Back
[01:03:44] <grandixximo> Hi everyone, i'm trying to get a spindle to work as axis A and as the spindle out of the same two pins for step and dir, i already did this with the parport, i'm trying now with the MESA 5i25 card
[01:05:58] <grandixximo> What i did before was creating a pwmgen and a stepgen, then send them into an or gate, and i decided which one to use by looking at weather the spindle was on or off
[01:06:36] <grandixximo> But now i can't hijack the connection between the pwmgen and the pins, and stepgen and the pins, to i'm kinda stuck
[01:07:04] <grandixximo> i try by using a stepgen and switching mode to vel mode to position mode
[01:07:25] <grandixximo> but when i turn off the spindle it will go back to wathever the pos commanded was
[01:07:46] <grandixximo> also i cannot turn the spindle for too long or i'll have following errors
[01:07:54] <grandixximo> is there a way to disable feedback?
[01:08:23] <grandixximo> or maybe make the feedback kinda like rotary axis, that will reset every 360?
[01:46:19] <voxadam_> Is there any documentation on how GUIs interface with the core of Linux CNC? It's been awile since I've looked at LinuxCNC, is GladeVLC the primary GUI currently?
[02:56:41] <Loetmichel> mornin'
[03:00:00] <voxadam> Okay, the more I read the code and old posts on the devel list I think I'm starting to understand things a little better. It appears that to build a GUI from scratch most of the work is in talking to hal_lib.c. There also appears to be some NML remaining in the code so there's a bit NML to deal with. So, asside from those components what does a GUI need to interface with?
[03:01:06] <voxadam> I'd like to say that GladeVCP is great, I'm just bored and would like to try my hand at some GUI programming.
[03:03:50] <voxadam> Hmm... it looks like there's been some work to convert NML to ZMQ.
[03:14:43] <archivist> I would have thought most used the default axis gui
[03:20:31] <voxadam> That may be true. It's been some time since I looked at LinuxCNC, much has changed. At the moment I'm looking at it from a GUI writing point of view. Probably because EMC (pre-EMC2) was started as a research project at NIST the code can at times resemble a certain type of pasta. I'm in no way knocking anyone; the folks that wrote all this are way smarter than me. I just thought it would be
[03:20:31] <voxadam> fun to learn to code a GUI on something that interests me, an open source machine control.
[03:26:09] <archivist> the ultimate gui for me would also know the machine and the material :)
[03:26:18] <voxadam> :)
[03:27:08] <archivist> but I also tend to move the axes about and have non standard setups
[03:27:36] <voxadam> I'm browsing through a mirrored copy of the code on github. For some reason I had it in my head that axis was C/C++, apparently I was wrong as I see nothing but .py files.
[03:27:53] <voxadam> Non-standard setups?
[03:28:10] <archivist> yes like
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_11_bevel/IMG_1633.JPG
[03:29:01] <voxadam> What is that, some sort of gear grider?
[03:31:01] <archivist> it is a setup to generate bevel gears
[03:31:29] <voxadam> Hey! I'm not as dumb as my girlfriend says I am.
[03:31:50] <voxadam> Unfortunately, she couldn't care less about bevel gears.
[03:32:22] <archivist> at that stage is was producing junk like
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_11_bevel/IMG_1637.JPG
[03:32:24] <voxadam> Is that five axis?
[03:32:32] <archivist> yes
[03:33:03] <voxadam> Is the machine a hobby or for production work?
[03:33:41] <archivist> production of 1 offs
[03:33:53] <archivist> it got better
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_16_bevel/IMG_1651.JPG
[03:34:07] <voxadam> Very cool work.
[03:34:26] <archivist> but there is an angle error
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_19_bevel/IMG_1655.JPG
[03:34:27] <voxadam> Did you have to write custom kinematics for it?
[03:34:38] <archivist> no kins involved
[03:34:48] <archivist> all in gcode
[03:35:03] <voxadam> I'm impressed.
[03:35:25] <DJ9DJ> moin
[03:35:43] <archivist> given a problem in the machine and that angle error I stopped to fix the maths and machine
http://www.archivist.info/gear/designbevel.php
[03:38:09] <voxadam> That makes my head hurt.
[03:38:26] <voxadam> I shouldn't be allowedd to look at stuff like that at 0125 in the morning.
[03:38:43] <archivist> I am thinking I really want two more axes the way I used the machine there
[03:39:15] <archivist> took me a few weeks to get that page, I hope, right
[03:39:18] <voxadam> The only beveled gear cutter I've ever seen had six axis I'm pretty sure.
[03:39:52] <voxadam> I've never seen one cut so they remain a bit of a mystery to me.
[03:41:00] <archivist> I think this diagram explains the move
http://www.collection.archivist.info/archive/DJC/BK/BK2918/page_0087t.jpg
[03:43:40] <archivist> I need the 6th to rotate A (set bevel angle) and the 7th to move the work to the centre line
[04:08:26] <voxadam> It's too bad I can't just interface with HAL over a network. It would make a split system, motion controller and such on one machine and GUI on another (or more that one).
[04:09:11] <archivist> you can split using nml at the moment
[04:09:46] <voxadam> I thought the GUI still needed to call HAL directly.
[04:10:30] <voxadam> I did read a thread about work being done to replace NML with ZMQ. That would be nice as there are libraries for it in every known language.
[05:46:50] <MacGalempsy> back at it i see
[06:55:48] <DJ9DJ> re
[10:28:36] <skunkworks> so the metric ball screws in the emco lathes have .0625 balls in them
[10:29:17] <CaptHindsight> inches? :)
[10:30:10] <CaptHindsight> http://www.3ders.org/articles/20131007-university-students-successfully-test-3d-printed-rocket-engine.html
[10:44:44] <somenewguy> why is the linux cnc forum so new and sparse?
[10:44:48] <somenewguy> was there a diaspora?
[10:46:40] <skunkworks> diaspora?
[10:46:54] <skunkworks> in the scheme of things - the forum is pretty new...
[10:47:15] <somenewguy> if everyone left some old form to join this one
[10:47:22] <somenewguy> or if there is a second, competing forum somewhere
[10:47:49] <somenewguy> on the bright side, I finally made my first chips purely at the hands of linuxCNC, goood bye MACH3!
[10:47:55] <skunkworks> yay!
[10:48:03] <skunkworks> linuxcnc is only getting better
[10:48:18] <somenewguy> i mean, aside from being ugly, nothing really against mach3, but windows was murdering me slowly
[10:48:46] <archivist> win8 is the final death nail in the coffin
[10:49:42] <skunkworks> you didn't want to wait for mach4?
[10:49:44] <somenewguy> still running xp here
[10:50:08] <somenewguy> I wasn't about to pay for new mach
[10:50:10] <somenewguy> not when linuxcnc exists
[10:50:28] <somenewguy> for the record my copy of mach3 was legit
[10:50:45] <skunkworks> heh - we don't care.. ;)
[10:51:52] * ries could never get Machr3 working reliable for more then 5 seconds!
[10:52:59] <archivist> I never tried :)
[10:54:01] <somenewguy> it is ugly as sin, but it did work as advertised
[10:54:07] <somenewguy> as long as windows didn't freeze up under it
[10:54:11] <somenewguy> which ti did
[10:54:13] <somenewguy> alot
[10:54:14] <somenewguy> often
[10:54:27] <somenewguy> now I need macros!
[10:54:36] <archivist> therefore by definition it did not work as advertised :)
[10:54:37] <somenewguy> hand coding is dull, the future is now, I shouldn't have to do work!
[10:55:00] <somenewguy> I assume thier superbowl spot stated a need for a good windows install
[10:55:14] <somenewguy> so i will give them the benefit of the doubt there
[10:55:39] <JT_Shop> why do you need macros?
[10:55:43] <somenewguy> besides when you need to race your pc on boot up to shut down processes thru cmd manger before the sytem freezes, its mean to blame software
[10:55:46] <somenewguy> lazy?
[10:55:52] <somenewguy> circular pockets are hard to hand write
[10:56:03] <somenewguy> am I using the wrong word?
[10:56:12] <JT_Shop> do that with subroutines
[10:56:20] <somenewguy> mach3 called em wizards and I felt silly calling them that
[10:56:27] <archivist> or dive in on a rotary table
[10:57:38] <JT_Shop> http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=blob;f=nc_files/spiral.ngc;h=7a3a4a31f25a3e14925a9a41e56b4409e5a82668;hb=refs/heads/v2.5_branch
[10:57:41] <somenewguy> not if theres more than one lol
[10:58:10] <JT_Shop> somenewguy, have you seen ngcgui?
[10:58:29] <somenewguy> I have heard of it, looked very promisingly like what I wanted
[10:58:51] <archivist> somenewguy, if the xy is on top of the rotary then yes even that
[10:59:08] <somenewguy> but I have a lot to learn clearly
[10:59:20] <archivist> manual xy on top of a rotary did
http://gears.archivist.info/gears/P1010013_335.JPG
[11:00:24] <archivist> actually this
http://www.archivist.info/cnc/works/P1010207.JPG
[11:00:57] <archivist> there is an x then a rotary then an zy on top of that
[11:01:03] <archivist> xy
[11:01:03] <somenewguy> nice, I have a smiliarly sized but less precise rotary, but it aint about to fit ontop of my taig
[11:01:11] <somenewguy> I have the sherline for that
[11:01:33] <somenewguy> but for now I am gonna focus on learning how to get all the simple stuff done that a I need
[11:01:47] <somenewguy> and which neighbor has the least secure wifi since I don't recieve my own in the far corner of the shop
[11:01:58] <archivist> that old boley is a strange beast, it would be interesting to cnc something like it
[11:02:01] * somenewguy needs to update linuxcnc and access his dropbox
[11:02:03] <somenewguy> fresh install
[11:02:25] <somenewguy> wait the xy is bolted to the torary
[11:02:58] <somenewguy> mine is all one unit, painfully heavy to move around but once I get a free standing drill press, I shall have the finest drill press in all the land
[11:02:59] <archivist> yes 4 axes stacked
[11:03:05] <somenewguy> untill then it takes up space under my workbench
[11:04:35] <somenewguy> http://img.photobucket.com/albums/v643/fusername/random/2012-09-21_17-11-16_572_zps6d54af0c.jpg
[11:04:50] <somenewguy> when I first brought it home it took some R&R to get it moving again
[11:05:18] <archivist> I get a white screen on that rubbish site
[11:05:26] <somenewguy> one of the leadscrews is bent at the handle end unfortunatly, but it doesn't effect travel, Il will just have to tighten it alot
[11:05:32] <somenewguy> yeah it is the worst site
[11:07:44] <somenewguy> http://www.tiikoni.com/tis/view/?id=c6d2f20
[11:09:12] <somenewguy> http://www.tiikoni.com/tis/view/?id=7b57e2c
[11:09:23] <somenewguy> any clue what that thing was originally inteded for?
[11:09:46] <somenewguy> it has a very coarse rotational axis, maybe 30 turns per rev?
[11:16:13] <archivist> not for the abuse by grips and axe :)
[11:17:22] <archivist> top plate looks thin
[11:18:19] <archivist> but an interesting stating point for a machine
[11:23:29] <CaptHindsight> looks like a pick holder
[11:25:42] <CaptHindsight> at what point does it just become scrap or an anvil?
[11:34:53] <archivist> if you see how I build a machine from parts, it looks usable to me, just needs some restoration
[11:35:51] <CaptHindsight> archivist: yes, nice collection you have
[11:38:50] <archivist> just reminds me of a song title, Careful with that axe Eugene
[11:46:45] <somenewguy> archivist, it came backfrom the dead fine
[11:46:59] <somenewguy> the grips were on it too soft to damage anything, just enough to stop the gib from sliding forward when I pried
[11:47:42] <somenewguy> it all moves quite nicely now, top plate is between 1.5 and 2 inches I think
[11:47:59] <somenewguy> wide angle lense makes everything look strange in those pictures
[12:13:39] <IchGuckLive> hi all
[12:15:58] <Guest57273> hi livegucker
[12:16:47] <IchGuckLive> Guest57273: please identify
[12:17:33] <Guest57273> oh wth
[12:17:49] <IchGuckLive> ah :D
[12:17:58] <IchGuckLive> ah :D
[12:20:00] <IchGuckLive> micges: the real mashine dioes make trouble when i reload the halfile during mill process so i stay with 2 mcodes for USB reset the one file solution also troubles and does not reload all items of the pad
[12:21:05] <micges> like I said I know it can be done but I didn't test it
[12:21:16] <IchGuckLive> agree
[12:22:00] <IchGuckLive> the hole screen went off and no g-code wars shown till complete mashine PC restart
[12:29:27] <jthornton> some
[12:29:51] <jthornton> somenewguy, what "pre-sets" are you talking about?
[12:39:52] <andypugh> I wonder if it is considered acceptable to drag a probe over the surface of a workpiece until it pops free on the far edge?
[12:40:09] <andypugh> I am wondering about probing for the middle of a rectangle.
[12:41:11] <archivist> are you intending to wear flats on the probes
[12:41:36] <jthornton> it's an error normally but if your in a G38.4 or 5 it might work
[12:41:40] <andypugh> The alternative is probably a search that doubles the "jump" distance until it doesn't find the edge, in some sort of binary search.
[12:42:07] <andypugh> The probes are ruby, so can probably handle it.
[12:42:44] <tjtr33> safety distance, clearance ht above, drop-over-edge distance, bossVSpocket a few of the vars in old rect probing macros i wrote for another control
[12:43:10] <tjtr33> dragging just _sounds_ wrong, may be ok
[12:44:15] <archivist> if dragging you cannot feel a bigger obstruction
[12:45:39] <andypugh> I think I have seen videos of probes dragging round features, but possibly they were force-probes running closed-loop force.
[12:47:59] <andypugh> Ah, this is the one:
http://youtu.be/FUgWBlEewyk
[12:51:08] <tjtr33> looks great! i bet its precise but i'd be afraid of somethin that long, that thin, that fast ( just fear, i doubt Renishaw is not accurate & precise )
[12:51:21] <tjtr33> btw Jon Elson gave a nice lecture on LinuxCNC at local ASME event at IIT campus Wheaton IL.
[12:52:36] <IchGuckLive> andypugh: you can set prset search vectors for rectangle search in a pyvcp
[12:52:57] <IchGuckLive> this is how the Heidenhein rectangle search works
[12:53:00] <skunkworks> andypugh, I have a probing routine that finds the center of a rectagle but you have to give it aproximate sizes..
[12:53:15] <IchGuckLive> :D
[12:54:21] <tjtr33> skunkworks, yeah i use approx sizes also, and include a safety msr ( how close you think can can estimate ) it stays away that much :)
[12:58:35] <andypugh> I am also pondering the best way to probe a partial circle (externally) and also how to probe imperfect circles (like cast bosses). I think statistics will be needd.
[12:59:59] <voxadam> Good morning all. I was laying sleeplessly in bed last night when I got to thinking. I know that Michael Haberler (maybe otheres as well) has been doing some work getting LinuxCNC up and running on the BeagleBone. What I was wondering is if it might be possible to control a few ±10V servo drives using a MAX5135 quad DAC connected via SPI? Is it even possible to control and SPI device from
[12:59:59] <voxadam> LinuxCNC's real-time space?
[13:00:07] <tjtr33> one of the other talks was about Kinect for measuring, like Stuart asked about
http://www.faro.com/scenect/ ( ~ open lib for kinect to measure )
[13:00:22] <voxadam> I'm sorry if my question is rediculous, I might be suffering from lack of sleep.
[13:00:56] <andypugh> voxadam: The Mesa 7i65 uses SPI
[13:02:42] <andypugh> (AD5754 and AD7329)
[13:03:21] <andypugh> So, there is already LinuxCNC-supported SPI hardware
[13:03:40] <andypugh> However, that uses a buffered SPI module in the Mesa FPGA firmware.
[13:04:08] <voxadam> Looking at the data on the BeagleBone Black it appears there is a hardware SPI interface (availiable if yoi disable the HDMI). I wonder if there's anything keeping me from using it in RT.
[13:04:27] <voxadam> Back to the datasheets.
[13:04:34] <andypugh> But, if you look at mesa_7i65.comp you will see an example of an SPI servo-controller all written in the .comp language
[13:04:43] <voxadam> Thanks!
[13:06:05] <andypugh> OK, off to the workshop, I will scroll back later.
[13:06:08] <micges> voxadam: once I had a device (4x analog in) via spi via lpt pins and it worked very well
[13:07:11] <voxadam> micges: That's very reassuring to hear. I'd love to control a 3 axis mill with a tiny little board like the BeagleBone.
[13:07:40] <voxadam> I know there's still a lot of porting work to be done to get EMC stable on ARM but it's a start.
[13:08:36] <micges> mesanet will soon have hardware to do that, meanwhile if you do hardware then spi driver shouldn't be a problem
[13:10:09] <voxadam> That's great to hear. Now I just need to get myself a BBB, build Michael's distro, make a little SPI driver board, screw around in the kernel... what could possibly go wrong? :)
[13:11:16] <archivist> you probably dont need spi to get pwm anyway
[13:12:01] <voxadam> archivist: You'd recommend PWMs on the GPIOs?
[13:12:47] <archivist> should be possible
[13:15:21] <voxadam> archivist: I was thinking that, if memory serves, most servo drives use a ±10V analog reference so a (unipolar) PWM wouldn't work.
[13:16:07] <voxadam> I may be wrong though. Maybe it's 0-10V.
[13:16:38] <kwallace> PWM with DIR should work.
[13:16:48] <voxadam> Thanks.
[13:17:27] <archivist> voxadam, it was done many years ago
http://emergent.unpythonic.net/projects/01142347802
[13:17:44] <voxadam> Thanks. I'll talke a look at it.
[13:18:35] <archivist> always more than one way here :)
[13:18:58] <voxadam> With EMC there's rarely less than three ways to do anything.
[13:24:59] <IchGuckLive> voxadam: why not going TCP/IP
[13:25:09] <IchGuckLive> there are driver starts there
[13:25:24] <voxadam> For drive control?
[13:25:29] <voxadam> Like EtherCAT?
[13:25:32] <IchGuckLive> yes 7i80
[13:26:05] <skunkworks> rtnet at the moment
[13:26:08] <IchGuckLive> and the 7i67 /77 will be upgreaded to tcp so all in one
[13:26:09] <voxadam> I've always liked the idea of distributed drive systems where the drives are colocated with the motors and everything is tied together using raw Ethernet.
[13:26:20] <voxadam> They really run on TCP?
[13:26:40] <voxadam> I can't imagine the jitter you'd get from the congestion control.
[13:26:46] <IchGuckLive> look at the mesa cards
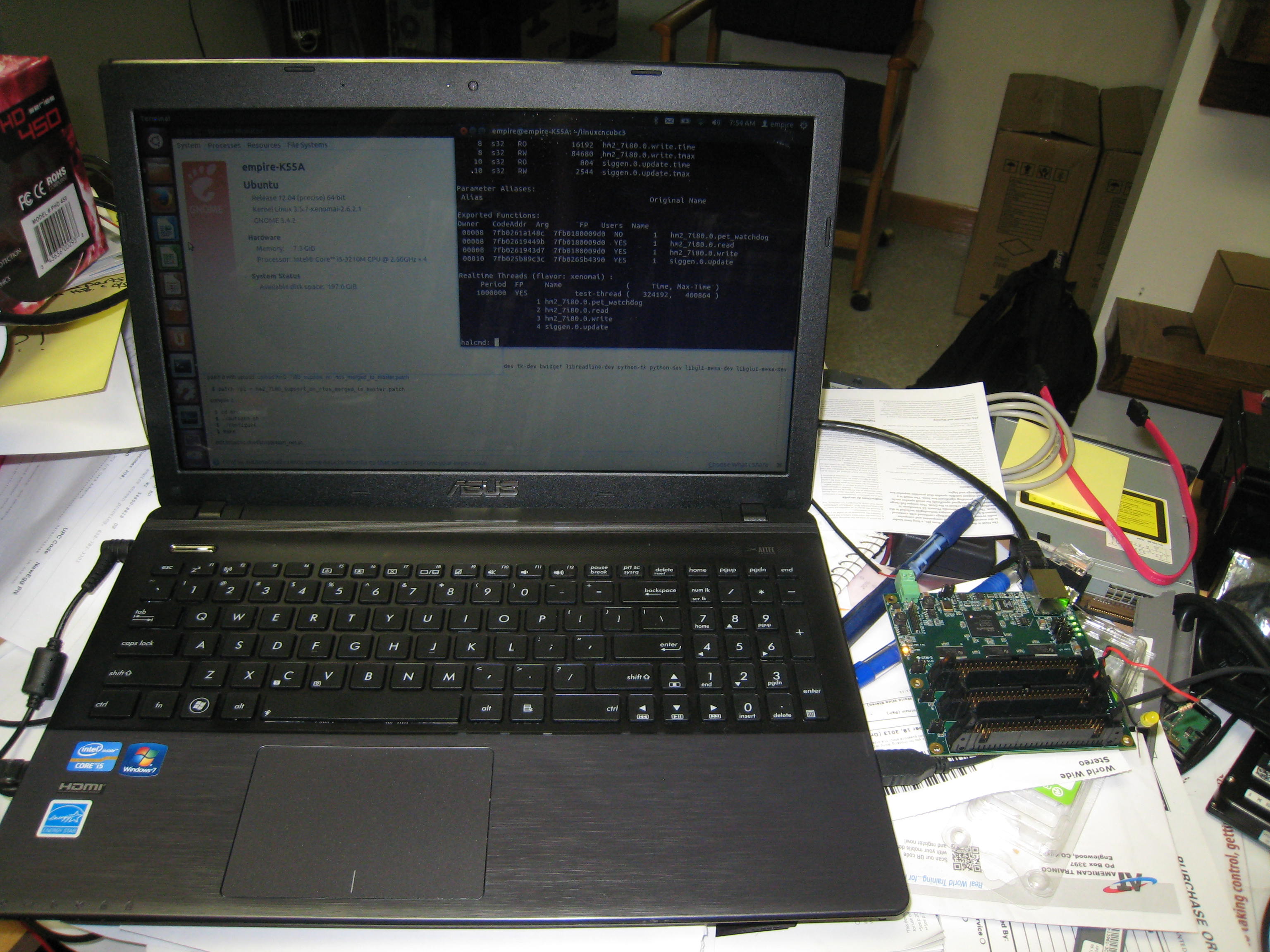
[13:26:50] <skunkworks> http://www.electronicsam.com/images/KandT/testing/LaptopRTnet.jpg
[13:28:33] <skunkworks> (7i80)
[13:28:54] <voxadam> That's impressive.
[13:29:03] <skunkworks> pretty new...
[13:29:42] <skunkworks> they have some optimizing that they want to do
[13:29:58] <IchGuckLive> that wil kill the mach smooth stepepr right away
[13:30:01] <voxadam> Why go all the way up the networking stack to TCP? It's not like you're going to run a real-time system over a routed network.
[13:30:29] <IchGuckLive> some might ewill go that way
[13:30:40] <IchGuckLive> as they diont like the old pc
[13:30:43] <tjtr33> skunkworks, is that saying its a 1mS thread period and max 400uS jitter (400864nS ) ? plz interpret
[13:30:59] <IchGuckLive> im off by
[13:31:05] <tjtr33> bye
[13:31:11] <skunkworks> no - it is saying that the servo thread is taking a max of 400us
[13:31:58] <tjtr33> thx, and is it a 1mS thread?
[13:32:03] <skunkworks> yes
[13:32:10] <tjtr33> ok gotcha thx
[13:33:33] <skunkworks> Hey tom.. I snagged the 7i80 from the fest.. Been fun playing with it.
[13:34:15] <tjtr33> i like the paper insulation ( old data sheets are very useful when re-purposed :)
[13:35:42] <tjtr33> you'd need 4 siggens for xyza, would the time used per cycle increase?
[13:35:44] <skunkworks> not as much re-purposing as procrastination..
[13:36:07] <skunkworks> tjtr33, I don't think so. That is all done in the mesa card..
[13:36:14] <tjtr33> ( i put the pro in procrastination )
[13:36:53] <tjtr33> thats real interesting, very modern
[13:37:58] <voxadam> That 7I80 looks nice. $150 isn't bad either.
[13:38:38] <voxadam> Still, that being said, I'm a glutton for punishment and might have ot pick up a BeagleBone and see what I can do for less (money, that is).
[13:38:53] <voxadam> I have entirely too much time on my hands.
[13:39:49] <tjtr33> wow precise 12.04 64bit xenomai running ethernet pwm for a servo on a bloody laptop bleeeding edge
[13:44:42] <voxadam> I have a really hard time believing that there's no prior art to beat this:
http://www.google.com/patents/US8060677
[13:45:41] <voxadam> Oh well, that'll have to wait until after my lunch date.
[13:47:50] <archivist> hehe This application is a continuation of PCT Application No. PCT/EP2008/060639 filed Aug. 13, 2008, which claims priority to Chinese Patent Application No. 200710120312.6, filed Aug. 15, 2007.
[13:48:13] <archivist> someone forgot how dates work
[13:48:38] <pcw_home> tjtr33: need to thank M. Haberler for his UBC work
[13:49:23] <tjtr33> some of Beckhoffs rtnet stuff is available on srcfrg
http://www.etherlab.org/en/ethercat/index.php "IgH EtherCAT Master for Linux"
[13:50:00] <tjtr33> pcw_home, yes thx to Michael and to you et all the devs, its mind blowing whats been/being done
[13:50:01] <voxadam> archivist: Ha! I didn't notice that.
[13:51:46] <voxadam> tjb11: Thank's for the link. I hadn't come across that work before. I just wish implementing EtherCAT clients didn'd require a license.
[13:51:57] <pcw_home> tjtr33: and Micges for his RTnet work
[13:52:15] <voxadam> EMC has been a hot bed of activity lately.
[13:52:22] <voxadam> Sorry... LinuxCNC.
[13:52:28] <voxadam> Old habits.
[13:59:41] <somenewguy> seen jthornton
[14:01:43] <archivist> he is behind you, the syntax is !seen nick
[14:02:38] <pcw_home> skunkworks: if you update the 7I80 to the latest firmware, TP0 is RXbuffer Get, TP1 is TXBuffer Put
[14:02:54] <somenewguy> ahhh thanks
[14:04:28] <pcw_home> (so the time between is parsing time)
[14:04:28] <pcw_home> This is also a good tattletail of how many packets are
[14:04:30] <pcw_home> being received/sent per cycle, assuming you have a scope
[14:07:30] <tjtr33> kwallace, this Dell Optiplex duo core is 120$ on ebay and is local for me. any opinion?
[14:07:31] <tjtr33> http://www.ebay.com/itm/REFURBISBHED-DELL-INTEL-DUAL-CORE-TOWER-COMPUTER-PC-2GB-RAM-160GB-WIN-XP-/231013464601?
[14:07:46] <t12> pcw: think theres room on the mesa fpgas to handle serial comms with these mitsu encoders, if I can figure out the line encoding and protocol?
[14:19:54] <pcw_home> t12 sure, depending on how complex and how many channels (and which FPGA)
[14:21:10] <pcw_home> (the larger FPGAS will support multiple 32 bit processors so even a fancy serial interface will not be a stretch)
[14:22:25] <micges> t12: that would be cool, I have many mitsu motors with no drivers
[14:22:38] <t12> i now have working drivers, motor
[14:22:46] <t12> just waiting for piles of molex crap to make a good LA interface
[14:23:16] <t12> hopefully its not indecypherable ECC on the serial protocol
[14:23:42] <t12> i imagine it would work something like, either the servo continuously streams its position, or is continuously polled for it
[14:24:02] <t12> then the fpga would just hold most recent encoder position, and return that to linuxcnc on poll
[14:24:22] <t12> though there does seem to be some side information in the encoder interface
[14:24:29] <t12> for example the driver can identifiy the model of the motor over it
[14:24:34] <pcw_home> Most of the ones Ive seen so far are polled (SSI, BISS, Fanuc)
[14:24:57] <micges> I've been told that it's normal ssi encoder with additional params to read like temp.
[14:25:02] <kwallace> This is the Dell I got:
http://www.ebay.com/itm/360755486999 It is a Core 2 Duo with ~5000 us latency. The Dell above says Core Duo which might be a mistake. The Dell specs say Celeron or Core 2 Duo so it should be okay. I've only tested the HP DC7800, DC7900 and Dell Optiplex 360.
[14:25:29] <pcw_home> Yaskawa is the exception (it outputs serial absolute date and then its interface wires revert to quadrature)
[14:25:31] <t12> that would make sense, it can really only be so many things
[14:25:56] <pcw_home> If its SSI is should already be supported in master
[14:26:12] <pcw_home> (thanks to AndyPugh)
[14:26:36] <t12> my main concern is the latency of polling from linuxcnc
[14:26:39] <t12> maybe thats overthinking it though
[14:26:57] <t12> i havent really thought about how low a latency is realisticly required
[14:27:05] <somenewguy> linuxCNC supports all 17 pins on a parallel port, correct?
[14:27:16] <somenewguy> and 4 are bidirectional, or can they only be set one way or the other on startup?
[14:27:18] <pcw_home> Master has DPLL support to the SSI interface can be pre-triggered
[14:27:58] <t12> pre trigger == request the poll before needed?
[14:28:15] <pcw_home> Yes
[14:29:04] <t12> cool
[14:29:08] <pcw_home> so for example Fanuc takes about 80 usec, so you can arrange the request pulse to happen 80 usec before the servo thread
[14:29:27] <t12> does DPLL imply that the pretrigger is self calibrating
[14:29:34] <t12> or is it explicitly calibrated
[14:29:34] <pcw_home> yes
[14:30:06] <t12> hum
[14:30:12] <pcw_home> its phase locked to LinuxCNCs servo thread
[14:30:24] <t12> on a side note, i wonder if the 8i20's can be mangled into a good turbopump controller
[14:31:20] <pcw_home> 8I20's dont currently support induction motors (though this may change)
[14:32:10] <pcw_home> And if you derate them somewhat you can run the PWM up to 20 KHz
[14:32:49] <t12> hum
[14:32:57] <t12> how does driving induction motor differ?
[14:33:12] <pcw_home> so say 1KHz 3 phase output is not too bad
[14:33:57] <pcw_home> The 8i20 is a torque (current mode) drive
[14:33:57] <pcw_home> a VFD is a voltage mode drive (with current limit)
[14:34:41] <pcw_home> its just firmware, we may add theis when we update the 8I20 firmware to R15
[14:34:48] <pcw_home> this
[14:35:01] <t12> i've had the idea in the back of my mind of
[14:35:12] <t12> a sorta universal replacement turbopump controller
[14:35:19] <t12> given the sort of insane cost of turbo controllers
[14:35:39] <t12> something that could speak the diffnt serial protocols, and was aware of the general pump differences
[14:35:55] <t12> which as far as i can tell is mainly how fast/slow you spin them up, and how you handle certain conditions
[14:37:30] <t12> with that have to bail
[14:37:39] <t12> maybe next weekend i'll be able to figure out the encoder protocol
[14:39:11] <pcw_home> Mitsui protocol?
[14:40:48] <pcw_home> Theres also the New Yaskawa protocol which seems to be RS-485 (just one differential data pair)
[14:54:53] <skunkworks_> pcw_home, where is the latest firmware?
[15:03:03] <micges> skunkworks_: in 7i80.zip
[15:03:39] <skunkworks_> ah - ok
[15:03:51] <skunkworks_> I will give it a try tomorrow
[15:11:22] <JT_Shop> Jymmm, I got a clue when I was surfing the web on the wife's eye pad in Kuttawa
[15:34:06] <Jymmm> JT_Shop: clue about what?
[16:08:26] <DJ9DJ> gn8
[16:08:39] <Tom_itx> gn9
[16:09:02] <DJ9DJ> ^^
[17:40:45] <voxadam> I had one question before I head to the grocery store to pickup dinner. Is there and "official" direction that LinuxCNC is heading with respect to RT environments? It looks to me that Xenomai the default but with PREEMPT_RT coming along bit by bit are there any plans to switch?
[17:41:11] <voxadam> Not that there's anything wrong with Xenomai.
[17:42:19] <uw> this question could have been valid after you went to the grocery store
[17:42:53] <voxadam> I know but I hate the grocery store.
[17:42:54] <uw> IMO
[17:43:11] <voxadam> I'm avoiding my "chores".
[17:43:21] <uw> whats wrong with the grocery store?>
[17:43:34] <uw> maybe it's just the particular one you typically go to
[17:44:17] <voxadam> People seem to be bad at calculating or at least aproximating vectors. This either results in them running into me or just standind in my way.
[17:46:01] <uw> probably some on the fly gcode users
[17:48:26] <voxadam> Either that or poorly tuned PID loops.
[17:56:14] <skunkworks> rtai is the current supported realtime. xenomai is and preempt_rt are new and in developement
[17:57:17] <skunkworks> (there is one more that excapes me at the moment)
[18:01:44] <spack> so i got this power supply from rattm, supposed to output 10a, but it's barely putting out 1
[18:06:00] <andypugh> Is there some sort of current-limit setting?
[18:06:16] <andypugh> What is the load and voltage?
[18:09:48] <CaptHindsight> the Shabbyx RTAI branch works with newer kernel and Linuxcnc, the current master at RTAI.org is not yet working
[18:10:42] <CaptHindsight> pretty sure preempt_rt got fixed recently
[18:12:23] <Tom_itx> so who's gonna decide which one gets put on a live cd?
[18:14:52] <andypugh> I think the aim might be to not need a LiveCD. LinuxCNC can just be an app like any other App, with Xenomai or whater just as dependencies.
[18:16:17] <CaptHindsight> we use it with Gentoo now, and used to maintain it with Arch
[18:16:29] <Tom_itx> i just hope it doesn't peel off and go too many different directions
[18:17:20] <CaptHindsight> it just needs a compatible kernel and dependencies
[18:17:35] <CaptHindsight> easier said than done
[18:17:57] <Tom_itx> i'm sure
[18:18:17] <CaptHindsight> a few years ago RTAI was the only way to get the latency
[18:18:35] <CaptHindsight> now there's 3 different ways
[18:18:52] <CaptHindsight> it's getting sorted out
[18:18:57] <andypugh> Which will make support _so_ much easier :-/
[18:19:49] <andypugh> Right, goodnight chaps.
[18:37:47] <MacGalempsy> afternoon guys
[18:38:49] <JT_Shop> evening around here
[18:39:16] <voxadam> Almost evening here.
[18:39:59] <JT_Shop> Cocoa tells me it is time to go inside and get her some chow
[18:41:41] <PCW> Charlie hints that its time to go home and eat
[18:42:05] <JT_Shop> amazing how they do that
[18:43:41] <PCW> Charlie sighs and groans when we are doing the proper things
[18:43:51] <PCW> not doing
[18:44:24] <voxadam> How is it that I never knew about the BeagleBone's PRU until just a few minutes ago? If I had know about it I would have been much more interested in buying one. Now I guess I have to buy one.
[18:44:46] <JT_Shop> you don't hang out on the forum?
[18:45:14] <voxadam> I've been away for awhile. I was burnt out on electrons and had to take a step back.
[18:45:30] <JT_Shop> the cat taught Cocoa how to knock on the door when she wants in
[18:47:08] <voxadam> There's been a ton a of work done on LinuxCNC. Porting to ARM, three RT environments, and work to eliminate NML/RCSlib. All great things.
[18:48:28] <micges> also new boards drivers, few new guis
[18:48:33] <micges> voxadam: ^^
[18:49:32] <voxadam> I think once zmq takes over for NML you'll see a lot more in the way of GUIs becuase zmq has bindings for every language out there.
[18:49:47] <PCW> another OEM using LinuxCNC...
[18:49:59] <JT_Shop> Judges disqualify Little Milton in last minute rumpus
[18:50:01] <voxadam> Are there alreadu?
[18:51:31] <PCW> Yep
[18:52:23] <skunkworks> another oem using linuxcnc?
[18:52:28] <voxadam> I suppose there's nothing in the GPL to keep anyone from doing such a thing as long as they distribute any changes.
[18:52:39] <voxadam> And generally abide by the license.
[19:07:26] <somenewguy> argh life is hard withtout connectivity
[19:07:40] <somenewguy> can't get my phone to tether w/ my pc and can't update my maachine and add all the SW I want
[19:07:50] <somenewguy> time to make a pile on a thumb drive I guess
[20:28:46] <MacGalempsy> life is tough!
[20:36:48] <CaptHindsight> http://www.youtube.com/watch?v=qGyiXFGvkqE 6-axis 3D Printer
[20:37:56] <CaptHindsight> I wonder what the maximum number of axes is for a glue gun?
[20:41:12] <jp_mill> PCW: you around?
[20:41:31] <PCW> Yeah for a bit
[20:42:45] <jp_mill> Cant get a signal from the DB 25. I'm trying using the one stepgen i know is working. Used a DMM and an LED but nothing.
[20:43:03] <voxadam> That 6DOF additive printer
[20:43:20] <voxadam> That 6DOF additive printer is cool but od
[20:43:22] <voxadam> odd
[20:44:55] <PCW> do you have a linuxcnc config that enables the stepgens loaded?
[20:44:58] <PCW> you should at least see the dir change if you jog in either direction
[20:45:49] <jp_mill> yes. i can plug it back into the 7i76 to verify it works and it does
[20:47:12] <jp_mill> ok dir pin lights led
[20:47:24] <PCW> maybe not looking at the correct pins
[20:47:25] <PCW> note that the step pin (if you have not inverted it in HAL)
[20:47:27] <PCW> will be active high at the DB25, so will idle low
[20:48:13] <jp_mill> pin 6 should be stepgen #4 as per manual
[20:50:14] <jp_mill> OK All dir pins are OK at the DB25
[20:50:45] <PCW> you will not be able to see the short step pulses with a voltmeter
[20:51:11] <PCW> (or LED unless you check in the dark)
[20:51:38] <jp_mill> well it just happens i looked harder the LED is super dim when stepping
[20:52:08] <PCW> you can change the stepgen to quadrature mode for testing
[20:52:25] <jp_mill> bright on the dir pins but very dim on the step pins
[20:52:37] <PCW> (and check the 7I76 outputs that way as well)
[20:52:59] <jp_mill> what does quad mode do?
[20:54:08] <PCW> generate quadrature instead of step/dir (so both pins will be 50% duty cycle square waves)
[20:55:02] <PCW> you can also set the step time way up to see it better
[20:55:05] <jp_mill> ah ok that makes sense
[20:55:26] <jp_mill> yeah give it longer durations
[20:56:00] <PCW> I thik max is about 1/2 ms on the 5I25
[20:56:08] <jp_mill> ok
[20:56:27] <PCW> (2^14-1 * 1/33MHz)
[20:56:52] <PCW> (14 bit step pulse width register)
[20:57:38] <PCW> so check the 7I76 outputs as well to see if they work, or are stuck or open
[20:57:55] <MacGalempsy> guys, i need a little infomration on breakout boards
[20:58:32] <jp_mill> PCW i feel so stupid. I think my problem has been step timing all along
[20:59:15] <PCW> Got pulses from the 7I76?
[20:59:31] <jp_mill> the drive i had before we nice drives that allowed for very low step timing. My 5th axis was set much larger X10
[20:59:34] <MacGalempsy> i pickedup a dc servo mill with vdf and atc. trying to determine which board will work best
[20:59:47] <MacGalempsy> *vfd
[20:59:50] <PCW> Well basically good news!
[21:01:55] <jp_mill> Yep all is good now. Turns out my wiring was probably ok
[21:02:11] <jp_mill> i had my step times at 100 & 100
[21:02:27] <jp_mill> 1000 on the 5th axis
[21:02:30] <PCW> 100 ns is a bit racy
[21:02:47] <jp_mill> worked well on the tolomatic drives
[21:03:10] <jp_mill> they were also diff input
[21:05:45] <jp_mill> PCW: thanks for the help. That saved me a bit of aggravation.
[21:07:46] <PCW> Glad it wasn't broken1
[21:09:03] <jp_mill> me too i was not looking forward to using my older boards
[21:26:33] <micges> MacGalempsy: what are these dc motors?
[21:26:45] <MacGalempsy> they are baldor
[21:26:55] <MacGalempsy> the machine will be here in a week
[21:27:57] <micges> you mean bldc servo?
[21:28:47] <MacGalempsy> I havent gotten inside the machine, so I dont know exactly what kind
[21:29:04] <MacGalempsy> but it was missing the controller, so that will be the task on hand
[21:30:17] <MacGalempsy> i guess once it gets here I can catalog the electronics and draw a wiring diagram
[21:30:40] <micges> yes and then you can look for boards
[21:30:40] <MacGalempsy> hoping light machines can hook me up with a wiring diagram and idea about the ballscrew pitch
[21:35:41] <jp_mill> odds ar if they are baldor they are most likely to be brush DC
[21:36:14] <jp_mill> MacGalempsy: how old is the machine?
[21:38:35] <MacGalempsy> 1999
[21:38:39] <MacGalempsy> benchman xt
[21:42:05] <jp_mill> Cool nice machine
[22:02:20] <MacGalempsy> jp_mill: thanks. I hope it turns out as good as I imagine
[22:02:40] <MacGalempsy> its just going to take some time and effort to get it back and up 100%
[22:17:34] <kwallace> Did someonr buy that Benchman XT on eBay?
[22:17:40] <kwallace> someone
[22:19:02] <uw> yup
[22:19:08] <uw> you want it, you gotta act
[22:28:15] <kwallace> I've got another machine on its way, and no space cleared for it yet -- something may got out into the rain. The Benchman should be fun.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}