Back
[03:01:15] <MacGalempsy_> the firmware I have for the 5i25 does not have a selection for a 7-77 + 7i84 any pointers on getting the xml file?
[03:02:14] <_DJ_> moin
[03:08:03] <MacGalempsy_> hi dj
[03:12:46] <mrsun> on a wood router constant velocity could be useful right? :)
[03:27:35] <_DJ_> good morning MacGalempsy_
[05:38:18] <MacGalempsy_> its been a long night. got all the boards powered up, and connected a lot of stuff, but cannot find an xml file for the 7i77+7i84 combo. Any tips to getting the two to show up in pncconf?
[05:46:05] <archivist_herron> that would be ask PCW when he is awake
[05:46:34] <jthornton> have to ask Chris Morley about pncconf, he hangs out on the forum
[05:46:52] <jthornton> what is a 7i84?
[06:05:40] <MacGalempsy_> the 7i84 is basically the i/o of the 7i77 with dual voltage ability
[06:08:04] <jthornton> probably faster to get a list of the pins and use a sample 7i77 configuration
[06:08:24] <jthornton> and add the 7i84 pins to the sample configuration
[06:08:51] <jthornton> http://www.gnipsel.com/linuxcnc/configs/index.html
[06:23:31] <skunkworks> logger[mah],
[06:23:31] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2013-11-01.html
[06:27:01] <MacGalempsy_> thank you for the link jthornton. will study it tonight. this afternoon we go to get the steel for the stand. hopefully it will be welded up and ready for the powder coater on monday or tuesday
[06:42:52] <Jymmm> DX now has a whole section on 3D Printer parts and components
http://dx.com/s/3d+printer
[06:45:26] <skunkworks> pcw_home,
http://www.machsupport.com/forum/index.php/topic,15384.msg181458.html#msg181458
[06:46:12] <MacGalempsy_> I like lulzbot.com
[07:20:10] <cradek> jthornton: did you see the wig spam on the forum?
[07:20:21] <jthornton> no
[07:21:38] <jthornton> did you kill it?
[07:22:10] <Jymmm> jthornton: Its a wig, it's already dead.
[07:22:39] <cradek> no, I just saw it in my email
[07:22:59] <cradek> it's in using-this-forum
[07:23:39] <jthornton> Andy must have caught it
[07:23:48] <cradek> aha, thanks
[07:24:13] <cradek> you guys do a great job on the forum
[07:33:00] <Tom_itx> jthornton, 7i84 is sserial io card
[07:56:18] <jthornton> thanks
[10:41:47] <PetefromTn> Mornin
[10:48:21] <FinboySlick> http://www.youtube.com/watch?v=3ruwZdaPjbs might be cool to some people here who haven't seen it.
[10:48:42] * FinboySlick also greets PetefromTn
[11:02:48] <JesusAlos> hi
[11:04:48] <JesusAlos> http://pastebin.com/u6HTAuf1
[11:05:21] <JesusAlos> I don't know why, but onboard PLT port don't have address
[11:06:48] <pcw_home> Probably because the on card LPT port is not PCI
[11:07:13] <pcw_home> it will be listed in dmesg though
[11:09:45] <JesusAlos> I have clean dmesg
[11:10:03] <JesusAlos> don't list enything
[11:10:41] <JesusAlos> right, PLT don't is PCI card
[11:11:08] <JesusAlos> So, How I can see his addres?
[11:19:51] <pcw_home> its likely in dmesg somewhere unless disabled in BIOS
[11:20:19] <JesusAlos> In bios is enabled
[11:21:51] <pcw_home> The BIOS should show you the address
[11:22:02] <JesusAlos> yes 378
[11:22:30] <JesusAlos> but stepconf say error when try test motor
[11:22:51] <pcw_home> what error
[11:23:52] <JesusAlos> http://imagebin.org/275446
[11:24:45] <JesusAlos> [error 32]pipeline broke
[11:24:56] <PetefromTn> FinboySlick: Oops sorry man MoRNIN!!
[11:32:17] <JesusAlos> pcw_home: any idea about the error?
[11:34:47] <pcw_home> I guess you could try this:
[11:34:48] <pcw_home> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Parallel_Port_Tester
[11:43:56] <JesusAlos> pcw_home: port run ok with ptest application
[11:45:57] <JesusAlos> the address port is 0x378. So, what's the problem about the error?
[11:51:26] <pcw_home> Dont know, maybe you just hit a stepconf bug
[11:52:03] <JesusAlos_> ok. Thank
[11:52:40] <JesusAlos_> I try with liveCD
[11:52:41] <pcw_home> if the test runs (and you have stepconf set for _0x378_)
[11:52:42] <pcw_home> seem like its not port related (he said too late)
[12:35:32] <JesusAlos_> by
[12:38:52] <dieter_> kann man auch in deutsch Fragen stellen?
[12:42:40] <heinri3> kann man auch in deutsch Fragen stellen?
[12:51:30] <Loetmichel> heinri3: some can read them but it would be nicer to the other ppl to ask in english
[12:51:55] <Loetmichel> and i dount that anyone would answer in german here in the channel.
[12:55:44] <heinri3> magic33de kann deutsch, mein enlisch ist leider zu schlecht....
[12:57:08] <heinri3> loetmichel kann sicherlich auch deutsch, zumindest klingt der name sehr deutsch...
[13:19:52] <MrHindsight> https://pbs.twimg.com/media/BYAPOUwCEAAIcb5.jpg which rifle is this?
[13:22:34] <syyl_ws_> $ar15?
[13:29:23] <skunkworks> maybe it was rhetorical...
[13:53:24] <andypugh> Bah! Tonight was meant to be spent in a frenzy of machining, but the material hasn't turned up.
[13:54:13] <skunkworks> crud
[13:57:17] <CaptHindsight> Friday seems to be the day that tools break and material shows up late
[13:57:17] <skunkworks> andypugh, that is awesome (the engraving numbers)
[14:02:31] <kwallace2> andypugh: Where are the arcs?
[14:03:26] <kwallace2> That is pretty cool.
[14:18:24] <FinboySlick> andypugh: You seen this?
http://www.youtube.com/watch?v=vx6hmSclbRE It's a lovely piece of footage. archivist will likely appreciate too.
[14:19:01] <andypugh> Aye, I have seen that.
[14:19:23] <archivist> I am driving a steam engine tomorrow and sunday
[14:19:56] <andypugh> This is equally cool.
http://www.youtube.com/watch?v=k_LA_R4ifYk
[14:20:25] <andypugh> I am driving a fire-engine on Sunday, it't the VCC London-to-Brighton run.
[14:24:39] <FinboySlick> I'm not sure how the forging hammers were controlled by then but they look as precise as if some giant man was carefully handling them.
[14:24:45] <FinboySlick> Must have been quite a skill.
[14:24:55] <archivist> never managed to get down for the london to brighton
[16:53:02] <mrsun> do i realy need to build the simulator myself for linuxcnc? no deb packages for it to download ?
[16:53:12] <mrsun> its freakin 700mb of just development files just to build it :/
[17:02:03] <andypugh> The other way is to run in a VM, with the realtime kernel, and ignore the latency messages
[17:03:08] <mrsun> found
http://buildbot.linuxcnc.org/
[17:03:30] <andypugh> Ah, yes, or that :-)
[17:13:40] <WalterN> think 20" of 1.5" diameter material sticking out the back end of the machine is too much?
[17:13:49] <WalterN> in a lathe
[17:14:23] <mrsun> depends on the rpm ? :P
[17:14:26] <WalterN> I think it would be fine... but pushing it
[17:14:58] <syyl--> mit 500 rpm i dont see a problem
[17:15:08] <syyl--> with 3000rpm i would leave the room ;)
[17:15:13] <Lathe_newbie> i need a tripple or with 2 inverted inputs...
[17:15:37] <WalterN> it would be right around 1000 I guess... suppose I could lower it too
[17:16:09] <WalterN> the problem is that the parts are rather long and no good way to cut the 12' bars up in three chunks without losing material that could be one more part out of the bar
[17:16:20] <WalterN> and its solid copper, so its not exactly cheap
[17:16:42] <syyl--> any chance to support it with a stand?
[17:17:05] <syyl--> just so it doesnt start to do strange things...
[17:17:14] <WalterN> no... and if I did there isnt quite enough material sticking out to clear the very back of the machine
[17:17:41] <WalterN> at least for a support bolted to the floor
[17:17:45] <andypugh> WalterN: Any support at the back-end of the spindle?
[17:17:59] <WalterN> yeah there is
[17:18:23] <WalterN> its a 1.5" sleeve for the drawtube
[17:18:52] <WalterN> so the material is fully supported for anything thats inside of the machine (4' worth)
[17:19:16] <andypugh> I think the maths to work out what eccentricity you can afford isn't that hard
[17:19:18] <WalterN> but the material for these parts would be best cut in half, in 6' chunks
[17:19:44] <andypugh> If that says 0.001" I would be scared. If it says 1" I wouldn;t
[17:19:58] <WalterN> what are you talking about?
[17:20:55] <WalterN> heh, I'm not worried about the machine... its pretty beefy
[17:20:59] <andypugh> Well, the worry is that it will start whirling, and that only gets worse. But only if it gets above the stiffness limit of the material.
[17:21:13] <WalterN> oh right
[17:22:40] <andypugh> I think that is is a moderately easy equation to solve.
[17:22:47] <andypugh> If you care to,
[17:23:34] <andypugh> But I think you can probably watch it and make a judgement.
[17:24:02] <WalterN> I'm mostly going by experience with this and saying that it would be fine... but thought I would ask as a sort of check on that
[17:24:31] <andypugh> What rpm?
[17:24:44] <WalterN> right around 1000 most of the time
[17:25:05] <andypugh> I think you might want to make sure that you have specified a max rpm if using CSS
[17:25:28] <_DJ_> gn8
[17:25:41] <WalterN> I think I'll just put one in and slowly spin it up and see how it goes
[17:27:51] <WalterN> first I'm going to stuff one of these short bars in thats already cut and make sure the program is good
[17:27:55] <WalterN> heh
[17:55:34] <WalterN> alright, program is good :3
[18:01:14] <CaptHindsight> WalterN: any progress on the anodizing or SLS printing?
[18:04:58] <WalterN> CaptHindsight: been really busy with other stuff
[18:13:34] <WalterN> woo first bar run
[18:13:46] <WalterN> now lets try a longer 6' bar I guess
[18:13:57] <andypugh> Wear a hat
[18:14:02] <andypugh> :-)
[18:16:34] <andypugh> <ponder> Can you determine if a given bar is safe at a given speed if the max elastic deflection is near the elastic limit? I think you probably can.
[18:19:29] <Tom_itx> no feed tube to support the bar??
[18:21:39] <WalterN> well
[18:21:54] <WalterN> I probably couldent bend the bar jumping up and down on it
[18:22:25] <Tom_itx> no but at 1k rpm you may be surprised what could happen
[18:22:35] <WalterN> Tom_itx: there is, just that it sticks out 20" from the end of that
[18:22:58] <Tom_itx> 20" should be ok i would think
[18:23:34] <Tom_itx> set the rpm limit so surface speed doesn't exceed it toward the center of the bar
[18:23:59] <Tom_itx> i've heard storries
[18:24:12] <WalterN> yeah
[18:24:42] <WalterN> it maxes out at 1.1k RPM at the moment, and I just tested with the 20" hangout
[18:24:44] <WalterN> its fine
[18:24:51] <Tom_itx> you could end up with a propeller out the end of the lathe
[18:25:21] <WalterN> with anything less than 1" diameter I probably wouldent do it
[18:25:51] <Tom_itx> the only ones i've ever run with 12' bars had feed tubes
[18:26:02] <WalterN> yeah
[18:26:12] <Tom_itx> 6 & 8 spindle gridleys and most recently an okuma kadet
[18:26:17] <WalterN> where I used to work they had a 12' hydraulic thing
[18:26:29] <WalterN> for one of the lathes
[18:26:56] <andypugh> This is not a bad idea:
http://www.kickstarter.com/projects/raptorbird/programmable-capacitor?ref=home_spotlight
[18:27:22] <andypugh> I am sure it has been done before, but expensively
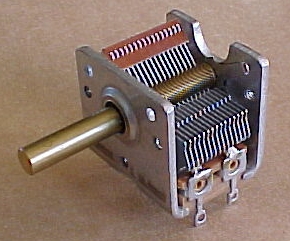
[18:28:47] <PCW> capacitor substitution box they used to call them
[18:28:48] <WalterN> there are variable capacitors in a lot (most?) of the old radio equipment... the kind that has vacuum tubes in them
[18:29:16] <andypugh> We had one at school. Bit it did not cast $25
[18:29:37] <andypugh> (Try that with a vowel substitution box)
[18:29:49] <PCW> .1 pF is optimistic the PCB will have at least 20 or so
[18:29:53] <WalterN> like this...
http://www.mtmscientific.com/cap3.jpg
[18:29:58] <PCW> pF that is
[18:30:20] <andypugh> WalterN: But that will be 1 to 4 pF or similar
[18:30:43] <WalterN> just dunk it in oil to increase capacitance XD
[18:31:18] <PCW> or water for even more
[18:31:21] <WalterN> and move the fins closer together
[18:32:02] * WalterN goes back to making copper parts
[18:32:02] <andypugh> I challenge you to move the knob on a 10uF parallel plate adjustable cap
[18:32:34] <andypugh> I once dismantled a 6kV Farad.
[18:32:49] <andypugh> (a whole one)
[18:33:13] <ds3> how hard can that be... surely u got high E materials....
[18:34:35] <Tom_itx> make one for resistors as well
[18:34:54] <andypugh> PCW: I guess to an extent it doesn't matter if the board has .1f between the tracks, switching in the smallest will still change it by that amount
[18:36:11] <Tom_itx> what project only needs one cap though?
[18:37:00] <andypugh> it's rare to have many caps you need to find the right vakue for
[18:37:08] <andypugh> Most can be "big enough"
[18:37:16] <WalterN> BTW made the first part with 20" sticking out
[18:37:18] <WalterN> its fine
[18:37:29] <Tom_itx> how long are the parts?
[18:39:34] <WalterN> 8.61" long
[18:39:55] <WalterN> plus a little extra cause they need to be turned around
[18:40:53] * Tom_itx gets ready to do some smt reflow soldering
[18:43:11] <andypugh> toaster oven?
[18:43:17] <WalterN> pink fluffy unicorns dancing on rainbows
[18:43:19] <Tom_itx> yeah
[18:43:39] <andypugh> it's easy if your boards have solder resist
[18:43:48] <andypugh> It's impossible otherwise
[18:44:09] <andypugh> (Well, for teeny-tiny pitches anyway)
[18:44:36] <Tom_itx> i quit doing 0402 by hand or oven
[18:44:52] <Tom_itx> hardly worth the space savings vs time it takes to locate them
[18:45:12] <Tom_itx> besides i lost a few up the hypo needle trying to place em
[18:45:38] <Tom_itx> fishtank pump reversed for suction and a hypo needle is my manual 'pick n place
[18:46:09] <andypugh> 0402 should be OK compared to things like 0.5mm pitch 48-pin packages
[18:47:29] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/boards/USBTiny_Mkii/batch1.jpg
[18:47:30] <andypugh> I guess you already figured out having a big hole in the barrel of your holder to turn the vacuum on and off?
[18:47:42] <Tom_itx> i did a few hundred of those by hand before i made the oven
[18:47:51] <Tom_itx> yep
[18:48:03] <Tom_itx> i just used a Tee fitting
[18:48:23] <andypugh> It's completely conventional I think, but I thought worth mentioning :-)
[18:49:14] <andypugh> Where is the Tee?
[18:49:54] <Tom_itx> in the tube going to the hypo needle, i just use my left hand over the hole while placing with my right
[18:50:10] <andypugh> Having the valve in the side of the vacuum tweezers seems more intuitive than having a remote control for a different digit
[18:51:44] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/boards/USBTiny_Mkii/Boxes/USBTinyMkII_open.jpg
[18:51:44] <andypugh> Like this:
http://www.2spi.com/catalog/tools/images/00010.jpg
[18:51:53] <Tom_itx> working on a batch of those this evening
[18:52:12] <Tom_itx> yeah i know what you mean
[18:52:19] <andypugh> makes me feel tense just looking at it
[18:52:25] <Tom_itx> i saw one for sale used locally but didn't get it
[18:52:28] <Tom_itx> commercial one
[18:52:57] <andypugh> A random bit of tube and a few minutes with a lathe?
[18:53:12] <Tom_itx> i suppose
[18:53:20] <andypugh> Possibly a ballpoint pen and a drill
[18:53:24] <Tom_itx> my butt hath grown roots though
[18:54:21] <WalterN> heh
[18:54:29] <Tom_itx> mine is rather ghetto but it works
[18:55:15] <andypugh> I know what you mean, I am now faced with the chore of checking my update to the boring canned cycle, which means a walk out to the garage and using the actual machine
[18:56:20] <Tom_itx> hah, the walnut box was one of my first cnc projects on the sherline:
http://tom-itx.dyndns.org:81/~webpage/temp/calipers.jpg
[18:59:23] <WalterN> I dont think I could bring myself to buy a sherline
[19:00:12] <Tom_itx> it's limited for sure but i've done quite a bit on it
[19:02:29] <Tom_itx> it took alot of getting used to from running the big ones
[19:07:00] <WalterN> hmm
[19:07:27] <WalterN> I'm getting these weird scratch marks along the surface of the area that I'm cutting
[19:08:01] <Tom_itx> stringy copper crap
[19:08:06] <WalterN> well
[19:08:16] <Tom_itx> it's miserable to machine
[19:08:22] <WalterN> the weird thing is that the scratch marks are straight
[19:08:44] <WalterN> from one end to the other of the part
[19:08:52] <Tom_itx> not collet marks?
[19:09:02] <WalterN> collet is not clamping there
[19:09:24] <WalterN> hold on lemme see if my phone camera will work
[19:09:27] <andypugh> Possibly part of the material?
[19:11:29] <Tom_itx> sure hope i have more paste, this crap is all dried up
[19:12:37] <WalterN> I'm not cutting very deep in that area...
[19:15:59] <WalterN> here
[19:16:00] <WalterN> https://www.dropbox.com/s/ej43ebsjf3zz1yc/20131101_003.jpg
[19:16:28] <WalterN> the scuff marks are pretty light
[19:17:03] <WalterN> but I'm not sure why... the shorter parts I made dont have that
[19:17:04] <andypugh> I see similar offest lines in the unmachined areas
[19:17:32] <andypugh> Is there a spiral flaw through the whole bar?
[19:18:13] <Tom_itx> we would have hard spots in the bar but seldom a long split like that
[19:18:21] <WalterN> or that deep
[19:18:38] <andypugh> I guess it has been drawn
[19:18:44] <Tom_itx> the hard spots would usually take out the tooling
[19:18:49] <WalterN> I'm taking .05" off the diameter
[19:18:49] <andypugh> it is possibly a bad bar
[19:19:24] <Tom_itx> try a radius cutter and see if it's still there
[19:19:25] <WalterN> with copper, hard spots I dont think are a problem... heh
[19:19:35] <Tom_itx> impurities
[19:19:41] <andypugh> It pretty much _can't_ be your processing, unless you are doing it on purpose with a really good spindle encoder
[19:20:13] <dougztr> wouldn't be harmonice would it?
[19:20:23] <dougztr> *harmonics
[19:20:26] <andypugh> I don't think so
[19:20:31] <t12> hum
[19:20:33] <WalterN> no, its not chatter
[19:20:34] <andypugh> Do all the bars do that?
[19:20:40] <t12> time to set up plate handling robotics
[19:20:48] <WalterN> uh, I've put three bars through it so far
[19:20:53] <andypugh> (Though, they probably all came from the same billet)
[19:21:18] <WalterN> well, one 12' bar and a short sub 4' bar that was laying there cut already
[19:21:58] <andypugh> The right thing to do is cut out a section and have it metallographically polishd and examined.
[19:22:25] <WalterN> heh
[19:22:30] <WalterN> screw that
[19:22:32] <andypugh> But it is probably more expedient to talk to the supplier and ask "any guesses"?
[19:23:02] <WalterN> you know what
[19:23:38] <WalterN> I'm going to turn a small section of it without coolant with a different tool
[19:23:53] <andypugh> Depending on the use, it may not matter at all
[19:24:18] <andypugh> Different spindle gear too...
[19:26:14] <WalterN> enh, its not that
[19:26:40] <WalterN> looking at the first couple parts I ran (different bar of material) and it does not have those scratches
[19:27:41] <andypugh> I think it's bad material
[19:28:19] <andypugh> If they are parts for a customer, and they supplied the material, then it's easy. Otherwise you have decisions to make.
[19:29:09] <WalterN> it could be that a chip got lodged in the draw tube sleeve I suppose
[19:29:28] <andypugh> Not that deep.
[19:29:59] <WalterN> .025" deep on a side?
[19:30:05] <Tom_itx> yeah that was done during or after machining
[19:30:27] <Tom_itx> or at least exposed then
[19:31:16] <andypugh> No sign of the _same_ scratch on the unmachined surface. But there is an _offset_ mark on the unmachined surface. It is screaming "spiral flaw" to me.
[19:31:44] <andypugh> Now, I don't know if you get spiral flaws in drawn copper bar.
[19:31:56] <WalterN> the scratches are pretty light... though they seem to be all around the material in no specific pattern
[19:32:10] <WalterN> some longer than others
[19:32:29] <andypugh> But I can see that it might happen, and I am a metallurgist by training.
[19:34:35] <WalterN> lets run a few more and see
[19:34:58] <Tom_itx> if you're using an insert cutter, rotate the insert and try it again
[19:36:31] <WalterN> how could it be an insert?
[19:37:10] <WalterN> what would have to happen is the insert would need to be drug across the already finished surface with the spindle turned off
[19:38:27] <WalterN> at first I thought it was something like a coolant hose thing dragging across the surface of the turned area, but those are well out of the way and it shows up right after turning it
[19:38:44] <Lathe_newbie> could this work?
http://imagebin.org/275479
[19:38:52] <dougztr> it must be a strip with odd hardness
[19:40:36] <WalterN> I just now checked the material before it got turned, and there is no scratch marks deep enough to suggest that there is something like a chip or three in the draw tube scuffing the material
[19:41:52] <andypugh> I would cut a section, polish it, etch it and examine metallographically.
[19:42:03] <WalterN> heh
[19:42:20] <WalterN> I dont think for these that its bad enough for that
[19:42:22] <andypugh> All that realy needs is a few grades of emery paper and some Coca Cola
[19:43:12] <Tom_itx> what's that stuff they spray on and view under UV?
[19:43:17] <Tom_itx> i forget what it's called
[19:43:30] <dougztr> would roughing and finishing passes help reduce that? not sure how you turned it WalterN
[19:43:31] <Tom_itx> penetrant dye
[19:43:49] <PetefromTn> you talking about magnaflux?
[19:44:30] <WalterN> its cutting about 0.025" off a side (0.05"), its not enough for a roughing pass
[19:44:48] <Tom_itx> no magnaflux is for ferrous material
[19:45:30] <PetefromTn> LOL just dropped in on the convo so no Idea what you are talking about I just took a shot .
[19:46:05] <andypugh> Polishing and etching a cross-section is not the same thing as crack detecting.
http://en.wikipedia.org/wiki/Metallography
[19:46:23] <dougztr> i had ultrasonic training, lvl 1 ndt actually
[19:46:23] <WalterN> its almost certainly the material
[19:46:46] <WalterN> its not pure copper... its copper with tellerium mixed in for easy machining
[19:47:00] <WalterN> *tellurium
[19:48:17] <andypugh> Nice cross-section of polished and etched copper. If your looked different that would be a warnign sign
[19:49:14] <andypugh> You could part off a disc, polish it on emery and etch with whatever you can find. Metallography is not rocket science (ecept, f course, when it is)
[19:49:19] <andypugh> http://en.wikipedia.org/wiki/File:Cu-Scheibe.JPG
[19:50:25] <WalterN> thats pure copper, what I'm working with is tellurium mixed in with copper
[19:51:12] <andypugh> That doesn't matter for spotting a big inclusion
[19:51:47] <andypugh> That's also as-cast and your is probably cold-drawn
[19:52:23] <WalterN> *shrug*
[19:52:58] <andypugh> (I play the part of the expert in all sorts of areas here on the internet, but when it comes to metallurgy, I really am one, published papers and my own spring-steel aloy)
[19:54:41] <WalterN> yeah... all of you guys in here are pretty amazing
[19:54:50] <WalterN> <3
[19:55:15] <WalterN> but I've sat here talking about it enough without the machine running, and overall its not that important
[19:55:40] <dougztr> i need to start hanging here. i'm taking a CNC programming class
[19:56:24] <andypugh> Yeah, it really might not matter for the application. I don't think anyone uses copper structurally
[19:56:58] <andypugh> dougztr: How would you expect G85 to behave?
[19:57:08] <WalterN> dougztr: if you know how to program in something like C or java, I dont see why you would need a G and M code programming class...
[19:57:33] <dougztr> andypugh: canned boring cycle?
[19:57:38] <andypugh> Yes
[19:58:16] <dougztr> i would expect it to plunge in and then retract out
[19:58:32] <WalterN> you get a soda can from the machine when its run \o/
[19:59:01] <dougztr> boring bars are for fine tolerances afaik
[19:59:25] <WalterN> depends
[19:59:35] <andypugh> dougztr: I think it is meant to feed in and feed out. But my question is about the speed between start-z and R
[19:59:43] <WalterN> reamers are better for tolerance
[19:59:58] <dougztr> andypugh: should be rapid
[20:00:14] <andypugh> WalterN: No good for shallow holes like bearing seats though
[20:00:28] <dougztr> andypugh: we haven't talked about boring yet though
[20:00:56] <andypugh> I use my boring heads a lot.
[20:01:21] <dougztr> WalterN: the class had a lot of info on feed rates, spindle speed, and stuff I just didn't know
[20:02:11] <dougztr> i just wrote the feed rate and spindle speed program for my calculator
[20:02:32] <archivist> andypugh, structural copper-> boiler firebox inner
[20:02:43] <WalterN> dougztr: that kind of information is pretty readily available... ask here, the manufacturer of the inserts, or the place you order the material from
[20:03:01] <andypugh> This was a fun one: Single point external threading in a recess. A thread mill might have fitted:
http://youtu.be/i4fTythQj5s
[20:03:29] <andypugh> (threading is about 1 min in)
[20:03:30] <dougztr> WalterN: well, I don't work and don't have access to the machines otherwise. i think its been useful so far
[20:04:15] <dougztr> maybe someday i can get my own small CNC shop going here. i'm hoping
[20:05:06] <WalterN> oh yeah, in that case its not a bad idea
[20:05:24] <WalterN> esp. if you are looking for a job in that area
[20:05:51] <dougztr> WalterN: whats going on is I am a mechanical engineer, but became disabled, so I am looking into home and part time types of work
[20:06:14] <WalterN> very good :3
[20:06:18] <dougztr> cnc programmer can be a consultant, pop in, tweak a program, cash out. etc
[20:06:49] <WalterN> are you looking at retirement soonish? or is that a ways off?
[20:07:00] <dougztr> I'm retired *now*
[20:07:47] <dougztr> a lot earlier than I really wanted or planned for tbh
[20:08:12] <WalterN> ah
[20:09:05] <WalterN> andypugh: different bar of material, and the marks are gone
[20:09:18] <andypugh> Life's too short to work for a living. Though most of us don't get the choice.
[20:10:02] <dougztr> i'm really bored. Need to keep occupied.
[20:10:31] <WalterN> well
[20:10:59] <andypugh> Yeah, but the good news is you now get to choose what you do. The bad news is that it probably needs to be inexpensive
[20:11:00] <WalterN> andypugh: thats kinda what I decided college was, after getting about half way through a mechanical engineering class
[20:14:48] <kwallace> andypugh: Do you have a date with engraving yet?
[20:15:13] <andypugh> No, the material failed to arrive
[20:16:53] <kwallace> I'm guessing you are making a new part from a large block of cast iron or steel?
[20:19:49] <andypugh> Yes. 4" dia x 2" block of Meeehanite iron
[20:20:32] <andypugh> To make a new one of these:
https://picasaweb.google.com/108164504656404380542/Rivett#5893914809299321218
[20:20:37] <dougztr> you guys using EMC2?
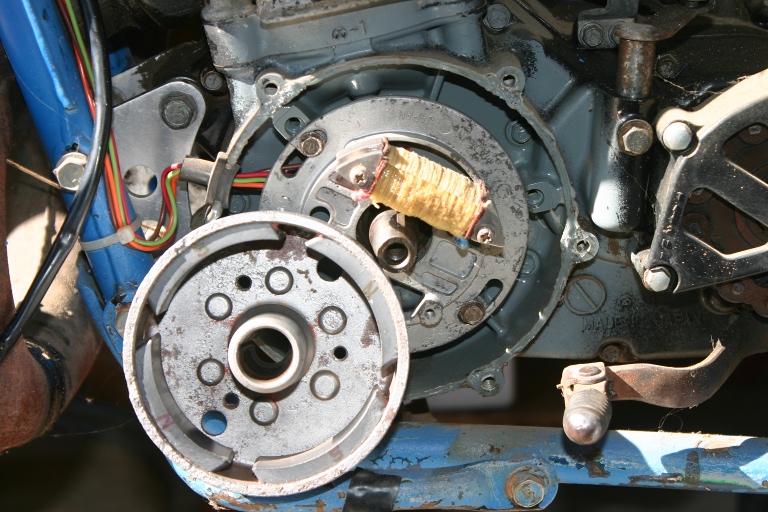
[20:20:49] <kwallace> I'm trying to talk myself into making the steel parts for a rotor magnetizer:
http://www.wallacecompany.com/KDX250/IMG_1477-1a.JPG http://www.smokstak.com/articles/magnet_charger.html
[20:21:17] <andypugh> I did consider makine a pattern and having castings made, but as they all tend to break, then perhaps milled from solid might last longer.
[20:21:40] <andypugh> dougztr: No, not any more. Not allowed to. Lawyers, you know.
[20:24:51] <andypugh> Pah! Some of them have been know to break inside the first 50 years of use!
[20:24:55] <WalterN> dougztr: not yet
[20:25:10] <WalterN> andypugh: why lawyers?
[20:25:27] <WalterN> I mean, how could they be the issue with you using linuxCNC?
[20:25:50] <archivist> the company called EMC went and trademarked the term EMC2
[20:26:11] <andypugh> Because the EMC lawyers decided that the Enhanced Machine Controller was in conflict with their cipyright
[20:26:15] <dougztr> i see the name changed to LinuxCNC
[20:26:34] <ChuangTzu> balls
[20:26:41] <WalterN> oh
[20:26:42] <WalterN> heh
[20:26:45] <WalterN> right
[20:27:05] <dougztr> I've had it running before. I was planning on using it on something at work
[20:27:28] <andypugh> Which is all very well, but what if we wanted to make a Mac or Windows or OS2/Warp or.... version?
[20:27:54] <WalterN> I want to get an old CNC machine and put linuxCNC on it, and make my own machines with linuxCNC as the controller
[20:28:45] <dougztr> sounds spendy
[20:28:57] <archivist> there are many people who have made their own machines
[20:29:12] <andypugh> Anyway, out of wine, changes pushed, things to do tomorrow. See you next time chaps.
[20:29:14] <archivist> dougztr, scrap yard :)
[20:29:58] <WalterN> enh
[20:30:12] <WalterN> depends on how nice you want to make the machine
[20:30:12] <dougztr> what hardware is typically needed to interface with the machine, say from a pc?
[20:30:38] <WalterN> dougztr: make your own, or mesa cards as far as I can tell
[20:31:13] <WalterN> http://www.mesanet.com/
[20:31:32] <archivist> being a real cheap person, a bit of vero card with a few ttl buffers chips between the parallel port and stepper drivers
[20:33:03] <WalterN> I dont like to cheap out personally :P
[20:33:24] <WalterN> (example: my $400 food blender)
[20:33:28] <WalterN> :3
[20:33:30] <archivist> if you are on low income, sometimes one has to
[20:33:44] <WalterN> yeah
[20:35:26] <kwallace> I tend to make my own boards for the parallel port because each signal seems to need its own pull up/down voltage or termination or some such.
[20:36:45] <WalterN> something like this would make a great engraving spindle...
http://www.artcotools.com/compete-nsk-e3000-series-spindle-system-60-000-rpm.html
[20:37:06] <WalterN> but it costs about $3,000-$4,000
[20:37:49] <archivist> I was at an exhibition and they let me handle a spindle at 60k
[20:38:09] <archivist> amazing balance
[20:38:22] <WalterN> yeah
[20:38:32] <WalterN> where I used to work, they have one of those
[20:38:51] <WalterN> well, a lesser model, but basically the same thing
[20:39:02] <WalterN> spins up really nice, smooth, super quiet
[20:55:02] <dougztr> how about these things?
http://labjack.com/
[20:56:37] <WalterN> dosent USB generally increase latency?
[20:56:54] <WalterN> (I wouldent know)
[20:58:40] <dougztr> 20ms latency it looks like
[20:59:11] <WalterN> thats kind of a lot
[20:59:53] <WalterN> ethernet is something like .5 if the router and ethernet card is not very good
[21:00:09] <WalterN> erm, 5ms+ rather
[21:00:33] <WalterN> sub 1ms if its decent
[21:02:26] <WalterN> I'm not sure what kind of latency the mesa cards have
[21:52:20] <pcw_home> I love Xilinx tools sometimes, I found a bug where the P&R routes a signal to a totally wrong pin
[21:52:21] <pcw_home> if I change some internal compare constant (unrelated to pins)
[22:24:16] <Lathe_newbie> pcw i hate xilinx tools
[22:24:34] <Lathe_newbie> allways had to fight with them
[22:29:54] <pcw_home> This bug is almost as good as the "I cant make small counters work"
[22:29:56] <pcw_home> bug if you enable the put logic into unused blockRAMs option
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}