Back
[02:10:40] <_DJ_> moin
[03:06:13] <Loetmichel> mornin'
[04:06:23] <MacGalempsy> evening
[04:45:25] <ReadError> <draconlord> guys the rt kernels are not supported with virtualbox
[04:45:26] <ReadError> lol
[04:48:09] <archivist> there is a gross misunderstanding of vm's out there :)
[04:57:28] <Valen> I have seen some RT stuff done with VM's actually
[04:59:18] <Valen> not linux though as far as i recall
[05:05:13] <ReadError> i run linuxcnc in vmware esxi for testing
[05:05:16] <ReadError> no issues
[05:05:18] <yullin> Is there somebody who currently make use of compensation files?
[05:06:40] <archivist> yullin, I have seen just a few questions over the years, mostly no, but ask the real question
[05:06:47] <yullin> I've a problem, I need to understand the right logic using compensation. I know how that files work but I need to know how use them to maximize performances
[05:07:48] <archivist> what do you mean by "maximize performances"
[05:08:08] <archivist> accuracy or speed or...
[05:09:08] <yullin> I use index pulse homing, so I turn on the cnc, i home axes and then I measure step by step (each 50mm) the actual position of the screw, moving forward and then backward to the origin (so that I can see backlash if it exist)
[05:10:36] <yullin> then I write the comp files and the axes start to go rigth (no significant errors)
[05:11:06] <archivist> I just did a web page measuring an axis on my machine, the main error is the stepper motor resolution on mine
[05:11:55] <yullin> the only issue is linked to the 0,0 position where, coming backward, the axes do not achieve 0,0 position but they still have a significant error.
[05:12:19] <yullin> archivist: accuracy
[05:12:57] <yullin> I have a servo system
[05:13:58] <archivist> I would do a graph stepping out by small steps then reverse in small steps, dont forget there will also be mechanical errors
[05:14:42] <archivist> I have see a rotation of an axis due to loose gibs
[05:15:04] <yullin> ok
[05:15:56] <archivist> what accuracy are you trying to get down to
[05:25:42] <yullin> about 0.01mm
[05:26:23] <yullin> and i'm everywhere ok xcept for the origin zone
[05:26:53] <archivist> I know I have a backlash problem, this is a unidirectional test
http://www.archivist.info/cnc/screw_error/
[05:28:23] <yullin> oh good, what kind of appparate do you use to get all that infos?
[05:28:58] <archivist> that image and a pencil and paper
[05:29:25] <archivist> then input to a database and used a graph add on for php
[05:31:54] <archivist> on the bottom graph you can see the large error due to backlash or I just thought........it was an acme screw with backlash compensation, did I remove it?
[05:32:27] <archivist> else any compensation will be adding that offset error
[05:33:08] <archivist> must fire it back up to check that and update the page
[05:41:45] <yullin> mm i think i will read your page carefully
[05:44:11] <archivist> ok I just checked I do not have backlash compensation enabled
[05:45:24] <archivist> updated the page notes
[05:51:53] <archivist> and added some more to the notes :)
[10:14:36] <Tom_itx> archivist did you ever receive those boss books? i forgot if i ever asked
[10:15:45] <archivist> no not yet, not managed to meet up
[10:16:01] <Tom_itx> ahh ok
[10:16:39] <Tom_itx> i suppose they can collect dust there just as easy as here
[10:18:22] <archivist> :)
[10:49:22] <berny83> hi guys! I have a problem with mesa5i23 noise. My cnc is equipped with a probe, at the moment that I switch on the cnc pc the probe motherboard get crazy and return ok when I turn on emc (so when hal is loaded)... the big problem is that when I give the enable to the motors probe get crazy again... this problem is making alse me crazy!!!
[10:51:11] <archivist> electrical noise needs proper diagnosis and some thinking
[10:51:51] <berny83> with a scope i can see that before starting mesa 5i23 motor drives receive very noisy signals
[10:52:17] <berny83> is there a way to keep under control mesa noises?
[10:52:58] <berny83> it seems to affect every electronic apparate in a radius of some meters
[10:54:23] <archivist> I dont think the mesa card is the source, it is an io card
[10:54:46] <berny83> so you think about drivers?
[10:56:06] <archivist> iirc you have not used one of the mesa breakout boards
[10:56:28] <archivist> 7i...
[10:56:37] <berny83> breackout boards = daughter boards?
[10:56:43] <archivist> yes
[10:57:00] <berny83> no, i'm using only 5i23
[10:58:29] <berny83> some days ago we spoke about debounce comp and introducing it I have solved problems about mechanical switches...
[10:58:35] <archivist> I cannot guess what you are doing with the signals though
[10:58:47] <kwallace1> More often than not, VFDs and drivers need filters on their AC power inputs.
[10:58:50] <berny83> but i'm still having problem with other signals (i mean..)
[10:59:29] <berny83> VFD? what does it means?
[10:59:30] <archivist> motor drivers are the usual source of noise
[10:59:36] <berny83> ok
[11:00:05] <archivist> bad screening and grounding is how the noise is coupled into the circuits
[11:00:28] <archivist> so two or three steps to cure
[11:00:59] <archivist> per drive
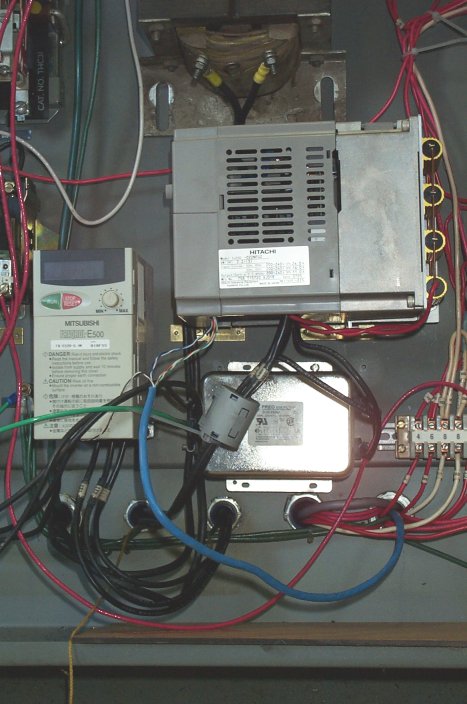
[11:01:48] <kwallace1> The shiny box near the center is my spindle VFD filter:
http://www.wallacecompany.com/cnc_lathe/HNC/00024-1a.jpg
[11:02:28] <berny83> ok
[11:02:40] <kwallace1> I added anther one later for the coolant VFD in the lower left.
[11:02:48] <archivist> I see at least 4 breaking resistors :)
[11:03:29] <archivist> mine let the smoke out on one of my drives
[11:03:51] <kwallace1> Oops.
[11:04:02] <berny83> so i need to filter AC input?
[11:05:32] <archivist> kwallace1, is oops and all, second drive to fail on that machine, but at least the drives were free to me
[11:06:02] <archivist> berny83, see your drive manual, usually yes
[11:06:15] <kwallace1> Yes. My VFD has three phase input but I'm using it on single phase with a single phase filter.
[11:06:49] <berny83> ok, thank you!!!
[11:06:51] <berny83> :)
[11:07:48] <archivist> I had to add grounding from machine to control box when I added a vfd to the 5 axis
[11:08:24] <archivist> and improve the pullup on the stepper drive
[11:13:39] <kwallace1> I had an encoder that would count on its own every few seconds. I put a scope in the signals and could see the noise wiggle just below the input trigger voltage, but every once in a while pop up enough the trigger. I pulled the signal down a little and the problem went away. I sized the resistor by watching the On/Off signal voltage on the scope.
[11:15:25] <archivist> maybe one day we should build a web page with a a bunch of noise problems and possible cures
[11:16:21] <archivist> and switching level as that is part the problem (noise immunity)
[11:20:42] <archivist> we had some horrible harmonic noise from a toroid transformer in a microphone amplifier, we had to rotate it 90 degrees
[11:25:47] <kwallace1> I got this VFD a few days ago:
http://www.ebay.com/itm/121182772309 It was sold as not working and they were right.
[11:26:39] <archivist> I have noticed people paying rather a lot for non workers
[11:27:30] <archivist> one here went for £32 which I though over the top for dead
[11:27:47] <kwallace1> I figured it would be easy to fix, and I wouldn't kill a good one while learning.
[11:29:02] <archivist> I now have a couple of dead ones I should experiment on
[11:29:02] <kwallace1> The DC bus voltage comes up fine. I noticed a dark spot on the main board but the resistors there test out okay. The logic has no power.
[11:30:35] <kwallace1> This one has Modbus built in. I was considering a new cheap Chinese one, but I've read the Modus on these is funky.
[11:32:40] <archivist> I have a third that blew the mains fuse in the plug with a loud bang, kept it away from volts since then
[11:39:18] <kwallace1> These VFDs seem pretty basic hardware wise. The magic seems to be in the software. Building the hardware from scratch should not be hard, but I need LinuxVFD.
[11:42:45] <kwallace1> archivist: What brand and model VFDs do you have broken?
[11:44:27] <archivist> all three are different makes, mitsubishi z024-SO 37K, and a couple of makes I have found almost nothing on the web
[11:46:51] <archivist> make that four, I replaced on on a customers machine, that is a eurotherm
[11:48:28] <archivist> it was driving the motor but not responding to signals properly
[11:50:29] <kwallace1> I like my Freqrol VFDs. They are way old, but I got them cheap and they just keep working.
[11:51:41] <archivist> I have one on the 5 axis
[11:51:58] <kwallace1> I've been meaning to make a webpage on my site for my VFD's - maybe today.
[11:52:28] <archivist> I can make a page of dead ones :)
[11:58:49] <IchGuckLive> hi all B)
[12:10:01] <kwallace1> How is the Euro CNC Fest going?
[12:11:14] <IchGuckLive> well i did only 60sheets today instad of 110+ on averige day
[12:11:28] <IchGuckLive> kwallace1: only 20 people in the shop
[12:11:53] <IchGuckLive> i guess 15 woudt only know how we do this and make there own
[12:14:39] <kwallace1> It's good to see at least someone is getting work done. I was curious about the LinuxCNC meeting in Germany today.
[12:15:22] <IchGuckLive> it is as it is 1000downloads a week on linuxcnc and 1000 licenses a day on mach
[12:17:27] <IchGuckLive> eSata is the hell of speed to the backup systems
[12:24:30] <IchGuckLive> i dont understand why the MB/s is diffenent on differnen folders
[12:26:25] <IchGuckLive> its realy cool copying at 120Mb/s on 10.04
[12:29:00] <FinboySlick> IchGuckLive: What filesystem are you using? If it's a mechanical drive, fragmentation can really kill throughput.
[12:29:26] <IchGuckLive> im on ext4 on both internal and external
[12:29:28] <kwallace1> SCSI used to be the bee's knees. I found some of these in the shop yesterday:
http://az413224.vo.msecnd.net/img/12128/m_12128_21.jpg Real beauties mechanically.
[12:29:58] <IchGuckLive> i got some older ones here
[12:30:05] <FinboySlick> IchGuckLive: e4defrag might help you on the slow folders.
[12:30:36] <FinboySlick> IchGuckLive: Also keep in mind that the copy order is not the same as the disk order. If there are lots of small files, you'll still be wasting a lot of time on seek.
[12:31:02] <IchGuckLive> agree
[12:31:29] <IchGuckLive> kwallace1: st-157A is the oldest drive i got here on a 25Mhz system
[13:28:43] <IchGuckLive> have a nice weekend where ever you are in the world
[13:28:49] <IchGuckLive> bye ReadError
[13:30:19] <ReadError> ;)
[13:35:06] <somenewguy> does linuxcnc have a built-in hole function?
[13:35:53] <somenewguy> ie spiral down using cutter compensation, I saw it once but I don't recall if it was in linuxCNC, mach3, or some other software and now I can't find the page I am remembering...
[13:36:53] <cpresser> somenewguy:
http://www.linuxcnc.org/docs/html/gcode/gcode.html#sec:G81-Drilling-Cycle
[13:37:00] <awallin> there might be a g-code wizard for that
[13:37:01] <cpresser> spiral-down can be donw with G2/G3
[13:37:32] <cpresser> use P for more than one turn
[13:39:45] <somenewguy> cpresser: I meant with an end mill
[13:40:46] <cpresser> G2 P3 will do 3 full circles. G2 can be combined with cutter-radius compensation
[13:40:49] <somenewguy> there are some tools for making holes with an endmill which I am gonna use today, but it sparked a memory of there being a g-code for such thing
[13:41:09] <somenewguy> ooooh
[13:41:35] <cpresser> jsut do a full circle and add a z-value
[13:41:36] <somenewguy> although I guess that still doesnt help tho
[13:41:48] <somenewguy> multi line==gotta still write a code
[13:41:53] <somenewguy> a code lol
[13:41:56] <somenewguy> but you get waht I meant
[13:43:02] <somenewguy> thanks though, I was unaware I could use G2 that way
[13:43:12] <somenewguy> oooh wait a sec, reading the specifics, looks like this is implemented actually
[13:43:41] <somenewguy> from within G2/G3
[13:44:01] <cpresser> you just need one line for the helix-move. as i said above, use the 'P' parameter
[13:48:20] <somenewguy> So a G2 I1 J0 P5 Z-1
[13:48:29] <somenewguy> assuming I started at z0
[13:48:36] <WalterN> any of you guys have a favorite place to buy caster wheels to make shop carts out of?
[13:49:02] <somenewguy> will spiral down in a circle centered 1 unit to the 'right' of the initial position, to Z-1, in 5 turns
[13:49:22] <somenewguy> also the J can be left out if it is 0? I know it can in mach3
[13:49:55] <cpresser> somenewguy: honestly, i dont know for sure. just try it on the simulator :)
[13:49:59] <somenewguy> WalterN: not the cheapest, but mcmaster is the easiest/fastest
[13:50:20] <somenewguy> cpresser: I will just do what I usually do, try it 4 inches above the workpiece
[13:50:24] <somenewguy> thats what the e-stops for!
[13:50:52] <cpresser> somenewguy: if you put it in a file, axis will also show you the preview
[13:50:53] <somenewguy> gotta run, thanks a ton, I didn't think the arc commands could work in 2+ planes
[13:51:16] <somenewguy> yeah, but its more obvoius in real life, sometimes a sign error is only obvious when it starts to run IRL, not on the screen
[13:51:17] <cpresser> (eg not enter it in mdi directly, but rather load a gcode file; then you will see the preview
[13:52:25] * cpresser uses a CAM for most stuff. i forgot how to program G2/G3 moves
[13:52:50] <somenewguy> I plan to get all my wizards/extensions in order, and do exactly that
[13:53:02] <somenewguy> the faster I forget, the better a job of editing the code I did lol
[13:54:34] <WalterN> http://www.ebay.com/itm/48-Pcs-2-Swivel-Caster-Wheels-Base-Wheel-Bearing-2-X-2-Base-Heavy-Duty-New/121197401237?rt=nc&_trksid=p2047675.m1851&_trkparms=aid%3D222002%26algo%3DSIC.FIT%26ao%3D1%26asc%3D18190%26meid%3D2098547723014472273%26pid%3D100005%26prg%3D8337%26rk%3D4%26rkt%3D5%26sd%3D181237076867%26
[13:58:35] <WalterN> donno what the weight rating is on them thhough
[13:58:38] <WalterN> though
[14:08:46] <CaptHindsight> <100lbs
[15:55:02] <draconlord> greetings linuxcnc guru's
[15:55:53] <draconlord> last night i've up all night to figure out how to install linuxcnc on ubuntu 12.04
[15:56:44] <draconlord> well lots of people here gave a great amount of help and walked me though the rt kernel install
[16:05:19] <skunkworks_> how did it go?
[16:07:56] <mrsun_> https://fbcdn-sphotos-c-a.akamaihd.net/hphotos-ak-ash3/1384257_10151923272758648_2037345409_n.jpg realy starting to take shape =)
[16:14:11] <skunkworks_> Nice!
[16:28:19] <_DJ_> gn8
[17:16:54] <WalterN> is WD40 conductive?
[17:17:41] <Tom_itx> test it
[17:18:07] <Tom_itx> it probably is
[17:18:48] <Tom_itx> http://hackaday.com/2013/10/19/blender-cam-open-source-cam-software/
[18:55:29] <Tom_itx> wb JT_Shop
[19:27:55] <t12> https://www.dropbox.com/sc/wcimmboj26u6cbl/mAUysaiVXm
[19:27:57] <t12> shars english
[20:24:16] <DrNoboto> CaptHindsight:
https://racine.craigslist.org/tls/4020484827.html
[20:24:30] <DrNoboto> a bit pricey but comes with a lot of stuff
[21:22:48] <MacGalempsy> evening all
[22:12:15] <CaptHindsight> t12: those are nice for the $40 or so, I use them for small machine bases
{kind=link}
{kind=link}
{kind=link}