Back
[00:20:25] <eric_unterhausen> ha, forgot to change kernels
[01:12:30] <eric_unterhausen> I was really impressed that I remembered the name of the package with hm2 firmware
[01:12:47] <eric_unterhausen> right up to the point where I tried to start linuxcnc and got an error due to the lack of firmware
[01:16:37] <eric_unterhausen> hostmot2-firmware-5i20 worked
[01:22:12] <eric_unterhausen> well, I managed to break pncconf
[01:23:26] <RyanS> Just tried out the MIG on pure CO2. Not bad, very little splatter but it is sounded a little ferocious it seemed
[01:26:36] <eric_unterhausen> but after all that hoo-ha, I seem to have linuxcnc running on precise with about 14uS latency
[01:40:57] <toastydeath> I really wish I could find a paper or book on welding that covered the physics of gas composition
[01:41:15] <toastydeath> like Sandvik had that book on cutting tools for machining
[01:41:27] <toastydeath> and went into the mechanics of it fairly deeply
[01:42:01] <eric_unterhausen> which kind of welding?
[01:42:14] <RyanS> There's a few engineering books on welding at my university library just can't be bothered looking
[01:42:16] <toastydeath> welding, in general
[01:42:43] <toastydeath> the Sandvik book was bigger than Machinery's handbook and covered literally everything
[01:43:05] <eric_unterhausen> the AWS sponsors a lot of research
[01:43:13] <toastydeath> from how heat was generated in the cutting zone, to how to build a deep hole drill
[01:43:17] <eric_unterhausen> there probably is a big book about welding somewhere
[01:43:28] <toastydeath> I can find stuff on like, process tutorials
[01:43:37] <toastydeath> but not to the same level as the cutting book
[01:43:48] <eric_unterhausen> I just got a book about steam, 750 pages about hot water
[01:43:59] <toastydeath> yeah, that's the kind of thing i'm looking for
[01:44:02] <eric_unterhausen> it's amazing how much information it has in it
[01:44:29] <eric_unterhausen> I think it's around, one of the faculty is doing distortion testing down the hall
[01:44:33] <eric_unterhausen> I'll ask him
[01:44:53] <eric_unterhausen> he keeps telling me he would do things with tig, I tell him I don't want to
[01:45:05] <toastydeath> any particular reason
[01:45:06] <toastydeath> I loved tig
[01:45:23] <eric_unterhausen> I am highly skilled at brazing, don't know how to tig
[01:46:04] <toastydeath> I was good at stick, apparently impressive at tig, and horrifying with mig
[01:46:16] <toastydeath> never brazed anything, but need to learn
[01:46:29] <eric_unterhausen> I can mig weld if I have to
[01:46:55] <RyanS> "Prevention of humping bead associated with high welding speed by double-electrode gas metal arc welding" and nice title
[01:47:17] <eric_unterhausen> I have some mig welds that have held up over a decade in a fatigue application
[01:47:59] <toastydeath> I learned tig from some dude who made dragster frames
[01:48:07] <toastydeath> as part of my votech program for machining
[01:48:18] <eric_unterhausen> I always wanted to get into TIG, but there are only so many hours in a day and it's down the list
[01:48:24] <toastydeath> he offered me a spot on his welding team and hounded me for like 2 years to join the welding program
[01:48:50] <toastydeath> the guy before him was ridiculous, but retired
[01:49:05] <eric_unterhausen> my daughter knows someone that took a welding program and can barely weld
[01:49:06] <toastydeath> little community college with an insane amount of skill in the trades
[01:49:32] <toastydeath> all the machinists are long time tool and die makers, and the welding guys are even more credentialed
[01:49:55] <toastydeath> they taught welding titanium and cast iron if you wanted them to
[01:50:29] <toastydeath> looking back i should have taken at least a few classes on the welding side
[01:50:43] <toastydeath> and yeah, most of the kids out of the program couldn't weld or machine for shit
[01:50:56] <eric_unterhausen> it's useful, and having a tig around would be nice
[01:50:58] <toastydeath> it was a CC, and the curriculum was easy. you had to actually ask
[01:51:01] <eric_unterhausen> I'm stuck gas welding
[01:51:31] <eric_unterhausen> that's interesting, I would think that would produce a lot of crappy graduates
[01:51:37] <toastydeath> it does
[01:51:53] <toastydeath> I'd love to learn to gas weld, it seems awesome, but i only learned flame cutting
[01:52:03] <eric_unterhausen> of course, students have always wanted to do the least amount of work for the most grade
[01:52:27] <toastydeath> it was amazing for the students who cared, because you were given free reign and had access to incredibly seasoned veteran tradesmen
[01:52:40] <eric_unterhausen> one of my profs in grad school was nearly reduced to tears when he was trying to help us understand something
[01:52:44] <toastydeath> but it didn't mean shit for the companies trying to hire, because you could get a dumbass really easily
[01:52:54] <RyanS> I don't understand this, people seem to say how difficult TIG is and I can understand it requires dexterity and more practice
[01:53:19] <eric_unterhausen> there are a lot of things going on at once
[01:53:21] <toastydeath> Tig requires juggling a lot of varibles
[01:53:44] <RyanS> MIG is apparently so easy but that still requires practice
[01:53:50] <toastydeath> in your dominant hand, you have the torch - the angle of the electrode and distance from the work matters a lot, as does the welding pattern you use
[01:53:51] <eric_unterhausen> brazing is the same way, not everyone can do it, but for a lot of people it's easy
[01:54:06] <toastydeath> change any one of those three things on just that hand, and your weld will change
[01:54:50] <toastydeath> in your non-dominant hand, you have filler metal, which you have to add to the weld pool at the appropriate time while also making sure you're feeding it into your hand as well
[01:55:00] <toastydeath> it's very literally doing two things at once in just that hand
[01:55:05] <toastydeath> then your foot control the electrode current
[01:55:10] <toastydeath> or voltage, depending on how the machine's set
[01:55:27] <toastydeath> and you'll vary that as the part heats up
[01:55:35] <toastydeath> to maintain the correct weld pool size
[01:55:55] <toastydeath> you also have to worry about the color and shape of the arc
[01:56:11] <toastydeath> as that tells you when your electrode is contaminated or need to be reshaped
[01:57:37] <toastydeath> with mig and stick, none of that gets modified during the welding process
[01:57:39] <RyanS> I've read a couple of books on the theory, but I still don't get if you sent your machine to 200 A does that mean the foot control provides a range of 0 to 200. Likewise with whatever Max your machine is set to?
[01:57:57] <toastydeath> yeah
[01:59:15] <toastydeath> I set my current to something more than what I needed but not a whole lot
[01:59:26] <toastydeath> so that if you needed some additional heat, it was there, but you weren't going to blow through your material
[01:59:43] <RyanS> So what is the point of a figure control, it surely is not terribly ergonomic to roll the amperage knob with your finger
[01:59:57] <toastydeath> it's not
[02:00:13] <RyanS> Not very popular. I guess then
[02:00:28] <toastydeath> if you're welding on something not at a bench, like a large casting or structural work
[02:00:35] <toastydeath> you don't have the option to use a foot control
[02:01:48] <RyanS> So if you got really good at using the foot control. You can probably set the machine to max on whatever job?
[02:02:00] <toastydeath> no
[02:02:15] <RyanS> It's easy to overdo it?
[02:02:18] <toastydeath> yes
[02:02:31] <toastydeath> the current required doesn't change all that much
[02:02:55] <toastydeath> and there are other techniques you can use to handle discontinuous thicknesses or thick/thin welding
[02:03:20] <RyanS> Makes sense. I guess if you're joining razorblades and coke cans
[02:03:35] <RyanS> You can easily blast right through
[02:03:53] <toastydeath> you can even make a mess of thick shit if you keep your welder at 200A
[02:05:27] <RyanS> It doesn't make sense to me how my MIG has only four voltage settings I mean, seems like a very coarse adjustment
[02:05:46] <RyanS> I know it's a different process....
[02:06:17] <toastydeath> that's a very inexpensive welder
[02:07:13] <RyanS> yeh, bu but I see even some expensive welders with stepped voltage and not a huge amount of variability
[02:07:19] <toastydeath> which ones
[02:08:25] <RyanS> Can't remember, however, some have more than 20 steps were as others not even particularly cheap have about six
[02:08:41] <toastydeath> I mean "cheap" brand new welders are like ~500-1000
[02:09:01] <toastydeath> so it's a matter of scale, i suppose
[02:09:29] <toastydeath> i would suggest most people buy used and buy a better, older one than a newer one with few adjustments
[02:09:35] <RyanS> How much does that actually matter if you don't do ultra-thin sheet metal but 2-4mm steel section
[02:09:46] <toastydeath> it can matter quite a deal, actually
[02:10:10] <toastydeath> metal running all over, lots of slag to clean up
[02:10:16] <toastydeath> shitty starts and stops
[02:10:30] <toastydeath> remember that you're running a dead short
[02:10:40] <toastydeath> and a small change in voltage can mean a big change in current
[02:10:54] <RyanS> I would get a tig , it's actually not my mig
[02:11:14] <toastydeath> the nice thing about most TIG welders is that you can do all three processes on them
[02:11:23] <toastydeath> stick, tig, and mig
[02:11:32] <RyanS> I would imagine that they give you the voltage settings that most home handyman typically use
[02:12:07] <toastydeath> that doesn't make any sense
[02:12:20] <toastydeath> you don't know what voltage you're going to use until you start welding and see how it runs
[02:12:29] <toastydeath> it's not like a socket set with fixed sizes
[02:13:02] <toastydeath> you are controlling the amount of heat, and if you are stuck with and either/or choice when you need something between, you will eventually have to make a compromise
[02:13:52] <RyanS> As I said I wouldn't have bought it :) mig and to me seems no advantage at all over stick welding in the home workshop
[02:14:03] <toastydeath> Mig's like a hot glue gun
[02:14:22] <toastydeath> Tig takes a lot of setup and prep
[02:14:23] <RyanS> You don't even need gas for stick
[02:14:25] <toastydeath> stick's a fucking mess
[02:14:36] <toastydeath> you're going to be cleaning shit up for ages
[02:14:59] <toastydeath> I would use stick with odd materials (cast iron, maybe) or in hard to reach locations on a genset welder
[02:15:18] <toastydeath> but in the shop, with the usual suspects for material, MIG is fast, and TIG is strong
[02:15:30] <toastydeath> (mig can also be strong but it's easy to make great looking, shit welds with mig)
[02:16:24] <toastydeath> MIG is great for doing basic shop work where you're trying to do tooling or fixturing
[02:16:33] <Jymmm> HNY !!!
[02:16:35] <toastydeath> it's fast, and essentially turn on and go
[02:16:51] <toastydeath> TIG is awesome for repair and things you're actually going to load up with force
[02:17:10] <RyanS> Is not like I need to do much welding shit, but I would like to be a will to easily switch between stainless, aluminium, and copper. tig just requires a different rod and tungsten change
[02:17:22] <toastydeath> ya
[02:17:25] <toastydeath> tig is king for that
[02:18:07] <toastydeath> also different gas
[02:20:07] <RyanS> Don't you just use Argon for every Tig process?
[02:20:12] <toastydeath> no
[02:21:06] <archivist> stick is bad for cast iron
[02:21:24] <RyanS> hmm so you want to do, stainless, you would use O2 mix..... Same as MIG?
[02:22:05] <toastydeath> RyanS, you'll have to look it up
[02:22:15] <toastydeath> I never got into the gas mixtures
[02:22:23] <toastydeath> just used what people pointed me toward
[02:22:25] <archivist> a local cast iron welder (internationally known) heats the item up and uses gas
[02:22:44] <toastydeath> gas is good on cast iron because of the distributed heat, yeah
[02:23:01] <toastydeath> but stick also works if work is being actively heated
[02:23:17] <archivist> I have seen the work (used them) excellent
[02:23:50] <RyanS> ok. Imagine the gas bill for a fabricatio shop , considering the amount of different processes and materials they work with
[02:24:19] <RyanS> "
[02:24:29] <archivist> I did some stick with heated iron still got some cracking if we were not careful
[02:24:46] <toastydeath> you can get cracking with gas if you're not careful
[02:24:52] <RyanS> "Give us every mix you've got"
[02:24:53] <toastydeath> cast iron sucks to weld, that's just how it is
[02:25:02] <toastydeath> RyanS, it's not that many different mixes
[02:25:13] <toastydeath> and most shops will use one or two mixes more than anything else
[02:25:43] <toastydeath> my old shop went through like 30 lbs of endmills per week
[02:26:00] <toastydeath> (the ones we sent for sharpening and didn't throw away)
[02:26:05] <toastydeath> consumables cost money
[02:27:08] <RyanS> haha I was silly enough to grab a Chuck of cast-iron attempt to stick weld to mild steeld. I should have had a clue from the chips produced when drilling
[02:27:27] <RyanS> It was mixed and with the mild steel
[02:28:00] <Deejay> moin
[02:28:27] <Deejay> happy new year to everyone!
[02:28:38] <RyanS> I hate machining cast-iron, makes a mess..
[02:32:53] <somenewguy> rootb, do you?
[02:33:07] <somenewguy> I am thinkin about doing such a thing
[02:33:21] <archivist> I love cast
[02:33:39] <archivist> good metal can be polished
http://www.collection.archivist.info/searchv13.php?searchstr=cast+pendulum
[02:34:00] <RyanS> Yes, the old pendulum
[02:34:09] <RyanS> What did you use to polish?
[02:39:20] <archivist> wet and dry paper
[02:41:04] <RyanS> That it.... hmm I just mustn't have spent enough time polishing
[02:42:10] <toastydeath> there's an old projects where somebody replaced all the contact surfaces on an old Atlas lathe with air bearings
[02:42:44] <toastydeath> took off all the drive gear and used a counterweighted cable to drive the carriage and cross slide
[02:42:52] <toastydeath> mirror finish straight from turning
[02:42:55] <toastydeath> i can't find the link
[02:43:15] <toastydeath> but at that point you might as well just build a whole new lathe
[02:44:29] <toastydeath> speaking of mirror finishes, why aren't used centerless grinders cheaper
[02:44:32] <toastydeath> they're like 14k
[02:44:40] <toastydeath> for an old ass #2 cinci centerless
[02:54:43] <RyanS> yep that MIG sucks. Even the cheapest everlast has stepless voltage control
[06:54:22] <rootB> Hello linuxCNC, someone from #reprap just told me you guys know a lot about CNC.
[06:54:33] <rootB> I have a shapeoko Spindle-based CNC.
[06:54:49] <rootB> And im having issues with my Z-AXIS
[07:06:38] <jthornton> http://geoff.greer.fm/2012/05/19/programmer-irc-etiquette/
[07:11:55] <jthornton> logger[psha], log
[07:11:56] <logger[psha]> jthornton: Log stored at
http://psha.org.ru/irc/%23linuxcnc/2014-01-01.html
[07:13:24] <jthornton> https://workaround.org/getting-help-on-irc
[07:19:08] <jthornton> interesting little machine
[07:21:20] <archivist> what issues
[07:22:10] <jthornton> happy new year archivist
[07:22:49] <archivist> happy new year and all that crap :)
[07:22:56] <jthornton> lol
[07:24:00] <archivist> I wonder if someone will ask the real question or are we supposed to beat it out of him
[07:24:56] <jthornton> he's not even here anymore
[07:25:00] <jthornton> didn't stay long
[07:25:58] <archivist> I wonder if its a speaking in public issue with him
[07:26:52] <jthornton> maybe a short attention span
[07:29:31] <archivist> or he did not understand the basics of asking a question that people can answer which
https://workaround.org/getting-help-on-irc is supposed to help with
[07:30:33] <ReadError> plus he said reprap ;/
[07:33:47] <jthornton> I thought it was repcrap
[07:35:35] <archivist> pay more and you can get renotmuchbetter
[07:36:02] <archivist> repnotmuchbetter
[10:43:55] <somenewguy> I thought I saw there was a way to have a comment or some such that as a line is evaluated in a .ngc it will print it somewhere?
[10:44:14] <somenewguy> bascially iwant to do some debugging and if I could get it to output a few values as it runs it would help me find the issue with my math
[10:46:36] <jdh> debug
[10:47:54] <jdh> http://www.linuxcnc.org/docs/devel/html/gcode/overview.html#sec:debug-messages
[10:48:08] <jdh> or msg, or print
[10:55:52] <eric_unterhausen> everyone has issues with their shapeoko z axis. They have a forum about it
[11:01:04] <ReadError> lol
[11:01:11] <ReadError> dedicated to z axis problems?
[11:02:08] <eric_unterhausen> no, but plenty of hate and discontent about it
[11:15:06] <eric_unterhausen> my shapeoko has flat spots on the vee-wheels
[11:23:10] <JT-Shop> if you ever wonder why a gas tank from a 1956 tractor has twigs in it... they didn't have flashlights
[11:23:47] <eric_unterhausen> and they didn't have fuel gages either, I guess
[11:26:27] <JT-Shop> nope
[11:26:36] * JT-Shop just got the last twig out of the tank
[11:27:20] <JT-Shop> I've been pulling sticks and twigs out of that tank for 15 years
[11:28:03] <Loetmichel> http://www.youtube.com/watch?v=unhXEQQk8G8 <- MUHAHA... nice, with "hand-PWM"
[11:28:14] <inventor42> Anyone have a recommendation for Brushless DC Servo drives?
[11:28:57] <JT-Shop> you have servos and need drives?
[11:29:18] <inventor42> Correct
[11:30:38] <eric_unterhausen> Loetmichael, on-off switch is not holding the wire up to the overhead wire
[11:30:56] <eric_unterhausen> how many people do they lose a year due to that?
[11:31:31] <JT-Shop> inventor42, Mesa has a 7i39 BLDC driver
[11:31:52] <Loetmichel> eric_unterhausen: tell that the albanians
[11:32:13] <Loetmichel> they even make the "speed control" bei intermittient contact to the overhead line ;)
[11:32:16] <JT-Shop> inventor42, how many watts is your servo motor?
[11:32:33] <eric_unterhausen> takes an experienced operator
[11:32:49] <eric_unterhausen> I do mining safety work on the side
[11:33:07] <eric_unterhausen> hate to see what the practices are inside the mine
[11:34:04] <Loetmichel> if i read the comments correctly that locomotove was battery powered
[11:34:36] <Loetmichel> assuming that the batterys died somwhre years ago and they took a big welder and some cable... _> voila, overhead train
[11:34:37] <Loetmichel> ;-)
[11:34:39] <inventor42> JT-Shop: Something like this...
http://www.motionsolutions.com/store/pc/viewPrd.asp?idproduct=3599&idcategory=702
[11:34:48] <JT-Shop> looks like pico also has one
http://pico-systems.com/osc2.5/catalog/product_info.php?cPath=3&products_id=20
[11:36:54] <JT-Shop> doesn't say how many watts or I'm getting blind
[11:37:10] <inventor42> Ever used one of those?
[11:37:26] <pcw_home> They seem to have left that minor detail put
[11:37:34] <pcw_home> out
[11:39:07] <eric_unterhausen> Peter, what power supply do you use?
[11:39:13] <pcw_home> since its a Technics motor, why no just use a matching Technics drive?
[11:39:24] <pcw_home> power for what?
[11:39:42] <eric_unterhausen> for the 7i39
[11:40:04] <pcw_home> depending on model 24 or 36V
[11:40:21] <pcw_home> 8I20 uses rectified 220V line
[11:41:32] <inventor42> That's an option. I was given some motors and know little about CNC. Just trying to learn
[11:41:59] <IchGuckLive> hi al From germany its 2014 ;-)
[11:42:09] <pcw_home> do you have the motor voltage or current specs?
[11:42:49] <pcw_home> Hi IchGuckLive
[11:43:17] <IchGuckLive> pcw_home: hi no log for today psha needs to ad a year
[11:44:21] <IchGuckLive> pcw_home: this year it might be the mesa year of getting almost all cnc custemers toyour struff
[11:44:36] <inventor42> I have 2 kinds of those motors. One kind is 11.6V (8.5A). I believe the other is around 23V? (4.3A)?
[11:45:28] <IchGuckLive> with or without gearing atatched inventor42
[11:47:09] <inventor42> One is labelled: 8.5A cont; 6000 rpm; Class F; 25C; 116.2 oz-in; 11.6 V/krpm
[11:48:06] <inventor42> Shave a lovejoy coupler that I want to use to direct drive a ballscrew
[11:48:13] <IchGuckLive> ok got the locks to read inventor42 where are you from in the world
[11:48:19] <inventor42> Oops. Shave = have
[11:48:26] <inventor42> US
[11:48:31] <IchGuckLive> im in Germany
[11:49:20] <pcw_home> so thats roughly a 90V 30A drive
[11:49:58] <IchGuckLive> most got the 100V brigh inside
[11:51:19] <somenewguy> my sim is suddenly ignoring a G41 line and I ahve no idea why
[11:51:37] <IchGuckLive> D is missing somenewguy
[11:51:43] <IchGuckLive> G41 D4
[11:51:49] <somenewguy> it was working 2 minutes ago, I had tochagne an equation further down in the code to try andgetthe arc I was wanting, and now G40 is perpetually active
[11:51:51] <IchGuckLive> G41 D1
[11:51:58] <somenewguy> I thought if a tool was already loaded D was optional?
[11:52:06] <IchGuckLive> no
[11:52:18] <somenewguy> it seemed to be working before with no D
[11:52:34] <somenewguy> is there a way I can make it check what tool is active? this is for a subroutine
[11:52:48] <JT-Shop> how did you "load" the tool?
[11:52:55] <somenewguy> N6 T4
[11:52:58] <somenewguy> M6
[11:53:01] <somenewguy> thru mDI
[11:53:21] <JT-Shop> D is optional for G41/42
[11:53:35] <JT-Shop> did the status bar show T4?
[11:53:44] <inventor42> Is there an easy way to "test" a servo without buying a drive? Something that will drive it continuously with no feedback. Just to see if this thing works
[11:53:55] <IchGuckLive> inventor42: consideer a Leadshine ACS606
[11:54:32] <somenewguy> at the bottom of axis it shows the tool info
[11:54:41] <IchGuckLive> inventor42: if its a BLCD
[11:54:44] <JT-Shop> did you know that Tn M6 only loads the tool diameter?
[11:54:53] <inventor42> I did look at those. But I'm working blind. That's a good one? Relatively reliable and easy to work with?
[11:54:57] <somenewguy> it does not show T4 in the active g-codes window, if it should
[11:55:26] <somenewguy> jt-shop, no i did not
[11:56:18] <JT-Shop> I don't think T shows up there but if you go to Machine > Show LinuxCNC Status
[11:56:24] <somenewguy> so M61 is what I should be using?
[11:56:45] <somenewguy> oh no it isnt, misread that
[11:56:54] * somenewguy checks
[11:56:54] <JT-Shop> if you want the length offset you put G43 after M6
[11:58:05] <somenewguy> it shows tool in spindle = 4 so it knows its there
[11:58:36] <somenewguy> thething that has me super confused, is I am about 99.9% sure I only changed some text in a G02 line further down in the code, and did not touch anything else when this issue started
[11:59:07] <somenewguy> Im going to go look again for a stray keystroke
[11:59:58] <somenewguy> oh and a related question, since my sub relys on tool diameter to complete, is there a way I can get axis to error out or not attempt to evaluate it if no tool is loaded?
[12:00:23] <somenewguy> some kind of "if tooldiam == 0, ERROR "please load a tool first""
[12:00:56] <somenewguy> because if <5410> is 0, you will get stuck in an infinite loop, and that's just rude
[12:00:57] <JT-Shop> somenewguy,
http://linuxcnc.org/docs/devel/html/gcode/overview.html#_numbered_parameters_a_id_sub_numbered_parameters_a
[12:01:19] <JT-Shop> http://linuxcnc.org/docs/devel/html/gcode/o-code.html#sec:conditional
[12:04:25] <somenewguy> ok those things I do understand, I guess my big question is is there a tool I can use to generate my own custom error message (or message period) after evaluating such a conditional that I know is bad
[12:04:49] <JT-Shop> http://linuxcnc.org/docs/devel/html/gcode/overview.html#sec:messages
[12:05:06] <JT-Shop> and
http://linuxcnc.org/docs/devel/html/gcode/overview.html#sec:debug-messages
[12:09:45] <somenewguy> thank you! for some reason I wasn't turning that up
[12:09:51] <somenewguy> I knew I had seen it before tho
[12:10:20] <somenewguy> however I still see no issue with my M41, do you have a second to see if it gets ignored for you too?
[12:12:27] <somenewguy> or if anyone here wants to see if it will respect tool offset for them I would appreciate it
[12:12:29] <somenewguy> http://pastebin.com/A79xssVT
[12:13:04] <somenewguy> just note that there is an arc at line 63 or so that may fail and need to be commented out
[12:13:18] <somenewguy> thats what I was working on when I noticed this issue had apperaed
[12:13:52] <IchGuckLive> G41 not M
[12:13:56] <somenewguy> gonna go grab a cup of coffee, been working on this sicne I woke up and just realized how much I need that right now
[12:14:21] <somenewguy> did I say G41//
[12:14:26] <somenewguy> errr oh right
[12:14:34] <somenewguy> yeah thats not whatI did in my code, just a brain fart on IRC
[12:15:45] <IchGuckLive> somenewguy:
http://pastebin.com/PA1Zc1ts
[12:17:14] <JT-Shop> somenewguy, I don't see where your calling your subroutine
[12:17:20] <JT-Shop> http://linuxcnc.org/docs/devel/html/gcode/o-code.html#sec:subroutines
[12:18:17] <IchGuckLive> somenewguy: in the example same contour is called with same tool in 3 different diameters
[12:18:36] <IchGuckLive> so Rouphing first finish and a meshure correction path
[12:19:22] <IchGuckLive> all called and done with heekscad CRC post for linuxcnc
[12:29:15] <somenewguy> I made a file that has the sub commented out to make debugging easier
[12:29:24] <somenewguy> to make sure I keep calling it w/ the same parameters
[12:29:39] <somenewguy> so what I pastebinned is completly standalone as a file
[12:29:45] <IchGuckLive> somenewguy: did you see my example
[12:30:02] <somenewguy> looking at it right now
[12:34:48] <somenewguy> I keep having to reboot axis... I can't always open the tool table
[12:35:26] <somenewguy> coudl you see if my code works for you after you comment out the bad arc?
[12:35:35] <somenewguy> I think I might be having an issue with axis itself
[12:35:41] <somenewguy> or linuxcnc
[12:35:57] <IchGuckLive> tool teble editor set in ini
[12:36:51] <IchGuckLive> somenewguy: you know that it is in mm G21
[12:37:12] <somenewguy> it works sometimes
[12:37:15] <somenewguy> thats scary to me
[12:37:26] <somenewguy> fortunatly this machine is only for sim, but still
[12:37:47] <IchGuckLive> do you add all the 3 tools it uses
[12:37:55] <IchGuckLive> 3 Diameter
[12:38:32] <IchGuckLive> 1 11 21
[12:39:15] <somenewguy> I added them with made up sizes
[12:39:35] <somenewguy> I will changethem to thsoe numbers, as a quick run made it look like it was still just following the pathand in G40
[12:39:40] <somenewguy> but I could have missed it, Iam in inches
[12:40:21] <JT-Shop> it runs here
[12:41:02] * JT-Shop is behind schedule today... should have been napping a 1/2 an hour ago
[12:41:26] <somenewguy> ok axis is NEVER telling me it is in G41 mode....
[12:41:59] <somenewguy> I am gonna go install 2.5.3, I have no idea why I put 2.6dev on thismachine, its not what I am using in the shop
[12:42:58] <somenewguy> IchGuckLive: on the code you gave me, since it calls out the offset using G41 Dn, I never get a prompt for a tool change
[12:43:15] <somenewguy> is that the intent? would an auto changer take care of that for you or something?
[12:43:46] <somenewguy> if I actually tried torun that, it would do thewhole thing with one tool and different offsets
[12:43:57] <somenewguy> or is that what you meant by roughing and finisheing?
[12:44:11] <somenewguy> by fudging the diameter you get to finish w/ the same tool path (cool!)
[12:44:25] <IchGuckLive> yes the toolchange is only for messuring
[12:46:46] <somenewguy> ok, since G41 never goes active I am blaming linuxcnc for now and syncing thismachine to the real one. no idea why I didn't do thatthe first time
[12:47:00] <IchGuckLive> somenewguy: what is your entry for the tool editor if you got one even in the axis_sim
[12:47:00] <somenewguy> thank you very much for the input, hopefully I'm not back here in 20 minutes crying again
[12:49:04] <somenewguy> you mean this line?
[12:49:06] <somenewguy> TOOL_EDITOR = tooledit diam z
[12:49:16] <IchGuckLive> go for gedit
[12:49:26] <tjb1> hello IchGuckLive
[12:49:29] <IchGuckLive> and your tooltable will apear
[12:49:38] <IchGuckLive> tjb1: hi
[12:50:05] <tjb1> How are you sir
[12:50:23] <IchGuckLive> tirerd after a long night O.O
[12:50:33] <IchGuckLive> lots of firerworks
[12:50:46] <somenewguy> ok, is tooledit buggy you are saying?
[12:51:03] <IchGuckLive> dubai has been the best ever with the World Record settings
[12:51:04] <somenewguy> i assume tooledit is the name of the tool that opens that neat little table for editing tool data
[12:51:22] <IchGuckLive> yes
[12:51:40] <somenewguy> ok thanks
[12:51:47] <somenewguy> do you know if sublime text is a safe editor?
[12:51:59] <IchGuckLive> use notepad
[12:52:21] <somenewguy> ok
[12:52:25] <eric_unterhausen> is there any difference between nohlt and idle=poll?
[12:52:57] <eric_unterhausen> or should I just be happy with 12uS latency on a servo machine?
[12:53:16] <IchGuckLive> eric_u its a hyperthread parameter
[12:55:04] <pcw_home> 100 usec is probably fine an a servo machine
[12:55:41] <pcw_home> how the heck do you change those boot options on 12.04?
[12:56:05] <eric_unterhausen> well, first you say a few curses about the grub2 developers
[12:56:27] <eric_unterhausen> you can change it in one of the grub configuration files
[12:56:58] <IchGuckLive> idle=nomwait: Disable mwait for CPU C-states
[12:57:02] <pcw_home> Those odd files in grub.d?
[12:57:11] <eric_unterhausen> yes
[12:57:48] <IchGuckLive> idle=halt: Halt is forced to be used for CPU idle.In such case C2/C3 won't be used again
[12:57:50] <pcw_home> so I have 9 files with funny names there...
[12:57:53] <eric_unterhausen> wait, don't think I've messed around in there before
[12:58:51] <IchGuckLive> Format: idle=poll, idle=halt, idle=nomwait ther is no "nohlt"
[12:59:10] <eric_unterhausen> I think you are best off changing it in /etc/default/grub
[13:00:43] <IchGuckLive> im off BYE for today
[13:01:25] <eric_unterhausen> I'm going to have to run a network wire downstairs
[13:04:45] <eric_unterhausen> there is nothing in grub.d that indicates it is being used
[13:04:49] <eric_unterhausen> which is really annoying
[13:07:51] <eric_unterhausen> No manual entry for grub2
[13:07:57] <eric_unterhausen> also for grub
[13:12:55] <pcw_home> lets see if this grubbing about works...
[13:18:36] <pcw_home> so how can you know if your bootargs took?
[13:19:10] <birchy> guys, I'm putting a Bash script together to automate the git clone, configure & install. I'm stuck at parsing the output of dpkg-checkbuilddeps. I want to end up with a string I can append to aptitude. Any suggestions?
[13:19:18] <eric_unterhausen> that's a really good question, wonder if it's in dmesg somewhere
[13:20:00] <eric_unterhausen> response to pcw, not dpkg
[13:20:46] <eric_unterhausen> pcw, where did you end up putting the bootargs?
[13:21:16] <pcw_home> in etc/default/grub
[13:22:01] <eric_unterhausen> my google is now in arabic
[13:22:20] <eric_unterhausen> some days I'm glad duckduckgo is my default search engine
[13:23:24] <pcw_home> no evidence in dmesg that anything changed
[13:24:07] <eric_unterhausen> I assume you ran lilo after changing?
[13:24:22] <pcw_home> no
[13:24:32] <eric_unterhausen> how about update-grub?
[13:25:09] <pcw_home> ok did that
[13:25:20] <pcw_home> rebooting...
[13:31:31] <pcw_home> searching for BOOT_IMAGE= finds the bootargs in dmesg
[13:34:46] <birchy> Sorry for the noobish question, but can 'aptitude build-depends' be run after debian/configure to auto-install dependencies rather than manually apt-getting them?
[13:34:48] <eric_u_cnc> there is an article on the wiki about some stuff in the /sys filesystem
[13:36:00] <somenewguy> birchy, are you talking about automating configuring linuxcnc for use in an arbitary os?
[13:36:32] <birchy> I'm installing on Wheezy...
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Debian_Wheezy_Linux-Rt_Compile_LinuxCNC#Build_LinuxCNC
[13:39:13] <birchy> basically I'm creating a one-hit bash script for my hardware. The idea is to install Wheezy and then run my script. I'm pretty much done but don't quite understand how to automate dependency installation.
[13:39:52] <somenewguy> ah ok
[13:40:29] <somenewguy> I didn't really ahve much to add, but I am interested in the results eventually, and just wanted to point out if you didn't notice the steps on how to setup $PATH appear wrong in one of the walkthrus online
[13:41:03] <somenewguy> I started a thread on the forum when I discovered that issue, but the walkthru hasn't been modified so I don't know if I misdiagnosed the problem or I just haven't spoken to the right person to fix it
[13:41:34] <somenewguy> figured if u were doing somethign like this you would know
[13:42:54] * Loetmichel hat just eaten a doupbe pack of "mama" ramen noodlesoup "duck"... now my mouth and lips are numb... will i _ever_ learn to NOT put in the whole bag of chili power in the instant pack? *sniffle*
[13:43:00] <birchy> Haven't come across any $PATH issues yet, were you installing from git source?
[13:46:44] <eric_u_cnc> birchy, there are multiple choices given with builddeps, I don't know if that would easily be automated
[13:51:35] <somenewguy> yeah
[13:51:55] <somenewguy> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Build_A_Simulator_Manually
[13:52:01] <somenewguy> those were the instructions I followed
[13:52:12] <somenewguy> and here is the thread where I think I spelled out my isssue/rix
[13:52:34] <somenewguy> http://linuxcnc.org/index.php/english/forum/9-installing-linuxcnc/27088-installing-linuxcnc-sim?start=10
[13:52:47] <somenewguy> you can skip to the last post for what I am talking about
[13:52:56] <eric_unterhausen> the builddeps part is always the most annoying
[13:53:04] <somenewguy> the first half of the thread is me struggling for a while on unrelated stuff
[13:53:15] <eric_unterhausen> although it's head and shoulders above the old days of building all the dependencies yourself
[13:54:03] <birchy> somenewguy: that looks like a Ubuntu kludge. I'm building on Debian Wheezy.
[13:54:41] <Jymmm> If you care HF has that 20% off today only
[13:54:42] <somenewguy> i didnt' think it would make a difference? the suggested path variable is just going one layer too deep from whatI can tell
[13:54:42] <birchy> eric: yeah, I'm determined to automate this! gdebi is useful for the debs (rtai kernel, etc)
[13:55:04] <somenewguy> but I am not good at thisstufff, so maybe it is only an ubuntu issue
[13:55:07] <somenewguy> :shrug:
[13:55:59] <eric_unterhausen> parse the output of builddeps?
[13:56:36] <birchy> eric: that's where I started but then someone said that apt-get build-deps would do it...
[13:56:58] <eric_unterhausen> so try it?
[13:57:11] <birchy> eric: you any good with Bash? Python is my thing
[13:57:27] <eric_unterhausen> no, I can muddle through
[13:57:35] <eric_unterhausen> filter it through a python script :)
[13:58:10] <birchy> eric, I'm a purist! :)
[13:58:20] <archivist> why script it as you only do it once or twice
[13:59:32] <eric_unterhausen> I was going to post the link to the xkcd about this
[13:59:39] <eric_unterhausen> it's actually pretty useful
[13:59:41] <birchy> I've done it about 100 times the last 4 or 5 weeks but then again I was using arceye's sources and it's turned out that they don't work on a clean install
[14:00:20] <birchy> Plus I'd rather automate the install for future use.
[14:00:29] <eric_unterhausen> ya, over the entire user base it would be a big time saver
[14:00:44] <eric_unterhausen> http://xkcd.com/1205/
[14:00:57] <eric_unterhausen> there is an xkcd about everything
[14:00:59] <birchy> And I was thinking that not all users are Linux experts. They're machinists...
[14:01:14] <eric_unterhausen> that's what the livecd is for
[14:01:35] <eric_unterhausen> I'm reasonably competent at linux, and it's a pain for me to deal with things when they go wrong
[14:01:55] <eric_unterhausen> if I haven't forgotten what to do, they changed the OS to make it "better"
[14:02:42] <Loetmichel> hrhr, i can relate there
[14:02:55] <birchy> Both the LiveCDs are awful on my PC's. Hardy is to old to support the gfx and 10.04 crashes randomly
[14:03:12] <eric_unterhausen> obviously, it's time for a new livecd, I don't think that's in dispute, it's just that it has to be worthwhile
[14:03:17] <Loetmichel> i used to be really good at linux... the suse 7.3 brand... and now i find nothing
[14:03:22] <eric_unterhausen> and ubuntu kinda moved away from us
[14:04:00] <Loetmichel> iam getting used to xubuntu and mint 15 mate now...
[14:04:05] <birchy> my understanding is that there will no longer be an O.S. dependent install?
[14:04:12] <Loetmichel> can take a while to get back into it, though
[14:04:29] <somenewguy> that myunderstanding
[14:04:31] <somenewguy> next release
[14:04:44] <eric_unterhausen> not sure that's what the unified build really is
[14:04:49] <birchy> So livecd is not really an option any more?
[14:05:02] <eric_unterhausen> livecd works on a lot of systems
[14:05:12] <eric_unterhausen> it's a good starting point
[14:05:27] <birchy> Yes, but I've got 3 PC's and can't configure either how I want.
[14:05:47] <birchy> It's the OS, not linuxcnc that was the problem.
[14:06:03] <somenewguy> to install an different version for Sim on this laptop, can I just checkout the 5.3.0 tag and re-run all the steps to make it and be good?
[14:06:07] <eric_unterhausen> I experienced random crashes with 10.04, 12.04 fixed
[14:06:09] <somenewguy> or is there more to it?
[14:06:31] <eric_unterhausen> but I didn't try it with the linuxcnc kernel on 10.04
[14:07:18] <eric_unterhausen> I have been struggling with the 12.04 packaged kernel and finally got the latency down
[14:07:22] <birchy> I'm a big fan of Debian. LMDE pretty much converted me, especially with the XFCE desktop.
[14:07:26] <eric_unterhausen> and that is packaged
[14:08:01] <eric_unterhausen> I think the reason linuxcnc stayed away from debian is the harsh installer
[14:08:14] <eric_unterhausen> but I haven't installed debian recently
[14:08:23] <birchy> rcconf is a handy tool for disabling stuff...if you haven't found it yet
[14:09:12] <birchy> debian 7 is dead easy now. just like ubuntu was before it became bloaty
[14:10:03] <eric_unterhausen> wow, rcconf takes me back to the redhat days
[14:10:05] <eric_unterhausen> thanks
[14:10:57] <eric_unterhausen> I did d/l debian, maybe I'll try it. I have all my cnc systems on compact flash so I can just swap them at will
[14:13:19] <somenewguy> why wont cutter comp work for me!
[14:13:20] <somenewguy> arrrgh
[14:13:24] <birchy> I tried Debian 6 a few years ago but wasn't a big fan, so reverted to LMDE. Having now tried Debian 7, I doubt I'll go back
[14:15:18] <eric_unterhausen> I always wondered why the debian installer had to offer so many choices
[14:15:51] <eric_unterhausen> but if they fixted it that's good
[14:15:51] <ries> birchy: isn't mint not just Debian unstable?
[14:18:18] <birchy> Yeah, LMDE is Debian testing. The main Mint is Ubuntu based
[14:20:20] <birchy> eric: wheezy has a really simplified install now. you just select language, keyboard and from there, there's half a dozen yes/no questions
[15:11:04] <somenewguy> question about parameter scope
[15:11:17] <somenewguy> if i have a subroutine with #<rad> defined in it
[15:11:43] <somenewguy> and have a subroutine within it, if I modify #<rad> is it the same variable?
[15:11:52] <somenewguy> or am I creating a new #<rad> and playing with it
[15:12:46] <somenewguy> the sub routine is a while loop, not called, I don't think that makes a difference but I have been wrong before
[15:15:53] <micges> you are creating new #<rad>
[15:16:10] <micges> #<_rad> will be global
[15:18:25] <somenewguy> dang it, how was this code even working before....
[15:23:10] <somenewguy> hmm, this doesnt seem right. if a if/while sub does not inherit the params of the code it is sitting in, i should be gettinghundresds of "param not defined" errors
[15:23:18] <somenewguy> but im not
[15:25:53] <micges> only sub/endsub doesn't inherit
[15:33:45] <somenewguy> ohhh ok, so mine are all inheriting as i thought
[15:34:09] <somenewguy> thanks for the clarification
[16:27:09] <Deejay> good night
[16:28:10] <Deejay> bye
[16:53:30] <CaptHindsight> how does one handle setting the delay period between motion (G0, G1, etc) and M64 or M65 output controls?
[17:02:28] <andypugh> One of them doesn't take effect until the next motion command.
[17:02:35] <andypugh> (I can't recall which)
[17:07:35] <Tom_itx> dwell?
[17:07:59] <Tom_itx> no that probably isn't it
[17:16:22] <CaptHindsight> http://linuxcnc.org/docs/html/gcode/m-code.html#sec:M62-M65 M62 and M63 are synced with motion
[17:16:51] <CaptHindsight> "The actual change of the specified outputs will happen at the beginning of the next motion command. If there is no subsequent motion command, the queued output changes won’t happen. It’s best to always program a motion G code (G0, G1, etc) right after the M62/63."
[17:18:03] <CaptHindsight> what if you don't want motion but say an I/O to flip states 0.5 seconds after a motion has ended and 2.3 seconds before the next motion
[17:20:26] <CaptHindsight> dwell G4 with G1 of Zero?
[17:21:10] <CaptHindsight> sorry, M62 with a G1 of zero
[17:22:48] <toastydeath> g1 x000 y000 z000; g4 p.5; m63 p0; g4 p2.3; m64 p0
[17:22:51] <toastydeath> something like that?
[17:23:33] <CaptHindsight> yeah, but I was wondering if there was some shorter way of doing it
[17:23:43] <toastydeath> oops, m64 and m65
[17:24:30] <CaptHindsight> if you want to sync motion with I/O but able to set the intervals between the I/O change and the motion change
[17:26:35] <CaptHindsight> this crosses over into COMEDI
[17:31:11] <pcw_home> position breakpoints and a comp?
[17:32:06] <pcw_home> or reverse, do you want I/O to control motion?
[17:33:08] <i_tom> :)
[17:49:03] <i_tom> Hey guys :) anyone have an experience with BeagleBone Black ?
[17:50:11] <jdh> I have one.
[18:21:25] <CaptHindsight> up until now I've just been using Linuxcnc just for motion control
[18:22:31] <CaptHindsight> inkjet heads, lasers and light modulators etc have been controlled by parallel systems
[18:23:37] <kengu> i would like to control some inkjet head
[18:23:49] <CaptHindsight> I'm just pondering if I should just leave it that way or look into expanding what linuxcnc controls
[18:26:32] <CaptHindsight> kengu: what do you want to deposit with them?
[18:27:46] <kengu> CaptHindsight: ink, on wood. i think.
[18:29:41] <CaptHindsight> you'll need big drops since the wood is very porous
[18:30:06] <CaptHindsight> big in the inkjet world is 100-200pL
[18:32:01] <CaptHindsight> look for a used valvejet by Marsh, Foxjet, Videojet etc
[18:35:30] <kengu> i spotted a working machine at one worksite and i have a feeling they do have some decommissioned ones or parts around. actually
[18:36:40] <Guest61414> did any one ever do any work on implementing rear / back tool post into the axis preview?
[18:39:51] <CaptHindsight> http://www.youtube.com/watch?v=QzOKtYSe5-E this would make for a fun kids toy
[18:40:49] <kengu> pretty cool
[18:41:17] <kengu> ..now i need one of those (;
[18:52:54] <i_tom> that handjet is pretty handy stuff, mate
[18:52:59] <i_tom> ;]
[18:56:13] <RyanS> I want to see them and do a wavyy line print
[18:57:02] <R2E4> pcw_home: Does it have to be a 5v Switching PS for the 7i77 5v input?
[18:57:21] <CaptHindsight> RyanS: it just takes a shaky hand
[18:59:33] <RyanS> I just got a label maker and can connect to the PC and print out. Handy if you have lots of labels
[19:39:24] <pcw_home> R2E4: No, any 5V say 1-2 Amp supply should do
[20:47:18] <R2E4> Anyone know of Linuxcnc classes going on?
[20:47:46] <R2E4> I'm just not grasping an understanding of how it all fits together.
[20:49:34] <archivist> no classes but there are docs on sections and how they connect, some on the wiki
[20:52:36] <R2E4> Someone could really rake in the dough for basic online classes. I'd pay the 200.00 to get me in the right direction.
[20:53:15] <archivist> I imagine one customer willing to pay
[20:53:22] <R2E4> I know three people that have turned away from LinuxCNC because docs are too scattered and not enough glue.
[20:53:38] <R2E4> hehe, yeah
[20:53:43] <archivist> I do understand the scattered comment
[20:54:02] <R2E4> IT may take me another month or so, I'll get there but damn....
[20:54:26] <Tom_itx> all they gotta do is ask here or on the list
[20:55:09] <R2E4> You have to admit, sometimes you get attitude when asking.
[20:56:44] <R2E4> I'm at the point of no return. I have no choice.
[20:58:23] <Mr_Mayhem> Someone should totally do a comprehensive video series from basic to expert levels, and lots of tips and tweaks. Would help alot.
[20:58:49] <Mr_Mayhem> The problem is info scattered.
[20:59:11] <archivist> someone is doing videos, but I never watch them
[20:59:53] <Mr_Mayhem> I will watch if it is very step by step, or for a specific how-to.
[21:00:07] <Mr_Mayhem> Like how to control my spindle, etc.
[21:00:29] <archivist> you have to remember the roots of the project as opensource so each bit of documentation relates to the writers preferred method
[21:01:06] <Mr_Mayhem> Of course, but that dosen't mean take the docs and drop them by helicopter so to speak.
[21:01:30] <archivist> and there are so many variables they cannot all be documented and people just get it done leaving no docs behind
[21:01:31] <Mr_Mayhem> Sometimes that seems what happened. Sometimes not.
[21:02:45] <archivist> the best way to fix what you dont like is to get involved and fix it
[21:03:27] <R2E4> Guys are upodating and writing docs every day. Problem is they are extending the existing model that does not tend to help newbie's.
[21:04:05] <R2E4> I would love to help, have to get to a point where I can....hehe
[21:04:31] <archivist> actually that is exactly how some docs get created
[21:04:31] <Tom_itx> it's hard to write general purpose docs because lcnc is so flexible
[21:05:01] <Tom_itx> what suits you may not suit someone else
[21:05:19] <Mr_Mayhem> I accept that, but what I see missing is like a really tight core, it's a bit all over the place.
[21:05:24] <archivist> the flexibility is overwhelming
[21:05:26] <Tom_itx> i don't need to know how to run dual steppers on a gantry for instance
[21:05:39] <Mr_Mayhem> Yeah.
[21:05:41] <Tom_itx> but someone else may need just that
[21:06:24] <R2E4> well, I would venture to bet if there was a 10 page document that ouotlines and explains getting a mesa card system up and running after linux install, that that document would get more hits than most any other docs.
[21:06:31] <R2E4> as an example....
[21:06:49] <Mr_Mayhem> I agree already.
[21:06:59] <Mr_Mayhem> Mesa was a challenge to dig up.
[21:07:04] <Tom_itx> ok but which mesa card?
[21:07:11] <Tom_itx> see i don't have a 5i25
[21:07:18] <Tom_itx> so what i would tell you wouldn't work
[21:07:20] <Mr_Mayhem> 5i75 7i76 pair.
[21:07:33] <R2E4> it doesnt really matter which card. When one gets written, they will follow.
[21:07:59] <Tom_itx> i did a basic one on bit files
[21:08:02] <Tom_itx> a couple times
[21:08:19] <Mr_Mayhem> I was thinking someone should go down the list of models and recondense the best examples for each card. They are all over the place in the forum.
[21:08:28] <R2E4> thgantrykins I think it is on dual steppers on one axis.
[21:08:52] <R2E4> I could never get that working either.
[21:08:59] <pcw_home> they are all the same:
[21:09:00] <pcw_home> all hostmot2 (you can use the sample servo configs in the linux dist for pretty much all)
[21:09:40] <pcw_home> worst case you need to change the card name and maybe comment out GPIO
[21:10:17] <R2E4> Thats not too bad cause you can get there with Pncconf, which is very well done.
[21:10:37] <R2E4> Problem is, whats the next step? actually make it work.
[21:10:46] <Mr_Mayhem> Btw, the tutorial I found that is highlighted in the forum worked to get started. So that was good. But it's like newbies don't know anything, so should see that stuff in the docs without resorting to the forums, here is your answer.
[21:12:49] <Mr_Mayhem> I also had to update, so, that wasn't easy for a newbie with no internet to the box. Had to bring the files over, run the update. Not hard but not obvious to newbie. Substance of my argument here is the obviousness of a task sequence is often the problem, not the technical complexity or difficulty so much.
[21:14:11] <cradek> we all make the mistake of thinking that whatever docs we need right now, for our current skill level, about our current task, and in our preferred format, are what would be best for the project and everyone
[21:14:12] <R2E4> Don't want to seem we are bitching, cause you guys are really amazing and your work is vastly appreciated.
[21:15:00] <Mr_Mayhem> Yes, this software is a godsend to many.
[21:15:05] <cradek> I absolutely can't imagine digging through the forum or sitting through a video (or sitting in a classroom)
[21:15:19] <Mr_Mayhem> I am very pleased with it, and look foward to the new stuff.
[21:15:32] <cradek> a video is exactly the last way I want information that can be presented as text
[21:15:56] <Mr_Mayhem> I am looking at the relative tightness of the docs compared with commercial faq/docs/how-to resolution.
[21:16:05] <Tom_itx> cradek do you prefer 'show and tell' or just tell?
[21:16:14] <Tom_itx> ie jpg along with the txt
[21:16:25] <cradek> of course it depends
[21:16:36] <Tom_itx> i did 'show and tell' for the bit files
[21:17:03] <Mr_Mayhem> First you tell them what you are going to tell them. Then you tell them. Finally, you tell them what you told them.
[21:17:08] <cradek> I don't want to argue about what format is best, but I do want to warn against assuming your own preference is universal
[21:17:23] <Tom_itx> sometimes i can read something 3 times and still miss the answer
[21:17:36] <cradek> in this kind of setup, the one doing the work gets to choose the format...
[21:17:44] <Tom_itx> heh
[21:17:45] <Tom_itx> true
[21:18:01] <R2E4> cradek: for someone that has been involved with it for a long extended period I would agree sitting in a classroom would not be one of their highest priorities. But for a beginner it would be an amazing start.
[21:18:23] <cradek> if you think videos would help the project, absolutely go ahead and make them, it will surely help others.
[21:18:52] <cradek> R2E4: sure, all you need is a classroom and the right teacher. we have had that in the past.
[21:19:24] <R2E4> yeah, got to get to a point where I would be capable....hehe
[21:19:40] <Tom_itx> but then you wouldn't need it
[21:19:55] <Mr_Mayhem> I think there needs to be different tracks for the most common flavors of machine and associated needs. Add in a chapter for absolute newbie with a simple chinese router mill with a ton of detail. I can write that one! Seriously, I will write it.
[21:20:11] <R2E4> Thats true, and thats whats happening. But it wuld surely help a hell of alot of people behind you.
[21:20:36] <cradek> Mr_Mayhem: that sounds great.
[21:20:48] <cradek> look forward to seeing it.
[21:20:55] <Mr_Mayhem> That way, the newbies get invited to the party properly so to speak.
[21:22:49] <R2E4> Mr_Mayhem, make sure that router has an ATC on it....
[21:23:48] <R2E4> Does anyone know if Shunkworks had any LinuxCNC experience before he did that Huge pallet Changing Kearney monstor?
[21:23:52] <archivist> when a noob sees a huge pile of docs he can equally be put off :)
[21:24:06] <Mr_Mayhem> My point exactly.
[21:24:29] <Mr_Mayhem> Smooth onramp is crucial for new folks.
[21:25:02] <Mr_Mayhem> Then build up from there, but keep the core very well laid out.
[21:25:46] <Mr_Mayhem> I consider the core a simple cheap mill, because I think the most people arrive on that horse.
[21:27:24] <archivist> actually the all arrive on different horses, mill,router,lathe etc
[21:28:08] <Tom_itx> i arrived on a pack mule
[21:29:25] <Mr_Mayhem> Should survey that somehow. Would not the newbie bell curve be dominated by a small router or mill?
[21:29:25] <archivist> my first machine was a gear cutter that morphed to a fugly 5 axes mill
[21:29:39] <Mr_Mayhem> hehe
[21:29:47] <archivist> second was a lathe
[21:30:56] <R2E4> oh yeah, that certainl;y fits in the general category....hehe
[21:31:06] <Mr_Mayhem> You do some cool gear work there. So is the pie chart not dominated by mill/router? I would be suprised if it was not.
[21:32:12] <archivist> that assumption is what <cradek> we all make the mistake of thinking that whatever docs we need right now, for our current skill level, about our current task, and in our preferred format, are what would be best for the project and everyone
[21:32:33] <archivist> is alluding to as a possible mistake
[21:33:07] <Mr_Mayhem> Obviously lathe is a big chunk too, but then between those two, I bet we passed the 67% of the pie chart.
[21:34:15] <Mr_Mayhem> I am trying to say, polish the core that pertains to the majority. Then others say there is no majority.
[21:34:47] <Mr_Mayhem> Or imply that. I agree it's still a wide topic.
[21:34:50] <archivist> and there are camps of stepper, servo(analogue) and servo(step dir) and interface method
[21:34:56] <Mr_Mayhem> Even with that constraint.
[21:35:32] <archivist> draw a matrix of the possibilities and it is large
[21:36:29] <archivist> plus the hardware PC,beaglebone etc
[21:37:16] <pcw_home> the whole 3d printer crowd
[21:37:30] <pcw_home> the 6dof robots
[21:38:17] <skunkworks> it is nice to see steve is hard on everyone..
http://groups.yahoo.com/neo/groups/mach1mach2cnc/conversations/messages/142810
[21:38:19] <R2E4> Start with the Mill/Router and when they see that format working, others will pipe in with their own.
[21:38:49] <Mr_Mayhem> If this was a company, I'd assign a head docs person, then under that supporters who have the "12 blind men and the elephant" versions of reality in their respective heads for top modes of use. Then find common ground in a distallation process. With software has a minimum workability. With docs, it's like the bar is lowered so there is more noise.
[21:38:51] <Mr_Mayhem> ok will do.
[21:39:55] <eric_unterhausen> skunkworks, that video was pretty ridiculous
[21:41:12] <skunkworks> well - he doesn't have a lathe to show... :)
[21:41:27] <R2E4> skunkworks: did you know LinuxCNC before you did your conversion on that monster Kearny?
[21:41:35] <Tom_itx> i think JT-Shop has done an excellent job documenting is stuff as well as updating the online docs for linuxcnc
[21:41:51] <skunkworks> R2E4: I knew enough to know that it could be done...
[21:43:26] <skunkworks> home brew controller -> turbocnc -> emc1 -> linuxcnc
[21:43:52] <skunkworks> I ran emc1 for a couple of weeks iirc - then got involved with testing emc2(linuxcnc)
[21:44:00] <skunkworks> So I guess I have been around
[21:45:34] * skunkworks is pretty good at breaking things...
[21:49:38] <Mr_Mayhem> Old school cnc folks are an inspiration to me. Love it when they show their skills online.
[21:50:36] <Mr_Mayhem> Some of you folks are truly badass when it comes to cnc; good stuff. You know who you are.
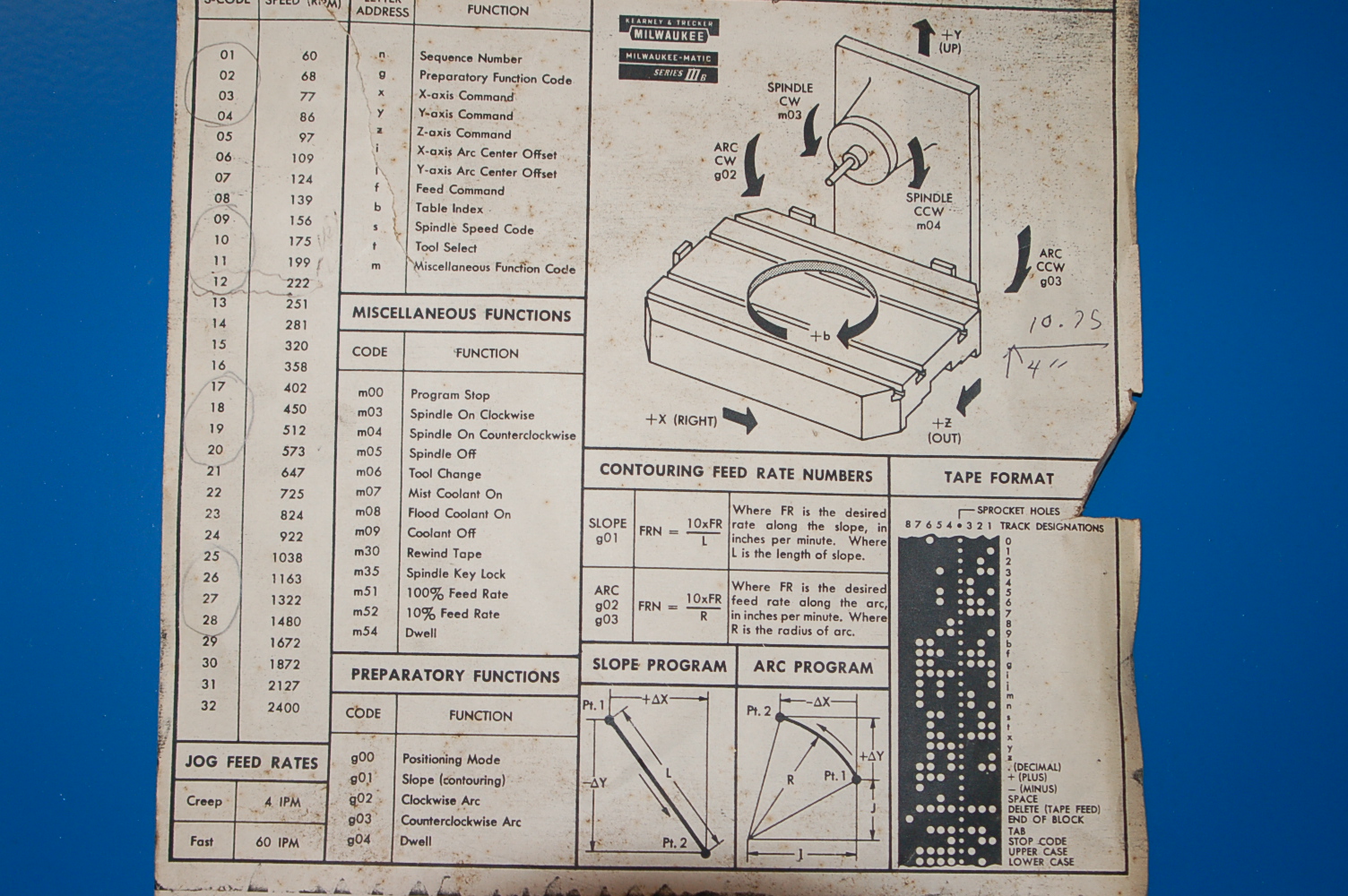
[21:50:50] <skunkworks> this was the old control
http://electronicsam.com/images/KandT/conversion/cheatsheet.JPG
[21:50:59] <Mr_Mayhem> I am not there yet, but aspire to.
[21:51:30] <skunkworks> it is soooooo much nicer with linuxcnc...
[21:51:51] <Mr_Mayhem> punchcard, lol.
[21:52:02] <archivist> paper tape
[21:52:37] <Mr_Mayhem> Now if someone has punchcard or paper tape, yeah, you are old skool for certain.
[21:53:03] <archivist> I dont remember any machines on card although card was used at the cam stage with APT
[21:53:32] <Mr_Mayhem> I can't imagine trying to rogram using paper tape. Last time I used paper tape, it was army crypto key.
[21:53:34] <skunkworks> we ran that control until the mid 2000's
[21:53:54] <somenewguy> anyone here who can help stop me from shooting myself?
[21:53:56] <somenewguy> I have couple lines of code that move to a point, then modify the variable and arc to a new point, but according to axisthey are moving to the samepoint...
[21:54:00] <somenewguy> I have been staring at the same problem too long and nothing is gonna clear it up on my end
[21:54:07] <somenewguy> that somehow the variable is not changing when I think it is... clearly I am missing something
[21:54:21] <somenewguy> ... I have no idea what just happend, sorry if I wasrepeatingmyself
[21:54:55] <archivist> add debug code to your code so you can find the problem
[21:55:02] <Mr_Mayhem> I guess list the g code script somewhere, with the code in question highlighted, so someone can analyse it.
[21:55:28] <Mr_Mayhem> Pass a file to someone maybe too.
[21:55:43] <archivist> pastebin somewhere
[21:57:01] <skunkworks> telepathy?
[21:57:06] <Mr_Mayhem> lol
[21:57:44] <Mr_Mayhem> Psycic: "I see an arc statement in your look ahead..."
[21:57:48] <eric_unterhausen> I wrote a program on paper tape, of course it had a mistake
[21:58:07] <eric_unterhausen> fixing mistakes was in the advanced class, so I didn't get to do it
[21:58:30] <Mr_Mayhem> Let me guess, you poke a hole in the row with the error, or tape over it, hehe.
[21:58:48] <skunkworks> old school 'cut and paste'
[21:58:58] <eric_unterhausen> it was possible to poke a hole, but cut and paste was the main way
[21:58:59] <Mr_Mayhem> yeah, for real.
[21:59:04] <eric_unterhausen> they had a splicer
[21:59:14] <Mr_Mayhem> hehe.
[21:59:24] <Mr_Mayhem> Now that is funny.
[21:59:32] <eric_unterhausen> not really
[21:59:35] <Mr_Mayhem> I guess it worked.
[21:59:37] <eric_unterhausen> :)
[21:59:46] <skunkworks> we ran paper tape for a few jobs - then decided to interface it to a computer (tape emulator) that was so much nicer
[21:59:56] <eric_unterhausen> I was pissed about my mistake, I think I forgot to retract or something stuipd
[22:00:23] <eric_unterhausen> I was running a job today, so stressful
[22:00:31] <eric_unterhausen> can't imagine using tape
[22:01:01] <Mr_Mayhem> I know the feeling, ran a whole pcb and tool change pause left the head 2mm above the workpiece; Couldn't change the tool. And couldn't re run it from there.
[22:01:15] <Mr_Mayhem> Redo!
[22:01:21] <Mr_Mayhem> Kinda like reboot.
[22:01:50] <eric_unterhausen> couple thousand into this part so far
[22:02:22] <Mr_Mayhem> Tape emulator must have been a godsend, btw.
[22:02:47] <Mr_Mayhem> Compared to manual cut and paste, literaly.
[22:03:04] <eric_unterhausen> if you were running a job over and over, tape would be fine
[22:03:05] <eric_unterhausen> sorta
[22:03:13] <skunkworks> http://electronicsam.com/images/KandT/conversion/rearcontrller.JPG
[22:03:56] <Mr_Mayhem> wow, that's a lot of cards.
[22:04:04] <Mr_Mayhem> Looks like 70's stuff.
[22:04:08] <somenewguy> sorry fell into a hole pushing numbers thru excel toverify
[22:04:10] <Mr_Mayhem> at first glance.
[22:04:53] <somenewguy> le means less than or equal to, hmmm
[22:05:12] <Mr_Mayhem> I guess look ahead was not in the pipe at that time/paper tape era.
[22:05:33] <somenewguy> i feel like ther eis a scrolling joke in here somewhere
[22:05:57] <skunkworks> Mr_Mayhem: are you phill?
[22:06:01] <somenewguy> http://pastebin.com/haTg99ZQ
[22:06:05] <Mr_Mayhem> Naa. Doug
[22:06:11] <Mr_Mayhem> Las Vegas, NV
[22:06:23] <somenewguy> notice that the main subrouting is commented out and that file is completly standalone
[22:06:38] <skunkworks> ah - ok. I thought maybe you where testing the new read-ahead in development.
[22:06:40] <Mr_Mayhem> No, I did not attend new years crazyness. :-)
[22:06:52] <somenewguy> line 70 is hte issue, it seems like the final time the while loop iterates, the if statment inside it has not
[22:06:58] <skunkworks> that was all replaced with
http://electronicsam.com/images/KandT/conversion/panel/electricalbox.jpg
[22:07:00] <somenewguy> and not incremented <rad>
[22:07:55] <Mr_Mayhem> Oh, sounds like the assignment to the loop variables fails the last loop?
[22:08:31] <Mr_Mayhem> Or the if then trigger variable is not set properly the last time around.
[22:08:36] <Mr_Mayhem> ?
[22:09:23] <CaptHindsight> I was just flipping through channels and came across "Mega Shredders" on the Science channel, how do these dopes end up with these big budget contracts?
[22:09:27] <Mr_Mayhem> Impressive machine conversion.
[22:10:00] <Mr_Mayhem> They have a team who paves the way for the show.
[22:12:01] <somenewguy> AHA, thank you rubberducky! bad math strikes again!
[22:12:17] <somenewguy> sign conversion in my logic on paper made its way into the program
[22:12:23] <CaptHindsight> a shredder in copper plant that gets exposed to sulfuric acid 24/7 and nobody thought about how to properly design it, service it or preventative maintenance
[22:12:45] <somenewguy> IF and I mean IF my cut tonight goes properly and I end out with holes that I wanted, I think this code is looking goood
[22:13:07] <somenewguy> aaaaand AXIS crashes when I reload hahaha
[22:13:33] <Mr_Mayhem> Saw the shredded get stalled by fish nets, lol.
[22:14:04] <Mr_Mayhem> so it was sign conversion?
[22:17:50] <Mr_Mayhem> Well, I'm off to start an outline. I kinda like the sherline getting started format, just a bit too talkative.
[22:18:35] <Mr_Mayhem> There are others as well to examine the structure and see what's good.
[22:29:26] <WalterN> looking at drill sharpeners
[22:29:38] <WalterN> http://portland.craigslist.org/clc/tls/4264888199.html is my favorite so far
[23:13:04] <eric_unterhausen> I have a question
[23:13:15] <eric_unterhausen> it's when a man and a woman love each other very much
[23:15:16] <jdh> and are forced to use Ubuntu?
[23:15:23] <somenewguy> ok, who wants to tell me what axis really means when it says my if is msising a left bracket?
[23:15:54] <somenewguy> http://pastebin.com/6ATmPSHz
[23:16:12] <somenewguy> claims I'm missing an [ somewhere near line 94, and I am callin gBS on that
[23:16:16] <somenewguy> I see all my brackets
[23:16:26] <somenewguy> stupid finishing touches
[23:24:51] <eric_unterhausen> I was having a problem like that at work, turned out to be linefeeds
[23:25:22] <eric_unterhausen> the file started on a mac, went to windows, stupid interpreter couldn't handle linefeeds
[23:28:21] <somenewguy> hmmm
[23:28:28] <somenewguy> I'll look at it in wine notepad
[23:29:09] <somenewguy> also unexpected new skill, I just searched for straggling [] using regexs....
[23:29:14] <somenewguy> what is this new power I feel?
[23:29:37] <eric_unterhausen> first time I used regex in a program I felt dirty somehow
[23:33:09] <somenewguy> its.... odd
[23:33:29] <somenewguy> very hard to learnonline, there are several concepts I could have got in 20 seconds if Icould talk to a person about it
[23:33:53] <somenewguy> learned it to write a syntax definition for sublime so now my g-code looks all kinds of sexy in sublime text
[23:34:19] <somenewguy> much nicer than gedit, gonna do some code completion soon and then Iwill feel like a wizard
[23:34:34] <somenewguy> BUT FIRST CURSE YOU LEFT BRACKET
[23:34:41] <Mr_Mayhem> parsing and tokenizing code uses regex sometimes and it gets old fast. Too many test cases to verify to cover all the holes.
[23:35:25] <Mr_Mayhem> Used to parse word docs, bleah stuff.
[23:35:27] <somenewguy> oh I would NEVER want to do it for work
[23:35:32] <toastydeath> http://xkcd.com/208/
[23:36:04] <somenewguy> i would need a rope/swing mounted laptop with 20 tabs of different regex cheatsheats open on it, but yes that is waht I feel like
[23:36:24] <somenewguy> for someone here who does konw regexs well, do you know a concise way of making a list of items caseinsensitive?
[23:36:52] <somenewguy> like I want (lt|le|gt|) to capture caps or otherwise
[23:38:44] <Mr_Mayhem> hmmm. been a while. probably simple thing for case insensitive.
[23:39:31] <Mr_Mayhem> In java,
http://stackoverflow.com/questions/15815446/regular-expression-list-matching-without-case-sensitivity
[23:40:36] <somenewguy> clooooose but not quite
[23:40:41] <somenewguy> gonna try and build on that tho
[23:41:53] <Mr_Mayhem> You can add an "i" to make the regex match case insensitive
[23:42:00] <Mr_Mayhem> http://www.regular-expressions.info/perl.html
[23:43:43] <Mr_Mayhem> looks like a pearl add-on would be used for that.
[23:45:04] <somenewguy> yeah I saw that but it doesnt seem to be doing what Iwant...
[23:45:34] <Mr_Mayhem> https://github.com/kliment/Printrun/issues/216 seems related but helpful? Maybe not.
[23:47:18] <somenewguy> case is a sticky thing
[23:47:36] <somenewguy> the stuff I am doing is just window dressing to make gcode more human readable, has no effect on its use
[23:47:50] <Mr_Mayhem> Oh, I see,
[23:48:05] <somenewguy> I am getting close to being ready to offer a prize to anyone who can point out where my missing bracket is
[23:48:09] <somenewguy> i ghighly doubt its a missing bracket
[23:48:21] <somenewguy> but Ican't narrowit down
[23:48:57] <Mr_Mayhem> heh. Like you need one of those "find the missing paired bracket" loop.
[23:49:21] <Mr_Mayhem> like as found in a basic code editor to alert you early on.
[23:49:42] <Mr_Mayhem> Turns the thing red or whatever.
[23:50:21] <Mr_Mayhem> http://unix.stackexchange.com/questions/10267/how-to-find-unmatched-brackets-in-a-text-file
[23:50:46] <Mr_Mayhem> I don't know what language you use, but that's one way.
[23:52:08] <cradek> somenewguy: "ifelse"
[23:53:05] <somenewguy> sldkjfal
[23:53:07] <somenewguy> thank you
[23:53:31] <Mr_Mayhem> Maybe there is a simple exe that can check for matched brackets or whatever.
[23:54:26] <cradek> after reading the "if" it expects [some condition in brackets]. since that part is missing, you get that error
[23:54:30] <somenewguy> i actually have written part of that already for sublimetext
[23:54:50] <somenewguy> a highlighter that yells at you for certain dumb but easy mistakes
[23:54:59] <Mr_Mayhem> Yes, exactly.
[23:56:14] <Mr_Mayhem> Maybe just browse all the If statements using find, hehe. Check each for brackets. I donno.
[23:57:06] <somenewguy> cradek nailed it on the head, I was using elseif instead of ifelse
[23:57:25] <somenewguy> errr, whichever way was wrong was the way I had it
[23:57:59] <Mr_Mayhem> http://utilitymill.com/utility/bracket_matcher input your script here.
[23:58:16] <Mr_Mayhem> It is like an online bracket matcher.
[23:59:42] <somenewguy> a cool tool
[23:59:53] <somenewguy> although not quite usefulll for this specific problem Iam bookmarking that
{kind=link}
{kind=link}
{kind=link}