Back
[00:45:07] <tx0h> hi
[00:47:29] <tx0h> do you know if it is possible to control a a azteg board with linuxcnc?
[00:51:11] <tx0h> i also like to know the advantages of the of the kosel design in opposite to the traditional delta bot, is it more accurate? how accurate is it?
[01:20:55] <ReadError_> i think you are looking for #reprap ?
[01:29:42] <tx0h> no, not really
[01:30:16] <tx0h> linuxcnc and delta bots is my interest
[01:31:00] <tx0h> 3d printer is just one application
[01:46:30] <roh> tx0h: from a concept point i dont see why not. whats an azteg board?
[01:46:57] <roh> concept as in 'delta' .. not a simple kinematic anymore, but should be possible
[01:50:59] <tx0h> i know the delta bots are possible with linuxcnc but i ask which design is more accurate? here are two vids with both concepts:
http://www.youtube.com/watch?v=5MOSnFSx8JQ and
http://www.youtube.com/watch?v=FgnxBaFFDi8
[01:54:59] <tx0h> the azteeg board is a stepper driver board with a arm micro controller and is used in the makerbot/reprap area. it usually receives complete g-code. i like this way but i also like the way when linuxcnc interprets the g-code and direct the interface board. i like to have both but my main interest is linuxcnc compatibility.
[01:57:27] <tx0h> another alternative is the blue tb6560 board in the ebay set. but i don't know good arguments.
[02:00:03] <tx0h> hmm
[02:02:15] <DJ9DJ> moin
[02:02:21] <tx0h> can you recommend a good set? is the tb6560 a serious solution or just a gadget for the bin?
[02:02:36] <tx0h> hi
[02:02:56] <tx0h> DJ9DJ: wie gehts
[02:05:00] <roh> tb6560 can be used, but usually needs retrofits/fixes
[02:06:19] <tx0h> i read some older post but nothing about the '3rd generation' blue boards
[02:07:28] <tx0h> maybe they fixed some of the older design flaws? i haven't found recent reports.
[02:07:31] * tx0h sighs
[02:07:44] <roh> anyhow the mechanics is most of the work
[02:07:49] <tx0h> yepp
[02:08:05] <DJ9DJ> hi tx0h
[02:08:17] <roh> we got a half-done rostock model printer (also delta)
[02:08:19] <tx0h> i like to have a delta bot but i don't know which design
[02:08:31] <tx0h> yepp, the rail design
[02:08:57] <roh> jup. printed parts.. i guess it will have limited precision, but its a nice toy
[02:09:05] <tx0h> i could imaging it's more stable = accurate
[02:09:45] <tx0h> but i didn't found a review of both designs in question
[02:13:06] <toastyde1th> neither of those designs are particularly rigid
[02:13:22] <toastyde1th> the giddings and lewis design is the most ridid i've seen
[02:15:14] <toastyde1th> it was also unnecessarily accurate, having a metrology frame and interferometers tracking the tool
[02:15:32] <tx0h> do you have a example pic of this design?
[02:15:53] <toastyde1th> http://www.youtube.com/watch?v=7TowJZQi-qY
[02:17:20] <toastyde1th> not exactly a delta configuration, though
[02:19:26] <tx0h> ok, i know similar designs. but those need 6 motors. it's a good aim but i'm short of money.
[06:19:49] <jthornton> http://linuxcnc.org/index.php/english/forum/36-using-this-forum-questions/26791-how-to-cancel-account
[06:20:39] <archivist> :)
[06:21:44] <archivist> I suppose the real question is how do I avoid personal information theft, IE erase me
[06:22:14] <jthornton> yea what can anyone do with your name and not much else
[06:23:26] <archivist> his email and password which he probably used all over the place
[06:23:54] <archivist> remember how bad some forum software is
[06:24:16] <jthornton> the password is not readable
[06:24:24] <jthornton> yes, I do
[06:27:29] <archivist> hmm should I waste a pound on 111117272294 bugger wants 18 pounds to post it though
[06:31:49] <mariusl> Guys I need a bit of help here please. I am having problems understanding what I have to do with Git. I have a local repo with a branch called ptst. I used this to test the pyngcgui stuff. Now I need to pull from master some new stuff for gmoccapy. Do I just stay in this branch and do a pull or will that screw things up?
[06:32:46] <mariusl> Oh I had to apply a patch to ptst for the pyngcgui stuff
[06:57:34] <Loetmichel> hmmm
[06:57:46] <Loetmichel> any hydrodynamics specialists here?
[06:58:06] <Loetmichel> THAT hasnt worked... ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14334
[06:58:32] <Loetmichel> ... any chance that here will work better with the same rotor? ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14349
[07:01:31] <tommy80> I have fres install from livecd and need to implement custom kinematics by sudo com --install but doesnt work ... sudo: comp: command not found
[07:02:34] <archivist> second no, first increase contact area to segment size in between inlet exhaust or fif segments to not have that relief
[07:02:48] <archivist> fif/fix
[07:03:20] <Loetmichel> ?
[07:03:32] <Loetmichel> which contact area?
[07:07:05] <archivist> see two black dots
http://www.collection.archivist.info/archive/mirror/flowindicator.jpg
[07:07:36] <archivist> your clearance also looks too large
[07:09:10] <Loetmichel> i thougt the rotor will get moved by the flow, not by pressure
[07:10:09] <Loetmichel> i.e it should work without a "hull", just the intake as a nozzle
[07:10:21] <archivist> done let the flow go through the clearance :)
[07:10:25] <archivist> dont
[07:11:04] <Loetmichel> the second painting i made today is constructed in a way that the flow from intake to output is a tanget to the rotor
[07:11:27] <Loetmichel> so it should in theory not flow AROUND the rotor. just tangentially to it
[07:11:35] <Loetmichel> isnt that the way to go?
[07:11:55] <archivist> it should flow around
[07:12:07] <Loetmichel> should it?
[07:12:25] <Loetmichel> http://www.caseking.de/shop/catalog/Wasserkuehlung/Zubehoer/Flow-Indicator-Blue::1064.html <- these tell me otherwise
[07:12:44] <Loetmichel> and they work obviously.
[07:13:06] <Loetmichel> i just dont have the room for the sideways pipes
[07:14:04] <archivist> that one is tangential, but your version is closer to a normal gear pump in reverse
[07:14:34] <archivist> I suppose your second version would work as a tangential
[07:16:59] <Loetmichel> thanks
[07:17:06] <Loetmichel> so i will mill it an check ;-)
[09:02:14] <Aero-Tec3> still fighting with getting the file subs working
[09:03:05] <Aero-Tec3> is there some docs that give a step by step info on what needs doing to get file based subs to work?
[09:09:39] <Aero-Tec3> I made a super simple sub that had (MSG, WORKS) in it
[09:10:00] <Aero-Tec3> it complains it can not be opened
[09:10:29] <Aero-Tec3> but not like before where it was a file loading error
[09:11:18] <Aero-Tec3> before when you loaded the main program into linuxcnc it complained it could not find sub file
[09:12:04] <Aero-Tec3> now it is when you run the gcode program in linuxcnc that it complains the sub can not be found
[09:18:06] <Aero-Tec3> calling gcode
[09:18:10] <Aero-Tec3> http://pastebin.com/Ac4EHY2k
[09:19:31] <Aero-Tec3> the called sub
[09:19:35] <Aero-Tec3> http://pastebin.com/4QmCJKfs
[09:20:14] <Aero-Tec3> this pair complains about not finding sub when run, loads fine
[09:21:08] <Aero-Tec3> another pair complain about some missing bracket when loaded
[09:21:17] <Aero-Tec3> but have yet to find it
[09:22:43] <Aero-Tec3> even turned the sub into program and loaded it for checking of file, it loaded fine to missing bracket seems not to be in sub, yet the line number of missing bracket was right after sub call
[09:23:13] <Aero-Tec3> that can mean problems inside sub
[09:23:52] <Aero-Tec3> so ot to
[09:23:55] <Aero-Tec3> sorry
[09:24:45] <Aero-Tec3> so not to after fine
[09:39:01] <pcw_home> Is it possible that you dont have your subroutine files in the directory
[09:39:03] <pcw_home> pointed to by PROGRAM_PREFIX?
[09:39:04] <pcw_home> Since call is normally used with parameters, maybe the bracket things is
[09:39:06] <pcw_home> caused by a bug if call is used without parameters.
[09:39:07] <pcw_home> (just guessing)
[09:47:56] <pcw_home> I also notice that the example subroutine in the docs end with M2
[09:51:14] <Aero-Tec3> I saw that but not sure why it was there
[09:51:24] <Aero-Tec3> got it working
[09:52:02] <Aero-Tec3> I was redoing a whack of things and playing around and now it works
[09:52:13] <Aero-Tec3> not sure what I did to fix it
[09:52:55] <Aero-Tec3> the M2 is not needed, not sure if it would even work with M2 in there
[10:02:14] <pcw_home> The examples have a M2
[10:03:56] <Aero-Tec3> if it is after the end sub then I guess it is not looked at
[10:04:18] <Aero-Tec3> I have run subs with out the M2 and had no problems
[10:06:24] <pcw_home> Also if you ever edit the gcode/subroutine file with a non-plain
[10:06:25] <pcw_home> text editor you will have a bunch of funny problems
[10:08:40] <Aero-Tec3> can someone explain why this throws a loading error about bad character use "["
[10:08:46] <Aero-Tec3> o<cut_bore> call [#<BXS>][#<BZS>][#<BXE>][#<BZE>][#<BCA>][#<BFS>][#<BMCD>][#<BCT>]
[10:10:54] <Aero-Tec3> o<cut_bore> call; [#<BXS>][#<BZS>][#<BXE>][#<BZE>][#<BCA>][#<BFS>][#<BMCD>][#<BCT>]
[10:11:37] <Aero-Tec3> loads fine, so the error is not inside the sub as the sub loads and run fine with the second remed out version
[10:12:56] <Aero-Tec3> I can not see the error
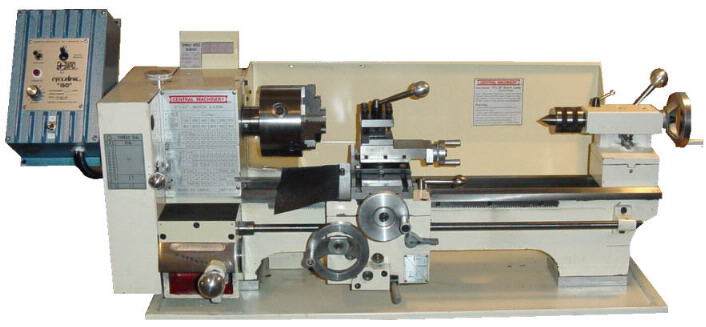
[10:16:13] <jdh> anyone have a chinese 9x20 lathe? My carriage won't stay in place. Is there something to lock it, or is it supposed to stay where you put it?
[10:20:16] <archivist> is this during a facing op?
[10:20:30] <archivist> when using top slide
[10:21:38] <jdh> it is more obvious then, yes.
[10:22:20] <archivist> drop the lead screw into engagement
[10:22:53] <jdh> the lead screw seems to turn all the time.
[10:23:33] <archivist> forward/reverse tumbler not have a mid position?
[10:23:48] <jdh> heh. I'll look.
[10:23:57] <jdh> afaik, there is no reverse
[10:24:25] <archivist> point at a good image of your type
[10:25:02] <Aero-Tec3> may have found some sort of bug
[10:25:14] <Aero-Tec3> o<cut_bore> call; [#<BXS>][#<BZS>][#<BXE>][#<BZE>][#<BCA>][#<BFS>][#<BMCD>][#<BCT>]
[10:25:23] <Aero-Tec3> loads and run no problem
[10:25:32] <archivist> jdh this ?
http://bedair.org/9x20camlock/LATHE11.JPG
[10:25:50] <Aero-Tec3> o<cut_bore> call [#<BXS>];[#<BZS>][#<BXE>][#<BZE>][#<BCA>][#<BFS>][#<BMCD>][#<BCT>]
[10:26:22] <Aero-Tec3> throws a error can not do move with zero feed rate
[10:26:36] <Aero-Tec3> every thing up to
[10:26:46] <Aero-Tec3> o<cut_bore> call [#<BXS>][#<BZS>][#<BXE>][#<BZE>][#<BCA>];[#<BFS>][#<BMCD>][#<BCT>]
[10:26:52] <Aero-Tec3> does the same
[10:27:17] <archivist> only you know what is in your subroutine
[10:27:29] <Aero-Tec3> [#<BFS>] happens to be the feed rate setting for sub
[10:27:47] <archivist> and you are calling it with missing vars
[10:27:59] <archivist> so your bug!
[10:28:03] <Aero-Tec3> o<cut_bore> call [#<BXS>][#<BZS>][#<BXE>][#<BZE>][#<BCA>][#<BFS>];[#<BMCD>][#<BCT>]
[10:28:07] <jdh> archvist: looks just like that
[10:28:51] <archivist> jdh I see a tumbler above the screw box to the left of the headstock
[10:29:47] <Aero-Tec3> throws a error about the bad character bracket
[10:30:44] <jdh> mine has nothing there.
[10:31:12] <Aero-Tec3> why would things work fine, well not like they should but they do move with no data passed to sub and yet any info passed changes every thing
[10:31:58] <Aero-Tec3> are the values of 1-30 zeroed out only when something is passed to the sub?
[10:33:23] <archivist> jdh seems like your drew the short straw
[10:33:42] <Aero-Tec3> even so why would nothing passed to sub run with out errors and yet passing all info gen a bad character error?
[10:33:44] <jdh> heh, yeah. In looking around, I see some of each.
[10:34:02] <archivist> jdh unless you have that somewhere else on the machine
[10:36:54] <jdh> nothing in the gear chain that moves.
[10:38:22] <archivist> carriage lock could be abuse of the gib adjustment
[10:39:20] <jdh> http://www.homecnc.info/Pics/800_9x20full.jpg
[10:39:23] <jdh> mine looks more like that.
[10:39:38] <jdh> the threading lever snapped off when I tried to engage it.
[10:40:23] <archivist> you have the gearbox then, you can drop that out to stop the leadscrew
[10:41:17] <jdh> it has a separate feed engage lever also
[10:41:46] <archivist> I see two levers on the carriage, one fine feed and one screw cutting?
[10:42:02] <jdh> right. The screw one (top) snapped
[10:42:29] <archivist> you have a lathe...make new parts
[10:42:54] <Aero-Tec3> archivist, your right, looks like the if statements make it work if every thing is zero, no g1 move so the feed rate being 0 is not a problem
[10:42:59] <jdh> yeah... trying to face aluminum results in a cone
[10:43:57] <archivist> jdh some carriages have a socket screw that pull up a clamp device
[10:43:58] <jdh> I think I paid $300 for it. It's been sitting in the corner for a year or two.
[10:44:01] <Aero-Tec3> but as soon as one of the first variables are not 0 then it run through other parts of sub and then problems
[10:44:42] <archivist> Aero-Tec3, you are debugging your code which we cannot see :)
[10:45:04] <Aero-Tec3> do not most lathes have a carriage lock?
[10:45:17] <archivist> cheaper dont
[10:46:01] <Aero-Tec3> great lathe to cnc then
[10:46:01] <archivist> expect you to hold the carriage wheel or drop the leadscrew lever in
[10:46:41] <Aero-Tec3> can not use as is so may as well cnc it to make it useful
[10:47:22] <Aero-Tec3> using screw as lock is a pain
[10:47:31] <archivist> jdh, what is that row of 4 buttons on the top of the gearbox
[10:48:23] <jdh> they seem to be spring loaded covers for lube holes
[10:48:44] <archivist> ah
[10:57:37] <Aero-Tec3> can one use more then one endsub?
[10:58:24] <Aero-Tec3> like in a if statement if what ever o <name> endsub
[10:59:11] <Aero-Tec3> there is a return but it looks like it returns to start if sub
[11:01:03] <Aero-Tec3> ok so return is to calling not to the top of sub
[11:02:35] <Aero-Tec3> now I am a tad confused
[11:03:50] <Aero-Tec3> the return description says returns to calling code
[11:04:32] <Aero-Tec3> but the text in the sample says "o100 return (return to top of subroutine if test is true)"
[11:05:08] <Aero-Tec3> is top of subroutine calling code?
[11:15:46] <Aero-Tec3> is this a allowable variable name?
[11:15:49] <Aero-Tec3> #<ACUME-1>
[11:16:27] <Aero-Tec3> have not read in the info where it was no allowed
[11:41:54] <Aero-Tec3> found error and fixed it
[11:41:59] <Aero-Tec3> working good now
[12:24:50] <IchGuckLive> hi all super hot summemr weekend here in germany
[12:33:08] <jdh> looks like I can move the lead screw drive gear out of the way and then lock the carriage down to the screw
[13:00:23] <IchGuckLive> hi sirdancealot
[13:01:23] <sirdancealot> heyo
[13:01:42] <IchGuckLive> what rooter ypou got
[13:02:06] <sirdancealot> im only just building an eshapeoko
[13:02:28] <IchGuckLive> nice
[13:03:07] <IchGuckLive> from a kit or by drawing sirdancealot
[13:03:59] <sirdancealot> from a kit IchGuckLive
[13:04:31] <sirdancealot> eshapeoko wouldnt make much sense from a drawing
[13:04:56] <sirdancealot> i mean, shapeoko in general. You get those special alumnium profiles and all the bits around it..
[13:06:22] <IchGuckLive> some like it different thats why they come here as mach dont support differntces only standards
[13:08:36] <sirdancealot> well im not gonna run windows or run my cnc from windows ;)
[13:09:31] <AR_> we should port linuxcnc to ARM
[13:09:48] <AR_> with a touch screen display
[13:10:02] <Jymmm> AR_: GIT ER DONE... talk is cheap.
[13:10:07] <AR_> lol
[13:10:13] <AR_> i'm too lazy man
[13:10:26] <AR_> i'm just trying to conjure up some enthusiasm
[13:11:28] <IchGuckLive> the 12.04 has a touchscreen driver
[13:13:52] <archivist> AR_, you have not been watching the mailing lists !
[13:14:34] <Tom_itx> aren't some working on an arm port?
[13:15:32] <archivist> has been shown running!
[13:15:56] <Tom_itx> the reprap at the fest?
[13:16:10] <Tom_itx> or something else
[13:18:02] <AR_> shit
[13:18:05] <AR_> really?
[13:20:23] <archivist> http://bb-lcnc.blogspot.co.at/
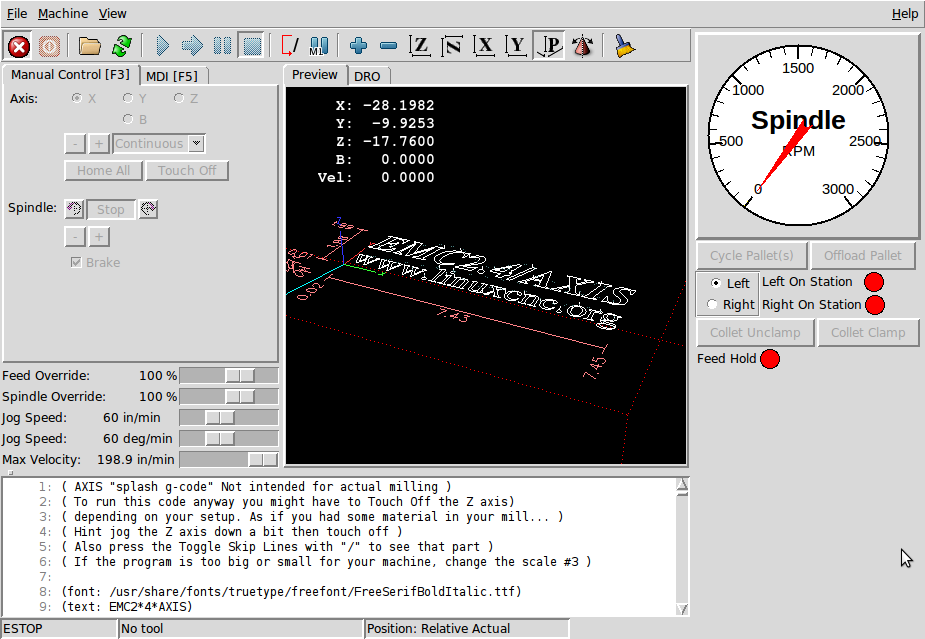
[14:35:45] <sliptonic> Can anyone suggest how I tackle this one:
http://img1.imagebanana.com/img/x8v0bv1i/Selection_001.png
[14:35:50] <sliptonic> Trying to job any axis in gscreen.
[14:35:51] <sliptonic> *jog
[15:08:46] <Loetmichel> *grrr* second try flowindicator... pump running: indicator not. what did i do wrong? ->
http://www.youtube.com/watch?v=87cT1M32VNY
[15:11:18] <mrsun> to little flow? stuck impellar ?
[15:16:48] <archivist> or it tells the truth and the pump is not pumping
[15:21:17] <Loetmichel> mrsun: i would rather the low flow
[15:21:24] <Loetmichel> the rotor is not stuck, stays still when the casing is turned rapidly
[15:21:48] <mrsun> homemade ?
[15:21:48] <mrsun> leakage on the sides of the rotor ?
[15:21:48] <mrsun> that is on the flat sides
[15:21:56] <Loetmichel> sure homemade
[15:22:11] <Loetmichel> i think: not enough direction in the water flow
[15:22:17] <Loetmichel> no "nozzle"
[15:22:32] <Loetmichel> to just get the flow on ONE side of the impeller
[15:22:41] <mrsun> looks like there is a channel on the top side that is supposed to channel the water over just that side of the rotor ?
[15:22:51] <mrsun> ahh it is all over the place +
[15:22:52] <mrsun> ?
[15:55:16] <Loetmichel> mrsun: thats my assumption
[16:30:59] <DJ9DJ> gn8
[16:41:06] <MrHindsight> the C32 - Dual Port Multifunction CNC Board by CNC4PC on this mill is over USB to the PC, and they didn't wire an E-Stop
[17:44:01] * JT-Shop don't need no stinking spiral... he has a lathe (sound of palm to forhead)
[18:06:27] <shure> Hey there. Is there an option to change the acceleration value within a program, ie. a g-code paramter? AFAIK all g-code 1 letter parameters are already used up and none of them control the acceleration.
[18:06:38] <cradek> nope
[18:06:58] <shure> As a workaround I thought about writing a subroutine with incrementing the F parameter (increasing the feedrate).
[18:07:19] <shure> However, that would not be very convenient and difficult to handle, if it's not a long linear move.
[18:07:20] <cradek> well g64 cuts it in half in a lot of cases (but not all). g61 gives full acceleration but then it stops between segments.
[18:07:32] <cradek> why do you want this? what problem are you trying to solve with this?
[18:08:02] <shure> background: I want to use a CNC machine as a motion control rig for a vdslr, with smooth accelerations much lower than the machine limits which are defined in the INI.
[18:10:04] <cradek> I don't know what vdslr means
[18:10:16] <shure> G64 (path blending) does not cut the acceleration in half
[18:10:30] <shure> it's a video capable dSLR, a camera.
[18:11:02] <cradek> yes it does, in most cases (those corners that are not a full reversal)
[18:11:04] <shure> e.g. record a product and move around in a spiral motion
[18:11:54] <shure> I guess we have a little missunderstanding ;) I don't want to make any g-code run faster
[18:12:30] <cradek> I understand what acceleration is
[18:12:40] <shure> I am familiar with the path blending modes- there will be a shorter run time and decreased tolernace if G64 is used..
[18:13:58] <cradek> if you don't believe me that g64 cuts the acceleration in half for most cases (like for single moves, which I suspect you're talking about?) then you have not tested it
[18:14:23] <shure> And you are right that it's a good start to get smooth transitions for nicer camera moves, I already use it to avoid the sudden stops, which I would get in G61 mode
[18:14:51] <cradek> if you measure the accel and decel of a single move (gcode line), you'll see it's half the maximum you specify in the ini file
[18:15:20] <cradek> sounds like this isn't enough of what you want, though
[18:15:44] <cradek> brb
[18:20:41] <shure> cradek: I did not notice a difference / a slower acceleration yet when using G64, will definitely have a look next time I am in the shop. However, I don't quite understand why a lower acceleration value will be used vs the G61 mode.
[18:21:47] <shure> Maybe it's because there's some headroom left for interpolation with other axis then? Idk.
[18:27:48] <JT-Shop> http://imagebin.org/265200
[18:38:36] <skunkworks> pretty
[18:40:41] <Mikegg> skunkworks: the guys at the lab did use your config for the EMCO lathe
[18:42:35] <skunkworks> oh - did it work?
[19:12:00] <Aero-Tec3> JT-Shop, very nice looking and great pix
[19:19:51] <Aero-Tec3> some of the things I make or have made
[19:19:52] <Aero-Tec3> http://www.youtube.com/watch?v=BRalqIEwzIc
[19:45:08] <JT-Shop> nice
[20:13:52] <Mikegg> yeah, 100%. I was threading some machineable ceramic the other day on it
[20:15:28] <AR_> machineable ceramic
[20:15:45] <Mikegg> I still have trouble homing those things, though. But that's an operator problem
[20:20:13] <Mikegg> yeah, we were hoping to make a heat brake for an extruder hot-end
[20:25:33] <AR_> o
[20:25:40] <AR_> what kind of ceramic is it?
[20:25:48] <AR_> i worked in a shop that machined hard materials
[20:25:58] <AR_> all diamond tooling, etc
[20:26:16] <Mikegg> not really sure. something i found on mcmaster carr
[20:26:34] <AR_> ah
[20:33:36] <ChuangTzu_> Aero-Tec3: m14 fake silencer muzzle mounting system...
[20:33:40] <ChuangTzu_> nice :)
[20:34:30] <Aero-Tec3> thanks
[20:34:48] <Aero-Tec3> did not take off, yet
[20:39:02] <ChuangTzu_> that's a huge pile of custom springs
[20:40:51] <skunkworks> Mikegg: no homing switches.. yet
[20:42:00] <skunkworks> Mikegg: you should try the step morphing config for grins
[20:44:52] <Mikegg> yeah, sure. We'll give it a whirl. Is that here:
[20:44:53] <Mikegg> http://electronicsam.com/images/emco/linuxcnc_configs/full-half_step_test/
[20:46:39] <skunkworks> yes
[20:48:15] <Mikegg> cool. i'll head over there next weekend. ordered a pully to add an encoder on my mill
[20:48:30] <skunkworks> although you should change the setp offset.0.offset -.0002 and setp offset.1.offset -.0002 both to 0.000273403
[20:48:38] <skunkworks> - 0.000273403
[20:48:45] <Mikegg> ok. lemme make a note
[20:49:02] <ChuangTzu_> hmm, what's the derivation of that number?
[20:49:03] <skunkworks> it will work as is - but that aligns the 2 stepgens a bit better
[20:49:09] <Mikegg> do we have some logging for channel?
[20:49:15] <skunkworks> logger[mah]:
[20:49:15] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2013-07-22.html
[20:49:22] <Mikegg> sweet
[20:49:40] <skunkworks> ChuangTzu_: it is 1/2 step of the enco lathe... (english)
[20:50:03] <ChuangTzu_> ah
[20:50:28] <skunkworks> ChuangTzu_: the config morphs from half stepping to full stepping at 16ipm
[20:50:56] <skunkworks> so higher resolution at lower speeds - and higher top speed.
[21:01:09] <skunkworks> I want to get spindle rpm readout and some sort of spindle-at-speed setup... (so it doesn't cut unless the spindle is on.
[21:02:05] <Mikegg> induction motor or BLDC? we were musing today about feeding the halls back into linux cnc as well as the drive
[21:02:28] <skunkworks> this is the incuction motor version
[21:02:43] <skunkworks> induction - 6 speed by pully I think
[21:03:16] <skunkworks> did they do a brushless dc opton on the compact 5pc?
[21:03:30] <Mikegg> oh, sorry i was still daydreaming about my mill
[21:03:44] <Mikegg> I've only seen induction motors on the EMCO
[21:04:21] <skunkworks> ok - that is my understanding also
[21:04:47] <skunkworks> the cnc version had a brushed spindle motor
[21:05:43] <Mikegg> can't we do a pyvcp and display encoder1.veolocity?
[21:05:52] <skunkworks> sure
[21:06:27] <Tom_itx> for spindle speed?
[21:06:29] <skunkworks> K&T
http://www.electronicsam.com/images/KandT/conversion/testing/Screenshot-axis.ngc%20-%20AXIS%202.5.0~pre%20on%20HM2-Servo.png
[21:06:37] <skunkworks> yes
[21:06:44] <skunkworks> you would want to filter it.. I bet
[21:06:59] <Mikegg> isn't it 100ppr?
[21:07:03] <skunkworks> yes
[21:07:10] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/screenshot.png
[21:07:17] <Tom_itx> i've got a dial and the readout below it
[21:09:51] <Tom_itx> or you can put the readout inside the dial but i didn't like that
[21:10:12] <skunkworks> I had to filter the K&T one - that was atleast 1024ppr
[21:21:02] <Mikegg> do you rigid tap on your K&T? does that signal get filtered, or only the speed display
[21:21:37] <AR_> are there any solutions yet for linuxcnc over USB to an external controller?
[21:21:51] <AR_> for laptops and shit
[21:24:24] <skunkworks> Mikegg: yes - only for speed display
[21:25:15] <skunkworks> https://www.youtube.com/watch?v=2E3PMooch1k
[21:25:54] <Mikegg> haha get some.
[21:26:32] <Mikegg> if the chips don't smoke a little, you're not going fast enough
[21:28:53] <abetusk> anyone do PCB milling on their machine? How do you affix your PCB to the table? Has anyone thought of printing something out for the job?
[21:29:54] <skunkworks> some use double sided carpet tape. I use vacumm
[21:29:55] <skunkworks> *used
[21:35:23] <abetusk> I did a test with the carpet tape and found it to be so strong that I'd worry about warping the PCB after the job is finished. Vacuum tables are a pain....
[21:36:07] <skunkworks> then magic?
[21:38:50] <skunkworks> AR_: no
[21:39:24] <skunkworks> there will soon be a ehternet solution - but the computer still needs to run realtime well.
[21:39:25] <AR_> abetusk, just tape down the edges
[21:39:44] <skunkworks> ethernet
[21:40:33] <abetusk> AR_, you think the tape on the edges will be sturdy enough?
[21:40:43] <AR_> try it
[21:40:51] <AR_> depends on how sharp your bit is and your speeds
[21:41:01] <abetusk> skunkworks, I had been drilling holes in the PCB then screwing them down to the bed...
[21:41:31] <Tom_itx> 3 dowel pins to locate the corner then use double sided tape
[21:41:55] <abetusk> for example:
http://www.thingiverse.com/thing:63578 ?
[22:38:04] <Jymmm> Heh, had a wattsup meter on my solar blanket all day, subs fading, it's TRYINGto last, but went from 10v to 3.91v in like 4 minutes and BARELY able to keep the backlight on now
[22:38:32] <Jymmm> keeps ficking realy bad
[22:38:35] <Jymmm> =)
[22:38:39] <Jymmm> flickering*
[22:39:11] <Jymmm> no more LCD display now, just flickering LED backlight.
[22:41:53] <Jymmm> and she's out
[23:05:49] <ChuangTzu_> abetusk: we use a 3 layer solution
[23:05:59] <ChuangTzu_> gaffers tape on the pcb and on the bed
[23:06:05] <ChuangTzu_> carpet tape in between
[23:06:19] <ChuangTzu_> i suppose double sided gaffers tape would work pretty well, but i think it's expensive
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}