Back
[02:08:42] <DJ9DJ> moin
[04:23:35] <Erich12> test
[04:24:00] <archivist> phail
[04:24:40] <RyanS> Machine-tool manufacturers seem to like to use 1980s music in promotional videos,,, high-tech man
[04:27:56] <Erich12> Hallo habe Probleme beim einrichten von Linux CNC. Die Spindel lÀuft leider die ganze Zeit, denke dass es an den HAL-File liegt. Kann mir jemand sagen wie die Zeilen fÌr die Spindel aussehen mÌssen?
[05:00:40] <cpresser> Erich12: see query.
[09:49:55] <IchGuckLive> hi all B)
[09:50:41] <IchGuckLive> hi saarlaender
[09:50:48] <IchGuckLive> im near you
[09:51:04] <Erich12> Hallo kann mir jemand sagen ob man bei Linux CNC die Maschine weis wo Sie im Raum steht oder ob man per Hand an verfahren muss und dann abnullen muss?
[09:51:15] <cpresser> IchGuckLive: i know :)
[09:51:30] <IchGuckLive> now i know 2
[09:54:02] <cpresser> Erich12: das hängt nicht von linux-cnc ab, sondern davon ob du endschalter hast
[09:54:50] <cpresser> Erich12: endschalter = home-schalter. Die maschine kann ihren Nullpunkt suchen wenn konfiguriert. 'abnullen' kann man auf jeden fall immer, quasi den nullpunkt in dem G54 kooordinatensystem setzten
[09:55:05] <cpresser> sorry for writing this much german :)
[09:55:16] <IchGuckLive> Erich12: da gibt es eine comandozeile fÃŒr NO_force_homing
[09:56:25] <Erich12> Im HAL-file?
[09:56:32] <IchGuckLive> Erich12: du kanst alle endschalter und referenzen auf einn parport pin legen
[09:56:44] <IchGuckLive> Erich in der ini
[09:57:27] <IchGuckLive> http://www.linuxcnc.org/docs/2.4/html/common_User_Concepts.html#r1_3
[09:57:47] <cpresser> Erich12: see here:
http://www.linuxcnc.org/docs/devel/html/config/ini_homing.html
[09:57:52] <Erich12> ich habe keinen normalen Parallelport, sondern eine MESA 7i76 Karte mit lauter AnschlÃŒssen
[09:58:12] <IchGuckLive> ah mesa is best for this
[09:58:21] <IchGuckLive> i got it 2
[09:58:27] <Erich12> nice
[09:58:43] <IchGuckLive> then you can do all homes seperate and all limits also
[09:59:09] <cpresser> Erich12: get some precision switches and hook them up to your mesa-card. one for each axis you want to home
[09:59:40] <Erich12> and how to do this. My Problem was to find my MESA 5i25 in the Pncconf WIzard
[09:59:44] <IchGuckLive> Erich12: did you use the 2.5.2 update as there is the 5i25+7i76 in stepconf
[09:59:50] <IchGuckLive> pncconf sorry
[10:00:09] <Erich12> wait, i will check if this update is installed
[10:00:37] <IchGuckLive> are you on the mashine ?
[10:00:43] <Erich12> yes
[10:00:52] <IchGuckLive> type please in terminal
[10:01:00] <IchGuckLive> halrun
[10:01:10] <Erich12> no there is no 5i25 option in my Pncconf
[10:01:16] <Erich12> iam on 2.5.2
[10:01:16] <IchGuckLive> halcmd: loadrt hostmot2
[10:01:18] <IchGuckLive> halcmd: loadrt hm2_pci
[10:01:33] <IchGuckLive> halcmd: show all
[10:01:37] <Erich12> in the linux Terminal?
[10:01:41] <IchGuckLive> yes
[10:03:14] <Erich12> ok
[10:03:20] <Erich12> thats my Pins
[10:03:52] <IchGuckLive> yes you got it
[10:04:49] <Erich12> no plan what to do next
[10:41:23] <JT-Shop> Erich12: are you still looking for the 5i25 in pncconf?
[10:43:10] <JesusAlos> hi people
[10:43:54] <JesusAlos> there are eny Heekscnc specialist?
[10:44:12] <JesusAlos> I don't know how create a sketch freom stl file
[10:47:29] <JT-Shop> try #cam
[10:48:45] <JesusAlos> this is for me JT-Shop?
[10:49:17] <JesusAlos> yes. thsnk
[10:50:31] <JesusAlos> other issue
[10:50:49] <JesusAlos> I looking for a probe toth control tool
[10:51:06] <JesusAlos> do you know where to buy?
[10:51:59] <Erich12> Hallo cpresser kannst du mir bei der Einstellung meines Linux CNC weiterhelfen. Meine MESA 7I76 ist nicht kooperationsbereit.
[10:52:35] <Erich12> Meine Endschalter zeigen zwar ein ÃŒberfahren an, aber reagieren nicht.
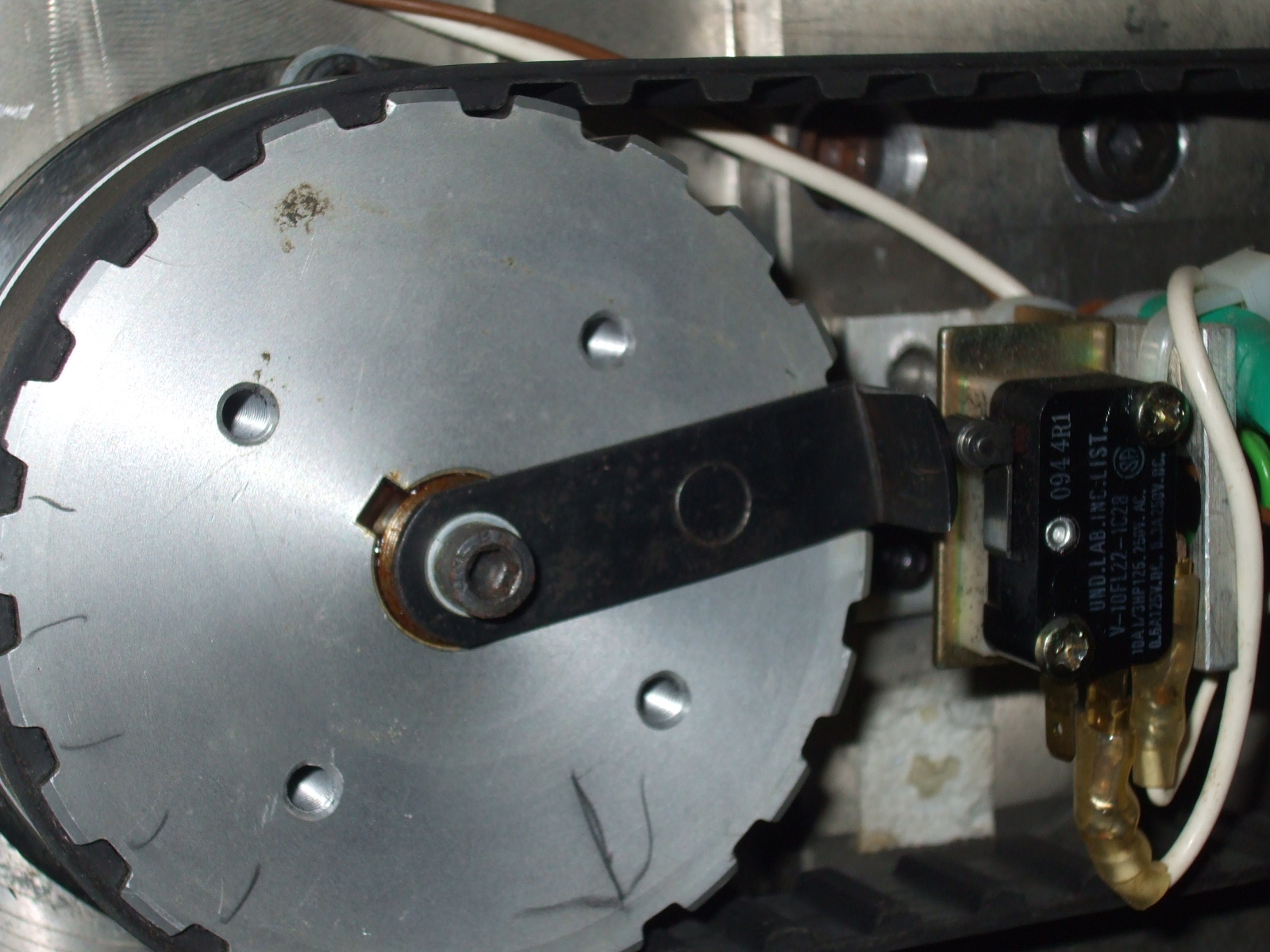
[10:59:25] <jdh> is there any way to do accurate homing with non-encoder stepper systems?
[11:00:35] <skunkworks> we used 2 switches - one on the axis and one on the screw (tab) so it was almost like index homing..
[11:00:39] <cradek> just switches can do a really good job - measure your actual results before you decide to try getting fancy
[11:01:06] <cradek> do the search step really slowly
[11:01:27] <jdh> any type of switch that is more repeatable than others?
[11:01:43] <skunkworks> http://www.electronicsam.com/images/KandT/homesw.jpeg
[11:03:31] <jdh> how do you combine the two for homing?
[11:03:47] <jdh> just series?
[11:04:08] <cradek> that's clever
[11:05:58] <Jymmm> cradek: I was thinking about you yesterday, but I forget why =)
[11:06:14] <jdh> I'll measure first, but that idea looks pretty simple to implement.
[11:06:32] <JT-Shop> same kind of switches I use
[11:06:41] <jdh> could even do it on direct-drive at the coupler.
[11:06:53] <archivist> not all microswitches are consistent
[11:06:58] <jdh> I have a bunch of switches that look like that, some suck.
[11:07:10] <Jymmm> Cherry brand
[11:07:10] <archivist> some have a spec most do not
[11:07:12] <JT-Shop> throw the sucky ones away
[11:07:13] <jdh> some are really vbouncy
[11:07:38] <archivist> not just bounce but where they trip
[11:08:54] <jdh> I used a prox + flags on my X. Turns out small chips will also trip the prox. I tried testing with larger ones only.
[11:10:23] <archivist> how accurate do you want homing anyway
[11:10:58] <jdh> just enough to be able to turn the machine off for the night and have it find the same work spot the next time.
[11:11:18] <jdh> but, I don't have a number offhand
[11:12:02] <archivist> same spot within 1 , 10 , 100 thou or a country mile
[11:12:35] <jdh> I have a hard time defining close-enough.
[11:12:59] <jdh> a few thou sounds good, but...
[11:14:38] <archivist> a "few thou" can be disaster
[11:15:04] <archivist> from a press fit to a piss fit
[11:15:26] <jdh> it is obviously application specific.
[11:15:35] <JT-Shop> jdh: what kind of machine/parts?
[11:15:43] <jdh> for that, I'd re-acquire points.
[11:16:19] <jdh> JT: G0704, ball screws, steppers, misc. 6061 non-critical parts
[11:17:26] <archivist> I dont consider switching off mid job at the moment :)
[11:18:07] <jdh> but, speaking of fits. If I cut a 1.0" hole with an end mill, it is always slightly small (2-3thou under). If I cut an outside 1.0" feature, it is pretty much dead on.
[11:19:32] <JT-Shop> like you say if you need do a op on a part after shutdown you find the part first
[11:19:54] <jdh> archivist: it's just a hobby for me. I tend to work at night and sometimes remember to quit before the impending tiredness related disaster.
[11:20:01] <JT-Shop> I need to make a probe for my BP knee mill... all the parts are in my desk drawer but I don't have time yuck
[11:20:28] <jdh> JT: that's what I do now. If I could home accurately enough, I was hoping to skip that part.
[11:21:18] <jdh> a probe would help. it usually involves a collet change, dowel pin and edge finder
[11:21:50] <Connor> I hate using edge finders..
[11:21:59] <jdh> I kind of like them now.
[11:22:13] <jdh> but, I hate when I forget to account for the radius
[11:22:16] <Connor> I do want to get a probe.
[11:22:35] <archivist> I may make more than one blank and adjust the gcode till I get a good item
[11:22:51] <jdh> so last time, I quit right after I smashed the spot drill into the work instead of before.
[11:23:12] <JT-Shop> LOL, I'm doing that now on the lathe, 3rd time is a charm I hope
[11:23:36] <archivist> an example :)
http://gears.archivist.info/P1010320_hires.JPG
[11:23:44] <archivist> 7 iirc
[11:23:45] <jdh> Connor: you should make a couple of probes!
[11:23:47] <Connor> jdh on outside being dead on vs inside being smaller.. maybe you bit is flexing ?
[11:24:12] <Connor> jdh: Umm.. yea.. sure.. I'll get right on that..
[11:24:16] <jdh> could be. Same end mill. 0.25" HSS american
[11:24:21] <jdh> and how much Y do you have?
[11:24:24] <archivist> and or some lost motion on the x y
[11:24:50] <Connor> If you could.. I would go up to a 3/8
[11:25:02] <jdh> my used american HSS leave a much better finish than my new chinese ones.
[11:25:19] <jdh> these have a 3/8" shaft
[11:25:22] <Connor> imagine that.
[11:35:23] <dosas> i have some issues with my home and min limits
[11:35:34] <dosas> i have set them in the same place
[11:35:53] <dosas> so now when i jog into plus direction it should move away from my home
[11:36:06] <dosas> but it moves towards my home and my min limit
[11:36:16] <dosas> when i change the scale to invert the axis
[11:36:27] <dosas> the position of the home changes too
[11:36:43] <dosas> but i have set home and min limit to 0
[11:37:02] <cpresser> dosas: first make sure the axis moves into the position the DRO indicates
[11:37:17] <cpresser> if not, reverse your motor-wiring or change it at the driver
[11:37:44] <dosas> DRO?
[11:38:04] <cpresser> DigitalReadOut
[11:38:15] <dosas> okay
[11:38:22] <cpresser> the numbers indicating the postion, top-left corner in axis
[11:38:24] <archivist> invert the direction pin in hal rather than change scale
[11:38:34] <dosas> okay
[12:00:58] <JesusAlos> I'm looking for a base probe for tool length
[12:01:14] <JesusAlos> wich is the technical name of this part?
[12:02:33] <JesusAlos> please
[12:06:59] <jdh_> tool setter?
[12:08:03] <Erich12> Hallo IchGuckLive, war bist jetzt an der Maschine gesessen wÃŒrde mich morgen nochmal melden muss jetzt leider heimfahren.
[12:09:36] <JesusAlos> yes
[12:09:40] <JesusAlos> tool setter
[12:09:42] <JesusAlos> thank
[12:11:16] <IchGuckLive> hi all B)
[12:12:07] <DJ9DJ> hi IchGuckLive
[12:12:18] <DJ9DJ> fyi: [18:53] <Erich12> Hallo IchGuckLive, war bist jetzt an der Maschine gesessen wÃŒrde mich morgen nochmal melden muss jetzt leider heimfahren.
[12:12:55] <IchGuckLive> DJ9DJ: Thanks
[12:13:03] <JesusAlos> Hi IchGuckLive
[12:13:06] <DJ9DJ> np
[12:13:23] <IchGuckLive> JesusAlos: hi how is the weather you got vlots of rain
[12:13:54] <JesusAlos> Very good fisrt summer days
[12:14:51] <IchGuckLive> we had the hottest a fortnight ago
[12:15:21] <JesusAlos> http://redesdelmisterio.files.wordpress.com/2010/06/playas-noche-de-san-juan.jpg
[12:15:51] <IchGuckLive> B)
[12:15:51] <JesusAlos> Sundey we celebrate "La noche de San juan"
[12:16:15] <DJ9DJ> wow
[12:16:18] <IchGuckLive> yes and on the 6th the bullrun starts
[12:16:25] <JesusAlos> From norht to sud mediterranean sea
[12:17:08] <JesusAlos> :)
[12:23:28] <JesusAlos> there are an economycal tool setter webpage?
[12:56:49] <JesusAlos_> f
[12:57:17] <andypugh> ?
[12:58:43] <JesusAlos_> sorry. I thot I'm outline
[13:00:41] <Heinz_60> Any mesa7i76 expert here?
[13:00:51] <IchGuckLive> all you need heinz
[13:01:05] <Heinz_60> Nice
[13:01:06] <IchGuckLive> also in multi language if nessesary
[13:01:40] <IchGuckLive> dont ask to ask just ask
[13:01:45] <Heinz_60> Ach mit dir hatte ich vorhin schon geschrieben
[13:01:58] <Heinz_60> Bin wieder eun StÃŒck weiter
[13:02:03] <IchGuckLive> erich ?
[13:02:20] <Heinz_60> Ja, das war mein Kumpel
[13:02:24] <JesusAlos_> I think that linuxcnc can do tool setter
[13:02:27] <JesusAlos_> no?
[13:03:43] <pcw_home> Heinz_60: I know something about the 7I76...
[13:09:21] <cpresser> JesusAlos_: sure you can alter the tool-table. or set an offset
[13:09:26] <cpresser> linuxcnc supports probing
[13:10:29] <JesusAlos_> I need linuxcnc know the tool
[13:10:36] <JesusAlos_> with probe test
[13:21:06] <IchGuckLive> JesusAlos_: look into the example files there is a hole_probe
[13:39:07] <JesusAlos_> gn
[13:47:14] <Tom_itx> logger[psha]_
[13:47:14] <logger[psha]_> Tom_itx: Log stored at
http://psha.org.ru/irc/%23linuxcnc/2013-06-25.html
[14:55:04] <PetefromTn> Hey guys, got a wierd little issue going on with the VMC. I just went out there to try to fabricate the cat40 flycutter head angles I am working on until I can swing a nice facemill.
[14:57:51] <PetefromTn> Well I put the machine into inch readout with the exclamation point and set zero on my part surface. The machine appears to be moving in metric movements because I told it to go down 1" in Z and it is only going .393 inches. I thought maybe I messed something up in the INI file while I was playing with the spindle setup recently so i jogged the head up and put a DTI on the spindle face. When I touched off there and then put it
[14:57:51] <PetefromTn> in MPG mode and moved the spindle down each .001 increment gave me .001 precisely on the dial.
[14:58:03] <PetefromTn> Funny I am not sure what I may have done here, any ideas?
[15:09:42] <tjb1> This is the machine that only 4 have been made of because it is so expensive -
http://www.hardinge.com/usr/pdf/turning/1337lmc.pdf
[15:15:17] <cpresser> PetefromTn: did you program G21?
[15:16:29] <cradek> assuming you mean .0393 I agree you're probably in G21 mode
[15:16:54] <cradek> to be sure, can you be more specific about "told it to go down"
[15:17:44] <Connor> We got it figured out. His machine is metric.. but.. I added some stuff to make it come up default as inch. but.. I must have missed something when he's in MDI mode..
[15:17:57] <Connor> when he issues a G20 command... it works as it's suppose to.
[15:18:16] <Connor> so I need to look at the scripts and see what I can do to force it in inch mode for MDI when it first comes up.
[16:12:35] <skunkworks> Connor: I think you can set default gcodes in the ini file
[16:12:53] <Connor> yea. that's probably what I'll do.
[16:13:22] <Connor> I modified some .linuxcnc or whatever file to toggle some stuff in Axis on startup.. but, that must not work for the MDI screen.
[16:22:33] <DJ9DJ> gn8
[16:22:38] <PetefromTn> Okay folks as Connor said we managed to figure it out. I have been outside running the beastie and got my fly cutter angles cut. It looks pretty good and I now just need to drill and tap some large setscrews and I can take it for a test drive
[16:22:52] <PetefromTn> Thanks cpresser and cradek for your assistance.
[16:24:02] <PetefromTn> Looks like this thing will swing about four inches or so comfortably. That will come in real handy and it uses an indexable lathe turning toolholder so I can buy inserts when I need them.
[16:24:38] <PetefromTn> Honestly I used to love the finish I got on my RF45 with a very similar flycutter I made for that thing. It was also made from a hunk of stainless steel.
[16:25:33] <PetefromTn> Next step after the flycutter is working is to surface my new sacrificial jaws for the CNC vise and then I can get cutting on my High speed spindle setup. LOL
[16:25:53] <PetefromTn> I honestly thought I was beyond making tools for my machines but I guess not.
[16:26:25] <Connor> PetefromTn: Honesty.. If you ever reach that point.. your doing something wrong. :)
[16:27:38] <PetefromTn> Connor: Actually man when I reach the point where I can just buy surfacing cutters and premade sacrificial jaws and whatever other tooling I need then I will consider myself having arrived LOL... I hate making parts to make parts, it just feels so hobby LOL
[16:28:50] <Connor> Nasality is the mother of inventions. Sometimes making stuff as a hobby turns into real money...
[16:30:39] <PetefromTn> Nasality? LOL Necessity perhaps
[16:31:24] <PetefromTn> Yeah I agree but when you are making shit that is already available reasonably online and you can have it the next day it just feels like spinning wheels to me.
[16:32:51] <JT-Shop> just depends on time and resources and how much you have of each
[16:36:44] <PetefromTn> JT-Shop: Well I don't think anyone who is trying to make money with CNC can afford to do this kind of crap but I am just getting started here and I don't have the funds needed to buy this stuff so I am stuck making it. It is what it is but I don't feel good about it at all. Now if you are making fixtures or custom tooling that cannot be bought or if it can be bought was extremely expensive that is one thing and I have done
[16:36:44] <PetefromTn> that tons of times there is no loss in that if you can whip one up quick enough
[16:38:51] <JT-Shop> and most of the time if you make a tool it will be better quality than you can buy so your still ahead of the game... I enjoy everything I make
[17:00:32] <PetefromTn> Damn internet dropped out on me again. What'd I miss LOL
[17:01:09] <JT-Shop> dunno, might have missed me forming the french bread loaves and putting them in the proofer
[17:11:26] <tjb1> Howdy JT-Shop
[17:12:24] <JT-Shop> howdy tjb1
[17:12:30] <JT-Shop> hows it going?
[17:12:41] <tjb1> Got my work computer today!
[17:12:47] <tjb1> Only been there 2.5 weeks now
[17:13:15] <PetefromTn> French Bread YUM!
[17:13:25] <PetefromTn> What the hell is a proofer?
[17:14:10] <JT-Shop> a warm box, in my case the closet behind the stairs is perfect
[17:14:37] <skunkworks> poofer? ;)
[17:14:39] <JT-Shop> it is where you place dough to rise so the yeast is comfy and cozy and fart a lot of CO2
[17:14:47] <JT-Shop> proofer
[17:14:50] <JT-Shop> yea
[17:15:06] <skunkworks> the bread goes poof ;)
[17:18:05] <PetefromTn> Aah okay...make me a loaf or two of that sweet french bread man. I like the crust crunchy a tad and soft and smooth inside LOL
[17:19:39] <JT-Shop> that's the stuff I make just like Leidenheimer's french bread
[17:51:34] <PetefromTn> JT-Shop: Just finished eating dinner here. I am TRYING to eat better but today we had burgers but I eat them without the bun and with just some swiss cheese, american cheese, some avocado slices, some brown sugar bacon and some fresh fruit. It was pretty decent altho I overcooked the damn bacon as I was discussing the flycutter I am making with my wife and got sidetracked out to the shop showing here the progress LOL
[17:52:25] <JT-Shop> mmm brown sugar bacon
[17:53:16] <JT-Shop> we are cooking fried shrimp po-boys with panko battered shrimp at my daughters request. The only way to have a po-boy in swamp east missouri is to make your own french bread.
[17:53:36] <JT-Shop> I eat good at least twice a day and give up by dinner...
[17:58:13] <PetefromTn> LOl shrimp Po boys sounds pretty damn good tho. We have a Popeyes locally here and sometimes I will get lunch there and I usually get that when I do. There is also a shrimp Dock restaurant/seafood deli that makes them pretty good for lunch.
[18:10:23] <JT-Shop> We are supposed to get a Popeyes here soon... I remember going to the first one on Williams Blvd in Kenner La
[18:12:08] <JT-Shop> I used to live on Popeyes spicy chicken and biscuits
[18:13:11] <Jymmm> JT-Shop Just the mild chicken, no sides
[18:13:40] <Jymmm> JT-Shop: LOVE Popeyes =)
[18:14:42] <JT-Shop> me too, but some stores don't do a good so it is a crap shoot sometimes
[18:15:21] <alex_joni> yo Jymmm
[18:15:24] <JT-Shop> a good job
[18:15:28] <Jymmm> JT-Shop: Ah, one near me is AWESOME. I usually have the box of chicjen in my had before I've even finished paying for it.
[18:15:36] <Jymmm> hey alex_joni
[18:15:54] <alex_joni> all well on your end?
[18:15:56] <Jymmm> hand*
[18:16:40] <Jymmm> alex_joni: Yeah, and you?
[18:16:52] * JT-Shop goes to check the french bread
[18:16:59] <jdh_> ok. *always* touch off Z afer tool change
[18:17:39] <Jymmm> alex_joni: Just doing the finishing tweeks on the new (used) iMac =)
[18:18:40] <alex_joni> same here
[18:18:44] <alex_joni> off to bed though :)
[18:29:11] <jthornton> jdh_, it could be interesting if you don't
[18:32:46] <eric_unterhausen> my model m keyboard developed problems
[18:33:07] <eric_unterhausen> one of the kids in our labs is a model M fanatic, he frequents a model M forum
[18:35:49] <Jymmm> I think I'll just get rid of mine.
[18:36:34] <Jymmm> I have one with the erase mouse on it
[18:37:11] <eric_unterhausen> I would hate to get rid of it, it really is a good keyboard
[18:37:23] <eric_unterhausen> although there are modern versions
[18:37:42] <Jymmm> I'm getting rid of everything
[18:37:49] <eric_unterhausen> that's a good idea
[18:37:54] <eric_unterhausen> you are what you own
[18:38:04] <eric_unterhausen> which in my case means I'm a big pile of junk
[18:38:17] <Jymmm> Then I guess I'll be nothing.
[18:38:44] <eric_unterhausen> being nothing is admirable
[18:39:14] <Jymmm> cease to exist.
[18:39:51] <eric_unterhausen> that might be a little too literal of an interpretation
[18:40:36] <eric_unterhausen> I sent him an email, he's off being a programmer for the summer
[18:41:04] <eric_unterhausen> you used to be able to buy model M's for 5 bucks at salvage any time, but those days are over
[18:42:00] <Jymmm> how much are they now?
[18:42:08] <eric_unterhausen> can't get them
[18:42:15] <eric_unterhausen> supply is used up
[18:42:17] <Tecan> http://www.homedepot.com/p/Rust-Oleum-Stops-Rust-18-oz-NeverWet-Multi-Purpose-Spray-Kit-274232/204216476
[18:42:33] <Jymmm> ah
[19:11:09] <jdh_> ok. *always* touch off Z afer tool change
[19:11:17] <jdh_> I need a sign for that.
[19:14:56] <Jymmm> Nelson Mandela died :(
[19:18:55] <Connor> Jymmm: Where are you seeing that at ?
[19:21:05] <Jymmm> http://www.dw.de/retraction-nelson-mandela/a-16884259
[19:21:55] <Connor> Retraction: Nelson MandelaWe regret that due to a technical error our report of Nelson Mandela's death was unintentionally published. It has now been taken down.
[19:28:06] <jdh> so, the only thing between being alive or dead is a technical error?
[20:30:56] <Tom_itx> awfully quiet here
[21:00:12] <PetefromTn> Yup pretty damn quiet
[21:04:05] <PetefromTn> Well I managed to get most of the machining done on my CAt40 Flycutter adapter for my facemill toolholder today. I still need to drill and tap for the setscrews. The toolholder seems to fit nice in the slot and the bores came out pretty nice on the lathe.
[21:04:42] <PetefromTn> Tomorrow I should be able to locate and drill and tap the holes and finally test the thing on my aluminum blanks I made for my vise jaws.
[21:05:20] <PetefromTn> I am then gonna draw up a simple program to machine the holes for the jaw bolts and be ready to make some cool stuff.
[21:05:55] <PetefromTn> The VMC ran PERFECTLY today. I am still amazed how well and stable LinuxCNC runs.
[21:06:06] <skunkworks> PetefromTn: great!
[21:06:26] <skunkworks> did you figure out the comunication issue you where having earlier?
[21:06:28] <PetefromTn> Cutting that 5/8 wide slot in the stainless steel holder so easily is just amazing.
[21:06:38] <PetefromTn> communication?
[21:07:00] <PetefromTn> do you mean the problem with the travel?
[21:07:02] <skunkworks> I thought between the 5i25 and the daughter card (long cable?)
[21:07:17] <PetefromTn> No problems there that I can see.
[21:07:22] <skunkworks> great!
[21:07:54] <PetefromTn> I am still occasionally getting some errors upon startup of the spindle due to noise but I have not messed with fixing it yet.
[21:08:01] <PetefromTn> I have some ideas tho.
[21:08:28] <PetefromTn> The Cinci is a BEAST compared to my RF45 and basically everything I have ever used
[21:08:47] <skunkworks> yes - it is nice having heavy iron
[21:08:50] <PetefromTn> It seems to cut equal at least to the Haas Machines I ran in that shop
[21:09:07] <PetefromTn> Stainless and steels are NO problem at all LOL
[21:10:19] <PetefromTn> I was not even pushing it because the tool holder body was which was round was just held in the vise at the specific angle between the fixed jaw and my little V jaw I have here against the moving jaw.
[21:10:35] <PetefromTn> So no crazy deep cuts were going on due to fear of pullout
[21:11:00] <PetefromTn> but it STILL made cuts that my old RF45 would have been shaking like crazy with.
[21:11:44] <PetefromTn> I have drawn my Spindle Encoder mount in Freecad and once I can face stuff with this new toolholder I am gonna try to machine that thing.
[21:12:37] <Tom_itx> did you try cambam?
[21:12:50] <Tom_itx> i've never used it so i don't know if it's any good or not
[21:13:11] <PetefromTn> Yeah I am playing with it.
[21:13:27] <Tom_itx> does it let you modify the post?
[21:13:30] <PetefromTn> I have not tested any code with it yet but it seems to work pretty good with toolpathing
[21:13:34] <PetefromTn> Yeah\
[21:13:59] <Tom_itx> you're using the older free version?
[21:14:05] <PetefromTn> There are a couple ways to do it as well and there is apparently already a native post for LinuxCNC|
[21:14:05] <PetefromTn> \
[21:14:36] <PetefromTn> No the free trial of the newest version. Works 40 times apparently fully featured
[21:21:09] <Tom_itx> so never close it?
[21:23:39] <PetefromTn> Tom_itx: Honestly that is exactly what I am gonna do for a bit while I test it out to make sure it will do what I want. It is so cheap for what you are getting I will of course buy it but I really like the way they let you really use it for a bit.
[21:24:30] <PetefromTn> If you look at thier forum there are some pretty impressive features that it can do for the price.
[21:25:09] <PetefromTn> It can even do native JPG or Bitmap to Gcode for things like lithopanes and stuff. Pretty sweet.
[21:25:26] <jdh> how do you hold work when cutting outside profiles?
[21:26:01] <Tom_itx> depends
[21:26:04] <Tom_itx> on the part
[21:26:21] <Tom_itx> sometimes i hold a bit of the bottom and profile it
[21:26:30] <Tom_itx> other times i bolt it to a workplate
[21:26:34] <PetefromTn> yeah man it depends
[21:26:45] <Tom_itx> you can put op stops to move fixtures if you need to
[21:26:50] <PetefromTn> Sometimes I use tabs, Sometimes I drill and tap some hold down bolts
[21:27:00] <Tom_itx> bolt tabs is another way
[21:27:04] <PetefromTn> Sometimes I even use adhesives
[21:27:13] <jdh> hm. I should have put some stops on my plate for remounting.
[21:27:23] <Tom_itx> vaccuum plates, double back tape etc
[21:27:38] <Tom_itx> i heard someone here using superglue
[21:27:51] <Tom_itx> add locating pins if you need to move stuff
[21:27:51] <jdh> these brackets had some internal holes so I did them first and then bolted through the holes to some Al plate
[21:28:11] <Tom_itx> or make a 2nd op fixture to locate it
[21:28:28] <PetefromTn> They actually sell some kind of epoxy that is heat release above what is typical in machining and apparently works quite well
[21:28:35] <Tom_itx> we used soft jaws alot for stuff like that
[21:28:41] <Tom_itx> cut the profile into the jaws
[21:28:47] <Tom_itx> while they're separated a bit
[21:29:03] <archivist> shellac was the clock/watchmakers way
[21:29:15] <jdh> I don't want to scrap a plate big enough to hold this next one down though
[21:29:22] <PetefromTn> Yeah that is what I do a lot, softjaws
[21:29:51] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/P3.jpg
[21:29:56] <Tom_itx> that's one we used softjaws on
[21:30:00] <PetefromTn> Sometimes I use 123 blocks and bolt thru the part to the table for a goaround
[21:30:12] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/P1.jpg
[21:30:18] <Tom_itx> P1 & P2 were similar
[21:30:26] <Tom_itx> then i stood it up and cut the inner slot
[21:30:30] <jdh> did you cut P3 as a 3d cut, or cut/rotate/cut?
[21:30:40] <Tom_itx> just a slot
[21:30:51] <Tom_itx> the profile was done by then
[21:30:54] <Tom_itx> and the hole
[21:32:27] <Tom_itx> i used to keep a 6" kurt vise in my cad files to add in later to show the operator
[21:42:31] <Tom_itx> jdh, if it's a flat part you can use material thicker than you need and flycut the bottom of when it's done if you hold it in a vice jaw. You would need a vicejaw with the part profile in it for that though.
[22:12:42] <KimK> Tom_itx: Did you hear anything on your missing card yet?
[22:13:09] <Tom_itx> nope
[22:13:41] <KimK> OK, I'll let you know if I hear anything.
[22:14:30] <Tom_itx> thanks
[23:18:24] <CaptHindsight> whats a good 33JT replacement chuck?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}