[18:06:08] <Tom_L> kinda what i said above
[18:06:13] <Tom_L> they treat it as a pocket
[18:06:32] <PetefromTn> Only problem is when i do that it selects the inside of the boss and pockets it out instead of the area between the boss and the outer rectangle.
[18:06:48] <Tom_L> reverse the profile direction
[18:06:52] <Tom_L> see what that does
[18:07:14] <Tom_L> i don't know how their stuff works...
[18:07:32] <Tom_L> specify the offset somehow
[18:08:19] <Tom_L> pocketing starts on P 33
[18:08:36] <Tom_L> tutorial for it is on P 124
[18:09:09] <PetefromTn> Yeah I see that. thanks man. Too much to learn here and I hate to get too involved in it as I hope to move onto something more commerical soon.
[18:09:31] <Tom_L> that's a pretty basic cut
[18:10:26] <Tom_L> i don't generally use pocket routines unless i'm in a hurry, i'd rather specify where the cutter goes
[18:11:28] <Tom_L> they're all gonna be quite similar so i'd figure it out there first
[18:11:50] <Tom_L> the more you pay the easier it gets
[18:13:12] <PetefromTn> Oh I am sure of that. Had access to some nice software in the shop I worked in so this stuff seems ponderous at times.
[18:13:43] <Tom_L> for a small shop, mastercam is probably popular
[18:13:46] <PetefromTn> Quite frankly I can do most things in sheetcam really easy and the code is good but it lacks a lot of important features and has no 3d toolpaths.
[18:13:57] <Tom_L> i didn't care for it as much as smartcam when i bought mine
[18:14:21] <PetefromTn> CamBam is actually quite interesting and I wish I had bought it first instead simply due to the 3d stuff it can do. It even has some lathe functions.
[18:14:28] <Tom_L> unless you're building airplanes or making moulds or such you probably won't need 3d
[18:14:34] <PetefromTn> Yeah we had mastercam in the shop I worked in. Nice stuff.
[18:15:23] <PetefromTn> Actually I do need 3d for some of the parts I am making lately. Mostly raised bosses and things like that which need a radiused blend but yeah nothing as in depth as mould making.
[18:15:53] <Tom_L> 2d can do alot of that
[18:16:11] <Tom_L> use bull nose cutters for boss radius's
[18:19:48] <PetefromTn> yeah I can do that but some of the parts will require some more complex radii and quite honestly I don't want to limit myself for future projects either. really do not need a full blown integrated Cad Cam for what I do so far just a LITTLE bit more than what I have here.
[18:20:23] <Tom_L> how many times do you want to buy it?
[18:20:36] <Jymmmm> Hey guys, I just got one of these as a replacement... You "turn" the ball to scroll, It's actually pretty good surprisingly. The complaints you see are related to the "media software", but you can use the alternative instead.
http://www.amazon.com/Kensington-Slimblade-Trackball-USB-K72327US/dp/B001MTE32Y
[18:20:57] <Jymmmm> I have not tried it under linux
[18:21:30] <Tom_L> should look more like a boob
[18:21:56] <Jymmmm> romside profile it kinda does, but not a flattering one.
[18:24:56] <Jymmmm> Tom_L: side profile it kinda does, but not a flattering one.
[18:27:33] <Jymmm> I' comparing this to the ExperMouse Trackball which I've had a few for over 15 years, except the last one I bought they seem to have changed "something", I'm thinking vendors as the deisgn itself hasn't changed and I had a complaint in with them with the scroll wheel being "sticky" now.
[18:29:16] <jdh> or, too much midget pr0n
[18:29:33] <Jymmm> jdh: I wish!
[18:30:15] <Jymmm> jdh: There's no such thing as TOO MUCH midget porn!
[19:18:46] <eric_unterhausen> I always wished I had a midget porn double
[19:20:21] <CHNCguy> Same... ;)
[19:20:59] <Jymmm> eric_unterhausen: Would that be your doppelBANGer?
[19:21:17] <CHNCguy> lol
[19:21:26] <eric_unterhausen> I never knew there was such a thing until gordon Ramsay's dwarf porn double was killed by badgers
[19:21:44] <Jymmm> Honey Bagers!!!
[19:22:04] <Jymmm> http://www.youtube.com/watch?v=4r7wHMg5Yjg
[19:22:37] <eric_unterhausen> that's why they were preparing for "badger gassing"
[19:50:27] <os1r1s> Quick question for someone. If you have to mill an angled part on a manual mill you can use an angled vise, sine plate, sine vise, etc. Should you not do the same thing on a cnced mill?
[19:50:58] <zeeshan> os1r1s: if you have a good cnc machine
[19:51:10] <zeeshan> you can just g-code the tool path to go at an angle
[19:51:12] <zeeshan> :P
[19:51:40] <zeeshan> the whole point of cnc was to do stuff like that
[19:51:44] <os1r1s> zeeshan: I can't find any accomodation for that in CAM programs.
[19:52:01] <zeeshan> are you milling an inclined surface?
[19:52:20] <os1r1s> I need to mill a 15 degree flat spot on a 1/4" thick plate.
[19:52:33] <zeeshan> so kinda like a v-block
[19:52:42] <zeeshan> you want to make an inclined surface while keeping your stock square to the vise
[19:53:16] <os1r1s> zeeshan: Yeah, more or less. Not the entire surface, but a 1"x1" square
[19:54:04] <zeeshan> ive done that with mastercam before
[19:54:37] <os1r1s> zeeshan: So mount it flat, but use the cam to do the angle?
[19:54:43] <zeeshan> yea
[19:54:50] <zeeshan> you gotta make sure you pick the correct end mill
[19:54:55] <zeeshan> so it makes your geometry right
[19:54:57] <os1r1s> with a flat end mill or ball?
[19:55:04] <zeeshan> all depends on your geometry
[19:55:09] <Tom_itx> if we needed to do that we'd ball mill the incline
[19:55:19] <zeeshan> i used a flat end mill
[19:55:22] <Tom_itx> unless you wanna do a special setup for it
[19:55:36] <zeeshan> because my v-block could have a feature at the end of it
[19:56:05] <os1r1s> Tom_itx: I'd prefer to keep my fixtures as basic as possible since this would be a one off
[19:57:37] <zeeshan> i wish i could see the geomtry you're talking about
[19:57:47] <zeeshan> cause it sounds something ike you don't even need a cnc for
[19:57:58] <zeeshan> you can prop it on 15 degre "parallels"
[19:58:02] <os1r1s> 1 sec
[20:01:46] <os1r1s> zeeshan: Most of it will be cnc machined
[20:02:33] <os1r1s> Its a 6" hexagon. And on each side there is a 1" channel that needs to run toward the center
[20:03:03] <os1r1s> And that channel needs to be on a 15 degree angle (getting more shallow)
[20:03:21] <Interstellar> http://youtu.be/B6l569qY_Ao
[20:04:31] <os1r1s> zeeshan: Tom_itx That make sense?
[20:05:38] <zeeshan> sorry it doesnt lol
[20:05:42] <zeeshan> can you post a screenshot of the cad model
[20:05:59] <os1r1s> lemme see
[20:06:05] <Jeebiss> This may be a random question, but I am slowly tryin to gather the parts ot make a CNC, and recently I sold a set of cisco rackmount servers to someone, and I kept the sliders that were mounted to them. Would those be appropriate for X/Y movement?
[20:06:13] <Jeebiss> I am not sure what I need
[20:06:40] <zeeshan> depends on what kind of cnc you're making
[20:07:05] <zeeshan> you won't get repeatibility/accuracy with those linear rails
[20:07:05] <Jeebiss> One with a router on it?
[20:07:15] <Jeebiss> Ah, they arent very precise?
[20:07:21] <zeeshan> if you want a machine thats like +/-0.030"
[20:07:25] <zeeshan> i bet you're ok
[20:07:38] <Jeebiss> realistically, that'd be fine for me
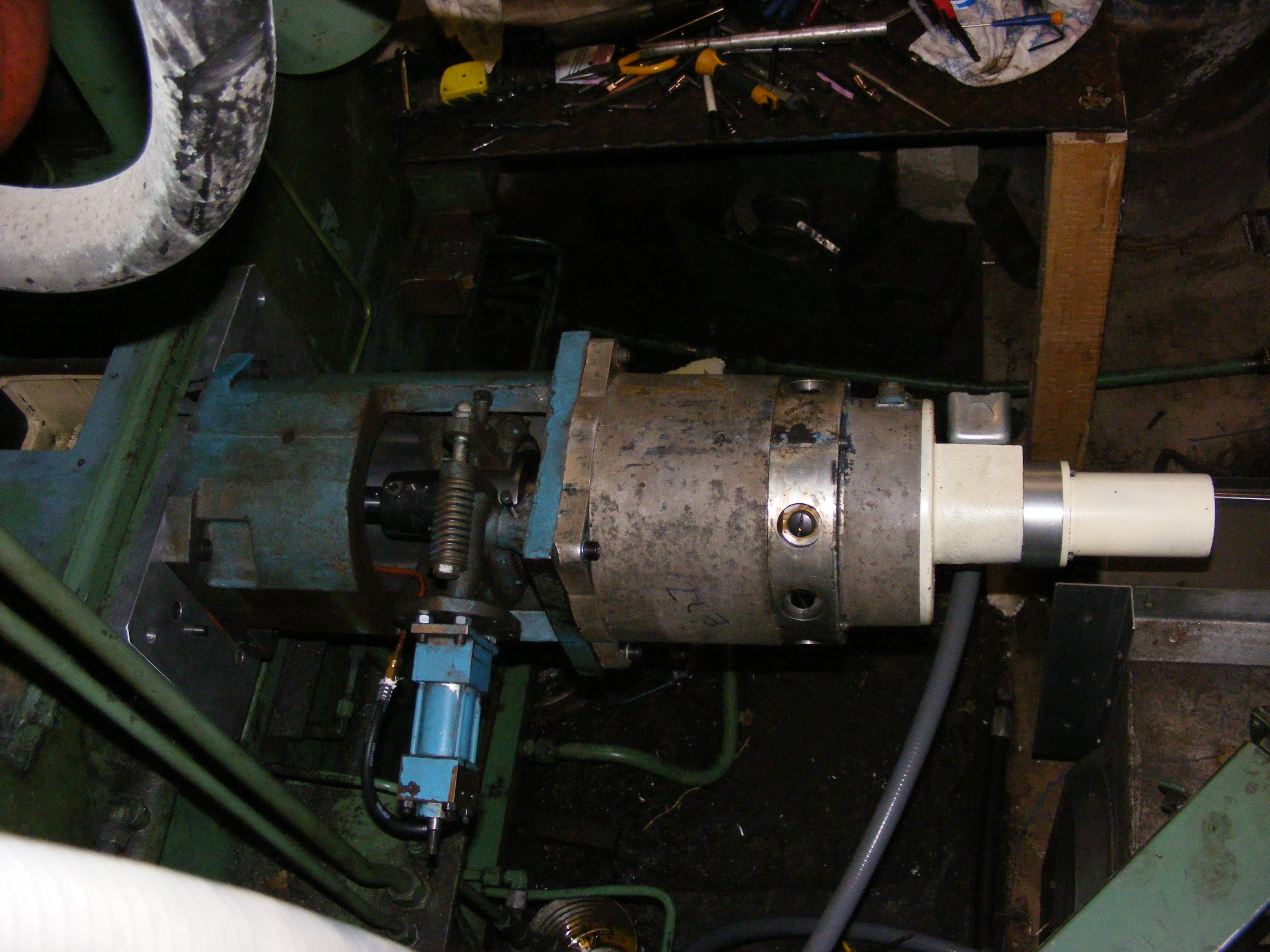
[20:08:18] <os1r1s> zeeshan:
https://www.dropbox.com/s/45m3ayahmd0ycy7/DSC01970.JPG
[20:08:35] <os1r1s> zeeshan: I probably should just use a ball end mill
[20:08:46] <os1r1s> I think thats what was used there ...
[20:09:37] <zeeshan> for sure it was a ball end mill
[20:09:48] <zeeshan> im looking at the slot above the helical spring
[20:09:48] <zeeshan> right?
[20:09:52] <zeeshan> with a needle nose plier
[20:10:07] <os1r1s> zeeshan: The one above it
[20:10:12] <zeeshan> yes
[20:10:19] <os1r1s> zeeshan: So yes, that one
[20:10:19] <zeeshan> thats just a routine ramp cut
[20:10:22] <zeeshan> with a ball nose
[20:10:27] <os1r1s> zeeshan: ball or bull nose?
[20:10:34] <zeeshan> you can tell by the way the transition radius looks like
[20:10:38] <zeeshan> from where the tool entered
[20:10:54] <zeeshan> ball nose
[20:11:14] <zeeshan> looks like a .375" ball nose
[20:11:33] <os1r1s> zeeshan: I couldn't tell from the cad drawing. It wasn't till I looked at the picture it became clear :P
[20:11:40] <os1r1s> zeeshan: Thank you for your help
[20:11:42] <zeeshan> np
[20:12:43] <Jeebiss> zeeshan: would it be a safe assumption that heavy duty drawer slides from the hardware store would be similar tolerances?
[20:12:59] <os1r1s> zeeshan: So if you couldn't have it rounded, how would you have done it?
[20:13:33] <zeeshan> Jeebiss: i think they're worse. like i know ball bearings one are pretty tight
[20:13:49] <zeeshan> take a dial indicator with you and measure the play! :P
[20:14:25] <zeeshan> os1r1s: if the edges could be |_ <- like that, then just use a regular end mill
[20:14:59] <os1r1s> zeeshan: So stairstepped if you will?
[20:15:06] <zeeshan> exactly
[20:15:08] <zeeshan> you rough it like thjat
[20:15:12] <zeeshan> then do a finishing pass
[20:15:31] <os1r1s> zeeshan: Gotcha. So there really is no need for a sine vise on a cnc mill ...
[20:15:39] <zeeshan> sometimes there is
[20:16:00] <zeeshan> like in one of the stainless steel molds we made in the past, there were inclined 4" deep holes
[20:16:26] <zeeshan> so really the only way to drill an inclined hole with a 3 axis cnc is with a sine plate
[20:16:46] <os1r1s> zeeshan: Got it. That makes sense.
[20:16:46] <zeeshan> at another place i worked, they did that using a 4 axis
[20:16:50] <zeeshan> so again you never needed a sine plate
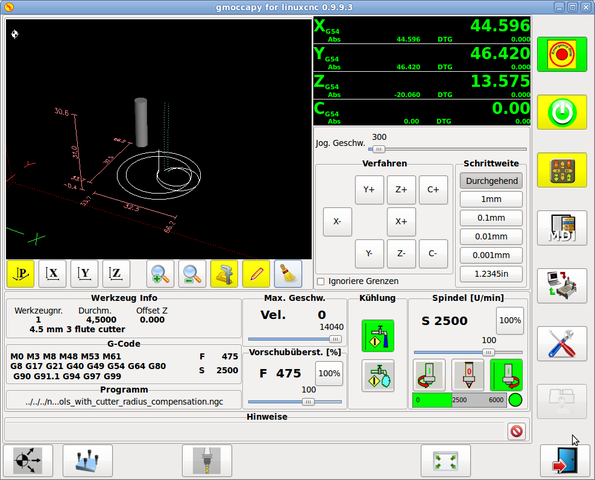
[20:17:18] <owhite> hey people. On this picture of gmoccapy
http://wiki.linuxcnc.org/uploads/gmoccapy_4_axis.png you can see a panel on the left, right in the middle.
[20:17:31] <owhite> what are those codes for?
[20:17:33] <os1r1s> zeeshan: I have a 4th on my minimill, but I'm not sure my cam programs can do what I would want
[20:17:47] <owhite> and, sorry if I'm interrupting a conversation.
[20:18:00] <zeeshan> honestly i've never used anything but mastercam
[20:18:13] <zeeshan> im currently learning siemens nx which is kind of like mastercam
[20:18:26] <zeeshan> and 4-axis 5axis is relatively "easy"
[20:18:26] <os1r1s> zeeshan: We have nx at my office.
[20:18:43] <os1r1s> zeeshan: But at home I do not :)
[20:18:49] <zeeshan> hehe
[20:19:00] <zeeshan> nx has nice tool paths
[20:19:05] <zeeshan> but i think mastercam are more optimized
[20:19:41] <os1r1s> nx integrates nicely with the PLM stuff. I think that is one of the reasons its used at my office.
[20:19:41] <zeeshan> either one can do compressor blades on a 5 axis very easily
[20:19:49] <zeeshan> yea thats why im trying to learn it
[20:20:25] <os1r1s> zeeshan: We don't have a large install, but probably 50-100 seats
[20:20:29] <zeeshan> i can do dynamic/kinematic motion simulation, design, manufacturing, fea all in one go
[20:21:21] <os1r1s> zeeshan: Very cool. I haven't seen much of what it can do
[20:21:24] <os1r1s> Yet
[20:21:34] <zeeshan> are you interested in learning it?
[20:21:37] <zeeshan> very basic stuff?
[20:21:42] <zeeshan> i can give you a link to a private site
[20:21:55] <os1r1s> zeeshan: Sure. Always interested :)
[20:22:00] <zeeshan> you can learn how to do basic modelling/assembly/motion simulation/cam
[20:22:03] <zeeshan> w/ the tutorials there
[20:22:23] <zeeshan> http://mech.mcmaster.ca/~adspence/Teaching/MechEng4Z03/index.html
[20:23:00] <zeeshan> assignment 1, 2, 4 cover the basics :P
[20:23:13] <zeeshan> all video lessons
[20:23:54] <os1r1s> Thats awesome!
[22:09:08] <atom1> pcw_home, does this look reasonable under the 'Bit on Bitfiles' section:
http://tom-itx.dyndns.org:81/~webpage/emc/xilinx/xilinx92_install_index.php
[22:09:38] <Tom_itx> woops lemme upload the fixes
[22:10:52] <Tom_itx> k, that should do it
[22:13:05] <pcw_home> Yep thats right now
[22:13:28] <Tom_itx> i guessed on changing the ucf file.. hope that's right
[22:14:47] <pcw_home> looks right
[22:14:49] <pcw_home> one trick with adding ucf files, is to make sure the top level file is set as top level before add it
[22:15:04] <Tom_itx> worth mentioning?
[22:15:14] <pcw_home> maybe not
[22:15:45] <Tom_itx> unless they've fiddled with it, i think it's selected when you open the project
[22:15:59] <pcw_home> Yeah, if you start with a working project file it will be OK
[22:17:01] <Tom_itx> you can take your time fixing them now :)
[22:18:44] <pcw_home> I will eventually build the moduleID section at compile time (from the pindesc) but its a fair amount of rototilling
[22:23:51] <pcw_home> The multiple ucf file issue came up when I decoupled the SmartSerial
[22:23:52] <pcw_home> clock from the bus clock (this is a good thing since before this was done,
[22:23:54] <pcw_home> even spartan6 cards like the 5I25 ran the serial I/O processor at 33 MHz
[22:23:55] <pcw_home> which is pretty painful since the processor will easily run at 100 MHz)
[22:25:24] <Tom_itx> did you split the clock so ss runs at 33 and the rest faster?
[22:27:04] <pcw_home> the other way (run the SS clock as fast as possible)
[22:27:31] <Tom_itx> ahh
[22:28:34] <Tom_itx> i thought you meant sserial had to run at 33Mhz
[22:28:35] <pcw_home> for example at 33 MHz I could not get 10 M Baud on the 5i25 (30 ns is too much jitter)
[22:28:50] <Tom_itx> makes sense though
[22:28:59] <Tom_itx> because of the high IO count possible
[22:30:17] <pcw_home> Yes 8 channels at 33 MHz processor added about 20 usec of skew down to 7 or so at 100MHz
[22:32:08] <pcw_home> plus UART clock of 100 makes higher baud rates possible (about 15 M baud is the limit for the RS-422 chips we use)
[22:32:31] <Tom_itx> are you gonna bump up the default?
[22:32:42] <Tom_itx> (not sure what it is currently)
[22:33:07] <Tom_itx> may not do so well in noisy environments
[22:44:45] <pcw_home> We are going to add autobaud sensing to if a remote is set for 10 MBaud it will run at 10 MBaud
[22:44:52] <pcw_home> so if
[22:45:58] <pcw_home> this is needed to get loop times of 10 KHz or more
[22:48:07] <Tom_itx> ok. i'm out for today
[22:48:20] <pcw_home> me too. 'nite
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}