Back
[01:53:44] <RyanS> Was at a machinery dealer today and was having a play with a 400 by 1000 lathe, huge in real life. don't really get an impression of size from videos
[01:54:14] <RyanS> Could not see any backlash whatsoever
[02:05:21] <mrsun_> 400x1000 what ?
[02:05:33] <mrsun_> you know that this channel isnt all american or all outside american? :P
[02:06:18] <mrsun_> biggest freakin lathe ive seen is a vertial lathe that took pieces of upwards to like 40 tonnes :p
[02:06:30] <RyanS> That would be pretty big if it were inches :p mm
[02:07:11] <mrsun_> could be feet :P
[02:07:36] <RyanS> , I'm saying that although comparativelynot all that big.. They feel massive
[02:08:17] <RyanS> Just watching a video of a similar thing blasting off 6mm in steel
[02:08:27] <mrsun_> but what is the 1000 then ? mm and is it lenght of the bed or what? :)
[02:10:23] <RyanS> Aren't they usually specified as swing x between centres ? :P
[02:10:43] <RyanS> mm
[02:16:06] <mrsun_> ahh =)
[02:16:12] <mrsun_> well i dont know realy =)
[02:16:28] <mrsun_> swing, is that from center to bed or total swing? :P
[02:16:33] * mrsun_ feels stupid =)
[02:24:55] <archivist> americans quote the diameter they can swing, europeans the centre height
[02:25:42] <mrsun_> oh! =)
[02:25:46] <RyanS> Because Americans want bigger :)
[02:25:48] <archivist> some quote the total bed length and others the between centres distance
[02:26:18] <mrsun_> so before mentioning what i have a i need to write "im a european with a 20x100 lathe!" =)
[02:26:30] <mrsun_> 200x1000
[02:26:32] <mrsun_> i mean :P
[02:26:58] <RyanS> Suffice to say some lathes are fucking big :)
[02:26:58] <mrsun_> but im realy a trojan horse with a 400x1000 ! :P
[02:28:32] <archivist> americans remove the saddle distance, eu ignore that
[02:28:40] <_DJ_> moin
[02:28:49] <RyanS> so I got the three phase drill press , I was talking about... so will get delivered next week while I source a VFD
[02:29:41] <archivist> what does the label on the motor say
[02:31:32] <RyanS> didn't really see it but, 1.5kw, 3p, 415v.. Not sure about rpm
[02:33:04] <archivist> the plate will also say 220v with a delta sign if easily rewireable
[02:33:55] <RyanS> ah , that would be inside the junction box. I guess
[02:34:58] <RyanS> if not , you have to open the motor and do some rearranging so I'm told
[02:37:16] <RyanS> Just not sure whether to wait for sourcing VFD until I've actually had a look inside
[02:39:40] <RyanS> Is Delta Electronics any good? A number of suppliers in Melbourne have them
[02:41:34] <archivist> "do some rearranging" has included some unwrapping of the coils to find the joints for me
[02:42:10] <archivist> or you pay extra and get a 415 out inverter (costs a lot more)
[02:42:38] <mrsun_> atleast here a motor has to be 415-690 volts to be delta connected, else its Y connection that is required
[02:42:50] <mrsun_> 230V/coil 415V/phase-phase
[02:43:02] <mrsun_> delta will put 415V over each coil
[02:43:42] <mrsun_> wait .. is it 480 .. hmm oh well =)
[02:43:59] <RyanS> My friend is an electrical engineer so he can probably help out if I'm stuck
[02:44:19] <mrsun_> but in america i guess its 220V Delta as they have 110V/phase right?
[02:44:48] <mrsun_> so 220-415 motor is supposed to go delta while a 110V motor has to be Y :P
[02:44:50] <archivist> americans are strange with electricity and wiring
[02:44:55] <RyanS> I am in Australia, so we run 230 V in single phase
[02:45:11] <RyanS> 415v 3p
[02:45:29] <Jymmm> archivist: Wiring?
[02:46:06] <mrsun_> like sweden then =)
[02:46:23] <mrsun_> so if the motor is not specified as 415 - 690 or so V then do NOT delta connect it =)
[02:47:52] <RyanS> it needs to be star in that case?
[02:48:27] <archivist> 220 to an american is +-110 its a single phase line
[02:49:16] <Jymmm> archivist: Not if I run two extension cords to both sides of the panel =)
[02:49:25] <RyanS> archivist is this what you had to do to locate the joints
http://forums.aeva.asn.au/forums/changing-an-induction-motor-voltage_topic1237.html
[02:51:44] <archivist> RyanS, that is a special case as he is changing the number of poles too
[02:52:53] <archivist> star to delta does not change the number of poles
[02:53:34] <RyanS> but what you have to do would not be too major for electrical engineer to rewire?
[02:53:59] <archivist> just have to find the star point, disconnect, and reconnect as delta
[02:54:34] <archivist> similar in that one is getting inside and nearly as much
[02:54:35] <RyanS> What about unwrapping the coils if necessary?
[02:54:48] <archivist> yes that too
[02:55:04] <archivist> there are some safety implications
[02:55:33] <RyanS> ok, well, I'm not too concerned if I get my mate to help out
[02:56:50] <archivist> a good sparky will have an insulation tester and be able to verify the work is ok
[02:57:42] <Jymmm> archivist: Insulation tester? (continuity?)
[02:58:13] <RyanS> I think this drive *might* be able to go from 230v to 415v
https://oceancontrols.com.au/DEM-005.html
[02:58:34] <archivist> Jymmm, no to test the wire is not leaking to the case
[02:59:05] <RyanS> "Maximum Output Voltage: 3F Proportional to Input V."
[02:59:35] <archivist> note at the top it states 240 out
[03:00:03] <Jymmm> archivist: Ah
[03:00:54] <RyanS> ok I see it now
[03:05:53] <RyanS> 230v to 415v must be pretty uncommon indeed, because I haven't come across any yet whilst browsing
[03:09:31] <archivist> I think I saw one at twice the price
[03:11:49] <RyanS> hmm a motor servicing company gave me an estimate of about $500 to do the conversion for me.. It's tempting to go that route considering that's only about 200 more than the drive itself
[03:13:32] <archivist> this is a label for an easy to change motor
http://i.ebayimg.com/t/Variable-Speed-VFD-Inverter-with-Crompton-Motor-for-Myford-Boxford-Lathe-Milling-/00/s/MTYwMFg5NzY=/z/hKUAAOxyTjNSjN~a/$_12.JPG
[03:15:10] <RyanS> ok volts 'delta' 220/250v
[03:17:04] <RyanS> I don't know if 'new Chinese import' gives any clues.
http://www.appliedmachinery.com.au/machinery/97451/machtech-drilling-machine-bd35
[03:17:31] <archivist> a motor like that has 6 connections and an internal connection diagram and 3 links
[03:18:24] <archivist> that page tells us nothing we have to look at the motor label
[03:18:37] <RyanS> The junction box will have six screw terminals?
[03:19:01] <archivist> if easily changeable yes
[03:19:22] <RyanS> If not, you'll just see three screw terminals?
[03:19:23] <archivist> 3 if you have to get at the windings
[03:19:40] <RyanS> hehe beat me to it
[03:20:07] <archivist> they could fit a 6 stud plate and be lazy so beware
[03:21:02] <MattyMatt> 415V is 240V when 3 phase, so that's probably what they mean
[03:22:25] <RyanS> hmm and I think some of them have dodgy labels or lack of
[03:23:43] <archivist> newer motors know they may be used on a vfd so come wired with 6 studs and a sensible label
[03:24:36] <RyanS> http://res3.graysonline.com/handlers/imagehandler.ashx?t=sh&id=1847922&s=gl&index=0&ts=634830121023630000 I don't think this example is sensible (not my drill)
[03:25:25] <MattyMatt> that's common british label style for 3 phase
[03:27:18] <MattyMatt> you see 415V everywhere in old factory equipment, it means 3 phases of 240V
[03:28:15] <MattyMatt> vfd specs I've seen state the output per phase
[03:31:54] <MattyMatt> ah, the discussion is the coil wiring, not the voltage. sorry for butting in
[03:32:30] <RyanS> Conversely, would something like a ubiquitous 4x6" bandsaw be able to be rewired as three-phase?
[03:33:48] <archivist> how can we know without looking at the motor
[03:34:33] <archivist> motors are easy enough to replace anyway
[03:35:13] <RyanS> Well from . Going by the sort of motor typically supplied with that type of machine
[03:35:49] <archivist> silly question, was the machine a single or 3 phase machine
[03:35:51] <MattyMatt> they are either 1 phase or 3 phase
[03:36:08] <RyanS> They probably will come from the same factory
[03:36:13] <RyanS> 1p
[03:36:39] <MattyMatt> 1 phase motor is 1 phase forever
[03:38:40] <MattyMatt> they are stuck at their design speed, unless you want to reduce voltage and power
[03:39:04] <RyanS> ok
[03:39:07] <archivist> so one looks at the spec, there is no typical
[03:44:26] <RyanS> Three phase motors have higher torque by design. Is that correct?
[03:45:55] <MattyMatt> they can use 3x as much power, and their torque doesn't pulse at 50Hz
[03:46:14] <archivist> er what!
[03:46:40] <MattyMatt> when each phase crosses 0V, the other 2 are still supplying power
[03:47:23] <RyanS> Anyway I have Cox (1996) electric motors in the home workshop. It looks pretty helpful, so will have a read over the weekend
[03:47:23] <Valen> mesa have a *store*???? WTH
[03:47:58] <archivist> Valen, been an open seqwet for a month or three
[03:48:07] <Valen> Dr Google knows about it now
[03:48:17] <MattyMatt> what I mean is, typical 3 phase supplies can provide 3x the power to use, typically. that's negotiable with your electricity supplier of course
[03:48:39] <MattyMatt> thicker wires and fuses etc
[03:48:43] <archivist> MattyMatt, I think you maths dont add up
[03:48:59] <MattyMatt> IANAEEng :)
[03:49:03] <archivist> you can put thick wires on single phase
[03:49:18] <MattyMatt> true that
[03:49:47] <archivist> the reasons are to do with how the motors work not the supply method
[03:49:51] * Valen is tossing up between a 60A single phase and 32A 3 phase connection for some computers I'm getting
[03:49:54] <MattyMatt> you need to pay big money to get more than 60A per phase in UK tho, afaik
[03:49:57] <Valen> well that i have
[03:54:12] <MattyMatt> I run a 45W amd computer. cheap to run and quiet. I try to remember that every time I'm tempted by 6 cores
[03:54:41] <Valen> this is an ibm blade centre
[03:54:56] <Valen> it has 14 blades, each of which has a pair of dual core cpus in it
[03:54:58] <MattyMatt> even my trs-80 spent most of it's time flashing its cursor waiting for me to type
[03:55:14] <Valen> www.ebay.com.au/itm/IBM-BladeCenter-H-8852-4XM-14xHS21-HS22-Blade-servers-/271314615111?pt=AU_Servers&hash=item3f2b9c7b47&_uhb=1
[03:55:32] <archivist> fix the code so you need less power :)
[03:56:08] <Valen> archivist well you write a note to steve balmer and tell him to suck less and we'll see how that works out ;->
[03:56:33] <archivist> ermm use a better OS :)
[03:57:49] <MattyMatt> I've seen a rack of 64 raspis. that'd be my ideal web server
[03:58:04] <MattyMatt> one fan to cool them all
[03:58:18] <MattyMatt> more like 6 fans, but you know what I mean
[03:59:12] <MattyMatt> that was australian, as it happens
[04:26:15] <MattyMatt> Valen, what's it for?
[04:26:39] <MattyMatt> does it take that long to generate gcode in your cam?
[04:27:35] <MattyMatt> my first guess was render farm, but you need gpu for that
[04:28:11] <MattyMatt> and for bitcoin mining
[05:22:13] <kengu> any good ideas on why opening
https://github.com/sgraber/Graber/raw/master/graber.dxf in inkscape or cambam does produce three layers [0, profileEdges, selectionCutEdges] but all the stuff is on layer 0. somehow it would make more sense to have something on the other layers
[05:44:03] <archivist_herron> dxf is a bit of a broken standard
[06:05:12] <Loetmichel> a bit of?
[06:05:21] <Loetmichel> thats the understement of the year
[06:05:29] <Loetmichel> +at
[06:09:42] <archivist_herron> :)
[06:14:22] <Valen> MattyMatt: its actually just to improve performance of a fairly low spec VM host system
[06:14:39] <Valen> its just its the same price as a new dell system of about 1/4 the capability
[06:14:49] <Valen> (actually the new dell system comes in at $8k)
[06:14:57] <Valen> this one is going to wind up totally around 3
[06:26:18] <MattyMatt> nice
[06:29:01] <MattyMatt> I suppose windows forces you to use something intel
[06:31:21] <MattyMatt> I'd rather have a rackful of D525 mini-itx :) easier to repurpose
[07:04:42] <kengu> first cuts on plasma
[07:21:20] <jdh> cool
[07:43:01] <terrym> Hi
[07:43:35] <jdh> Hello TerryM, how are you this fine $TimeOfDay
[07:44:02] <terrym> Good, mid morning here in Florida.
[07:44:58] <terrym> My mill has a rotary table, XYZA, is there a way to set a tool change position that does not move A?
[07:46:46] <jdh> I will be in Florida in ~11 hours!
[07:47:11] <terrym> I tried TOOL_CHANGE_AT_G30, then I tried TOOL_CHANGE_POSITION = 0.098 6.4 14.785, note no A given.
[07:47:38] <terrym> Still it move the rotary table to 0deg. every tool change.
[07:47:45] <jdh> I have no A, nor tool change position, so no experience.
[07:48:10] <terrym> Where in Florida are you going?
[07:48:29] <jdh> High Springs
[07:48:47] <jdh> with possible stops in Branford and Luraville
[07:49:02] <terrym> Ah, about a four hour drive from here as I recall.
[07:49:41] <terrym> Oh, ya, Branford is where my folks live, that is a 5 hour drive from me.
[07:50:43] <terrym> Do you do manual tool changes?
[07:50:49] <jdh> I do
[07:51:03] <jdh> but, I split my code up by tool
[07:51:18] <jthornton> terrym, you might have to just move to the tool change position in G code
[07:52:08] <terrym> Yes, I considered that ... would rather not.
[07:52:12] <Tom_itx> http://www.linuxcnc.org/experimental/gutsy/emc2_2.2.0pre_i386.changes
[07:52:18] <Tom_itx> that might address it also
[07:52:39] <jdh> sounds likely
[07:52:50] <Tom_itx> Tool change position can have an ABC component. Previously rotary axes
[07:52:50] <Tom_itx> always moved to 0 for a tool change.
[07:52:56] <Tom_itx> what what led me to that
[07:53:49] <jdh> also 6 years old
[07:54:24] <terrym> Thanks, I'll take a minute now and read that.
[07:54:46] <jthornton> Tom_itx, is this what your looking at G28/G30 now move only the specified axes to the home/reference point
[07:54:55] <Tom_itx> ok
[07:55:32] <jthornton> or this Tool change position can have an ABC component. Previously rotary axes
[07:55:32] <jthornton> always moved to 0 for a tool change.
[07:56:22] <Tom_itx> if you use G28 make sure Z is on a separate line or you may regret it
[07:56:46] <jthornton> All axes defined in the ini file will be moved when a G28 is issued
[07:57:17] <jthornton> All axes defined in the ini file will be moved when a G30 is issued.
[07:57:17] <Tom_itx> i use G28 X0 Y0 and only those move
[07:57:25] <terrym> Hum, it indicates that a position for the table can be specified, but I just want to leave it where ever it is.
[07:57:38] <Tom_itx> read the current position then
[08:00:32] <Tom_itx> N141 G49 G28 Z0
[08:00:32] <Tom_itx> N142 G28 Y0
[08:00:48] <Tom_itx> moves Z out of the way then brings the table out to change parts
[08:00:52] <Tom_itx> affects no other axis
[08:02:44] <jthornton> seems the manual description is incorrect
[08:03:03] <terrym> OK, I guess that could be worked into M6? I have not yet tried defining my own M codes.
[08:03:48] <Tom_itx> my post just spits that out on a change or end of file
[08:04:11] <jthornton> you have to be running master to change G codes
[08:04:49] * Tom_itx drudges out into the cold rainy day
[08:10:36] * jthornton fixed the docs, thanks Tom_itx
[08:13:06] * Loetmichel should reprogram the heating system over here at the company... it is freezing in the company.
[08:13:10] <Loetmichel> (about 18°c
[08:13:24] <archivist> that is hot
[08:14:15] <Loetmichel> and the natural gas heating system has lost its battery backed up memory about half a year ago ;-)
[08:14:15] <archivist> 8.7 in 8.3 out, :(
[08:14:40] <Loetmichel> for a desk job tahts a bit low
[08:15:19] <terrym> Ah, here in Florida, mid winter, it is 21C :)
[08:16:12] <terrym> A very nice morning.
[08:36:16] <terrym> Thanks folks, good day.
[08:40:49] <GuShH> Hi, I've been told a few people around here do their own aluminum anodizing, any pointers on getting started and could someone explain me if sulfuric acid is a must or if other acids can be used (why not HCL?)
[08:40:59] <GuShH> Not because I can't source sulfuric, but simply because I'm curious.
[08:43:07] <GuShH> I've read about Sodium Bisulfate, although it seems promising I don't really know where to get it from.
[08:43:19] * archivist sez hello GuShH longtime no see
[08:43:25] <GuShH> hi archivist! what's up
[08:43:30] <GuShH> yeah I left ##electronics
[08:43:41] <archivist> I saw :)
[08:43:53] <GuShH> But it seems I wasn't the cause for all the nonsense in the channel
[08:43:54] <archivist> a few missed you
[08:45:31] <GuShH> I've used HCL to dissolve aluminum from brass fittings (broken males that couldn't be removed by mechanical means) I noticed it etches the surface very quickly leaving a rough finish, similar to blasting it with oxide but not quite... is desmut required afterward?
[08:46:55] <archivist> I worked at an anodizing co 40 years ago, just remember breathing in the atmosphere there
[08:47:13] <GuShH> I would imagine it's rather different on a big scale!
[08:47:36] <archivist> there were caustic and sulphuric vats
[08:47:43] <GuShH> What I would not even dare try is plating of any kind other than zinc
[08:47:59] <archivist> I never caught a cold while working there
[08:48:01] <GuShH> nickel, chrome... no thanks.
[08:48:19] <GuShH> it must kill everything in it's path!
[08:48:39] <GuShH> perhaps the acid question belongs to the chemistry channel
[08:49:05] * GuShH just found out "clear coating" exists in powder form as well
[08:49:07] <archivist> jt in here is making a small anodizing line
[08:49:21] <GuShH> this would be mostly for a personal experiment (always wanted to do it)
[08:49:43] <GuShH> I don't think it would be easy to get repeatable results for a commercial application
[08:51:00] <GuShH> not without time, ph and temperature control at least, which requires patience, which I don't have anymore.
[08:51:12] <archivist> just need a chemist on site for commercial to keep the mix right
[08:51:50] <GuShH> I have a guy that does this for a living, I just don't want to bug him over silly questions plus there's no way they would tell me every single secret.
[08:52:15] <GuShH> he did tell me the 2000 series is basically impossible to anodize properly specially if you want a glossy finish
[08:52:45] <GuShH> which makes sense given they're trash alloys
[08:56:31] <CaptHindsight> GuShH:
http://www.caswellplating.com/kits/index.html
[08:56:37] <archivist> we used to rub lanolin into the surface to fill the pores
[08:56:50] <GuShH> CaptHindsight: the idea is not to buy a kit, but thanks - also I've been staring at forums for a while, just haven't got to try anything yet
[08:57:10] <CaptHindsight> http://gnipsel.com/anodizing/anodizing.html
[08:57:16] <GuShH> oh I just saw lanolin (used for cosmetics right?) on a chem supply site I was browsing seconds ago
[08:57:48] <GuShH> CaptHindsight: is that your site? Tom_itx already pointed me to that URL, thanks though.
[08:58:10] <GuShH> also your table is crooked.
[08:58:49] <GuShH> (
http://gnipsel.com/shop/hardinge/hardinge-13.xhtml)
[08:58:51] <CaptHindsight> GuShH: not my site
[08:58:57] <GuShH> aww
[08:59:06] <archivist> that is jt
[08:59:29] <GuShH> I just found it hilarious that he would have all of these machines but he couldn't be arsed to build a proper table
[09:00:02] <GuShH> Almost equivalent to driving a Ferrari on flipflops and a hawaiian shirt, not quite as bad though.
[09:00:14] <archivist> when he makes something it will be over engineered :)
[09:00:19] <CaptHindsight> GuShH: there are other acids that may be used to anodize aluminum but it's beyond what you're up to
[09:00:24] <GuShH> archivist: I like him already
[09:00:35] <GuShH> CaptHindsight: elaborate?
[09:00:41] <CaptHindsight> they are used to control thickness of the oxide layer as well as pore diameter
[09:01:11] <GuShH> I thought that was mostly up to the anodizing time, interesting
[09:01:15] <archivist> or time in the vat and current
[09:01:32] <GuShH> So given the right amps per square feet most of the structure is controlled by the electrolyte?
[09:01:49] <GuShH> seems counterintuitive
[09:01:58] * GuShH idly scratches archivist's head
[09:02:14] <archivist> I am not a chemist no idea and my experience is 40 years forgotten
[09:02:46] <GuShH> CaptHindsight: is pore diameter highly relevant to the type of dye or are there other reasons for wanting a specific size?
[09:02:53] <archivist> factory still looks the same
https://maps.google.co.uk/maps?q=lichfield&hl=en&ll=52.760736,-1.795503&spn=0.001091,0.002409&sll=52.8382,-2.327815&sspn=8.925147,19.731445&t=h&hnear=Lichfield,+Staffordshire,+United+Kingdom&z=19
[09:03:04] <CaptHindsight> most anodizers don't really know what's happening down at the nanoscale, they just follow recipes
[09:03:13] <GuShH> I would imagine this goes very deep into chemistry, but you're right I'm not very interested in those details at the moment (I am interested in a few, just not all of them)
[09:03:31] <GuShH> Don't worry the same happens with anything related to chemistry, it's just not my thing
[09:03:47] <GuShH> I can appreciate it but up to a point.
[09:04:01] <archivist> for pretty you just need a thin layer, we were making window parts so needed a long life
[09:04:13] <GuShH> I actually want dull black, thick layer.
[09:04:17] <GuShH> for durability
[09:04:27] <GuShH> well not dull, matte.
[09:04:36] <CaptHindsight> what will it be exposed to?
[09:04:38] <GuShH> however I don't want to blast with aluminum oxide (don't have the means)
[09:04:53] <GuShH> general abuse at our lovely atmosphere.
[09:05:01] <GuShH> and some moisture.
[09:05:02] <archivist> you are creating an oxide in the process
[09:05:43] <CaptHindsight> by durability do you mean fade resistance? you want it to stay black?
[09:06:08] <GuShH> right, the idea is to make the part more durable. I just mentioned aluminum oxide as a blasting media since that's generally the best way to blast aluminum, anything else might embed particles (say sand = silica) which will spoil the anodizing
[09:06:25] <GuShH> CaptHindsight: scratch resistance, does it actually leak and fade with time?
[09:06:32] <GuShH> or is that entirely up to the sealing process
[09:06:42] <archivist> I dont see why you would blast it after
[09:06:47] <CaptHindsight> color fade has to do with UV breaking down the dye
[09:06:51] <GuShH> for the matte / rough finish
[09:07:01] <GuShH> which is why I asked about HCL etching first, instead of blasting it
[09:07:04] <archivist> do that first
[09:07:09] <CaptHindsight> blasting will remove oxide
[09:07:28] <GuShH> I can't blast though, also it's a messy process
[09:07:38] <GuShH> without a cabinet I'm not willing to try it.
[09:07:42] <archivist> you finish is only going to be 5-30 microns thick
[09:07:46] <CaptHindsight> if you anodize over a rough surface it will stay rough/matte
[09:07:56] <GuShH> yes, you get what you start with
[09:08:03] <GuShH> which is fine
[09:08:18] <archivist> well is will be more matte than it was before
[09:08:21] <CaptHindsight> unless you brightcoat (chemically polish)
[09:08:42] <GuShH> don't plant ideas in my head... I haven't tried to anodize and now you want me to brightcoat!
[09:09:44] <GuShH> another reason for an hcl dip (prior to degreasing) was to see if I could get rid of machining marks
[09:10:05] <archivist> drgrease before strip :)
[09:10:08] <GuShH> but chances are it will etch away rather uniformly decreasing the diameter
[09:10:20] <GuShH> err I meant to say degreasing first then etching it
[09:10:32] <GuShH> otherwise the oils won't let the acid react with the surface
[09:11:33] <GuShH> CaptHindsight: while there are commercial dyes available, will the dyes used for clothing work just fine? specially the black
[09:11:46] <GuShH> or are the pigments too big
[09:12:20] <GuShH> I can picture it leaching off to white during sealing...
[09:12:40] <GuShH> Also is steam sealing worth a try or will streaks likely occur?
[09:12:56] <CaptHindsight> UV exposure breaks down the dye molecules, water won't effect the anodic layer, it's acids and especially alkalines that break down the oxide
[09:13:29] <GuShH> the parts won't be exposed to UV for long periods so I'm not too worried
[09:13:33] <CaptHindsight> you can ball mill pigments that will fit in the pores
[09:13:40] <GuShH> and we're talking hobby grade anodizing anyway!
[09:14:55] <CaptHindsight> textile dyes can work, they are similar to what is used in type-II color anodize
[09:15:46] <GuShH> I'm just thinking "cheap, readily available" and that's one of them
[09:15:55] <CaptHindsight> and yes they do wash out during sealing, that is why the ph and temp of the dye bath are a bit critical and the sealing process
[09:15:58] <GuShH> I can even pick up those pigments at the grocery store
[09:16:42] <CaptHindsight> if the dye is water based and you also seal in water the dye will want to migrate out of the pores during sealing
[09:16:53] <GuShH> why isn't the sealing process flooded with dye then?
[09:17:08] <GuShH> do most dyes decompose with the temperature?
[09:17:30] <CaptHindsight> some dyes more than others
[09:17:57] * GuShH pouts
[09:18:16] <GuShH> This is one of those "it's an artform" things isn't it.
[09:19:02] <CaptHindsight> solvent dyes and pigments work much better, but it's not traditional
[09:19:03] <JT_Shop> http://gnipsel.com/anodizing/index.html
[09:19:16] <JT_Shop> a small start to an anodizing page
[09:19:34] <GuShH> JT_Shop: your table is CROOKED.
[09:20:02] <JT_Shop> which table? and what is CROOKED?
[09:20:11] <GuShH> the leg! on one of the CNC pictures
[09:20:20] <JT_Shop> link?
[09:20:28] <GuShH> You can't do this to me, or anyone with OCD.
[09:20:29] <GuShH> http://gnipsel.com/shop/hardinge/hardinge-13.xhtml
[09:20:54] <JT_Shop> that is a sawhorse LOL
[09:21:00] <GuShH> or is it!
[09:21:01] <CaptHindsight> I have a RaspberyPi you can use to level the table leg :)
[09:21:07] <GuShH> mine isn't crooked sir
[09:21:12] <GuShH> JT_Shop: Amazing machines and love to know you put them to good use
[09:21:28] <JT_Shop> run them almost every day
[09:21:36] * JT_Shop goes to make some parts now
[09:21:47] <GuShH> I was told you make tooling of some sort?
[09:22:23] <GuShH> How much does the Hardinge weigh anyway? over 2 tons surely?
[09:22:59] <CaptHindsight> GuShH:
http://electrochem.cwru.edu/encycl/art-a02-anodizing.htm probably more than you want to know
[09:23:39] <GuShH> Actually if I can understand the theory behind it I'll be able to get some usable results out of it
[09:23:50] <GuShH> Otherwise I'll just be another cook
[09:24:42] <CaptHindsight> http://www.researchgate.net/publication/231244155_On_the_Growth_of_Highly_Ordered_Pores_in_Anodized_Aluminum_Oxide/file/5046351ed76d7e6e4c.pdf
[09:24:45] * JT_Shop designs and builds automation equipment or digs graves for animals whatever people need
[09:24:59] <JT_Shop> the Hardinge is about 2-3 tons yes
[09:25:08] <Loetmichel> CaptHindsight: its easy enough to do at home
[09:25:41] <Loetmichel> if you have enough room and a floow which isnt shys of the occasional spill of NaOH or Sulfuric acid
[09:25:46] <Loetmichel> floor
[09:26:07] * GuShH only spills acids on purpose
[09:26:11] <CaptHindsight> nah, it's magic
[09:26:46] * Loetmichel imagines jt- in full undertaker outfir ;-)
[09:26:50] <Loetmichel> outfit
[09:26:57] <Loetmichel> JT_Shop
[09:26:58] <GuShH> JT_Shop: you need a cnc-ed coffee machine in the shop
[09:27:08] <GuShH> then I'll just move in
[09:27:53] <GuShH> CaptHindsight: I'm not even sure the guys doing this commercially have read through all this material
[09:28:13] <JT_Shop> lol
[09:28:25] <CaptHindsight> GuShH: probably not, it's mostly magic
[09:28:27] <GuShH> There might be one guy who knows enough, the rest might be monkeys
[09:30:33] <Loetmichel> cpresser: anodizing IS easy
[09:30:36] <Loetmichel> grrr
[09:30:38] <Loetmichel> CaptHindsight
[09:31:02] <Loetmichel> but there ARE some kinks if you want to have it good looking or had or even both
[09:31:08] <Loetmichel> but that comes with experience
[09:31:20] <Loetmichel> s/had/hard
[09:32:13] * GuShH was the one asking
[09:32:38] <GuShH> I bet CaptHindsight has done "some" anodizing
[09:35:44] <CaptHindsight> I work on inkjet inks and additives at times for anodizing
[09:42:37] <CaptHindsight> http://www.bluebuddhaboutique.com/blog/2011/09/no-white-anodized-aluminum/ pretty good simple explanation of how anodize and coloring works except that they are wrong. There is a process to produce white anodize.
[09:43:49] <JT_Shop> anyone know javascript?
http://www.qcad.org/rsforum/viewtopic.php?f=74&t=2672
[09:43:56] <CaptHindsight> http://www.italfinish.com/public/images/documenti/aacwhiteanod.pdf
[09:55:23] <GuShH> JT_Shop: you can hook the OnChange message/event or check one by one into an array / list if you desire
[09:55:30] <GuShH> there are many ways to skin it
[09:55:49] <GuShH> ie using getElementById() and accessing the value element
[09:56:52] <GuShH> for radio there's also the checked element
[09:57:39] <GuShH> say your FC nozzle has an id "radio1" then getElementById('radio1').checked
[09:57:53] <GuShH> assuming you are using bare js here
[09:58:09] <GuShH> let me know if you need a hand with it
[09:59:23] <JT_Shop> GuShH, thanks I'll give that a whirl in a bit
[10:01:15] <GuShH> GCode.js includes the methods additems, setedittext, etc? or which library does?
[10:02:00] <GuShH> I just saw the code, using the addItems method, what ID is actually defined for the radio? if you have the code for the high level library you can see more or less how it's dealing with the array you are giving it
[10:02:03] <JT_Shop> GCode.js is the base configuration and Plasma.js changes some things
[10:02:51] <JT_Shop> I added the radio buttons with hmmm what is that QT something
[10:05:19] <GuShH> sure but those methods / functions (whatever you want to call them) have to be defined somewhere, since it's not standard JS
[10:06:46] <GuShH> seeing how the input is handled you can find out if there are methods exposed to obtain the information you're looking for or at least, a cleaner way to deal with the radios
[10:48:08] <JT_Shop> GuShH, I'm not sure what you just said :(
[10:52:19] <Loetmichel> JT_Shop: sounded to me like "these are not the droids you are looking for!"
[10:52:21] <Loetmichel> :-)
[10:55:32] <archivist> there be dragons ahead
[10:56:57] <GuShH> archivist: and flopping weiners too, if you were talking about game of thrones!
[10:57:17] <GuShH> JT_Shop: Since I don't have all the sources, I'm not sure either.
[10:57:31] <archivist> no idea where the term came from :)
[10:59:37] <WalterN> I wonder what the heck this is...
http://d2n4wb9orp1vta.cloudfront.net/resources/images/cdn/cms/MMS_0912_insertswit_A.jpg
[11:00:50] <GuShH> WalterN: horizontal milling machine or "universal milling machine" but the part? no clue from that angle
[11:00:56] <GuShH> horrible angle.
[11:01:05] <GuShH> death to whoever took the picture!
[11:01:28] <GuShH> could be some old hobbing machine though
[11:01:29] <WalterN> agreed
[11:01:56] <jthornton> GuShH, you can download them from here
http://www.qcad.org/en/qcad-downloads-trial
[11:02:18] <GuShH> ok
[11:02:21] <archivist> WalterN, horizontal mill
[11:02:38] <GuShH> archivist: but the part being machined, what could it be?
[11:02:47] <WalterN> well yeah, the machine is kind of obvious
[11:02:49] <GuShH> my best answer: anything
[11:03:06] <GuShH> at first I thought "unfinished crankshaft" but no
[11:03:16] <GuShH> since no intermediary step I'm aware of would yield that kind of "thing"
[11:04:15] <archivist> well it is mounted on rotaries but the function of the part one needs experience of that part methinks
[11:05:13] <GuShH> JT_Shop: where in the source structure would one find GCode.js?
[11:05:18] <archivist> bit like a very large drill bit
[11:05:21] <GuShH> the github repository fails to say
[11:05:59] <jmasseo> qcad looks interesting
[11:06:09] <GuShH> archivist: maybe a type of worm / hopper used to assist gravity feed
[11:06:19] <GuShH> I don't know, why are we playing this game? WalterN tell us what it is!
[11:06:31] <WalterN> I have no idea... lol
[11:06:35] <GuShH> Nooo
[11:06:58] <WalterN> I thought I would share my misery with everyone
[11:07:05] <WalterN> with not knowing what it is
[11:07:14] <GuShH> so it's indexed and steadied.... that's not much information
[11:07:19] <jthornton> GuShH, I get this.document.getElementByID undefined is not a function
[11:08:03] <GuShH> are you inside the scope of "this"
[11:08:03] <jthornton> it's a drill string stabilizer or wiper
[11:08:14] <GuShH> a what now?
[11:08:19] <GuShH> alien tech
[11:08:27] <jthornton> oil well drilling stuff
[11:08:42] <GuShH> oh like a flexible coupling?
[11:08:51] <GuShH> jointed, not exactly flexible
[11:09:13] <jthornton> no, to centralize the drill string in the hole
[11:09:32] <GuShH> You lost me at oil.
[11:10:41] <jthornton> I know that this.document.getVariable("Cam/Thickness", "none"); works
[11:11:21] <jthornton> to get the combobox selection
[11:12:00] <jthornton> http://www.nov.com/uploadedImages/Business_Groups/Grant_Prideco/Drilling_Tubulars/Drill_Pipe/Heavy_Weight_Drill_PipeH-Series_Tri-Spiral_Heavy_Weight_bodyImage1.gif
[11:12:45] <archivist> hmm sexeh a spiral upset
[11:13:00] <jthornton> http://image.made-in-china.com/2f0j00MvuToUFthnpB/Non-Magnetic-Drill-Stabilizer-Drill-Centralizer-Oil-Well-Drilling-Tools-DS-1102-.jpg
[11:13:28] <GuShH> WalterN: there you go, now hand jthornton a big cookie or else
[11:13:47] <archivist> so my guess of drill bit was sort of close
[11:14:02] <GuShH> hand archivist a sort of a cookie.
[11:14:09] <archivist> bit of a drill being more accurate
[11:14:54] <jthornton> part of a drill bit yes and a very long one sometimes... deepest I ever drilled was 5 miles
[11:15:06] <jthornton> dang that is a lot of pipe to pull out of the hole
[11:15:27] <archivist> how many days to pull out
[11:15:38] <WalterN> oh cool
[11:15:39] * GuShH pictures jthornton covered in goop
[11:15:41] <jthornton> less than one shift
[11:15:52] <jthornton> 12 hr shifts
[11:16:11] <jthornton> at the end we were either going in or coming out every day yuck!
[11:16:28] <archivist> you needed hosing down at the end
[11:16:34] <kwallace> http://d2n4wb9orp1vta.cloudfront.net/resources/images/cdn/cms/MMS_0912_insertswit_C.jpg
[11:16:58] <GuShH> that a big mofo
[11:17:22] <GuShH> how much would one of these wipers go for?
[11:18:01] <jthornton> we just used them and usually the rig rented the drill string
[11:19:12] <archivist> that would not fit on my little horizontal
[11:19:33] <GuShH> I think they pay for the machine just by selling one or two
[11:21:28] * jthornton runs out of guesses and heads back to the shop
[11:23:34] <kwallace> http://www.reamcoinc.com/gallery.html
[11:25:18] <GuShH> jthornton: is there an online version of the js you're working on?
[11:26:48] <JT_Shop> GuShH, I don't think so
[11:26:56] <JT_Shop> you just download the version you need
[11:35:27] <IchGuckLive> hi all B)
[11:39:04] <IchGuckLive> reading the logs today many action on the channel !!
[11:40:56] <IchGuckLive> kwallace: is there a BBq on every friday in the shop the workers are littel oversised
[11:59:12] <Jymmm> IchGuckLive: You do realize that's a 1/4" drillbit, right?
http://www.reamcoinc.com/ReamcoGallery/IMG_1978.JPG
[11:59:44] <IchGuckLive> itst actuly a stabalizer or i am wrong
[12:07:42] <JT_Shop> yep
[12:14:43] <Jymmm> IchGuckLive: Whatever, it's still only 1/4"!
[12:15:21] <Jymmm> Has anyone had a drivers window come off the track/bind when rolling up/down (electric) ?
[12:17:05] <GuShH> No, but that's just a loose bolt
[12:17:17] <GuShH> vibration can work any bolt out if it's not loctited :p
[12:17:26] <GuShH> (or it doesn't have a nyloc nut)
[12:17:31] <GuShH> (or.. or...)
[12:17:52] <archivist> weld failed or just plain rust
[12:18:04] <archivist> old car problem
[12:18:08] <GuShH> most designs use two bolts to the metallic binded portion of the window
[12:18:16] <GuShH> but rails differ a bit
[12:18:38] <GuShH> archivist: I've had gears strip teeth but never a fallen window...
[12:18:47] <GuShH> how old is old heh
[12:19:05] <Jymmm> No rust, nothing looks loose but could be as this is the 2nd time in a week. I added grease to everything after the first time and all seemed MUCH better. 1988
[12:19:17] <Jymmm> civic
[12:19:23] <GuShH> what type of grease? should be silicone based
[12:19:26] <GuShH> oh yeah I've worked on civics
[12:19:40] <GuShH> about 7 bolts or so and the entire assembly comes right off (you have to slide the glass up and out first)
[12:19:42] <GuShH> very easy
[12:19:49] <Jymmm> lithium, it's what I had and better than none at all
[12:19:58] <GuShH> the stripped teeth were on a civic si 1.6
[12:20:06] <GuShH> yeah but clean the channels first
[12:20:07] <GuShH> then grease
[12:20:11] <GuShH> otherwise it gets worse.
[12:20:20] <GuShH> make sure it's really in the tracks
[12:20:39] <Jymmm> Is it possible that it jumped teeth previously (pre-grease) ?
[12:20:49] <GuShH> factory manual says to use white lithium in fact
[12:20:56] <Jymmm> it's in the tracks for sure
[12:21:08] <GuShH> it doesn't go all the way up or jumps?
[12:21:30] <GuShH> If it's doing a repeated "tuck-tuck-tuck" sound means you've got missing teeth
[12:21:38] <GuShH> usually at the upper region
[12:21:58] <Jymmm> when rolling up, it pops out of the front track (closest t the door hinge) then binds up
[12:22:09] <GuShH> oh roll, so it's manual
[12:22:16] <Jymmm> electric
[12:22:25] <GuShH> could be bent
[12:22:29] <GuShH> cheap stamped steel assemblies, I hate it. they have so many design errors on those cars...
[12:22:41] <GuShH> so when the arm bends this tends to happen
[12:22:48] <GuShH> but that usually occurs with manuals
[12:23:04] <GuShH> because people keep cranking and adding more and more force (due to binding on dirty channels) and that just bends the assembly
[12:23:24] <GuShH> it's geared down enough that it can strip teeth given enough time, so I would think it could also start to bend on it's own
[12:23:33] <GuShH> bah the pics are on another hdd
[12:27:35] <GuShH> found 'em ... Jymmm
http://gushh.net/tmp/regulator1.jpg --
http://gushh.net/tmp/regulator2.jpg ---
http://gushh.net/tmp/regulator3.jpg
[12:27:49] <Jymmm> Well, I had been using the AUTO DOWN previously and would go down 25% then stop Puch the button again, another 25% or so, etc. The button is just a glorified circuit-breaker, that's when I added grease to everything I could and it was smooth again. one press and went down 100%.
[12:27:50] <GuShH> this one wasn't bent but it had a worse problem
[12:28:09] <GuShH> yeah the stops-before-it-reaches is caused mostly by dirt and gunk
[12:28:34] <Jymmm> All the original grease wa dried up decades ago =)
[12:28:42] <GuShH> in this case the gasket or whatever you call it was bent inwards and kept forcing the regulator mechanism until the teeth stripped out entirely (that's my assumption, it could've been someone tried to steal the car too)
[12:29:24] <GuShH> I might like Honda but I dislike so many of their decisions heh
[12:29:40] <Jymmm> Hopefully the rain will hold off long enough for me to take a closer look at the whole thing.
[12:30:05] <Jymmm> Is there ANY adjustments on the window or regulator? I don't see any in your pics at all
[12:30:08] <GuShH> I think you can buy the new regulator with or without the motor, I would certainly want to keep the original if it's in good condition
[12:30:12] <GuShH> not really
[12:30:30] <GuShH> there's some play when you install it, but it's indexed by the window once you slide it down
[12:31:11] <Jymmm> COuld the previous binding jumped teeth, causing a misalignment?
[12:31:28] <GuShH> I doubt it :/
[12:31:44] <GuShH> you have to take the regulator out and see what it looks like, it should be evident
[12:31:44] <Jymmm> what year is that in the pics?
[12:32:15] <GuShH> prior to 2000 I think, up to 2004 or so they used a very similar regulator... in fact I bet it still looks just about the same, most cars are (it's either based on steel wire or levers)
[12:32:38] <GuShH> you do have tensioners with wire, specially on sliding doors
[12:32:52] <Jymmm> Mine looks like your pic with the scissor arms
[12:33:20] <GuShH> just be careful with the spring
[12:33:30] <GuShH> lots of potential energy stored in that thing
[12:34:45] <GuShH> I don't remember if it works as a preloader of sorts or if it aids in storing energy for when it has to go back up again.
[12:35:08] <GuShH> at any rate you just replace the whole thing unless it's bent, then you can shape it back and reinforce it so it won't happen again
[12:35:19] <Jymmm> Eh, I'll pull it all out and see if anything is bent/broke and regrease it all
[12:36:37] <GuShH> oh ... there are some teflon or similar rollers in the channel
[12:36:44] <GuShH> those do get damaged and cause trouble as well
[12:36:59] <Jymmm> That's where I added grease
[12:37:05] <GuShH> since it flops about when they are "tired"
[12:37:17] <GuShH> only way to make sure is taking it all out
[12:37:52] <GuShH> tricky part is removing the door handle, gotta be careful with those old plastics (mine was already snapped by the bezel / plastic cover)
[12:38:00] <Jymmm> If there are no adjustments as you say, then I'll have to.
[12:38:56] <GuShH> it has enough play that you could move it half an inch or so to the side, but I don't think that's anything other than clearance.
[12:39:16] <GuShH> the shop manuals are available online, I always read them first
[12:39:26] <GuShH> of course they call for special honda tools you'll never buy heh
[12:39:42] <Jymmm> special tools? for what?
[12:40:02] <Jymmm> where are the manuals online for a 1988?
[12:40:37] <GuShH> 88!
[12:40:41] <GuShH> I bet they are somewhere
[12:40:55] <GuShH> Jymmm: for instance to take the panel out they call for a special tool made by honda
[12:41:06] <GuShH> even to remove the oil filter, special tool made by honda.
[12:41:08] <GuShH> hilarious.
[12:41:55] <Jymmm> what year is in your pics?
[12:43:00] <GuShH> 93 or so, prior to the 2000 bullshit overhaul they had
[12:43:27] <GuShH> "let's add more plastics and disregard every suggestion made by every customer we've ever had!"
[12:43:47] <GuShH> http://gushh.net/tmp/dscn1883f.jpg ---
http://gushh.net/tmp/dscn1887f.jpg
[12:44:43] <GuShH> meh that was some time ago.
[12:47:02] <GuShH> Jymmm: 88 to 91 it's the same shop manual.
http://honda-tech.com/showthread.php?p=48833333
[12:47:05] <GuShH> just saying, they're out there.
[13:25:47] <IchGuckLive> im off BYE
[13:40:32] <Jymmm> pcw_home:
http://sfbay.craigslist.org/sby/zip/4205619415.html
[14:02:54] <JT_Shop> STUPID post of the year "Anyhow I'm in the process of developing a PnP machine. and BTW webmaster (why are they called "masters"?... most of them only use scripting tools) needs to add a search function at the top of the forums here (for example seach on parport, parallel , port, something related). because I simply don't have the time to be going through a zillion postings to find something that may be relevant.
[14:02:55] <JT_Shop> "
[14:03:27] <skunkworks> YIKES
[14:03:49] <cradek> woo
[14:04:58] <cradek> send him a refund right away.
[14:05:05] <JT_Shop> I guess he doesn't have time to open his eyes either, maybe it should blink like Mack
[14:05:10] <JT_Shop> will do
[14:11:11] <cradek> (it does have a search anyway, doesn't it?)
[14:17:47] <JT_Shop> yes
[14:17:53] <JT_Shop> on the tabs
[14:18:32] <cradek> huh.
[14:18:57] <JT_Shop> if your in a forum or a message the tabs are not there for latest post, search etc.
[14:33:00] <WalterN> I dont really like fanuc
[14:35:48] <Jymmm> WalterN: Fanuc u 2!!!
[14:35:53] <WalterN> note: I'm saying this after working with fanuc controllers on CNC machines for ~7 years now
[14:36:54] <WalterN> at least now I'm saying it
[14:37:03] <WalterN> didnt give it much thought before
[14:37:55] <Jymmm> They promised us hovercrafts by year 2000, and all we got are fucked up electric cars. They should at least give us replicators, not damn 3d printers!!!
[14:39:35] <kwallace> Using bad language is not helpful.
[14:40:26] <Jymmm> Whats bad about it?
[14:41:07] <cradek> it's gratuitously ineloquent
[14:41:17] <Jymmm> and?
[14:42:20] <cradek> (that's a circumspect way of saying it makes you look like you're not very smart)
[14:42:36] <cradek> also, I'm often guilty of not looking very smart in that way
[14:42:44] <WalterN> so?
[14:43:00] <Jymmm> By using words?
https://www.google.com/search?q=define%3Afuck
[14:43:16] <WalterN> lol
[14:43:32] <Jymmm> If someone is that narrow minded, I probably don't want to deal with them anyway.
[14:43:55] <cradek> heh, we now have "appeal to google" where we used to have the "appeal to authority" fallacy
[14:44:25] <Jymmm> cradek: Eh, just becasue google beat the NSA
[14:44:41] <Jymmm> =)
[14:46:51] <Jymmm> GuShH: Got the glass and entire assembly out. Nothing looks out of place on the glass. Soaking the tracks now, still dont see anything strange anywhere.
[14:47:39] <Jymmm> I wish I had a dip tank though
[14:49:11] <Jymmm> Nice warm solvent gently flowing thru a scrub brush, recirculating while removing the solids. *sniff sniff*
[14:50:17] <Jymmm> Not a bottle of charcoal fluid and a paper towel =(
[14:51:50] <Jymmm> GuShH: Oh, no broken/missing teeth that I can see so far.
[14:52:45] <Jymmm> GuShH: Looks EXACTLY like yours, just older/dirtier
[14:53:42] <Jymmm> GuShH: Do you recall is there was any spacer/washer where the scissors pivot, or just metal-on-metal?
[14:59:21] <GuShH> Jymmm: I don't recall, there should be some bushing two metals of the same type rubbing against each other would be terrible design
[14:59:33] <GuShH> the rails should also have little play
[14:59:42] <GuShH> if it flops about it could be the source of the problem
[15:00:31] <Tom_itx> major pilot error here today
[15:00:33] <GuShH> a dip tank... oh yeah make it a tub sized ultrasonic bath! everyone should have one!
[15:00:33] * GuShH doesn't
[15:01:15] <Tom_itx> dumb shit landed a Boeing Dreamliner on a podunk runway instead of the AFB where he was supposed to land
[15:01:35] <GuShH> huh
[15:01:40] <Tom_itx> 6000ft instead of the 9000 it needed
[15:01:44] <GuShH> how does that happen?
[15:02:00] <Tom_itx> i'll let you ask him
[15:02:03] <GuShH> error while listening tower?
[15:02:11] <GuShH> they call for confirmation though
[15:02:17] <GuShH> and there's a reason they practice so much
[15:02:18] <Tom_itx> no, the tower asked him if he knew where he was
[15:02:31] <GuShH> I would fire his ass!
[15:02:36] <Tom_itx> i'm sure it was on national news
[15:02:37] <GuShH> revoke his license too
[15:02:56] <GuShH> hand him a family-dollar shirt.
[15:03:06] <Tom_itx> the FAA is reviewing it
[15:03:44] <Tom_itx> he left skidmarks all the way down the runway
[15:03:53] <Tom_itx> and probably some in his britches
[15:03:58] <GuShH> lol
[15:04:38] <cradek> I hear they're flying in new pilots to move the plane, haha
[15:04:49] <Tom_itx> yeah they just took off at noon here
[15:04:56] <Tom_itx> flew them in from NYC
[15:05:19] <GuShH> but what if the pilot flying the pilot does the same? then you'd have to fly more pilots to fly the pilots that were flying the pilots to fly the plane?
[15:05:27] <Tom_itx> there's only like 3 or 4 of these planes around
[15:05:38] <Tom_itx> so not alot of experienced pilots to fly them
[15:06:46] <Tom_itx> it was _WAY_ overweight for the runway
[15:07:45] <Tom_itx> and that was nearly empty with little fuel
[15:08:00] <Tom_itx> if he'd have been loaded he never would have made it
[15:09:08] <GuShH> Tom_itx: how much $$$ will it cost hem?
[15:09:10] <GuShH> them
[15:09:43] <Tom_itx> who knows
[15:10:00] <Tom_itx> they took off and went over to the right airport and landed again
[15:10:16] <Tom_itx> they were here to pick up some parts to take back to Boeing Seattle i believe
[15:25:02] <Tom_itx> http://www.kake.com/home/headlines/Boeing-jet-lands-at-Jabara-Airport-232781081.html
[15:26:17] <uw> were all of the CNC parts on that made using linuxcnc?
[15:28:09] <Tom_itx> i bet some were
[15:28:24] <Tom_itx> i dunno if Stuart's place contracts with Boeing or not
[15:28:26] <CaptHindsight> "The plane is one of four 747s modified to carry big body and wing parts for Boeing's 787 Dreamliner between factories around the world."
[15:29:07] <Tom_itx> uw, likely so
[15:29:37] <Tom_itx> cars along the freeway were stopping to watch causing several accidents
[15:29:39] <CaptHindsight> http://s.wsj.net/public/resources/images/AM-BB176_BOEING_G_20131121110912.jpg
[15:31:08] <Jymmm> GuShH: Yeah, that's why I asked, I don't see any on mine OR yours for that matter =)
[15:32:51] <GuShH> :/
[15:32:58] <uw> that thing does look gymungo
[15:33:02] <CaptHindsight> heh, they took off again without incident
[15:33:20] <Tom_itx> uw, it's a big plane
[15:33:50] <uw> yup, quite a fatty
[15:33:55] <uw> reminds me of the guppy
[15:33:58] <uw> guppie?
[15:35:05] <CaptHindsight> http://www.upi.com/blog/2013/11/21/Boeing-Dreamlifter-takes-off-safely-after-landing-at-wrong-airport/4241385065159/
[15:40:03] <uw> "...such a heavy plane, which is estimated at about 600,000 pounds."
[15:40:13] <uw> gross overestimation
[15:49:10] <Jymmm> Looks like a propane tanker with wings
[15:49:41] <GuShH> lol
[15:49:48] <GuShH> Only seen them in documentaries
[15:52:06] <Jymmm> http://www.propane.pro/wp-content/uploads/2011/08/truck.jpg
[15:53:03] <uw> aka flying bomb
[15:53:18] <GuShH> I mean the actual plane
[15:55:45] <kwallace> Jymmm: In reading back, I in no way wanted to indicate that I think you are unintelligent. I just wanted to hint (with out stirring up a fuss) that I find swearing offensive and unnecessary. This is a public forum and would hope that everyone would feel safe in participating. I'd like to leave it at that.
[15:56:06] <GuShH> what did I miss?
[15:56:15] <cradek> kwallace: sorry, I didn't mean to put words in your mouth.
[15:56:42] <Jymmm> kwallace: cradek Don't sweat the small shit =)
[15:57:06] <cradek> way to read the room
[15:57:19] <kwallace> Good bye.
[16:09:19] <WalterN> well, I think I have the program mostly ironed out
[16:10:32] <terrym> Hi
[16:11:18] <terrym> Hi
[16:12:04] <WalterN> why G71 with D0.2 makes roughing cuts at 0.04"... I have no idea
[16:12:10] <JT_Shop> ola
[16:12:24] <JT_Shop> what control WalterN ?
[16:12:44] <WalterN> fanuc... OT I believe, but not sure exactly
[16:13:16] <terrym> I was looking at the docs for DISPLAY section and noticed GEOMETRY.
[16:13:25] <WalterN> it only likes 1 line G71, which I've read is the 'newer controllers'
[16:13:53] <WalterN> two line G71 is supposedly for the older controllers
[16:14:29] <terrym> My rotary table lays flat, axis is normal to the XY plane.
[16:15:08] <terrym> I tried GEOMETRY = XYZA, did nothing different.
[16:15:41] <cradek> I think that'd be XYZC
[16:16:53] <terrym> tried GEOMETRY=AXYZ, it worked, sort of, but the rotary axis is on it's side.
[16:16:55] <terrym> oh
[16:17:15] <cradek> if it points along Z it's usually called C
[16:17:52] <terrym> OK, I thought one could not skip letters? A and B?
[16:17:56] <andypugh> WalterN: 0.2mm is 2 x 0.004" ?
[16:18:17] <WalterN> what?
[16:29:24] <Jymmm> WalterN: andypugh is trying to confuse you with maths! RUN, RUN FOR YOUR LIVES!!! Thank you and have a nice day.
[16:31:48] <_DJ_> gn8
[16:32:29] <terrym> cradek, In the TRAJ section, COORDINATES = X Y Z C fails, axis can not start.
[16:32:53] <terrym> COORDINATES = X Y Z A B C also fials, axis does not start
[16:33:20] <terrym> I did create empty axis 3 and 4 section
[16:34:12] <JT_Shop> no, you just need to increase the axes to 9
[16:35:56] <JT_Shop> terrym,
http://linuxcnc.org/docs/html/config/ini_config.html#sub:TRAJ-section
[16:36:17] <terrym> I'll go read it...
[16:36:47] <JT_Shop> hmm not 9 but 6
[16:37:08] <JT_Shop> having just re-read it myself again
[16:48:13] <terrym> OK, thanks JT_Shop and cradek.
[16:48:35] <terrym> I had forgot to increase the number of axises...
[16:49:20] <terrym> It works now, except that it show the table rotating about machine zero instead of G54 zero.
[16:49:30] <terrym> Any way to fix that?
[17:03:05] <Meduza> When you are controlling a lathe with LinuxCNC, do you need quadrature encoder feedback for syncronized threadcutting?
[17:04:20] <Meduza> I have a cnc2all driver for the spindle that takes step/dir and quadrature, do i also need quadrature in on the paralell port
[17:04:37] <Meduza> or is a index pulse enough
[17:06:13] <Meduza> i have a small cnc controlled Emco Unimat PC wich i am retrofitting right now with LinuxCNC
[17:07:15] <terrym> Any way to get the rotation of the rotary table to swing around G54, not machine zero?
[17:07:50] <DaViruz> Meduza: index pulse works, quadrature is more accurate
[17:13:24] <andypugh> Meduza: If you are using a single pulse per rev, be sure to use the position-interpolated output from the encoder module.
[17:13:54] <andypugh> terrym: I actually thought that it did revolve around the origin of the active coordinate system.
[17:14:21] <andypugh> Are you using CXYZ as the GEOMETRY?
[17:14:52] <andypugh> Meduza: You also need to set the encoder to counter-mode = true
[17:16:31] <terrym> Hi andypugh, yes CXYZ.
[17:16:52] <andypugh> Hmm.
[17:18:10] <andypugh> http://www.linuxcnc.org/index.php/english/forum/20-g-code/27169-g-code-to-engrave-numbers-on-cylinders#40497 appears to be rotating around G54 origin
[17:18:38] <terrym> looking at it ...
[17:23:03] <terrym> not sure from the image on that web page, but the rotary axis looks centered on machine zero?
[17:23:38] <terrym> that is, the coordinate vectors are at the center of the ring...
[17:24:03] <terrym> oh never mind
[17:24:18] <terrym> ... that would be G54...
[17:26:17] <Meduza> andypugh, DaViruz: since the spindle driver already use the quadrature encoder, i would propably need to buffer and split the signals if i want them both to linuxCNC and the driver
[17:27:04] <andypugh> There is probably no need to buffer.
[17:27:35] <andypugh> What sort of spindle driver is it?
[17:27:57] <andypugh> It might well have an encoder pass-through.
[17:28:32] <andypugh> What do you intend to count encoder pulses with? Be aware of the pulse-rate limits of your chosen counter.
[17:29:58] <Meduza> andypugh: this driver:
http://www.cnc2all.co.uk/shop/electronics-motor-drives-servo-motor-driver-p-37.html
[17:30:35] <Meduza> I intend to use just a parport
[17:32:18] <terrym> I notice that example used G92, so I tried that, no change.
[17:32:51] <terrym> It still displays to rotary table as centered on machine zero.
[17:33:09] <andypugh> terrym: Have you actually moved the G54 origin?
[17:33:18] <terrym> yes
[17:33:48] <andypugh> Meduza: There are two sets of encoder iterminals, but they seem to both be inputs.
[17:34:04] <terrym> machine zero is at the lower left corner of the table, G54 is about in the middle, both in X and Y.
[17:34:52] <andypugh> Meduza: I guess you were planning to use the Z terminal output for LinuxCNC?
[17:35:35] <cradek> terrym: just to be clear, you're asking about making the preview different, not any of the actual motion?
[17:35:46] <terrym> The current work shows at the correct place, but when the table rotates it is shown as swinging around machine zero.
[17:36:17] <terrym> correct
[17:36:20] <Meduza> andypugh: i have a encoder with separate index pulse, and was wondering since the drive does not use that if that would be enough feedback for linuxcnc
[17:36:47] <andypugh> Meduza: Try it.
[17:37:48] <terrym> Yes, the actual cutting is correct, just the way it is displayed in the preview is not.
[17:38:12] <andypugh> It will definitel work. It might not work well, mainly depending on the power and inertia of your spindle. It seems likely you have closed-loop speed control of the spindle, so the single pulse might work well.
[17:39:31] <Meduza> Ok, i'll try it then :)
[17:39:42] <Meduza> the power is not that great, this is a very small lathe ;)
[17:45:45] <kengu> first cuts (top down)
https://www.dropbox.com/s/rzg7sqhixp47n6f/20131121_007.jpg
[17:47:10] <cradek> terrym: if your setup is fairly permanent, you could just set your homing numbers to move the origin. it makes no difference where the actual unoffset origin is.
[17:48:32] <terrym> The rotary table is just on for this job, and there are only 2 and a half parts still to do ...
[17:48:45] <andypugh> kengu: Plasma?
[17:49:07] <kengu> yes
[17:49:39] <kengu> 2mm
[17:49:49] <terrym> I have 3 'profiles' for the mill: XYZ, XYZA now XYZC, and A only for use with my manual mill.
[17:50:56] <terrym> most of the time I just use XYZ, no A
[17:57:57] <Jymmm> When installing replacement windows in cars, do they usually use some kind of thread lock?
[18:01:58] <andypugh> Where?
[18:03:13] <Jymmm> the glass has two plastic piece that are cemented to the glass. These pieces are what bolt on to the track that moves up/down.
[18:04:04] <Jymmm> I was asking about thread lock on these two bolts.
[18:05:10] <Jymmm> I just finished removing, cleaning, greasing, and re-installing the window regulator assembly.
[18:05:46] <Jymmm> Glass (even tempered) scares the crap out of me =)
[18:08:35] <RyanS> If I rattle off the brands of VFDs that are available to me locally.. which are lowish cost but still decent? Delta, Toshiba, ABB, Weg, Invertek, Allen-Bradley, Santerno, SEW eurodrive (very local branch),
[18:10:21] <RyanS> I didn't say teco despite being available :)
[18:12:59] <andypugh> Toshiba and ABB definitely. Allen Bradley I would expect. I think SEW are decent too.
[18:14:23] <RyanS> yeah, are they necessarily expensive? I saw abb for a pretty decent price, even from RS
[18:14:33] <RyanS> Toshiba seemed pretty pricey
[20:47:23] <Tom_L> http://www.mouser.com/new/Axiomtek/Axiomtek-PICO830-ITX-Boards/?utm_medium=email&utm_source=november2013&utm_campaign=cm-general-animated&utm_content=featuredlm
[20:47:30] <Tom_L> possible lcnc contender?
[20:48:14] <Tom_L> comes with full-size and half-size PCI Express Mini Card slots
[20:49:27] <Tom_L> mmm a bit pricey
[20:56:43] <pcw_home> The baytrail CPUs should be a lot nicer (J1850 etc)
[20:57:13] <Tom_itx> it just showed up in the email box
[21:06:33] <uw> $400 give me a break
[21:13:04] <pcw_home> http://ee.gigabyte.com/products/page/mb/ga-c1037un-eurev_10/
[21:13:06] <pcw_home> looks fairly nice
[21:13:57] <pcw_home> though too new to be available yet
[21:16:30] <pcw_home> baytrail:
[21:16:31] <pcw_home> http://www.anandtech.com/show/7453/ecs-reveals-bay-traild-miniitx-line
[21:18:01] <Tom_itx> do the daughter cards plug into the pcie cards just as they do the 5i25 for example?
[21:18:15] <pcw_home> yes
[21:18:32] <Tom_itx> some sort of mini db25?
[21:19:30] <pcw_home> Oh we dont have a miniPCIE card (just 6I25 which has same connectors as 5I25)
[21:20:05] <pcw_home> you also have to be careful when the advertise min-pcie (they may be USB only)
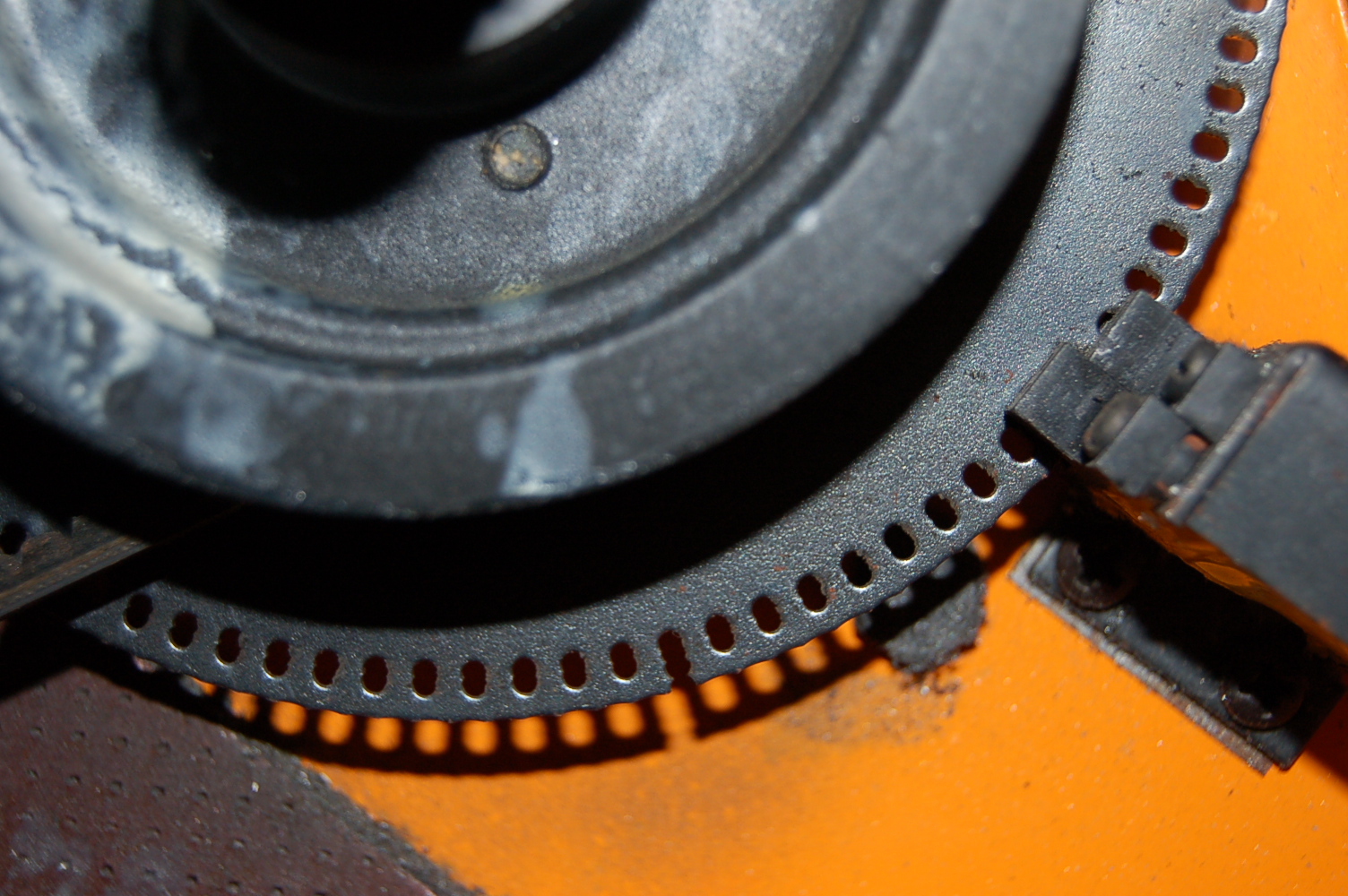
[21:21:26] <skunkworks> look at this - the newest emco lathe has the index extended...
http://electronicsam.com/images/emco/newencoder.JPG
[21:21:57] <skunkworks> wonder if they had issues with the software that they where using on the newer computers.
[21:22:26] <skunkworks> the older encoder
http://electronicsam.com/images/emco/oldencoder.JPG
[21:22:36] <skunkworks> both work just fine with linuxcnc and the printer port.
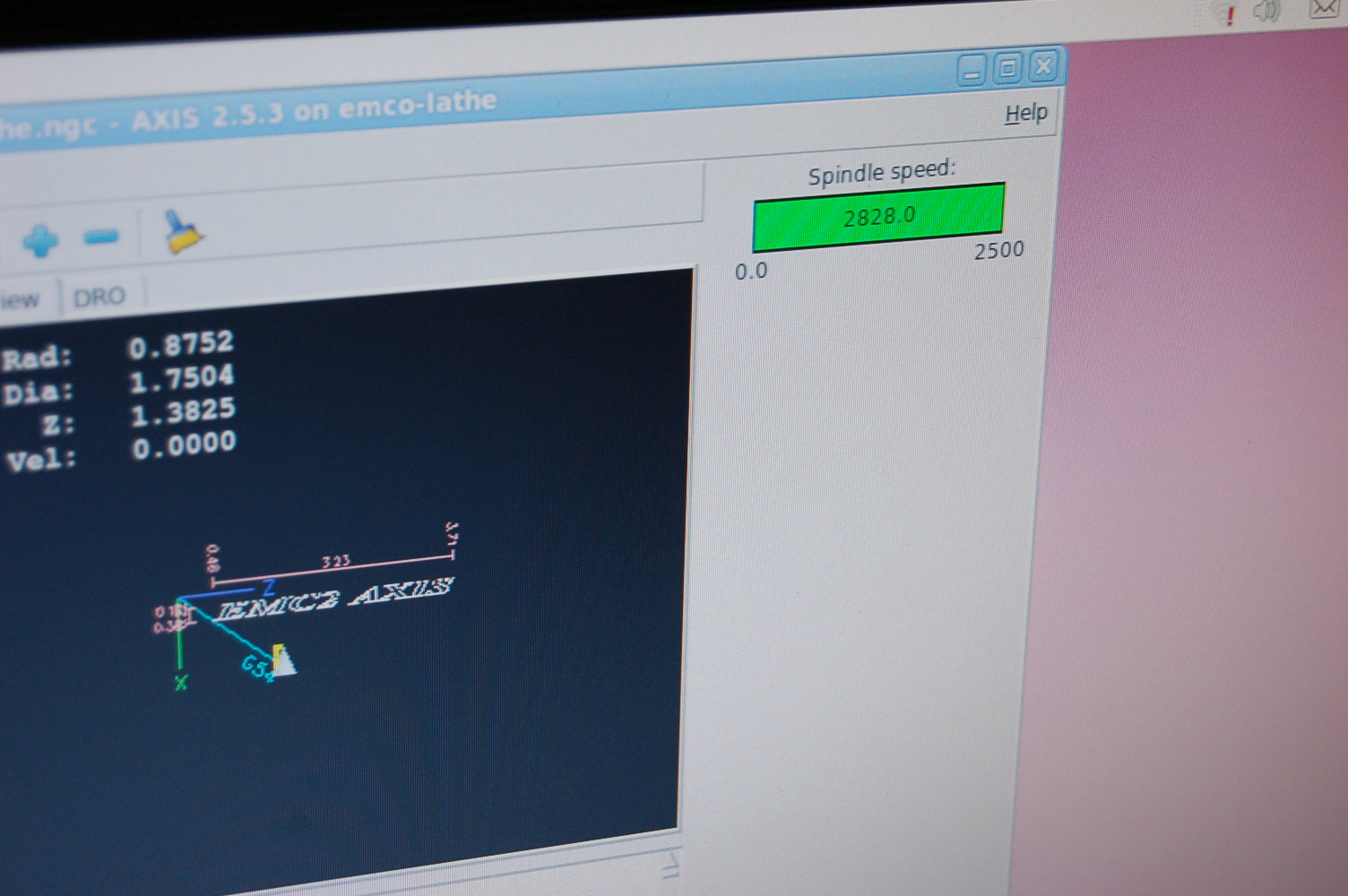
[21:22:57] <skunkworks> http://electronicsam.com/images/emco/rpmmeter.JPG
[21:23:13] <skunkworks> remind me to extend the bar graph max
[21:23:38] <skunkworks> that is using the 100 count + index
[21:23:53] <Jymmm> skunkworks: Remember to extend the bardgraph
[21:24:12] <skunkworks> thanks!
[21:24:38] <Jymmm> skunkworks: send yourself an email
[21:25:04] <skunkworks> I will just look in the irc history
[21:25:26] <Jymmm> lol
[21:26:09] <Tom_itx> pcw_home, the 5i25 & 6i25 are functionally the same?
[21:27:23] <pcw_home> yes
[21:28:01] <Tom_itx> i assume on motherboards there is some standard location for the PCIE slot?
[21:28:53] <Tom_itx> (board mouning concerns)
[21:30:54] <jdh> http://www.hossmachine.info/cnc_conversion.html#Fabrication
[21:30:59] <jdh> <urk>
[21:35:47] <pcw_home> Yeah they are standard (for standard mini-itx cases)
[23:09:35] <uw> man that website is some aids
[23:10:30] <uw> srs aids
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}