Back
[02:21:22] <Andrew____> Hello everyone :)
[03:03:23] <_DJ_> moin
[05:08:20] <MacGalempsy_> AHHH GETTING SO CLOSE
[05:31:31] <MacGalempsy_> anyone got a method to pinout an 8pin encoder?
[06:22:45] <jthornton> got a brand and model number?
[07:23:58] <MacGalempsy> morning again
[08:07:35] <jthornton> wow 151 miles on the mountain bike this month so far
[08:27:54] <archivist> I need paying to exercise :)
[08:28:59] <jdh> jt: nice
[08:29:12] <jdh> I have... 11 miles.
[08:29:36] <jdh> not much daylight time when I get home
[08:29:54] <kengu> you need better lights
[08:30:05] <jdh> I bought a phone holder thingie for my bike, but my phone is too big to fit in it.
[08:30:39] <kengu> i bought one but the holder is too flimsy to hold the phone
[08:31:04] <kengu> and i have not yet printed a better holder as .. i am lazy
[08:31:31] <jdh> mine is a bag kind of thing with a clear pocket for the phone
[09:08:43] <PetefromTn> mornin' folks..
[09:10:20] <kengu> afternoon
[09:20:33] <PetefromTn> afternoon Kengu...
[09:27:03] <SWPadnos> well hello there
[09:27:19] <CaptHindsight> he lives!
[09:27:30] <archivist> stranger in the midst
[09:27:38] <SWPadnos> no stranger than you, I think :)
[09:28:02] * archivist admits nothing
[09:28:05] <SWPadnos> heh
[09:28:24] <SWPadnos> oh, the 'heh' key on this keyboard works - nice!
[09:28:35] <archivist> certainly not striving to be normal
[09:28:43] <SWPadnos> yeah, it's a waste of time
[09:31:07] <alex_joni> ho SWPadnos
[09:31:30] <SWPadnos> hi Alex
[09:31:39] <alex_joni> still kicking?
[09:31:45] <SWPadnos> and screaming
[09:31:51] <alex_joni> nice :)
[09:46:00] <skunkworks> SWPadnos, ! hey - good to see you!
[09:50:03] <skunkworks> SWPadnos, Sooo... What have you been up to? Huh?
[09:51:49] <SWPadnos> hi skunkworks - been designing more camera arrays, more radios, etc etc.
[09:52:13] <SWPadnos> and loads of travel (still)
[09:53:11] <skunkworks> Neat - missed you at the wichita fest. Very large turnout
[09:54:48] <skunkworks> even some europeans!!
[09:57:12] <SWPadnos> yeah, I really wanted to go
[09:57:17] <SWPadnos> but I think I was in China at the time
[09:57:40] <skunkworks> minor detail
[09:57:56] <SWPadnos> yeah. haven't perfected that doppleganger/teleportation thing yet
[10:00:37] <skunkworks> we had a cardboard cutout of you....
[10:00:58] <SWPadnos> photos, or it didn't happen :)
[10:01:03] <skunkworks> ;)
[10:04:28] <skunkworks> SWPadnos, any work that we have seen or you can talk about?
[10:05:15] <SWPadnos> sure:
http://pacsci360.com/#fblqs
[10:05:22] <SWPadnos> you can even see my balding head :)
[10:07:05] <skunkworks> Cool!
[10:07:14] <skunkworks> (well - not the balding part)
[10:07:22] <jdh> it happens.
[10:08:05] <skunkworks> When our daughter was born last year - I thought I was starting to loose my hair - but I think it was just the stress as it has stopped.
[10:08:19] <jdh> it will start back up when she is 14 or so.
[10:08:23] <SWPadnos> don't get cocky
[10:08:24] <skunkworks> heh
[10:08:26] <SWPadnos> you'll lose it
[10:08:36] <skunkworks> heh
[10:09:10] <skunkworks> I think I would look hansome with a shaved head...
[10:09:23] <skunkworks> (well - it couldn't hurt..)
[10:09:24] <SWPadnos> um, yeah, you sure would
[10:09:50] <SWPadnos> I've thought about getting a haircut, or maybe doing the totally bald thing
[10:09:59] <archivist> neva
[10:10:08] <SWPadnos> the main problem with that is that I have a big lumpy head, so I'm not sure it would work out
[10:10:17] <SWPadnos> plus I live in Vermont, and it's getting cold
[10:10:34] <skunkworks> that is what hats are for
[10:10:41] <jdh> shave your head, get a beret made from beaver pelts
[10:10:51] <archivist> hat plus hair !
[10:12:53] <SWPadnos> hat schmat. I only wear those while skiing.
[10:13:04] <SWPadnos> actually, not even then, as I wear a helmet
[10:14:41] <skunkworks> helmet is sort of a hat...
[10:14:44] <archivist> I was outside doing a job today so the full set of hat, hair and beard was needed :)
[10:28:30] <PetefromTn> You need to get one of those furry hats they wear up north with the furry panels that fall down over your ears and neck and then shave that dome LOL...
[10:29:36] <PetefromTn> http://www.blogcdn.com/www.luxist.com/media/2008/12/sb1lhm.png
[10:30:00] <PetefromTn> http://www.furhatworld.com/thumbnails/listings/270x330_Silver_Fox_Fur_Leather_Russian_Ushanka_Hat_1455.jpg
[10:30:08] <PetefromTn> cracks me up LOL...
[11:29:41] <tandoori> moo
[11:29:45] <tandoori> so ive been wondering
[11:30:15] <tandoori> how fine a line i could make with a mill/router for PCB work
[11:32:56] <t12> i think theres some 5 micron end mills out there?
[11:33:08] <t12> youre likely realisticly limited by spindle speed?
[11:33:24] <cradek> that depends on everything
[11:33:27] <CaptHindsight> Depends on the accuracy of your mill. Since it's only 2 layer how concerned are you with plated through holes and controlling impedance? A few mills is pretty common
[11:33:48] <tandoori> i don't know because I am currently in the 'gather info' phase before I purchase (or build) anything
[11:34:54] <CaptHindsight> tandoori: they also sell pre-sensitized photoresist coated boards
[11:35:15] <CaptHindsight> you can print a photomask with an inkjet or laser printer
[11:35:40] <tandoori> CaptHindsight: i know this, but the milled/routed method is of more interest to me
[11:35:46] <CaptHindsight> that will also get you boards without plated through holes
[11:36:08] <PetefromTn> I am not into making boards but I gotta agree with Capn. here it is much easier to just print and mask or even draw and order your boards from manufacturers.
[11:36:42] <PetefromTn> My Pal Art has been working on building a CNC router specifically for board making and he has been at it for a long time and only now is actually making boards. it is a LOT of work.
[11:36:48] <CaptHindsight> just putting the info out there
[11:36:56] <tandoori> ...forget i asked. you ask a question and you get alternatives
[11:36:58] <tandoori> thanks
[11:37:44] <skunkworks> I think I was getting about .007" isolation cuts
[11:38:17] <PetefromTn> what kinda machine?
[11:38:33] <skunkworks> a too big router...
[11:38:44] <skunkworks> (slow)
[11:39:39] <PetefromTn> Tandoori was on here asking about making them yesterday with a 5-600 dollar budget for the machine. People tried to help guide him and even linked him to a prebuilt CNC router from China as I recall for a low price but I am not sure what he is looking for exactly.
[11:40:28] <jdh> 0.0005" accuracy, under $500, cuts steel.
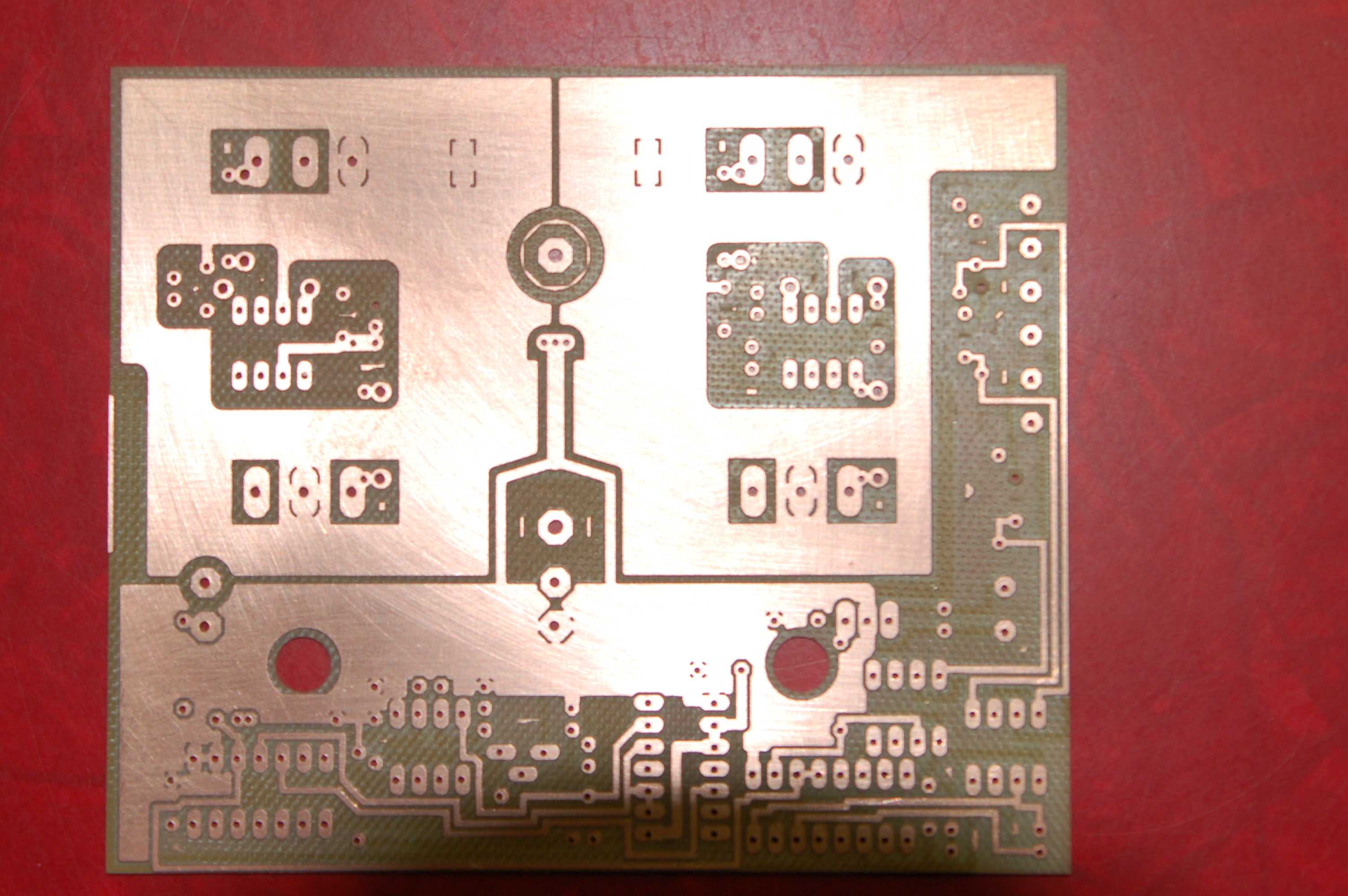
[11:40:31] <skunkworks> http://electronicsam.com/images/KandT/servostart/amp.JPG
[11:40:56] <PetefromTn> yeah exactly... Hey that's not bad..
[11:41:46] <PetefromTn> I don't like to discorage folks but it just seemed like he had an impossible situation even for a hobby.
[11:41:51] <awallin> is that a milled PCB?
[11:42:06] <skunkworks> yes
[11:42:11] <PetefromTn> skunkworks: What spindle?
[11:42:17] <skunkworks> a rotozip
[11:42:38] <PetefromTn> No kiddin' that looks pretty damn good. Probably more than $500.00 tho LOL
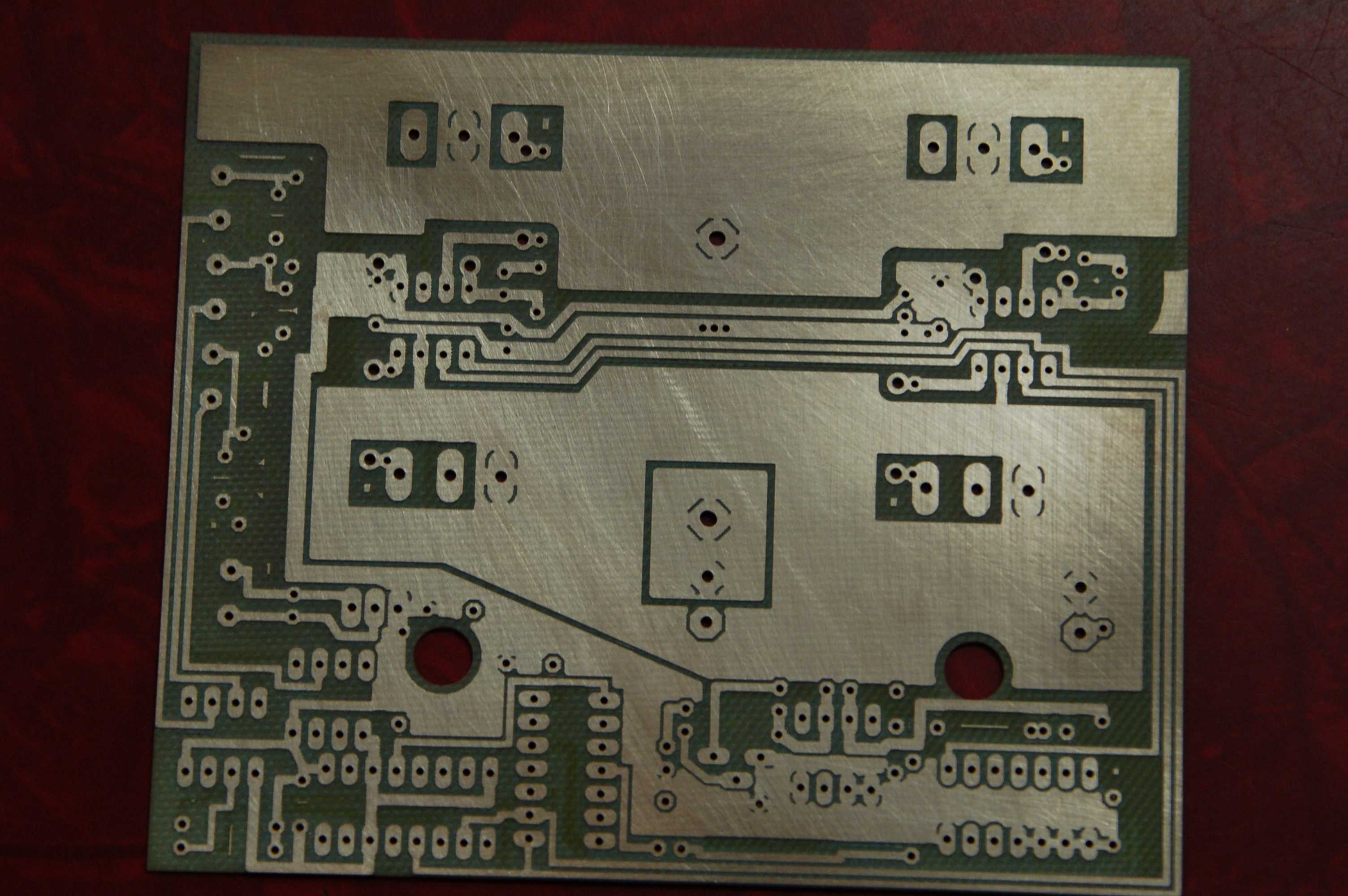
[11:42:47] <skunkworks> http://electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/top.JPG
[11:42:52] <cradek> http://timeguy.com/cradek/cnc/pcb
[11:42:53] <awallin> pretty clean edges and surface on the larger removed areas... (well it was brushed/polished after milling I guess)
[11:42:59] <skunkworks> http://electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/bottom.JPG
[11:43:06] <PetefromTn> cutter?
[11:43:29] <skunkworks> think/tinker v bit a and 1/16 end mill
[11:43:38] <cradek> exactly what I use
[11:43:43] <CaptHindsight> how do you get reliable connections from under the IC socket? Hope that the solder wicks through from the bottom?
[11:43:55] <skunkworks> cradek, I think I asked you :)
[11:43:56] <PetefromTn> nice.. Some quality work there.
[11:43:58] <awallin> is there a free/open CAM program that reads Gerbers and produces the paths?
[11:43:58] <cradek> use long tail sockets and solder both sides
[11:44:12] <skunkworks> cradek, same here..
[11:44:38] <skunkworks> I used eagle -> Gcode.ulp
[11:44:51] <skunkworks> so - not free/open
[11:44:57] <PetefromTn> Art was working on a program with a fellow in England that would allow you to probe the board before milling and input that height information into the program to ensure consistent dOC.
[11:45:16] <skunkworks> PetefromTn, I used a vacumm table
[11:45:33] <cradek> I used double sided tape
[11:45:36] <awallin> I have been learning kicad, an open source schematic/pcb program, it can output gerbers and excellon(drill) files
[11:45:42] <PetefromTn> yeah I think he did too but still ran into height issues so they were working on that program.
[11:45:47] <cradek> but yeah you've got to get it flat, or otherwise use some kind of compensation
[11:45:57] <PetefromTn> I love double sided tape that stuff is super sticky.
[11:46:05] <CaptHindsight> how about vias? Solder short pieces of wire?
[11:46:08] <cradek> pcb stock has very consistent thickness, but is NOT flat
[11:46:15] <jdh> there is a python script to probe Z and compensate
[11:46:16] <cradek> so just tape it to something flat
[11:46:24] <skunkworks> http://electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/right.JPG
[11:46:27] <awallin> the lpkf machines I've used actually have spring-loaded spindles with a collar that is pressed into contact with the pcb. so the toolheight is adjusted wrt. to the collar, not the material.
[11:46:31] <cradek> CaptHindsight: yes you have to solder them
[11:46:47] <PetefromTn> thats a novel idea...
[11:47:08] <skunkworks> for low runs - it was pretty painless..
[11:47:19] <skunkworks> <4 ;)
[11:48:44] <PetefromTn> I built that router mount for the VMC so I can eventually do stuff like that. The setup is super rigid but my damn router kinda died on me. Sounds like crap after I ran some large cutter on the table.
[11:49:33] <PetefromTn> do you ever run flood coolant or mist when cutting those boards?
[11:49:58] <awallin> vacuum cleaner with the pcbs!
[11:50:30] <cradek> nah, coolant is unneeded
[11:50:42] <PetefromTn> so just a wetordry...
[11:50:59] <CaptHindsight> skunkworks: you get ~7mil trace and space?
[11:53:22] <PetefromTn> Been working on this wheel....
http://imagebin.org/275145
[11:54:19] <jdh> what is it?
[11:54:34] <_DJ_> a wheel ;)
[11:55:09] <PetefromTn> http://www.network54.com/Forum/79574/message/1382390573/FWB+P70FT+Rifle+and+scope+now+selling+separately+or+as+package
[11:55:19] <PetefromTn> This is the last one I made..
[11:56:32] <jdh> what does it do?
[11:57:33] <PetefromTn> Basically it allows you to use the focal length of the scope to rangefind by marking the yardages on the wheel diameter. The larger the wheel the more resolution.
[11:58:47] <CaptHindsight> pretty fancy paintball gun
[12:00:10] <PetefromTn> LOL yeah but it is actually a tournament precision airgun that fires lead pellets.
[12:00:54] <_DJ_> feinwerkbau?
[12:01:15] <_DJ_> sounds german :)
[12:03:06] <PetefromTn> Yup Feinwerkbau, Walther, Steyr, all are top rifles of the sports. Austria, Germany, etc...
[12:03:26] <_DJ_> ah, i see
[12:04:19] <Jymmm> $3000 for an air rifle, scope, and case?!
[12:04:53] <jdh> for that, you could get a nice AR15 and a bridgeport.
[12:06:09] <PetefromTn> Yeah but then you would just have an AR15 and a bridgeport LOL... The FWB rifles have what is considered by many to be the best triggers in the world.
[12:06:59] <Jymmm> AR15 in full auto, you're not gonna care about the trigger too much.
[12:07:37] <CaptHindsight> how does does it generally take to mill on square inch of pcb at 7/7 mills?
[12:07:40] <jdh> so the wheel is a focus knob? or elevation?
[12:07:47] <CaptHindsight> on/one
[12:10:12] <PetefromTn> focus. And yeah if you like Spray and Pray accuracy that AR15 will do you just fine... Me I prefer precision.
[12:10:49] <Jymmm> CaptHindsight: That's like asking when your dating is going to be ready. She's ready when she's ready.
[12:11:32] <PetefromTn> Sit back and relax and let the machine do the work...have a brewskie.
[12:12:19] <Jymmm> PetefromTn: What is "FPE"? I know what FPS is.
[12:12:34] <PetefromTn> Foot pounds of energy...
[12:12:44] <Jymmm> k
[12:13:38] <PetefromTn> These are NOT powerful guns, they are target instruments and when you shoot one you can almost not tell anything happened the shot cycle is so dead.
[12:14:01] <jthornton_> Fluid Power Enterprise\
[12:14:59] <PetefromTn> Fancy Puffgun Extraordinaire...
[12:15:11] <Jymmm> PetefromTn: Are these money competitions?
[12:15:39] <PetefromTn> Not generally. The Olympics use the same guns detuned for their shoots.
[12:16:16] <PetefromTn> In Field Target they amp up the power to shoot to 55 or 60 yards and use the same basic guns along with some custom jobs.
[12:17:10] <PetefromTn> I love it because it is kind of like a gadjet race and there is lots of interesting stuff getting built and tested. Its a gadjet guru's wet dream.
[12:18:56] <PetefromTn> Oh they are also using these same types of guns in Benchrest Competitions now too.
[12:19:10] <jthornton> what caliber are they?
[12:19:25] <skunkworks> CaptHindsight, if I remember right - about .007"
[12:19:46] <Jymmm> jthornton: .177 pellet
[12:20:17] <jthornton> I would have guessed .22
[12:21:12] <Jymmm> Ruger 10/22 Takedown is $345 iirc
[12:21:58] <Jymmm> Another reason to hate DHS, GOT AMMO ???
[12:22:46] <PetefromTn> they are .177 caliber generally but you can order some in .20 and .22 depending on the model.
[12:23:46] <Jymmm> Break Barrel $40 at the swap meet =)
[12:23:54] <PetefromTn> Never been a fan or the 10/22
[12:24:10] <Jymmm> PetefromTn: Why's that?
[12:24:11] <PetefromTn> chinese break barrels....yeesh.
[12:24:21] <Jymmm> PetefromTn: heh
[12:24:29] <PetefromTn> I guess I am more a fan of sinle shot rifles and bolt action or target rifles.
[12:24:39] <Jymmm> Is 5mm == .177 pellets?
[12:24:57] <PetefromTn> If I can't get the job done with that first shot then I have no business taking the shot LOL.
[12:25:00] <skunkworks> not mathmatially...
[12:25:21] <PetefromTn> 4.5mm
[12:25:41] <Jymmm> Are 5mm pellets "common" ?
[12:25:43] <PetefromTn> 5mm is considered to be .20 and 5.5 is .22 as I recall.
[12:25:53] <Jymmm> ah, ok
[12:26:01] <PetefromTn> not especially but you can buy them from several manufacturers.
[12:26:20] <PetefromTn> The .177 is widely available and the top match grade are still reasonable priced.
[12:26:54] <PetefromTn> I have built a few of these kinds of rifles from scratch parts and a match barrel.
[12:27:54] <PetefromTn> Oh well I gotta get some more work/drawing done here. Talk later guys. Peace
[12:28:04] <Loetmichel> 4,5mm is the usual caliber for airguns here in germany, too
[12:29:21] <PetefromTn> Hey Loetmichel..
[13:16:27] <IchGuckLive> hi all B)
[13:17:35] <_DJ_> hi
[13:18:22] <IchGuckLive> _DJ_: hi today i recived the bill from the BNA Whow
[13:18:35] <IchGuckLive> over 100 box
[13:21:15] <skunkworks> http://www.youtube.com/watch?v=h1Xs6Exx3XQ\
[14:39:28] <JesusAlos_> hi
[14:40:07] <JesusAlos_> How can I increase the speed in my machine when works in interpolation?
[14:42:16] <JesusAlos_> eny ono undestand my question?
[14:42:26] <JesusAlos_> any one
[14:45:33] <jdh> I don't
[14:45:54] <JT_Shop> me neither
[14:46:12] <jdh> like G64 mode?
[14:46:42] <pcw_home> have you looked at this regarding G61, G64 G64 Pnn etc:
[14:46:44] <pcw_home> http://linuxcnc.org/docs/html/common/User_Concepts.html#sec:trajectory-control
[14:47:17] <JesusAlos_> Yes
[14:47:33] <JesusAlos_> I see the G64 and G61 commands
[14:48:09] <JesusAlos_> The problem is the machine works good speed when go in linear move.
[14:48:37] <JesusAlos_> but when do an interpolation move the speed drop down the speed a lott
[14:49:17] <pcw_home> By interpolation move to you mean a string of short G1 moves?
[14:49:24] <JesusAlos_> yes
[14:49:49] <JesusAlos_> Wher can I pass to all you my nc file?
[14:50:36] <JesusAlos_> Is very long to pastebin
[14:50:39] <pcw_home> Have you tried using G64 PXX ?
[14:51:09] <JesusAlos_> I try with G64
[14:51:13] <JesusAlos_> no PXX
[14:58:23] <JesusAlos_> I must use PXX for solve that problem?
[14:58:28] <pcw_home> One of linuxCNC's limitations is that it does not attain the maximum
[14:58:29] <pcw_home> possible feed rate on G code that has many short segments because (I think)
[14:58:31] <pcw_home> of an early design decision to always be able to stop at the end of the current move
[14:58:45] <cradek> yes use P
[14:59:52] <andypugh> Hurrah, just scored about 50kg of SikaBlock from the skip at work.
[15:00:45] <pcw_home> Planning more castings?
[15:01:52] <andypugh> Yeah. :-)
[15:03:07] <skunkworks> Heh - Skip
[15:03:17] <skunkworks> P will help
[15:03:48] <pcw_home> Looks like neat stuff
[15:04:01] <skunkworks> if your machines acelleration is set low - this will compount the issue
[15:04:39] <andypugh> https://picasaweb.google.com/lh/photo/w8OLIxzsq3Y-PfouGeOwmNMTjNZETYmyPJy0liipFm0?feat=directlink isn't meant to look like that. It's not a bad repair, but it gets in the way. Where the brazed-on blocks are should be a continuation of the curve behind.
[15:07:59] <Quintox> Hallo, benutzt jemand die TB6560 Steuerung kann mir da jemand helfen?
[15:11:54] <JesusAlos_> Thank. I try with G64 PXX
[15:14:39] <Quintox> is someone working with the Tb6560, can i use this management in linuxCNC?
[15:15:04] <andypugh> Yes. Many people use them with LinuxCNC
[15:15:27] <JT_Shop> lots of talk about them on the forum
[15:15:47] <andypugh> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TB6560
[15:17:41] <Quintox> ok great thanks
[15:17:53] <Quintox> does it work great on linuxCNC?
[15:18:35] <andypugh> Yes. (Well, as well as it ever works). Better drivers exist.
[15:18:38] <jdh> they don't work great on anything
[15:19:37] <Quintox> Do you know a better cheap management?
[15:19:40] <andypugh> TB6600 is supposedly better.
[15:20:02] <jdh> cheap or good?
[15:20:26] <andypugh> http://www.ebay.de/itm/TB6600-4-5A-CNC-Engraving-Machine-Stepper-42-57-86-Motor-Driver-Board-/181243801304
[15:21:02] <Quintox> hehe cheap and good ;-)
[15:21:54] <Quintox> i plan a low cost CNC so i need not the best one
[15:22:24] <andypugh> We all _planned_ a low cost CNC. You may not want to see where we ended up :-)
[15:22:45] <pcw_home> andypugh: I'm working on improving the DPLLs damping
[15:22:46] <pcw_home> its still pretty bad
[15:23:29] <andypugh> My plan for tonight was to polish things up a bit and get it pushed to master.
[15:23:33] <Quintox> yes but its only for fun and to learn something about a cnc and for develope high technology
[15:23:51] <andypugh> (I think it is close-enough for people to use at least, now)
[15:23:51] <WalterN> heh
[15:23:54] <jdh> it's not really the TB6560 that is bad, it is the cheap combo boards
[15:23:56] <pcw_home> My changes should not affect the software side
[15:24:09] <WalterN> looking up woodruff cutters
[15:24:32] <WalterN> need a 5/16" thickness one for a new job
[15:24:54] <Quintox> i planed a lot yet but i have problems with the management because it have to work and it have to be cheap
[15:25:08] <pcw_home> I can get really good cycle-cycle jitter (< 200 nS or so) but "delay storms" from video moves can still trigger oscillations
[15:25:23] <jdh> look for new management.
[15:25:55] <Quintox> i have to.. Thank you to all :)
[15:27:18] <jdh> http://www.ebay.com/itm/151154410898 Think those would really handle 5 amps?
[15:27:34] <andypugh> Is there a style of milling cutter that can do undercuts? Lieke a more-than-180 degree ball ended cutter?
[15:28:48] <cradek> of course! there are dovetail cutters, keyhole slot cutters, etc
[15:29:57] <JT_Shop> they also make radius cutters like keyslot cutters
[15:30:12] <andypugh> I am aware of T-slot cutters and woddruff cutters
[15:30:26] <andypugh> I am wondering what to google for :-)
[15:31:26] <andypugh> The flanks of that tool holder are a return curve (slightly). I can do it by tilting the head, but it might be easier not to.
[15:31:28] <cradek> a lot of dremel tool bits for engraving are ball-on-a-thinner-stick style
[15:31:45] <andypugh> Yeah, I am wanting a 3/16 radius
[15:32:47] <cradek> wonder if any flexshaft tools would be that big
[15:34:49] <andypugh> Maybe I can re-shape this?
http://www.ebay.co.uk/itm/RDGTOOLS-INDEXABLE-ENDMILL-25MM-HEAD-19MM-SHAFT-AND-3-16R-ROUND-TIP-/370616550568
[15:36:24] <JT_Shop> I see another custom tool for the custom tool box
[15:43:10] <andypugh> It will be cheaper just to tilt the head, I suspect.
[15:43:41] <cradek> or the work?
[15:44:11] <andypugh> Yes, that's the other option.
[15:46:23] <andypugh> I can drill and tap the excess material and bolt it to an angle plate.
[15:49:20] <andypugh> Well, this is strange...
[15:50:11] <andypugh> dmesg says "hm2: loading Mesa Hostmot2 driver version 0,15", the halrun prompt says "test.hal:1: module 'hostmot2' not loaded"
[15:50:57] <andypugh> I may be configured for sim...
[16:09:29] <JT_Shop> andypugh, do you have a photo of what your working on?
[16:10:11] <andypugh> JT_Shop: You mean other than the one I posted earlier?
[16:10:57] <andypugh> Here is a good-condition one.
http://i227.photobucket.com/albums/dd52/drzipper/Rivett%20Accessories/RivettEccentricToolHolder002.jpg
[16:11:02] <JT_Shop> I must have been welding and missed it
[16:11:19] <CaptHindsight> http://www.youtube.com/watch?v=-pGMk0QLPzY Seattle has a Scrapefest?!
[16:11:57] <andypugh> I think Cradek has it right, the way to machine it is going to be from the side.
[16:12:17] <andypugh> Then I need to learn how to engrave
[16:12:39] <andypugh> Because it has some (totally pointless) degree markings.
[16:13:49] <andypugh> (The same casting was used as a milling spindle and indexer, in which useage the degree marks are probably more approppriate)
[16:14:59] <andypugh> Like this:
http://img.photobucket.com/albums/v341/rivett608/DSCN7345.jpg
[16:44:34] <Lathe_newbie> is it possible, to drive ac servos with an mesacard without any special amplifiers?
[16:52:36] <PetefromTn> I'm running Teco Ac brushless servos on my cincinatti using the mesa cards but the servos come with their own amp. I THINK Mesa makes some servo amps but not sure. Gonna have to check their website...Their website is mesanet.com I believe.
[16:53:40] <Lathe_newbie> i could get some yaskawa servo packs
[16:53:46] <Lathe_newbie> but just b&r motors
[16:53:52] <PetefromTn> Yup they have some amps for different motors on their website under motion control.
[16:53:53] <Lathe_newbie> but dont know they work together
[16:54:11] <PetefromTn> Yaskawa is very expensive.
[16:54:57] <andypugh> What voltage and current do the motors need?
[16:54:59] <PetefromTn> I used the Teco motors and matched drivers from Machmotion on my build, Very happy with them so far. This is on a Cincinatti Arrow 500 VMC and each axis was like $1000.00 including premade cables.
[16:55:03] <Lathe_newbie> i could get them for a quite good price
[16:55:07] <Lathe_newbie> about 100$ each
[16:55:47] <Lathe_newbie> andypugh: 300V/400W
[16:55:57] <andypugh> You will always need _some_ sort of amp.
[16:56:08] <Lathe_newbie> that of course
[16:56:12] <PetefromTn> What kinda machine are they going on?
[16:56:20] <Lathe_newbie> selfmade mill
[16:56:31] <PetefromTn> How big?
[16:56:42] <andypugh> What feedback is there from the motors?
[16:57:58] <WalterN> herm
[16:58:20] <WalterN> trying to figure out the different deburring tools shaviv makes
[16:58:33] <Lathe_newbie> i wanted to add 2048 pulse encoders
[16:58:48] <Lathe_newbie> andypugh:
http://imagebin.org/275188
[16:58:56] <JesusAlos> gn
[16:59:26] <andypugh> Do the motors have hall sensors or not?
[16:59:31] <Lathe_newbie> no
[16:59:55] <andypugh> So, they just have 3 wires, no encoders, no sensors?
[17:00:12] <Lathe_newbie> i could get some sgda-08vs
[17:00:24] <Lathe_newbie> encoders they have
[17:00:31] <Lathe_newbie> but endat
[17:00:40] <Lathe_newbie> and the drives dont support endat
[17:02:00] <andypugh> Hmm.
[17:03:02] <andypugh> At this very moment I am working on SSI, BISS and Fanuc absolute encoders, and you have to find yet another standard?
[17:04:45] <andypugh> pcw_home: Do any of your existing interfaces work with EnDAT?
[17:06:13] <Lathe_newbie> the drive would support 2046ppr incremental encoders
[17:06:28] <andypugh> My initial feeling is that these motors are more trouble than they are worth.
[17:06:53] <andypugh> Lathe_newbie: Yes, but, can they _commutate_ with only incremental feedback?
[17:06:55] <Lathe_newbie> so the yaskawa drives arent useable?
[17:10:15] <andypugh> I can't tell. I don't know what their "Phase C" is
[17:10:31] <Lathe_newbie> phase c on encoder input is the index
[17:10:44] <Lathe_newbie> so a/b are phase a and b and c is index
[17:10:50] <andypugh> It's normally called Z
[17:11:40] <andypugh> If the drives can auto-home to the index on an incremental encoder, then the drives might work, if you add encoders.
[17:11:55] <andypugh> EnDAT drives would be easier (and would probably work better)
[17:12:29] <Lathe_newbie> but are quite expensive
[17:12:52] <Lathe_newbie> so i was looking vor seidel servostar
[17:12:56] <andypugh> It is possible to do it all in software in LinuxCNC. And there are commutation-homing routines built in to the bldc HAL component.
[17:13:01] <Lathe_newbie> but they are about 1k each
[17:13:23] <Lathe_newbie> so i could get one yaskawa drive for testing
[17:13:30] <Lathe_newbie> and buy one motor for about 50$
[17:15:24] <andypugh> In this document, Yaskawa talk about ABZ not ABC
http://www.yaskawa.com/site/dmservo.nsf/(DocID)/MNEN-5CLKGN/$File/TSE-S800-15C.pdf
[17:16:03] <Lathe_newbie> but this one is newer, too
[17:16:30] <andypugh> You _could_ use software commutation and the Mesa 8i20. But that is a 2.2kW drive, so over-sized for your motors.
[17:17:18] <Lathe_newbie> see page 86
[17:19:12] <Lathe_newbie> http://www.yaskawa.com/site/dmservo.nsf/%28DocID%29/MNEN-5CLKGN/$File/TSE-S800-15C.pdf
[17:19:14] <PetefromTn> How big is this mill gonna be? What do you plan to cut with it?
[17:19:33] <Lathe_newbie> cutting range is about 400x400x300mm
[17:19:37] <Lathe_newbie> auto tool changer
[17:19:43] <Lathe_newbie> 4axis
[17:21:14] <andypugh> http://stores.ebay.com/FA-PARTS/_i.html?_nkw=3-axis&_sid=542968597&_sop=2&_trksid=p4634.c0.m14 might be worth a look.
[17:23:09] <PetefromTn> Damn Never seen that site before. Looks like some reasonable pricing for decent stuff....
[17:23:57] <PetefromTn> Oh wait neverming those appear to be used items packaged together.
[17:24:58] <andypugh> Yes.
[17:25:21] <andypugh> Still reasonable pricing for matched parts
[17:26:03] <PetefromTn> yeah maybe for allen bradley or yaskawa perhaps.
[17:26:43] <PetefromTn> http://machmotion.com/cnc-products/drives-motors/teco-servo-drives-and-motors/1000w-2000rpm-ac-servo-drive-and-motor.html
[17:27:02] <PetefromTn> Those are the ones I am running. and also the same in 2krpm..
[17:29:58] <Lathe_newbie> pete nice, but too expensive
[17:30:11] <Lathe_newbie> i think i will get a 400w motor tomorrow
[17:30:18] <Lathe_newbie> and just try with the yaskawa drive
[17:30:21] <Lathe_newbie> prehabs it works
[17:30:34] <Lathe_newbie> if not those wore just 50$ for the motor
[17:31:30] <andypugh> Have a look at eBay 331052464543
[17:31:50] <PetefromTn> they have smaller motors too 400 watt as well...
http://machmotion.com/cnc-products/drives-motors/teco-servo-drives-and-motors.html
[17:34:30] <Lathe_newbie> pete its just hobby and for this, they are too expensive
[17:34:58] <_DJ_> gn8
[17:36:28] <andypugh> Lathe_newbie: That set of 3 motors + drives for $800 looked decent, especially at 750W.
[17:59:19] <Tom_itx> andypugh, how much undercut to you need?
[17:59:30] <Tom_itx> http://www.google.com/imgres?imgurl=https://d2t1xqejof9utc.cloudfront.net/screenshots/pics/fcc8ec7ec4627a04f5914d580ab643ed/medium.jpg&imgrefurl=http://grabcad.com/library/ball-mill-cutter-machining-tool-insert-tool-1&h=469&w=704&sz=115&tbnid=tmlAITPIVkGSwM:&tbnh=90&tbnw=135&zoom=1&usg=__9NaDOcRPgHUkTahbCMv0LR9_tJs=&docid=AXRSBRutVFcdiM&sa=X&ei=1zlwUv6FEYXd2QXv8IDAAw&ved=0CI0BEPUBMAU
[17:59:52] <Tom_itx> or
[17:59:54] <Tom_itx> http://www.google.com/imgres?imgurl=http://www.tormach.com/uploads/images/Gallery/products/tts/modular_insert_tooling/Ball_Precision_Cutters/31240-Upright-w-inserts_MG_6492.jpg&imgrefurl=http://www.tormach.com/store/index.php?app%3Decom%26ns%3Dcatshow%26ref%3DBall_Precision_Cutters&h=700&w=700&sz=24&tbnid=lFo0CByoGZSkbM:&tbnh=93&tbnw=93&zoom=1&usg=__BEWa83h0rsND9F-dCUVvPFoDk1A=&docid=ADz29FGVpQcDWM&sa=X&ei=1zlwUv6FEYXd2QXv8IDAAw&ved=0CIsBEPUBMAQ
[18:00:03] <andypugh> That woud work, aye.
[18:00:22] <andypugh> But think I will just use what I have and a few more setups.
[18:00:31] <Tom_itx> cheaper for sure
[18:00:49] <Tom_itx> i was trying to find a regular ball nose with inserts
[18:01:00] <Tom_itx> some of those have smaller shanks
[18:02:49] <Tom_itx> oh, you're trying to fix that braze job?
[18:03:03] <andypugh> Aye
[18:03:26] <andypugh> It's such an elegant part in its natural state, and so ugly with the braze
[18:03:51] <Tom_itx> not as strong now either
[18:04:35] <andypugh> Actually, it might be stronger. They do tend to break.
[18:23:15] <PetefromTn> Evening Folks...
[18:26:09] <JT_Shop> evening
[18:30:49] <kengu> night
[18:31:32] <PetefromTn> LOL
[18:31:56] <PetefromTn> My wife just made some Bacon Wrapped Chicken on our new Grill...YUMMY!!
[18:53:25] <andypugh> Easier than chicken-wrapped bacon, I reckon.
[18:57:31] <PetefromTn> LOL probably. It sure tasted good. Especially for a quick easy meal. I bought this nice stainless steel grill yesterday from a guy on Craigslist for a smokin' deal. It was only $70.00 including a tank full of gas. This thing even has a built in Rotisserie as well as an LED lighted Cutting table and side burner setup. We are totally stoked to finally have a real grill in the back porch now.
[18:59:11] <andypugh> Just in time for winter :-)
[19:00:02] <PetefromTn> yup we use it all year here ;)
[19:09:16] -hobana.freenode.net:#linuxcnc- [freenode-info] help freenode weed out clonebots -- please register your IRC nick and auto-identify:
http://freenode.net/faq.shtml#nicksetup
[19:11:53] <andypugh> I will just throw it away and get a better one. (I could try selling it on, but that seems mean)
[19:12:58] <PetefromTn> understand that, sometimes it is just not worth the trouble. Good luck either way.
[19:18:22] <andypugh> If it was just the jaws I would have a go, but it's the scroll.
[19:22:41] <PetefromTn> yeah that's what I figured. Any idea what you will get in place of it?
[19:23:31] <andypugh> Something else from eBay :-)
[19:25:35] <PetefromTn> Tryin' to get the nerve up here to go out and run this part I have been designing. Is it bad when you are kinda scared of your VMC LOL
[21:05:02] <jdh> Guinea/GinneyItaliansPronounced "gi-nee." Came from "Guinea Negro"
[21:05:04] <jdh> <urk>
[21:08:24] <DrNoboto> :S
[22:12:54] <bob2333> Hi.
[22:20:48] <kengu> hello
[22:21:40] <bob2333> hi kengu
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}