Back
[00:11:10] <uw> gday
[00:25:57] <MacGalempsy> any cool machining done today?
[01:18:49] <MacGalempsy> nights are so boring here
[01:20:36] <archivist> make something
[01:21:23] <MacGalempsy> ive been printing these inserts for our wedding reception
[01:21:47] <MacGalempsy> been drilling oil wells all night, so far
[01:22:56] <archivist> pair of scissors, a ball bearing and a vice with no serations, soldering iron and files makes most of
http://www.collection.archivist.info/archive/DJCPD/PD/2010/2010_07_27_tinware/
[01:24:55] <mrsun_> in the choice for a collet holder for the lathe inbetween cold rolled steel and cast iron, what would you make it out of? :P
[01:25:52] <archivist> you can anneal the steel to remove stresses
[01:26:36] <Jymmm> PCW: Carpool lane is from 5am to 7pm tomorrow
[01:26:59] <archivist> or just get collets that fit the morse taper
[01:27:50] <mrsun_> i have some collet holder already for the lathe but not the collet i need, but got a set of ER25 collets and stuff so was thinking of making an ER25 holder for the lathe =)
[01:29:27] <archivist> mrsun_, I got
http://www.arceurotrade.co.uk/Catalogue/Collets/ER-Lathe-Collet-Chucks to mount on a lathe
[01:31:14] <archivist> but can also get morse taper er chucks
http://www.arceurotrade.co.uk/Catalogue/Collets/ER-Milling-Collet-Chucks
[01:32:50] <archivist> there are plenty of sellers on ebay of the various ER chucks
[01:33:33] <mrsun_> ye but with morsetaper you do not get the hole into the spindle :P
[01:33:41] <mrsun_> and i want it kinda now .. not in 4 weeks :P
[01:34:26] <archivist> now!
[01:35:05] <archivist> that first mount should be easy to get locally
[01:36:04] <t12> pcw: not sure exactly how to interpert
[01:36:13] <t12> pcw:
https://www.dropbox.com/sc/8xntpci9ikr8emi/ylUe_rDk5i
[01:36:32] <t12> the long acq i read as 90 symbols over 36us, 400ns per symbol
[01:37:17] <archivist> mrsun_, I have to wait two hours to drive over to get one (opening time) :)
[01:37:29] <mrsun_> haha
[01:37:35] <t12> not sure where to consider the beginning and ending of the other burst, in it trace 1 is the controller, trace 2 is the motors response. If the glitch delimits it, 8 bits on the request would make sense
[01:37:38] <mrsun_> well you are lucky then if you can do it like that
[01:37:42] <t12> but not sure what to think of start, stop bits
[01:37:48] <mrsun_> here for the first part the local stores almost doesnt know waht a lathe or a mill is
[01:37:53] <archivist> that company is only 25-30 miles away
[01:38:14] <mrsun_> and if you are lucky enough to get to talk to someone about it they check the most expensive sources they can find just to tell me that they cannot get the stuff i want
[01:38:48] <archivist> there must be something like J&L or Cromwell there
[01:41:28] <mrsun_> but now im gonna get out of bed, go down and see what nuts and bolts i need for the milling machine and go and buy it so i can get it in "working" order =) yeah!
[01:42:37] <archivist> mrsun_, i could even go fetch one and airmail it :)
[01:42:54] <mrsun_> heh well i do not have any spare flanged for the lathe either :/
[01:43:03] <mrsun_> and cant realy afford to buy both flange and collet holder :/
[01:43:10] <mrsun_> or neither .. atm :P
[01:43:21] <archivist> make the flange
[02:16:41] <_DJ_> moin
[02:30:45] <MacGalempsy> morning _DJ_
[02:31:03] <_DJ_> good morning MacGalempsy :)
[03:04:28] <MacGalempsy> _DJ_: what are you working on today?
[03:15:07] <Loetmichel> mornin'
[03:18:26] <_DJ_> MacGalempsy, sorry, have to go shopping in a few minutes. cnc stuff is only a hobby for me, not my professional job ;)
[03:24:00] <MacGalempsy> heh. thats cool. cnc is my hobby, too. I just happen to work at home on a computer
[03:38:39] <mrsun_> thanks for the offer but ill pass for the time being =) like i said .. cannot afford either of them :( gonna start atleast with making a standard for checking the internal threads =)
[03:39:55] <mrsun_> something is fuxored with my lathe :/
[03:41:04] <mrsun_> the register on the outside of the spindle throws 0.04mm ... if i put a center in the spindle morse taper i get a throw of 0.05mm on that center ...
[03:42:06] <archivist> look for dirt, damage, rust, and is the spindle bent
[03:42:45] <mrsun_> got alot of burrs in the taper that i removed with a MT broach but i guess the taper inside is irellevant as long as the outside is true for chucks etc
[03:43:12] <mrsun_> archivist, from what i remember i checked the spindle shaft when i had it dismanteled before, put it in and checked it where the gears etc are sitting and it was dead true there
[03:43:12] <archivist> if someone ran into the chuck in the past the spindle could be bent
[03:43:37] <mrsun_> but its off at the nose
[03:44:07] <archivist> true the chuck mount on the nose
[03:44:26] <archivist> then you dont care about that small error
[03:44:53] <mrsun_> ahh that is true, so i make it and put it on then true the stuff up =)
[03:45:05] <archivist> yup
[03:45:10] <mrsun_> but would be nice to be able to use a dead center .. but i guess i can regrind the MT also
[03:45:13] <mrsun_> when its on the machine
[03:46:09] <mrsun_> but it sucks that its off, as the throw of the spindle at the nose according to the manual is allowed to be 0.015mm so im quite off =)
[03:46:12] <archivist> or use the taper reamer from the tailestock in the machine
[03:46:13] <mrsun_> but then again, its a very old machine
[03:46:15] <mrsun_> that has seen some abuse
[03:46:29] <mrsun_> wont help if the spindle is already off ?
[03:46:37] <archivist> my old southbend is a lot out
[03:47:05] <mrsun_> i bought the reamer to be able to get the burrs out of the spindle but aparently that is not good enough :P
[03:47:14] <mrsun_> thinking of having a new spindle made at the local cnc shop :P
[03:47:22] <mrsun_> as i know the lathe operator there :P
[03:57:20] <mrsun_> looks like i need to make a drive plate also for the thing .. sigh :P
[03:57:29] <mrsun_> im missing alot of tools for the lathe =)
[03:57:53] <mrsun_> i need a drive plate to make the test thingie for making the drive plate accurate :P
[03:57:54] <mrsun_> hehe
[05:09:40] <MattyMatt> mrsun_, assuming the bearings are sound, the taper IS the spindle's accuracy
[11:50:14] <Loetmichel> soo, revioved the CNC "mill" of a co-worker... and there is even LinuxCNC on the PC underneath it, just have to config right. so the co-worker can change from OCNC to Linuxcnc without a hard break, just decide in which OS you want to boot ;-) ->
http://www.youtube.com/watch?v=AvRzAXTFDng
[11:51:22] <awallin> lookd like a PCB mill
[11:54:15] <Loetmichel> that WAS a pick and place robot some time ago
[11:54:16] <Loetmichel> ;-)
[11:59:17] <skunkworks_> we almost that exact model
[11:59:20] <skunkworks_> cable driven?
[11:59:23] <IchGuckLive> hi all
[11:59:27] <skunkworks_> for x and y??
[12:00:46] <IchGuckLive> Loetmichel: you are trhe man
[12:01:08] <Loetmichel> skunkworks: right
[12:01:09] <Loetmichel> cable driven
[12:01:14] <skunkworks_> http://www.youtube.com/watch?v=zKZYj51Exn0
[12:01:29] <Loetmichel> a kinematic like this:
http://corexy.com/theory.html
[12:01:30] <skunkworks_> it is only like .0075" per full step
[12:02:04] <Loetmichel> 0,1mm/half step
[12:02:14] <Loetmichel> and its very fast
[12:02:23] <IchGuckLive> Loetmichel: is it the new proxon ibE head
[12:02:26] <Loetmichel> it is
[12:02:43] <IchGuckLive> yeah that is the hell of milling
[12:02:44] <Loetmichel> x and y can do F 7000
[12:03:40] <IchGuckLive> accuraty
[12:03:46] <IchGuckLive> 0.01
[12:05:21] <Loetmichel> 0,1mm
[12:05:31] <Loetmichel> it is driven by steel wires
[12:05:38] <IchGuckLive> ok this gives you the speed
[12:05:53] <Loetmichel> on aluminium drums on the steppers
[12:06:21] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=10465&g2_imageViewsIndex=1
[12:06:30] <Loetmichel> there you can see the "innards" ot it
[12:06:33] <Loetmichel> of it
[12:08:21] <IchGuckLive> a retrofit woudt not be dificult on standart Timingbelt
[12:12:57] <skunkworks_> http://www.electronicsam.com/images/KandT/pcbmill/cablegantry.JPG
[12:13:18] <Loetmichel> IchGuckLive: not necessary
[12:13:27] <Loetmichel> the steel wires are sturdy enough
[12:13:44] <awallin> wow, not very heavy cuts with that one...
[12:13:47] <Loetmichel> but i was tempted to put 1/10 planetary gears in front of the steppers
[12:13:59] <awallin> I guess pick-n-place has zero cutting forces...
[12:14:11] <Loetmichel> awallin: how could it? the proxxon "spindle" has 100W
[12:14:15] <IchGuckLive> i will try to get a mashine also on steel wire for foam cutting next time but 7m+ is way lot of force
[12:14:48] <Loetmichel> skunkworks: you have one, too?
[12:16:02] <Loetmichel> btw: the z axis gears a made on my home mill
[12:16:04] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=10528
[12:16:11] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=10525&g2_imageViewsIndex=1
[12:17:18] <JT_Shop> lunch time
[12:17:20] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=10549 <- back view with new "electronics" inside
[12:22:24] <jdh> put an 80w laser on it
[12:23:23] <jdh> http://eastnc.craigslist.org/tls/4042010188.html
[12:39:50] <Loetmichel> hmmm, not really expensive... could make a great basis for a 3d printer.... ->
http://www.ebay.de/itm/Nordson-Asymtek-Automove-101-Programmable-Automatic-Dispensing-Controller-3-Axis-/111189072295
[12:40:00] <Loetmichel> and can move 300*300mm
[12:43:41] <jthornton> wow 4,000 subjects and 40,000 messages on the forum
[12:43:52] <ReadError> IchGuckLive
[12:43:59] <ReadError> i promised myself i would teach you something
[12:44:05] <ReadError> by vs bye ;)
[12:45:34] <Loetmichel> ReadError: ... vs buy :-)
[12:45:52] <ReadError> yes that too ;)
[12:46:14] <jthornton> we rowed the boat down by the bridge then said "Good Bye" before we hopped off to buy some fish and chips
[12:46:28] <ReadError> bye = salutation
[12:53:18] <IchGuckLive> as you say
[12:57:23] <jdh> I knew what you meant.
[12:58:04] <jdh> Eye gnu what ewe mint
[13:02:49] <pcw_home> anguish languish?
[13:15:54] <CaptHindsight> we should shake things up in here by changing the official language used every week :)
[13:17:08] <CaptHindsight> http://www.blinkenlights.nl/ but it would probably end up more like this
[13:17:46] <JesusAlos> hi
[13:21:55] <JesusAlos> have a doubt with "BASE_PERIOD" value in .ini file
[13:22:37] <JesusAlos> I must put in the result in servo threat max jutter result test?
[13:22:40] <JesusAlos> jitter
[13:24:19] <JesusAlos> I say it, because my result is 8045ns, but still appear the "time delay realtime error"
[13:29:00] <CaptHindsight> JesusAlos: how long did you run the latency jitter test? 10 minutes, 10 hours? Did you run other applications while running the test?
[13:29:14] <IchGuckLive> JesusAlos: servo or stepper
[13:29:30] <JesusAlos> is servo
[13:29:34] <JesusAlos> sorry
[13:29:42] <IchGuckLive> use 15000
[13:29:42] <JesusAlos> is stepper motor
[13:29:54] <JesusAlos> I run about 15min
[13:29:55] <IchGuckLive> if stepper go for 50000
[13:30:26] <IchGuckLive> and 1mio on servo period
[13:31:50] <IchGuckLive> SERVO_PERIOD = 1000000 BASE_PERIOD= 50000
[13:32:00] <IchGuckLive> this gives you enoph space
[13:32:10] <IchGuckLive> what is the parport reset time
[13:32:35] <JesusAlos> wich parameter?
[13:32:41] <CaptHindsight> JesusAlos: what cpu and chipset? (just out of curiosity)
[13:32:58] <JesusAlos> not remember
[13:33:06] <JesusAlos> is celeron
[13:33:41] <JesusAlos> I buy it about 3 month
[13:33:51] <JesusAlos> is new pc
[13:34:05] <IchGuckLive> JesusAlos: in the hal ""setp parport.0.reset-time 2000"" what is yours
[13:34:10] <JesusAlos> what value s parport reset?
[13:34:46] <JesusAlos> 5000
[13:35:09] <CaptHindsight> we run the test for several hours to be sure we trigger any power management left and also run apps like "stress" and exercise the GPU to memory transfers
[13:35:11] <IchGuckLive> go to 2500
[13:35:33] <IchGuckLive> JesusAlos: more speed
[13:35:48] <IchGuckLive> stepper drivers are ?
[13:35:50] <JesusAlos> ok
[13:36:07] <JesusAlos> bipolar
[13:36:30] <archivist> scrolling text in gedit tests bad dma to the video card
[13:36:31] <IchGuckLive> the driver leadshine gecko Tb6560 ....
[13:37:01] <IchGuckLive> sorry im off wife is calling BYE ReadError
[13:37:10] <IchGuckLive> B9 O.O ;-)
[13:37:20] <IchGuckLive> GN8
[13:37:26] <JesusAlos> gn
[13:38:22] <JesusAlos> http://www.rta.it/doc/X-PLUS_B_eng.pdf
[13:38:23] <JesusAlos> this XY
[13:38:53] <JesusAlos> http://www.rta.it/doc/NDC_eng.pdf
[13:38:54] <JesusAlos> Z
[13:41:48] <JesusAlos> I don't see the value "base period maximum jitter" that appears in stepconf wizard stored in .ini file
[13:52:29] <ReadError> victory!!!
[13:55:07] <Jymmm> jdh: New use for your scuba tanks... 45 cal AIR gun ?!
https://www.youtube.com/watch?v=XlxcFSq5k8c
[14:02:10] <JesusAlos> please. Can somebody answer to my question?
[14:02:14] <JesusAlos> i need it
[14:04:28] <JT_Shop> "base period maximum jitter" is not used by the ini file
[14:10:06] <JesusAlos> where is stored this value?
[14:13:18] <jthornton> I don't understand the question. "base period maximum jitter" is used by the Stepconf Wizard to calculate the base period IIRC
[14:15:27] <JesusAlos> oh.
[14:15:31] <JesusAlos> I was confused
[14:15:46] <jthornton> I'm always confused
[14:15:47] <JesusAlos> ok
[14:16:42] <JesusAlos> thank you very much
[14:51:50] <FinboySlick> Jymmm: I'm curious to know what sort of valve is linked to the trigger.
[15:25:51] <CaptHindsight> FinboySlick: possibly
http://www.youtube.com/watch?v=V72YGNgRizk
[15:27:52] <CaptHindsight> this guy just uses a ball valve
http://www.youtube.com/watch?v=1IPqiJUrSnc
[15:28:24] <FinboySlick> CaptHindsight: Hmmm... There must be a threshold where the pressure forces it open so the output isn't too gradual.
[15:28:44] <FinboySlick> I expect maximum acceleration is desired when driving a projectile.
[15:29:43] <CaptHindsight> how many DIY projects really get into optimizing anything?
[15:33:16] <Jymmm> FinboySlick: no clue =)
[15:36:41] <FinboySlick> Oh, found a good source for CNC porn:
http://www.youtube.com/user/MORISEIKI/videos
[15:37:03] <FinboySlick> Like the porn stars you'll never date, these are the machines you'll never afford ;)
[15:38:03] <JT_Shop> lol
[15:38:44] <WalterN> oh
[15:38:56] <WalterN> mori seiki
[15:39:00] <WalterN> good stuff
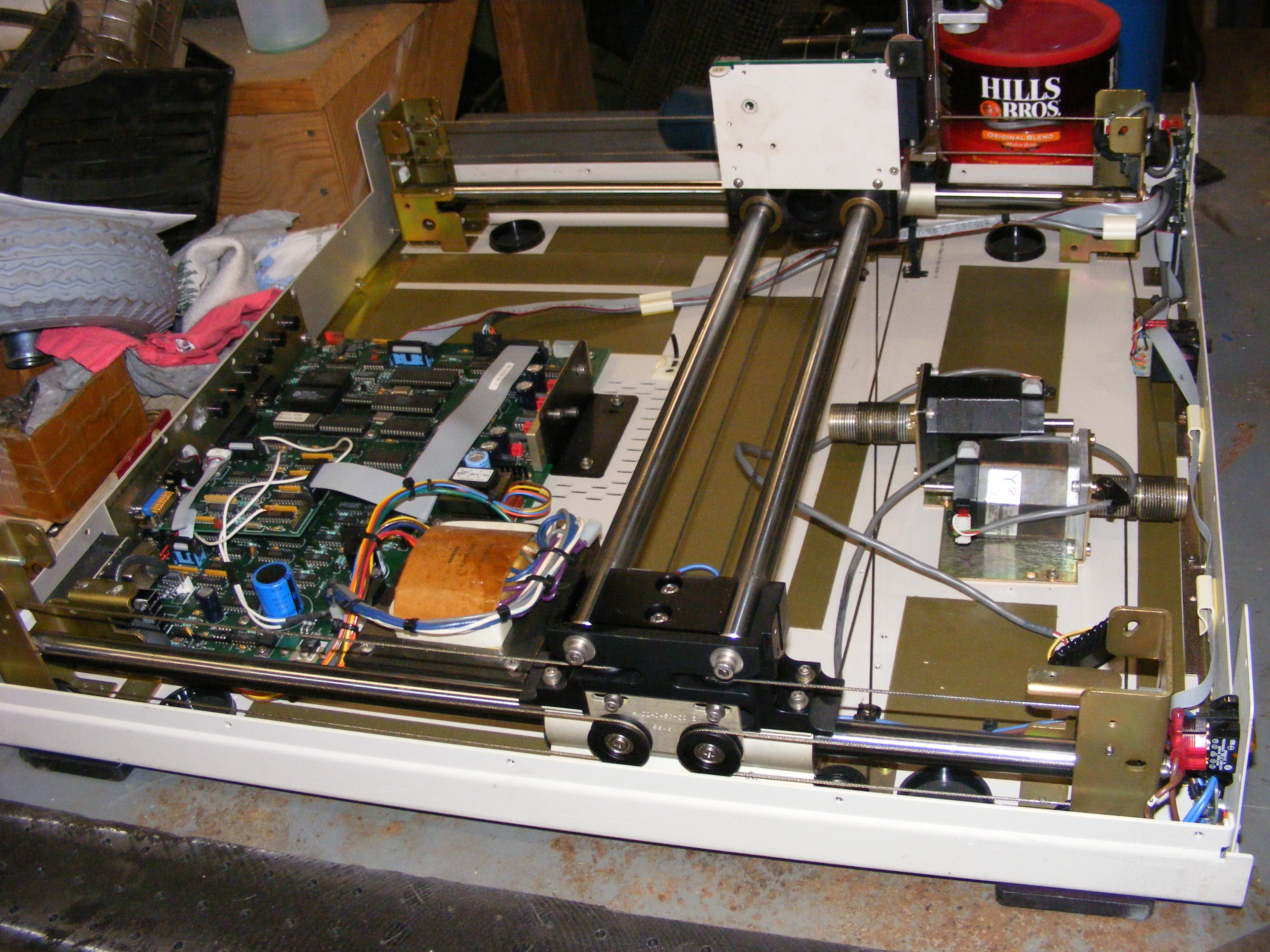
[15:39:08] <CaptHindsight> WalterN: did you see that Form 1 teardown?
[15:39:22] <WalterN> CaptHindsight: no... I've been rather busy
[15:40:07] <CaptHindsight> http://www.bunniestudios.com/blog/?p=3110 Formlabs Form 1 Teardown
[15:40:29] <CaptHindsight> maybe of some help when you get the time
[15:41:56] <WalterN> hmm
[15:42:13] <WalterN> two stepper motors
[15:42:20] <WalterN> is that an acme screw?
[15:42:37] <WalterN> no
[15:42:38] <CaptHindsight> yeah
[15:42:56] <CaptHindsight> http://bunniefoo.com/form1/f1td-z-nut.jpg
[15:43:00] <WalterN> huh, it is
[15:43:13] <WalterN> cheapskates
[15:43:52] <CaptHindsight> yeah, same $80 galvo mirror you see on alibaba
[15:44:57] <CaptHindsight> STM32 32-bit ARM Cortex-M3 microcontroller $5
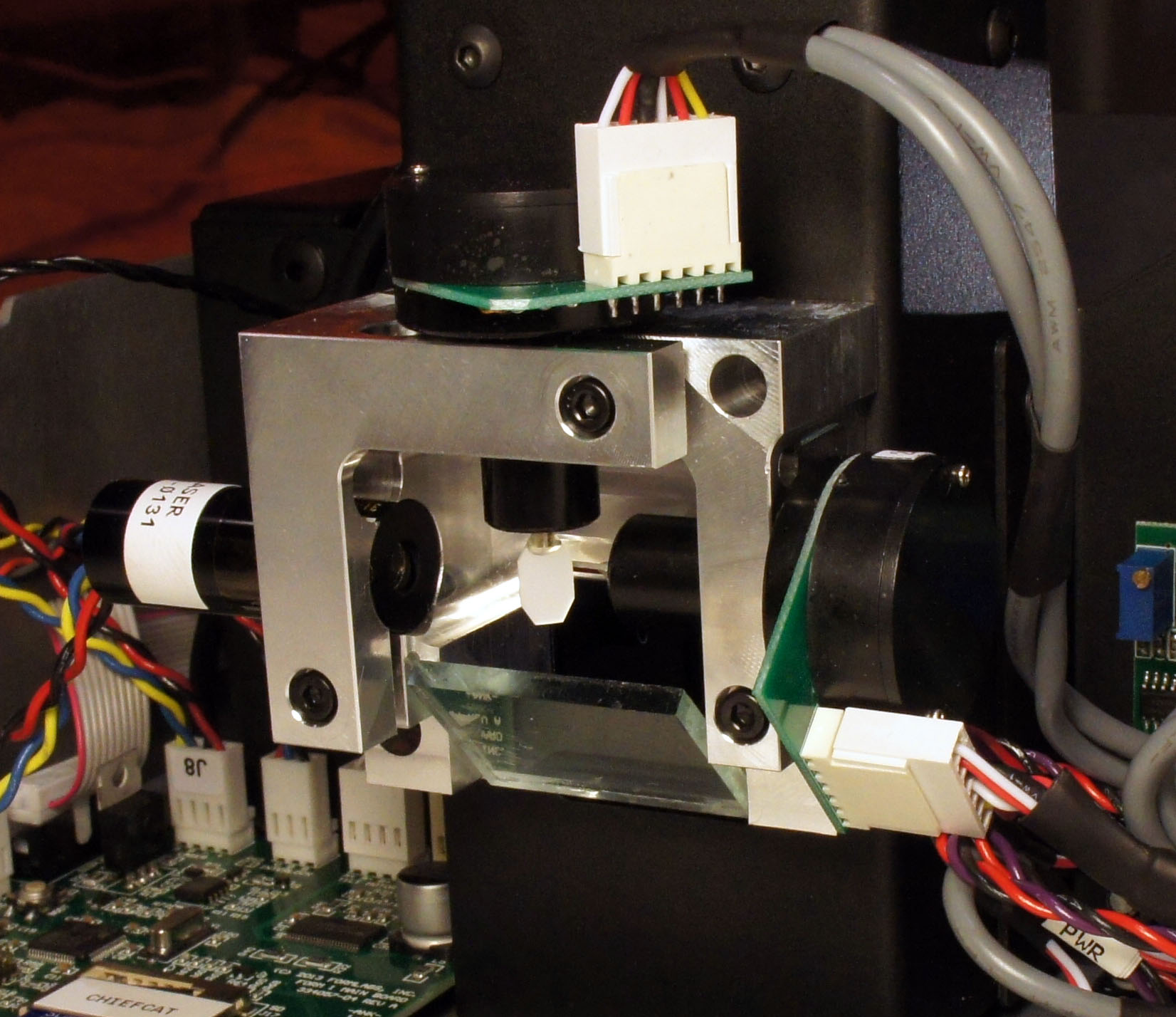
[15:45:19] <WalterN> why two mirrors?
[15:45:55] <WalterN> there is an x-y galvo system, then two mirrors
[15:46:07] <FinboySlick> WalterN: I think the light perfoms a C path.
[15:46:17] <FinboySlick> Down, horizontal, up.
[15:46:35] <FinboySlick> (I could be wrong there, just peered at the pic)
[15:47:28] <JesusAlos> gn
[15:47:36] <FinboySlick> I assume that the longer the path, the less you have to worry about refraction.
[15:47:37] <WalterN> IMO thats kinda weird
[15:48:34] <WalterN> not seeing anything that might be focusing lenses
[15:48:42] <CaptHindsight> no lens
[15:49:18] <WalterN> its all built into the laser
[15:49:29] <FinboySlick> I was about to suggest that.
[15:49:51] <WalterN> I guess the laser beam is narrow enough for them
[15:50:29] <FinboySlick> Are the galvos oscillating or single-direction?
[15:50:30] <CaptHindsight> they only have a spec of 300um for rex
[15:50:41] <FinboySlick> Octogonal mirror suggests single direction.
[15:50:45] <FinboySlick> (spinning)
[15:51:32] <CaptHindsight> no, it's flat, it scans (rotates) cw and ccw
[15:51:47] <CaptHindsight> http://bunniefoo.com/form1/f1td-galvos.jpg
[15:51:54] <WalterN> I thought all galvos were bi-directional
[15:52:20] <WalterN> not all scanning lenses are bi-directional, but arnt all galvos?
[15:52:31] <FinboySlick> WalterN: You're probably right. I was thinking of the spinning mirrors in printers.
[15:52:32] <CaptHindsight> travel is ~170 deg
[15:52:44] <CaptHindsight> but they use far less
[15:52:49] <WalterN> yeah
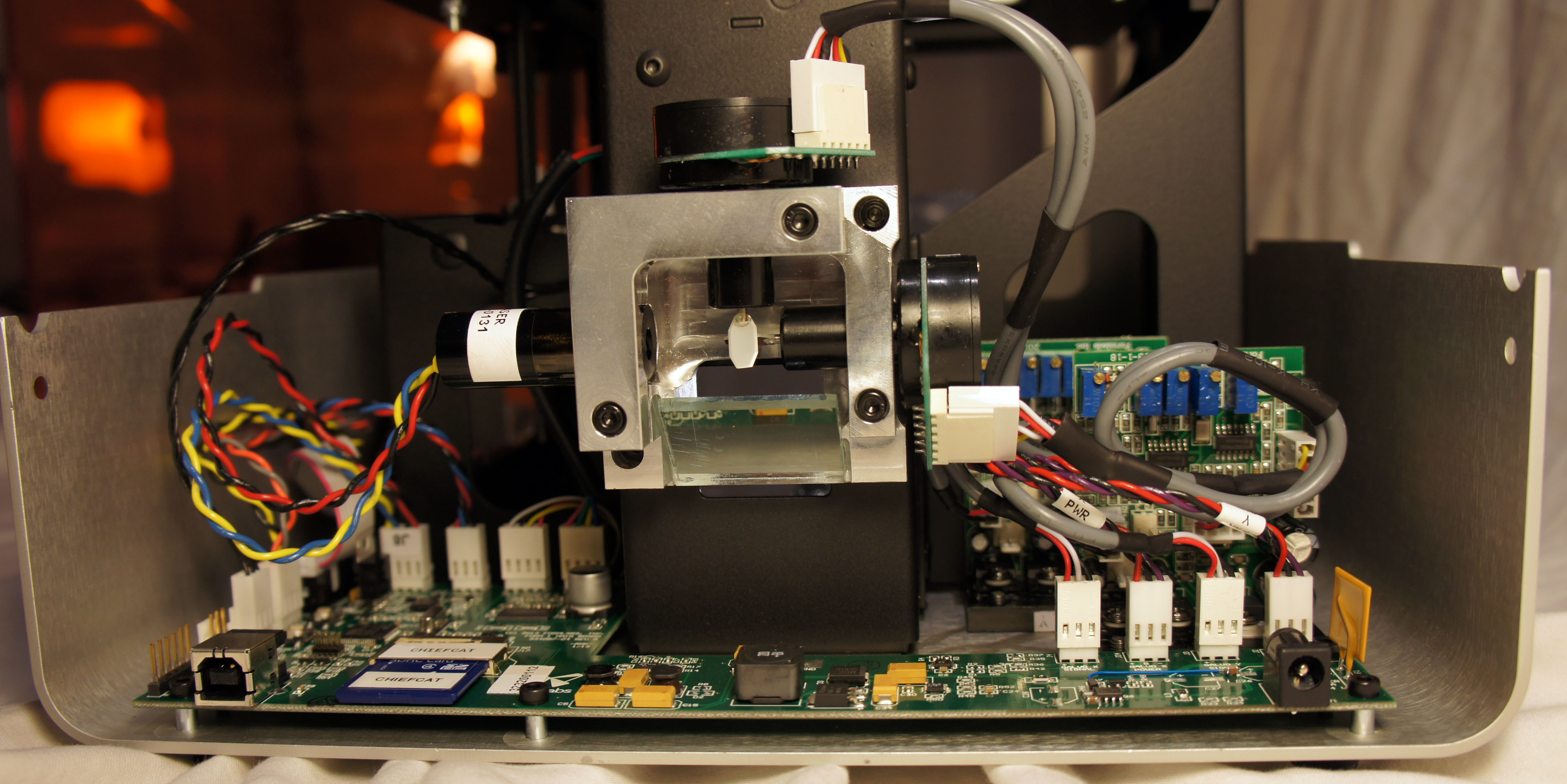
[15:53:34] <CaptHindsight> the galvos are the highest cost part next to the enclosure
[15:53:40] <PCW> I would think a couple octagonal scanners would be cheaper (but would need more laser power)
[15:53:52] <CaptHindsight> acrylic lid and some anodized aluminum
[15:55:10] <WalterN> anodizing is cheap
[15:55:14] <CaptHindsight> http://bunniefoo.com/form1/f1td-elec-back.jpg you can see both mirrors more clearly here
[15:55:26] <FinboySlick> PCW: More power because they'd be less reflective?
[15:55:50] <PCW> more power because you always scan the max area
[15:55:59] <CaptHindsight> I expect a Chinese version for $995 soon
[15:56:22] <CaptHindsight> probably <$500 within a year
[15:56:45] <FinboySlick> PCW: OK, more power consumption you mean. The laser itself wouldn't necessarily need to be stronger, right?
[15:57:03] <PCW> so a directed beam would be faster for small objects
[15:57:14] <WalterN> I want to make a bigger nicer version of that basically
[15:57:34] <PCW> Seems like galvos are WWII tech
[15:57:48] <WalterN> not surprising
[15:59:10] <CaptHindsight> galvo controller is analog
[15:59:16] <FinboySlick> Is the approach typically to trace a pure vector path or simply to scan pixel as an old CRT would?
[15:59:34] <CaptHindsight> either is possible
[16:00:00] <WalterN> <3 vectors
[16:00:21] <WalterN> that reminds me, I should make a business card
[16:00:46] <WalterN> bleh, so many things to do
[16:00:51] <CaptHindsight> 3d systems put the brakes on Form1, I guess it's supposed to ship by jan 1 2014 now
[16:01:00] <PCW> I would think a laser printer company could make a scanned one for not a lot more than a laser printer
[16:01:48] <CaptHindsight> the main difference is the lack of a drum
[16:02:04] <PCW> might even be 2D mechanical 1D scanned
[16:02:15] <CaptHindsight> the SLA printer projects onto the bottom of a flat transparent vat
[16:02:34] <WalterN> hmm
[16:02:39] <WalterN> wouldent have to be flat
[16:03:06] <WalterN> well, the plane would have to be
[16:03:21] <WalterN> but meh
[16:03:27] <PCW> so the guts of a laser printer pointing up with a 2 D stage and the IR led replaced with Blue is just about it
[16:03:30] * WalterN flails and starts downloading debian
[16:04:41] <PCW> plus the laser printer people know more about correcting scanning aberrations
[16:05:10] <t12> theres those scanning aoms from old xerox stuff
[16:05:11] <t12> + driver
[16:05:16] <t12> that can be had on ebay for $30?
[16:05:38] <CaptHindsight> the galvo approach is out of patent
[16:05:56] <CaptHindsight> and it's slower than using a DMD
[16:06:06] <WalterN> DMD?
[16:06:21] <t12> dmds are expensive to play with
[16:06:25] <PCW> I had one of those printers (HeNe laser +Elctro Acoustic modulator)
[16:06:26] <t12> short of rigging projectors
[16:06:27] <CaptHindsight> the mirrors in a DLP
[16:06:42] <t12> 640x480 ish devkit is 600
[16:06:45] <t12> the higher res ones are thousands
[16:07:07] <CaptHindsight> http://www.ti.com/lsds/ti/analog/dlp/overview.page
[16:07:07] <t12> and you need to put some optics in front to really use them
[16:07:11] <WalterN> what is DMD?
[16:07:34] <CaptHindsight> Digital Micromirror Device (DMD)
[16:07:37] <PCW> laser printer guts can do 5000x5000 and cost next to nothing
[16:07:52] <PCW> a projector is silly
[16:07:59] <t12> i've seen the projector units
[16:08:01] <t12> they are silly
[16:08:28] <t12> you need to add an axis to laser printer guts right
[16:08:42] <PCW> Yes 2 D mechanical axis
[16:08:47] <CaptHindsight> laser or DMD need a Z-axis
[16:10:30] <WalterN> woo
[16:10:31] <WalterN> so
[16:10:55] <WalterN> I'm downloading debian for this computer that I'm going to turn into the server for
http://www.tryton.org/
[16:11:08] <WalterN> and
http://www.openplm.org/trac
[16:12:17] <WalterN> I have two hard drives inside that I'm going to set as RAID1
[16:12:34] <WalterN> single platter hard drives
[16:12:35] <CaptHindsight> getting ready for some large projects?
[16:13:00] <WalterN> just setting up a nice backend for a company that I'm now a part of
[16:13:49] <WalterN> I need to set up email somehow with the domain name that was bought, but didnt do anything with
[16:14:15] <WalterN> I think it can be tied into gmail somehow...
[16:14:34] <WalterN> could set up my own server, but its kinda a pain in the butt
[16:15:28] <WalterN> setting up SSL is annoying
[16:15:37] <WalterN> for dovecot
[16:17:31] <WalterN> part of that is to look professional to the customer
[16:20:26] <CaptHindsight> PCW: the big difference is exposure time, the laser is at only at 1 point at a time vs >1M points at a time for a DLP
[16:21:09] <PCW> at 1 millionth of the intensity :-)
[16:21:41] <CaptHindsight> that is a non-issue
[16:22:37] <CaptHindsight> the polymers cure so quickly that the limit to build rate is cooling the part being built
[16:23:57] <PCW> how much time per layer?
[16:24:05] <CaptHindsight> <1 sec
[16:24:48] <PCW> a scanned laser can do that a lot better than a DLP can
[16:25:50] <PCW> better resolution, lower cost, basically a $300 laser printer with different mechanics
[16:26:39] <WalterN> thats about how much I payed for my color laser printer
[16:27:10] <PCW> its a solved problem
[16:28:20] <_DJ_> gn8
[16:29:27] <CaptHindsight> the laser scanner printers are all slower than the DLP based
[16:30:45] <PCW> Bad design? Theres no reason they should be slower (and much better resolution and contrast)
[16:31:29] <CaptHindsight> as I mentioned before it has to to with how many places you can have light at the same time
[16:32:30] <PCW> I dont think so...
[16:33:03] <CaptHindsight> it's ok :)
[16:33:16] <PCW> theres no issue doing < 1 sec/layer with a 2d raster scan
[16:35:56] <CaptHindsight> except for the amount of energy to trigger polymerization
[16:37:48] <CaptHindsight> "at 1 millionth of the intensity" is not the case, it might be if you were to use the same light source
[16:39:49] <Meduza> Byt you can go up to higher powered lasers
[16:48:26] <CaptHindsight> a light source <$5 can power a DMD
[16:50:49] <PCW> at the cost or comparatively lousy resolution and contrast
[16:51:22] <PCW> and fixed resolution no less
[17:10:53] <MacGalempsy> evening everyone
[17:11:38] <JT_Shop> aye
[17:12:34] <MacGalempsy> exciting day. got my machine via freight.
[17:12:51] <JT_Shop> nice
[17:12:58] <MacGalempsy> now time for the muscle heads from the gym to lift it off the pallet
[17:18:44] <kwallace> Will there be pictures?
[17:20:58] <andypugh> MacGalempsy: Wee you the guy who ordered a flat belt that didn't arrive?
[17:21:10] <MacGalempsy> not me sir.
[17:21:33] <MacGalempsy> kwallace: I am uploading pictures of the electronics now
[17:21:37] <andypugh> Darn! Who was that? Australian dude
[17:22:57] <kwallace> What was the result of the belt issue?
[17:23:39] <MacGalempsy> time to start cataloguing connections
http://www.flickr.com/photos/58181938@N03/
[17:23:50] <MacGalempsy> most of the parts have brand names
[17:31:16] <kwallace> Ah, that's the Benchman XT. It looks new.
[17:32:09] <MacGalempsy> it seems to be in pretty good shape
[17:32:18] <MacGalempsy> has an oil sump and sprayer
[17:32:41] <MacGalempsy> but overall really clean
[17:33:19] <JT_Shop> andypugh, got your tool change sorted out?
[17:33:27] <kwallace> Does it have servos?
[17:33:45] <andypugh> JT_Shop: Yes, but also no
[17:33:50] <MacGalempsy> dc on the axii and ac on the spindle
[17:34:05] <MacGalempsy> looks like servo on the atc, too
[17:34:08] <JT_Shop> so your just wanting no OK from your tool change button?
[17:35:31] <andypugh> No, I want to totally bypass hal_manualtoolchange when _I_ initiate the toolchange, but I also want to be able to clear the dialog with a physical button when the _G-code_ initiates the tool-change. The second half is working
[17:37:51] <JT_Shop> I understand now, sorry but I'm a little dense today
[17:40:56] <JT_Shop> that makes sense to me for work flow to not have to click the extra OK
[17:42:07] <andypugh> There is an air of "look, computer, this is me telling _you_ what I just did, don't yo go acting like it was your idea!"
[17:42:13] <CaptHindsight> PCW: contrast is not an issue with a DMD. I think that there must be lots of misconceptions of how to use DMD's for SLA.
[17:43:39] <PCW> Just saying you can do a lot better
[17:46:47] <CaptHindsight> depends on the application but a million vibrating mirrors usually beats one set of spinning mirrors
[17:47:28] <PCW> not resolution wise and probanl not cost wise either
[17:47:35] <PCW> probably
[17:51:34] * JT_Shop likes the way andypugh thinks about computers
[17:52:00] <CaptHindsight> ~2M mirrors for $100
[17:52:18] <andypugh> Never anthropomorphise computers, they hate that.
[17:53:24] <PCW> a laser scanner can do 25 million points for a lot less
[17:54:12] <CaptHindsight> but not at the energy level required and speed
[17:54:31] <PCW> Sure it can
[17:54:49] <CaptHindsight> one fire hose vs several fire hoses
[17:58:57] <CaptHindsight> there won't be enough energy if one laser is scanned over the same area as a DMD in same amount of time
[18:00:08] <PCW> depends on the laser and the DLP
[18:04:09] * JT_Shop just needs to make 175 balusters and they are all different lengths :(
[18:05:54] <PCW> stepped sizes?
[18:06:23] <JT_Shop> the bottom of the fence tapers
[18:06:37] <JT_Shop> so yea each one is a little longer than the last one
[18:07:17] <CaptHindsight> bluray brought down the price of 1w 405nm lasers, there aren't any bargains at higher power levels
[18:21:01] <CaptHindsight> with the original SLS patents expiring some are exploring using electrostatic deposition that operates very similar to a laser printer
[18:21:25] <CaptHindsight> 3D xerox machine
[18:22:54] <MacGalempsy> I hope there are enough i/o in the mesa board for all these connections
[18:23:52] <CaptHindsight> http://www.additive3d.com/pathl_74.htm
[18:30:43] <kwallace> MacGalempsy: You can always add more Mesa or parport IO. A dual port PCI parallel port card is around $15 each.
[18:43:58] <MacGalempsy> so the entire back panel comes off for narrow doorways. you guys think I should just pull that off
[18:44:20] <MacGalempsy> then I can solder it at the workstation instead of in the garage
[18:52:06] <JT_Shop> MacGalempsy, you may not need all the I/O from the original control
[18:52:47] <MacGalempsy> i sure hope not. there are a tone of wires. but so far, cataloguing connections has been pretty easy
[18:53:44] <MacGalempsy> the electric pneumatic valves are pretty cool.
[18:58:04] <Jymmm> *** WHOA ***
http://www.youtube.com/watch?v=E97CYWlALEs*** WHOA ***
http://www.youtube.com/watch?v=E97CYWlALEs
[19:01:27] <CaptHindsight> time dilation tube
{kind=link}
{kind=link}
{kind=link}
{kind=link}