Back
[02:43:23] <DJ9DJ> moin
[04:25:35] <mrsun> hmm i wonder how much i can carve out of the milling head without weakening it to the point of failiure :P
[05:40:53] <jthornton> all but the last chip
[05:46:57] <cncbasher_> jt did you sort your motor ?
[05:50:06] <jthornton> no, trying to finish up the 9 machines and get them delivered
[05:50:28] <jthornton> I did figure out how to run the VMC without the tool changer
[05:51:27] <cncbasher_> arh good at least not a total disaster in that case
[05:52:20] <jthornton> no, I just have to load the tool each run lol
[06:41:42] <jthornton> http://www.youtube.com/watch?v=egBezwsUJg0
[08:07:59] <skunkworks> there should be a irc client that automatically pulls history from a logger.
[08:24:50] <cradek> skunkworks: I bet you could write a plugin for irssi to do that.
[08:25:54] <skunkworks> cradek, Irssi? I will take a look
[08:26:02] <ReadError> just do an /exec curl -v <txtlog url>
[08:26:32] <ReadError> if its formatted all pretty in html it wont be as readable
[08:27:04] <ReadError> or you can put that in a shell script and tail the last $x lines
[08:27:11] <cradek> wow, that's a simple approach that might work. maybe some formatting required.
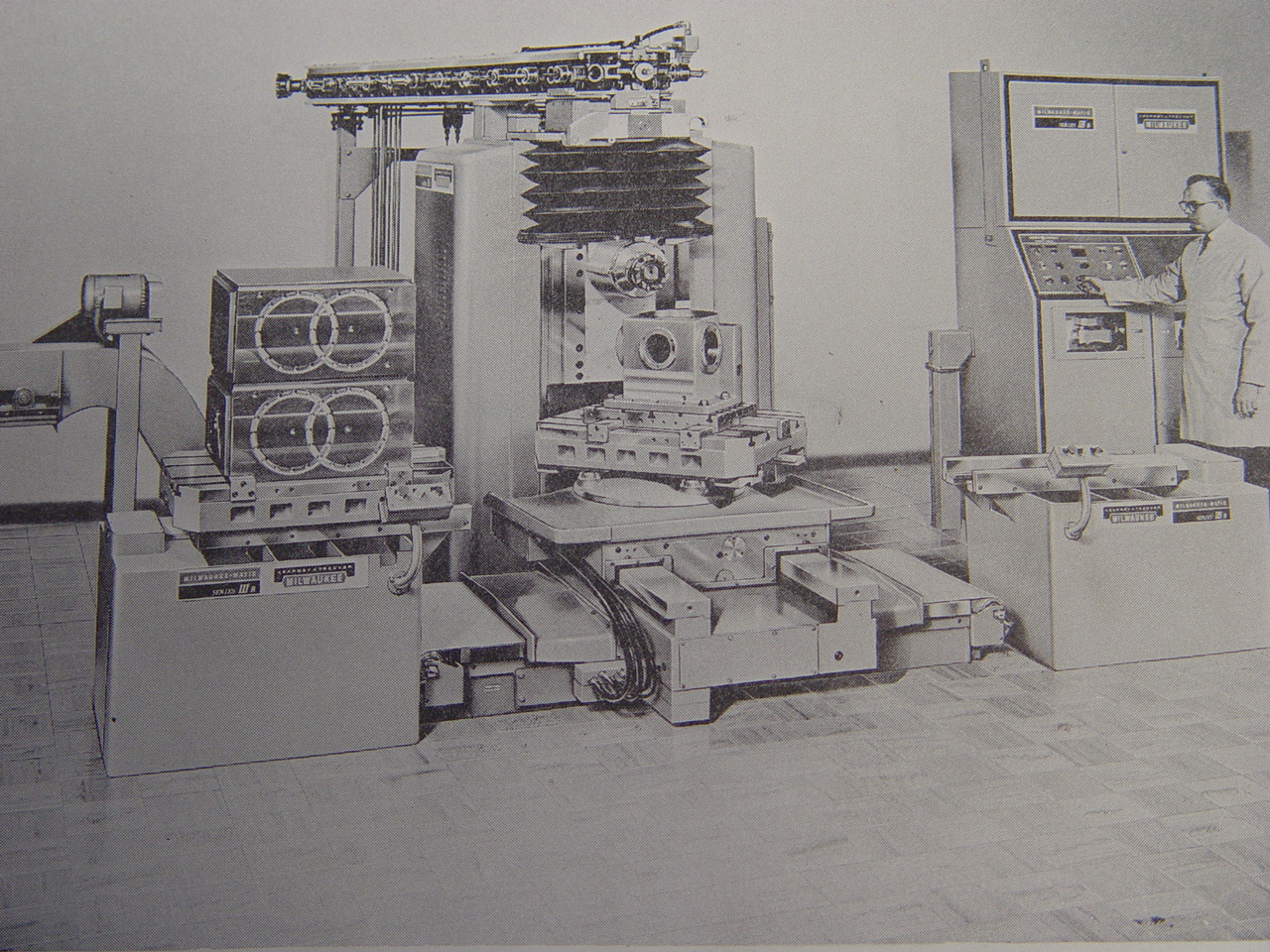
[08:30:09] <L84Supper> The Machinist and Tool Maker, when tools were tools ^^
[08:36:56] <ReadError> cradek: try /exec curl -v
http://delta.locallan.com/test.txt | tail -10
[08:37:03] <ReadError> im not on irssi right now
[08:37:14] <ReadError> but thats just a log snippet i put up
[08:39:51] <ReadError> actually i just tried
[08:39:56] <ReadError> curl -s would be better
[08:40:49] <ReadError> oh wow its even color coding the lines
[09:03:27] <cradek> ReadError: thanks, but my strategy is to never restart my client
[09:04:07] <skunkworks> Cradek sleeps on irc
[09:04:28] <skunkworks> (there is a cot in the corner...)
[09:04:36] <cradek> nah, I just use screen
[09:04:50] <Jymmm> cradekBot
[09:05:13] * skunkworks is feeling a bit abstract this moring
[09:05:50] * Jymmm cuts skunkworks into cubes in the cnc bandsaw
[09:05:59] <Jymmm> s/in/on/
[09:06:27] <Jymmm> Skunkubism
[09:06:42] <Jymmm> abstract enough?
[09:07:29] <ReadError> cant wait for UPS to show up with my 6-7' box \o/
[09:07:38] <ReadError> i just hope the metal is pretty flat
[09:07:43] <Jymmm> folded in half
[09:07:49] <ReadError> ;(
[09:09:01] <Jymmm> you sure Oooops, and not FexEd or DHL ?
[09:09:54] <Jymmm> I've gotten >5ft from DHL
[09:14:42] <skunkworks> screen looks cool
[09:15:30] <ReadError> yea
[09:15:33] <ReadError> its from amazon
[09:15:43] <ReadError> they mostly use UPS for me
[09:49:36] <JT-Shop> http://linuxcnc.org/index.php/english/forum/38-general-linuxcnc-questions/26027-for-9-axis-machine#28499
[09:51:44] <TekniQue> what does one even do with 9 axis?
[09:53:08] <Gene45> build a miniture deathstar
[09:53:44] <skunkworks> Gene45, did you get my reply?
[09:54:35] <Gene45> yes and no... I'm sure I have it in a log file but was not aware that you answered. Been doing fresh installs in sytem etc
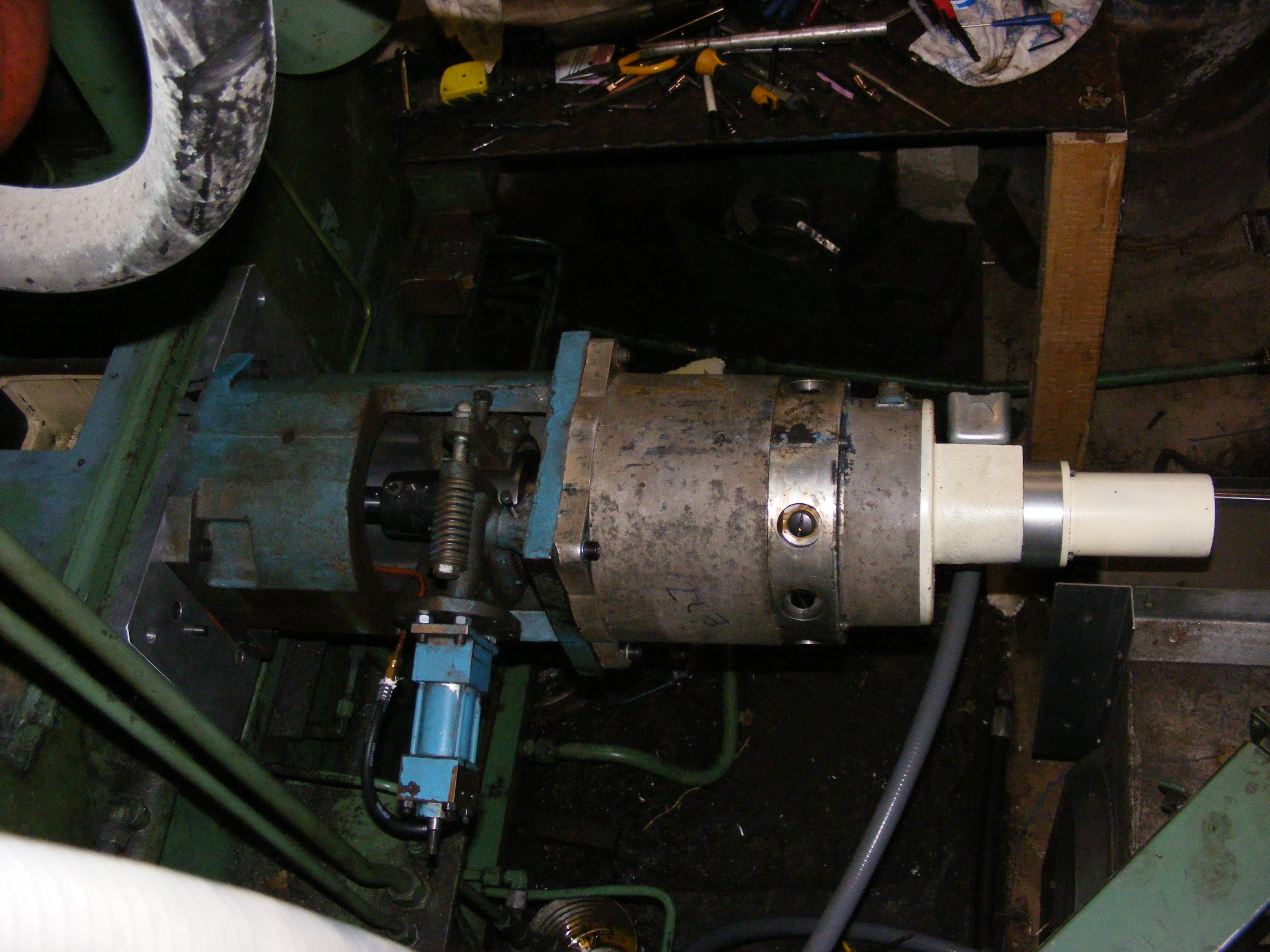
[09:54:53] <skunkworks> we re-purposed these servos..
http://electronicsam.com/images/KandT/DSC_0242.JPG
[09:54:55] <Gene45> did you use the existing servos and powersupply
[09:55:28] <skunkworks> originally - the machine used hydraulic servos. We replaced them with large brushed dc
[09:56:42] <Gene45> I wish you were my neighbor.... sounds like you have some skill
[09:56:56] <skunkworks> eh - we wing it real well... ;)
[09:57:35] <Gene45> most people would run scared. my last effort was too over the top and gave up
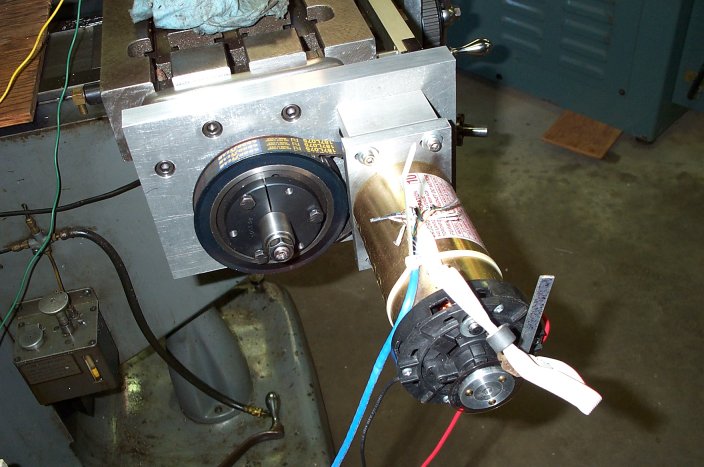
[09:57:47] <skunkworks> http://electronicsam.com/images/KandT/conversion/hyservo.JPG
[09:57:55] <skunkworks> y axis hydraulic servo
[09:58:11] <awallin> JT-Shop: forum post - is there a driver for the ethernet based mesa card?
[09:58:22] <skunkworks> converted..
http://electronicsam.com/images/KandT/conversion/yaxis/yassembly.JPG
[09:58:37] <skunkworks> awallin, yes - but the bugs are being worked out....
[09:59:35] <skunkworks> xz and b originally shared 1 servo..
http://electronicsam.com/images/KandT/conversion/xaxis/start.JPG
[09:59:50] <awallin> skunkworks: previously the excuse for these was always that whenever the NIC chip on the pc-side changes strange things could happen... but maybe things are better now
[10:00:21] <Gene45> Im sure you see the beauty in it... but that thing is a pig :)
[10:00:34] <skunkworks> best from the 60's
[10:00:56] <Gene45> :)
[10:01:39] <skunkworks> this shows x and z working
[10:01:40] <skunkworks> http://www.youtube.com/watch?v=QU_O_Z7Vv8c&list=UUHk52YjGT8HryRYmJKSl-lg&index=26
[10:01:55] <Gene45> Skunkworks.... would like to chat more but am late for work. Your FrankenShrek is a nice piece of work though!
[10:02:11] <skunkworks> thanks
[10:02:31] <skunkworks> awallin, I don't know the specifics...
[10:02:50] <skunkworks> I know you need to dedicate one nic for the interface
[10:06:16] <JT-Shop> awallin: I don't know of any
[10:06:50] <pcw_home> Yes and Xenomai is required (It will probably never run under RTAI)
[10:15:46] <skunkworks> xenomai as some ethernet modules?
[10:23:21] <pcw_home> I'm not the expert on this but it has to do with the context where the real time Ethernet runs
[10:23:23] <pcw_home> Xenomai making the setup much easier
[10:25:04] <skunkworks> neat
[10:27:24] <mrsun> http://www.ctctools.biz/servlet/the-329/MORSE-TAPER-%233-MT3/Detail using stuff like that, shouldnt i be able to make a nut for the lathe insted? .. insted of a drawbar and push it into the taper ?
[10:27:33] <mrsun> i need the clearance inside the taper :P
[10:38:45] <IchGuckLive> hi all B)
[10:44:34] <JT-Shop> 5 down 4 to go
[10:44:52] * JT-Shop takes a short grit break
[10:45:28] <Connor> 4 what to go?
[10:45:58] <IchGuckLive> cakes
[10:46:07] <IchGuckLive> he is a milling baker
[10:46:12] <IchGuckLive> O.O
[10:49:48] <JT-Shop> small machines I make
[10:50:45] <IchGuckLive> mill like mine ?
[10:50:56] <IchGuckLive> dimantion ?
[10:56:36] <JT-Shop> these go on an assembly line and lift and rotate the fixture pallets
[12:09:39] <IchGuckLive> hi out there
[12:13:22] <IchGuckLive> servus
[12:15:52] <DJ9DJ> hi there
[12:17:20] <IchGuckLive> B)
[12:37:34] <devil> hi
[12:38:09] <IchGuckLive> devils are not allowed O.O
[12:38:29] <Guest78964> i should have known..
[12:38:34] <Guest78964> anyhow
[12:38:38] <IchGuckLive> :DD
[12:38:41] <Guest78964> this nicks just as good :)
[12:39:15] <Guest78964> i have done some latency test runs a few hours ago
[12:39:48] <IchGuckLive> and
[12:39:52] <Guest78964> with 8.04 and 10.04 lts based linuxcnc iso installations
[12:40:10] <IchGuckLive> Realtime or standard kernel
[12:40:17] <Guest78964> well, 10.04 is seeing some regression
[12:40:19] <Guest78964> rtai
[12:40:42] <mrsun> hmm china hss vs "quality" hss ?
[12:40:45] <IchGuckLive> what is the 25ms
[12:40:55] <Guest78964> mhm, nope
[12:41:41] <IchGuckLive> mrsun: china price verses standard price O.O
[12:41:53] <mrsun> IchGuckLive, but the quality of it? :)
[12:41:58] <mrsun> is the only diff the price? :)
[12:42:02] <Guest78964> it was more like 5,8 and on 10.04 15,20 (
[12:42:55] <IchGuckLive> mrsun: Hss is defined at iso standard so it shoudt need your meanings
[12:43:28] <IchGuckLive> mrsun: on CO8 i woudt be nervice if it is not only collored
[12:44:32] <IchGuckLive> Guest78964: stepper or servo mashine
[12:44:40] <Guest78964> i did the full latencyoptimization as far as its possible with a ubuntu desktop installation. like removing all unneeded kernelmodules. even networking....
[12:44:54] <Guest78964> the latency test didnt let me choose :)
[12:45:05] <IchGuckLive> your mashine
[12:45:13] <IchGuckLive> you gone run at linuxccn
[12:45:17] <Guest78964> removing all trashy applet even the clock :)....
[12:45:52] <micges> Guest78964: multicore motherboard?
[12:46:07] <Guest78964> no a singlecore, athlonxp 1ghz
[12:46:37] <Guest78964> but, as i said, same hardware. very different latency test numbers
[12:46:44] <Guest78964> repeatable
[12:47:24] <archivist> video drivers, use generic if you can
[12:47:27] <Guest78964> both stripped down to the bone. /tmp & /var/log on tmpfs, syslog disabled. well, whatnot....
[12:47:36] <Guest78964> they both dont get faster :)
[12:47:46] <micges> what hdd?
[12:47:52] <Guest78964> flashdisk
[12:48:13] <Guest78964> but, more or less reaadonly
[12:48:34] <micges> ok, first question: what latency do you need?
[12:48:44] <Guest78964> the videodrivers, well, it has sis onboard and as far as i remember there was the sis xorgdriver loaded in 8.04 too
[12:48:44] <skunkworks> You will see different latencys between 8.04 and 10.04...
[12:48:52] <skunkworks> they are different kernels.
[12:49:01] <skunkworks> and - what micges said.
[12:50:06] <Guest78964> micges: i want the latency i get with the 8.04 lts based linuxcnc install on my 10.04 install :) i stat digging into that tomorrow. i just thought i drop by, maybe someone has seen similar
[12:50:43] <micges> ok but if you have servo setup both latencies are ok
[12:50:51] <Guest78964> tripple and double the latency. i dont want to live in that world :)
[12:51:47] <Guest78964> the vesa driver
[12:52:06] <Guest78964> i could try before i do the kernel switcheroony
[12:54:43] <Guest78964> micges: i understand. its more of a matter of principle to me.
[12:55:24] <micges> I see
[12:56:34] <IchGuckLive> Guest78964: no matter 10.04 the choise of time
[12:57:37] <Guest78964> IchGuckLive: im totally with you. well, with the choice for shure
[12:57:57] <Tom_itx> no you are the devil in disguise
[12:58:52] <devilindisguise> now how did that happem
[13:01:53] <devilindisguise> today i tried the gcodetools extension for inkscape for the first time and then watched axis simulating. very impressive how smooth tis works.
[13:02:38] <IchGuckLive> devilindisguise: the linuxcncnc has a internal dxf2gcode
[13:02:47] <IchGuckLive> no incscape neaded
[13:03:02] <JT-Shop> ich
[13:03:06] <devilindisguise> IchGuckLive: dxf is nice, but inkscape supports alot more
[13:03:17] <JT-Shop> IchGuckLive: I use a Hypertherm 1250
[13:03:24] <IchGuckLive> svg also inside linuxcnc
[13:03:37] <IchGuckLive> JT-Shop: thanks
[13:40:35] <kwallace> What are common methods for touching off a lathe tool with no Z face, such as a threading tool? I would tend to just eyeball the point because thread Z position isn't usually critical, but I'm wondering if there are other situations where Z position is critical and the tool has no convenient Z face. What do the fancy lathes do with threading tools and automated touch off?
[13:43:17] <kwallace> I can imagine a touch off probe with two pins aligned to the Z axis and touch off the right and left tool angle then divide the distance.
[13:46:45] <archivist> the tool has a specified radius so you can know its length, but I tend to turn a thread, measure,edit, rinse repeat till fits/near enough
[13:46:55] <kwallace> Or, rather one pin and touch off each side of the pin.
[13:47:23] <archivist> but that problem exists for gear cutting too
[13:48:10] <archivist> some tools like hobs have a reference diameter written on them
[13:49:09] <kwallace> Yes, the X bit is easy. Just cut and measure a diameter, or use a gauge pin on a known diameter.
[13:49:17] <Connor> Okay, so, without some smart a$$ answer as like "as much as you can afford" etc etc.. I'm looking at getting a surface plate. I'm trying to figure out what to get. I don't want anything huge, I think a 9x12 or 12x18 would be fine. But, what about the thickness and grade.. and what's the deal with T looking shape of some of them..
[13:50:13] <Connor> Looks, like they're AA, A, B.. Don't see a C on Shars.com..
[13:52:22] <jdh> I'd say try to afford somethign as big as you might need.
[13:52:29] <devilindisguise> IchGuckLive: i am using 2.5.1 axis gui and i dont see svg and dxf when trying to open a file. is it me?
[13:53:11] <cradek> Connor: the T makes them easy to pick up and move.
[13:53:45] <cradek> Connor: a 12x18 is barely light enough to ship via UPS. any bigger would be a much bigger pain to get to you.
[13:53:46] <Connor> jdh: Well. I'm more looking at the space in my tiny shop for the size...
[13:54:22] <cradek> take a piece of board 12x18 and glue felt to it. put that face down on the plate when you're not using it, and you have a nice little flat surface to pile other things on
[13:54:26] <Connor> Looks like the A's all have the T shape.. B grade is just flate.
[13:54:49] <archivist> or a bit of polished granite for a tile, they seem reasonably flat for small work, I do wonder how flat they are
[13:56:20] <archivist> I looked at the reflection of the shop roof in one, bought it to try, its under these bits
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_11_07_Drive_gear/IMG_1400.JPG
[13:58:31] <kwallace> What will the plate be used for? Height gauge or test workpiece flatness?
[13:59:26] <Connor> Both Probably.
[14:00:16] <Connor> I mean honestly.. I don't have a use for right at this time.. I just know, that they're good to have in a shop. ;)
[14:00:56] <archivist> I use my grade A for testing levels
[14:01:33] <devilindisguise> i use linuxcnc-dev checked out via git on 26t of december and ./configure --prefix=/usr --enable-simulator, i havent seen a option for enabling dxf or svg.
[14:02:47] <kwallace> I have a granite plate, but I find I use my table saw top as a flat surface more often because the plate holds all the clutter that falls off my bench.
[14:03:39] <cradek> Connor: an old typewriter table makes the very best surface plate holder for one that size. it has wheels, and can lock in place.
[14:04:04] <cradek> and an 80lb 12x18 plate is about the weight of a good typewriter, haha
[14:05:09] <ds3> are good typewriters flat? :D
[14:05:18] <cradek> haha nope
[14:05:37] <Connor> I have a few things that might work to hold my surface plate. I made a cart to hold my tools out of a hanging file folder cart. Basicly it's a mini-shelf on wheels. I have a printer stand that's about the same size.. and then of course, my nice 7' x 39" Stainless Steel Elevator door as a bench. :)
[14:06:24] <kwallace> cradek: How do you touch off the sides of a lathe threading tool?
[14:06:26] <archivist> the mill table can double as a plate for some lower grade work
[14:06:47] <cradek> there's a million of them on ebay:
http://www.ebay.com/itm/170969492560
[14:06:59] <cradek> these are absolutely perfect for the job
[14:07:17] <devilindisguise> bye. have a nice time
[14:07:18] <cradek> The top area is 18" x 15". When the side are extended it measures 36" wide.
[14:07:58] <archivist> except if testing levels, wheels too soft
[14:08:27] <Connor> Hmm.. Grizzly has Grade B 12x18x3 with ledge for 43.95
[14:08:42] <Connor> $79.00 to ship ROFL
[14:08:55] <kwallace> For the cost of shipping , I'd just glue up a 2x4 table.
[14:09:21] <archivist> get a second hand one locally
[14:09:25] <cradek> heh yeah, you'd want to find one locally
[14:09:50] <cradek> not hard if you know your local junk sources
[14:09:54] <Connor> I'm checking Shaars.
[14:10:21] <Connor> $48.11 + 47.50 for a grade A 12x18x3
[14:10:21] <archivist> mine are ex mill surplus
[14:11:03] <cradek> check enco. they have free ups shipping very frequently.
[14:11:33] <cradek> yeah free ups ground for $49+ orders through january
[14:11:48] <kwallace> 12 x 18 sounds like you could just fit a height gauge and a small work piece. I'd go bigger unless one has a particular application that doesn't need the extra space.
[14:13:32] <Connor> Place right down the road that sells Granite... I wonder if they do surface plates...
[14:13:45] <Connor> I think it's mostly for counter tops etc...
[14:13:55] <kwallace> I would also tend to go the the local counter top place an get enough stone to make two plates and use one on the other with grit to flatten them.
[14:14:36] <archivist> 3 to make a flat 2 gets a curve
[14:14:57] <Connor> and how much work does that take?
[14:15:04] <archivist> some
[14:15:34] <archivist> an apprentice learning to scrape has to do it
[14:16:02] <kwallace> True, but If one swaps top and bottom enough they could get pretty darn flat.
[14:16:46] <Connor> kwallace: I'm mostly doing small stuff anyway.. Robot parts... etc..
[14:16:57] <Connor> don't need anything supper large..
[14:18:02] <Connor> besides, like I said, I have room size constraints.. room is only 11x7.. and my work bench, mill, tool box, 6" sander, and vacuum box all are in it..
[14:20:06] <Connor> Enco too $$$ on the plates.. way more than Shars for the AA. $113.54 before shipping vs 47.95
[14:22:39] <jdh> AA is better than A?
[14:23:01] <Connor> Err.. I meant A.
[14:23:15] <Connor> Yes. AA, A, B, C
[14:23:31] <kwallace> I'm thinking polyester resin could be used to glue kitchen sink holes to thicken them up.
[14:23:41] <tjb1> Some guy on ebay tried to screw me…guess who won?
[14:23:43] <jdh> A is 0.0001", b is 0.0002?
[14:23:49] <jdh> tjb: the ebay guy
[14:23:56] <tjb1> Meeeee
[14:24:18] <tjb1> He didn't get any of my messages supposedly…respodened to the case within 20 minutes
[14:24:19] <Connor> B is .0001" , A is .00005", AA is .000025"
[14:24:30] <jdh> not at enco
[14:24:45] <Connor> That's what Shars says..
[14:25:09] <jdh> tjb1: I got an ebay scope like that. She ended up shipping it for free
[14:25:18] <Connor> Grizzly says B is .0001 too
[14:25:27] <tjb1> This was for $150 nerf bars, the guy refunded $125 :)
[14:25:48] <L84Supper> kwallace: polyester resin should work just fine or Bondo (resin + clay)
[14:26:04] <tjb1> ignored 3 messages and the item is no longer on egay
[14:26:08] <tjb1> ebay
[14:27:18] <jdh> I'm not sure how you could get $150 worth of foamy footballs, but whatever.
[14:28:08] <tjb1> Nerf bars for pickup
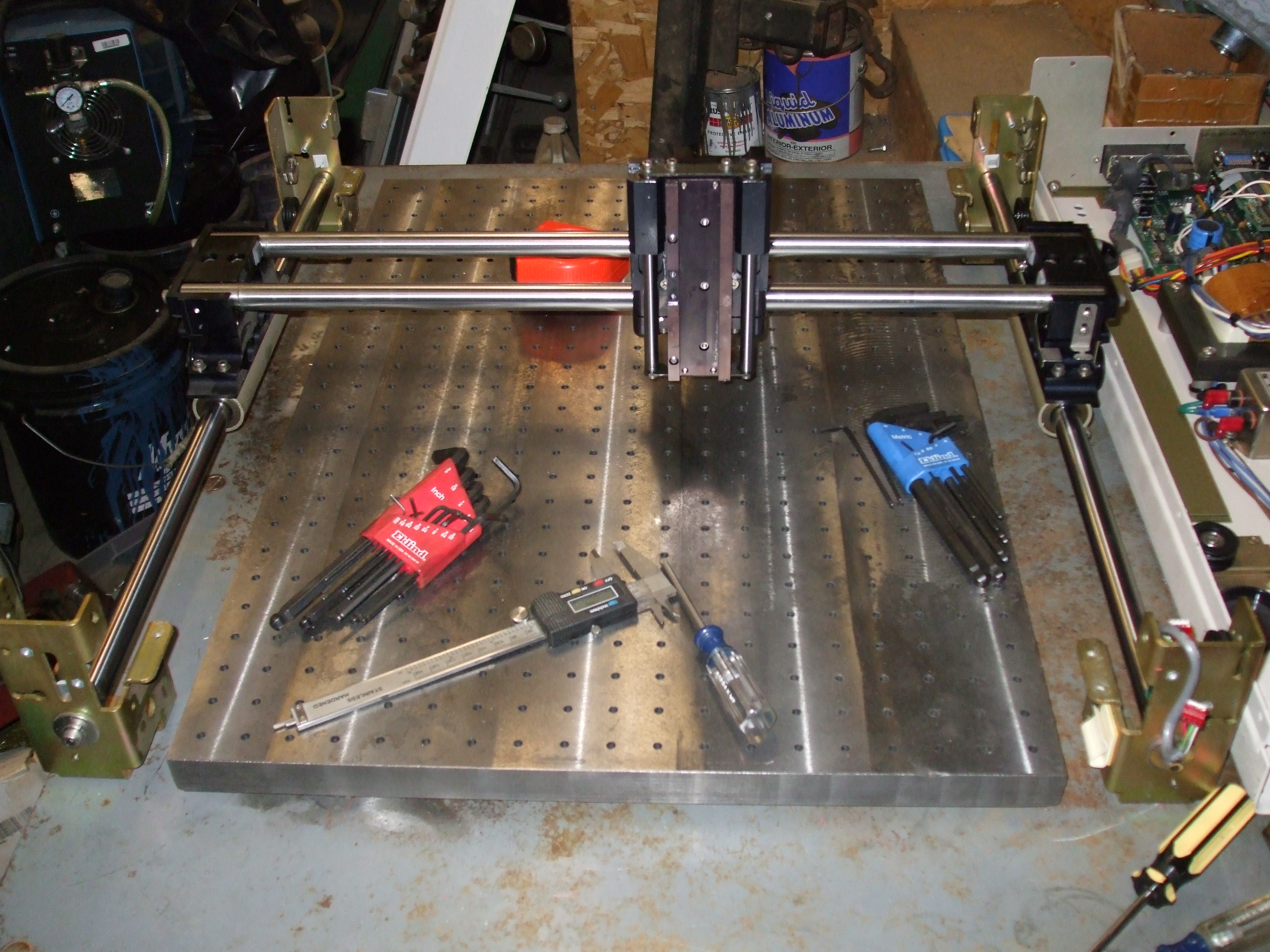
[14:28:08] <kwallace> I'm also thinking kitchen sink hole for a mini gantry mill for PCB milling.
[14:29:28] <frysteev> has anyone used emc with a differnt software front end?
[14:29:51] <skunkworks> kwallace, this is far as I got...
http://electronicsam.com/images/KandT/pcbmill/mockup2.JPG
[14:30:40] <skunkworks> frysteev, like mach? ;)
[14:31:08] <frysteev> skunkworks:
[14:31:21] <jdh> sam: were thsoe rails pulls out of something?
[14:31:23] <frysteev> NOT my idea, and almost afriad to ask in here
[14:31:50] <skunkworks> jdh, yes - they where in a pick/place type machine.
[14:32:40] <frysteev> i like the idea of emc for use as the logic and motion control, but the project im proposing, the client wants to use mach as the front end, so all his interfaces are the same
[14:32:57] <skunkworks> omg... I was just joking.
[14:33:18] <jdh> never joke around windows people, they don't understand.
[14:33:37] <frysteev> skunkworks: ya,
[14:33:46] <skunkworks> frysteev, have you looked at gscreen?
[14:34:00] <skunkworks> you could make something look like mach....
[14:34:06] <frysteev> no clue what that is
[14:34:20] <kwallace> frysteev: I think GladeVCP might get you pretty close.
[14:34:27] <jdh> or, he could convert everything to leenux and everything would look the same.
[14:34:37] <frysteev> i like emc, but i had a hell of a time making a decent screen setup
[14:34:52] <skunkworks> http://linuxcnc.org/index.php/english/forum/41-guis/17806-gscreen-a-gtk--glade--python-based-screen?limitstart=0
[14:35:12] <skunkworks> I think they even took a mach graphic and overlayed buttons on it...
[14:35:27] <skunkworks> Good read - if you have a few hours...
[14:35:55] <frysteev> ya, thats my prob, a few hours :P
[14:36:24] <skunkworks> but to your question - I don't anyone as tried...
[14:37:04] <jdh> linux people wouldn't think about doing that.
[14:37:17] <jdh> windows people...
[14:37:24] <frysteev> well im running mach and emc in my shop,
[14:37:26] <jdh> would just switch to linux.
[14:37:35] <kwallace> What does the Smithy interface look like?
[14:38:13] <frysteev> i like emc on my more complex machines, but i have mach on my little laser engraver/cutter,
[14:38:39] <frysteev> and when 90% of the time im just lasering simple stuff and pics its easier
[14:39:03] <frysteev> i dunno i guess i find mach a guilty pleasure,
[14:39:18] <skunkworks> heh
[14:39:32] <frysteev> lkinda like a stripper, shiny and easy, but not much inside
[14:39:50] <jdh> I'm not much on ideology, or even RT pureness. If it works for you, use ie.
[14:39:51] <skunkworks> wow - that should go into the irc quotes
[14:39:53] <jdh> or use it.
[14:40:03] <Sendoushi> hey guys
[14:40:24] <skunkworks> Hi
[14:40:27] <kwallace> Custom tabs in AXIS could go a long way to getting the buttons and scripts one likes from Mach.
[14:40:30] <jdh> but, I'm not going to pay for a win + mach license when this is free and arguably better
[14:41:58] <kwallace> Customers pay for perception and not performance.
[14:43:10] <jdh> customers are different.
[14:43:40] <skunkworks> frysteev,
http://linuxcnc.org/index.php/forum/41-guis/17806-gscreen-a-gtk--glade--python-based-screen?start=168&lang=english#27122
[14:43:40] <jdh> you should give them what they want, unless you can tactfully convince them of the error of their perceived wants.
[14:44:13] <Jymmm> Interesting
http://www.youtube.com/watch?v=8EErSvJOyz4
[14:44:49] <frysteev> i just kind it very difficult to make tabs and such in emc, unless im doing it wrong
[14:45:30] <Jymmm> You should read "Lean Startup"
[14:47:27] <frysteev> i spend a few days reading the emc/mach debate until my brain melted
[14:47:58] <jdh> or no.
[14:49:15] <frysteev> actually i get the win/lunux thing, my head is trying to tackle the whore external motion controller
[14:49:23] <frysteev> er whole
[14:49:59] <jdh> the win/linux thing allows linux to do all the things external controllers do
[14:50:56] <frysteev> i get that,
[14:51:56] <skunkworks> so - if a realtime thing is added to linuxcnc - it is available to all interface devices. Like rigid tapping - hell you could rigid tap with the printer port hardware. WIth external motion devices - you are stuck with what is implimented within it.
[14:52:58] <frysteev> ya,
[14:54:00] <skunkworks> Plus Feedrate overide, Feed hold stuff like that gets a bit harry
[14:54:18] <frysteev> and the mesa hardware is cheaper then the external controls
[14:54:34] <skunkworks> exactly - and much more flexable...
[14:54:55] <frysteev> i need to figure out how to make a user interface i like in axis or that other one
[14:55:04] <skunkworks> Look at my machine - it was all done with mesa and linuxcnc. No plc or extra stuff.
[14:55:37] <frysteev> sure pics? :P
[14:55:39] <skunkworks> all configured in 1 place.
[14:56:00] <frysteev> emc to me is more intimidating to me,
[14:56:24] <skunkworks> http://www.youtube.com/watch?v=39q6kvrSBSk&feature=share&list=UUHk52YjGT8HryRYmJKSl-lg
[14:56:49] <skunkworks> http://electronicsam.com/images/KandT/oldkandt.JPG
[14:57:06] <kwallace> What example button, script or method in Mach is preferred over AXIS?
[14:58:23] <skunkworks> 96 i/o not including encoders and analog ouputs
[14:58:30] <frysteev> thats cool
[14:59:38] <frysteev> kwallace: the way of setting up the screens and editing them in mach i am familair with, its very simair to other layout software i have used,
[15:00:08] <frysteev> i feel like setting up a custom screen in emc, is like making a webpage out of pure html, much harder learning curve
[15:03:01] <frysteev> who is using any of the mesa pci cards?
[15:03:11] <cradek> a zillion people
[15:03:17] <kwallace> GladeVCP might change that. It allows one to create, size and move buttons and such.
[15:03:32] <skunkworks> including me... (2 5i20's in the K&T)
[15:03:52] <frysteev> im curious, are people just running the ribbon cable from the computer, or using a scsi type connector on the chasis
[15:04:22] <skunkworks> JT-Shop has a neat tutorial on creating your own gui.. You will have to play with python...
[15:04:26] <cradek> my setup has ribbon cables. the daughter boards are quite close to the motherboard. the whole works is inside the machine's original control box.
[15:05:31] <skunkworks> frysteev,
http://electronicsam.com/images/KandT/conversion/panel/electricalbox.jpg
[15:05:50] <skunkworks> (yes - a bit messy_
[15:07:48] <Jymmm> NO PANDUIT!
[15:08:39] <skunkworks> cradeks...
http://geektrap.com/bill-files/01248711886/dscn7587.resized.jpg
[15:09:20] <kwallace> A fair investment in OPTO-22?
[15:09:24] <cradek> haha, I couldn't find a picture
[15:09:28] <skunkworks> heh
[15:09:37] <skunkworks> kwallace, ebay = cheap
[15:09:39] <cradek> it looks a lot better now. you can see this was before wiring anything to all that opto22.
[15:09:53] <frysteev> ive been looking at the mesa 5122,
[15:09:57] <cradek> and also it has another block of opto22 and a second 5i20
[15:11:45] <frysteev> anyone using the 7161?
[15:13:45] <frysteev> or do you guys typically go to a pci caqrd when you want that number of i/o?
[15:14:11] <cradek> 7i61 is usb? then no, nobody is using it
[15:14:28] <frysteev> 7161 has usb, but it has epp too
[15:14:59] <pcw_home> You dont need so much raw FPGA anymore
[15:15:01] <pcw_home> for example if you use a 5I25/7I77 for a analog servo
[15:15:03] <pcw_home> interface, this gives you 32 24V inputs and 16 24V outputs
[15:15:05] <pcw_home> if you need 120VAC I/O you can add a 7I69 to interface with two 24 I/O racks
[15:15:38] <cradek> I don't see where the 7i61 says it has parallel
[15:15:51] <pcw_home> 7I61 or 5I22 are overkill for most motion applications
[15:16:06] <pcw_home> 7I61 can do EPP as well
[15:16:18] <kwallace> Which is preferred 5i25 or 6i25?
[15:16:27] <frysteev> well im looking at a 7148 + 3x 7137. wondering about paring that with a 5122 or a 7161
[15:16:34] <pcw_home> 5I25
[15:17:10] <pcw_home> What kind of I/O do you have?
[15:17:25] <Jymmm> ethernet!!!
[15:17:40] <kwallace> 6i25 firmware isn't ready yet?
[15:17:47] <frysteev> 40I 20-O
[15:17:52] <pcw_home> no but the 6I25 is slower
[15:18:14] <pcw_home> 6I25 can run 5I25 firmware (or 6I25 firmware)
[15:18:24] <frysteev> the 5125 only breaks out to a single card tho right?
[15:18:27] <JT-Shop> skunkworks: you rang :)
[15:18:36] <pcw_home> 2 cards
[15:19:10] <frysteev> or i see
[15:19:22] <pcw_home> bbl
[15:20:12] <andypugh> frysteev: Potentially 16 cards on a single 5i25. But that would be unusual.
[15:20:35] <Jymmm> animatronics
[15:20:51] <frysteev> andypugh: how?
[15:20:56] <cradek> fwiw, here's approximately what the control cabinet door looks like today:
http://timeguy.com/cradek-files/emc/2011-07-14_21-39-26_272.jpg
[15:20:57] <frysteev> how do they connect?
[15:21:03] <andypugh> smart-serial
[15:21:16] <andypugh> (CAT5 cables)
[15:21:38] <Jymmm> cradek: PANDUIT!!!!
[15:21:56] <archivist> G clamp!
[15:21:58] <cradek> there's lots of that crap in the other half of the box
[15:22:09] <Jymmm> cradek: =)
[15:22:21] <cradek> heh yeah the C clamp holds the extra-stuff-that-didn't-fit part shut
[15:22:48] <cradek> the pop-riveted piano hinge is genius if I must say so myself
[15:22:51] <andypugh> You can connect one smart-serial device to the header on the 7i76, but there is the option to use the 7i74 and connect 8 of them to each port on the 5i25
[15:23:42] <Jymmm> cradek: What is above the PC PS ?
[15:24:00] <cradek> renishaw probe interface box
[15:24:08] <Jymmm> say what?
[15:24:10] <andypugh> https://picasaweb.google.com/lh/photo/pCd-9Zn5Bl998pY7gR0Mf9MTjNZETYmyPJy0liipFm0?feat=directlink
[15:24:12] <cradek> (of course the photo is rotated)
[15:24:29] <andypugh> I wrapped the ribbons up a bit, and routed them under the boards.
[15:24:48] <Jymmm> cradek: ah, ok
[15:25:02] <andypugh> I will cable-lace the wires when they are all in place.
[15:25:14] <cradek> andypugh: ooh, that turns it into art
[15:25:20] <frysteev> hmm ok im looking at the 5125 + 7177 now
[15:25:35] <andypugh> frysteev: It's a good combination
[15:26:10] <skunkworks> Plust the 24 block opto22 boards hook right up to the masa 50 pin connectors
[15:26:13] <cradek> the best feature of opto22 is the LEDs and room for writing in pencil next to each one what it means
[15:26:14] <frysteev> and a 7137 equivalent in that series for general i/o?
[15:26:30] <frysteev> is that the 7175?
[15:26:32] <andypugh> cradek: I am thinking of re-lacing the front-panel button wiring more artfully.
[15:26:54] <DJ9DJ> gn8
[15:27:13] <andypugh> frysteev: I like the 7i64 as it switches serious current (2.5A per channel I think)
[15:27:42] <andypugh> But there are cheaper boards.
[15:27:58] <andypugh> There is a air bit of gpio on the 7i77 board too.
[15:28:11] <frysteev> andypugh: i need a ton of i/o
[15:28:59] * Jymmm hands frysteev the elephant leash
[15:29:12] <frysteev> the 7164 will plug into the 5125 or 7177?
[15:29:14] <andypugh> 7i74 + 8 x 7i64 is 384 IO lines, would that be enough?
[15:29:16] <frysteev> Jymmm: lol
[15:29:41] <Jymmm> frysteev: Elepahnt "tons of" FIFO I/O
[15:29:52] <frysteev> 2 7161 should be enough
[15:30:12] <Jymmm> frysteev: No, you said TONS, you GET tons!
[15:30:13] <frysteev> im hoping i can get ity down to one 7164
[15:30:16] <frysteev> er 7164
[15:30:19] <andypugh> frysteev: One 7i64 into the 7i77, and/or as many as you need into a 7i74 on the second header of the 5i25. (the 7i77 connection is just a passthrough, actually)
[15:30:54] <frysteev> cool i like that, cuz then i get get my machine moving before working about all the other i/o
[15:31:10] <andypugh> If you already have opto22 racks then the 7i69 is much chaper than the 7i64.
[15:32:31] <andypugh> 7i64 is all isolated and high voltage/current (well, 50V, 2.5A) but it's also expensive compared to the others.
[15:32:52] <frysteev> i think i will splurge on the 7164,
[15:33:11] <andypugh> I think Pete said that voided the warranty
[15:33:26] <skunkworks> no - that was drrooling...
[15:33:32] <skunkworks> drooling
[15:33:45] <skunkworks> he said nothing about splurging
[15:34:07] <frysteev> im hoping to not need as much dedicated i/o and move some stuff over to serial, not real time stuff
[15:34:29] <andypugh> Is there any reason to prefer angular contacr bearigns to taper rollers for holding a ballscrew?
[15:34:46] <skunkworks> frysteev, what is the project?
[15:34:58] <frysteev> 4x8 laser cutter
[15:35:01] <skunkworks> andypugh, Friction probably...
[15:35:16] <skunkworks> (taper rollers will have more) IMHO
[15:35:24] <kwallace> I think rollers have a much lower RPM limit.
[15:35:31] <skunkworks> That too
[15:36:01] <frysteev> skunkworks: all off the modules inside the machine have serial, but wasnt implentment
[15:36:22] <skunkworks> huh
[15:36:40] <skunkworks> is it stricly cutting? (not rastering?)
[15:37:22] <skunkworks> But I think for andys ball screw - the bearing rpm will be fine.
[15:37:23] <frysteev> well it could do that
[15:38:49] <andypugh> PCW_: What deadtime should I use with the 7i39? does it handle it on-board or do I need to program it in to the pwmgen parameters? (There is a deadtime pin, defaults to 5uS)
[15:39:15] <skunkworks> andypugh, are those washing machine motors 3 phase?
[15:40:09] <andypugh> skunkworks: I am assuming so.
[15:40:36] <frysteev> so 5125 and 7177 are good to go with emc today?
[15:41:17] <skunkworks> linuxcnc - yes ;)
[15:41:29] <frysteev> sorry bad habit :P
[15:44:01] <frysteev> is there isolated 1/o breakout for the 7177 i/o?
[15:44:13] <Connor> http://www.kbelectronics.com/manuals/kbcc_manual.pdf
[15:44:14] <skunkworks> andypugh, how is this cnc-unsorted?
http://geektrap.com/bill-files/01248711886/dscn7587.resized.jpg
[15:44:21] <skunkworks> oops - I mean
[15:44:28] <Connor> someone look at that and tell me why in the world you can't mount it ARROW UP ?
[15:44:28] <skunkworks> https://plus.google.com/photos/108164504656404380542/albums/5747722155741347649/5741409470138424130?banner=pwa
[15:44:50] <andypugh> skunkworks: It's very unsorted :-)
[15:45:48] <PCW_> And for 7I39 deadtime should be 0
[15:46:09] <frysteev> what kind of cpu's are you guys using?
[15:46:38] <andypugh> PCW_: Ah. OK.
[15:46:54] <frysteev> andypugh and peeps, thanks for steering me to the 5125!
[15:47:28] <Connor> http://www.newegg.com/Product/Product.aspx?Item=N82E16813121442
[15:47:34] <PCW_> frysteev: the digital 12 or 24VDC I/O on the 7I77 is isolated (though all I/O has a common gnd)
[15:47:50] <frysteev> ya i didnt read proberly
[15:47:51] <Connor> That's the CPU/Mobo that people have been using
[15:48:49] <frysteev> i have a dell poweredge 2650 i have been testing with,
[15:50:44] <frysteev> i have heard mixed stories about using servers tho.
[15:51:41] <kwallace> Connor: Maybe the arrow side up hurts cooling?
[15:51:56] <Connor> kwallace: Then, Why not the other way too ?
[15:52:28] <Connor> that side has a Large resistor used for dynamic breaking.. but, heat rises, so, it would be okay on top...
[15:52:41] <Connor> Only thing I can think of is maybe the relay...
[15:53:07] <kwallace> Maybe there are vent holes on the three sides?
[15:54:00] <PCW_> can someone guide me in compiling a specific branch? I cant get mhaberlers ferror mode branch to work
[15:54:27] <cradek> where are you stuck?
[15:54:45] <PCW_> It compiles, I have the branch selected but the ferror-mode pin is not there
[15:55:15] <mhaberler> habereler here
[15:55:21] <cradek> are you sure you got the right branch built?
[15:55:33] <mhaberler> post the top line of 'git log'
[15:55:50] <PCW_> ok let me try that
[15:57:00] <Connor> kwallace: The whole unit is mounted on a giant heat sink. that outline *IS* the heat sink in fact. Vanes run up and down.
[15:58:29] <PCW_> commit 39bfb31aad5508057efab52cb1a12055c5f85f67
[15:58:49] <Connor> Sending company email about it.. I need to mount it in my enclosure side ways...
[15:58:52] <mhaberler> ok, that isnt the ferror-mode branch which should be dafe9eab55f209e56d08276efd65f62684b77f57
[15:59:07] <mhaberler> did you git clone git://git.mah etc etc ?
[15:59:21] <mhaberler> like in a separate directory?
[15:59:37] <mhaberler> iow: is my repo 'origin' ?
[16:00:05] <PCW_> I did git clone from linuxcnc.org master ferror-mode
[16:00:29] <PCW_> then checkout master ferror mode
[16:00:46] <kwallace> Connor: Beats me. I was surprised that KB contacted me out of the blue about a page on my website. They seem pretty responsive.
[16:00:47] <FinboySlick> Oh, to electronics head out there: Anyone has a good off the shelf 36-56 VDC to 12vdc regulator they could recommend to me?
[16:01:16] <FinboySlick> It doesn't have to be pretty, but it probably should be reliable and efficient.
[16:01:45] <PCW_> so if it do git branch its shows origin/ferror-mode-master
[16:01:48] <mhaberler> hm, it's a tad different, I would think you are on linuxcnc:master and thats now locally named ferror-mode
[16:02:08] <mhaberler> let me look for a sec
[16:02:28] <PCW_> i can see your code in the src
[16:02:35] <kwallace> andypugh: Have you seen this:
http://www.timken.com/en-us/products/Documents/Super-Precision-Bearings-for-Machine-Tool-Applications-Catalog.pdf
[16:02:48] <Connor> kwallace: What did they contact you about?
[16:03:34] <mhaberler> pcw: try this:
[16:04:02] <mhaberler> git branch -m ferror-mode-master xxxx # (rename branch to get it out of the way)
[16:04:09] <mhaberler> git fetch origin
[16:04:26] <mhaberler> git branch --track ferror-mode-master origin/ferror-mode-master
[16:04:40] <mhaberler> git checkout error-mode-master
[16:04:45] <mhaberler> sorry
[16:04:53] <mhaberler> git checkout ferror-mode-master
[16:04:57] <kwallace> Connor: I have a reversing circuit here:
http://www.wallacecompany.com/machine_shop/kbic/ . They wanted to make sure I knew that they offered a product for that.
[16:05:05] <mhaberler> that should get you to this branch
[16:05:36] <mhaberler> git log must show a SHA of 1183f93b65a8c20414a1884347c17bc6277aae36
[16:06:01] <PCW_> OK I will try that
[16:06:05] <mhaberler> then configure & build
[16:06:10] <Connor> kwallace: Yea.. I have it... IT's freaking huge.. and uses up half the space of that controller.. It's relay based too.
[16:06:25] <Connor> I was wanting some sort of H-Bridge setup..
[16:08:05] <Connor> So, is that circuit a addon to normal SCR KIBC ?
[16:08:15] <kwallace> That's what I was looking at too. I recall breadboarding it a couple years ago, to see if it worked and I think it did, but I haven't gone any further.
[16:08:32] <ReadError> hey guys
[16:08:45] <ReadError> if im looking for a good off the shelf cutting oil for 6061 aluminum
[16:08:53] <ReadError> would some 3-in-1 or wd-40 work ok?
[16:09:05] <ReadError> i forgot to order some and im kind of in a bind...
[16:09:24] <ReadError> i have used 3-in-1 in the past with good results but wasnt sure if home improvement or auto stores sold anything better
[16:09:29] <kwallace> Oops, five years ago.
[16:09:37] <Connor> I would throw a OR gate in it so you only had to provide one signal..
[16:09:43] <Connor> of Forward or Reverse..
[16:10:41] <kwallace> The extra signal offers braking.
[16:12:43] <skunkworks> Connor, might just be a airflow thing...
[16:15:21] <kwallace> If we knew that for sure, a fan could be handy. Although, it's not a problem if it's out of warranty.
[16:23:03] <TekniQue> all Dave A ever posts on facebook is shit like this about the church
http://i.imgur.com/6xuJX.jpg
[16:23:19] <TekniQue> I'm starting to think he was raped by a catholic priest as a child
[16:23:42] <TekniQue> it's not normal to care so deeply about that garbage other people choose to believe
[16:23:55] <kwallace> RaedError: My Dad used to have a solvent tank which we would dip into for aluminum cutting fluid, some times with a touch of motor oil. I can seem to find solvent any more. It might have been kerosene.
[16:25:07] <TekniQue> oops, wrong chan
[16:25:09] <Connor> kwallace: skunkworks: Reply from the says it's heat dispassion. I'm assuming it's because of the breaking resistor more than anything. Mine is on the opposite side than what their manual shows.. so mounting it that way would be fine.
[16:27:51] <kwallace> I think the resistor might set the feedback voltage for speed control. If so, it might be On all the time. If it's an issue, I'd mount a fan somewhere.
[16:28:33] <Connor> No. The one on the side is HUGE wire wrapped based resistor. It's for dynamic breaking..
[16:29:30] <Connor> The only other is the current sense resistor.. and it plugs in on the main board.
[16:33:02] <Connor> Those of you who are up on bearings. What's the difference with placing AC bearings back to back vs face to face ? I would think it wouldn't matter.. but, the contention is back to back..
[16:36:04] <ReadError> im reading marvel mystery oil might be good
[16:36:13] <ReadError> but wd-40 seems promising
[16:40:30] <kwallace> I think the fluid provides cooling and/or lubrication. My guess is that one could take a cut, then decide if one or both are needed.
[16:40:50] <skunkworks> I have used wd-40 in a pinch
[16:43:55] <Valen> Connor: look at the distance between the bearing surfaces in each configuration
[16:44:02] <Valen> one will be stiffer
[16:44:45] <Connor> I know which way is which.. I'm just asking why place back to back vs face to face.
[16:45:59] <Valen> because it moves the actual contact point for the bearings
[16:58:50] <kwallace> The bottom of page 39 may touch on the face-to-face issue:
http://www.timken.com/en-us/products/Documents/Timken-Engineering-Manual.pdf
[17:01:15] <Connor> kwallace: I read that.. But, that's talking about dual-race bearings.. not individually paired ones.
[17:06:10] * JT-Shop tries to decide what to fix first now that the machines are finished
[17:08:35] <Valen> got a customer bitching that it took 3 hours to fix a narky firewall issue that started an hour outside business hours, anybody have any info on standard resolution times for IT services?
[17:09:49] <kwallace> Figure 65 shows two angular bearings. I think the import bit is the effective spread, but I don't really know. The thing with matched pairs is that they are selected to have a certain preload when the faces are touching. I'm not sure if the preload is the same F2F or B2B.
[17:12:46] <tjb1> JT-Shop: You can fit mine
[17:12:51] <tjb1> fix
[17:13:06] <JT-Shop> I'll put you on the list...
[17:13:17] <tjb1> Ah...
[17:15:11] <ReadError> Valen: if its actually down
[17:15:15] <ReadError> our SLA is 1 hour
[17:15:21] <ReadError> if its just a change they need made, 4hr
[17:15:25] <Valen> to respond or to fix?
[17:15:39] <ReadError> either or
[17:15:43] <ReadError> depending on the issue
[17:15:51] <ReadError> we just need to keep them in the loop frequently
[17:16:05] <ReadError> plus it depends if they broke it or not ;)
[17:16:11] <frysteev> i completely wander off, is anyone useing a server as their cpu round here?
[17:16:39] <Valen> frysteev: huh?
[17:17:34] <Valen> I changed the firewall at head office, the modem at the branch office only keeps state for like 1 minute before killing the IP session, doesn't do RDP any favours
[17:18:07] <ReadError> Valen: screening options too low?
[17:18:11] <frysteev> are most people just using off the shelf desktop pc's?
[17:18:23] <ReadError> frysteev: i have an atom d525
[17:18:28] <ReadError> it was fairly cheap and works well
[17:18:33] <kwallace> I looked at the latency of a few servers, some with Xeons and they where no better than old Celeron PC's.
[17:19:42] <kwallace> I think the Celerons work well because they are so basic.
[17:19:49] <frysteev> im wondering down sides of using a server, if i already have one,
[17:20:13] <frysteev> i like the idea of a hardware raid and dual power supplies
[17:20:48] <Valen> ReadError: its just a consumer wifi/modem with unexpected suckyness
[17:21:28] <skunkworks> frysteev: throw the livecd in it and test....
[17:21:31] <JT-Shop> tjb1: you ain't making fire rings?
[17:21:33] <andypugh> kwallace: I don't have that kind of money :-)
[17:22:20] <kwallace> I'm typing on a P4 server now. It has a random realtime error about five to twenty minutes apart. The video was a bear to get working.
[17:22:36] <Valen> the atoms seem to have the lowest latency of anything you can buy
[17:23:11] <Valen> I hold the record for the lowest published in the wiki page with a dual Xeon 3.06Ghz though ;->
[17:23:13] <frysteev> skunkworks: good call
[17:24:20] <kwallace> But it's still a bit of a gamble on which atom board will work. I'd test the PC's you have and go with the one that is good enough.
[17:24:22] <tjb1> JT-Shop: Gecko said nothing was wrong....
[17:24:43] <ReadError> tjb1: i think alex4nder had an issue
[17:24:52] <ReadError> with stuff moving when it was off
[17:25:05] <Valen> I hadn't heard of people having issues with atoms?
[17:25:06] <ReadError> or the computer was booting
[17:25:09] <tjb1> Well I called them and told them to hold it until a tech called me
[17:25:27] <tjb1> Im not playing ship back and forth games
[17:26:32] <skunkworks> logger[mah]:
[17:26:32] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2013-01-08.html
[17:26:47] <kwallace> I recall hearing about a video driver issue with at least one atom board, but I could be wrong. Try before you buy.
[17:27:33] <ReadError> skunkworks
[17:27:38] <ReadError> so wd40 works pretty good for you?
[17:28:20] <skunkworks> it works pretty well - I have gone through gallons of it making some parts befor the flood coolant was set back up
[17:28:33] <skunkworks> kwallace: I have heard that also
[17:28:57] <skunkworks> tjb1: what is the issue with the gecko?
[17:29:12] <tjb1> Outputs turning on when power is removed from g540
[17:29:47] <skunkworks> interesting.
[17:30:31] <tjb1> Yes, they didnt catch it but I dont think they really tested for that
[17:30:43] <tjb1> the relay needs external power and only remove power from the g540, not the relay
[17:32:16] <t12> ok
[17:32:22] <t12> anyone up for some
[17:32:25] <t12> politics help?
[17:32:29] <t12> _shop_politics_
[17:33:01] <ReadError> tjb1: like its discharging?
[17:33:12] <ReadError> and the voltage spike is turning on the relay?
[17:33:43] <tjb1> I have no idea, you take power away from the G540. The relay activates
[17:34:09] <ReadError> my relays are only activated on high
[17:34:21] <ReadError> not for the mill, but SSR i have used in the past
[17:34:22] <tjb1> g540 is npn
[17:53:45] <JT-Shop> step A cut the lexan to size... check
[17:54:11] <frysteev> can use pwm an ssr for dc motor control?
[17:54:21] <andypugh> Yes.
[17:55:07] <frysteev> been wondering, i have a pile of 60amp ones kicking aorund,
[17:56:29] <Valen> SSRs are generally pretty slow
[17:56:40] <Valen> IE they don't respond well to PWM
[17:57:03] <Valen> some tests a friend did said max speed was 100hz or so
[17:58:55] <frysteev> ah
[18:03:23] <frysteev> is there a good guide for acceptable/ making sence of the latecncy test?
[18:04:18] <andypugh> frysteev: Anything less than 20k is fine
[18:04:39] <frysteev> in which field?
[18:06:31] <andypugh> max jitter
[18:07:22] <frysteev> in either thread? im getting 4534061 in servo and 150521 in base
[18:09:37] <PCW_> Yow!
[18:09:55] <andypugh> That's awful I am afraid
[18:10:35] <andypugh> I don't even see such bad numbers in a VM on my Mac!
[18:11:06] <frysteev> fun
[18:12:03] <Valen> those are some big numbers
[18:12:05] <frysteev> ok on to box #2
[18:12:24] <Valen> servers will often have large lumps of managment crud in them, I presume thats going to bother latency
[18:13:39] <frysteev> so 10000 and 15000 are much better then.
[18:13:45] <skunkworks> yes
[18:18:50] <PCW_> mhaberlers ferror patch works perfectly!
[18:20:20] <Valen> pcw_ hrm?
[18:20:52] <skunkworks> the 2 errors match?
[18:21:24] <PCW_> Yes
[18:21:53] <tjb1> Pcw, only about a week before I am going to drive you crazy
[18:22:04] <PCW_> I'm running a torque loop with the 8I20 driving a 2.2KW motor
[18:22:14] <PCW_> time to go on vacation!
[18:23:01] <frysteev> do you guys rub UPS's on your cnc pc's?
[18:23:18] <PCW_> at 6KHz and 600 IPM is ~1.6 mill difference
[18:23:30] <tjb1> rub?
[18:23:37] <PCW_> at 1 KHz it would be 10 mills!
[18:25:03] <PCW_> and mhaberles patch is harmless as it does not change the default behaviour
[18:25:37] <PCW_> (needs to be enabled with a setp)
[18:27:30] <frysteev> im wondering how you guys handle brownouts in your shops while a job is running
[18:28:09] <tjb1> toilet paper
[18:28:27] <frysteev> lol
[18:29:21] <t12> what does everyone consider proper shop cleaning rules
[18:30:21] <Valen> We have run a UPS on the mill computer but "eh"
[18:30:36] <Valen> we don't get brownouts as a rule, its a blackout or nothing lol
[18:32:13] <frysteev> im planning on putting a UPS on computer, but im wondering about putting the 24 supply on the ups too, so i wouldnt lose encoder position and such,
[18:32:21] <kwallace> The machine should at least trip e-stop if the power goes wonky.
[18:33:31] <Valen> what sort of brownouts are you experiencing frysteev?
[18:33:34] <kwallace> If you have home sensors, it's easy to get your positions back.
[18:33:58] <frysteev> we get random power outages from the city,
[18:34:14] <Valen> black or brownouts?
[18:34:20] <frysteev> the is lots of large condos and such and they are are always doing work on the system around here
[18:34:33] <frysteev> mostly 30 second blackouts
[18:34:48] <Valen> I wouldn't worry about it too much then
[18:35:04] <Valen> if you loose main power your job is basically hosed so start over
[18:35:19] <Valen> use home switches/index or something
[18:35:50] <Valen> worst thing would be for it to think it was running for those 30 seconds, then when main power came back try to keep running
[18:36:10] <tjtr33> 3 relays with series contacts connected to the estop chain, each with a coil across 1 leg of your 3 phase ( drie phase uberwachung ) any drop on any phase gets estop-ed
[18:37:59] <Valen> 3 phase well laaadedah mr fancy pants, when i was a boy we had half a phase and we were LUCKY!
[18:38:24] <tjtr33> make it 1 relay
[18:41:48] <skunkworks> heh
[18:41:57] <AR__> how do i find timing belt to match this gear?
[18:42:04] <AR__> and a matching smaller gear?
[18:42:22] <tjb1> www.sdp-si.com should have something to help you
[18:43:09] <kwallace> At power out, e-stop should stop axes and spindle as quickly as possible. Warner magnetic brakes can be useful. They activate without power.
[18:43:56] <AR__> i have two polyclutches if anyone wants
[18:44:06] <AR__> they were on big ballscrews
[18:45:02] <kwallace> http://en.wikipedia.org/wiki/Electromagnetic_brake#Power_off_brake
[18:46:15] <tjtr33> yes, deactivate WITH power, its their nature to brake, power turns the brake off, allowing motion
[18:47:12] <AR__> http://www.polyclutch.com/mechanical-slip-clutches/slippers
[18:47:18] <AR__> anyone know what this is even for?
[18:47:41] <AR__> it was on the end of some ballscrews i bought with a pin into the end bearing mount
[18:48:14] <Valen> sounds like a brake
[18:48:49] <AR__> it is a brake failsafe i think
[18:49:31] <AR__> it just adds friction, doesnt it?
[18:49:54] <Valen> make a decent racket if it activated during motion I imagine lol
[18:50:04] <AR__> lol
[18:50:08] <skunkworks> AR__: picture of gear?
[18:50:20] <AR__> uum
[18:50:33] <AR__> dont feel like going downstairs to get a closeup
[18:50:35] <AR__> but i have a pic
[18:50:37] <Valen> its just a clutch, you could use it in a number of ways
[18:50:38] <AR__> 1 sec
[18:51:42] <AR__> skunkworks,
http://i.imgur.com/nn8qT.jpg
[18:51:55] <AR__> they're pretty big, i forget what i measured
[18:52:15] <AR__> diameter is about 2 inches i think
[18:52:21] <AR__> width i think i measured 5/8
[18:53:12] <kwallace> Some people with stepper machines have put clutch like bits on the axis screws to dampen resonance.
[18:53:15] <AR__> i need to measure the distance between groove to get a belt, right?
[18:53:25] <AR__> kwallace, ah
[18:53:31] <AR__> these are set really tight
[18:53:46] <AR__> i couldnt turn the screw by hand
[18:53:56] <AR__> i took them off for now
[18:54:04] <PCW_> look like a failsafe so it slips if the ballscrew is stalled
[18:54:21] <AR__> they are on the far end of the screws in the pic i linked to
[18:54:52] <AR__> they had a pin that went into the end block
[18:55:12] <PCW_> OK so a friction lock
[18:55:19] <AR__> so you had to make them slip to move the screw
[18:55:20] <AR__> yeah
[18:55:47] <AR__> these are beefy ballscrews
[18:55:56] <AR__> i feel like i should build a bigger machine
[18:56:20] <PCW_> seems like it would overheat unless the ball screw only turned occasionally
[18:56:31] <AR__> yeah true
[18:57:03] <AR__> i took them off, which was kindof a pain in the ass
[18:57:12] <AR__> the one was jammed on pretty good
[18:57:35] <PCW_> maybe a cheap brake replacement (like leaving the emergency brake on)
[18:57:52] <AR__> yeah
[20:43:55] <Connor> This sounds scarry..
[20:45:33] <Connor> To set the CL setting on my speed controller (Torque limit) Set speed control to 30-50%, Set CL to full CCW, Connect a DC ammeter in series with the armature lead. Lock shaft of motor (be sure CL pot is full CCW position). Apply power and rotate the CL pot CW slowly until the ammeter reads 1.5 times motor rating. (do not exceed 2 times motor rating).
[20:46:08] <Connor> I'm not sure I like the idea of locking my motor shaft and applying power.....
[20:57:06] <kwallace> I'll second that.
[21:03:22] <ReadError> http://dl.dropbox.com/u/25091878/Photo%20Jan%2008%2C%209%2048%2023%20PM.jpg
[21:03:25] <ReadError> \o/
[21:03:32] <ReadError> my 28$ piece of aluminum
[21:10:09] <AR__> what size stepper motors would be neeed to move a solid dovetail slide table?
[21:10:24] <AR__> say something like this:
http://www.ebay.com/itm/TTC-Y555-008-Compound-Milling-Drilling-Slide-Table-8-x-9-Oval-Base-/221020467188?pt=LH_DefaultDomain_0&hash=item3375d8aff4
[21:11:07] <AR__> ReadError, where did you get that?
[21:11:20] <ReadError> amazon
[21:11:22] <ReadError> ;)
[21:11:28] <ReadError> overnighted for 3.99 too
[21:11:28] <AR__> haha
[21:11:36] <AR__> woah nice
[21:11:40] <AR__> link?
[21:12:35] <kwallace> Do you have the table in your shop?
[21:12:40] <ReadError> not sure how directly link to that size
[21:12:42] <ReadError> me kwallace ?
[21:12:45] <ReadError> thats my back room
[21:12:50] <ReadError> i set it on that to cut
[21:13:23] <kwallace> AR__ wanted to know about stepper size for the table?
[21:13:44] <ReadError> http://www.amazon.com/gp/product/B003U6HUHC/ref=oh_details_o01_s00_i00
[21:13:44] <AR__> yeah just wondering
[21:13:46] <AR__> i dont have it
[21:14:30] <kwallace> I have a theory about motor sizing that I haven't tried yet.
[21:16:29] <AR__> what are you making, ReadError ?
[21:16:37] <ReadError> AR__, just various stuff
[21:16:40] <ReadError> quad rotor parts
[21:16:42] <AR__> o
[21:16:45] <ReadError> i dont sell stuff
[21:16:48] <ReadError> i just make it for fun
[21:17:54] <kwallace> Mount a pulley or drum to the axis screw shaft. Then wrap a rope on it and a weight. Let it drop and see how well the axis moves. Add weight until you get what you want. Calculate the torque from the pulley diameter and use this number to shop for motors.
[21:21:26] <pcw_home> probably need some headroom. Gravity has a somewhat flatter torque/velocity curve than most motors...
[21:22:20] <ReadError> need to figure out how to cut this thing
[21:22:33] <ReadError> i have a hacksaw, jigsaw, one of those reciprocating saws
[21:22:51] <ReadError> picked up some 24tpi blade for the recip saw
[21:23:02] <ReadError> i have an angle grinder but i can see that getting messy
[21:26:08] <AR__> dremel
[21:26:22] <ReadError> yikes
[21:26:24] <jdh> circular saw
[21:26:38] <ReadError> i only have wood blades for that
[21:26:49] <jdh> I use plain carbide blades
[21:27:08] <jdh> chop saw though. Holding a circular saw might be a problem.
[21:27:19] <AR__> hacksaw
[21:27:37] <jdh> cuts fine on mine with whatever blade I have in there.
[21:27:51] <ReadError> chop saw?
[21:27:58] <jdh> miter saw
[21:27:59] <ReadError> is that the one with the big fiber disk
[21:28:18] <jdh> no, plain old carbide tip combination blade
[21:29:55] <kwallace> Using a fence with the circular saw should work fine. Having a couple of teeth engaged would be better, or feed slowly.
[21:30:53] <jdh> http://www.harborfreight.com/10-inch-compound-miter-saw-91995.html
[21:31:10] <jdh> makes an amazingly clean cut
[21:32:05] <ReadError> oh i have one of those
[21:32:54] <jdh> makes nice chips too :)
[21:36:04] <MercuryRising> so i have my Y axis set up with one of those aluminum shaft couplers (the bendy ones for misalignment, as it is a bit misaligned), every once in a while it will skip a step (on one side I have the ceramic/nylon/whatever plastic thing that connects to the motor shaft, on the other I have a piece of vinyl tubing to connect to the lead screw), it is really tight on there, are there any tricks to prevent skipping steps? lowering
[21:36:05] <MercuryRising> acceleration?
[21:41:44] <skunkworks> ware your hearing protection...
[21:42:01] <kwallace> I'd use a belt and pulleys:
http://www.wallacecompany.com/machine_shop/bridgeport/00047-1a.jpg
[21:53:20] <Connor> ReadError: I cut a 2" x 4" thick 6061 with mine using a carbide blade...
[21:53:42] <Connor> I waxed the blade on that cut just to be on the safe side.
[21:54:15] <jdh> it's a whole lot faster than my 4x6" bandsaw
[21:54:30] <jdh> cleaner edge also
[21:54:32] <Connor> Don't use a grinding wheel or fiber disk.. you'll melt the aluminum. and will never get through.
[21:54:40] <Connor> heck of allot of chips though.
[21:55:09] <Connor> I wear full face mask and use my vacuum on it.. also drape it with a towel to contain the swarf..
[21:55:17] <Connor> oh. and hearing protection.
[21:55:29] <jdh> take it outside, point it at your neighbors
[21:55:35] <Connor> ROFL.
[21:56:01] <Connor> Don't cut to exact size either.. use the mill to finish...
[21:56:13] <Connor> In most cases anyway..
[21:56:42] <Connor> jdh: Have my spindle broke in (going in forward direction)
[21:56:51] <Connor> Need to break it in reverse now..
[21:56:55] <jdh> how does it sound?
[21:57:13] <Connor> can do around 6800RPM without exceeding 100v on the output.
[21:57:19] <Connor> Load? :)
[21:57:25] <Connor> err. loud
[21:57:38] <jdh> cool. Any problem reading rpm?
[21:57:40] <jdh> via pport?
[21:57:44] <Connor> Get's pretty loud at the higher RPM.. as to be expected.
[21:58:06] <Connor> Just using my Laser Tach.
[21:58:22] <Connor> I have the whole spindle assembly in my office (in my house).
[21:58:29] <jdh> oh, you took off your sensor ?
[21:58:34] <jdh> gotcha
[21:58:35] <Connor> Easier to monitor it during the break in procedure.
[21:58:59] <Connor> I have to make a new mount since converting it to belt drive. plus, need to add the other two sensors..
[21:59:27] <Connor> was thinking about using a encoder direct on the upper shaft of the Tredmill motor.
[21:59:53] <jdh> would probably make life much easier
[21:59:55] <Connor> Kinda like Hoss did.. but, I'm not sure yet.. the only one I have is just A, B. No index.
[22:00:02] <jdh> or via a pulley
[22:00:11] <Connor> via pulley ?
[22:00:38] <jdh> timing belt pulley on shaft & encoder shaft, so it doesn't stick up 7ft
[22:01:15] <ReadError> ohhhh man
[22:01:22] <ReadError> i cut 1 with a hacksaw
[22:01:37] <ReadError> gonna have 1 arm lookin like the terminator if i keep this up
[22:02:27] <jdh> miter saw takes no time
[22:02:42] <ReadError> yea my arm is beat
[22:02:51] <ReadError> ill have to try the miter tomorrow
[22:03:05] <jdh> gives you a good excuse now anyway.
[22:03:51] <ReadError> what about the recip saw?
[22:04:01] <ReadError> seems pretty beefy
[22:04:09] <ReadError> im kind of scared of the miter
[22:04:11] <ReadError> but i can bust it out
[22:04:26] <jdh> mine cuts really well.
[22:04:38] <jdh> not much different than hardwood.
[22:05:00] <jdh> maybe better than hardwood actually
[22:05:09] <ReadError> throw a little lube on it first?
[22:05:11] <ReadError> i dont have wax
[22:05:16] <ReadError> unless you mean candle wax
[22:05:17] <jdh> I never have
[22:06:03] <jdh> cut a kerf width off the end for practice
[22:07:46] <Connor> WD40 can be used too..
[22:08:16] <Connor> Not really needed.. I just did in the beginning because I wasn't sure.
[22:08:25] <ReadError> yea
[22:08:32] <ReadError> im going to use wd40 to cut this stuff on the mill
[22:08:36] <ReadError> or 3-in-1
[22:08:40] <ReadError> since i dont have a flood table
[22:10:01] <Connor> jdh: No Fine Feed adjustment nob, no quill handle, No gear change nob, no quill lock, No Micrometer, no safty shield..
[22:10:28] <Connor> on my spindle.. It's stripped bear.. Just the tredmill motor with 2 pulleys, the stack of bevel washers.. and the motor mount.
[22:10:31] <jdh> cool
[22:11:31] <Connor> Bit scary pulling all that off.
[22:15:18] <zoni1983> hi iam new to linux cnc i have successfully tuned the motor with motenc lite for milling
[22:16:13] <zoni1983> now i wanter to configure plc but cannot find the interface to write the laderal
[22:17:04] <zoni1983> can some one guide me
[22:18:27] <skunkworks> zoni1983:
http://www.linuxcnc.org/docs/2.5/html/ladder/ladder_intro.html
[22:18:45] <skunkworks> and
http://www.linuxcnc.org/docs/2.5/html/ladder/classic_ladder.html
[22:21:12] <ReadError> wait till you see my new chip collection design
[22:21:45] <zoni1983> for tool changer id it also written in plc correct
[22:23:10] <ReadError> http://i.imgur.com/1sqbc.jpg
[22:23:34] <ReadError> (i need to get locline still)
[22:24:09] <Connor> ReadError: What mill is that?
[22:24:16] <ReadError> just a taig
[22:24:21] <ReadError> nothing fancy but it entertains me
[22:24:33] <Connor> Why does that stepper look so big?
[22:24:35] <jdh> new motor?
[22:24:53] <ReadError> nah stock motor
[22:24:58] <ReadError> i have the one for the cnc version
[22:25:03] <jdh> wow, looks huge
[22:25:05] <ReadError> its a bit different than the non-cnc
[22:25:13] <Connor> jdh Did you see my Y/Z chip cover ?
[22:25:20] <jdh> dont' think so
[22:25:42] <jdh> I like the tripod chip collector
[22:25:44] <ReadError> they are KL23H276-30-8B
[22:25:58] <ReadError> just some ones i got from automationtechnology
[22:26:34] <Connor> http://www.cnczone.com/forums/attachment.php?attachmentid=170858&d=1352862367
[22:26:43] <Connor> http://www.cnczone.com/forums/attachment.php?attachmentid=170855&d=1352862367
[22:27:03] <Connor> ReadError: Looks bigger than that...
[22:27:12] <jdh> oh... saw those. Are tehy holding up?
[22:27:14] <ReadError> nice lookin mill
[22:27:17] <ReadError> what is it?
[22:27:30] <Connor> Not cut anything since I installed it..
[22:27:36] <jdh> heh
[22:27:55] <Connor> Nor have I had the opportunity to test the coolant system..
[22:28:26] <ReadError> is it one of those x3's ?
[22:28:38] <Connor> Mine?
[22:28:43] <Connor> No. G0704
[22:29:08] <ReadError> grizzly ok
[22:29:22] <ReadError> pretty happy with it?
[22:29:30] <Connor> So far.
[22:30:32] <ReadError> how hard was the Z axis motor to do ?
[22:30:59] <Connor> not that hard. would have been easier if I did ball screws.
[22:31:53] <ReadError> got any pictures of the conversion process?
[22:32:04] <ReadError> im looking for something a bit bigger here in a bit
[22:32:38] <Connor> Some.. You can look through my thread.. Followed Hoss's plans for the most part.
[22:32:41] <ReadError> i still have alot to learn though
[22:32:53] <ReadError> im afraid to undertake a conversion like that at this point
[22:33:09] <ReadError> got a link to the thread?
[22:33:13] <jdh> the ball screw version was pretty simple
[22:33:34] <Connor> http://www.cnczone.com/forums/benchtop_machines/130097-connors_g0704.html
[22:33:42] <ReadError> thank you sir
[22:33:43] <jdh> I did Z ballscrew, xy stock, then used that to cut the parts for the xy ballscrews
[22:33:52] <ReadError> oh you got one too jdh ?
[22:33:59] <jdh> yeah
[22:34:07] <Connor> I had to have a friend turn down the Z Shaft Adapter for me..
[22:34:52] <Connor> The stepper mounts were easy.
[22:35:19] <jdh> http://tinyurl.com/acwvqt7
[22:35:30] <Connor> Grizzly has new CNC conversion kits for the G0704.. but, it's major expensive
[22:35:39] <jdh> flashcut stuff
[22:35:44] <jdh> USB control!
[22:36:06] <Connor> Yea. To bad they don't see just a hardware kit..
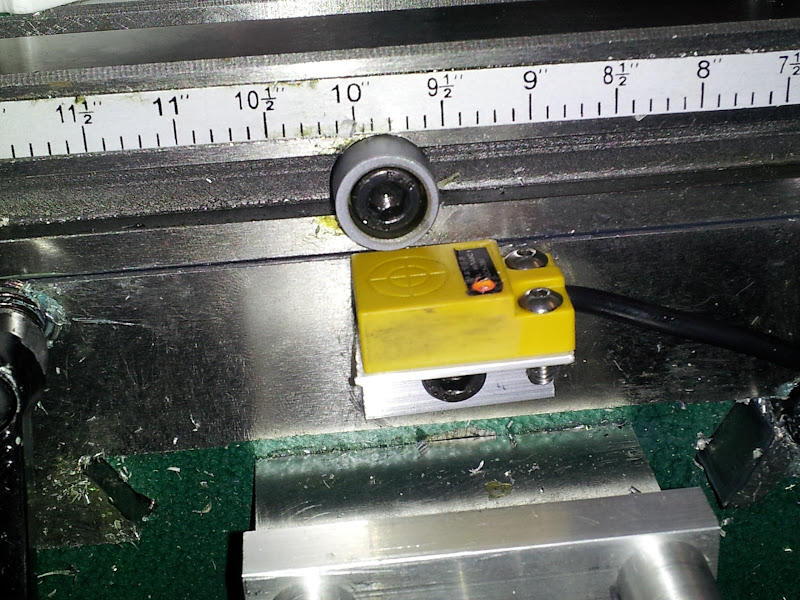
[22:40:24] <ReadError> https://lh6.googleusercontent.com/-2x1WHZMaNnk/T_z0G_Dy8rI/AAAAAAAABUE/J4a_JkWrvsA/s800/2012-07-10%252023.30.30.jpg
[22:40:29] <ReadError> is that a switch?
[22:40:59] <tjb1> Yes
[22:41:07] <jdh> X home/limit switch
[22:41:51] <ReadError> i guess having another machine and small lathe could help me a little in the conversion if i break something
[22:41:55] <ReadError> or need to cut
[22:42:32] <ReadError> Connor, if you find that STL
[22:42:34] <jdh> I had a manual X2 I used to notch the saddle for the ballscrew n
[22:42:38] <ReadError> i can print you one and mail it
[22:42:41] <ReadError> if you are inside the usa..
[22:43:03] <ReadError> the one thats mentioned on the last page
[22:43:29] <tjb1> Heh, I go to school 7 miles away from Grizzly
[22:43:33] <Connor> I've got a printer.. Load out ATM.
[22:43:50] <Connor> loaned out..
[22:44:04] <Connor> I'ts a Cupcake..
[22:44:16] <Connor> Gen3, from the last batch.
[22:44:30] <ReadError> ah just figured i would offer
[22:45:09] <Connor> Thanks! If I have issues printing it.. I might take you up on it.. It's still using a DC motor on the extruder.. I've had some issues getting good prints from it.
[22:45:43] <ReadError> jdh, you pretty happy with yours?
[22:45:50] <ReadError> wondering if i should grab one as a project
[22:46:02] <jdh> yep.
[22:46:20] <jdh> I'd prefer a real mill, but no space. For the money it's not bad.
[22:46:22] <ReadError> got any pics of some stuff you done with it?
[22:46:29] <jdh> mine was $950?
[22:46:33] <ReadError> like a bridgeport ?
[22:46:38] <jdh> not unless they are in there.
[22:46:38] <ReadError> those things are massive
[22:46:51] <ReadError> i would hurt myself
[22:47:06] <jdh> I cut the motor mounts with it .
[22:47:17] <jdh> did the first set out of delrin on my router
[22:48:23] <jdh> http://tinyurl.com/d6p4sad
[22:48:35] <jdh> I cut that on it
[22:51:07] <ReadError> would it be better to put higher TPI screws in one to get a bit more precision out of it?
[22:51:31] <jdh> doubt it
[22:51:34] <Connor> the 5mm one from LMB are fine
[22:51:39] <jdh> lower is faster
[22:52:09] <Connor> lower is faster ?
[22:52:18] <jdh> heh... faster rapids
[22:52:34] <jdh> assuming you can move the table fast enough to make it worthwhile
[22:53:12] <Valen> acceleration matters way more than speed
[22:53:17] <Valen> (at least in my experience
[22:53:31] <jdh> we put in a system recently with maybe .75tpi screws (some metric screw)
[22:53:49] <jdh> with servos... it flys
[22:54:40] <ReadError> http://cdn0.grizzly.com/pics/jpeg500/g/g0463.jpg
[22:54:42] <Valen> jdh: I was after some ~5TPI screws but with rotating nuts, any idea on a supplier, hiwin only seems to have them where lead = diam
[22:54:44] <ReadError> that handle on the front
[22:54:51] <ReadError> is that for the Z ?
[22:55:11] <jdh> if there is a handle, it is an old pic
[22:56:26] <ReadError> its a different grizzly
[22:56:29] <ReadError> i got side tracked
[22:57:30] <jdh> my scaling for x&y is 8128/inch. If you believe uSteps are accurate, I get 0.00012 inches per step. Higher pitch screws probably wouldn't do anything for that.
[22:59:35] <Connor> ReadError: That's a X3.. It's not as rigid as the G0704
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}