Back
[01:58:39] <Loetmichel> mornin'
[02:43:19] <mrsun> hmm inserts .. named TNUN 220408 .. what is the 220408!? then there is TNGN220412 ...
[02:43:25] <mrsun> what is the last 6 digits ...
[02:43:57] <archivist> 22 basic size
[02:44:48] <mrsun> humm ?
[02:44:51] <mrsun> and basic size is? :P
[02:45:32] <archivist> the Sandvik catalogue gives some clue,
[02:46:32] <archivist> 22 size across a flat/side
[02:48:39] <archivist> ansi TPU432 is equivalent
[02:51:31] <mrsun> oh its different standards to the same thing? :/
[02:51:38] <mrsun> argh
[02:51:44] <mrsun> like inserts arent hard enough as it is :P
[02:53:33] <archivist> N no clearance U tolerance, N flat top bottom, 22= iC12.7mm 04 =4mm thick, 08-radius .8mm
[02:54:58] <mrsun> hmm
[02:55:19] <mrsun> trying to find what kind of insert a friend needs, tho i dont know the measurments of his current insert so :P
[02:55:42] <mrsun> but 12.7 from point to back then, 4mm thick and .8 radius thats a quite big radius ?
[02:55:51] <mrsun> ahh tip radius not cutting edge radius :P
[02:55:56] <archivist> tool should be marked on the side
[02:56:08] <mrsun> so they are equaly big those two only the radius differs
[02:56:33] <mrsun> so one roughing 220412 and one not so much roughing 220408 :P
[02:57:21] <archivist> 04 is the smallest, 00 being round in that position
[02:58:17] <archivist> in the turning tools pdf is the code key for inserts, I have a real paper one
[02:59:13] <archivist> hmm this copy is year 2000
[03:03:32] <mrsun> ahh found a table =)
[03:04:57] <mrsun> but not what the actual 12 stands for .. haha
[03:05:13] <mrsun> they just keep shwoing alot of pictures how to measure the insert but :P
[03:06:58] <archivist> last position 12 is 1.2 mm radius
[03:07:36] <mrsun> yes, but i would like to find a good chart for it that i could print to have laying around in the machine shop =)
[03:08:38] <archivist> in the sandvik download
[03:10:04] <mrsun> cant find any sandvik download =)
[03:10:46] <archivist> I see they have split the pdf into smaller parts
[03:17:18] <archivist> there search is terrible to find what you know is there
[03:17:39] <mrsun> http://www.tools-n-gizmos.com/info/Insert_ID_Sandvik_GenTurn.html
[03:17:55] <mrsun> found that .. but for the iC ... how do you come to the conclution 12.7 for 22 ? :)
[03:18:09] <mrsun> ahh there!
[03:18:11] <mrsun> found it =)
[03:21:16] <mrsun> great =) now i can find new inserts for my lathe tools also =)
[03:21:29] <mrsun> and not buy "sets" of inserts for it ...
[03:22:32] <archivist> I get tips off fleabay when the price is right now I can find out what they are :)
[03:22:55] <DJ9DJ> moin
[03:25:08] <Jymmm> ~~~ Sandvik General Turning Insert Identification System
http://www.tools-n-gizmos.com/info/Insert_ID_Sandvik_GenTurn.jpg
[03:26:30] <mrsun> yeey, gonna rerig the mill today to cut the other side of my little adjustable legs for work bench =)
[03:26:56] <mrsun> havent done much milling even tho ive had the mill for like 6 years ... but now it starts to prove itself as a good thing to have :P
[03:28:09] <mrsun> will have to order in that brass i need for the gibs so i can get it in realy working condition ... table is kinda sloppy due to stupid chinease manufacturers does not care about quality
[03:28:51] <Jymmm> mrsun: You wouldn't buy it if they did
[03:29:46] <mrsun> well atleast they could do the dovetails long enough so the setscrews doesnt press right at the edge of the dovetail ....
[03:30:05] <mrsun> but no ... make it so short that the setscrew is almost under the dovetail
[03:30:13] <mrsun> so when you tighten it the dovetail acts as a cutter in the gib
[03:32:20] <Jymmm> mrsun: you want that chart in PDF or is jpg fine?
[03:32:36] <mrsun> Jymmm, a jpeg is fine for printing =)
[03:44:20] <Jymmm> ~~~ Sandvik General Turning Insert Identification System, document pages A16-A17
http://www.sandvik.coromant.com/SiteCollectionDocuments/downloads/global/catalogues/en-gb/TURN_H.pdf
[03:45:26] <Jymmm> mrsun: ^^^^ That's the 2012 Catalog
[03:48:31] <archivist> TURN_A.pdf killed my pdf viewer
[03:48:53] <Jymmm> mrsun: See also document pages A525-A528
[03:49:02] <Jymmm> archivist: Turn_A or TURN_H ?
[03:49:23] <Jymmm> archivist: you want JSUT those two pages of H ?
[03:49:35] <archivist> no I have paper
[03:49:36] <Jymmm> k
[03:50:13] <archivist> just 2 gig of ram does not cut it with large pdfs
[03:50:45] <Jymmm> =)
[04:17:56] <Jymmm> archivist: mrsun I condensed/edited the file... Limited time download, let me know when finished...
https://filetea.me/t1s375b6
[04:18:05] <Jymmm> 450KB
[05:40:00] <mrsun> Jymmm, aparently im to late ...
[05:45:15] <Jymmm> mrsun: Since it's only 450KB, mind giving it to archivist if he wants it?
[05:45:34] <mrsun> sure
[05:45:47] <mrsun> if you/him reminds me :P
[05:45:55] <Jymmm> use can use the same file share I just used
[05:46:18] <Jymmm> No, you remind your self, write it on your forehead
[06:12:27] <mrsun> i never look in the mirror .. last time i did i went into chock
[06:12:32] <mrsun> shock ?
[06:12:35] <mrsun> oh well
[06:23:15] <jthornton> archivist,
http://gnipsel.com/linuxcnc/reference/index.html
[06:24:53] <archivist> thats easier ...../me mumbles something about alphanumeric order :)
[06:25:19] <archivist> I see the grouping
[06:25:24] <mrsun> archivist, you want that pdf that Jymmm did?
[06:25:51] <jthornton> alphanumeric would be a bit easier to search
[06:25:53] <archivist> no like I said I have teh paper
[06:26:06] <mrsun> oki
[06:29:09] <jthornton> archivist, do a page refresh
[06:30:03] <archivist> I might just grab the source and show you what I mean
[06:30:12] <jthornton> ok
[06:36:13] <tjb1> Tooo early
[06:55:27] <archivist> jthornton, the user who knows the groups can go straight to the tabs
http://www.archivist.info/cnc/gnipsel/
[06:57:21] <jthornton> cool
[06:57:59] <archivist> I did think of colouring the links to match the grouping but that's above my pay grade :)
[06:58:30] <jthornton> mine as well :)
[07:04:43] <jthornton> ok, refresh my page
[07:05:05] <jthornton> do you always use the full path in links or did you just do that to make it work from your end?
[07:06:36] <archivist> I think firefox adds crap when it grabs the page remove as you see fit
[07:07:20] <jthornton> gotcha
[07:07:54] <jthornton> like when I used to use ms word to create a web page there was thousands of lines of crap and somewhere in there was my content
[07:08:50] <archivist> yes exactly, their other website creation software was utter unspeakable too
[07:28:59] <jthornton> archivist, go to the motion page now
[07:29:09] <blurbii> hello
[07:29:24] * jthornton goes for some bread and water
[07:29:43] <blurbii> does anyone use linuxcnc (@ubuntu 8.0.4) with inkscape and gcodetools?
[07:29:49] <archivist> jthornton, links to site :)
[07:30:33] <blurbii> or, is anyone using inkscape 0.48 with gcodetools 1.7 ?
[07:30:48] <archivist> blurbii, perhaps the real question not what do we use
[07:31:16] <blurbii> archivist: why doesnt it work for me if it works for someone else :)
[07:31:32] <blurbii> so asking if anyone has this combo working makes sense to me :)
[07:31:57] <archivist> no its better if you ask about your error messages
[07:32:16] <blurbii> if nobody has it working. i drop it and go for a inkscape 0.49 build with gcodetools included, that should work
[07:32:35] <Loetmichel> *grrr*mainboard bolts to high... *dismantle again, shorter bolts... why did i design that box so small? ->
http://www.cyrom.org/palbum/main.php?g2_itemId=13873
[07:33:36] <jthornton> http://gnipsel.com/linuxcnc/reference/page2.html
[07:33:51] <blurbii> archivist i doubt that, anyhow here it is: File "gcodetools.py", line 2481 except Exception as ex: SyntaxError: invalid syntax
[07:36:28] <archivist> blurbii, who wrote that module have you asked them, that smells of a python version mismatch
[07:37:28] <blurbii> archivist: well, thanks
[08:03:56] <jthornton> archivist, all updated with links now
[08:04:10] <jthornton> thanks for the help
[08:07:10] <archivist> :)
[08:07:40] <archivist> jthornton, I have one other comment....
[08:08:57] <archivist> work along the tabs :)
[08:10:10] <archivist> I now write my menus in an include so that cannot happen
[08:10:30] <jthornton> I'm not following
[08:12:28] <archivist> have you still got the bold when selected
[08:13:21] <jthornton> no, I removed that
[08:13:22] <archivist> I see...plane is also called plane select on another page
[08:13:44] <archivist> the tabs are not consistent
[08:13:47] <jthornton> ah the index page is not the same
[08:14:31] <archivist> page 10 the plane tab has more text
[08:15:25] <archivist> distance also changes to distance mode on some pages
[08:16:07] <jthornton> so how do you include a page?
[08:16:19] <jthornton> that makes more sense than repeating
[08:17:11] <archivist> http://httpd.apache.org/docs/current/howto/ssi.html
[08:18:01] <archivist> this will bork the tab highlight mebe
[08:18:19] <jthornton> yea, I was just thinking about that
[08:18:49] <archivist> needs to be as the example and not on separate pages possibly
[08:19:04] <jthornton> in any case I just fixed the tabs to be all the same
[08:20:15] <archivist> worksforme
[08:20:24] * jthornton heads to the shop
[08:29:27] <tjb1> moms surgery is complete, bye guys
[09:04:04] <blurbii> what is the state of the art way to try out the latest stable emc2?
[09:04:22] <JT-Shop> the LiveCD
[09:04:23] <blurbii> is theresom kind of compatibility matrix?
[09:04:28] <blurbii> jt-shop
[09:04:48] <blurbii> jt-shop: ok, have it here, but its rather outdated
[09:04:57] <blurbii> the ubuntu
[09:05:23] <JT-Shop> you did say stable!
[09:05:51] <blurbii> JT-Shop: true.
[09:07:18] <skunkworks> the latest stable livecd runs ubuntu 10.04 which is still supported..
[09:07:35] <blurbii> skunkwork: 10.04, ok, ic
[09:09:35] <blurbii> The LinuxCNC Live CD are based on Ubuntu 8.04 "Hardy Heron" LTS and Ubuntu 10.04 "Lucid Lynx" LTS with additional packages maintained by the LinuxCNC development team.
[09:09:40] <blurbii> i dont get it
[09:10:12] <blurbii> cat /etc/issue .. Ubuntu 8.04.4 LTS
[09:10:20] <blurbii> am i to stupid
[09:11:08] * JT-Shop goes to walk the doggy
[09:12:15] <blurbii> but it has axis 2.5.1 on it
[09:13:35] <skunkworks> ?
[09:15:34] <blurbii> whats the rtai linux kernel version with 10.04 ?
[09:16:08] <blurbii> i got a 2.6.24-16-rtai
[09:18:32] <blurbii> well, thanks for the support.
[09:26:59] <skunkworks> wow
[09:30:11] <archivist> was that sarcasm :)
[09:31:04] <cradek> I thought the kernel was something-122-something
[09:31:13] <cradek> I wonder what s/he did
[09:39:01] <jthornton> must be a mack user
[09:39:01] <L84Supper> maybe the devs here are just too rational. I've been trying to understand why many people prefer Mach3 or want to write their own CNC applications for arduino or similar and it's the only explanation so far :)
[09:40:21] <L84Supper> or religious convictions towards Win or Mac
[09:40:21] <jthornton> well when the Mach guys tell you it will take 2 weeks to do a difficult conversion for a newbee I guess they want to believe so bad that they go the dark side
[09:40:22] <cradek> as powerful PCs get cheaper and cheaper, there's a big interest in using underpowered machines for tasks now. I struggle to understand that.
[09:40:53] <cradek> a guy I know locally here has bought 7? raspberry pis to run services that could all be put on one simple used pc
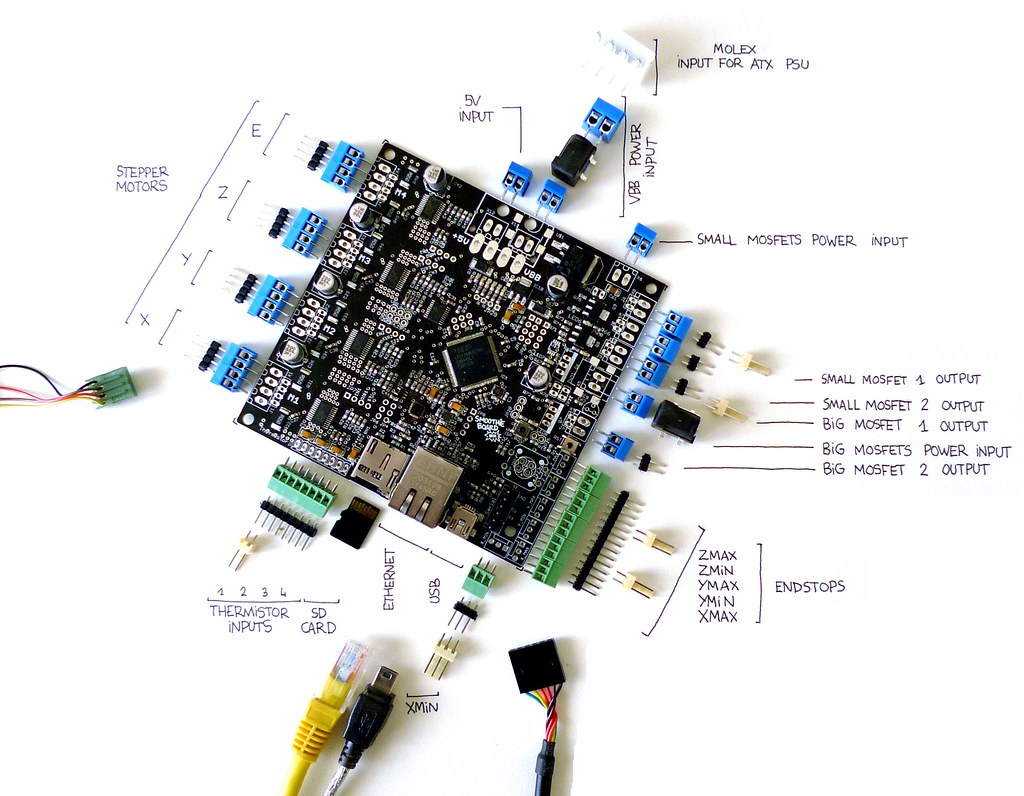
[09:41:43] <L84Supper> http://smoothieware.org/ I don't see why to go this route
[09:42:50] <L84Supper> the ARM m3/4 boards that it runs on cost more than a PC
[09:43:08] <jthornton> but it has 11 G codes!
[09:44:27] <Jymmm> L84Supper: Simple, it's USB
[09:44:28] <L84Supper> and you still need a host PC for rendering or slicing STL files, and for a UI with a display
[09:44:44] <cpresser> L84Supper: because its 'embedded'. thats why people like those solutions
[09:46:36] <L84Supper> if you're going to make an IO and 3-4 axis stepper driver board with a processor, at least make the CPU on a daughter card so you can keep up with the times
[09:48:12] <archivist> there is the thundering herd chasing after the new shiny syndrom
[09:48:12] <Jymmm> L84Supper: At $140, why?
[09:48:21] <L84Supper> SAM3U and LPC1769 are the price of an a10 1 ghz cortex a8
[09:51:55] <Jymmm> This really is a great photo showing the connector options and pinouts
http://farm8.static.flickr.com/7263/7832149516_76d367a105_b.jpg
[09:52:27] <Jymmm> and a bit stylized too
[09:52:41] <L84Supper> the whole obsession with FDM is odd as well, slow, low res and hardly anyone is working on new materials
[09:53:58] <Jymmm> L84Supper: It's RepRap, not like they need any of that
[09:55:45] <ReadError> heh
[09:55:47] <ReadError> 6061 Aluminum Rectangular Bar, T6511 Temper, Meets AMS QQ-A-200/8/ASTM B221 Specifications, 4" Width, 72" Length
[09:56:03] <L84Supper> a Chinese knockoff of a smoothie will end up being around $80
[09:56:03] <ReadError> got that for 28.86
[09:56:05] <ReadError> shipped overnight, for 3.99
[09:56:07] <ReadError> thanks amazon ;)
[09:56:24] <ReadError> seems cheap for aluminum
[09:56:31] <L84Supper> what thickness?
[09:56:50] <jdh> I ordered a piece of steel from amazon, got an empty box
[09:56:59] <Jymmm> ReadError: You know they are going to fold it in half to ship it.
[09:57:09] <jdh> got a refund, ordered another piece of steel from amazon, got an empty mailing tube
[09:57:10] <ReadError> 1/4"
[09:57:40] <L84Supper> heh or sliced to fit in a 9 x 12" envelope
[09:57:41] <Jymmm> jdh: was there a hole in the end of the container?
[09:57:43] <FinboySlick> jdh: I remember that ;)
[09:57:44] <jdh> got another refund, ordered it from mcmaster... paid less and got a box with the steel.
[09:58:01] <jdh> Jymm: yep, absurdly badly packaged.
[09:58:07] <Jymmm> jdh: heh
[09:58:50] <Jymmm> L84Supper: You know what that smoothie could be used for.... PCB's
[10:00:52] <L84Supper> https://0xfb.com/shop.html is another
[10:02:13] <FinboySlick> L84Supper: There might still be a point in making linuxcnc a bit more embedded friendly though.
[10:02:25] <L84Supper> if they were $50 it would fit a printer made from sticks and threaded rods
[10:03:18] <L84Supper> FinboySlick: the UI side or?
[10:05:30] <FinboySlick> L84Supper: Well, I'm not all that familiar with how well split the components are so this could be my incompetence speaking here, but when last I tried to cram it on an embedded-type board, I was baffled by the amount of weird dependencies on all kinds of funky libs.
[10:05:30] <ReadError> Jymmm
[10:05:30] <archivist> I though it already was, the embedded being a pc :)
[10:05:30] <ReadError> i got me a smoothie ;)
[10:05:30] <ReadError> beta board
[10:05:30] <FinboySlick> I think the core of emc should require very very little in terms of libraries, let the funky stuff happen in UIs.
[10:05:59] <Jymmm> ReadError: Get some scrn shots of the embedded web interface =)
[10:06:09] <ReadError> its not complete yet
[10:06:20] <Jymmm> ReadError: whenever
[10:06:20] <ReadError> arthur is still working on that i believe
[10:06:30] <FinboySlick> I don't know how streamlined the core and HAL are so I could be talking out the wrong end of my body here.
[10:06:34] <Jymmm> ReadError: is the ether active at least?
[10:07:49] <FinboySlick> It didn't 'feel' very autonomous to me, it sort of expects to be run around a complete distro full of libs.
[10:08:09] <L84Supper> http://cubieboard.org/ and
http://www.pololu.com/catalog/product/1182 combined are lower cost
[10:08:59] <FinboySlick> In an ideal world, it would make minimal use of libc (as in be friendly to minimalist glibc alternatives) and kernel, and that's it.
[10:10:06] <L84Supper> FinboySlick: there has been lots of recent work, xenomai and rt premempt support as well
[10:16:33] <Jymmm> Heh
http://www.pololu.com/docs/0J16/all
[10:16:58] <Jymmm> Warning: This carrier board uses low-ESR ceramic capacitors, which makes it susceptible to destructive LC voltage spikes, especially when using power leads longer than a few inches.
[10:18:03] <Jymmm> L84Supper: That's funny =)
[10:18:31] <Jymmm> L84Supper: I can only imagine how bad their "It doens't work" queue is =)
[10:22:44] <FinboySlick> L84Supper: That's promising. I think something like asterisk would be a good target model. It covers a very vast range of applications but you really only need to build the bits that matter to you.
[10:22:54] <L84Supper> poor design for DIYers
[10:23:26] <Jymmm> L84Supper: "HIGH" curent
http://www.pololu.com/catalog/product/2132
[10:24:54] <L84Supper> Jymmm:
http://www.amazon.com/SainSmart-Router-Single-Stepper-Stepping/dp/B008BGLOTQ/ref=sr_1_29?ie=UTF8&qid=1357575098&sr=8-29&keywords=sainsmart
[10:25:43] <L84Supper> http://www.amazon.com/SainSmart-Router-Single-Stepper-Stepping/dp/B0093Y88SK/ref=pd_sbs_misc_2
[10:25:59] <Jymmm> heh
[10:29:57] <L84Supper> maybe I should float some schematics and board files around China for better knockoff boards
[10:32:38] <skunkworks> http://www.cnczone.com/forums/showthread.php?p=1218967#post1218967
[10:39:11] <JT-Shop> he posted the exact same question on the forum
[10:46:37] <L84Supper> I know that building RTAI and a kernel can be intimidating, but a 3 aixs stepper or servo system only took a few minutes of going through the AXIS configs the first time we used it
[10:46:53] <L84Supper> servo tuning took a bit longer
[10:48:49] <L84Supper> i spent more time reading the Parker servo drives 500 page manual to setup the servo configs with their magic serial com software
[11:18:02] <Connor> skunkworks: You samco on cnczone ?
[11:18:08] <skunkworks> yes
[11:18:18] <Connor> okay.
[11:18:27] <Connor> So, since this guy brought this up.. I have a question....
[11:19:07] <Connor> I've seen a Servo Driver that takes the encoder inputs in, then it can pass them out as well.. looks to be a step/dir type driver... how would that work with linux?
[11:20:02] <skunkworks> Depends on....
[11:20:27] <Dolence> hi guys!
[11:20:33] <Connor> http://machmotion.com/cnc-products/drives-motors/teco-servo-drives-and-motors/1000w-2000rpm-ac-servo-drive-and-motor.html
[11:20:34] <jdh> should work just like a stepper, with optional encoder feedback?
[11:20:47] <skunkworks> a lot of those drives are pretty configurable. Like - you can set them up as velocity mode amps - the amp uses the encoder as the virtual tach... And then you can pass the encoder onto linuxcnc.
[11:21:04] <Dolence> please, someone could me give some directions using a DAC (0-10v) to control spindle RPM? I managed to get it working but dont know how to correctly configure it under stepconf
[11:21:28] <jdh> if it is just step/dir, does the encoder do anythying for you other than following error?
[11:21:28] <Connor> That's one of the drivers my friend was looking at.. He's converting a Arrow500 to LinuxCNC
[11:21:56] <skunkworks> jdh, if it is only step/dir - then yes - you could set it up to sense following error
[11:22:38] <jdh> and you are stuck with tuning in the drive
[11:23:13] <jdh> Dolence: what kind of DAC?
[11:23:39] <Connor> Speed Control Mode / Position Control mode
[11:23:52] <skunkworks> Connor, It looks like you can set them up to run +/-10v input... (just skimming..)
[11:24:20] <Dolence> jdh using a diy board, a photocoupler, a 4011, and a bc337
[11:25:22] <Connor> In either mode, you can still pass the encoder info... Just wondering if it needs to be done..
[11:25:49] <jdh> Dolence: mine is just set up to do PWM out.
[11:26:05] <jdh> encoder feedback for step/dir systems seems to be of marginal value.
[11:26:09] <Connor> Just trying to figure out the best way to set it up. He's using Mesa with a 7i77
[11:26:27] <Dolence> jdh yes, mine is working, but I need to calibrate it
[11:27:06] <Dolence> I've enabled hal panel to show that bar with PWM speed
[11:27:09] <jdh> oh. I set my scale roughly, told it to go x rpms, then adjusted to match
[11:27:14] <Dolence> but it outputs wrong information
[11:28:09] <Dolence> this is circuit I'm using, but i think it's irrelevant, right?
[11:28:09] <Dolence> http://www.machsupport.com/forum/index.php?PHPSESSID=kolk0vqf15cr7doig7op4vk4h3&action=dlattach;topic=21722.0;attach=31201;image
[11:30:56] <jdh> dunno. how is it wrong?
[11:31:10] <Loetmichel> re @ home
[11:31:14] <jdh> you has for 1000rpm and get what? What is displayed? Do you have an encoder?
[11:31:19] <jdh> s/has/ask/
[11:33:39] <Dolence> I dont have an encoder
[11:33:40] <pcw_home> That PWM circuit is active low so you will need to invert the output bit for it
[11:33:52] <Dolence> yes, I have it inverted
[11:33:59] <Dolence> i think i just need to scale
[11:34:34] <Dolence> I think it's what I need
[11:34:37] <Dolence> http://linuxcnc.org/docs/html/examples/spindle.html
[11:34:57] <pcw_home> Probably just set PWM scale to max RPM
[11:35:19] <pcw_home> man pwmgen
[11:35:22] <jdh> I did that for the rough setting.
[11:35:42] <Dolence> what I need to put in DAC pin name?
[11:35:43] <Dolence> net spindle-speed-DAC scale.0.out => <your DAC pin name>
[11:35:45] <jdh> then tweaked my max ouput pot to match the rpm to the requested value
[11:36:07] <skunkworks> Connor, 7i77 is analog - so you need to setup the drives for analog input and use encoder feedback...
[11:36:17] <pcw_home> is this a parallel port driving this?
[11:36:29] <pcw_home> PWM I mean
[11:36:31] <Connor> skunkworks: I may be wrong about that.. let me double check.
[11:36:32] <Dolence> yes
[11:36:41] <Dolence> parallel port driving pwm
[11:36:45] <pcw_home> man pwmgen
[11:36:57] <Dolence> that schematic wired to my VFD
[11:38:20] <pcw_home> lots of pwmgen setup details so I would read the pwmgen manual page
[11:38:49] <Connor> Yea. He go the 7i77
[11:38:55] <Connor> Not sure why..
[11:39:21] <JT-Shop> anyone know if the TB6560 needs an enable to work?
[11:39:45] <skunkworks> Connor, because closed loop control is so much better?
[11:40:00] <skunkworks> pcw_home, any experience with these?
http://machmotion.com/cnc-products/drives-motors/teco-servo-drives-and-motors/1000w-2000rpm-ac-servo-drive-and-motor.html
[11:40:12] <Connor> Well.. What does one conceder closed loop ?
[11:40:23] <Connor> To the Driver, or to the controller ?
[11:41:26] <Connor> Okay, so, based on that, he needs Speed Control mode... and pass the encoders through to linuxCNC.
[11:41:27] <skunkworks> contoller is true closed loop
[11:41:34] <pcw_home> Pretty sure we have customers using those (analog velocity mode)
[11:41:43] <skunkworks> pcw_home, awesome.
[11:41:51] <Connor> Driver would be "Hybrid" I guess ?
[11:42:23] <skunkworks> Connor, then linuxcnc can see and use the following error. plus - you estop - you don't lose position.
[11:42:39] <pcw_home> wel driver controls torque and velocity loop, Linuxcnc controls position loop
[11:43:21] <Connor> right linuxCNC isn't just sending out pulses / dir and expecting the system to go were it says.. it's actively monitoring it itself.
[11:43:31] <skunkworks> correct.
[11:43:55] <skunkworks> You will get a crash course in pid tuning... ;) but it is worth it..
[11:44:04] <Connor> in step/dir mode.. all linuxCNC gets is a nofollow alarm light from the controller.. or it can see the cnoder info too, but can't really correct for it.
[11:44:22] <pcw_home> torque mode has some advantages as well but typically will need faster than 1 KHz control loop
[11:44:40] <Connor> What's torque mode ?
[11:45:14] <pcw_home> LinuxCNC sens torque commands to the drive rather than velocity
[11:45:20] <pcw_home> sends
[11:45:52] <Connor> Not sure that driver supports that.. I think we'll stick with velocity/speed control
[11:46:23] <skunkworks> velocity is probably the easiest to tune... imho
[11:46:34] <pcw_home> torque mode means that now effectively LinuxCNC is also running the velocity loop
[11:46:39] <skunkworks> as long as the velocity loop in the amp is setup
[11:47:03] <pcw_home> (velocity loop in LinuxCNC is D term)
[11:48:07] <pcw_home> main advantage of torque mode is you know the motor load at all times
[11:48:09] <pcw_home> and can limit if if need be (say for homing)
[11:49:15] <Connor> This will be new for me.. I've done two setups using steppers.. and a did a simple PID for spindle control.. this will be first time doing anything with MESA, Servo's and Full out PID
[11:49:45] <Connor> BUT, I have far more experience with Linux and LinuxCNC than my buddy.
[11:50:02] <skunkworks> Connor, it is good he has you :)
[11:50:10] <skunkworks> hope you get machine time on it ;)
[11:50:35] <Connor> He's already helping me on a few things.. and yea.. that's the idea.. he helps me, I help him.
[11:51:13] <pcw_home> Like skunkworks said if the drives velocity loop is tuned, tuning LinuxCNCs PID loop should be fairly easy (FF1, P and I maybe a little FF2)
[11:51:34] <Connor> jdh: Got my Bearings replaced and spindle reassembled..
[11:51:51] <jdh> cool, send me some kluber
[11:52:25] <Connor> jdh: I see how it is.. make me spend the $$$ for a tiny amount... :)
[11:52:38] <jdh> ok.
[11:52:50] <Connor> Time to do the break in.
[11:53:26] <Connor> Someone was saying running it in 500RPM increments each for 30 minutes to you reach top speed.. then go reverse in the same.
[11:53:27] <jdh> If I ever do teh bearings, I'll probably just pack them with marine bearing grease :)
[11:54:25] <jdh> dive season is almost wound down for a few months so I should have some time
[11:54:27] <Connor> Apparently, using Klubber is the best thing for high speed bearings, it's a high velocity lightweight grease.. if you use heavy stuff, you might cause oto much eight.
[11:54:44] <IchGuckLive> Hi all B)
[11:54:45] <Connor> too much heat..
[11:55:01] <Connor> WTF.. my fingers had a brain fart..
[11:55:50] <jdh> I almost bought another router yesterday. Guy woudn't take my lowball offer though.
[11:57:57] <Connor> jdh: What kind router?
[11:58:44] <jdh> chinese thing that goes for $1175 on ebay. Guy wanted $400. Came down to $325, but...\
[11:59:36] <Connor> Ahh.
[11:59:55] <jdh> I offered him 250 :) I think he was insulted.
[12:00:44] <L84Supper> router with hardcoded passwords for *emergency access*?
[12:00:46] <jdh> guess he sold it, the CL ad is gone.
[12:00:51] <IchGuckLive> chinese are realy handy on price
[12:01:59] <Connor> Okay, so that I'm using my terms correctly. Is Speed and Velocity interchangeable terms... and the driver handles the Velocity ?
[12:04:10] <pcw_home> I think they mean velocity mode when they say speed mode
[12:04:50] <pcw_home> technically 'speed' is unsigned so its not quite the correct term
[12:10:16] <jthornton> how do you search the users mailing list?
[12:10:59] <skunkworks> jthornton, there is a search box at the bottom of the page
[12:11:43] <jthornton> I must be on the wrong page :(
[12:11:52] <archivist> or google site search
[12:12:34] <skunkworks> love tecos description - > Speed Mode is necessary for applications that require precisely speed control, such as weaving, drilling
[12:12:34] <skunkworks> and CNC type machines.
[12:13:41] <jthornton> I must not know the site url :(
[12:14:16] <jthornton> ah I guessed it
[12:14:52] <skunkworks> http://news.gmane.org/gmane.linux.distributions.emc.user
[12:16:50] <jthornton> didn't guess the best one, thanks for the link skunkworks
[12:16:57] <Connor> I guess in my spindle setup, LinuxCNC handled everything.. Speed too.. it sent a PWM out to a PWN-to-SCR conversion..
[12:17:01] <skunkworks> Connor, that is going to be a nice machine when done...
[12:17:37] <Connor> Kinda crazzy going from PWM-to-SCR for a DC motor..
[12:18:23] <skunkworks> whatever works :)
[12:19:15] <Connor> It works. Has some major lag time to get up to speed or drop down to speed.
[12:23:02] <Connor> Probably a badly tuned PID setup.. that and I think I was just using Index...
[12:24:15] <jthornton> I like this one
http://article.gmane.org/gmane.linux.distributions.emc.user/
[12:24:34] <skunkworks> heh
[12:27:43] <jthornton> logger[mah], log
[12:27:44] <logger[mah]> jthornton: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2013-01-07.html
[12:28:01] <jthornton> logger[psha], log
[12:28:01] <logger[psha]> jthornton: Log stored at
http://psha.org.ru/irc/%23linuxcnc/2013-01-07.html
[12:31:19] * skunkworks thinks jthornton is compiling links...
[12:31:39] <jthornton> http://linuxcnc.org/index.php/english/forum/38-general-linuxcnc-questions/26023-other-sources-for-information-about-linuxcnc#28466
[13:07:53] <kwallace> I'd like to buy it but, there is no room left in my shop:
http://www.ebay.com/itm/160949107892
[13:10:32] <awallin> kwallace: get a bigger shop! (that might rise from $100 a bit though...)
[13:13:26] <kwallace> Here are a couple more left coasters:
http://www.ebay.com/itm/221155045745 http://www.ebay.com/itm/281040663057 . But I already got my STN for less than $2k.
[13:22:01] <kwallace> At two days left on the Hitachi, I'm a little surprised there are no bids. I'd hate to see it parted or go for scrap. Otherwise it looks like eBay machines are going up in price from a year ago. As for the shop space, I'd have to spend $40k to buy a $1k machine. Isn't that what JT did, twice?
[13:24:23] <jdh> could have mecanical damaage from the fall.
[13:25:52] <kwallace> jdh: Which one is that?
[13:26:13] <jdh> the first one.
[13:27:00] <L84Supper> kwallace: I have plenty of free space here, you can come over whenever you need to use it :)
[13:28:01] <kwallace> L84Supper: Are you on the left coast?
[13:28:22] <L84Supper> of the pacific not north america :)
[13:29:03] <kwallace> The first mill says the spindle doesn't work but doesn't say why.
[13:29:09] <L84Supper> how bad can it be?
[13:29:27] <L84Supper> it's going to cost you $2k to move it
[13:29:43] <skunkworks> still cheap for what you probably get...
[13:29:43] <L84Supper> unless you move it yourself
[13:30:03] <L84Supper> looks like a deal to me
[13:30:20] <skunkworks> chirs has a mori version of that - looks pretty close.
[13:31:47] <kwallace> I'm next door to Yosemite Park. I moved my STN with a friend's truck from Sacramento. Two hours drive up, 6 nerve racking hours back.
[13:33:50] <JT-Shop> kwallace: I spent 6k for VMC and the CHCN
[13:34:33] <kwallace> L84Supper: So, I'd have to buy a boat too.
[13:35:07] <IchGuckLive> kwallace: boat is more fun leafe the vmc
[13:35:12] <IchGuckLive> im off
[13:35:46] <kwallace> JT-Shop: But I seem to recall you had to build a shop, then expand it before it was done?
[13:36:24] <JT-Shop> I had the machines in my garage then I added the shop onto the garage for a total of 2k sq ft
[13:36:37] <JT-Shop> did all the work myself so kept the cost down
[13:37:07] <JT-Shop> twice as much space as before and just as crowded in both the shop and the garage
[13:37:59] <jdh> someday, I can aspire to that !
[13:42:11] <kwallace> I've got 2.4k2' but there is an airplane and all the stuff no one wants, but won't throw out either.
[13:43:17] <kwallace> I think Stuart needs another one of these:
http://www.ebay.com/itm/320974456467
[13:44:17] <L84Supper> with all the robots and automation in Japan I'm a bit surprised to not find anyone from japan here or on the forums
[13:49:31] <JT-Shop> airplanes take up lots of space
[13:50:00] <jdh> they all use Fanuc
[13:51:49] <adb> airplanes ?
[13:56:37] <kwallace> Too bad it isn't mine.
http://www.wallacecompany.com/old_lathe/back-1a.jpg . This lathe is one of those things I can't seem to throw out. This is pretty much what the rest of the shop looks like:
http://www.wallacecompany.com/old_lathe/front-2a.jpg . Each year I resolve to clean it, but I just collect more stuff.
[13:58:02] <Dolence> hey guys
[13:59:16] <Dolence> A few minutes ago I was asking about PWM scale setup... I almost there!
[13:59:22] <Dolence> *I'm
[13:59:48] <Dolence> now when set to full pwm my VFD displays correct frequency (400hz)
[14:00:24] <JT-Shop> kwallace: a 172?
[14:00:53] <Dolence> only thing is that "spindle-at-speed" scale is incorrect, it shows 10000 when in 400hz (it should be 24000 rpm)
[14:01:13] <Dolence> anyone knows how to correct this issue, please? tahnks in advance
[14:01:19] <Dolence> *thanks
[14:01:47] <awallin> Dolence: you need to pastebin your INI and HAL for someone to have a clue..
[14:02:18] <Dolence> ok
[14:02:21] <Dolence> give me a minute
[14:06:39] <Dolence> CNC.ini ->
http://pastebin.com/JYz5DmP7 CNC.hal ->
http://pastebin.com/7J67XE3R custompanel.xml ->
http://pastebin.com/QTiJqy20
[14:09:47] <awallin> you probably havea postgui hal-file also?
[14:10:26] <Dolence> on "spindle-at-speed" panel I have a bar going from 0 to 24000, but when vfd is set to max frequency (400hz) it shows 10000 on the panel
[14:10:28] <Dolence> yes
[14:10:30] <Dolence> just a minute
[14:10:38] <JT-Shop> must have spindle-speed is not connected in the hal file
[14:12:01] <awallin> and the XML only has one bar-widget (pressumably for commanded speed..)
[14:12:34] <Dolence> awallin it's custom_postgui.hal?
[14:13:40] <Dolence> yes, I dont kn ow if I misunderstood, but to override spindle speed I will need a encoder, is taht true?
[14:13:45] <Dolence> *that
[14:14:14] <Dolence> or it can be done without encoder conencted to an input pin?
[14:14:24] <awallin> to measure actual spindle speed you need an encoder
[14:14:31] <cpresser> Dolence: afaik you dont need feedback
[14:14:31] <awallin> override is something else..
[14:14:39] <cpresser> its just open loop.
[14:15:09] <awallin> both custom.hal and custom_postgui.hal are used in the INI
[14:15:32] <Dolence> I ill upload custom_postgui.hal
[14:16:10] <Dolence> http://pastebin.com/nGysSMk4
[14:16:16] <Dolence> *will
[14:17:17] <awallin> so that bar-widget shows whatever you command in G-code with Sxxxx ?
[14:18:19] <jdh> nah, it's not just you. I'm sure it is most everyone.
[14:18:43] <jdh> <wfw>
[14:20:08] <Dolence> it works from 0 to 10000, but my max speed is 24000 rpm, S3 M10000 or S3 M24000 gives em 400 hz
[14:20:25] <kwallace> JT-Shop: Yes, Cessna 172 (My mom's boyfriend's).
[14:21:26] <awallin> Dolence: PWM is pulse width modulation. the frequency is fixed! :)
[14:21:45] <Dolence> it's like if the range was from 0 to 10.000, it should be 0 to 24000
[14:23:07] <Dolence> it's like if the range was from 0 to 2.500
[14:23:24] <jdh> setp pwmgen.0.pwm-freq 400.0
[14:23:40] <jdh> is that for yoru vfd freq, or for your pwm->v convertor?
[14:23:43] <awallin> so what do you have hooked up to the pwm-generator?
[14:24:38] <archivist> some scale factor somewhere
[14:24:44] <DJ9DJ> gn8
[14:24:44] <JT-Shop> pwmgen.N.pwm-freq float rw
[14:24:45] <JT-Shop> PWM frequency in Hz. The upper limit is half of the frequency at which make-pulses is invoked, and values above that limit will be changed to the limit. If dither-pwm is false, the value will be changed to the nearest integer submultiple of the make-pulses frequency. A value of zero produces Pulse Density Modulation instead of Pulse Width Modulation.
[14:24:57] <pcw_home> the pwm scale should be set to 24000
[14:25:43] <Dolence> so it isnt in hz?
[14:25:46] <Dolence> it's rpm?
[14:25:49] <pcw_home> if you want max output voltage of your PWM filter to occur at commanded RPM of 24000
[14:26:09] <pcw_home> Hz is mostly irrelevant here
[14:26:18] <Dolence> understood
[14:26:49] <pcw_home> other than it needs to be optimized for ripple and resolution
[14:27:00] <pcw_home> (of your analog output voltage)
[14:27:45] <JT-Shop> is this lacking content?
http://linuxcnc.org/docs/html/examples/spindle.html#_pwm_spindle_speed
[14:28:50] <jdh> looks good to me.
[14:28:59] <jdh> wish I had seen it when I set mine up :)
[14:29:33] <pcw_home> JT-Shop PWM frequency is not set in the example
[14:30:15] <pcw_home> (so I guess that PDM so OK)
[14:30:39] <pcw_home> thats
[14:31:25] <pcw_home> depending on how fast the OPTO isolator/filter are you may want normal PWM
[14:31:44] <pcw_home> (for better linearity)
[14:35:37] <JT-Shop> for a normal setup generated by stepconf what would the pwm-freq be?
[14:37:04] <jdh> seems like mine was something really low by default. 100Hz maybe?
[14:38:51] <Tom_itx> OT but interesting:
http://www.autoblog.com/2010/11/16/video-crazy-machine-rolls-out-brick-roads-like-its-laying-carp/
[14:39:36] <pcw_home> That would be pretty ripply with Dolence's ~ 16 Hz single pole filter
[14:39:58] <jdh> I think that's just what stepgen defaulted to
[14:41:08] <tjb1> http://www.gizmodo.co.uk/2013/01/grab-photoshop-and-cs2-for-absolutely-free-right-now/
[14:42:05] <awallin> tjb1: is there photoshop for linux?
[14:42:18] <tjb1> I dunno, I cant even load the website
[14:42:55] <awallin> apparently direct download links are here
http://pastehtml.com/view/coar5c79i.html
[14:43:14] <awallin> mac and win versions..
[14:45:23] <tjb1> oooh, those a huge downloads
[14:45:54] <awallin> not long before they are on bittorrent I would predict..
[14:48:48] <tjb1_> I switched phone to 4g, goin good now
[15:00:49] <Connor> okay, so, question. My Treadmill motor is dual shafted.. If I put a encoder on the other shaft.. any issues with using that for rigid tapping? I'm running 1:1 Belt Drive with L sized belt.
[15:02:11] <Connor> Just wondering it the belt stretching or backlash between the belt and pulleys would cause too much of a issue.
[15:02:14] <archivist> timing belt?
[15:02:20] <Connor> yes
[15:02:53] <archivist> 1 to 1 ratio
[15:03:20] <Connor> I'm thinking it might be easier than trying to mount a encoder assembly on the spindle itself.
[15:03:26] <Connor> yes. 1:1
[15:05:22] <Dolence> I will abandon all this pwm thing
[15:05:30] <Dolence> and just comntrol by hand
[15:05:54] <Dolence> *control
[15:05:54] <Connor> Dolence: ROFL.. Having issues getting it to work ?
[15:06:12] <Dolence> yes
[15:06:18] <Dolence> I think I'm too dumb
[15:06:31] <cradek> c
[15:06:33] <Dolence> EMC2 10 x 0 ME
[15:06:35] <cradek> oops
[15:07:16] <awallin> Connor: here's an encoder on the back of the motor, motor drives spindle via toothed belt
http://www.anderswallin.net/wp-content/uploads/2008/06/spindle.jpg
[15:08:08] <Connor> awallin: Any issues with it ?
[15:09:09] <awallin> Connor: no rigid tapping worked well. not using that machine much anymore. for really small taps you may still want a floating toolholder (e.g. M3 or M2 taps)
[15:09:52] <Connor> I was hoping to keep my Quill functional and use THAT for a floating toolholder..
[15:10:17] <Connor> but, will have to do that a bit later.. issues with that interfering with PDB
[15:10:27] <awallin> maybe.. as long as there is not too much float
[17:10:55] <andypugh> I wonder what to do with the top to stop swarf / chips / coolant getting in?
https://picasaweb.google.com/lh/photo/pCd-9Zn5Bl998pY7gR0Mf9MTjNZETYmyPJy0liipFm0?feat=directlink
[17:12:40] <JT-Shop> a hip roof
[17:13:00] <andypugh> Made of rose fruits?
[17:13:21] <JT-Shop> perhaps sheet metal
[17:13:30] <andypugh> I want lots of airflow (I will probably leave the bottom entirely open)
[17:13:54] <JT-Shop> just have a gap between the roof and the frame
[17:14:27] <JT-Shop> what does that run?
[17:14:38] <andypugh> That's sort-of the plan, but I was wondering if there was something clever that the pros use?
[17:14:44] <andypugh> It's for the mill.
[17:15:04] <JT-Shop> yea a sealed box with a filter on one side and a fan on the other
[17:15:19] <andypugh> I am trying to avoid fans. I am not a fan of fans.
[17:15:57] <JT-Shop> then allow enough gap for convection to work
[17:16:11] <andypugh> Space got a bit tight when I added the 500W 24V PSU for the rotarise. (The blue one)
[17:16:27] <andypugh> Only £20 from eBay, List price £375. It's a nice PSU.
[17:16:27] <JT-Shop> that is a big one
[17:16:49] <andypugh> All laquered and sheltered-outdoor rated
[17:16:55] <PCW> anyone ever seen linuxcnc build stuck in a make depend loop?
[17:17:21] <JT-Shop> a RIP build?
[17:17:22] <andypugh> PCW: Can't say I have, no.
[17:17:22] <PCW> yes
[17:17:39] <andypugh> have you tried make clean? (Have you tried sucking eggs?)
[17:17:44] <PCW> yes
[17:17:57] <JT-Shop> I've borked it few times building the docs, but I doubt that is a problem
[17:18:28] <PCW> just does all the make depends and repeats endlessly
[17:18:43] <JT-Shop> yikes!
[17:18:53] <andypugh> That's rather odd, as far as I know there isn't anything loopy in the process.
[17:18:55] <JT-Shop> start from a fresh git
[17:20:33] <PCW> Figured it out (I think) clock is crazy
[17:23:15] <JT-Shop> http://imagebin.org/242050
[17:25:02] <PCW> yep crazy clock time
[17:25:08] <JT-Shop> like an inverted cake tin with stand offs
[17:25:35] <JT-Shop> you find all the neat stuff PCW
[17:26:29] <PCW> All I found was a bad RTC battery :-(
[17:28:42] <andypugh> JT-Shop: Looks functional....
[17:29:50] <JT-Shop> yea, just a 15mm gap will flow a lot of air and the lip will deflect and flying chips
[17:33:17] <andypugh> I could just cut the back panel short, I guess
[17:34:12] <andypugh> But a simple roof plonked into the grooves in the top is probably as good as anything.
[17:34:30] <JT-Shop> better than nothing for sure
[17:34:58] <andypugh> I am starting to suffer from completion-anxiety on this project.
[17:35:31] <JT-Shop> you need some git-er-done in a spray can?
[17:35:48] <andypugh> No, I simply need a new project to drag me away :-)
[17:36:08] <andypugh> There was a 9 month hiatus while I did that brushless motor project.
[17:36:09] <JT-Shop> wait give me a second or three to think...
[17:36:36] <andypugh> But now I need the Mill working to test out the motor project. (They are related)
[17:37:05] <andypugh> I quite fancy making a direct-drive lathe.
[17:37:24] <JT-Shop> with one of those outboard looking motors?
[17:37:44] <JT-Shop> like the washing machine motors?
[17:38:38] <andypugh> Exactly
[17:39:18] <andypugh> Stator:
http://www.ebay.co.uk/itm/LG-Direct-Drive-Permanent-Magnet-Motor-Stator-Assy-Part-number-4417EA1002G-/330850521097?pt=UK_Home_Garden_Washing_Machines_Dryers_Parts_Accessories_ET&hash=item4d083a5009
[17:39:51] <andypugh> Rotor:
http://www.ebay.co.uk/itm/LG-WASHING-MACHINE-ROTOR-MAGNET-ASSEMBLY-FOR-DIRECT-DRIVE-MODELS-/330850526444?pt=UK_Home_Garden_Washing_Machines_Dryers_Parts_Accessories_ET&hash=item4d083a64ec
[17:41:33] <andypugh> Oops! I seem to have had an eBay accident.
[17:41:34] <JT-Shop> cool
[17:41:43] <JT-Shop> yikes!
[17:42:24] <andypugh> I am sure they will come in useful :-)
[17:42:40] <JT-Shop> I managed to finish making the parts without the ATC so get the machine assembled and tested then figure out what got borked on the ATC
[17:42:55] <JT-Shop> did you buy something?
[17:43:09] <andypugh> Yeah, I just bought that rotor and stator.
[17:43:40] <JT-Shop> that is a 3 phase stepper or something like that right?
[17:43:52] <skunkworks> JT-Shop: what is the issue with the tool changer?
[17:43:52] <andypugh> I lke the idea of a lathe with a huge through-bore/
[17:44:13] <andypugh> Yes, it's a conventional brushless outrunner motor.
[17:44:43] <JT-Shop> skunkworks: it started clacking like a relay chatter then it quit then it chattered then it really quit
[17:45:43] <JT-Shop> now the motor that moves the carousel out runs all the time but does not sound very healthy
[17:46:06] <JT-Shop> I've removed it this morning before making part and need to inspect it
[17:46:13] <kwallace> Oops the shipping cost more than the parts. Could make a wind generator too.
[17:46:42] <JT-Shop> andypugh: can you get a chuck with a huge through bore that is a proper size?
[17:46:43] <skunkworks> yeck
[17:47:21] <JT-Shop> yea, I think I have a welded relay on the control board and I suspect there is a root cause yet to be discovered
[17:47:26] <andypugh> I have asked about combined shipping.
[17:47:58] <JT-Shop> that should help
[17:48:10] <kwallace> What is the rotor OD?
[17:48:51] <andypugh> I will find out when I get it. :-)
[17:49:49] <andypugh> But looking at this web-page, about half the diameter of a wsahing-machine drum:
http://www.lgblog.co.uk/2012/07/lg-which-number-one/
[17:52:39] <skunkworks> andypugh: should be fun to play with...
[17:53:24] <andypugh> I am anticipating decent torque :-)
[17:53:36] <kwallace> I still haven't done anything with my washer motor:
http://www.wallacecompany.com/machine_shop/wash_motor/wash_motor_side.jpg
[17:54:05] <andypugh> I think I might have just committed myself to scratch-building a lathe.
[17:54:45] <andypugh> So, granite worktop as a base, perhaps?
[17:55:26] <andypugh> Air-bearings all round...
[17:55:30] <andypugh> :-)
[17:56:10] <JT-Shop> what will you do for a chuck?
[17:56:25] <andypugh> Make one?
[17:56:39] <skunkworks> andypugh: there are a few scratch build lathes on cnczone
[17:56:39] <JT-Shop> scroll or independent?
[17:57:06] <skunkworks> iirc one had granite base
[17:57:09] <andypugh> I would guess that the solution would be to have a couple of chucks, one normal one and a huge-hole one
[17:57:53] <JT-Shop> spindle encoder?
[17:57:56] <andypugh> I quite often want to grip a small diameter and leave the big stuff up the bore, but I can't, so need to mess about with centres and steadies
[17:58:00] <JT-Shop> built in?
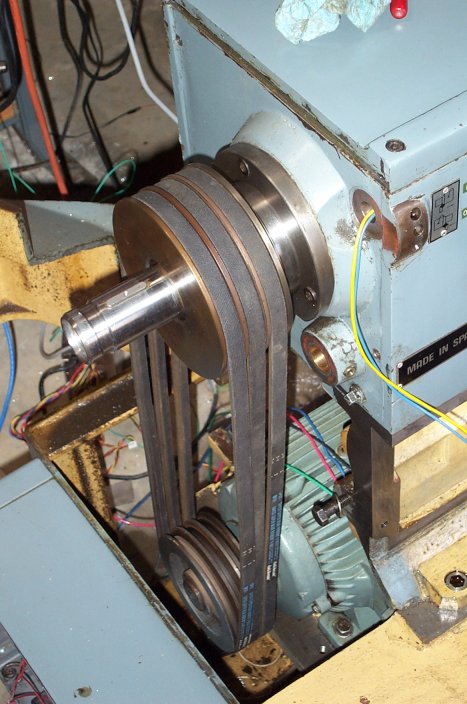
[17:58:11] <kwallace> I would tend to mount the motor to the shaft on this:
http://www.wallacecompany.com/cnc_lathe/00055-1a.jpg , just to see if one could get decent performance.
[17:59:00] <kwallace> You might be able to stack them until you get what you want.
[17:59:03] <andypugh> There are 72 Hall transitions per rev, which is probably OK for threading.
[18:00:06] <andypugh> kwallace: "Made in Sp.......ain?"
[18:00:43] <skunkworks> andypugh: I could replace this?
http://electronicsam.com/images/KandT/cincinnatimi/piston.JPG
[18:00:45] <skunkworks> ;)
[18:01:18] <JT-Shop> the diet coke?
[18:01:21] <andypugh> skunkworks: What does that do?
[18:01:40] <skunkworks> that is the z axis servo...
[18:02:05] <skunkworks> direct drive
[18:03:06] <andypugh> I think that the motor in question might work, yes.
[18:04:23] <skunkworks> JT-Shop: just for scale - I don't drink the stuff
[18:04:57] <kwallace> The fit and finish on this Spanish lathe is as good or better than my Bridgeport, which is pretty mediocre.
http://www.wallacecompany.com/cnc_lathe/00054-1a.jpg
[18:08:01] <JT-Shop> lol
[18:08:44] <skunkworks> that lathe *I think - has a 4 inch through holw
[18:08:46] <skunkworks> hole
[18:08:49] * JT-Shop has determined the brake is ok on the ATC motor
[18:09:24] <andypugh> Argh! Wirenuts! I hate Wirenuts!
[18:10:37] <andypugh> kwallace: What make is it?
[18:11:41] <JT-Shop> they do make some good wirenuts
[18:11:45] <andypugh> There are a few Spanish lathes on www.lathes.co.uk and they all look pretty decent
[18:34:36] <kwallace> Oops. I ran down to the shop. The lathe is a Zubal:
http://www.wallacecompany.com/cnc_lathe/
[18:35:55] <andypugh> andypugh: This looks fun:
http://www.renishaw.com/en/resolute-rotary-angle-absolute-encoder-options--10939 I guess it is a development of the single-track multi-head gray-code idea?
http://en.wikipedia.org/wiki/Gray_code#Single-track_Gray_code
[18:36:35] <andypugh> No Zubal on Lathes.co.uk How odd.
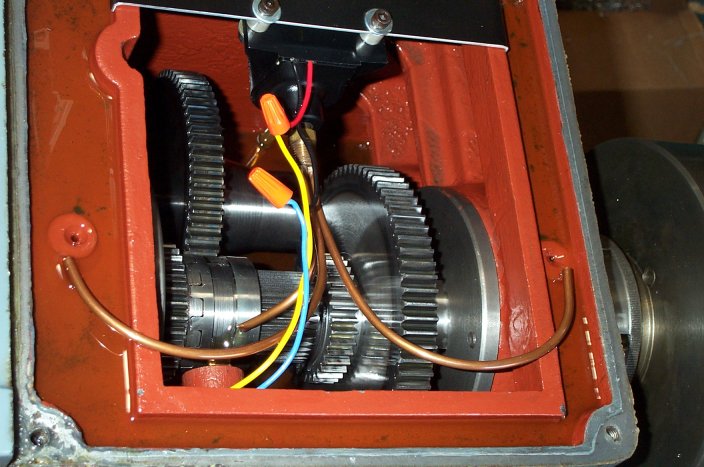
[18:39:12] <andypugh> Looks decent enough. The problem with converting manual lathes seems to be the amount of space for the ballscrew. Have you considered designing a complete new top-slide with no compound, adequate leadscrew room, and an ATC?
[18:40:32] <andypugh> (Mounting the ballnut well above the dovetail creates more space, and you have the space, as you don't need the Compound)
[18:48:09] <kwallace> Yes, the X slide has been a real problem. One option has been to mount the screw on the backside of the carriage, but this will stick out the back quite a bit. There are a lot of parts I can't make on the HNC because the X slide is so high, so I'm trying what I can to keep the Zubal's slide low.
[19:13:31] <andypugh> kwallace: A rotating nut arrangement might help.
[19:17:02] <andypugh> kwallace: If you imagine a ballnut with the largest possible timing belt pulley round it in the position of that hexagonal plate, with the motor pointing into the picture and the ballscrew mounted rigidly where the feed dial currently is.
[19:17:20] <andypugh> http://www.wallacecompany.com/cnc_lathe/00057-1a.jpg
[19:22:59] <Jymmm> I *THINK* I found the issue with my car not stating.... a semi-corroded fuel pump connector. what coould I spray to clean it? It's in a reall tough/tight spot to get to
[19:23:22] <Jymmm> as in frame touching my chest sorta way
[19:23:56] <tjb1> Probably gonna need to take it off and cleane it
[19:24:04] <tjb1> Knife, wire brush...
[19:24:11] <Jymmm> can't, would have to drop fuel tank
[19:24:17] <cradek> chop chop, wire nut
[19:24:26] <Jymmm> it's a recessed "waterproof" connector
[19:24:38] <tjb1> Get droppin
[19:24:51] <Jymmm> multi conductor, that would expose it too much
[19:24:54] <cradek> yeah... and get a new fuel pump while it's dropped
[19:25:14] <cradek> car or pickup?
[19:25:16] <Jymmm> SUV
[19:25:22] <cradek> yuck
[19:25:33] <tjb1> I dont know of anything you can spray that would fix it
[19:25:38] <tjb1> Maybe a sand blaster lol
[19:25:42] <Jymmm> I can't drop the tank, dont have the tools, jakcs, etc to do it even if I wanted to
[19:25:52] <ReadError> hey guys
[19:25:54] <Jymmm> and it's full too
[19:25:55] <cradek> I helped my ex with a bronco fuel pump - we took a jigsaw and cut the floor out over the damn thing
[19:26:05] <ReadError> excited about my aluminum order
[19:26:08] <ReadError> should be here tomorrow
[19:26:09] <cradek> of course it's full. they don't fail empty...
[19:26:22] <ReadError> paid only 28$ for 72", and overnight shipping for 3.99
[19:26:29] <Jymmm> cradek: Heh, I wish there was an access door.
[19:26:39] <cradek> I'm 100% serious - just make one
[19:26:43] <tjb1> You can pull the backseat out of my car and un bolt a panel
[19:26:44] <tjb1> :)
[19:27:07] <Jymmm> contact cleaner?
[19:27:08] <cradek> in a pickup you can sometimes pull the whole bed off easier, but with an suv, jigsaw is the right approach
[19:27:29] <Jymmm> if I had a pickup, I'd pull the bed in an instant
[19:27:35] <cradek> how old is it?
[19:27:39] <kwallace> andypugh: The present acme screw is pretty small with very little clearance. I'm not sure I can push a thin ball screw the distance from the back to the front of the sldie, but I can mount it towards the back and have the floating end run into the present screw slot.
[19:27:52] <Jymmm> 2001, so it has ever electronic sensor you could imagine
[19:27:54] <cradek> and how sure are you? did you do a pressure test and see it's not pumping?
[19:28:07] <Jymmm> cradek: 0 psi at the fuel rail
[19:28:22] <cradek> bing bing
[19:28:25] <cradek> that's a pretty good test
[19:28:47] <cradek> but it works sometimes?
[19:29:38] <tjb1> My s10s fuel pump shut off sporadically then one day it died
[19:29:43] <andypugh> cradek: Our cars have a plastic patch held on with Velcro over the fuel pump :-)
[19:29:45] <cradek> yeah that's very normal
[19:29:45] <Jymmm> I got the FORD manuals, went throught the troubleshooting, has about to take 12V from the battery directly to the pump, spent 20m disconnecting the connector and I think it's corroded, I can't see for sure (my eyes)
[19:30:17] <cradek> oh you can get to it? if you mess with the connector at all and it still doesn't work, it's surely the pump
[19:30:22] <Jymmm> I see three gold pins, then 7 I *think* greenish tint pins
[19:30:39] <cradek> yeah the fuel level sender is in there too
[19:30:45] <Jymmm> Again, I just can't focus my eyes at this distance
[19:30:51] <cradek> replace that too while you have it out :-)
[19:30:56] <tjb1> Isnt there an acid that eats that off copper
[19:31:17] <kwallace> I don't think it's that hard to drop a fuel tank. One just needs plan it out in advance so there is a container and such on hand when needed.
[19:31:46] <Jymmm> Well, if the three pins are gold, and the other 4 are greenish, there has to be something I could clean/spray to clena it with
[19:32:07] <andypugh> I have an ancient bottle of contact cleaner. Works well, actually. No idea if you can still buy it. Brand was "Electrolube"
[19:32:11] <Jymmm> I'm going to grab a camera and go back under the car
[19:32:23] <Jymmm> andypugh: I have some 1-1-1, but it's not spray
[19:32:25] <cradek> Jymmm: yeah cameras can sometimes focus better at weird distances...
[19:32:33] <Jymmm> bbiab
[19:32:34] <cradek> I have deoxit, but I'm not sure it's that great
[19:32:54] <cradek> try a wire bottle brush or something?
[19:33:43] <cradek> ford has special clips on the fuel lines too - hard to remove even with the special tool
[19:34:19] <andypugh> kwallace: In my proposal the actual ballscrew can be the full width of the slot in the saddle. (and that has to be bigger than the current one, as that has a nut around it)
[19:34:56] <kwallace> Deoxit made the world of difference on my bench supply rotary switches.
[19:35:38] <andypugh> Then you can either mount the screw solidly where the handwheel currently is (which might make a full splash guard easier too)
[19:35:50] <cradek> kwallace: I guess it's done ok on my radios too
[19:35:52] <Jymmm> kwallace: where to get that?
[19:36:33] <ve7it> kwallace, have you had your washing motor spinning.... I have a similar unit with the drive... seems like a nice motor 16000rpm.. I am still wondering if I can hack the cpu in the controller
[19:36:47] <andypugh> Or mount the ballnut outboard of the back of the saddle, have the bearings where the handwheel currently is, and twirl the screw with a motor at the back that travels with the cross-slide
[19:36:54] <kwallace> I think I got mine at Digikey. It's not cheap.
[19:37:20] <cradek> I've had mine for 10? years - no idea what it cost
[19:37:21] <ReadError> does 6061 machine pretty nice?
[19:37:28] <cradek> ReadError: yes
[19:37:41] <ReadError> does it get gummy ?
[19:37:52] <cradek> sure, but not as bad as some aluminums
[19:38:32] <Jymmm> Hmmmm
http://www.homedepot.com/buy/crc-2-26-5-oz-multi-purpose-lubricant-02004.html
[19:38:45] <cradek> use a big high helix cutter and flood coolant and you'll be fine as heavy as your machine can cut
[19:39:43] <andypugh> I killed 3 cutters (2.5mm carbide) cuting less than 2" of 2mm aluminium sheet yesterday, and then gave up and resorted to hand tools.
[19:40:01] <cradek> Jymmm: if it's really gunked up, mechanical cleaning is better than chemical cleaning
[19:40:02] <andypugh> I was making D-Sub cutouts.
[19:40:27] <cradek> andypugh: why such a small tool? you don't need sharp corners for that.
[19:40:53] <ReadError> these 3$ carbide endmills are working pretty good
[19:40:56] <Jymmm> cradek: Sure, but my nose is 8" from it; I had to become a human contosionist just to release the connector in the first place =)
[19:41:08] <ReadError> normally g10 is a bit killer
[19:41:28] <cradek> andypugh: (I've always wanted a punch for those...)
[19:41:29] <ReadError> plus i got a pretty nice case with them too
[19:41:32] <andypugh> cradek: 2.5mm isn't that small, and the program also makes the M3 mounting holes.
[19:41:38] <Jymmm> cradek: and of course my turit wanted to get into the act too
[19:41:39] <cradek> ah
[19:42:27] <kwallace> ve7it: Yes. I bought a high or rather higher frequency VFD for it. When I got it I realized it had 440 Volt input I had to hack a way to get 440 so I haven't run it much. Even at 16k it's very smooth and quiet, but I guess for a washing machine it needs to be.
[19:43:25] <cradek> Jymmm: do you have 1 or 2 fuel lines going to the pump?
[19:43:34] <ve7it> I was hoping to drive a high speed spindle made from a er16 stub collet
[19:43:40] <Jymmm> cradek: 3 =)
[19:43:45] <cradek> whuh?
[19:43:51] <Jymmm> exactly
[19:44:11] <kwallace> ve7it: The motor runs at 110 V so I also had to program the VFD for reduced output voltage.
[19:44:20] <Jymmm> cradek: the 3rd is some emissions thing I think
[19:44:59] <Jymmm> cradek: The manuals are over 5000 pages, so it takes some time figuring out what all of them are for
[19:45:05] <Jymmm> =)
[19:45:36] <andypugh> My job is fuel-pump control.
[19:45:54] <andypugh> We run them closed-loop now to save energy.
[19:46:27] <andypugh> I have a PID controller to program to make sure that the lift-pump only runs as hard as it needs to.
[19:46:29] <cradek> in 2001 was his a bypass regulator?
[19:47:17] <andypugh> His is probably gasoline, which is nearly as much a mystery to me as diesel is to my American colleagues.
[19:47:18] <cradek> ha
[19:47:41] <andypugh> I just need to keep the HP pump happy (and lubricated)
[19:48:30] <andypugh> The main job of the lift-pump is actually to feed the bearings in the HP pump.
[19:48:33] <kwallace> ve7it: I don't think the motor bearings are good enough to drive the collet holder directly. I think one would need to replace the bearings with at least a pair of angular contact bearings or just belt drive a separate spindle.
[19:50:46] <andypugh> kwallace: You could consider replacing both end-castings with components better designed for the job, and with suitable bearings.
[19:51:20] <ReadError> is there any "homebrew" method of straightening a piece of aluminum?
[19:51:27] <ReadError> im worried this stuff is going to come bent
[19:51:39] <ReadError> well, not perfectly flat..
[19:51:46] <andypugh> It's not brain surgery :-)
http://youtu.be/THNPmhBl-8I
[19:54:24] <Jymmm> andypugh: rocket Science!!!
[19:54:37] <andypugh> ReadError: I imagine you could do something with the garage doorway, bricks and a hydraulic jack.
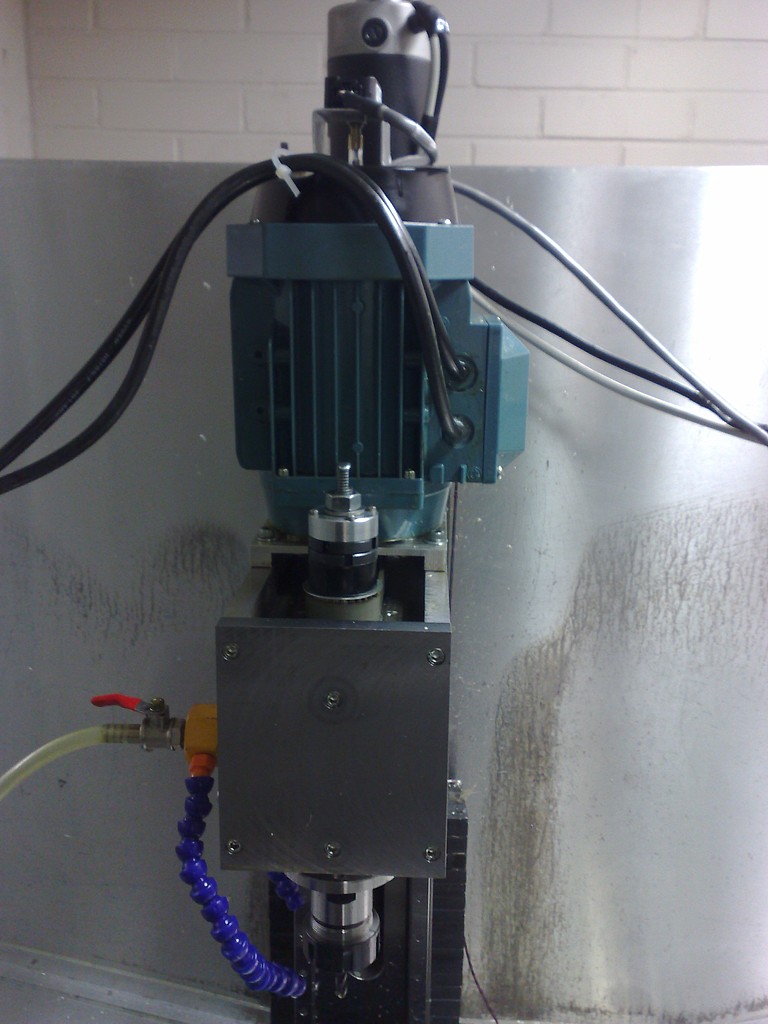
[19:56:21] <kwallace> andypugh: ve7it: Yes, the present end castings don't have a good way to mount the motor. I wanted to use the motor for a clamp-on spindle for the Shizuoka to mill wood or circuit boards. The mounting has set me back a ways time wise.
[19:56:44] <Jymmm> FUCK! I still can't tell if that's corrosion or just a mix of silver and gold plated pins
http://i50.tinypic.com/2ro44tu.jpg
[19:56:56] <kwallace> Gota go eat. bbl.
[19:58:45] <andypugh> Jymmm: They look rather eroded to me, they possibly ought to be the same length too.
[19:59:11] <Jymmm> andypugh: They are the same length, just bad photo
[19:59:56] <andypugh> The silver pins are not all the same length,
[20:00:17] <andypugh> Or the same shape
[20:01:11] <andypugh> I don't know what the soluton is, but that plug looks dead to me, and the socket is probably no better.
[20:02:06] <ReadError> andypugh: was thinking a few blocks of thick wood
[20:02:06] <ReadError> and clamps
[20:02:20] <ReadError> wasnt sure if that would be enough to get it pretty true or if it would bounce back
[20:05:10] <andypugh> Depends on span and force. A doorway makes a pretty rigid bridge frame.
[20:05:56] <andypugh> But the principle is exactly the same whenever you try to straighten something.
[20:06:22] <andypugh> You probably want to use Science.
[20:06:22] <ReadError> ive never heard of this doorway method
[20:08:35] <andypugh> You need to know where the high point is, and the two adjacent low points. You also need to measure how high it is. Then, with a jack or clamps and a dial-indiacator, you press it past yield, then relax, then try again, until the dial indicator reads the right value.
[20:09:23] <andypugh> My guess would be that your curve span will be larger than your press. Hence the idea of using a doorway and some blocks.
[20:11:52] <ReadError> my dads friend owns a machine shop
[20:12:00] <ReadError> might need to drive down and give them to my dad
[20:13:17] <andypugh> You still have the curve-span problem. (I think, I am not a professional straightener).
[20:13:51] <ReadError> yea this is all new to me
[20:34:03] <AR__> i just got two huge 17" ballscrews for $50
[20:45:02] <andypugh> how long are they?
[20:50:35] <skunkworks> heh
[20:52:00] <skunkworks> can't say I have seen any that big... probably the biggest I have seen are what's on the k&t...
http://electronicsam.com/images/KandT/conversion/xaxis/ballscrew.JPG
[20:52:43] <andypugh> Or you have tiny hands
[20:52:43] <skunkworks> girley hands...
[20:57:20] <skunkworks> actually the z axis in the lathe might have a slightly bigger ball screw....
[21:06:06] <paul_liebenberg> Thanks cradek the other day, got my code running!
[21:06:56] <skunkworks> what code?
[21:07:12] <cradek> I don't remember you, but you're welcome anyway :-)
[21:08:22] <skunkworks> heh
[21:18:32] <skunkworks> logger[mah]:
[21:18:33] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2013-01-08.html
[22:18:53] <tjb1> The adobe link is working
[23:11:55] <frysteev> ola
[23:21:40] <frysteev> anyone alive?
[23:43:13] <tjb1> bleeding out
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}